3.1. Morphological Properties - Flow Cell-based Device (L&W Fibre Tester+)
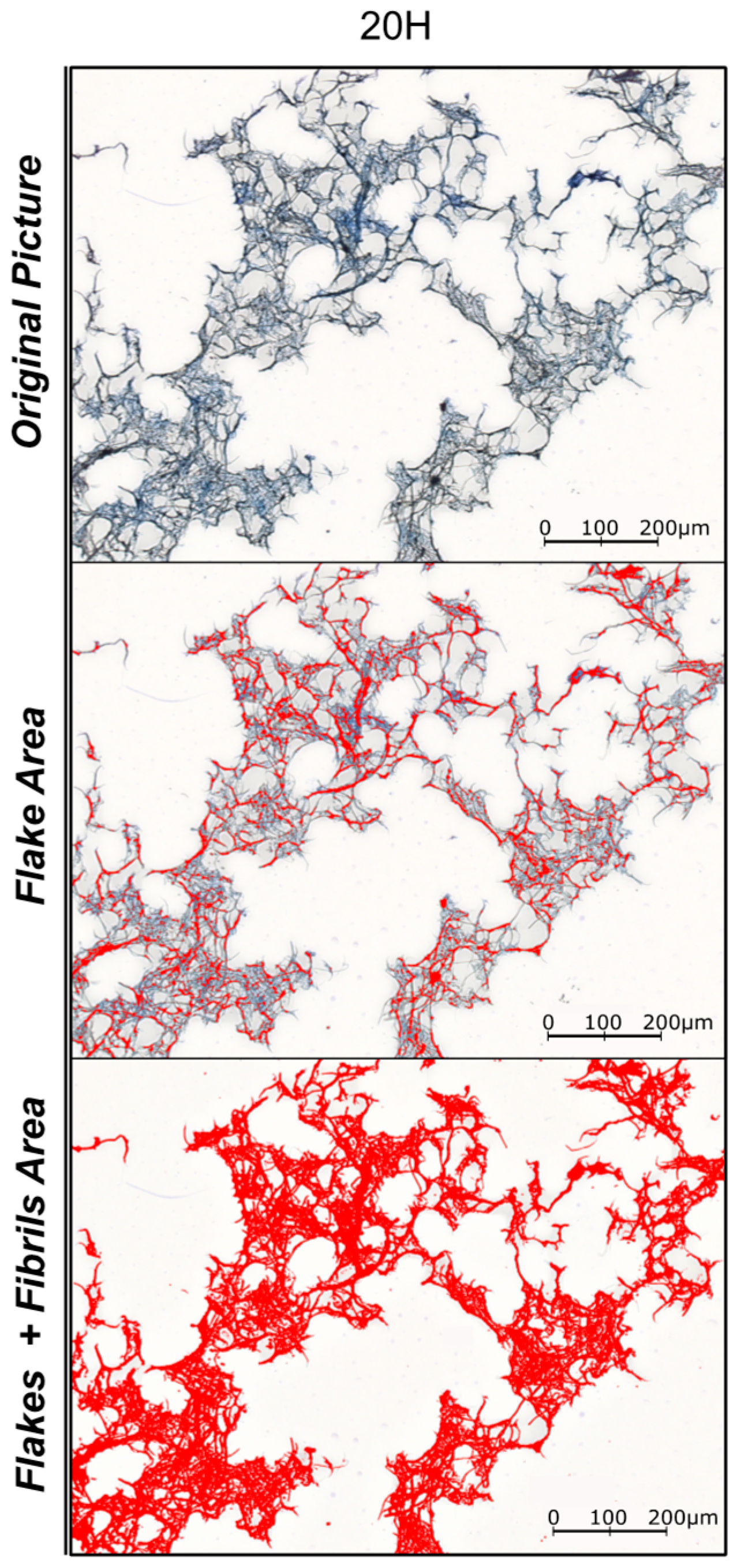
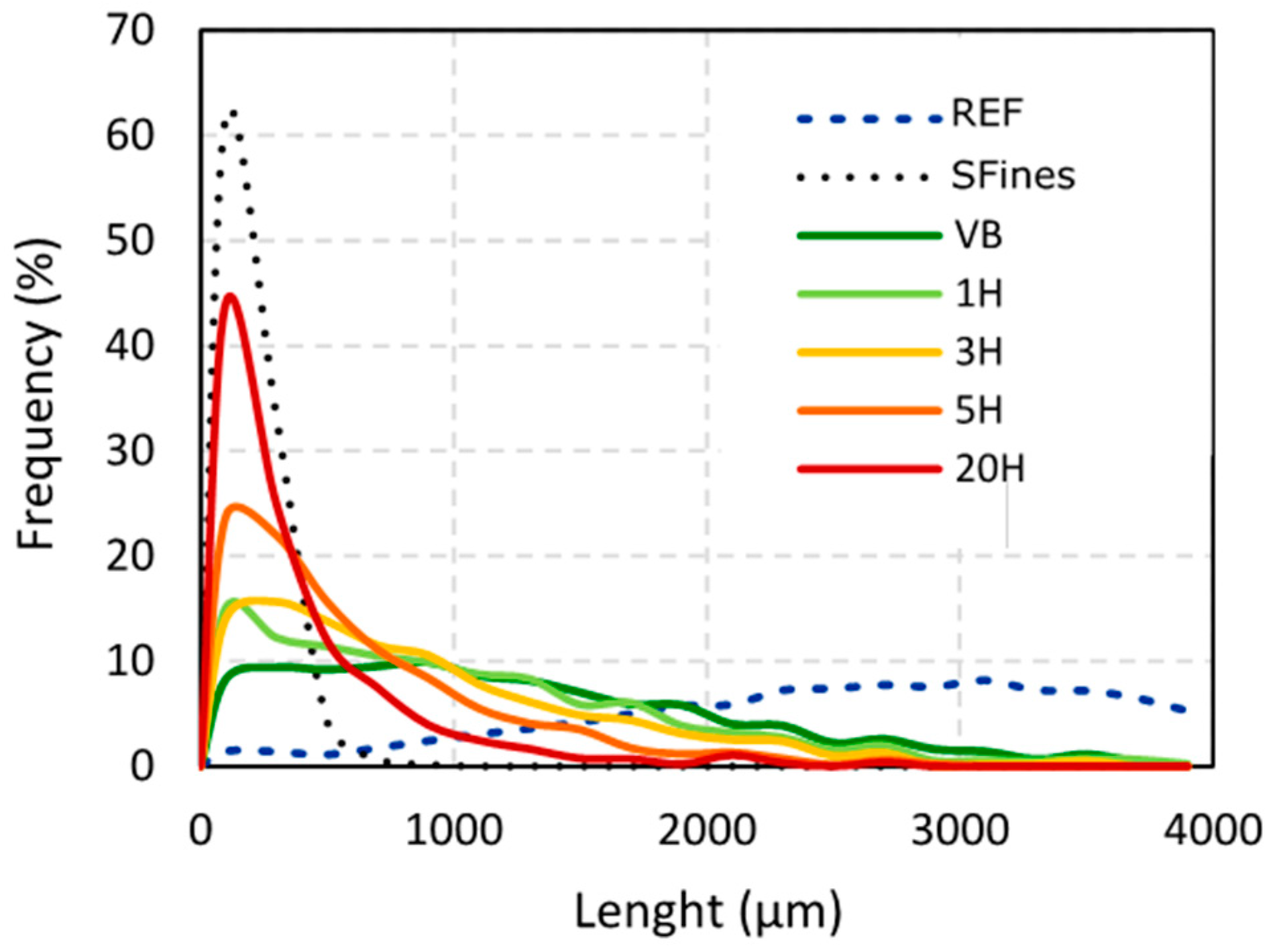
Figure 2 presents the distribution of length (weight weighted) of all the materials from
Table 1 detected using a L&W Fiber Tester+ in comparison to the reference refined pulp.
