
On the Effects of High and Ultra-High Rotational Speeds on the Strength, Corrosion Resistance, and Microstructure during Friction Stir Welding of Al 6061-T6 and 316L SS Alloys

Abstract
:1. Introduction
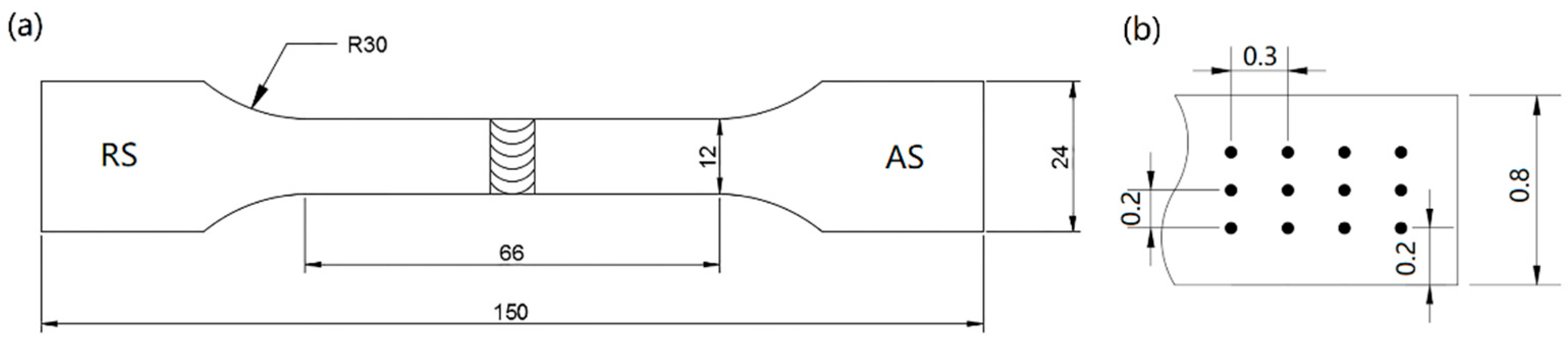
2. Materials and Methods
3. Results and Discussion
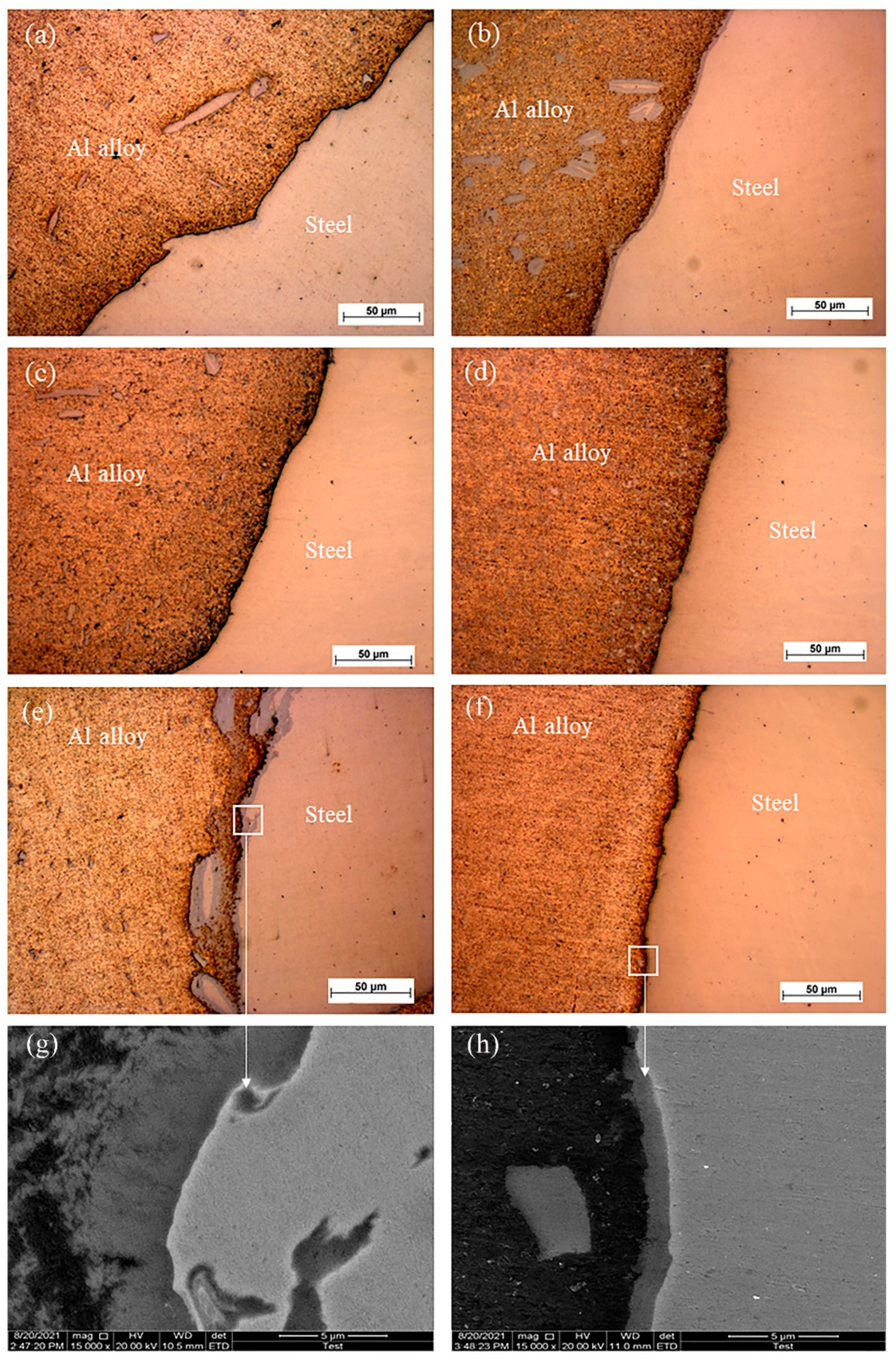
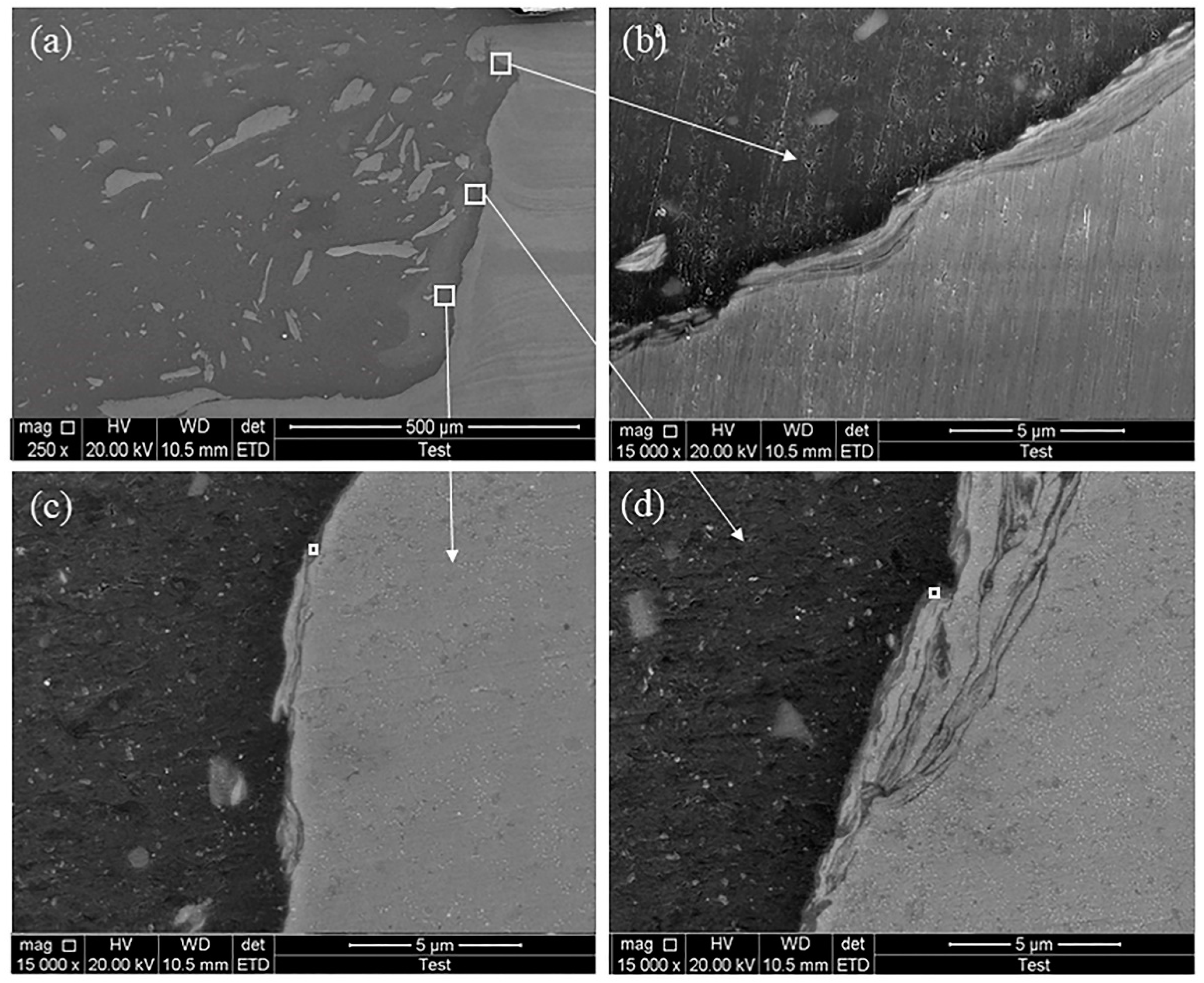
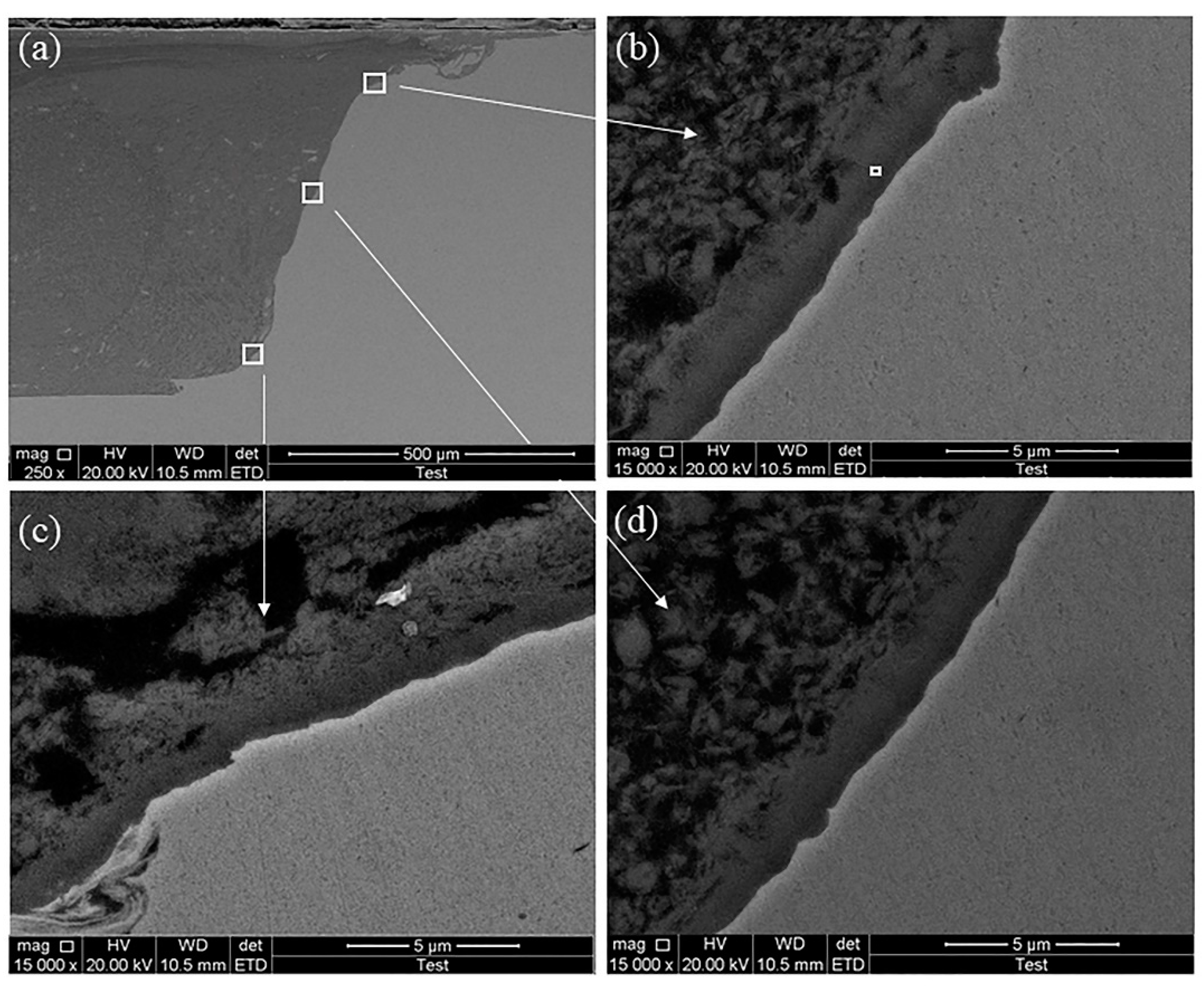
3.1. Microstructure and Interface Analysis of Joints
3.2. Thermal History and Formation of Diffusion Layer at the Al-Fe Interface
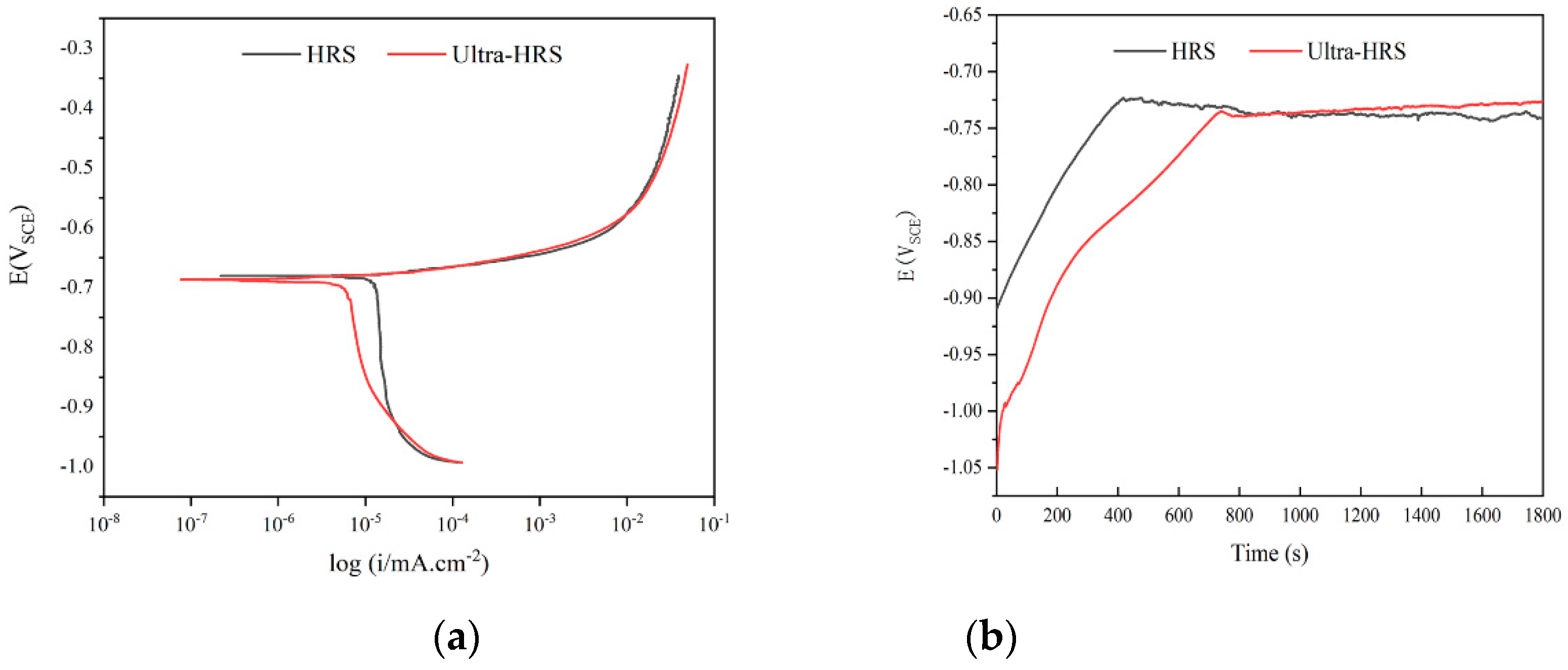
3.3. Electrochemical Test and Analysis
3.4. Microhardness Distribution of Joint Interface
3.5. Tensile Strength Test
3.6. Fracture Analysis
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Conflicts of Interest
References
- Li, K.; Liu, X.; Zhao, Y. Research Status and Prospect of Friction Stir Processing Technology. Coatings 2019, 9, 129. [Google Scholar] [CrossRef] [Green Version]
- Riahi, M.; Amini, A. Effect of different combinations of tailor-welded blank coupled with change in weld location on mechanical properties by laser welding. Int. J. Adv. Manuf. Technol. 2013, 67, 1937–1945. [Google Scholar] [CrossRef]
- Wan, L.; Huang, Y. Friction stir welding of dissimilar aluminum alloys and steels: A review. Int. J. Adv. Manuf. Technol. 2018, 99, 1781–1811. [Google Scholar] [CrossRef]
- Springer, H.; Kostka, A.; Payton, E.; Raabe, D.; Kaysser-Pyzalla, A.; Eggeler, G. On the formation and growth of intermetallic phases during interdiffusion between low-carbon steel and aluminum alloys. Acta Mater. 2011, 59, 1586–1600. [Google Scholar] [CrossRef]
