
Mechanical Alloying Integrated with Cold Spray Coating for Fabrication Cu50(Ti50−xNix), x; 10, 20, 30, and 40 at.% Antibiofilm Metallic Glass Coated/SUS304 Sheets

 , ,
, , {kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
1.1. Surface Engineering
1.2. Surface Protective Coating
1.2.1. Antibiofilm Surface Protective Coating
1.2.2. Cold Spray Coating
1.3. Aim of the Present Study
2. Materials and Methods
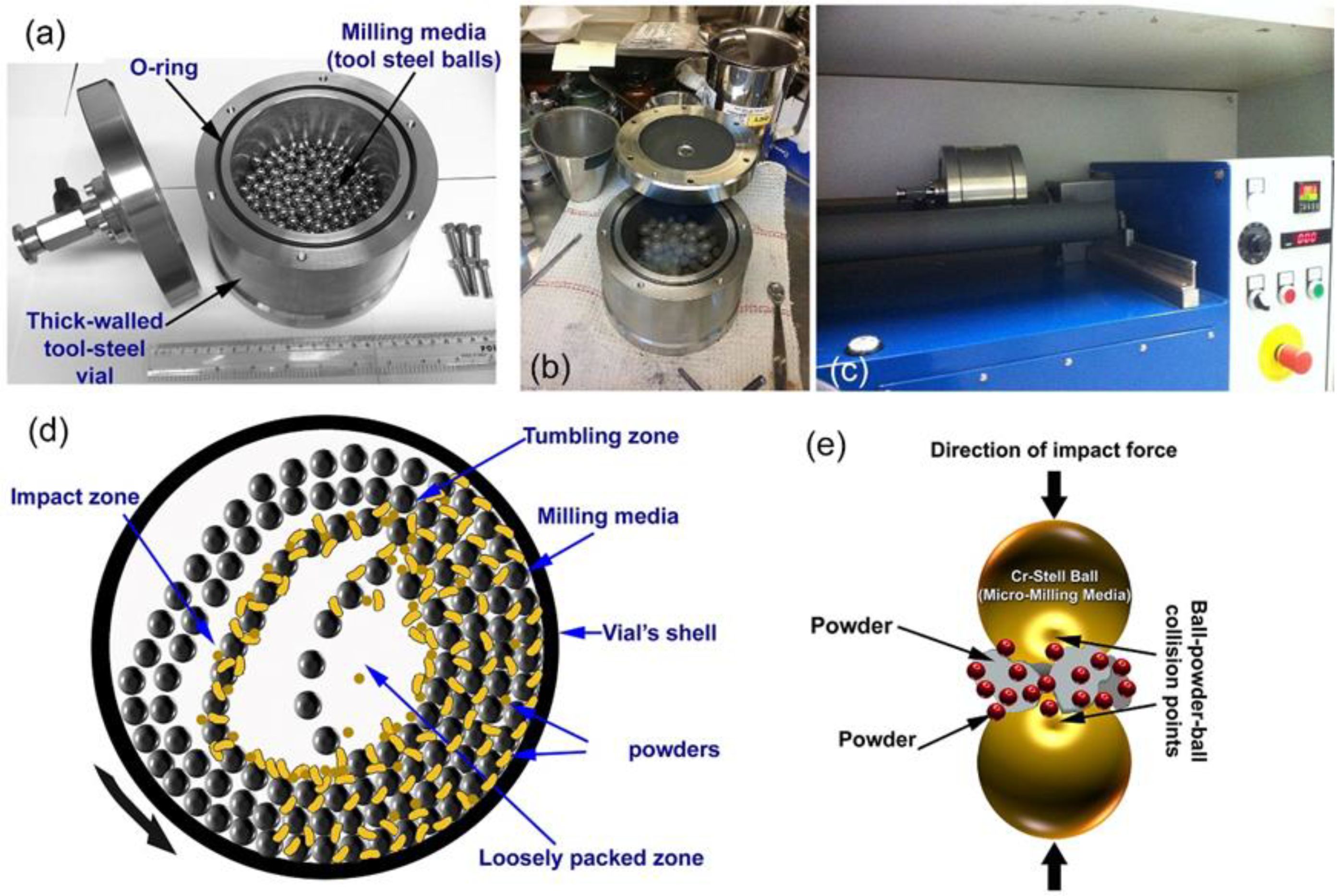
2.1. Preparations of Cu-Based Metallic Glassy Alloy Powders by Mechanical Alloying
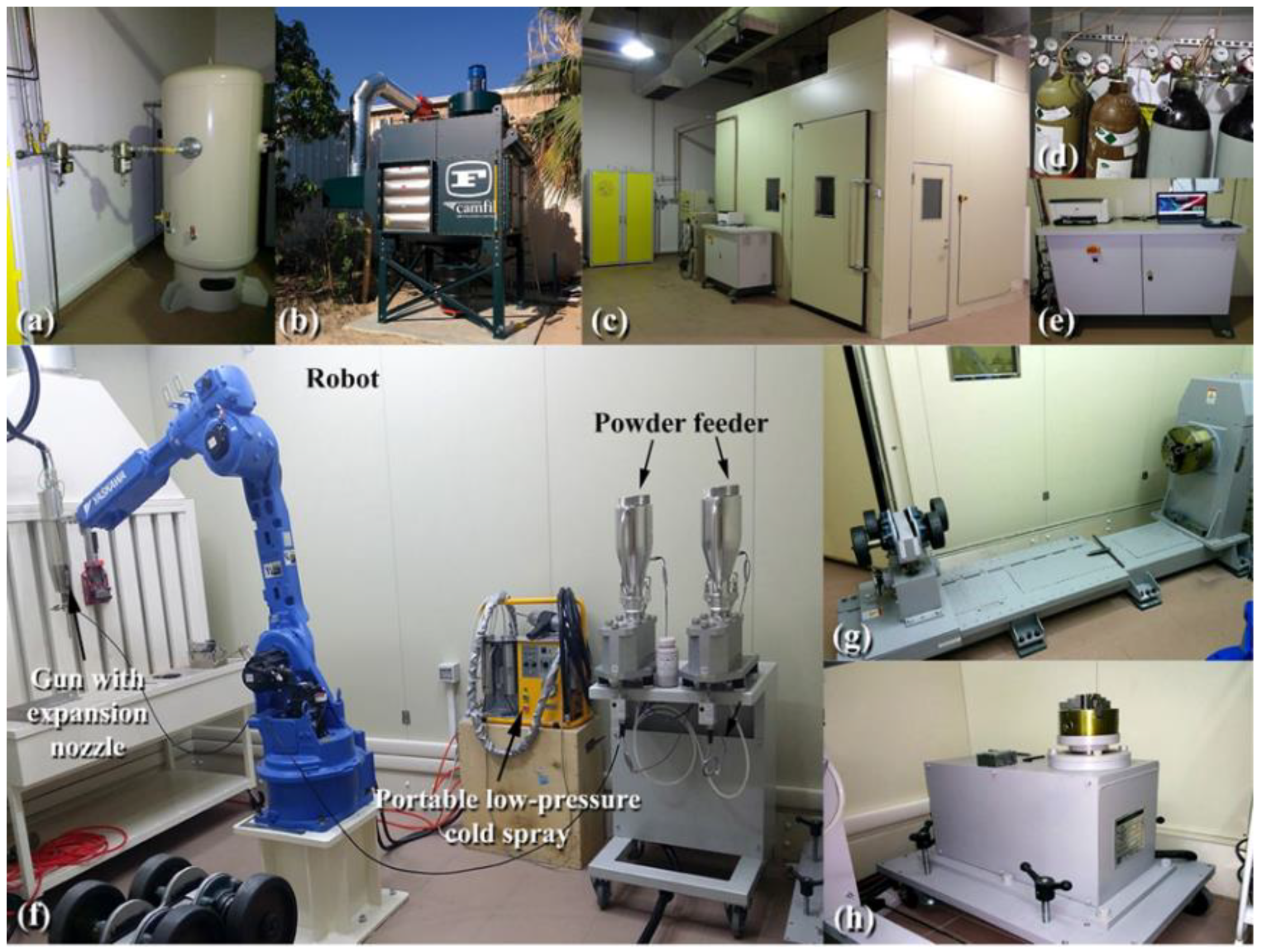
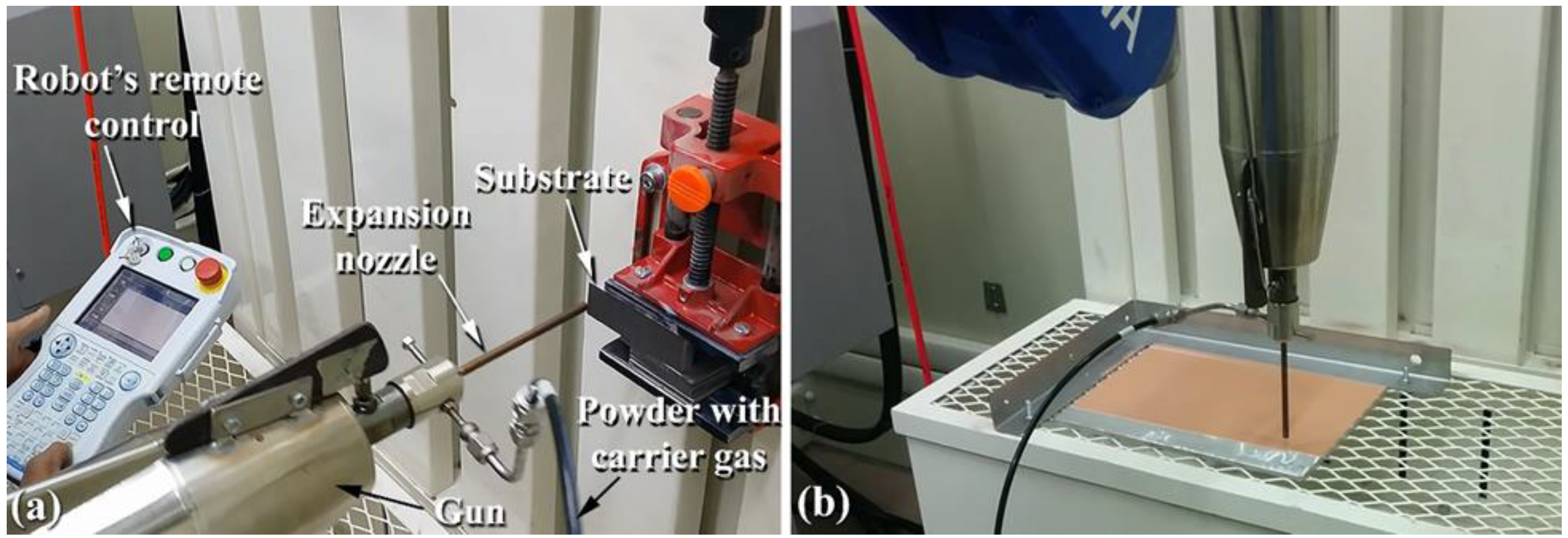
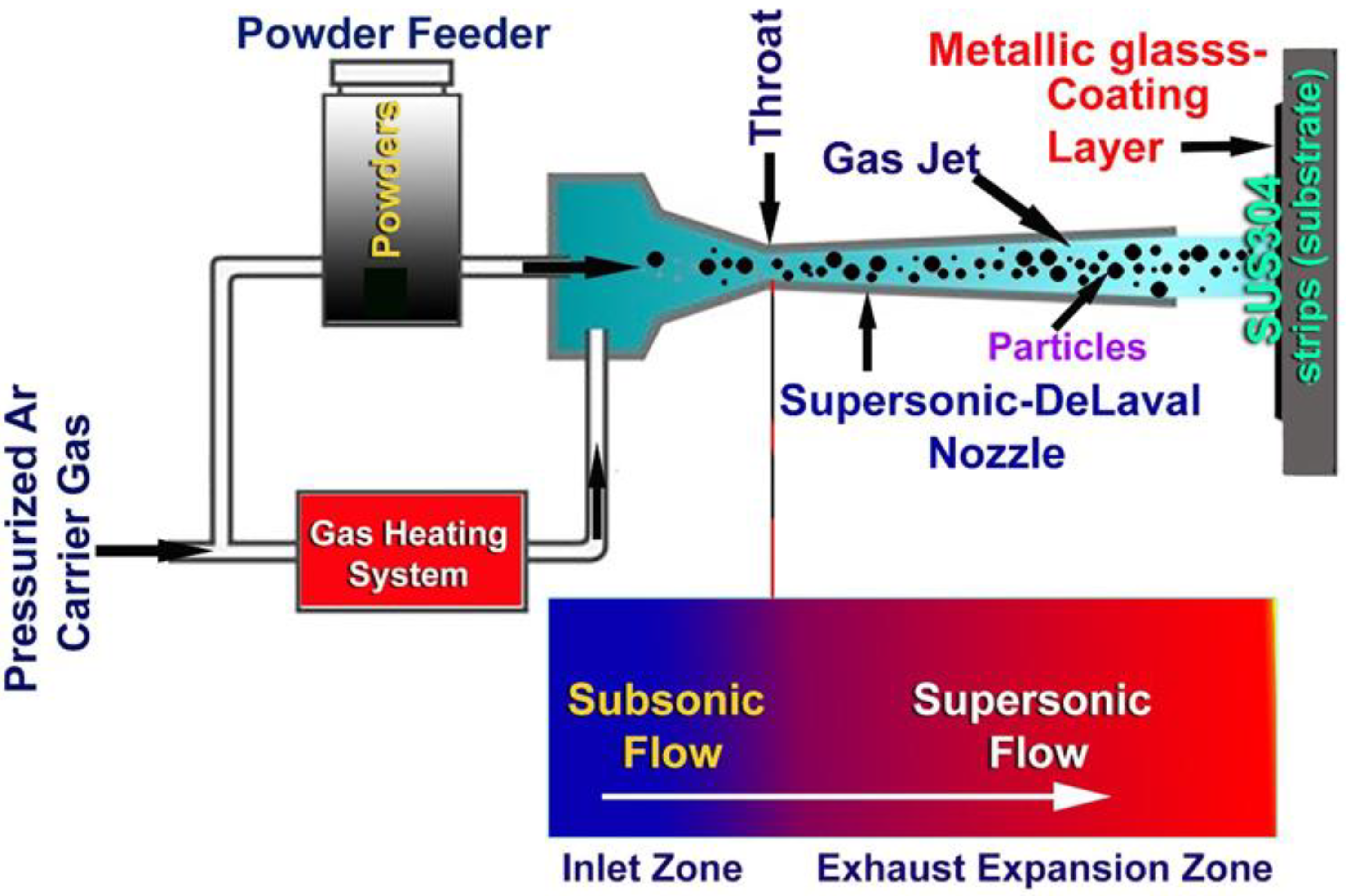
2.2. Fabrication of Cu-Based Metallic Glassy Powder Coated/SUS304 Composites by Cold Spray Process
2.3. Material Characterizations
2.3.1. Structural Characterizations
2.3.2. Morphological Characterizations and Elemental Analysis
2.3.3. Nanoindentation
2.3.4. Thermal Stabilities
2.3.5. The Tribology
2.4. Bacterial Strain
2.4.1. Biofilm Growth Conditions
2.4.2. Effect of Cu-Ti-Ni-Coating on Biofilm Formation
3. Results and Discussions
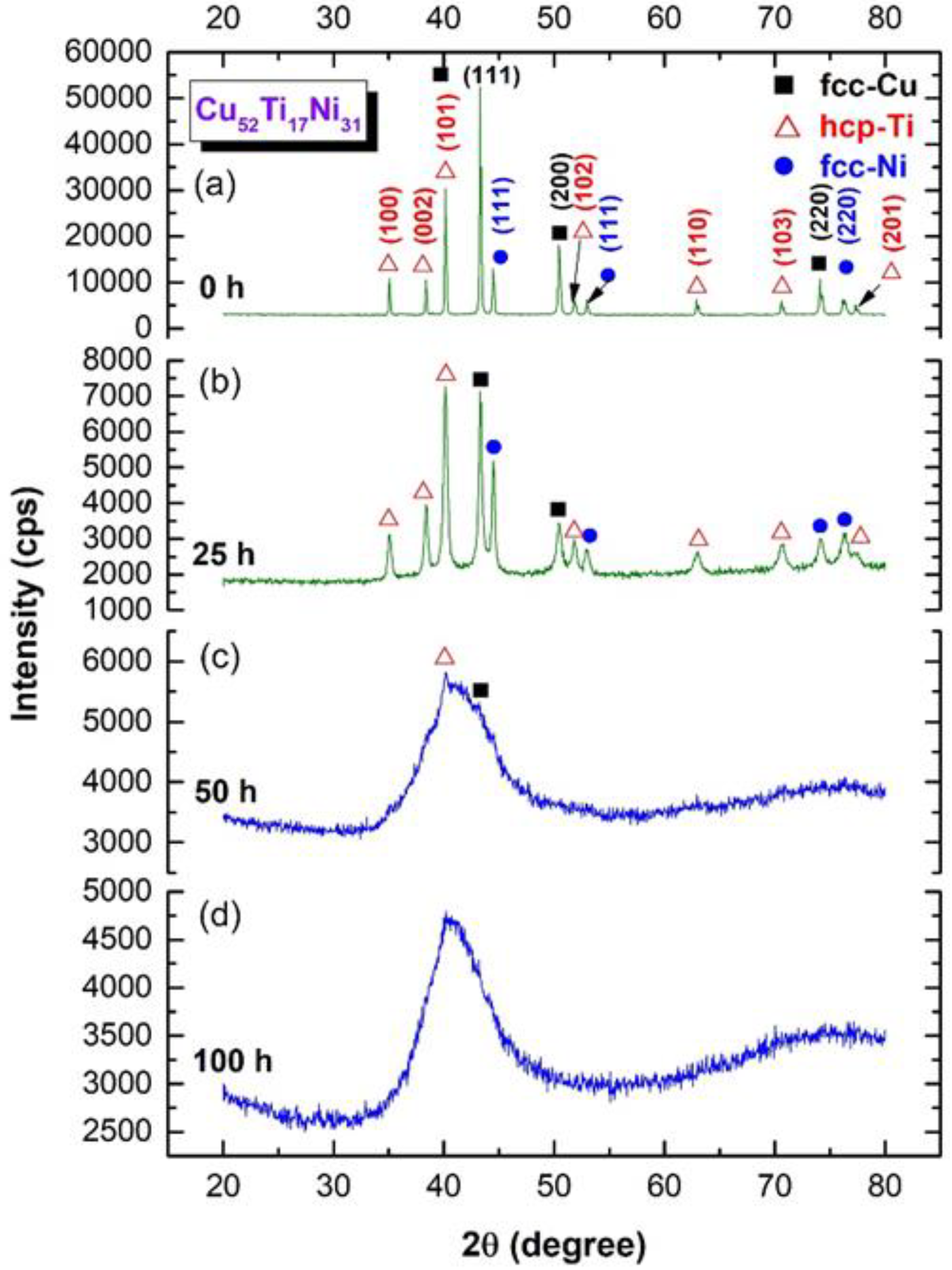
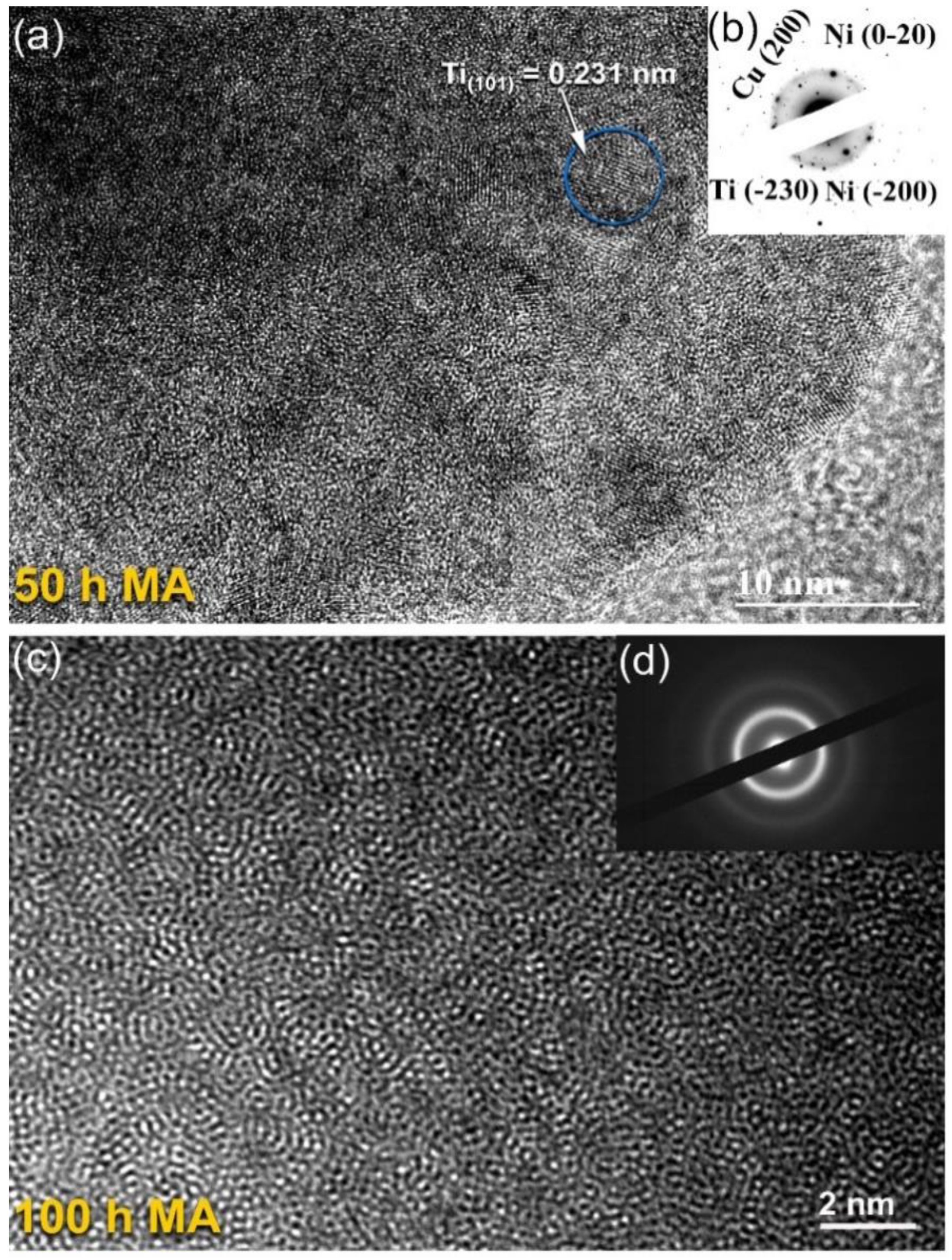
3.1. Crystal Structure
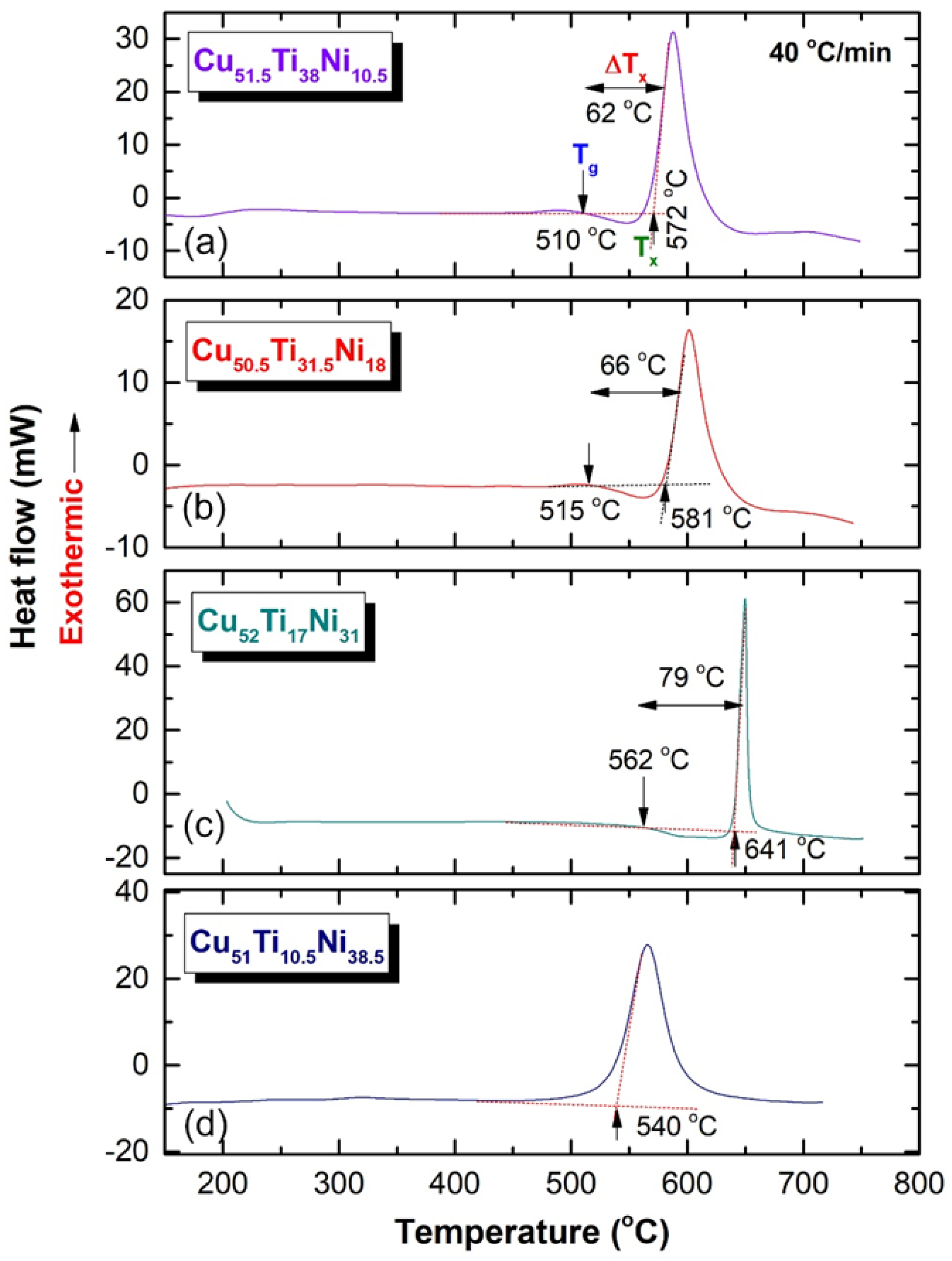
3.2. Thermal Stability
3.3. Cold Spray Coating
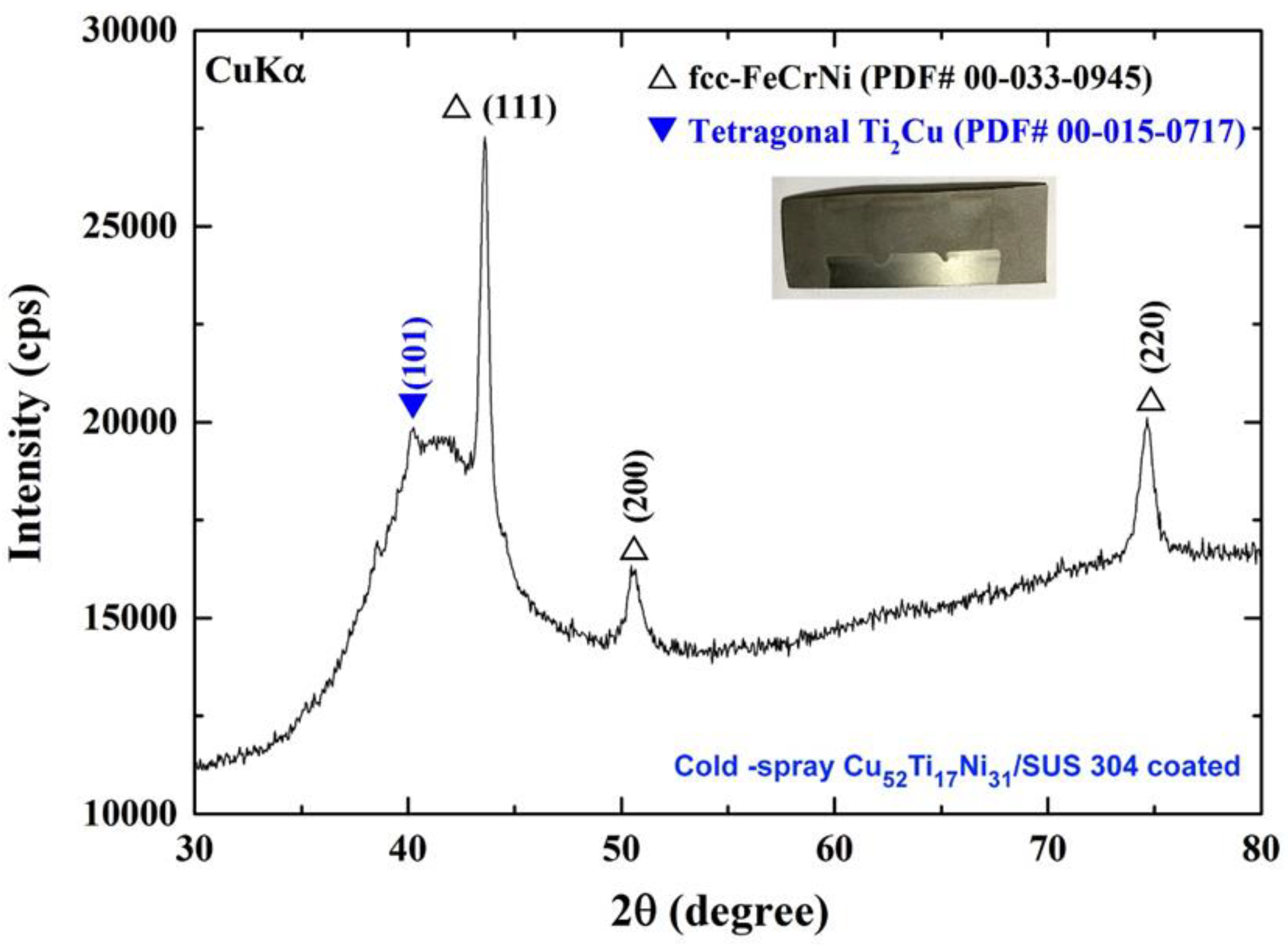
3.3.1. Crystal Structure
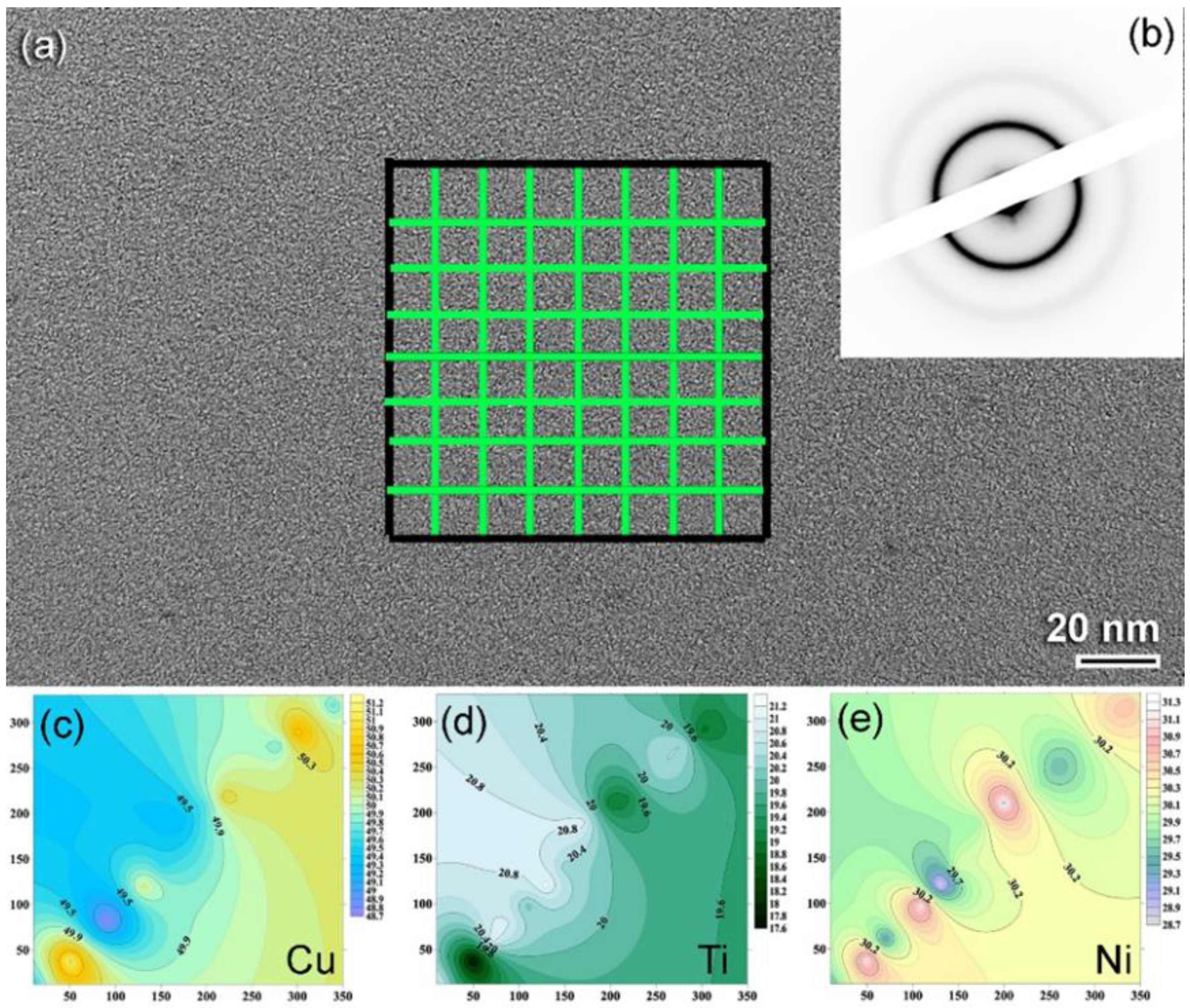
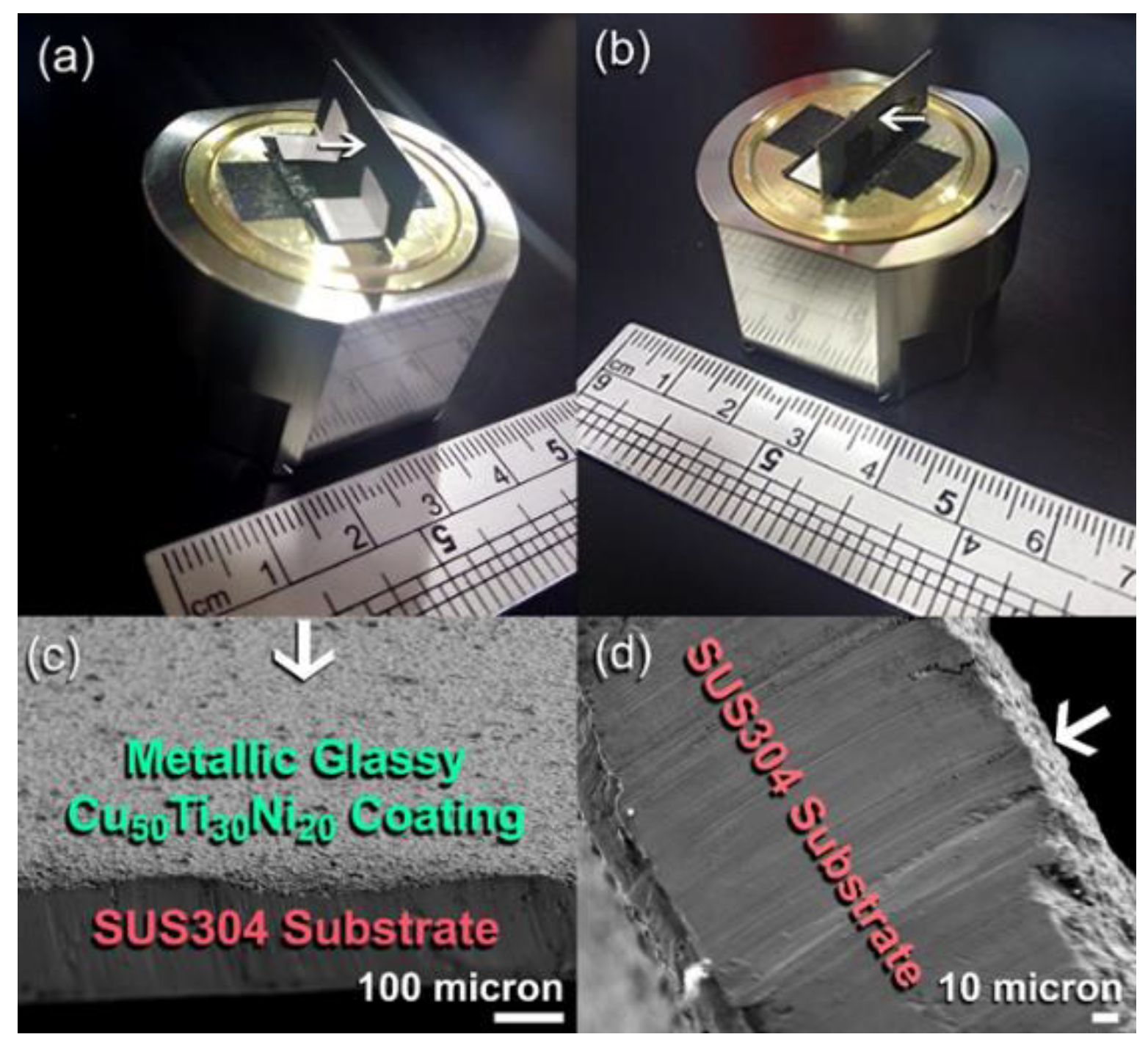
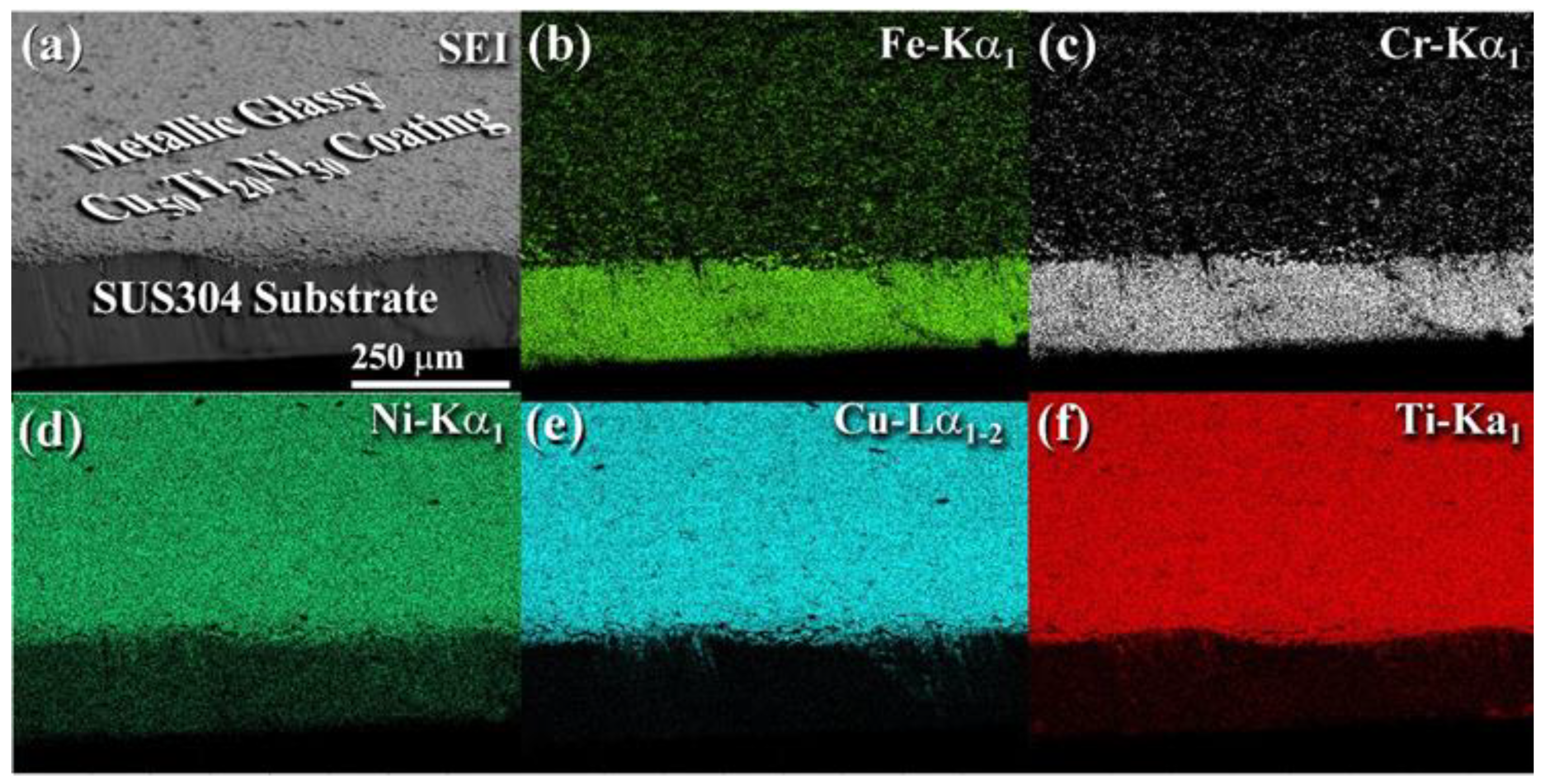
3.3.2. Morphology and Elemental Distribution
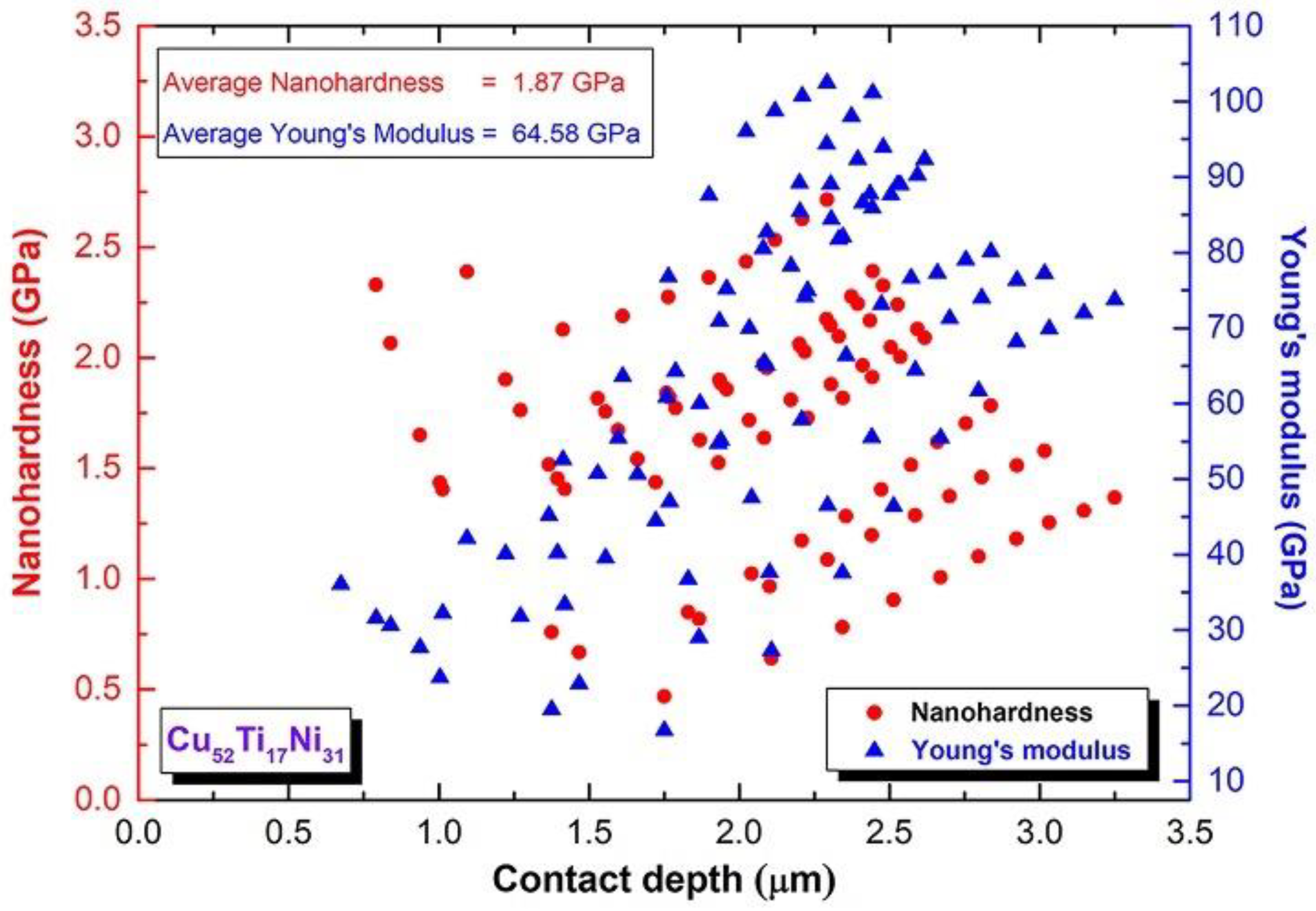
