The Effect of Hydroxyl on the Superhydrophobicity of Dodecyl Methacrylate (LMA) Coated Fabrics through Simple Dipping-Plasma Crosslinked Method

 and
and
Abstract
:1. Introduction
2. Experimental Procedure
3. Results and Discussion
3.1. Properties of LMA Coated Fabrics
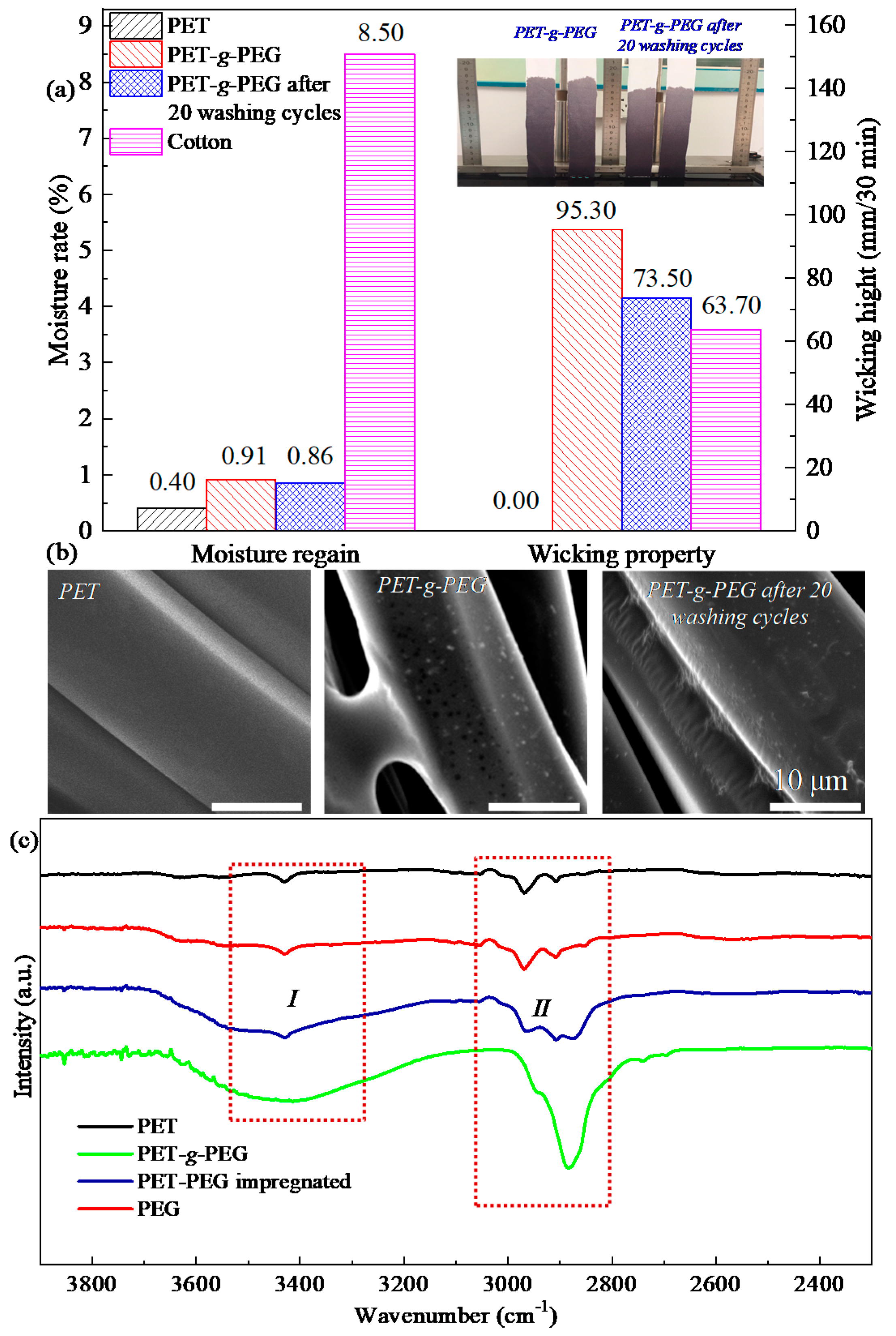
3.2. Hydrophilicity and Chemical Compositions
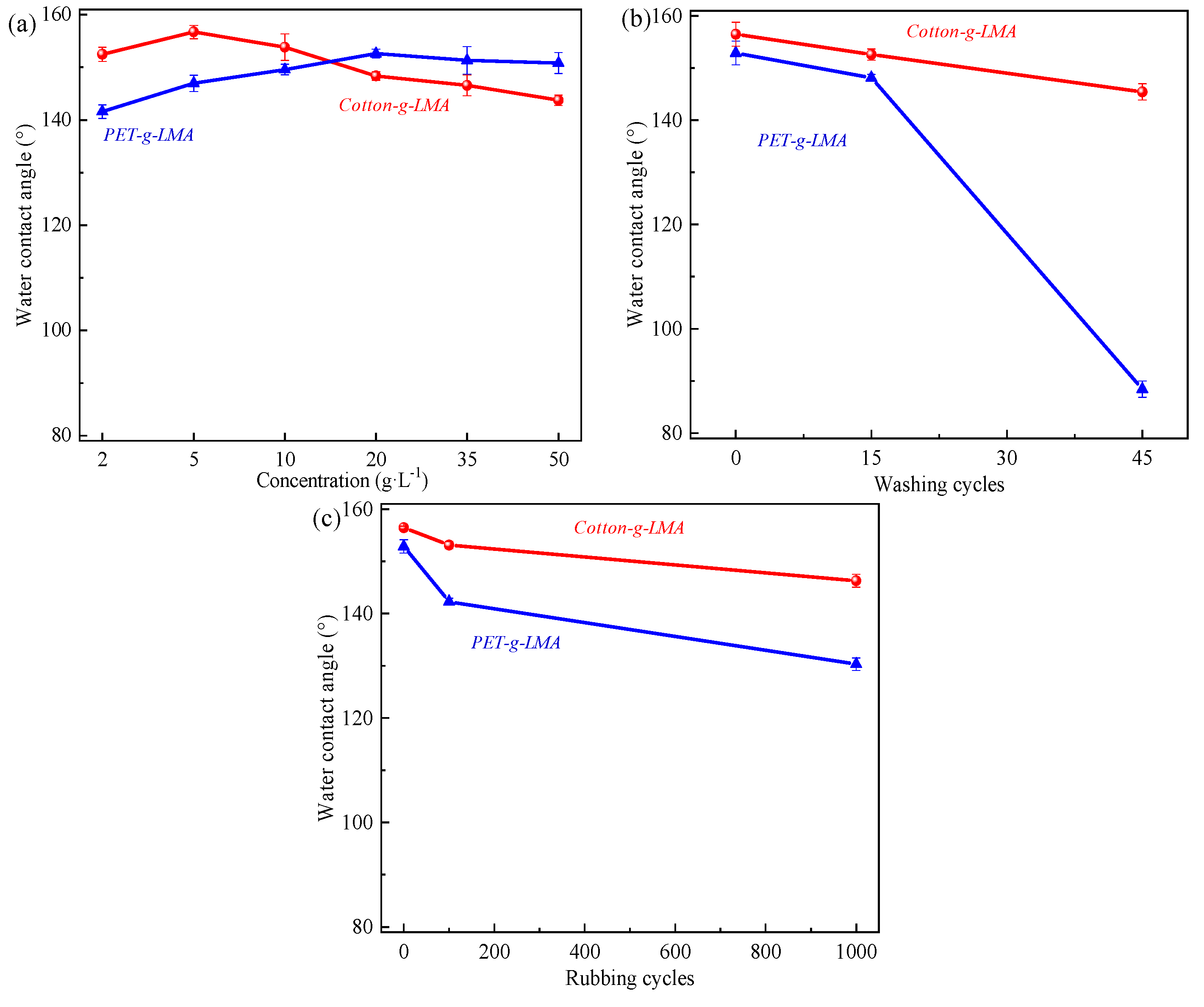
3.3. Water Repellency of Fabrics
3.4. Mechanical Stability
3.5. Tensile Property
3.6. Wearing Comfort
4. Conclusions
Supplementary Materials
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Barthlott, W.; Neinhuis, C. Purity of the sacred lotus, or escape from contamination in biological surfaces. Planta 1997, 202, 1–8. [Google Scholar] [CrossRef]
- Ensikat, H.J.; Ditsche-Kuru, P.; Neinhuis, C.; Barthlott, W. Superhydrophobicity in perfection: The outstanding properties of the lotus leaf. Beilstein J. Nanotechnol. 2011, 2, 152–161. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Milionis, A.; Loth, E.; Bayer, I.S. Recent advances in the mechanical durability of superhydrophobic materials. Adv. Colloid Interface Sci. 2016, 229, 57–79. [Google Scholar] [CrossRef] [PubMed]
- Ashraf, S.; Blackman, C.S.; Palgrave, R.G.; Parkin, I.P. Aerosol-assisted chemical vapour deposition of WO3 thin films using polyoxometallate precursors and their gas sensing properties. J. Mater. Chem. 2007, 17, 1063–1070. [Google Scholar] [CrossRef]
- Abbas, R.; Khereby, M.A.; Sadik, W.A.A.; El Demerdash, A.G.M. Fabrication of durable and cost effective superhydrophobic cotton textiles via simple one step process. Cellulose 2014, 22, 887–896. [Google Scholar] [CrossRef]
- Hu, Y.; Huang, S.; Liu, S.; Pan, W. A corrosion-resistance superhydrophobic TiO2 film. Appl. Surf. Sci. 2012, 258, 7460–7464. [Google Scholar] [CrossRef]