- Wang, Z.; Bi, X.; Liu, B.; Xu, M.; Dong, Z. Adhesion enhancement of PEEK/6161-T6 FLJ joints via laser surface modification. Compos. Part. B Eng. 2021, 216, 108797. [Google Scholar] [CrossRef]
- Verma, R.P.; Pandey, K.; Sharma, Y. Effect of ER4043 and ER5356 filler wire on mechanical properties and microstructure of dissimilar aluminium alloys, 5083-O and 6061-T6 joint, welded by the metal inert gas welding. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2014, 229, 1021–1028. [Google Scholar] [CrossRef]
- Cabral-Miramontes, J.; Gaona-Tiburcio, C.; Estupinán-López, F.; Lara-Banda, M.; Zambrano-Robledo, P.; Nieves-Mendoza, D.; Maldonado-Bandala, E.; Chacón-Nava, J.; Almeraya-Calderón, F. Corrosion Resistance of Hard Coat Anodized AA 6061 in Citric–Sulfuric Solutions. Coatings 2020, 10, 601. [Google Scholar] [CrossRef]
- Liu, X.; Lan, S.; Ni, J. Analysis of process parameters effects on friction stir welding of dissimilar aluminum alloy to advanced high strength steel. Mater. Des. 2014, 59, 50–62. [Google Scholar] [CrossRef]
- Ramachandran, K.K.; Murugan, N.; Kumar, S.S. Effect of tool axis offset and geometry of tool pin profile on the characteristics of friction stir welded dissimilar joints of aluminum alloy AA5052 and HSLA steel. Mater. Sci. Eng. A 2015, 639, 219–233. [Google Scholar] [CrossRef]
- An, J.; Liu, Y.B.; Zhang, M.Z.; Yang, B. Effect of Si on the interfacial bonding strength of Al–Pb alloy strips and hot-dip aluminized steel sheets by hot rolling. J. Mater. Process. Technol. 2002, 120, 30–36. [Google Scholar] [CrossRef]