3.3.3. Nanoindentation
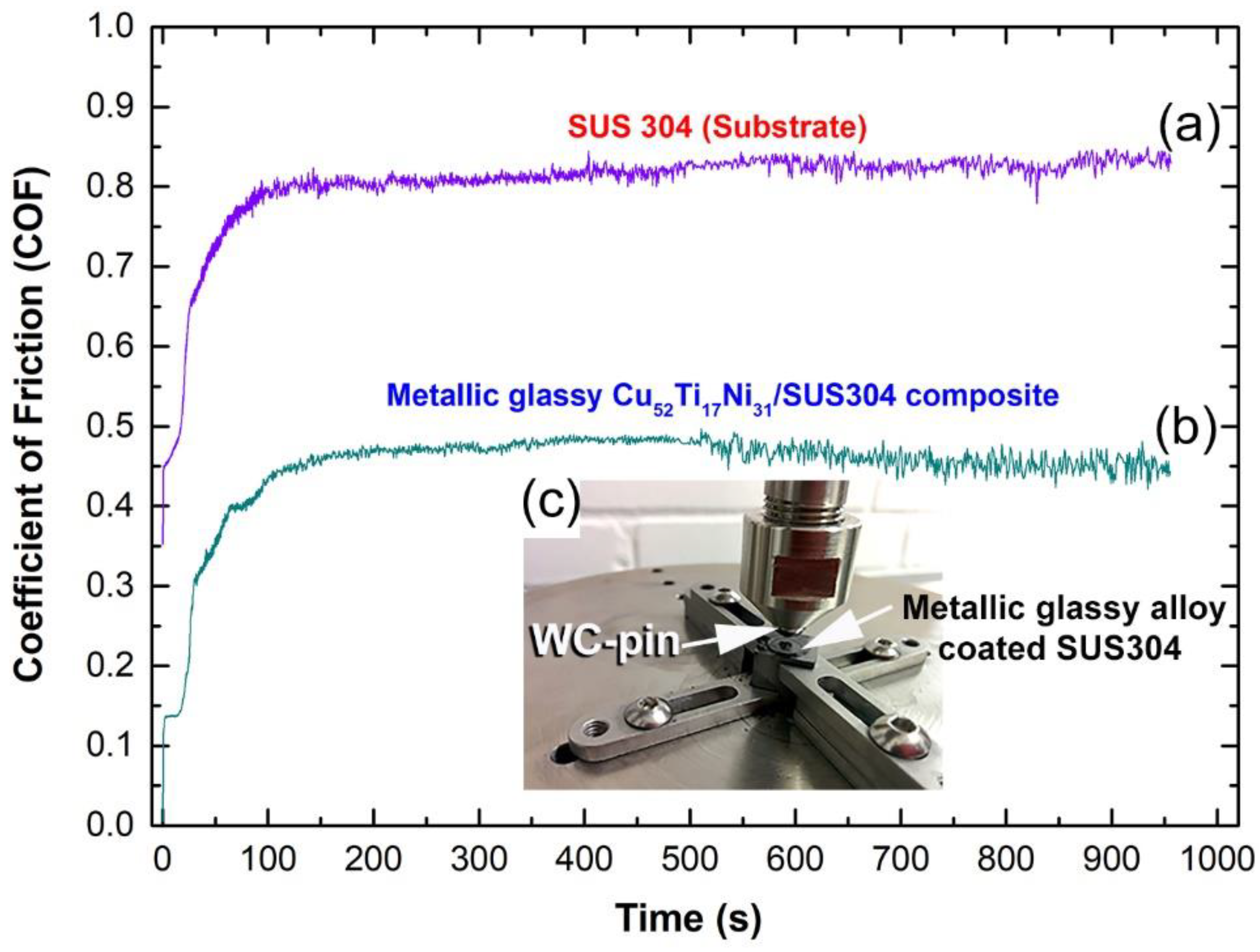
3.3.4. Pin-on-Disk test
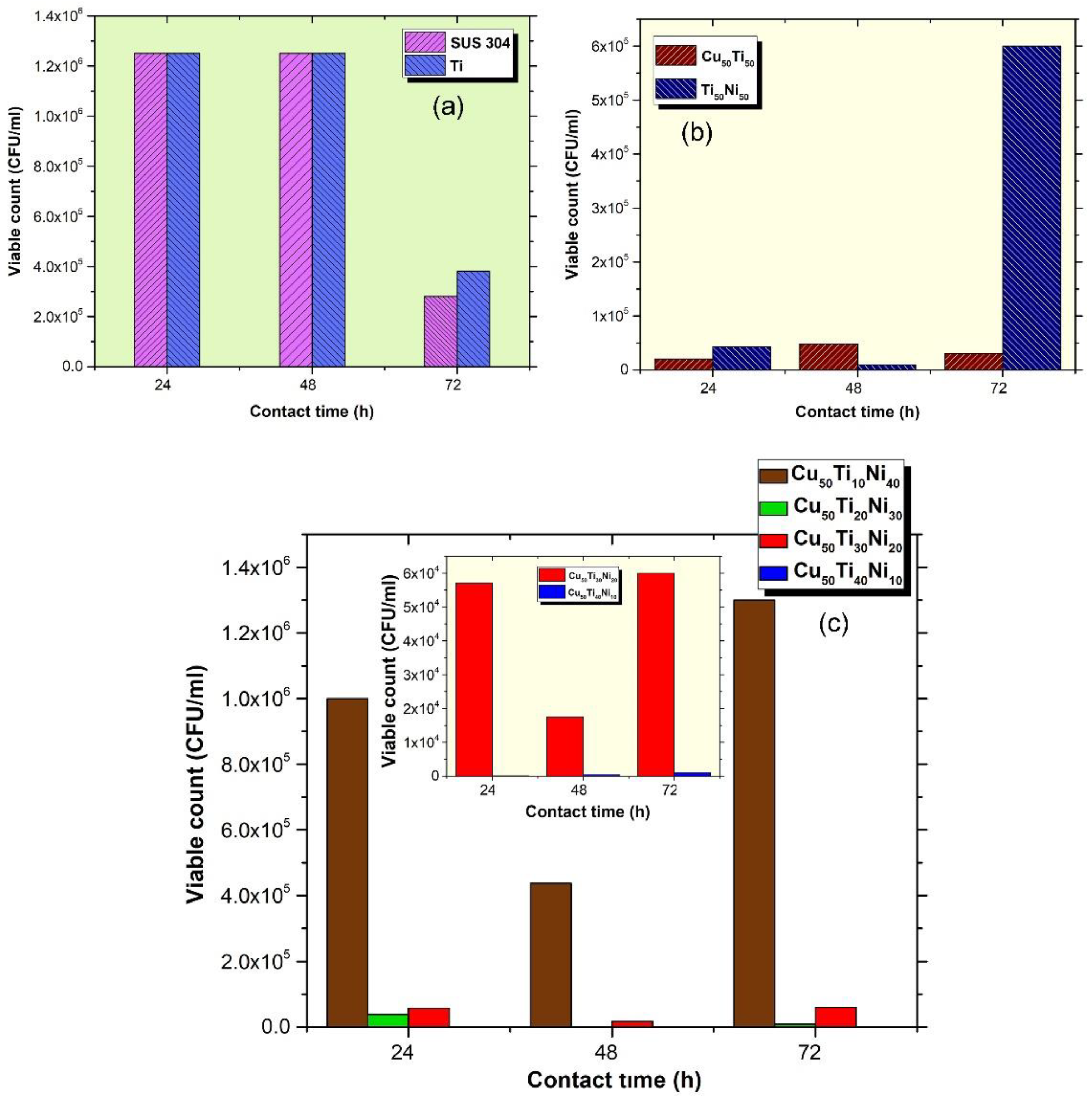
3.4. Microbiological Testing
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Sarraf, M.; Rezvani Ghomi, E.; Alipour, S.; Ramakrishna, S.; Liana Sukiman, N. A state-of-the-art review of the fabrication and characteristics of titanium and its alloys for biomedical applications. Bio-Des. Manuf. 2022, 5, 371–395. [Google Scholar] [CrossRef] [PubMed]
- Alqattan, M.; Peters, L.; Alshammari, Y.; Yang, F.; Bolzoni, L. Antibacterial Ti-Mn-Cu alloys for biomedical applications. Regen. Biomater. 2020, 8, rbaa050. [Google Scholar] [CrossRef] [PubMed]
- Xu, L.-C.; Siedlecki, C.A. Chapter 2—Bacterial cell–biomaterials interactions. In Handbook of Biomaterials Biocompatibility; Woodhead Publishing: Sawston, UK, 2020; pp. 11–42. [Google Scholar]
- El-Eskanadrany, M.S.; Al-Azmi, A. Metallic Glassy Alloy Powders for Antibacterial Coating. U.S. Patent 9,609,874 B1, 4 April 2017. [Google Scholar]
- Bolzoni, L.; Alqattan, M.; Peters, L.; Alshammari, Y.; Yang, F. Ternary Ti alloys functionalised with antibacterial activity. Sci. Rep. 2020, 10, 22201. [Google Scholar] [CrossRef] [PubMed]
- Mombelli, A.; Schmid, B.; Rutar, A.; Lang, N.P. Local antibiotic therapy guided bymicrobiological diagnosis: Treatment of Porphyromonas gingivalis and Actinobacillus actinomycetemcomitans persisting after mechanical therapy. J. Clin. Periodontol. 2002, 29, 743–749. [Google Scholar] [CrossRef] [PubMed]