- Yuan, Z.; Wang, X.; Bin, J.; Wang, M.; Peng, C.; Xing, S.; Xiao, J.; Zeng, J.; Chen, H. Controllable fabrication of lotus-leaf-like superhydrophobic surface on copper foil by self-assembly. Appl. Phys. A 2014, 116, 1613–1620. [Google Scholar] [CrossRef]
- Darmanin, T.; Guittard, F. Wettability of conducting polymers: From superhydrophilicity to superoleophobicity. Prog. Polym. Sci. 2014, 39, 656–682. [Google Scholar] [CrossRef]
- Yu, M.; Li, P.; Feng, Y.; Li, Q.; Sun, W.; Quan, M.; Liu, Z.; Sun, J.; Shi, S.; Gong, Y. Positive effect of polymeric silane-based water repellent agents on the durability of superhydrophobic fabrics. Appl. Surf. Sci. 2018, 450, 492–501. [Google Scholar] [CrossRef]
- Du, L.; Li, T.; Wu, S.; Zhu, H.F.; Zou, F.Y. Electrospun composite nanofibre fabrics containing green reduced Ag nanoparticles as an innovative type of antimicrobial insole. RSC Adv. 2019, 9, 2244–2251. [Google Scholar] [CrossRef] [Green Version]
- Zhou, H.; Wang, H.; Niu, H.; Zhao, Y.; Xu, Z.; Lin, T. A waterborne coating system for preparing robust, self-healing, superamphiphobic surfaces. Adv. Funct. Mater. 2017, 27, 8. [Google Scholar] [CrossRef]
- Geng, Z.; He, J.; Yao, L. Fabrication of robust high-transmittance superamphiphobic coatings through dip-coating followed by spray-coating. RSC Adv. 2015, 5, 89262–89268. [Google Scholar] [CrossRef]
- Quitzau, M.; Wolter, M.; Zaporojtchenko, V.; Kersten, H.; Faupel, F. Modification of polyethylene powder with an organic precursor in a spiral conveyor by hollow cathode glow discharge. Eur. Phys. J. D 2010, 58, 305–310. [Google Scholar] [CrossRef]
- Li, Y.; Zhang, Y.; Zou, C.; Shao, J. Study of plasma-induced graft polymerization of stearyl methacrylate on cotton fabric substrates. Appl. Surf. Sci. 2015, 357, 2327–2332. [Google Scholar] [CrossRef]
- Su, X.; Li, H.; Lai, X.; Zhang, L.; Liang, T.; Feng, Y.; Zeng, X. Polydimethylsiloxane-based superhydrophobic surfaces on steel substrate: Fabrication, reversibly extreme wettability and oil–water separation. ACS Appl. Mater. Interfaces 2017, 9, 3131–3141. [Google Scholar] [CrossRef]