- Kaushik, P.; Dwivedi, D.K. Induction preheating in FSW of Al-Steel combination. Mater. Today Proc. 2021, 46, 1091–1095. [Google Scholar] [CrossRef]
- Sisan, M.M.; Sereshki, M.A.; Khorsand, H.; Siadati, M. Carbon coating for corrosion protection of SS-316L and AA-6061 as bipolar plates of PEM fuel cells. J. Alloy. Compd. 2014, 613, 288–291. [Google Scholar] [CrossRef]
- Öztürk, B. Energy consumption model for the pipe threading process using 10 wt.% Cu and 316L stainless steel powder-reinforced aluminum 6061 fittings. Mater. Test. 2019, 61, 797–805. [Google Scholar] [CrossRef]
- Kap, I.; Starostin, M.; Shter, G.E.; Grader, G.S. Corrosion of aluminium, stainless steels and AISI 680 nickel alloy in nitrogen-based fuels. Mater. Corros. 2011, 63, 571–579. [Google Scholar] [CrossRef]
- Chen, C.S.; Peng, X.L.; Li, Y.L.; Hu, X.W.; Wang, W.Q. Influence of Cu Coating on the Microstructure and Mechanical Properties of Laser Welded Joints in Dissimilar Metals. Lasers Eng. 2019, 43, 131–144. [Google Scholar]
- Guan, Q.; Long, J.; Yu, P.; Jiang, S.; Huang, W.; Zhou, J. Effect of steel to aluminum laser welding parameters on mechanical properties of weld beads. Opt. Laser Technol. 2019, 111, 387–394. [Google Scholar] [CrossRef]
- Mohan, D.G.; Tomków, J.; Gopi, S. Induction Assisted Hybrid Friction Stir Welding of Dissimilar Materials AA5052 Aluminium Alloy and X12Cr13 Stainless Steel. Adv. Mater. Sci. 2021, 21, 17–30. [Google Scholar] [CrossRef]
- Tylecote, R.F. The Solid Phase Welding of Metals; Hodder & Stoughton Educational: London, UK, 1968. [Google Scholar]