- Liu, J.; Li, F.; Liu, C.; Wang, H.; Ren, B.; Yang, K.; Zhang, E. Effect of Cu content on the antibacterial activity of titanium–copper sintered alloys. Mater. Sci. Eng. C 2014, 35, 392–400. [Google Scholar] [CrossRef] [PubMed]
- Pesode, P.A.; Barve, S.B. Recent advances on the antibacterial coating on titanium implant by micro-Arc oxidation process. Mater. Today Proc. 2021, 47, 5652–5662. [Google Scholar] [CrossRef]
- Glinel, K.P.; Thebault, V.; Humblot, C.M.; Jouenne, P.T. Antibacterial surfaces developed from bio-inspired approaches. Acta Biomater. 2012, 8, 1670–1684. [Google Scholar] [CrossRef]
- Minkiewicz-Zochniak, A.; Jarzynka, S.; Iwańska, A.; Strom, K.; Iwańczyk, B.; Bartel, M.; Mazur, M.; Pietruczuk-Padzik, A.; Konieczna, M.; Augustynowicz-Kopeć, E.; et al. Biofilm formation on dental implant biomaterials by Staphylococcus aureus strains isolated from patients with cystic fibrosis. Materials 2021, 14, 2030. [Google Scholar] [CrossRef]
- Moore, K.; Gupta, N.; Gupta, T.T.; Patel, K.; Brooks, J.R.; Sullivan, A.; Litsky, A.S.; Stoodley, P. Mapping bacterial biofilm on features of orthopedic implants in vitro. Microorganisms 2022, 10, 586. [Google Scholar] [CrossRef]
- Souza, J.G.S.; Bertolini, M.M.; Costa, R.C.; Nagay, B.E.; Dongari-Bagtzoglou, A.; Barão, V.A.R. Targeting implant-associated infections: Titanium surface loaded with antimicrobial. iScience 2021, 24, 102008. Available online: http://creativecommons.org/licenses/by-nc-nd/4.0/ (accessed on 14 April 2022). [CrossRef]
