
Analysis on the Performance of Micro and Nano Molybdenum Di-Sulphide Powder Suspended Dielectric in the Electrical Discharge Machining Process—A Comparison
Abstract
:1. Introduction
1.1. Modeling of PMEDM Process
- (a)
- Every pulse is assumed to be a spark pulse and the influence of inactive (short and open voltage) pulses are neglected.
- (b)
- Each discharge pulse generates a crater on the workpiece.
- (c)
- The discharge channel is assumed to be perfectly conductive [50]. The energy transferred by partial discharge is insignificant compared to primary discharge. Hence the effect of partial discharges occurred due to suspension of powder particles are neglected.
- (d)
- (e)
- During discharge, a fraction of overall input energy is conducted into the workpiece [20]. The convective and radiation transfer coefficients are considered insignificant.
- (f)
- (g)
- The spark radius is a function of the discharge current and discharge duration [3].
- (h)
- During spark discharge, the portion of workpiece material in the boiling region are removed completely. At the end of every discharge, only a fraction of melted material is detached from workpiece surface.
- (i)
- The pulse frequency factor is considered to assess the crater geometry.
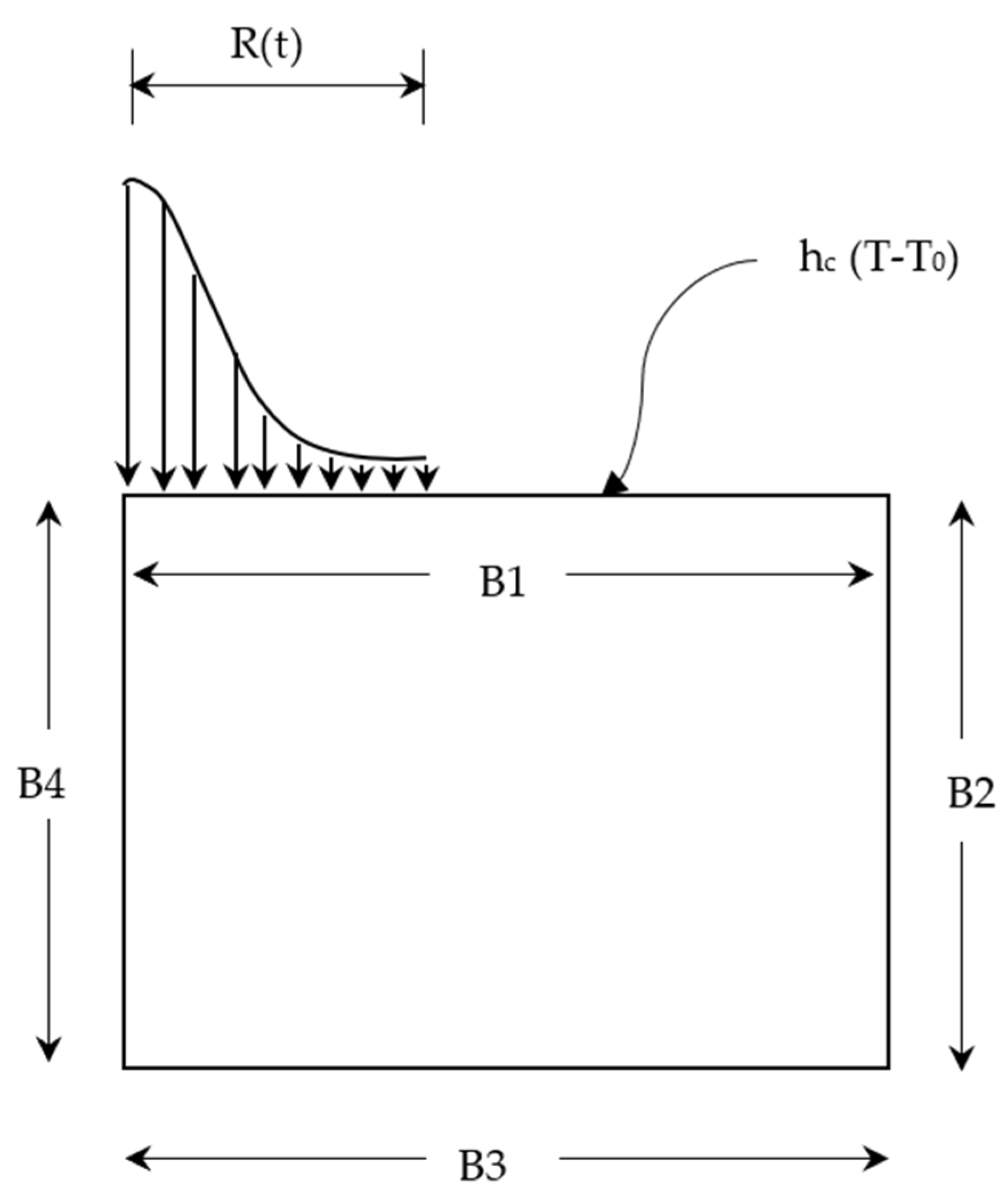
1.2. Steps Involved in FEM Simulation for Crater Formation Using ANSYS
- A 2D model is constructed using the PLANE 55 element with a mesh size of 10 μm.
- The average thermal and physical properties of workpiece materials, such as k, cp, and ρ, are considered.
- The heat flux Equation (4) applied at the spark radius region as shown in Figure 1.
- The initial conditions and bulk temperature are set at 298 K. The temperature distribution is determined by the duration of the discharge. The mesh elements and nodes present above the melting point of the workpiece are identified and removed.