The reference pulp fibers show a broad length distribution (
Figure 2). The maximal frequencies recorded do not exceed 9%, evidencing an important variability, but most part of the fibers are characterized by a high length (2478.3 µm in average).
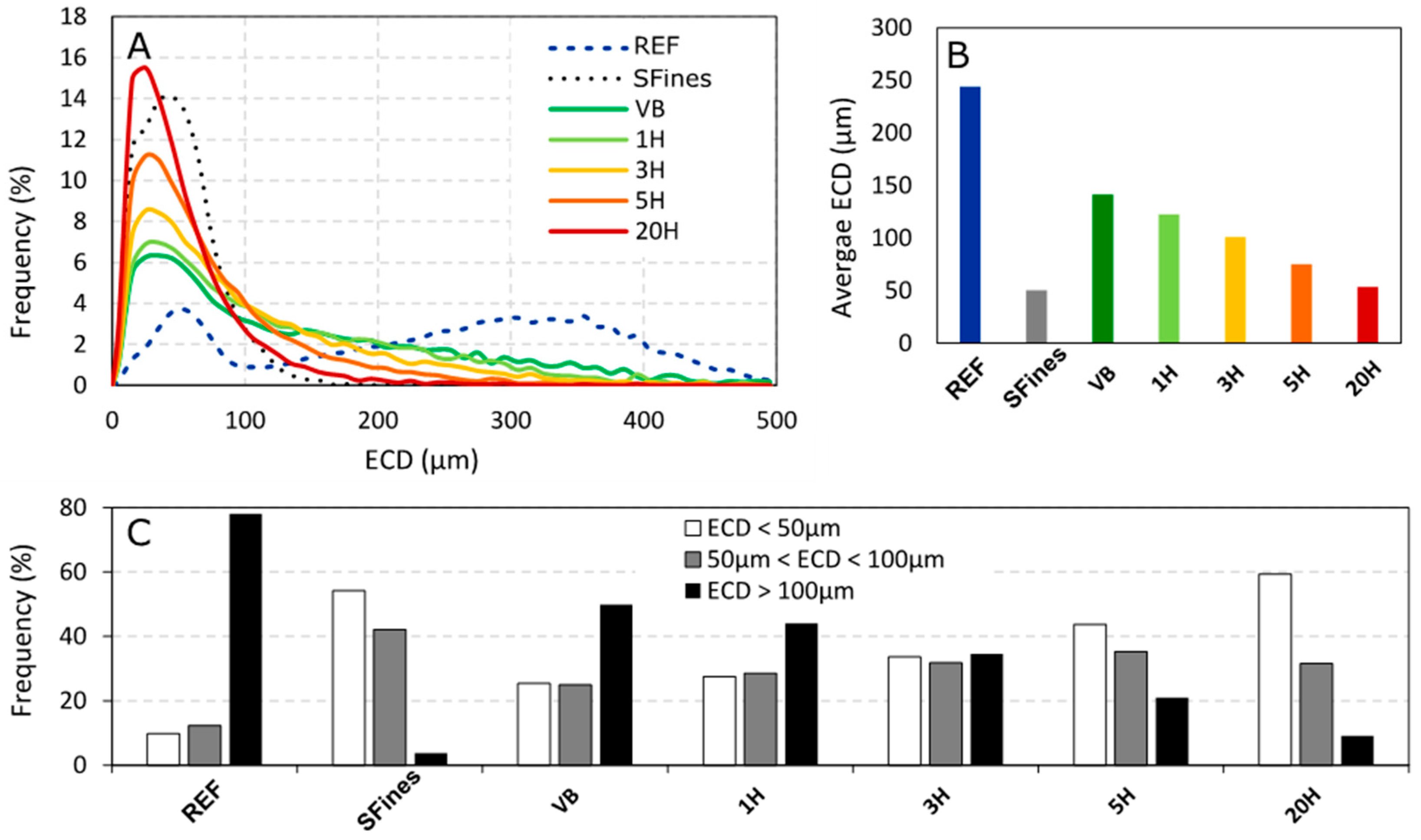
For ECD, two peaks can be identified for the refined pulp, with a minor amount of smaller fibers (frequency peak of 3.7% for an average ECD of 55 µm) and a larger amount of larger fibers (frequency peak of 3.4% for an average ECD of 355 µm) (
Figure 3A). It is likely that the smallest fractions observed here originate from pulp processing, being the secondary fines present in the refined pulp. This assumption is supported by the fact that the average ECD of these smaller fibers is close to the one observed for SFines.
After two hours of beating in the valley beater (VB), the length distribution, as expected, changes considerably compared to the refined pulp, with the largest amount of fibers now being much shorter (
Figure 2). Indeed, the average length of VB fibers is already only the half (1226.9 µm in average) compared to the unrefined pulp. Taipale [
23] also observed a decrease in fiber length with increasing beating time but less marked. Still, in our case, while the length of the fibers is substantially reduced, there are still long fibers remaining in the material with 14% of the detected fibers being longer than 2000 µm. The average ECD of the VB samples was measured to 141.5 µm, which is the double of the result reported by Retulainen [
11].