- Zhang, M.; Sun, J.; Wang, Y.; Yu, M.; Liu, F.; Ding, G.; Zhao, X.; Liu, L. Preparation of stable and durable superhydrophobic surface on Zr-based bulk metallic glass. Colloids Surf. A Physicochem. Eng. Asp. 2021, 631, 127654. [Google Scholar] [CrossRef]
- El-Eskandarany, M.S. Mechanical Alloying Energy Storage, Protective Coatings, and Medical Applications, 3rd ed.; Elsevier: Oxford, UK, 2020; ISBN 9780128181805. [Google Scholar]
- Nunthavarawong, P.; Rangappa, S.M.; Siengchin, S.; Thoppil-Mathew, M. Antimicrobial and Antiviral Materials, Polymers, Metals, Ceramics, and Applications; CRC Press: Boca Raton, FL, USA, 2022; ISBN 9780367697440. [Google Scholar]
- Kreve, S.; dos Reis, A.C. Bacterial adhesion to biomaterials: What regulates this attachment? A review. Jpn. Dent. Sci. Rev. 2020, 57, 85–96. [Google Scholar] [CrossRef] [PubMed]
- Escobar, A.; Muzzio, N.; Moya, S.E. Antibacterial layer-by-layer coatings for medical implants. Pharmaceutics 2020, 13, 16. [Google Scholar] [CrossRef]
- Olmo, J.A.-D.; Ruiz-Rubio, L.; Pérez-Alvarez, L.; Sáez-Martínez, V.; Vilas-Vilela, J.L. Antibacterial coatings for improving the performance of biomaterials. Coatings 2020, 10, 139. [Google Scholar] [CrossRef] [Green Version]
- Bharadishettar, N.; Bhat, K.U.; Bhat Panemangalore, D. Coating technologies for copper based antimicrobial active surfaces: A perspective review. Metals 2021, 11, 711. [Google Scholar] [CrossRef]
- Calzado-Martín, A.; Méndez-Vilas, A.; Multigner, M.; Saldaña, L.; González-Carrasco, J.L.; González-Martín, M.L.; Vilaboa, N. On the role of RhoA/ROCK signaling in contact guidance of bone-forming cells on anisotropic Ti6Al4V surfaces. Acta Biomater. 2018, 7, 1890–1901. [Google Scholar] [CrossRef] [PubMed]