2. Materials and Methods
3. Results and Discussions
3.1. Discussion on the Influence of Powder Suspended into Dielectric Liquid
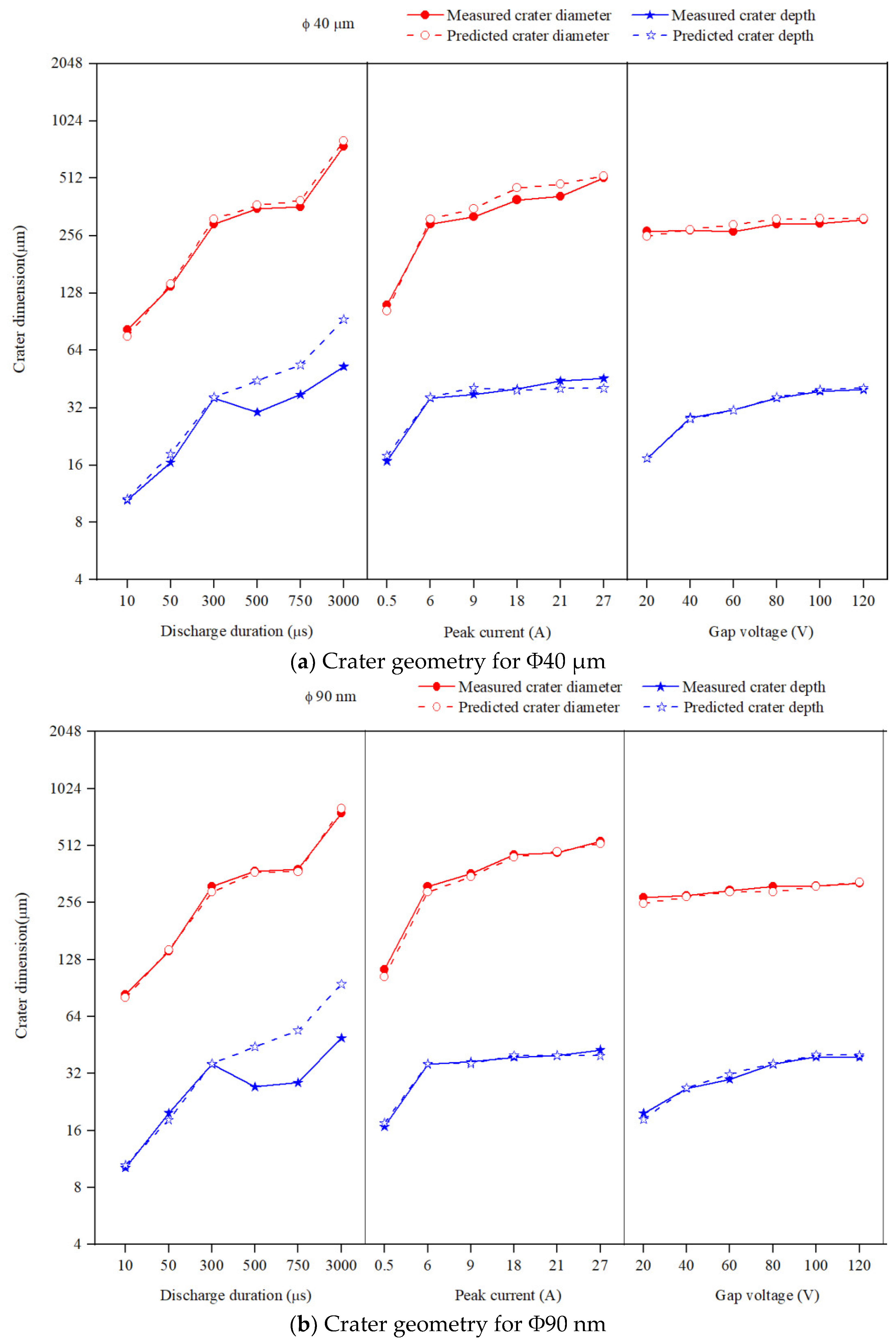
3.2. The Effect of Discharge Duration on Crater Geometry
3.3. The Effect of Peak Current on the Crater Geometry
3.4. The Effect of Gap Voltage on Crater Geometry
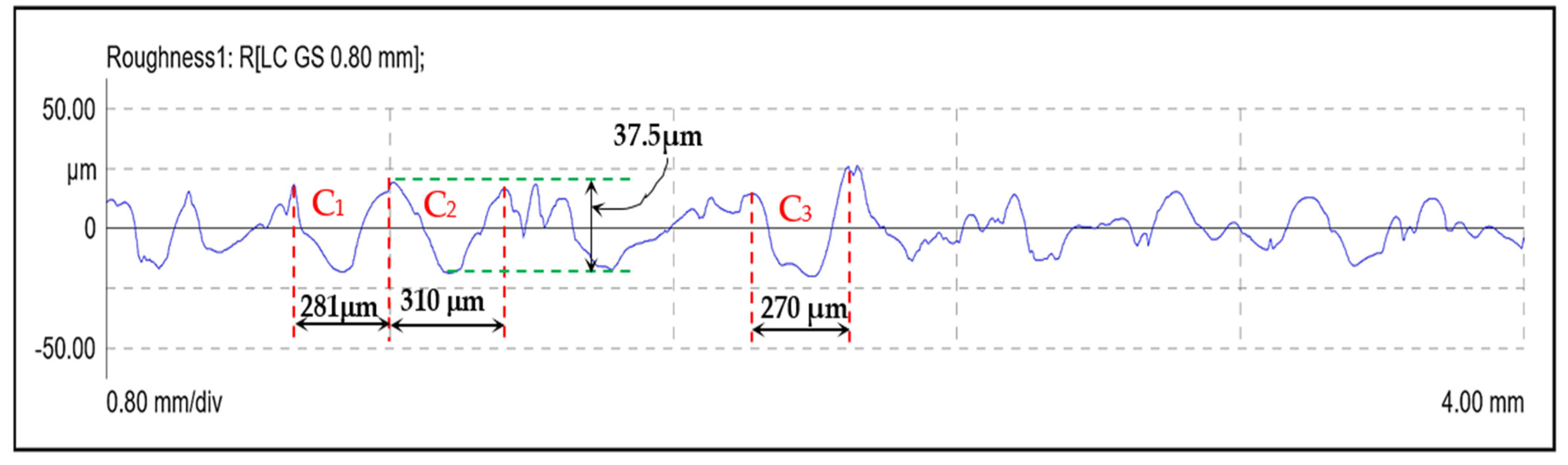
3.5. Analysis of Surface Crack Density
3.6. Analysis of Skewness (Rsk) and Kurtosis (Rku)
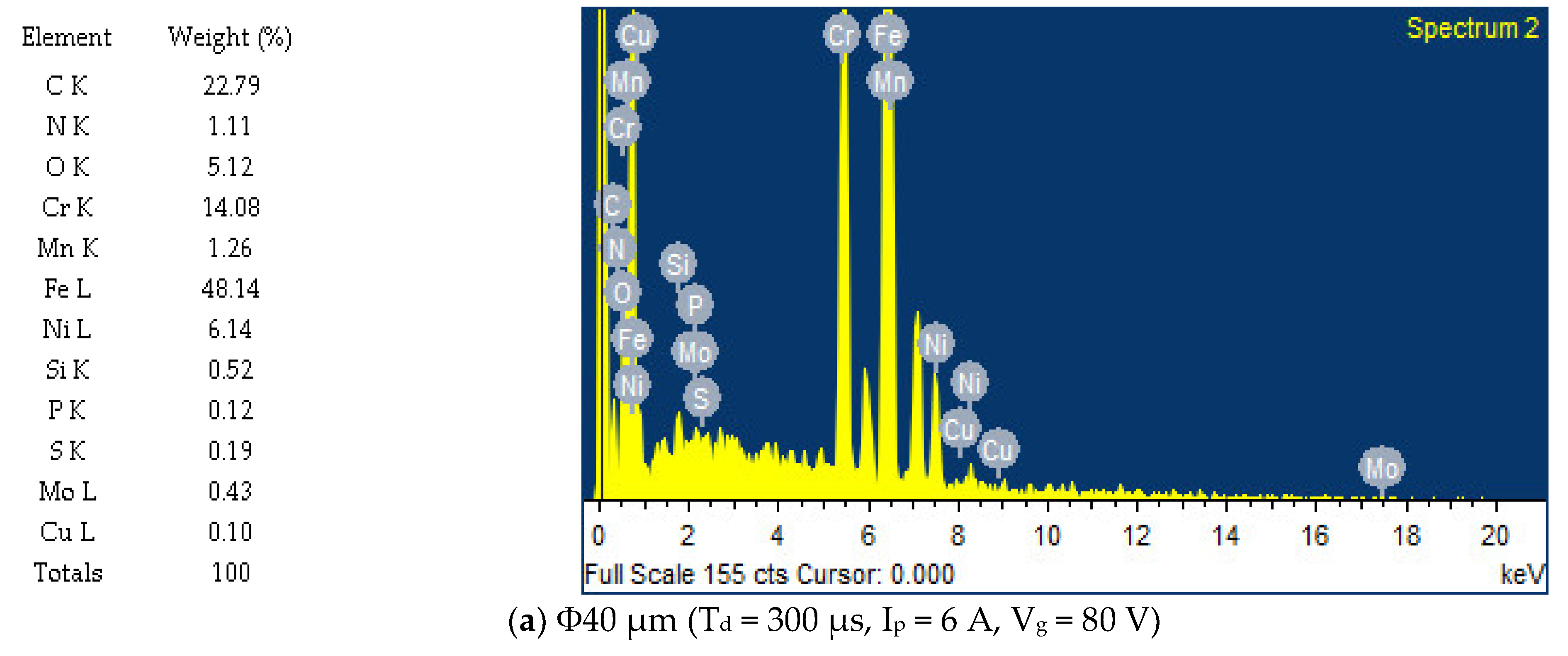
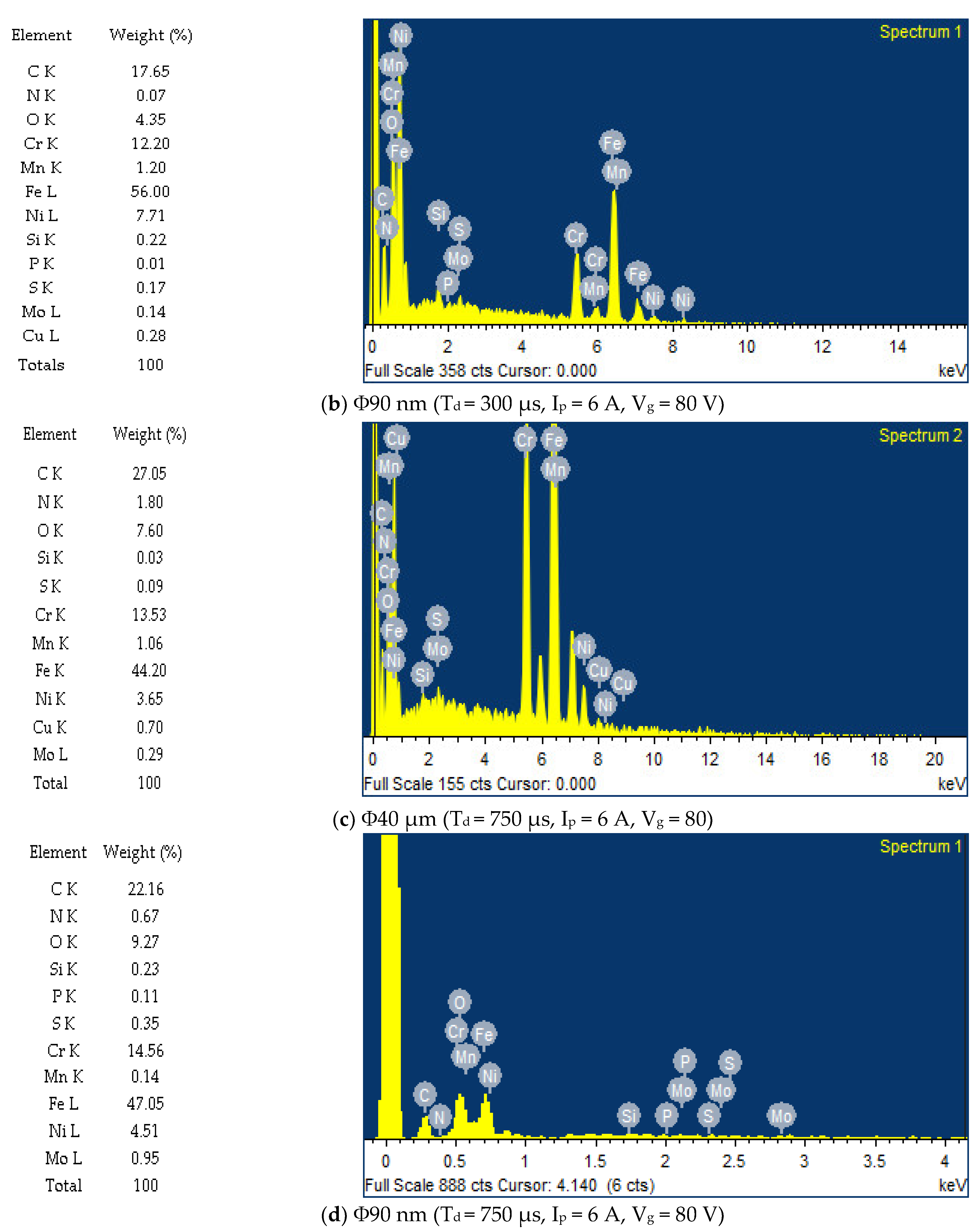
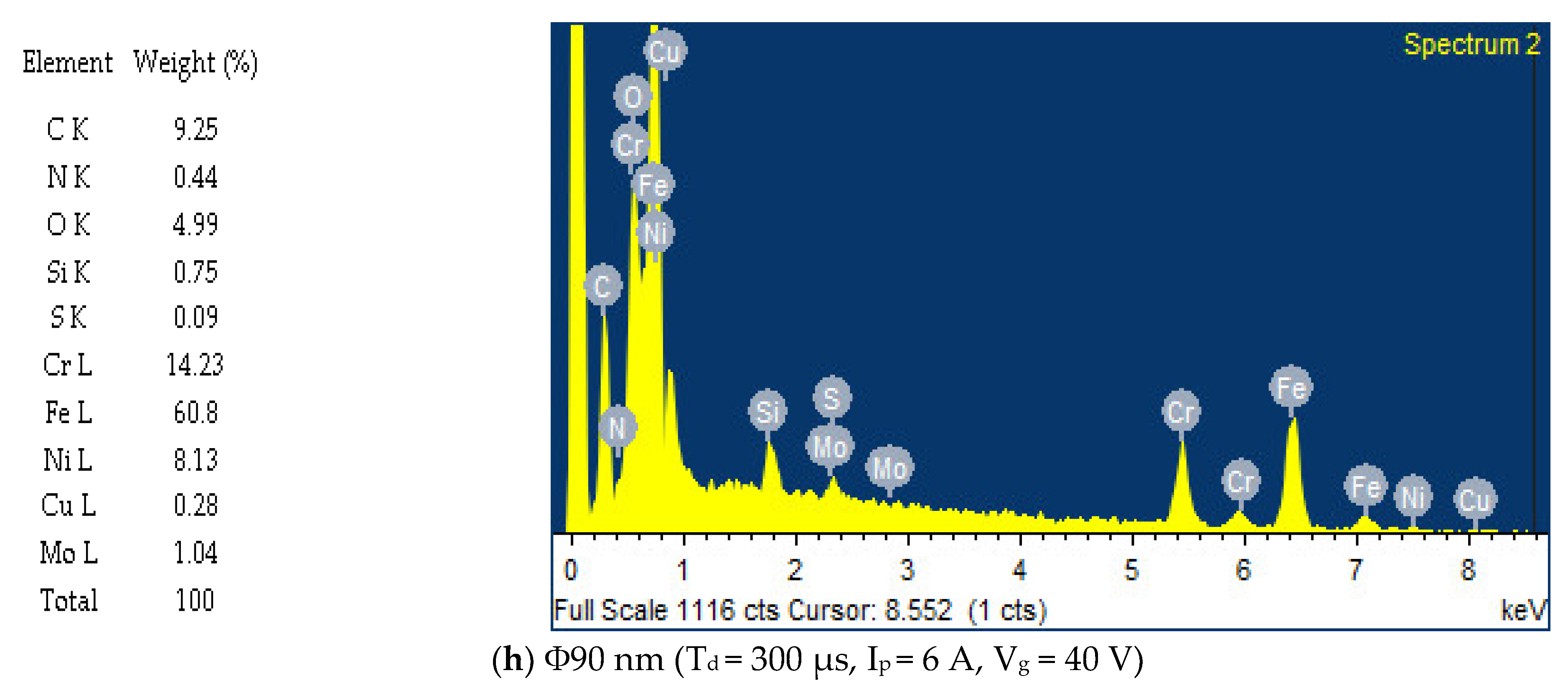
3.7. Effect of Process Parameters on Chemical Alteration of Machined Surface
4. Conclusions
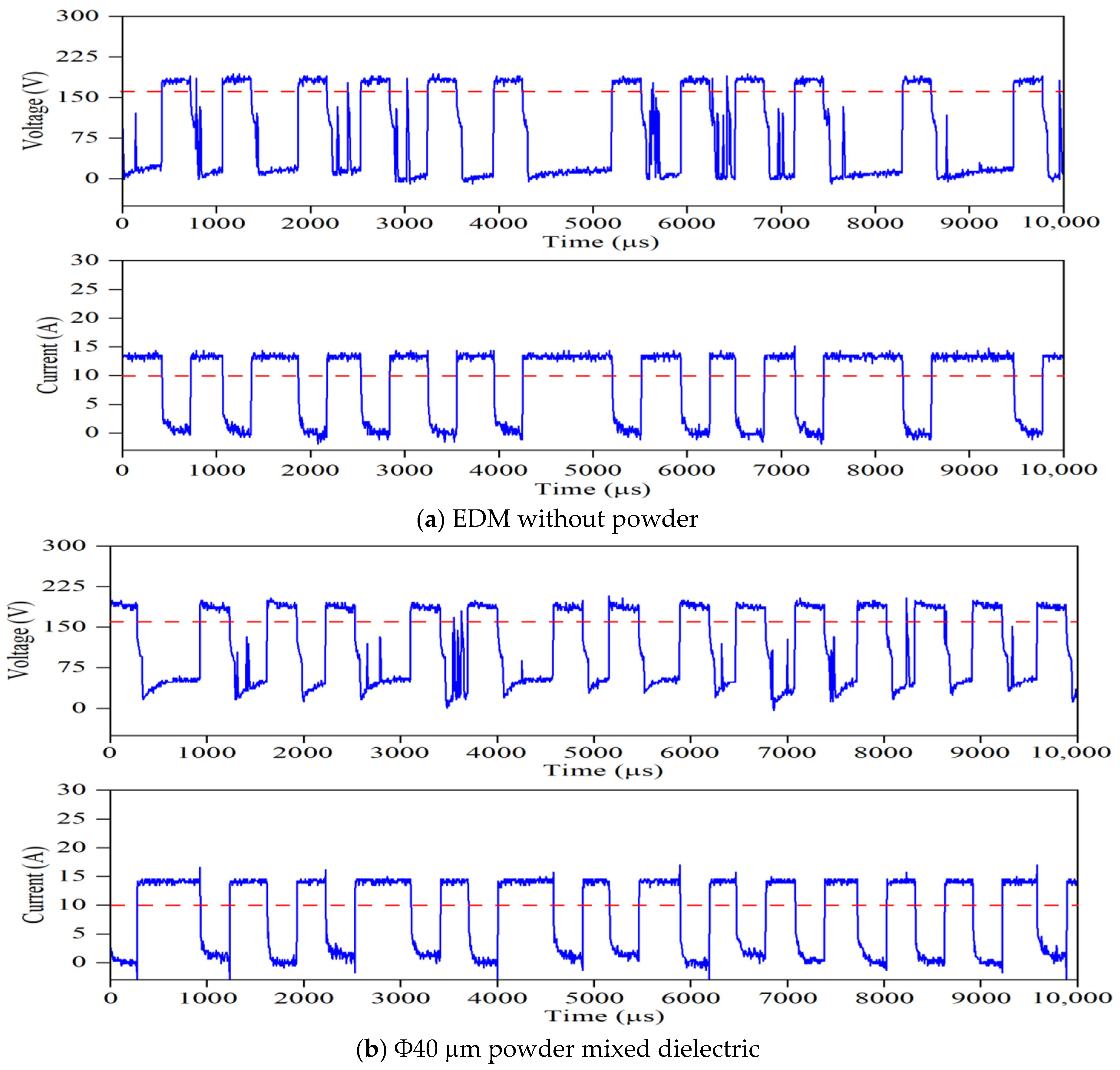
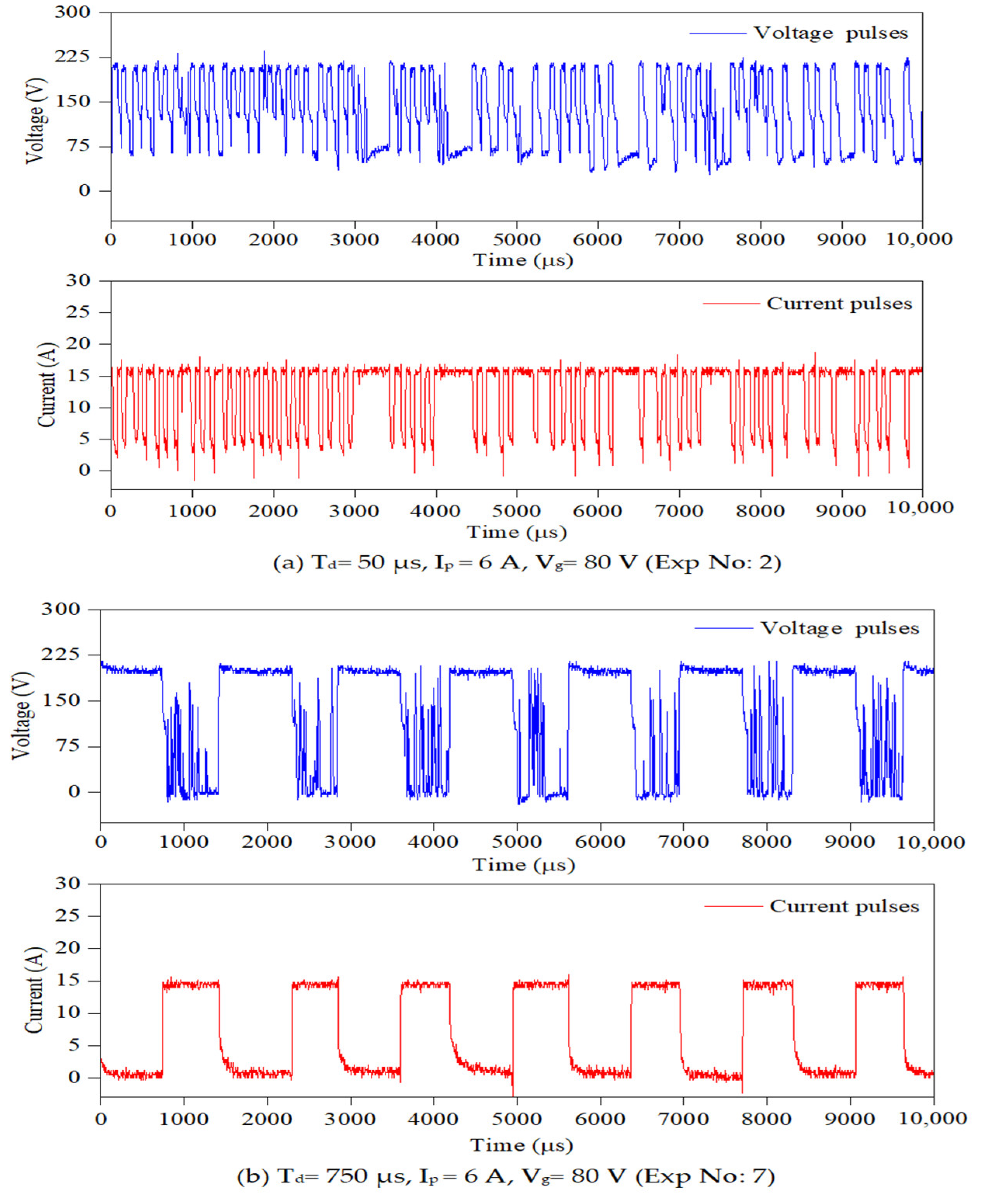
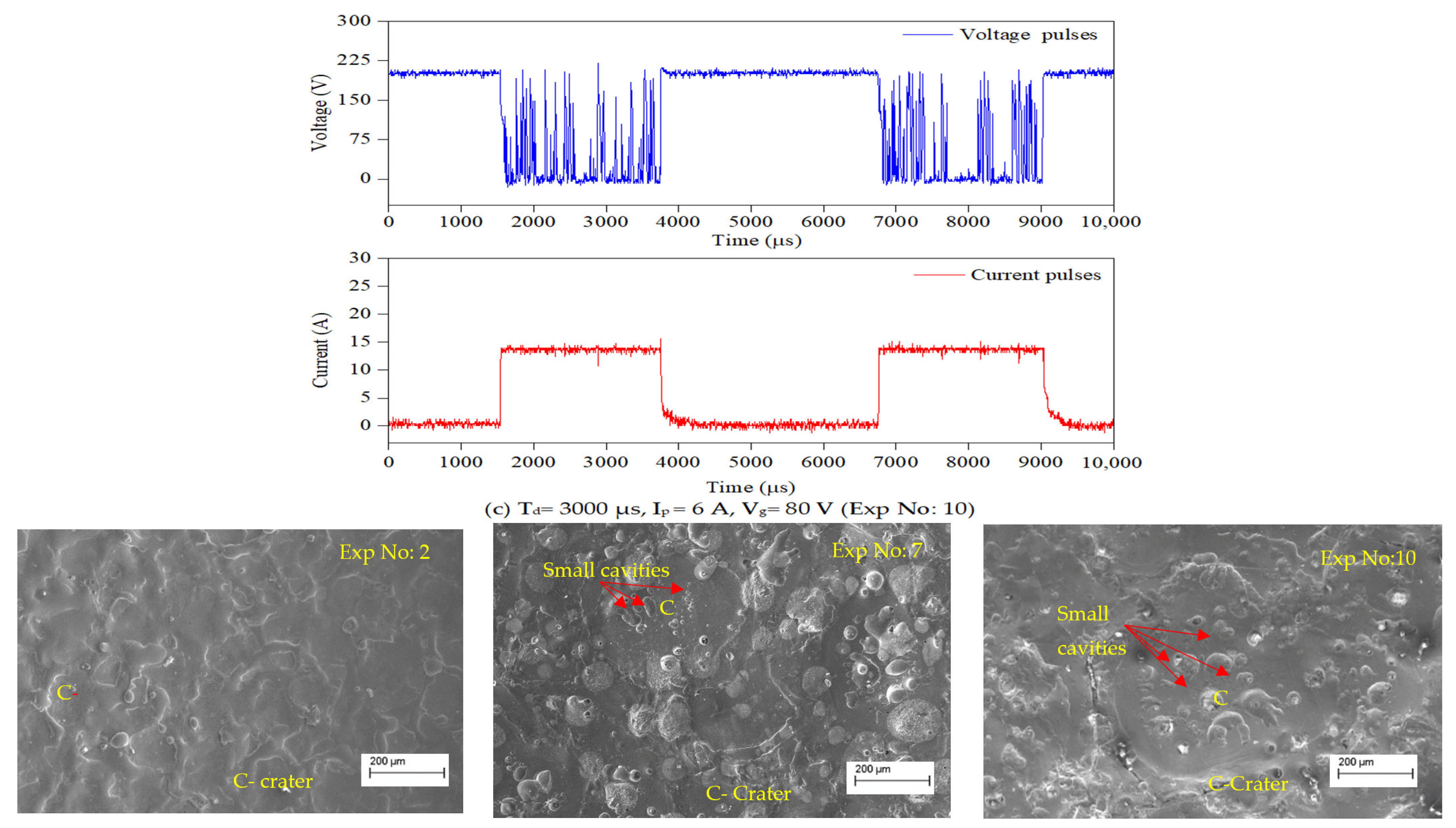
- With the rise in discharge duration magnitudes, the crater diameter and depth grow proportionately for both Φ40 μm and Φ90 nm. However, the Φ90 nm produces a large crater diameter, whereas the Φ40 μm produces a deeper crater on the machined surface. In comparison with the experimentally formed crater geometry, the proposed model predicts crater diameter with an average absolute error of 3.34% and 0.19% for Φ40 μm and Φ90 nm, respectively. Consequently, for crater depth, the proposed model holds good up to 300 μs discharge duration. At larger magnitudes of discharge duration (>300 μs), owing to the lessened energy intensity inside the compressed vapour bubble, the melted material is not completely expelled from the spark vicinity, which leads to a reduced crater depth. This resulted in over-prediction compared to the experimental data. A partial discharge phenomenon is noticed at higher values of discharge duration. Using SEM micrographs and pulse train data, the partial discharge is conceived.