- Yuen, C.; Jiang, S.; Kan, C.; Tung, W. Influence of surface treatment on the electroless nickel plating of textile fabric. Appl. Surf. Sci. 2007, 253, 5250–5257. [Google Scholar] [CrossRef]
- Novák, I.; Valentin, M.; Špitalský, Z.; Popelka, A.; Sestak, J.; Krupa, I. Superhydrophobic polyester/cotton fabrics modified by barrier discharge plasma and organosilanes. Polym. Technol. Eng. 2017, 57, 440–448. [Google Scholar] [CrossRef]
- Karaman, M.; Gürsoy, M.; Aykül, F.; Tosun, Z.; Kars, M.D.; Yildiz, H.B. Hydrophobic coating of surfaces by plasma polymerization in an RF plasma reactor with an outer planar electrode: Synthesis, characterization and biocompatibility. Plasma Sci. Technol. 2017, 19, 085503. [Google Scholar] [CrossRef]
- Park, S.; Kim, J.; Park, C.H. Analysis of the wetting state of super-repellent fabrics with liquids of varying surface tension. RSC Adv. 2016, 6, 45884–45893. [Google Scholar] [CrossRef] [Green Version]
- Liu, S.; Zhou, H.; Wang, H.; Zhao, Y.; Shao, H.; Xu, Z.; Feng, Z.; Liu, D.; Lin, T. Argon plasma treatment of fluorine-free silane coatings: A facile, environment-friendly method to prepare durable, superhydrophobic fabrics. Adv. Mater. Interfaces 2017, 4, 1701891–1701899. [Google Scholar] [CrossRef]
- Xu, L.; Lai, Y.; Liu, L.; Yang, L.; Guo, Y.; Chang, X.; Shi, J.; Zhang, R.; Yu, J. The effect of plasma electron temperature on the surface properties of super-hydrophobic cotton fabrics. Coatings 2020, 10, 160. [Google Scholar] [CrossRef] [Green Version]
- Xu, L.; Deng, J.; Guo, Y.; Wang, W.; Ruiyun, Z.; Yu, J. Fabrication of super-hydrophobic cotton fabric by low-pressure plasma-enhanced chemical vapor deposition. Text. Res. J. 2018, 89, 1853–1862. [Google Scholar] [CrossRef]
- Xu, L.; Wang, W.; Deng, J.; Guo, Y.; Zhang, R.; Yu, J.; Ji, F. Stable super-hydrophobic lauryl methacrylate film fabrication on the surface of cotton fabrics in plasma-enhanced chemical vapor deposition with different duty cycles. Text. Res. J. 2019, 89, 2952–2960. [Google Scholar] [CrossRef]