- Qin, Y.K.; Xiong, D.S.; Li, J.L.; Jin, Q.T.; He, Y.; Zhang, R.C.; Zou, Y.R. Adaptive-lubricating PEO/Ag/MoS2 multilayered coatings for Ti6Al4V alloy at elevated temperature. Mater. Des. 2016, 107, 311–321. [Google Scholar] [CrossRef]
- Zhang, L.; Gao, Q.; Han, Y. Zn and Ag co-doped anti-microbial TiO2 coatings on Ti by micro-arc oxidation. J. Mater. Sci. Technol. 2016, 32, 919–924. [Google Scholar] [CrossRef]
- Jayachandran, Y.L.; Venkatachalam, S.; karunagaran, B.; Narayandass, S.K.; Mangalaraj, D.; Bao, C.Y.; Zhang, C.L. Bacterial adhesion studies on titanium, titaniumnitride and modified hydroxyapatite thin films. Mater. Sci. Eng. C 2007, 27, 35–41. [Google Scholar] [CrossRef]
- Secinti, M.; Ayten, G.; Kahilogullari, G.; Kaygusuz, H.C.; Ugur, A. Antibacterial effects of electrically activated vertebral implants. J. Clin. Neurosci. 2008, 15, 434–439. [Google Scholar] [CrossRef]
- Zheng, X.B.; Chen, T.K.; Xie, Y.T.; Ji, H.; Huang, L.P.; Ding, C.X. Antibacterial property and biocompatibility of plasma sprayed hydroxyapatite/silver composite coating. J. Therm. Spray Technol. 2009, 18, 463. [Google Scholar] [CrossRef]
- Bai, X.; More, K.; Rouleau, C.M.; Rabiei, A. Functionally graded hydroxyapatite coatings doped with antibacterial components. Acta Biomater. 2010, 6, 2264–2273. [Google Scholar] [CrossRef] [PubMed]
- Tian, X.B.; Wang, Z.M.; Yang, S.Q.; Luo, Z.J.; Fu, R.K.Y.; Chu, P.K. Antibacterial copper-containing titanium nitride films produced by dual magnetron sputtering. Surf. Coat. Technol. 2007, 201, 8606–8609. [Google Scholar] [CrossRef]