- For each peak current magnitude, the Φ90 nm powder produces large diameter crater, consequently the Φ40 μm powder produce craters with greater depths. With the rise in peak current values, the energy intensity inside the vapour bubble grows, resulting in the formation of larger and deeper craters. In comparison with the experimental results, the developed model forecasts crater diameter with 7.32% and 3.65% error for Φ40 μm and Φ90 nm respectively. The simulated result predicts crater depth with an error of 1.06% and 0.23% for Φ40 μm and Φ90 nm respectively.
- Varying the gap voltage from small to large magnitudes, crater dimension grows proportionately for both Φ40 μm and Φ90 nm powder. The developed model estimates crater diameter with an error of 2.76% and 2.78% for Φ40 μm and Φ90 nm respectively. In comparison to the experimentally formed crater depth, the simulated model estimates with an error of 0.52% for Φ40 μm powder and 0.80% for Φ90 nm powder.
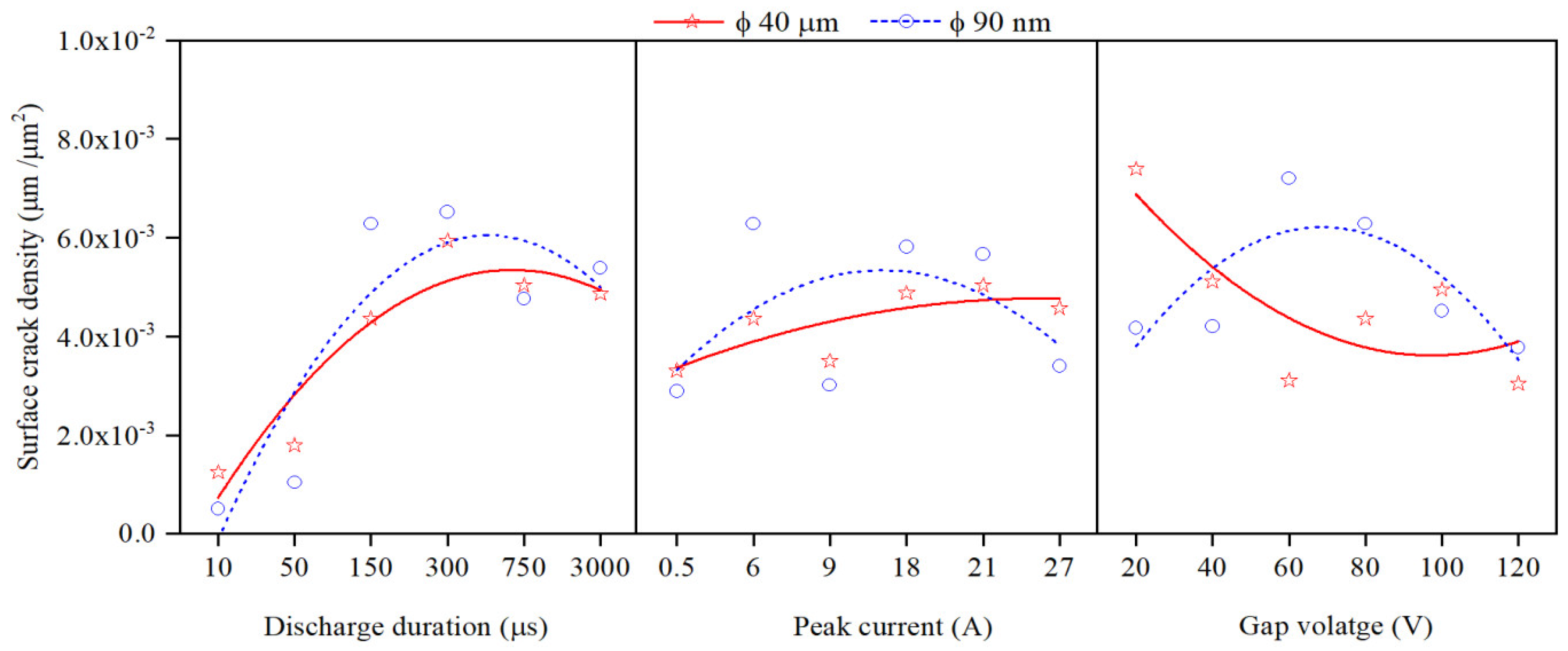
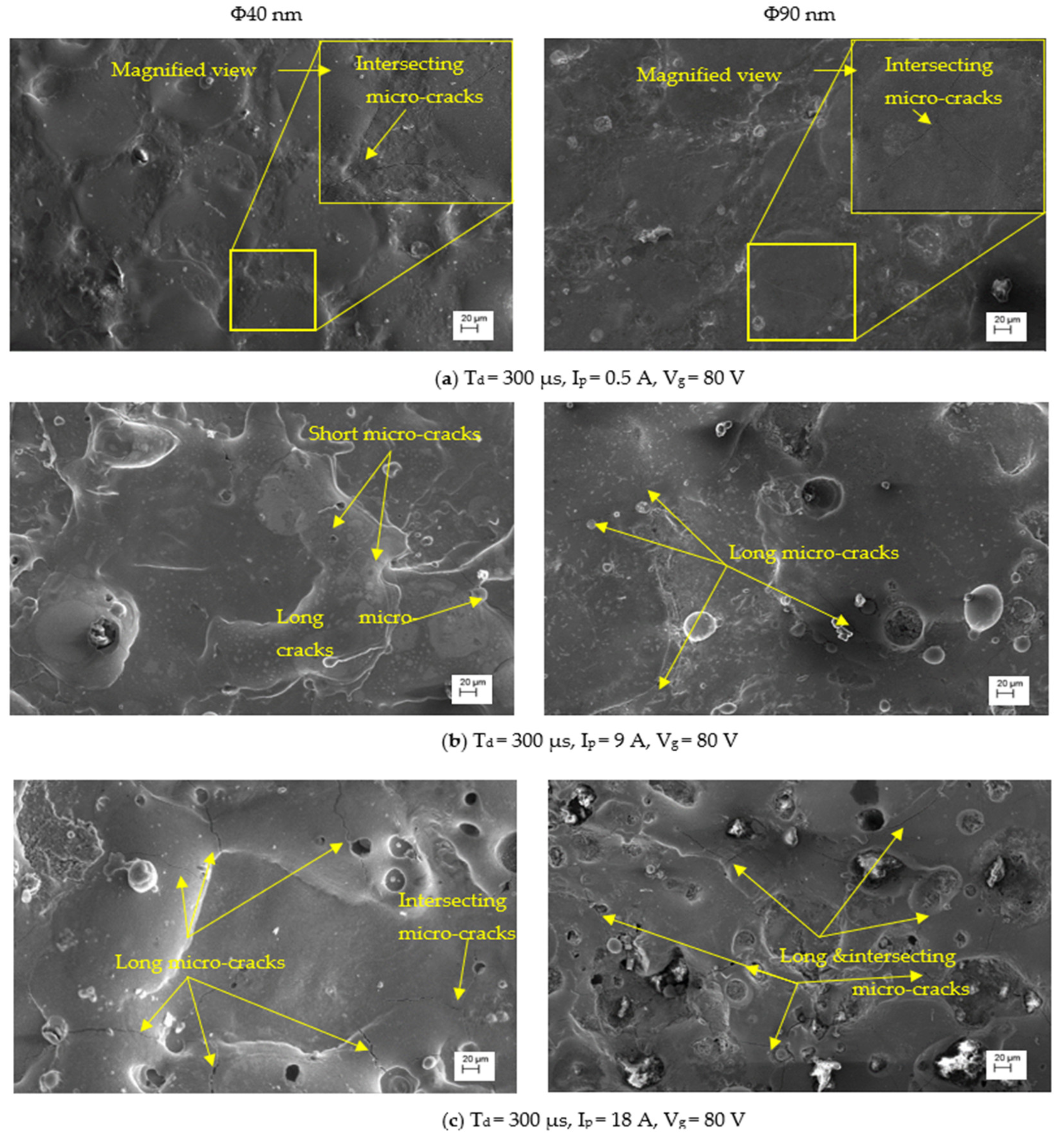
- Compared to Φ40 μm, the Φ90 nm condition produced surfaces with lessened SCD for discharge duration 10 μs, 50 μs; peak current 0.5 A and gap voltage 20 V. The raise in input parameter magnitudes, more severe micro-cracks are noticed on machined surface.
