
Effect of Transformation Plasticity on Gear Distortion and Residual Stresses in Carburizing Quenching Simulation

 ,
,
Abstract
:1. Introduction
2. Summary of the Theoretical Model
3. Theory and Experimental Method of Transformation Plasticity
3.1. Theory Experimental Method of Transformation Plasticity
3.1.1. Inelastic Constitutive Equation
3.1.2. Plastic Strain
3.1.3. Transformation Plastic Strain
3.2. Experimental Method of Transformation Plasticity Behavior
3.2.1. Multi-Purpose Thermo-Mechanical Load Test
3.2.2. Transformation Plasticity during the Cooling Phase
4. Experimental Results of Transformation Plasticity
4.1. Results of 20CrMnTiH Steel
4.2. Results of 20MnCr5 Steel
5. Model and Results of Simulation
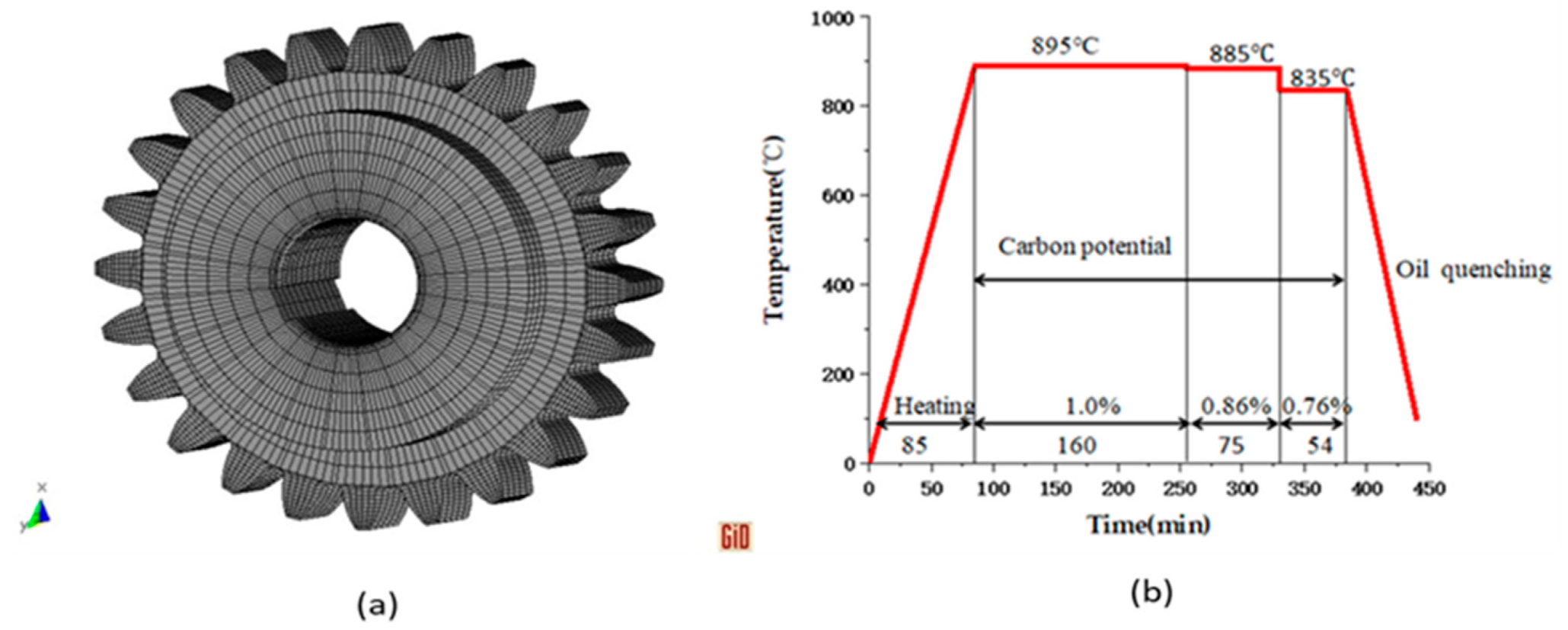
5.1. Model and Boundary of Simulation
5.2. Simulation Results of Distortion
5.2.1. Simulation Results of 20CrMnTiH Steel
5.2.2. Simulation Results of 20MnCr5 Steel
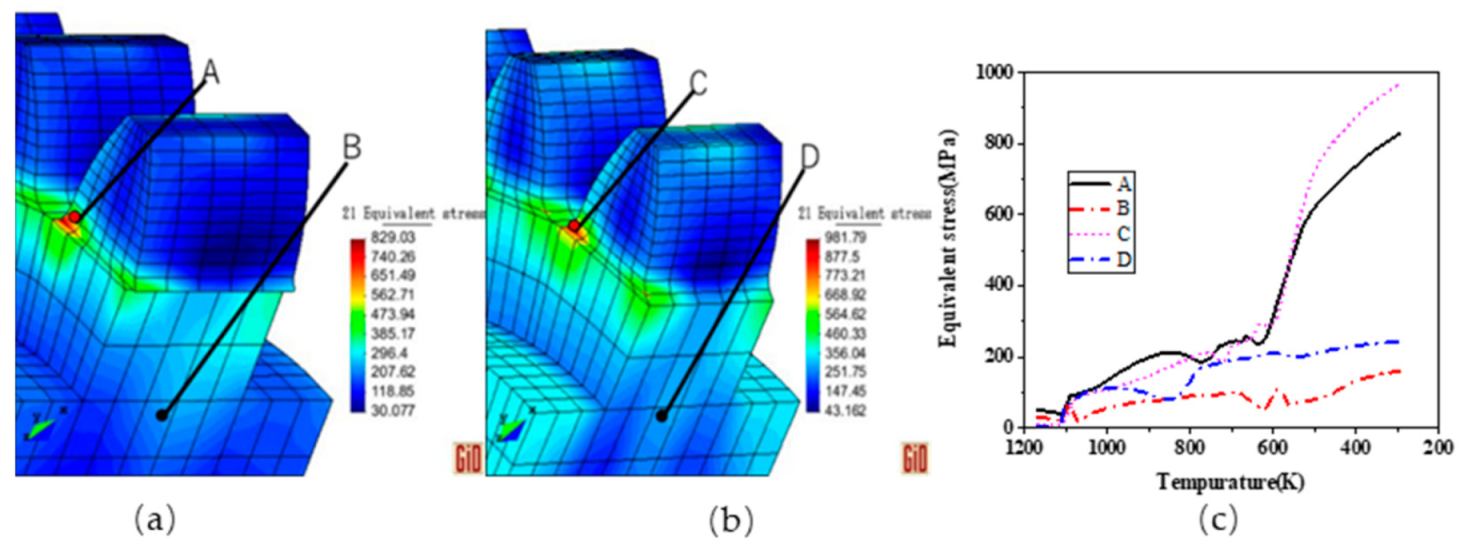
5.3. Simulation Results of Equivalent Stress
5.3.1. Simulation Results of 20CrMnTiH Steel
5.3.2. Simulation Results of 20MnCr5 Steel
6. Conclusions
- Transformation plasticity reflects an important distortion behavior of alloy steel materials during the carburizing and quenching heat treatment process. To reveal the densification behavior and material properties of transformation plasticity, the method proposed in this paper for the precise measurement of distortion behavior under rapid cooling is a very effective and practical experimental technique.
- The behavior of transformation plasticity is essential to predict component distortion and residual stresses after carburizing and quenching and to improve the accuracy of heat treatment simulations.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Tobie, T.; Hippenstiel, F.; Mohrbacher, H. Optimizing gear performance by alloy modification of carburizing steels. Metals 2017, 7, 415. [Google Scholar] [CrossRef] [Green Version]
- Mohrbacher, H. Efficiency Gains in Powertrain Components by Molybdenum-Alloyed Special Steels. Adv. Mater. Sci. Environ. Energy Technol. V Ceram. Trans. 2016, 260, 53–65. [Google Scholar]
- Wang, W.; Liu, H.; Zhu, C.; Du, X.; Tang, J. Effect of the residual stress on contact fatigue of a wind turbine carburized gear with multiaxial fatigue criteria. Int. J. Mech. Sci. 2019, 151, 263–273. [Google Scholar] [CrossRef]