- Alkhimov, A.P.; Kosarev, V.F.; Papyrin, A.N. A method of “cold” gas-dynamic spraying. Dokl. Akad. Nauk. SSSR 1990, 315, 1062–1065. [Google Scholar]
- Xiaomin, J.; Lizhen, G.; Erqiang, L.; Feifei, Y.; Xuefeng, S.; Hefeng, W. Microstructure, corrosion and tribological and anti-bacterial properties of Ti-Cu coated stainless steel. J. Mech. Behav. Biomed. Mater. 2015, 50, 23–32. [Google Scholar]
- Hefeng, W.; Shu, X.; Guo, M.; Huang, D.; Li, Z.; Li, X.; Tang, B. Structural, tribological and antibacterial activities of Ti–Cu–N hard coatings prepared by plasma surface alloying technique. Surf. Coat. Technol. 2013, 235, 235–240. [Google Scholar]
- Greer, A.L.; Rutherford, K.L.; Hutchings, I.M. Wear resistance of amorphous alloys and related materials. Int. Mater. Rev. 2002, 47, 87–112. [Google Scholar] [CrossRef]
- Sarker, S.; Tang-Kong, R.; Schoeppner, R.; Ward, L.; Al Hasan, N.; van Campen, D.G.; Takeuchi, I.; Hattrick-Simpers, J.; Zakutayev, A.; Packard, C.E.; et al. Discovering exceptionally hard and wear-resistant metallic glasses by combining machine-learning with high throughput experimentation. Appl. Phys. Rev. 2022, 9, 011403. [Google Scholar] [CrossRef]
- Hans, M.; Mathews, S.; Mücklich, F.; Solioz, M. Physicochemical properties of copper important for its antibacterial activity and development of a unified model. Biointerphases 2016, 11, 018902. [Google Scholar] [CrossRef]