- Liu, F.; Dong, P.; Zhang, J.; Lu, W.; Taub, A.; Sun, K. Alloy amorphization through nanoscale shear localization at Al-Fe interface. Mater. Today Phys. 2020, 15, 100252. [Google Scholar] [CrossRef]
- Liu, F.; Dong, P. From thick intermetallic to nanoscale amorphous phase at Al-Fe joint interface: Roles of friction stir welding conditions. Scr. Mater. 2021, 191, 167–172. [Google Scholar] [CrossRef]
- Chen, S.; Zhou, Y.; Xue, J.; Ni, R.; Guo, Y.; Dong, J. High Rotation Speed Friction Stir Welding for 2014 Aluminum Alloy Thin Sheets. J. Mater. Eng. Perform. 2017, 26, 1337–1345. [Google Scholar] [CrossRef]
- Liu, F.J.; Fu, L.; Chen, H.Y. Effect of high rotational speed on temperature distribution, microstructure evolution, and mechanical properties of friction stir welded 6061-T6 thin plate joints. Int. J. Adv. Manuf. Technol. 2018, 96, 1823–1833. [Google Scholar] [CrossRef]
- Zhang, H.J.; Wang, M.; Qi, R.L.; Zhu, Z.; Zhang, X.; Yu, T.; Wu, Z.Q. Effect of rotation speed on nugget structure and property of high rotation speed friction stir welded Al-Mn aluminum alloy. Int. J. Adv. Manuf. Technol. 2017, 92, 2401–2410. [Google Scholar] [CrossRef]
- Mohan, R.; Jayadeep, U.B.; Manu, R. CFD modelling of ultra-high rotational speed micro friction stir welding. J. Manuf. Process. 2021, 64, 1377–1386. [Google Scholar] [CrossRef]
- Zhang, C.; Qin, Z.; Rong, C.; Shi, W.; Wang, S. The Preliminary Exploration of Micro-Friction Stir Welding Process and Material Flow of Copper and Brass Ultra-Thin Sheets. Materials 2020, 13, 2401. [Google Scholar] [CrossRef] [PubMed]