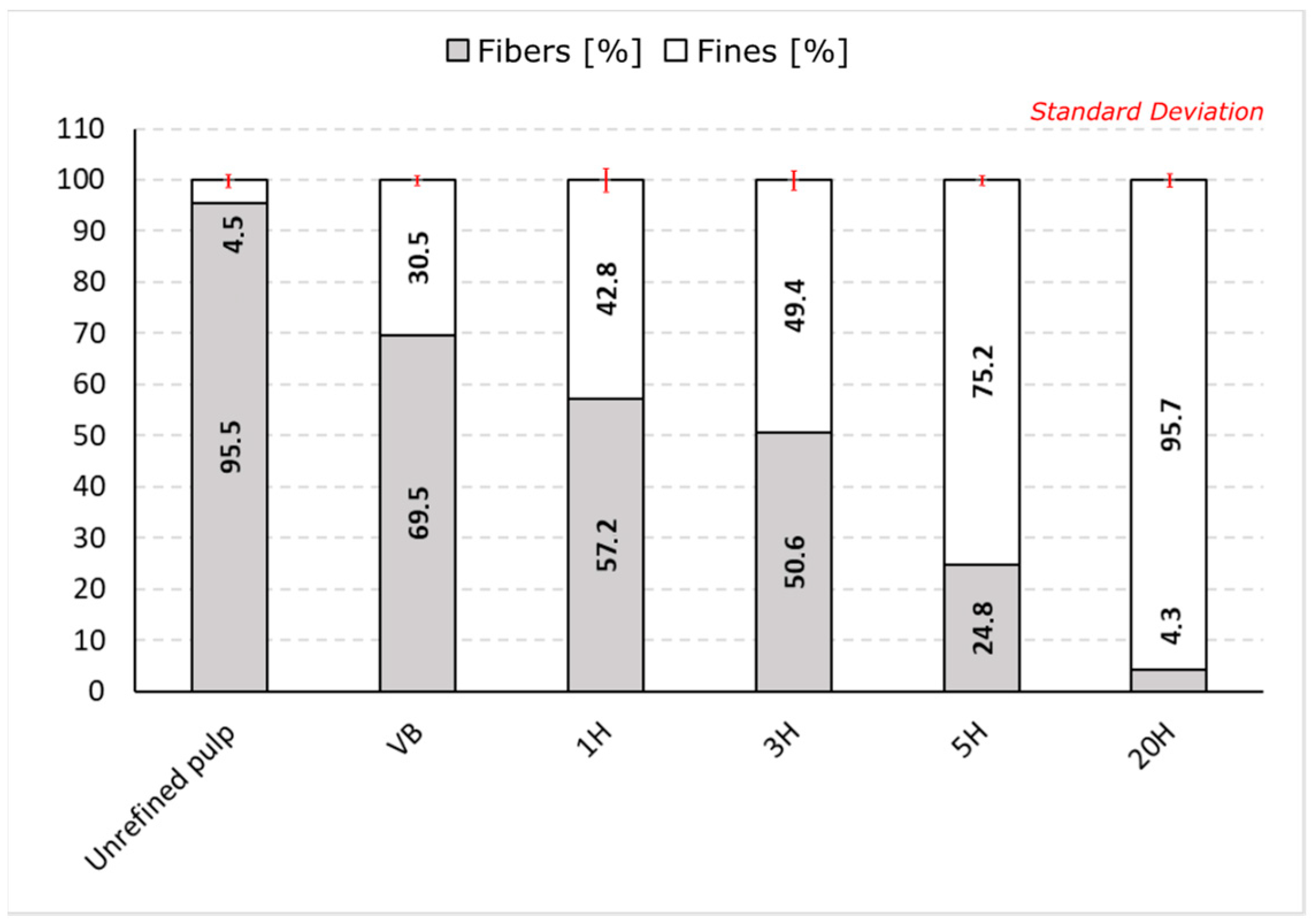
For the cellulosic materials resulting from valley beater refining and subsequent high-pressure homogenization treatment, an increasing number of homogenization passes substantially increases the amount of short fibers/fines (from 1H to 20H, the proportion of fibers under 100 µm increases from 15.1 to 44.1%) (
Figure 2). The average fiber lengths calculated from the distributions of the different materials are presented in
Table 2.
Regarding the ECD distributions, the same conclusions can be drawn (
Figure 3A). Also, a gradual decrease of average ECD can be observed from VB to 20H (
Figure 3B), highlighting a clear linear correlation between the intensity of the mechanical treatment and the decrease of the fractions size.
The highly treated 20H shows an average ECD value of 53.6 µm. Fischer [
12] reported similar values for industrial MFC grades (52.11 µm), which tends to confirm that the additives produced in this study are comparable with cellulosic microfibrils.
Finally, the secondary fines (SFines) present the shortest fibers (185.3 µm in average) with the narrowest distribution. Since this material results from fractionation through a pressure screen, it is natural to observe the narrowest distribution, since long fibers have been separated. SFines also show the lowest values for average ECD (50.6 µm in average), being even lower than the one observed for 20H (53.6 µm in average). The average ECD for SFines we obtained here is a little bit higher than the one reported by Retulainen [
11] (40 µm), but in accordance with more recent work from Mayr [
20] for similar pulp (47 µm). As the average values we measure with L&W Fibre Tester+ result from a distribution, it is interesting to discriminate the fibers per class of ECD (
Figure 3C). Here, one can observe that SFines, as expected, have the lowest amount of large fibers (with ECD > 100 µm) because of the fractionation step, while 20H still shows 9% of fibers with an ECD > 100 µm. Yet, 20H shows a larger amount of fibers belonging to the group of the smallest fibers, with 59% of fibers having an ECD < 50 µm, which is also observable on the ECD distribution graph (
Figure 3A). The intensive mechanical treatment obviously produced a much smaller material compared to the fines separated after industrial refining.
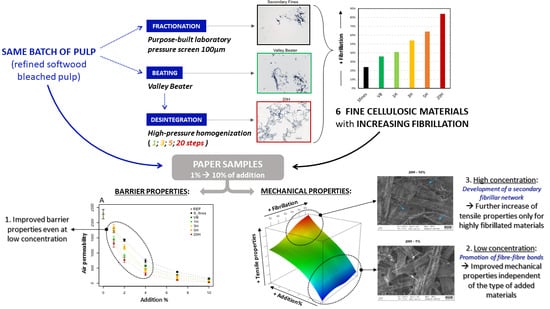