- Boudarel, H.; Mathias, J.-D.; Blaysat, B.; Grédiac, M. Towards standardized mechanical characterization of microbial biofilms: Analysis and critical review. NPJ Biofilms Microbiomes 2018, 4, 17. [Google Scholar] [CrossRef]
- Al-Azemi, A.; Fielder, M.D.; Abuknesha, R.A.; Price, R.G. Effects of chelating agent and environmental stresses on microbial biofilms: Relevance to clinical microbiology. J. Appl. Microbiol. 2011, 110, 1307–1313. [Google Scholar] [CrossRef] [PubMed]
- Kumar, S.; Bhattacharya, W.; Singh, M.; Halder, D.; Mitra, A. Plant latex capped colloidal silver nanoparticles: A potent anti-biofilm and fungicidal formulation. J. Mol. Liq. 2017, 230, 705–713. [Google Scholar] [CrossRef]
- Pontin, K.P.; Borges, K.A.; Furian, T.Q.; Carvalho, D.; Wilsmann, D.E.; Cardoso, H.R.P.; Alves, A.K.; Chitolina, G.Z.; Salle, C.T.P.; de Sousa Moraes, H.L.; et al. Antimicrobial activity of copper surfaces against biofilm formation by Salmonella enteritidis and its potential application in the poultry industry. Food Microbiol. 2021, 94, 103645. [Google Scholar] [CrossRef] [PubMed]
- Mei, L.; Zheng, M.; Ye, Z.; Xia, H.; Yao, M.; Chu, X.; Wang, X.; Yang, K.; Yang, M.; Zhang, Y.; et al. Toward a molecular understanding of the antibacterial mechanism of copper-bearing titanium alloys against Staphylococcus aureus. Adv. Healthc. Mater. 2015, 5, 557–566. [Google Scholar]
- Burghardt, I.; Lüthen, F.; Prinz, C.; Kreikemeyer, B.; Zietz, C.; Neumann, H.G.; Rychly, J. A dual function of copper in designing regenerative implants. Biomaterials 2015, 44, 36–44. [Google Scholar] [CrossRef] [PubMed]