- Nguyen-Tri, P.; Altiparmak, F.; Nguyen, N.; Tuduri, L.; Ouellet-Plamondon, C.M.; Prud’Homme, R.E. Robust superhydrophobic cotton fibers prepared by simple dip-coating approach using chemical and plasma-etching pretreatments. ACS Omega 2019, 4, 7829–7837. [Google Scholar] [CrossRef] [Green Version]
- Zhou, H.; Wang, H.X.; Niu, H.T.; Lin, T. Recent Progress in Durable and Self-Healing Super-Nonwettable Fabrics. Adv. Mater. Interfaces 2018, 5, 1800461. [Google Scholar] [CrossRef]
- Wu, J.X. Preparation of Superhydrophobic Cotton Fabrics by γ-Ray Irradiation and Study on the Fabric Serviceability. Ph.D. Thesis, University of Chinese Academy of Sciences, Shanghai, China, 2015. [Google Scholar]
- Zhang, M.; Zang, D.; Shi, J.; Gao, Z.; Wang, C.; Li, J. Superhydrophobic cotton textile with robust composite film and flame retardancy. Rsc Adv. 2015, 5, 67780–67786. [Google Scholar] [CrossRef]
- Shen, L.; Dai, J. Improvement of hydrophobic properties of silk and cotton by hexafluoropropene plasma treatment. Appl. Surf. Sci. 2007, 253, 5051–5055. [Google Scholar] [CrossRef]
- Yu, W. Textile Materials; Chinese Textile Press: Beijing, China, 2006. [Google Scholar]
- Liu, Y.; Zhang, H.; He, R.; Zhu, C.; Wang, Z.; Xu, Q. Preparation and performance of moisture wicking recycled polyester fabric. J. Textile Res. 2016, 37, 96–100. [Google Scholar] [CrossRef]
- Kumar, D.S.; Fujioka, M.; Asano, K.; Shoji, A.; Jayakrishnan, A.; Yoshida, Y. Surface modification of poly(ethylene terephthalate) by plasma polymerization of poly(ethylene glycol). J. Mater. Sci. Mater. Electron. 2007, 18, 1831–1835. [Google Scholar] [CrossRef]
- Liyun, X.Y.G.; Guanghui, B.; Jianjun, S.; Lu, Z.; Ruiyun, Z.; Jing, Z.; Jianyong, Y. Fluorine-free and wearing comfortable superhydrophobic fabrics from particle-free polymer coatings. Prog. Org. Coat 2020, 146, 105727. [Google Scholar]