3.3. Effect of the Fine Fibrillar Material on Paper Thickness and Air Permeability
By the addition of the fine fibrous materials to the furnish the increase in specific surface area is assumed to promote the formation of fiber–fiber bonds consolidating the paper structure and increasing density. Indeed, at constant basis weight, one can observe a reduction in paper’s thickness (data not shown).
This phenomenon results in a significant decrease in air permeability of paper, a result which has already been reported by other authors [
23,
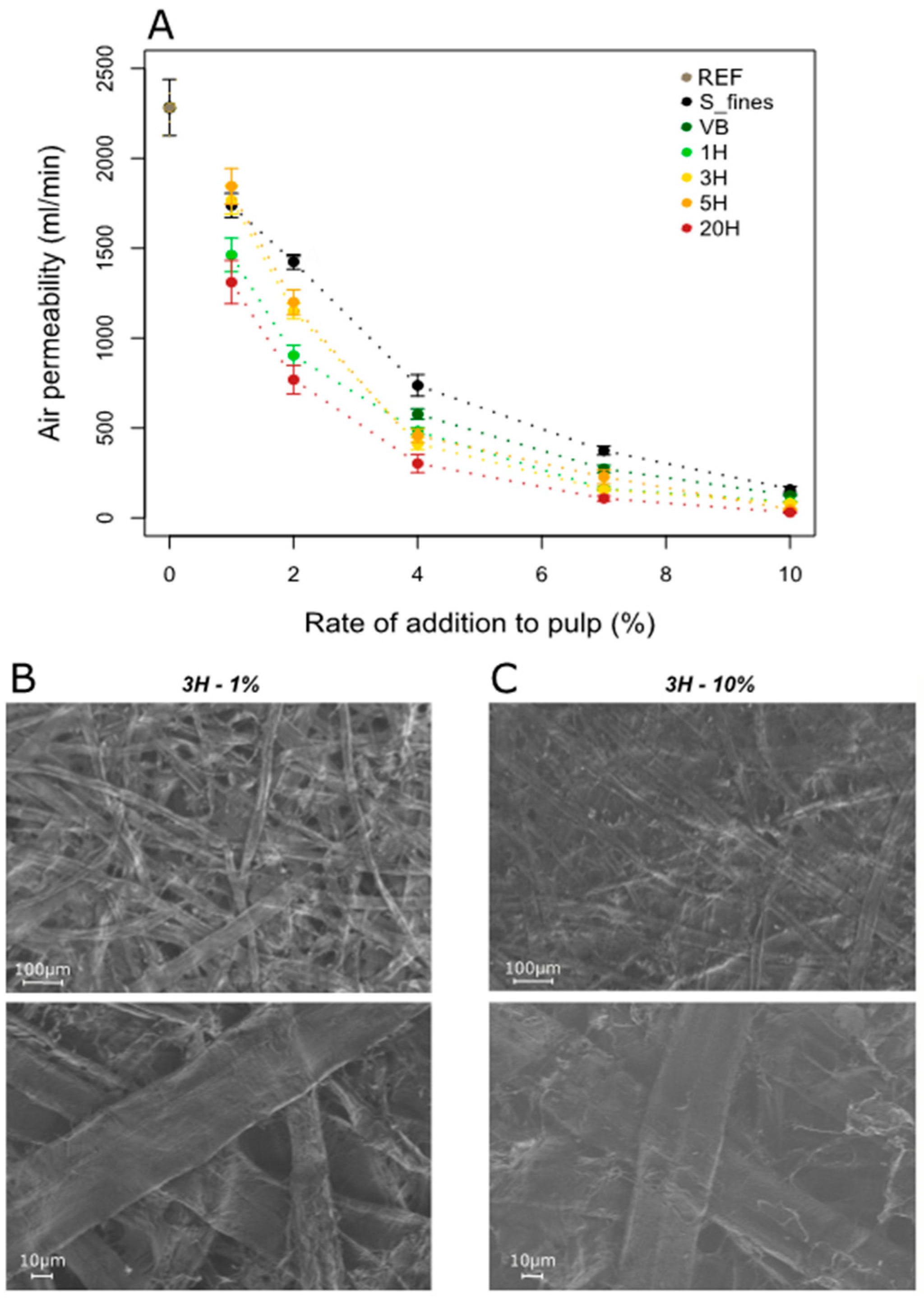
24]. In our experiments, the reference paper produced with reference pulp without the addition of fine material shows an air permeability of 2283 mL/min (
Figure 7A). Upon addition of the added materials, all mixtures showed a substantial decrease compared to this initial value. At 1% of addition to the pulp, all the different materials already induced a decrease of at least −19.2% from the initial value. One can also observe that the effect of adding fibrillated material to the pulp already causes a significant reduction of air permeability at a low rate of addition with the air permeability being reduced by −78.2% on average already at 4% addition rate, regardless of the nature of the added material. Sehaqui [
25] also showed that the initial increase of TI up to 2% of MFC addition to the pulp corresponds to the largest decrease of paper porosity and largest increase of density.
At a higher addition rate, air permeability decreases further but the effect is not as pronounced. Finally, for 10% of addition, the value reaches ~90ml/min, i.e., a total decrease of −96% on average.
These effects of densification of the paper structure are also visible in the SEM images where a clear difference in the paper structure is observed when increasing the quantity of additives (
Figure 7B,C). Here, for the additive 3H, the increase of the addition rate from 1% to 10% leads to a filling of the voids between the fibers and leads to a denser structure and smoother surface, resulting in a significantly lower air permeability.
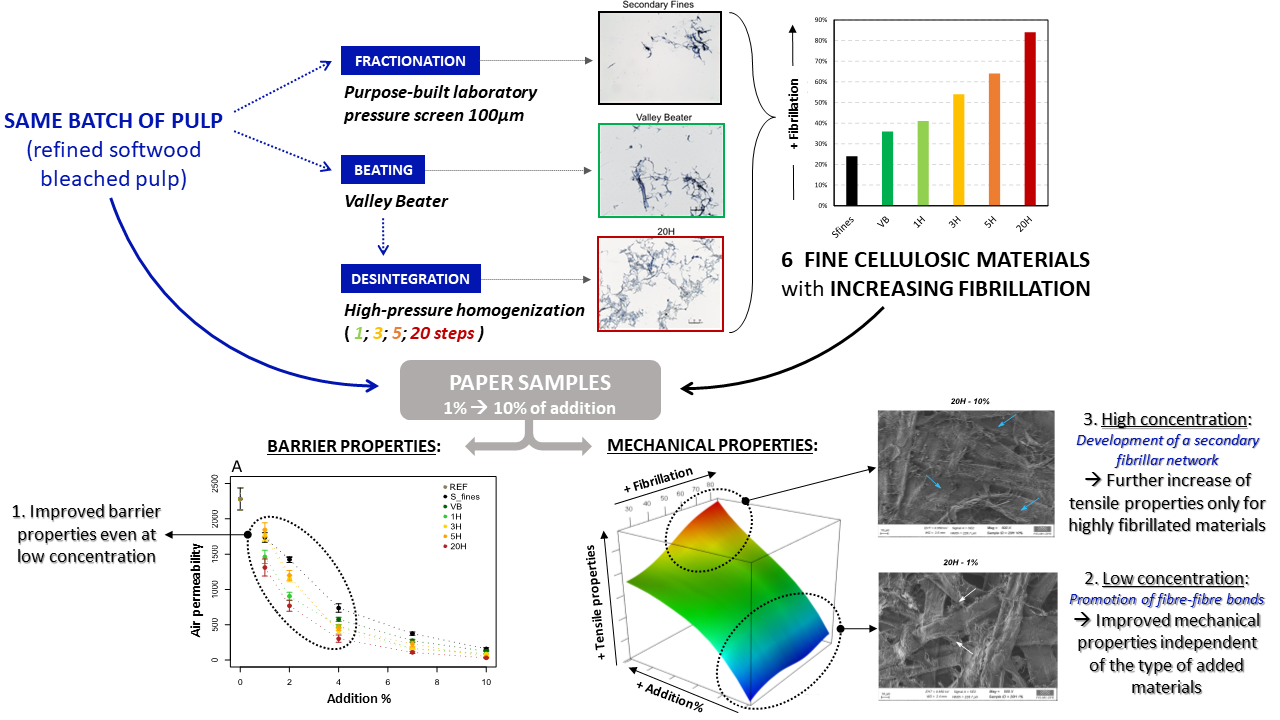
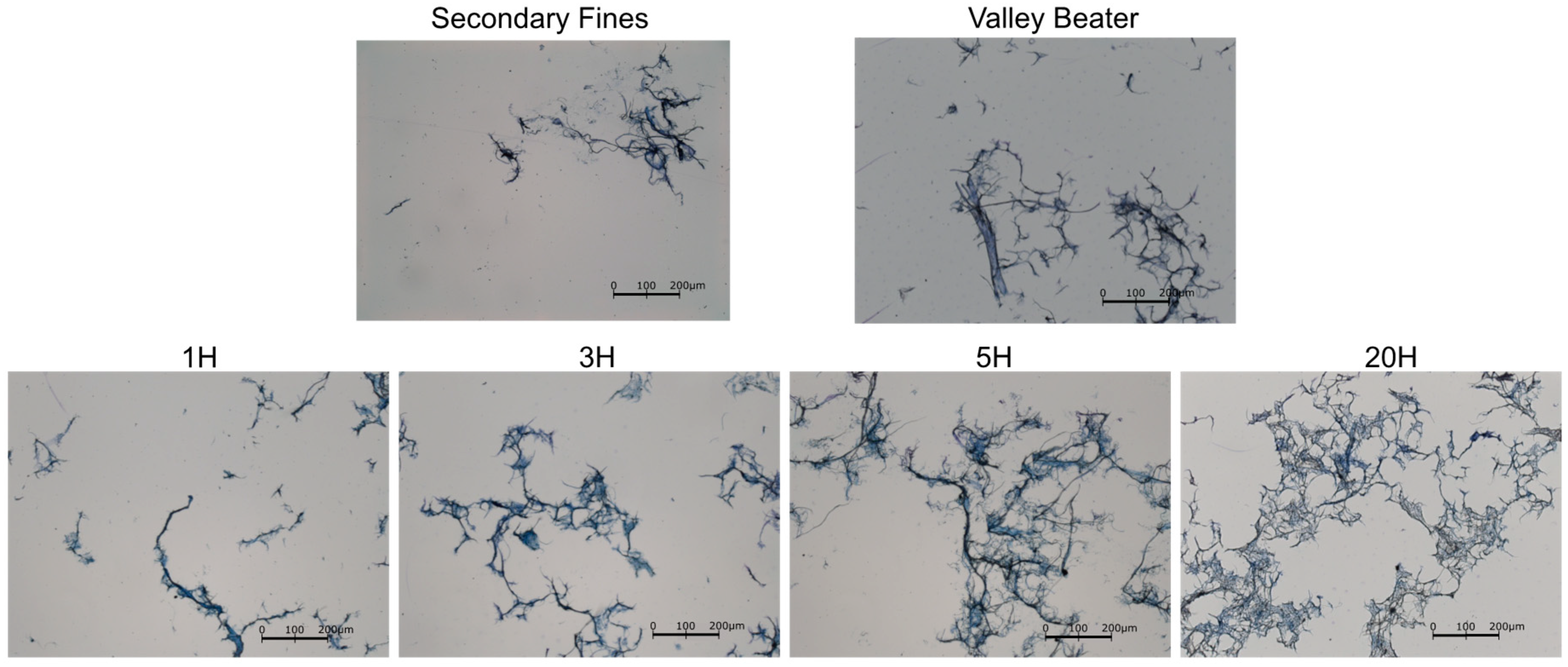
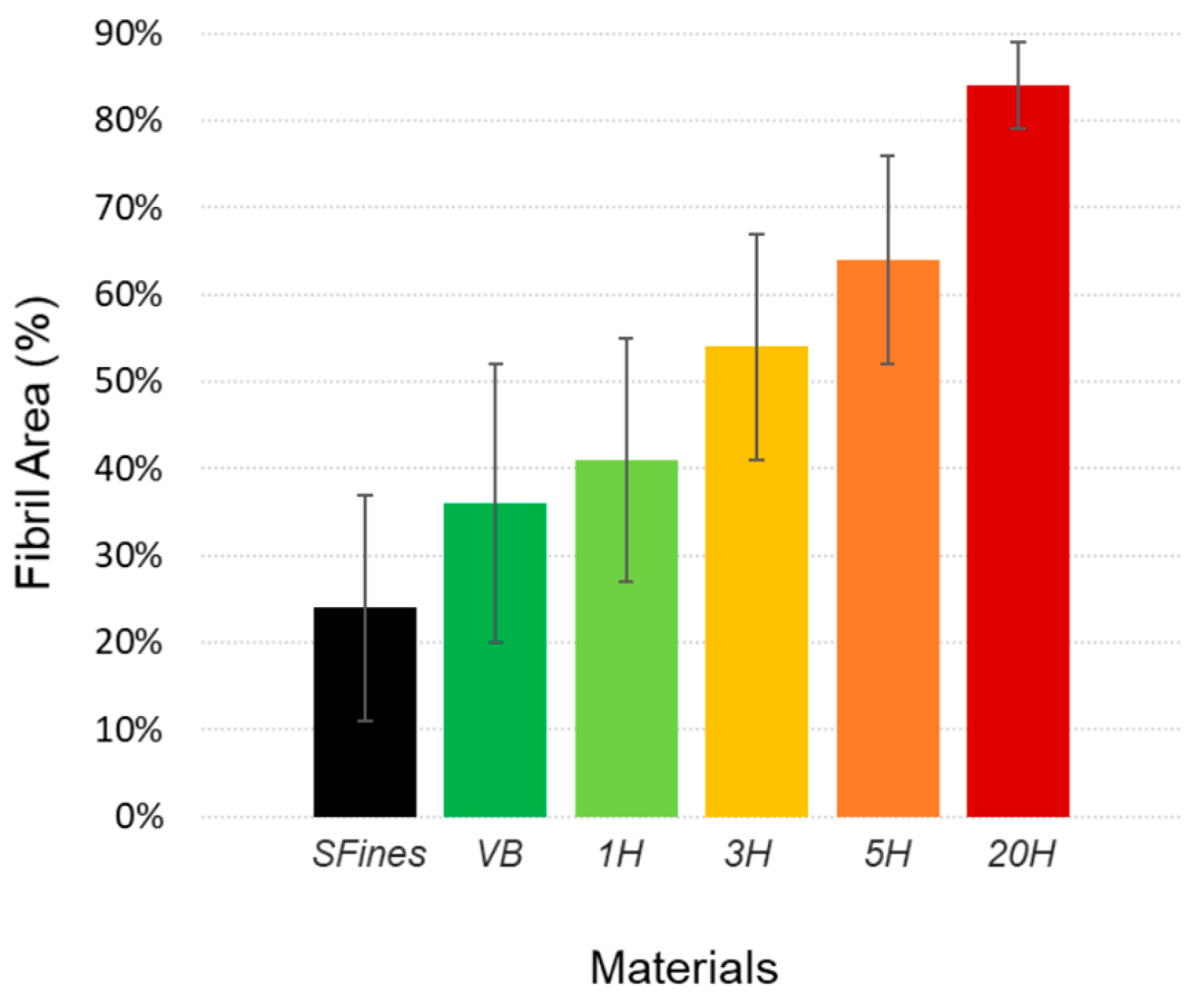