- In both Φ40 μm and Φ90 nm, the negative skewness is identified on surfaces machined with discharge duration 50 μs, 750 μs, 3000 μs; peak current 0.5 A and gap voltage 80 V, 100 V, 120 V.
- The chemical alteration of the machined surfaces is analysed for both Φ40 μm and Φ90 nm by varying input parameters. As is perceived from the EDS profile, more MoS2 powder deposits on surface machined with Φ40 μm than Φ90 nm. The XRD profile revealed the presence of MoS2 at (002)] and (103) lattice planes on both Φ40 μm and Φ90 nm machined surfaces.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Gostimirovic, M.; Kovac, P.; Sekulic, M.; Skoric, B. Influence of discharge energy on machining characteristics in EDM. J. Mech. Sci. Technol. 2012, 26, 173–179. [Google Scholar] [CrossRef]
- Kunieda, M.; Lauwers, B.; Rajurkar, K.P.; Schumacher, B.M. Advancing EDM through fundamental insight into the process. CIRP Ann.-Manuf. Technol. 2005, 54, 64–87. [Google Scholar] [CrossRef]
- Joshi, S.N.; Pande, S.S. Thermo-physical modeling of die sinking EDM process. J. Manuf. Process. 2010, 12, 45–56. [Google Scholar] [CrossRef]
- Sundriyal, S.; Yadav, J.; Walia, R.S.; Vipin; Kumar, R. Thermophysical-Based Modeling of Material Removal in Powder Mixed Near-Dry Electric Discharge Machining. J. Mater. Eng. Perform. 2020, 29, 6550–6569. [Google Scholar] [CrossRef]
- Kansal, H.K.; Singh, S.; Kumar, P. Numerical simulation of powder mixed electric discharge machining (PMEDM) using finite element method. Math. Comput. Model. 2008, 47, 1217–1237. [Google Scholar] [CrossRef]
- Soni, J.S.; Chakraverti, G. Machining characteristics of titanium with rotary electro-discharge machining. Wear 1994, 171, 51–58. [Google Scholar] [CrossRef]
- Prihandana, G.S.; Sriani, T.; Mahardika, M.; Hamdi, M.; Miki, N.; Wong, Y.S.; Mitsui, K. Application of powder suspended in dielectric fluid for fine finish micro-EDM of Inconel 718. Int. J. Adv. Manuf. 2014, 75, 599–613. [Google Scholar] [CrossRef]
- Rajaguru, J.; Kumar, P.; Arunachalam, N. Novel carbon nanotubes reinforced copper composite electrode for improved performance of electric discharge machining. Mater. Lett. 2022, 307, 131063. [Google Scholar] [CrossRef]
- Pecas, P.; Henriques, E. Influence of silicon powder-mixed dielectric on conventional electrical discharge machining. Int. J. Mach. Tools Manuf. 2003, 43, 1465–1471. [Google Scholar] [CrossRef]
- Wong, Y.S.; Lim, L.C.; Rahuman, I.; Tee, W.M. Near-mirror-finish phenomenon in EDM using powder-mixed dielectric. J. Mater. Process. Technol. 1998, 79, 30–40. [Google Scholar] [CrossRef]
- Furutani, K.; Shiraki, K. Deposition of Lubricant Layer during Finishing Process by Electrical Discharge Machining with Molybdenum Disulfide Powder Suspended in Working Fluid. JSME/ASME Int. Conf. Mater. Process. 2002, 10.2., 468–473. [Google Scholar] [CrossRef]
- Luzia, C.A.O.; Laurindo, C.A.H.; Soares, P.C.; Torres, R.D.; Mendes, L.A.; Amorim, F.L. Recast layer mechanical properties of tool steel after electrical discharge machining with silicon powder in the dielectric. Int. J. Adv. Manuf. Technol. 2019, 103, 15–28. [Google Scholar] [CrossRef]
- Kumar, H. Development of mirror like surface characteristics using nano powder mixed electric discharge machining (NPMEDM). Int. J. Adv. Manuf. Technol. 2015, 76, 105–113. [Google Scholar] [CrossRef]
- Tzeng, Y.F.; Lee, C.Y. Effects of Powder Characteristics on Electro discharge Machining Efficiency. Int. J. Adv. Manuf. Technol. 2001, 17, 586–592. [Google Scholar] [CrossRef]
- Bhattacharya, A.; Batish, A. Predictor equations for estimating crater dimensions in PMEDM process using fem simulation and experimental validation. Mater. Sci. Forum 2013, 751, 45–60. [Google Scholar] [CrossRef]
- Singh, H.; Bhattacharya, A.; Batish, A. Finite element modeling and analysis of powder mixed electric discharge machining process for temperature distribution and volume removal considering multiple craters. Int. J. Model. Simul. Sci. Comput. 2014, 5, 1450009. [Google Scholar] [CrossRef]
- Snoeys, R.; Van Dijck, F.S. Investigation of electro discharge machining operations by means of thermo-mathematical model. CIRP Ann. 1971, 20, 35–37. [Google Scholar]
- Van Dijck, F.S.; Dutre, W.L. Heat conduction model for the calculation of the volume of molten metal in electric discharges. J. Phys. D 1974, 7, 899–910. [Google Scholar] [CrossRef]
- Pandey, P.C.; Jilanf, S.T. Plasma channel growth and the resolidified layer in EDM Thermal modelling of the EDM process. Precis Eng. 1986, 8, 104–110. [Google Scholar] [CrossRef]
- DiBitonto, D.D.; Eubank, P.T.; Patel, M.R.; Barrufet, M.A. Theoretical models of the electrical discharge machining process. I. A simple cathode erosion model. J. Appl. Phys. 1989, 66, 4095–4103. [Google Scholar] [CrossRef]
- Patel, M.R.; Barrufet, M.A.; Eubank, P.T.; DiBitonto, D.D. Theoretical models of the electrical discharge machining process. II. The anode erosion model. J. Appl. Phys. 1989, 66, 4104–4111. [Google Scholar] [CrossRef]
- Tang, J.; Yang, X. A novel thermo-hydraulic coupling model was developed to investigate the formation of craters in electrical discharge machining. J. Phys. D 2017, 50, 36. [Google Scholar] [CrossRef]
- Tao, J.; Ni, J.; Shih, A.J. Modeling of the anode crater formation in electrical discharge machining. J. Manuf. Sci. Eng. Trans. ASME 2012, 134, 011002. [Google Scholar] [CrossRef] [Green Version]
- Giridharan, A.; Samuel, G.L. Investigation into erosion rate of AISI 4340 steel during wire electrical discharge turning process. Mach. Sci. Technol. 2018, 22, 287–298. [Google Scholar] [CrossRef]
- George, J.; Mathew, J.; Manu, R. Determination of Crater Morphology and 3D Surface Roughness in Wire Electrical Discharge Turning of Inconel 825. Arab. J. Sci. Eng. 2020, 45, 5109–5127. [Google Scholar] [CrossRef]