- Park, S.; Joo, Y.; Kang, M. Effect of Backing Plate Materials in Micro-Friction Stir Butt Welding of Dissimilar AA6061-T6 and AA5052-H32 Aluminum Alloys. Metals 2020, 10, 933. [Google Scholar] [CrossRef]
- Barnes, S.J.; Bhatti, A.R.; Steuwer, A.; Johnson, R.M.; Altenkirch, J.; Withers, P. Friction Stir Welding in HSLA-65 Steel: Part I. Influence of Weld Speed and Tool Material on Microstructural Development. Met. Mater. Trans. A 2012, 43, 2342–2355. [Google Scholar] [CrossRef]
- Kumar, K.; Kailas, S.V. The role of friction stir welding tool on material flow and weld formation. Mater. Sci. Eng. A 2008, 485, 367–374. [Google Scholar] [CrossRef] [Green Version]
- Kumar, R.; Singh, K.; Pandey, S. Process forces and heat input as function of process parameters in AA5083 friction stir welds. Trans. Nonferrous Met. Soc. China 2012, 22, 288–298. [Google Scholar] [CrossRef]
- Nandan, R.; Debroy, T.; Bhadeshia, H. Recent advances in friction-stir welding–Process, weldment structure and properties. Prog. Mater. Sci. 2008, 53, 980–1023. [Google Scholar] [CrossRef] [Green Version]
- Pew, J.W.; Nelson, T.W.; Sorensen, C.D. Torque based weld power model for friction stir welding. Sci. Technol. Weld. Join. 2007, 12, 341–347. [Google Scholar] [CrossRef]
- Yeremenko, V.N.; Natanzon, Y.V.; Dybkov, V.I. The effect of dissolution on the growth of the Fe2Al5 interlayer in the solid iron -liquid aluminium system. J. Mater. Sci. 1981, 16, 1748–1756. [Google Scholar] [CrossRef]
- Lee, W.-B.; Schmuecker, M.; Mercardo, U.A.; Biallas, G.; Jung, S.-B. Interfacial reaction in steel–aluminum joints made by friction stir welding. Scr. Mater. 2006, 55, 355–358. [Google Scholar] [CrossRef]