Regarding the specific effect of each material, the most fibrillated material 20H has the most significant effect on air permeability. Comparing all additives shows that the higher the fibril area, the better the air barrier properties. This observation highlights the fact that increasing the fibrillation rate of such additives leads to a better closing of the paper structure. This may be related to the relatively large and highly fibrillated structures shown in the microscope images for highly fibrillated material (
Figure 5). The size distribution as it is measured using the L&W Fibre Tester does not correlate well with air permeability. One would suspect the SFines—showing the smallest particles—would be most efficient in closing the sheet. On the contrary VB, which is characterized by a larger amount of longer and thicker fibers compared to SFines, leads to a lower air permeability compared to SFines, apparently because of its higher fibril area. Increasing fibrillation is suspected here to decrease air permeability by increasing pore tortuosity and decreasing pore area and connectivity. Indeed, fluid and gas transportation in the fiber network closely relates to the porosity, the ratio of void volume and total volume of paper [
26]. Su [
27] also suggest the occurrence of such mechanism with MFC in composites structures: the authors reported that the air permeability for MFC composites is much lower than those from refined fibers, even at comparable densities and that this trend is more obvious at high MFC content, complying with the less porous surface morphology observed by microscopy.
Here, it is interesting to note that the compact structure of composites papers made with highly fibrillated additives indicate distinctive barrier behavior from that of porous papers, which can be of interest for food packaging applications for example. The large range of air permeability reported here highlights the potential of using fine cellulosic additives to tailor paper barrier properties depending on the requirements of the final application like paper pouches, bags and boxes. Here, further analysis of factors like the oxygen transmition rate as well as water and grease permeabilities should also be tested to validate the interest of these materials for biopackaging applications. On the other hand, it has also to be considered that the densification of paper can decrease paper bending stiffness, which is an important property in many paper grades, as pointed out by Sehaqui [
25].