- Yeo, S.H.; Kurnia, W.; Tan, P.C. Critical assessment and numerical comparison of electro-thermal models in EDM. J. Mater. Process. Technol. 2008, 203, 241–251. [Google Scholar] [CrossRef]
- Shabgard, M.; Oliaei, S.N.B.; Seyedzavvar, M.; Najadebrahimi, A. Experimental investigation and 3D finite element prediction of the white layer thickness, heat affected zone, and surface roughness in EDM process. J. Mech. Sci. Technol. 2011, 25, 3173–3183. [Google Scholar] [CrossRef]
- Shabgard, M.; Ahmadi, R.; Seyedzavvar, M.; Oliaei, S.N.B. Mathematical and numerical modeling of the effect of input-parameters on the flushing efficiency of plasma channel in EDM process. Int. J. Mach. Tools Manuf. 2013, 65, 79–87. [Google Scholar] [CrossRef]
- Jithin, S.; Bhandarkar, U.V.; Joshi, S.S. Analytical Simulation of Random Textures Generated in Electrical Discharge Texturing. J. Manuf. Sci. Eng. Trans. ASME 2017, 139, 111002. [Google Scholar] [CrossRef]
- Rajeswari, R.; Shunmugam, M.S. Comparative evaluation of powder-mixed and ultrasonic-assisted rough die-sinking electrical discharge machining based on pulse characteristics. Proc. Inst. Mech. Eng. B J. Eng. Manuf. 2019, 233, 2515–2530. [Google Scholar] [CrossRef]
- Ekmekci, B.; Yaşar, H.; Ekmekci, N. A discharge separation model for powder mixed electrical discharge machining. J. Manuf. Sci. Eng. Trans. ASME 2016, 138, 081006. [Google Scholar] [CrossRef]
- Zhao, Y.; Kunieda, M.; Abe, K. EDM mechanism of Single Crystal SiC with respect to thermal, mechanical, and chemical aspects. J. Mater. Process. Technol. 2016, 236, 138–147. [Google Scholar] [CrossRef]
- Vijaykumar, S.J.; Bagane, S. Thermo-electric modelling, simulation and experimental validation of powder mixed electric discharge machining (PMEDM) of BeCu alloys. Alex. Eng. J. 2018, 57, 643–653. [Google Scholar] [CrossRef]
- Shankar, P.; Jain, V.K.; Sundararajan, T. Analysis of spark profiles during EDM process. Mach. Sci. Technol. 1997, 1, 195–217. [Google Scholar] [CrossRef]
- Ikai, T.; Fujita, I.; Hashiguchi, K. Heat Input Radius for Crater Formation in the Electric Discharge Machining. IEEJ Trans. Ind. Appl. 1992, 112, 943–949. [Google Scholar] [CrossRef] [Green Version]
- Lee, H.T.; Tai, T.Y. Relationship between EDM parameters and surface crack formation. J. Mater. Process. Technol. 2003, 142, 676–683. [Google Scholar] [CrossRef]
- Kumar, R.A.; Pragya, S. Study of surface crack density and microhardness of Aluminium 6061 alloy machined by EDM with mixed powder and assisted magnetic field. J. Micromanuf. 2021, 251659842110164. [Google Scholar] [CrossRef]
- Govindan, P.; Joshi, S.S. Analysis of micro-cracks on machined surfaces in dry electrical discharge machining. J. Manuf. Process. 2012, 14, 277–288. [Google Scholar] [CrossRef]
- D’Urso, G.; Giardini, C.; Quarto, M. Characterization of surfaces obtained by micro-EDM milling on steel and ceramic components. Int. J. Adv. Manuf. Technol. 2018, 97, 2077–2085. [Google Scholar] [CrossRef]
- Coelho, F.; Koshy, P. Vibration damping capability of electrical discharge machined surfaces: Characteristics, mechanism and application. Int. J. Mach. Tools Manuf. 2022, 177, 103888. [Google Scholar] [CrossRef]
- Zeng, Q.; Qin, Y.; Chang, W.; Luo, X. Correlating and evaluating the functionality-related properties with surface texture parameters and specific characteristics of machined components. Int. J. Mech. Sci. 2018, 149, 62–72. [Google Scholar] [CrossRef]
- Tran, T.H.; Nguyen, M.C.; Luu, A.T.; Do, T.V.; Le, T.Q.; Vu, T.T.; Tran, N.G.; Do, T.T.; Vu, N.P. Electrical Discharge Machining with SiC Powder-Mixed Dielectric: An Effective Application in the Machining Process of Hardened 90CrSi Steel. Machines 2020, 8, 36. [Google Scholar] [CrossRef]
- Rehman, A.u.; Arif, W.; Hussain, M.I.; Miran, S.; Hussain, S.; Lee, G.H. Analysis of Particle Size and Concentration in Die Sinking Electric Discharge Machining. Materials 2022, 15, 4932. [Google Scholar] [CrossRef] [PubMed]
- Nguyen, A.T.; Le, X.H.; Nguyen, V.T.; Phan, D.P.; Tran, Q.H.; Nguyen, D.N.; Nguyen, M.C.; Vu, N.P. Optimizing Main Process Parameters When Conducting Powder-Mixed Electrical Discharge Machining of Hardened 90CrSi. Machines 2021, 9, 375. [Google Scholar] [CrossRef]
- Nguyen, H.Q.; Nguyen, V.T.; Phan, D.P.; Tran, Q.H.; Vu, N.P. Multi-Criteria Decision Making in the PMEDM Process by Using MARCOS, TOPSIS, and MAIRCA Methods. Appl. Sci. 2022, 12, 3720. [Google Scholar] [CrossRef]
- Alhodaib, A.; Shandilya, P.; Rouniyar, A.K.; Bisaria, H. Experimental Investigation on Silicon Powder Mixed-EDM of Nimonic-90 Superalloy. Metals 2021, 11, 1673. [Google Scholar] [CrossRef]
- Abdudeen, A.; Abu Qudeiri, J.E.; Kareem, A.; Ahammed, T.; Ziout, A. Recent Advances and Perceptive Insights into Powder-Mixed Dielectric Fluid of EDM. Micromachines 2020, 11, 754. [Google Scholar] [CrossRef]
- Chatterton, P.A.; Menon, M.M.; Srivastava, K.D. Processes involved in the triggering of vacuum breakdown by low velocity microparticles. J. Appl. Phys. 1972, 43, 4536. [Google Scholar] [CrossRef]
- Eslami, G.; Esmaeilzadeh, E.; Perez, T.A. Modeling of conductive particle motion in viscous medium affected by anelectric field considering particle-electrode interactions and micro discharge phenomenon. Phys. Fluids 2016, 28, 107102. [Google Scholar] [CrossRef]
- Zhao, W.S.; Meng, Q.G.; Wang, Z.L. The application of research on powder mixed EDM in rough machining. J. Mater. Process. Technol. 2002, 129, 30–33. [Google Scholar] [CrossRef]
- Bui, V.D.; Mwangi, J.W.; Meinshausen, A.-K.; Mueller, A.J.; Bertrand, J.; Schubert, A. Antibacterial coating of Ti-6Al-4V surface using silver nano-powder mixed electrical discharge machining. Surf. Coat. Technol. 2020, 383, 125254. [Google Scholar] [CrossRef]
- ANSYS Manuals Version 16.0; ANSYS TM Inc.: Irvine, CA, USA.