- Mahoney, M.W.; Rhodes, C.G.; Flintoff, J.G.; Bingel, W.H.; Spurling, R.A. Properties of friction-stir-welded 7075 T651 aluminum. Metall. Mater. Trans. A 1998, 29, 1955–1964. [Google Scholar] [CrossRef]
- Hirano, K.-I.; Agarwala, R.; Cohen, M. Diffusion of iron, nickel and cobalt in aluminum. Acta Met. 1962, 10, 857–863. [Google Scholar] [CrossRef]
- Hood, G.M. The diffusion of iron in aluminium. Philos. Mag. 1970, 21, 305–328. [Google Scholar] [CrossRef]
- Qin, T.; Lin, X.; Yu, J.; Wang, M.; Guo, P.; Li, J.; Zhang, Y.; Liu, J.; Zhang, S.; Huang, W. Performance of different microstructure on electrochemical behaviors of laser solid formed Ti–6Al–4V alloy in NaCl solution. Corros. Sci. 2021, 185, 109392. [Google Scholar] [CrossRef]
- Tang, Y.; Shen, X.; Qiao, Y.; Yang, L.; Chen, J.; Lu, D.; Zhang, Z. Corrosion Behavior of a Selective Laser Melted Inconel 718 Alloy in a 3.5 wt.% NaCl Solution. J. Mater. Eng. Perform. 2021, 30, 5506–5514. [Google Scholar] [CrossRef]
- Qiao, Y.; Wang, X.; Yang, L.; Wang, X.; Chen, J.; Wang, Z.; Zhou, H.; Zou, J.; Wang, F. Effect of aging treatment on microstructure and corrosion behavior of a Fe-18Cr-15Mn-0.66N stainless steel. J. Mater. Sci. Technol. 2021, 107, 197–206. [Google Scholar] [CrossRef]
- Chen, Z.; Hu, H.; Guo, X.; Zheng, Y. Effect of groove depth on the slurry erosion of V-shaped grooved surfaces. Wear 2022, 488–489, 204133. [Google Scholar] [CrossRef]