3.4. Effect of the Additives on Paper Mechanical Properties
The structural modifications also have an impact on paper mechanical properties.
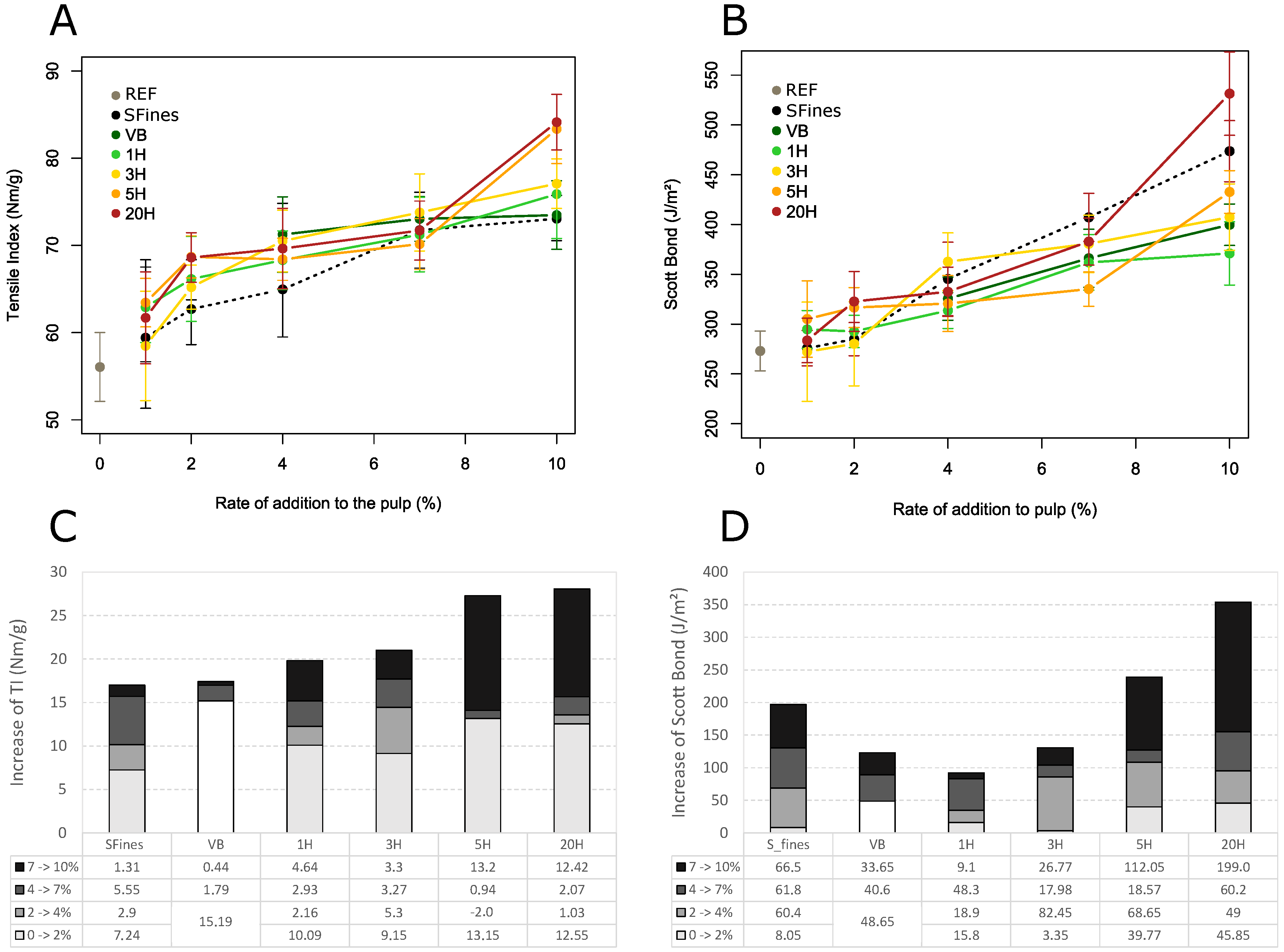
Figure 8A illustrates the results obtained for tensile index (TI) for the different sheets made from the different blends. The results presented here illustrate the effect of each additive on the improvement of the paper properties, compared to the reference paper made from the refined pulp. The detailed table of the paper properties measured for each formulation (average data and standard deviation) is presented in the
Supplementary Material (Table S1).
For tensile properties, the development of TI at increasing addition rate of the fine materials is divided into three parts:
First, up to 2% of addition, bringing fine fibrillated material to the pulp is highly efficient: it results in a significant increase of TI, regardless of the nature of the additive (
Figure 8A). On
Figure 8B, which displays the contribution of the partial increases of TI for each successive rate of addition, we can observe that a high proportion of the final TI increase is already achieved at 2%. Indeed, at 2% of addition, we can observe an increase of +10.43 Nm/g on average over all the materials, which is almost half of the total average TI increase for all materials. From similar observations, Zimmerman [
28] defined the concept of “filling threshold”, concentration of additives corresponding to the formation of a network structure. At this specific point, most of the mechanical improvement is achieved. Studying the effect of the addition of MFC produced through homogenization with never dried softwood pulp, Sehaqui [
25] also show that most of the mechanical improvement of the composites paper occur between 0 and 2% of addition. Later, Alcala [
29] established this filling threshold for 2.25%, for nanofibrillated cellulose produced from bleached eucalyptus pulp through tempo-oxidation process. These results are really close to our observations for samples 1H to 20H and support the existence of filling threshold of paper structure of around 2% for cellulosic microfibrillated additives. On the contrary, the addition of SFines linearly increase from 0% to 7%, a result already reported by several authors [
11,
13,
30,
31]. In that case, this filling threshold is less visible and might reveal that the addition of SFines doesn’t enable the creation of new network but only consolidate the existent fiber-fiber bonds.
Second, between 2% and 7% addition rate, there is little effect on paper tensile properties. The increase of TI is less marked for almost all additives (see
Figure 8C). This observation follows the trend already observed for air permeability measurements, where the effect of adding more additive was more pronounced at low addition rates and then decreases more slowly until reaching a certain level (
Figure 7A). Here we can assume that passing the filling threshold of paper mentioned earlier, most of the structuring effect of the fibrillated materials to favor fiber-fiber bonding already occurred, meaning that only a small quantity of fibrillated material seems sufficient to reach a significant improvement of paper’s density and to noticeably consolidate its structure. Sehaqui [
25] also observed that further NFC addition above 2% did not markedly increase paper strength, interpreted here as a poor improvement of inter-fibers stress transfer mechanisms in the elastic region.
The third and final phase of the development of TI shows an interesting effect, which is in contrast to the results of air permeability measurements. Between a 7% and a 10% addition rate, a further significant increase of tensile properties is observable, which strongly depends on the nature of the additives. For SFines and VB, characterized by the lowest fibril area, there is almost no change in TI from 7% to 10% of addition. For 1H and 3H, TI increases almost linearly between 4% and 10% addition rate. Alcala [
29] mixed dried bleached eucalyptus pulp operated from 300 to 600 bar pressure at 60 °C with a high-pressure homogenizer (similar to the 3H additive produced in this study) with PVA matrix, in order to characterize the fibrillated additives intrinsic properties. The authors report a linear increase of tensile strength from 52 to 100 MPa from 0 to 4.5% of addition, which is coherent to the results we obtained (data not shown).