- Ju, D.Y. Computer Prediction of Residual Stresses and Distortion in Carburizing—Quenching of Gear. In Proceedings of the 6th International Conference on Residual Stresses, Oxford, UK, 10–12 July 2000; IOM Communications: London, UK; Volume 1, pp. 550–556. [Google Scholar]
- Ju, D.Y.; Yousuke, I.T.O. Simulation and Verification of Residual Stresses and Distortion in Carburizing-quenching Process of a Gear Shaft. In Proceedings of the 4th International Conference on Quenching and Control of Distortion, Beijing, China, 23–25 November 2003; pp. 291–296. [Google Scholar]
- Inoue, T.; Wang, Z. Coupling between stress, temperature, and metallic structures during processes involving phase transfor-mations. Mater. Sci. Technol. 1985, 1, 845–850. [Google Scholar] [CrossRef]
- Denis, S.; Gautier, E.; Simon, A.; Beck, G. Stress--phase-transformation interactions--basic principles, modelling, and calculation of internal stresses. Mater. Sci. Technol. 1985, 1, 805–814. [Google Scholar] [CrossRef]
- Sjöström, S. Interactions and constitutive models for calculating quench stresses in steel. Mater. Sci. Technol. 1985, 1, 823–829. [Google Scholar] [CrossRef]
- Ju, D.; Sahashi, M.; Omori, T.; Inoue, T. Simulation of quenching-tempering process based on metallo-thermo-mechanical. Zairyo (J. Soc. Mater. Sci. Jpn.) 1996, 45, 643–649. [Google Scholar] [CrossRef]
- Liu, C.C.; Ju, D.Y.; Inoue, T. A numerical modeling of metallo-thermo-mechanical behavior in both carburized and carbonitrided quenching processes. ISIJ Int. 2002, 42, 1125–1134. [Google Scholar] [CrossRef] [Green Version]
- Inoue, T.; Wakamatsu, H. Unified theory of transformation plasticity and the effect on quenching simulation. Strojarstvo 2011, 53, 11–18. [Google Scholar]
- Inoue, T. Mechanism of transformation plasticity and the unified constitutive equation for transformation-thermo-mechanical plasticity with some applications. Int. J. Microstruct. Mater. Prop. 2010, 5, 319–327. [Google Scholar] [CrossRef]
- Inoue, T. Mechanics and characteristics of transformation plasticity and metallo-thermo-mechanical process simulation. Procedia Eng. 2011, 10, 3793–3798. [Google Scholar] [CrossRef] [Green Version]
- Ju, D.Y.; Mukai, R.; Sakamaki, T. Development and application of computer simulation code COSMAP on induction heat treatment process. Int. Heat Treat. Surf. Eng. 2011, 5, 65–68. [Google Scholar] [CrossRef]