- Mathews, S.; Hans, M.; Mücklich, F.; Solioz, M. Contact killing of bacteria on copper is suppressed if bacterial-metal contact is prevented and is induced on iron by copper ions. Appl. Environ. Microbiol. 2013, 79, 2605–2611. [Google Scholar] [CrossRef] [Green Version]
- Noyce, J.O.; Harold, T.; William, C. Use of copper cast alloys to control Escherichia coli O157 cross-contamination during food processing. Appl. Environ. Microbiol. 2006, 72, 4239–4244. [Google Scholar] [CrossRef] [Green Version]


















Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Aldhameer, A.; El-Eskandarany, M.S.; Kishk, M.; Alajmi, F.; Banyan, M. Mechanical Alloying Integrated with Cold Spray Coating for Fabrication Cu50(Ti50−xNix), x; 10, 20, 30, and 40 at.% Antibiofilm Metallic Glass Coated/SUS304 Sheets. Nanomaterials 2022, 12, 1681. https://0-doi-org.brum.beds.ac.uk/10.3390/nano12101681
Aldhameer A, El-Eskandarany MS, Kishk M, Alajmi F, Banyan M. Mechanical Alloying Integrated with Cold Spray Coating for Fabrication Cu50(Ti50−xNix), x; 10, 20, 30, and 40 at.% Antibiofilm Metallic Glass Coated/SUS304 Sheets. Nanomaterials. 2022; 12(10):1681. https://0-doi-org.brum.beds.ac.uk/10.3390/nano12101681
Chicago/Turabian StyleAldhameer, Ahmad, Mohamed Sherif El-Eskandarany, Mohamed Kishk, Fahad Alajmi, and Mohmmad Banyan. 2022. "Mechanical Alloying Integrated with Cold Spray Coating for Fabrication Cu50(Ti50−xNix), x; 10, 20, 30, and 40 at.% Antibiofilm Metallic Glass Coated/SUS304 Sheets" Nanomaterials 12, no. 10: 1681. https://0-doi-org.brum.beds.ac.uk/10.3390/nano12101681