- Pan, C.; Tang, J.; Chen, G.; Zhang, Y.; Luo, X. Review about PD and breakdown induced by conductive particles in an insulating liquid. High Volt. 2020, 5, 287–297. [Google Scholar] [CrossRef]
- Whitehouse, D.J. Handbook of Surface and Nanometrology; CRC Press: Boca Raton, FL, USA, 2011. [Google Scholar]





























{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Existing Literature | Novelty of the Proposed Work |
|---|---|
| Powders used | |
| Micron sized powder (<60 μm) particles like Gr, Si, SiC, Ti, Cu, Al, Fe, MoS2; nano sized powders like Ag, CNT, MWCNT were suspended into the dielectric and reported their performance [5,7,8,9,10,11,30,31,37,42,43,44,45,46,47,48,49,50,51] | The combined effect ultrasonic vibration and powder particle size on the performance of PMEDM process is not yet explored. In this study, the impact of micron-sized (Φ40 μm) and nano-sized (Φ90 nm) MoS2 powder suspended dielectric on surface morphology, namely crater diameter, crater depth, surfaces crack density, skewness, kurtosis and chemical alteration of machined surfaces, is explored. |
| Modelling of PMEDM Process | |
| FEM modelling of the PMEDM process is reported using a constant pulse frequency factor [5,15,16]; ANOVA [42]; Box–Behnken design [43]; Grey relational analysis [44,45,46]; | In practice, the spark frequency factor changes with varying magnitudes of input process parameters and the suspended powder particle size. Hence, a variable spark frequency factor is used for modelling. |
| Validation of Existing Models for PMEDM | |
| The existing model for PMEDM is validated for limited experimental conditions [5,15,16,31,33] | The proposed model is validated by conducting experiments covering wide range of process parameters adopted in the industry. |
| Outcome Measures Chosen for Study | |
| Crater, Surface finish, MRR and recast layer thickness | Crater diameter, crater depth, surface crack density, skewness, kurtosis and chemical alteration of machined surface |
| Working Conditions | Descriptions |
|---|---|
| Discharge duration [Td] (µs) | 10, 50, 100, 150, 300, 500, 750, 1000, 1500, 3000 |
| Peak current [Ip] (A) | 0.5, 3, 6, 9, 12, 15, 18, 21, 24, 27 |
| Gap voltage [Vg] (V) | 20, 40, 60, 80, 100, 120, 140 |
| Duty factor (τ) | 6 |
| MoS2 Powder (mean size) | Φ40 μm, Φ90 nm |
| Powder concentration (g/L) | 1 g/L |
| Machining time (min) | 10 |
| N | Np | Kn = Np/N | |||||||
|---|---|---|---|---|---|---|---|---|---|
| Exp No | Td | IP | Vg | τ | EDM | Φ40 µm | Φ90 nm | Φ40 µm | Φ90 nm |
| Variation of discharge duration | |||||||||
| 1 | 10 | 6 | 80 | 6 | 11812 | 11273 | 14668 | 0.95 | 1.24 |
| 2 | 50 | 6577 | 6879 | 6554 | 1.05 | 1.00 | |||
| 3 | 100 | 3292 | 3598 | 3866 | 1.09 | 1.17 | |||
| 4 | 150 | 2290 | 2277 | 2699 | 0.99 | 1.18 | |||
| 5 | 300 | 1330 | 1435 | 1373 | 1.08 | 1.03 | |||
| 6 | 500 | 918 | 1116 | 1096 | 1.22 | 1.19 | |||
| 7 | 750 | 712 | 743 | 728 | 1.04 | 1.02 | |||
| 8 | 1000 | 553 | 552 | 545 | 1.00 | 0.99 | |||
| 9 | 1500 | 292 | 369 | 366 | 1.26 | 1.26 | |||
| 10 | 3000 | 116 | 197 | 193 | 1.70 | 1.67 | |||
| Variation of peak current | |||||||||
| 11 | 300 | 0.5 | 80 | 6 | 1908 | 1812 | 1767 | 0.95 | 0.93 |
| 12 | 3 | 1465 | 1626 | 1591 | 1.11 | 1.09 | |||
| 13 | 6 | 1330 | 1435 | 1373 | 1.08 | 1.03 | |||
| 14 | 9 | 1331 | 1435 | 1288 | 1.08 | 0.97 | |||
| 15 | 12 | 1385 | 1307 | 1456 | 0.94 | 1.05 | |||
| 16 | 15 | 1418 | 1337 | 1454 | 0.94 | 1.03 | |||
| 17 | 18 | 1329 | 1331 | 1381 | 1.00 | 1.04 | |||
| 18 | 21 | 1307 | 1266 | 1262 | 0.97 | 0.97 | |||
| 19 | 24 | 1251 | 1261 | 1265 | 1.01 | 1.01 | |||
| 20 | 27 | 1173 | 1254 | 1171 | 1.07 | 1.00 | |||
| Variation of gap voltage | |||||||||
| 21 | 300 | 6 | 20 | 6 | 1130 | 1138 | 1177 | 1.01 | 1.04 |
| 22 | 40 | 1485 | 1461 | 1413 | 0.98 | 0.95 | |||
| 23 | 60 | 1518 | 1529 | 1533 | 1.01 | 1.01 | |||
| 24 | 80 | 1330 | 1435 | 1373 | 1.08 | 1.03 | |||
| 25 | 100 | 1145 | 1220 | 1173 | 1.07 | 1.02 | |||
| 26 | 120 | 932 | 914 | 902 | 0.98 | 0.97 | |||
| 27 | 140 | 702 | 659 | 636 | 0.94 | 0.91 | |||
| Measured Crater Diameter (SEM) | Simulation Crater Diameter (with 95% PFE) | Measure Crater Depth (SRP) | Simulation Crater Depth (with 45% PFE) | Crater Diameter Error % | Crater Depth Error % | |||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Exp No. | Φ40 µm | Φ90 nm | Φ40 µm | Φ90 nm | Φ40µm | Φ90 nm | Φ40 µm | Φ90 nm | Φ40 µm | Φ90 nm | Φ40 µm | Φ90 nm |
| 1 | 82.01 | 83.46 | 75.63 | 80.70 | 10.49 | 10.18 | 10.65 | 10.52 | 7.77 | 3.31 | −1.48 | −3.36 |
| 2 | 138.28 | 141.45 | 142.80 | 143.80 | 16.50 | 19.79 | 18.30 | 18.22 | −3.27 | −1.66 | −10.88 | 7.93 |
| 5 | 294.51 | 311.72 | 312.77 | 290.87 | 35.98 | 35.79 | 36.31 | 36.14 | −6.20 | 6.69 | −0.93 | −0.97 |
| 6 | 354.77 | 374.11 | 368.92 | 368.65 | 30.30 | 27.17 | 44.31 | 44.35 | −3.99 | 1.46 | −46.25 | −63.20 |
| 6 * | 27.46 | 26.24 | −61.35 | −69.01 | ||||||||
| 7 | 363.51 | 382.54 | 391.48 | 373.01 | 37.56 | 28.66 | 53.76 | 54.06 | −7.69 | −2.67 | −43.13 | −88.64 |
| 7 * | 34.62 | 32.52 | −55.28 | −66.25 | ||||||||
| 10 | 752.27 | 757.32 | 802.60 | 802.63 | 52.64 | 49.23 | 93.24 | 95.04 | −6.69 | −5.98 | −77.14 | −93.06 |
| 10 * | 49.91 | 45.67 | −86.82 | −108.09 | ||||||||
| Avg. absolute error (%) | 3.34 | 0.19 | - | - | ||||||||
| 11 | 110.39 | 113.32 | 103.07 | 104.01 | 16.80 | 16.79 | 17.93 | 17.54 | 6.63 | 8.22 | −6.76 | −4.50 |
| 13 | 294.51 | 311.72 | 312.77 | 290.87 | 35.98 | 35.79 | 36.31 | 36.14 | −6.20 | 6.69 | −0.93 | −0.97 |
| 14 | 320.92 | 363.14 | 355.08 | 350.42 | 37.69 | 36.91 | 40.67 | 36.15 | −10.64 | 3.50 | −7.90 | 2.05 |
| 17 | 394.52 | 457.52 | 455.53 | 446.10 | 40.01 | 39.06 | 39.49 | 39.80 | −15.47 | 2.50 | 1.80 | −1.89 |
| 18 | 412.49 | 467.38 | 476.96 | 476.37 | 44.29 | 39.79 | 40.34 | 39.92 | −15.63 | −1.92 | 8.93 | −0.32 |
| 20 | 513.25 | 539.36 | 526.70 | 523.47 | 45.58 | 42.68 | 40.47 | 39.68 | −2.62 | 2.95 | 11.21 | 7.03 |
| Avg. absolute error (%) | 7.32 | 3.65 | 1.06 | 0.23 | ||||||||
| 21 | 269.82 | 273.33 | 254.11 | 253.36 | 17.37 | 19.74 | 17.39 | 18.33 | 5.82 | 7.31 | −0.11 | 7.11 |
| 22 | 273.83 | 278.45 | 275.66 | 273.88 | 28.36 | 26.73 | 27.94 | 26.89 | −0.67 | 1.64 | 1.46 | 0.61 |
| 23 | 269.18 | 296.35 | 291.83 | 292.03 | 31.04 | 29.86 | 31.05 | 31.81 | −8.41 | 1.46 | −0.02 | −6.55 |
| 24 | 294.51 | 311.72 | 312.77 | 290.87 | 35.98 | 35.79 | 36.31 | 36.14 | −6.20 | 6.69 | −0.93 | −0.97 |
| 25 | 297.00 | 313.21 | 313.69 | 311.87 | 39.09 | 39.22 | 39.76 | 40.14 | −5.62 | 0.43 | −1.71 | −2.33 |
| 26 | 309.49 | 324.39 | 314.15 | 327.17 | 39.74 | 38.98 | 40.45 | 40.02 | −1.51 | −0.85 | −1.79 | −2.68 |
| Avg. absolute error (%) | 2.76 | 2.78 | 0.52 | 0.80 | ||||||||
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
J. V., R.; Abimannan, G. Analysis on the Performance of Micro and Nano Molybdenum Di-Sulphide Powder Suspended Dielectric in the Electrical Discharge Machining Process—A Comparison. Nanomaterials 2022, 12, 3587. https://0-doi-org.brum.beds.ac.uk/10.3390/nano12203587
J. V. R, Abimannan G. Analysis on the Performance of Micro and Nano Molybdenum Di-Sulphide Powder Suspended Dielectric in the Electrical Discharge Machining Process—A Comparison. Nanomaterials. 2022; 12(20):3587. https://0-doi-org.brum.beds.ac.uk/10.3390/nano12203587
Chicago/Turabian StyleJ. V., Rajesh, and Giridharan Abimannan. 2022. "Analysis on the Performance of Micro and Nano Molybdenum Di-Sulphide Powder Suspended Dielectric in the Electrical Discharge Machining Process—A Comparison" Nanomaterials 12, no. 20: 3587. https://0-doi-org.brum.beds.ac.uk/10.3390/nano12203587