- Deng, X.; Ju, D.Y. Modeling and simulation of quenching and tempering process in steels. Phys. Procedia 2013, 50, 368–374. [Google Scholar] [CrossRef] [Green Version]
- Ju, D.Y.; Sahashi, M.; Omori, T.; Inoue, T. Residual stresses and distortion of a ring in quenching-tempering process based on metallo-thermo-mechanics. In Proceedings of the International Conference on Quenching and the Control of Distortion, Cleveland, OH, USA, 4–7 November 1996. [Google Scholar]
- Rohde, J.; Jeppsson, A. Literature review of heat treatment simulations with respect to phase transformation, residual stresses and distortion. Scand. J. Metall. 2000, 29, 47–62. [Google Scholar] [CrossRef]
- Mukai, R.; Ju, D.Y. Simulation of carburizing-quenching of a gear-Effect of carbon content on residual stresses and distortion. J. Phys. IV Fr. 2004, 120, 489–497. [Google Scholar] [CrossRef]
- Kanamori, H.; Ju, D.Y. Identification of heat transfer coefficients and simulation of quenching distortions on disk probe. Mater. Trans. 2020, 61, 884–892. [Google Scholar] [CrossRef]
- Saunders, N.; Guo, U.K.Z.; Li, X.; Miodownik, A.P.; Schillé, J.-P. Using JMatPro to model materials properties and behavior. JOM 2003, 55, 60–65. [Google Scholar] [CrossRef]















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Compositions | C | Si | Mn | Cr | Ti | P | S | Fe |
|---|---|---|---|---|---|---|---|---|
| Content | 0.2 | 0.2 | 1.1 | 1.15 | 0.07 | 0.02 | 0.02 | Bal. |
| Compositions | C | Si | Mn | Cr | P | S | Fe |
|---|---|---|---|---|---|---|---|
| Content | 0.2 | 0.2 | 1.1 | 1.15 | 0.02 | 0.02 | Bal. |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Li, X.; Ju, D.; Cao, J.; Wang, S.; Chen, Y.; He, F.; Li, H. Effect of Transformation Plasticity on Gear Distortion and Residual Stresses in Carburizing Quenching Simulation. Coatings 2021, 11, 1224. https://0-doi-org.brum.beds.ac.uk/10.3390/coatings11101224
Li X, Ju D, Cao J, Wang S, Chen Y, He F, Li H. Effect of Transformation Plasticity on Gear Distortion and Residual Stresses in Carburizing Quenching Simulation. Coatings. 2021; 11(10):1224. https://0-doi-org.brum.beds.ac.uk/10.3390/coatings11101224
Chicago/Turabian StyleLi, Xusheng, Dongying Ju, Jianting Cao, Sirui Wang, Yong Chen, Fangbo He, and Hui Li. 2021. "Effect of Transformation Plasticity on Gear Distortion and Residual Stresses in Carburizing Quenching Simulation" Coatings 11, no. 10: 1224. https://0-doi-org.brum.beds.ac.uk/10.3390/coatings11101224