- Tian, X.; Verho, T.; Ras, R.H.A. Moving superhydrophobic surfaces toward real-world applications. Science 2016, 352, 142–143. [Google Scholar] [CrossRef] [PubMed]
- Malkov, G.S.; Fisher, E.R. Pulsed plasma enhanced chemical vapor deposition of poly(allyl alcohol) onto natural fibers. Plasma Process. Polym. 2010, 7, 695–707. [Google Scholar] [CrossRef]
- Siavashani, V.S.; Valipour, P.; Haghighat, E. The influence of corona discharge treatment on the properties of cotton and polyester-cotton knitted fabrics. Fibers Polym. 2014, 15, 729–735. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample | Tensile Strength (N) | Breaking Elongation (%) |
|---|---|---|
| PET | 513.67 | 103.71 |
| PET-g-LMA | 619.21 | 117.54 |
| PET-g-PEG & LMA | 622.17 | 124.99 |
| Sample | Air Permeability (mm/s) | Water Vapor Transmission (g m−2 h−1) |
|---|---|---|
| PET | 1026.61 | 48.41 |
| PET-g-LMA | 832.26 | 44.64 |
| PET-g-PEG & LMA | 861.69 | 42.70 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Xu, L.; Zhang, Y.; Guo, Y.; Zhang, R.; Shi, J.; Shen, Y.; Yu, J. The Effect of Hydroxyl on the Superhydrophobicity of Dodecyl Methacrylate (LMA) Coated Fabrics through Simple Dipping-Plasma Crosslinked Method. Coatings 2020, 10, 1263. https://0-doi-org.brum.beds.ac.uk/10.3390/coatings10121263
Xu L, Zhang Y, Guo Y, Zhang R, Shi J, Shen Y, Yu J. The Effect of Hydroxyl on the Superhydrophobicity of Dodecyl Methacrylate (LMA) Coated Fabrics through Simple Dipping-Plasma Crosslinked Method. Coatings. 2020; 10(12):1263. https://0-doi-org.brum.beds.ac.uk/10.3390/coatings10121263
Chicago/Turabian StyleXu, Liyun, Yu Zhang, Ying Guo, Ruiyun Zhang, Jianjun Shi, Yue Shen, and Jianyong Yu. 2020. "The Effect of Hydroxyl on the Superhydrophobicity of Dodecyl Methacrylate (LMA) Coated Fabrics through Simple Dipping-Plasma Crosslinked Method" Coatings 10, no. 12: 1263. https://0-doi-org.brum.beds.ac.uk/10.3390/coatings10121263