- Gupta, R.K.; Das, H.; Pal, T.K. Influence of Processing Parameters on Induced Energy, Mechanical and Corrosion Properties of FSW Butt Joint of 7475 AA. J. Mater. Eng. Perform. 2012, 21, 1645–1654. [Google Scholar] [CrossRef]
- Knibloe, J.R.; Wright, R.N.; Trybus, C.L. Microstructure and mechanical properties of Fe3Al alloys with chromium. J. Mater. Sci. 1993, 28, 2040–2048. [Google Scholar] [CrossRef]
- Johnson, M.; Mikkola, D.E.; March, P.A.; Wright, R.N. The resistance of nickel and iron aluminides to cavitation erosion and abrasive wear-ScienceDirect. Wear 1990, 140, 279–289. [Google Scholar] [CrossRef]
- Jin, H.O.; Ko, C.; Saimoto, S.; Threadgill, P.L. Microstructure of Friction Stir Welded Joints in AA5182. Mater. Sci. Forum 2000, 331–337, 1725–1730. [Google Scholar] [CrossRef]
- Miles, M.P.; Pew, J.; Nelson, T.W.; Li, M. Comparison of formability of friction stir welded and laser welded dual phase 590 steel sheets. Sci. Technol. Weld. Join. 2006, 11, 384–388. [Google Scholar] [CrossRef]
















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Base | Chemical Composition (Wt.%) | |||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Material | C | Cu | Si | Fe | Mn | Mg | Zn | Mo | Cr | Ni | Ti | Al |
| 6061-T6 | - | 0.11 | 0.6 | 0.7 | 0.15 | 0.9 | 0.25 | - | 0.09 | - | 0.15 | Bal. |
| 316L | 0.023 | - | 0.45 | Bal. | 1.36 | - | - | 2.07 | 16.75 | 10.05 | - | - |
| Serial Number | Process Type | Rotational Speed (R) (rpm) | Welding Speed (FT) (mm/min) | Tool Offset (Offset) (mm) |
|---|---|---|---|---|
| 1 | HRS | 10,000 | 80 | 0.70 |
| 2 | HRS | 10,000 | 80 | 0.55 |
| 3 | Ultra-HRS | 18,000 | 400 | 0.70 |