In contrast, the two materials 5H and 20H with the highest degree of fibrillation show a further significant increase of TI, which is similar to the increase obtained at low addition rates (average increase of TI between 7% and 10% of +13.2 and +12.42 Nm/g for 5H and 20H respectively). Thus, only at these high rates of addition, a clear dependency on the character of the fibrillated fine materials becomes evident: The higher the fibril area, the stronger the increase of TI. Comparing fines and MFC like additives, Manninen [
30] also report an increase of TI at higher content only for MFC like additives but not for fines. Once again, this result tends to discriminate two different mechanisms between MFC and fines reinforcement ability.
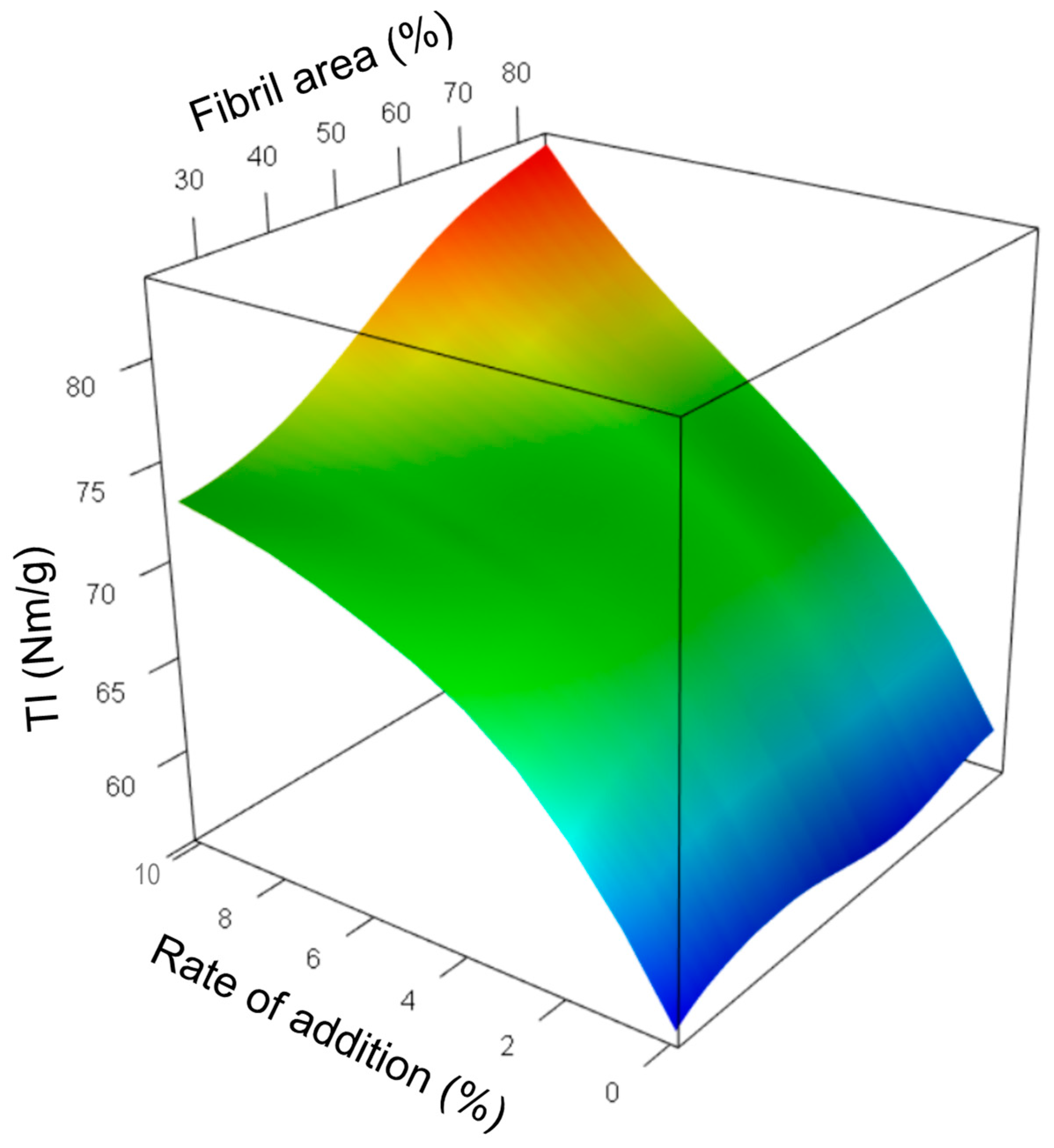
Figure 9 illustrates the combined effect of both nature and quantity of the additive on paper tensile properties. Again, one can observe that the degree of fibrillation of the various material (represented here by the fibril area calculated from the microscopic images) has a more significant influence at high rates of addition. From 1% to 7%, TI shows a limited growth function with the rate of addition, which doesn’t depend on the fibril area. From 7% to 10%, a clear effect of quality of the additive is evident, with an almost linear increase of TI with Fibril Area.
To explain this observation, we propose that two different phenomena come into play here:
First, the introduction of a low amount of fibrillated materials results in a noticeable improvement of the interactions between fibers. Paper strength is largely dependent on the number of fiber-fiber bonds formed during the consolidation and drying phases of the fiber network (handsheets were wet pressed at 150 bars during 90 s before drying in climate room). The tensile properties are therefore instantaneously improved. This hypothesis is supported by the work of several authors, who reported similar observations and explained the phenomenon with the following mechanism: the higher hydrogen bonding between the now larger bonded areas in molecular contact result in the increase of the cohesion between fibers in contact and therefore improve tensile strength. Sehaqui [
25] for example, showed that the initial increase of TI up to 2% of MFC addition to the pulp also correspond to the largest decrease of paper porosity, supporting then the hypothesis of a “closing” of the structure which is achieved at 2% of addition of MFC. The author proposes at this step that the wood fibers are entirely coated of micro-fibrillated cellulose, as in the case of sisal reported by Juntaro [
32].