| 4 | Ultra-HRS | 18,000 | 400 | 0.55 |
| Serial Number | Al (wt%) | Fe (wt%) | IMC |
|---|---|---|---|
| 1 | 70.8 | 29.2 | FeAl3 |
| 2 | 75.4 | 24.6 | FeAl3 |
| 3 | 15.8 | 84.2 | Fe3Al |
| 4 | 17.4 | 82.6 | Fe3Al |
| Serial Number | Top (μm) | Middle (μm) | Bottom (μm) | Average Value (μm) |
|---|---|---|---|---|
| 1 | 1.19 | 0.456 | 0.2914 | 0.646 |
| 2 | 2.782 | 2.164 | 3.552 | 2.833 |
| 3 | 1.469 | 0.369 | 0.589 | 0.809 |
| 4 | 2.414 | 1.633 | 2.319 | 2.122 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Li, Z.; Chen, S.; Meng, L.; Gao, Y.; Yang, Z.; Shi, M.; Chen, X.; Zhang, H.; Zhang, Y. On the Effects of High and Ultra-High Rotational Speeds on the Strength, Corrosion Resistance, and Microstructure during Friction Stir Welding of Al 6061-T6 and 316L SS Alloys. Coatings 2021, 11, 1550. https://0-doi-org.brum.beds.ac.uk/10.3390/coatings11121550
Li Z, Chen S, Meng L, Gao Y, Yang Z, Shi M, Chen X, Zhang H, Zhang Y. On the Effects of High and Ultra-High Rotational Speeds on the Strength, Corrosion Resistance, and Microstructure during Friction Stir Welding of Al 6061-T6 and 316L SS Alloys. Coatings. 2021; 11(12):1550. https://0-doi-org.brum.beds.ac.uk/10.3390/coatings11121550
Chicago/Turabian StyleLi, Zhipeng, Shujin Chen, Lingfei Meng, Yang Gao, Zhidong Yang, Mingxiao Shi, Xinyi Chen, Hao Zhang, and Yuye Zhang. 2021. "On the Effects of High and Ultra-High Rotational Speeds on the Strength, Corrosion Resistance, and Microstructure during Friction Stir Welding of Al 6061-T6 and 316L SS Alloys" Coatings 11, no. 12: 1550. https://0-doi-org.brum.beds.ac.uk/10.3390/coatings11121550