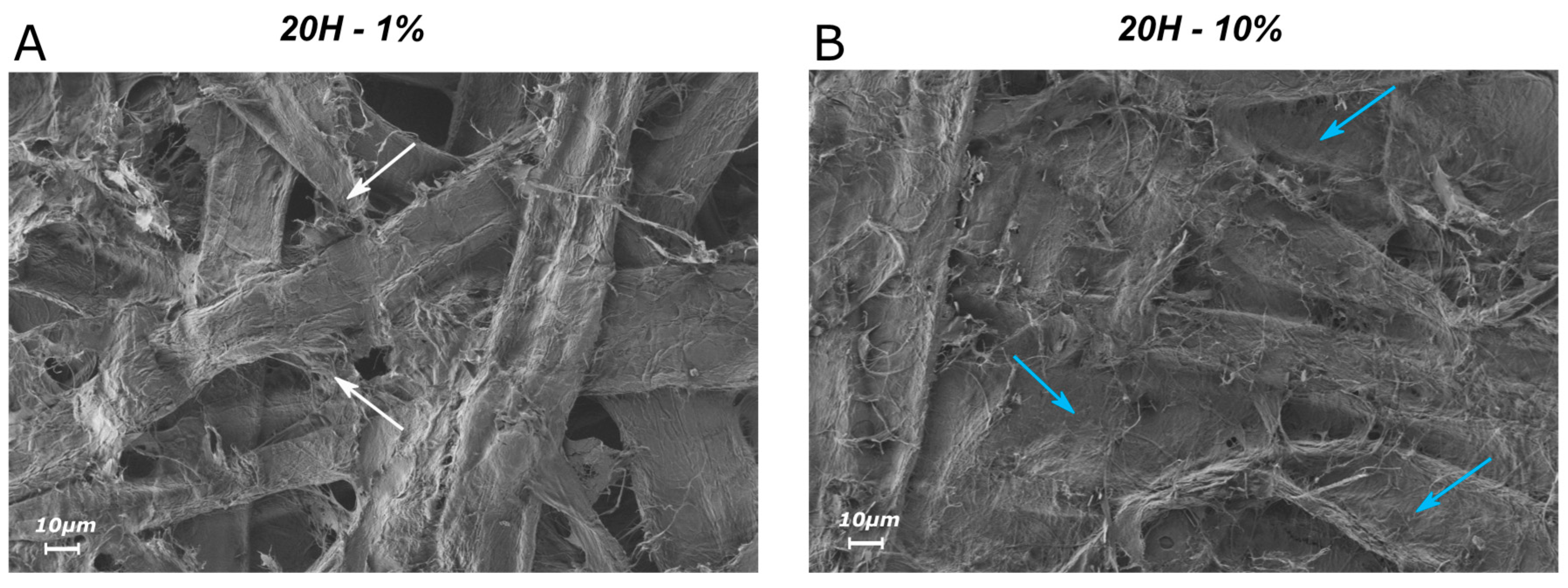
The SEM images of the paper samples also illustrate this mechanism (
Figure 10A). In this image, showing the handsheets made with an addition of 1% of 20H, it is possible to identify several zones where small fibrils, being likely the added fibrillated material, act as connections between two fibers (indicated in
Figure 10A by the white arrows). From the stabilization stage observed after 2%, we can thus infer that fibers are already well bonded to the adjacent ones at low addition rates. After that point, adding more fibrillated material to the fibers does not seem to be able to increase the bonded area to the same extent any more.
Secondly, at higher addition rates, the added fibrillated materials even further improve paper tensile strength depending on their degree of fibrillation. Here, the fibres’ surfaces might be entirely coated and saturated of fibrillar material. Bringing in a higher quantity of fibrillated material should not result in a further increase of the bonding area between the fibers at that point. We propose that passing 7% of addition, a second network of highly fibrillated material could be generated, resulting from an increase of bonding between the fibrillar elements. This hypothesis is supported by Sehaqui [
25] who observed that strength and strain- to-failure is dramatically increased for the composition with 10% added NFC. At this point, additives might introduce new stress transfer mechanisms and energy-absorbing mechanism to failure events at a smaller length scale. In parallel to the filling threshold likely to occur at 2% of addition, 7% of addition seems to be another threshold corresponding to the structuration of the secondary network brought by the additive.
This hypothesis is supported by the SEM image of the surface of the composite paper made out of 10% of 20H additive (
Figure 10B). Indeed, in this picture one can observe that the fibers are entirely covered by a smooth layer of fibrillar elements, with some area being entirely composed of additives (indicated in
Figure 10B by the blue arrows). When the morphology of the added fibrous material is adapted by a higher degree of fibrillation to enable the establishment of second structural frame to the paper structure, this new parallel network is likely to bring higher tensile strength to the paper. The works of different other authors also observed similar changing in paper topography on SEM or AFM pictures when adding microfibrillar additives [
4,
23]. Taipale [
23] proved that highly fibrillated additives show a more homogeneous structure and better interact with the fibers. Hii [
4] proposed that higher amount of highly fibrillated, swollen and flexible MFC in the composites papers presumptively fills more paper porosity. Boufi [
7] also proposed that MFC may generate a separate network embedded among larger fibers that contributes to boost the load-bearing capacity of the paper. Sehaqui [
25], from SEM images with 10% of MFC proposed that MFC additives act as porous membranes or foams in the pores of the larger scale wood fiber network and conclude that “it becomes clear that dense regions of MFC contribute to substantial load-carrying ability to the material”. The different works cited above are important elements supporting our hypothesis. Finally, the fact that a linear correlation between fibril area and the increase of TI is observed at high addition rates leads to the conclusion that this second internal network generated by the added materials only leads to an improvement in tensile properties when the material is highly fibrillated. The fines fractions observed in SFines and VB, which showed the lowest degree of fibrillation, might not be able to interact and do not generate a strong cohesive network. On the contrary, the highly fibrillated fractions of 5H and 20H are likely to interact strongly, which could explain the significant increase of TI at 10% addition rate of these materials. Su [
27] observed on SEM images that MFC additives at 10% of addition lead to a homogeneous covering of the fibers, which differ from the fibrillar aspect of composites papers made with 10% of refined fibers. We also report here that, contrary to highly fibrillar additives, SEM observations of composites papers made with 10% SFines and VB did not show similar smooth surface layers. In that case an irregular surface resulting from fibers-fibers bonding network was still visible.
Comparing nano and micro-scale additives obtained from softwood pulp through grinding or beating processes, Afra [
33] observed that beating create a partial skin fibrillation while grinding turned fiber from micro to nanoscale through nanofibrillation mechanism and lead to more pronounced changes of paper properties when mixed to the pulp. The authors suppose that this result can be attributed to the reduction of defect points of cellulose fibers which increase the homogeneity of the structure, and to the higher ability of individual fibrils to attach and entangle cellulosic fibers, leading to a homogeneous and well-connected network.
Correlating this result to the work of Kang [
34] who observed that the degree of internal fibrillation is linearly correlated with tensile index, while tensile index increases strongly with external fibrillation until a maximum and then stabilized, it is reasonable to propose that intensive homogenization processing leads to external fibrillation responsible for the homogeneous and strong fibrillar network observed at high addition rate.
Additionally, MFC additives might also reduce stress concentration in the bonded region leading to more uniform stress distribution. Nanko [
35] have specified two structural features of bonds where fibrillar additives can contribute to increased bond strength: the “bonding layer” between two fiber surfaces consisting of randomly oriented fibrils of fines material that fill the potential gaps between fibers at the bonded areas; and the “covering layer” at the periphery of a fiber bond protecting and consolidating the bonding edge susceptible to crack. Here the high homogeneity of these two features with highly mechanical treated additives might enable a nice continuity of these areas leading to a parallel fibrillar network. The fibril network might then improve load transfer between wood fibers as damage starts to develop, which could, as proposed also by Sehaqui [
25], delay the development of large-scale damage sites to higher stress and strain. Finally, the effect of drying on paper strength is also to be considered. Jentzen [
36] and later Lobben [
37] and Wuu [
38] identify that drying under tension induced by highly swollen material like MFC will also result in improved tensile strength. In our case we observed (data not shown) a good correlation between fibrillation rate and water retention of the materials which could lead to strong drying tensions during sheet formation.
All these elements might explain the difference observed depending on the quantity and quality of each additive studied in this work. The discussion of these results gives new keys for a better understanding of the intrinsic effect of each class of additives on paper strength and opens new perspectives in papermaking. Indeed, the concept of a new generation of papers with fibrous networks at two different scale levels is of interest for the development of new types of paper composites with improved mechanical performance.

 ,
, 











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}