
Non-Destructive Subsurface Inspection of Marine and Protective Coatings Using Near- and Mid-Infrared Optical Coherence Tomography

 , , , ,
, , , , {kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
2. Materials and Methods
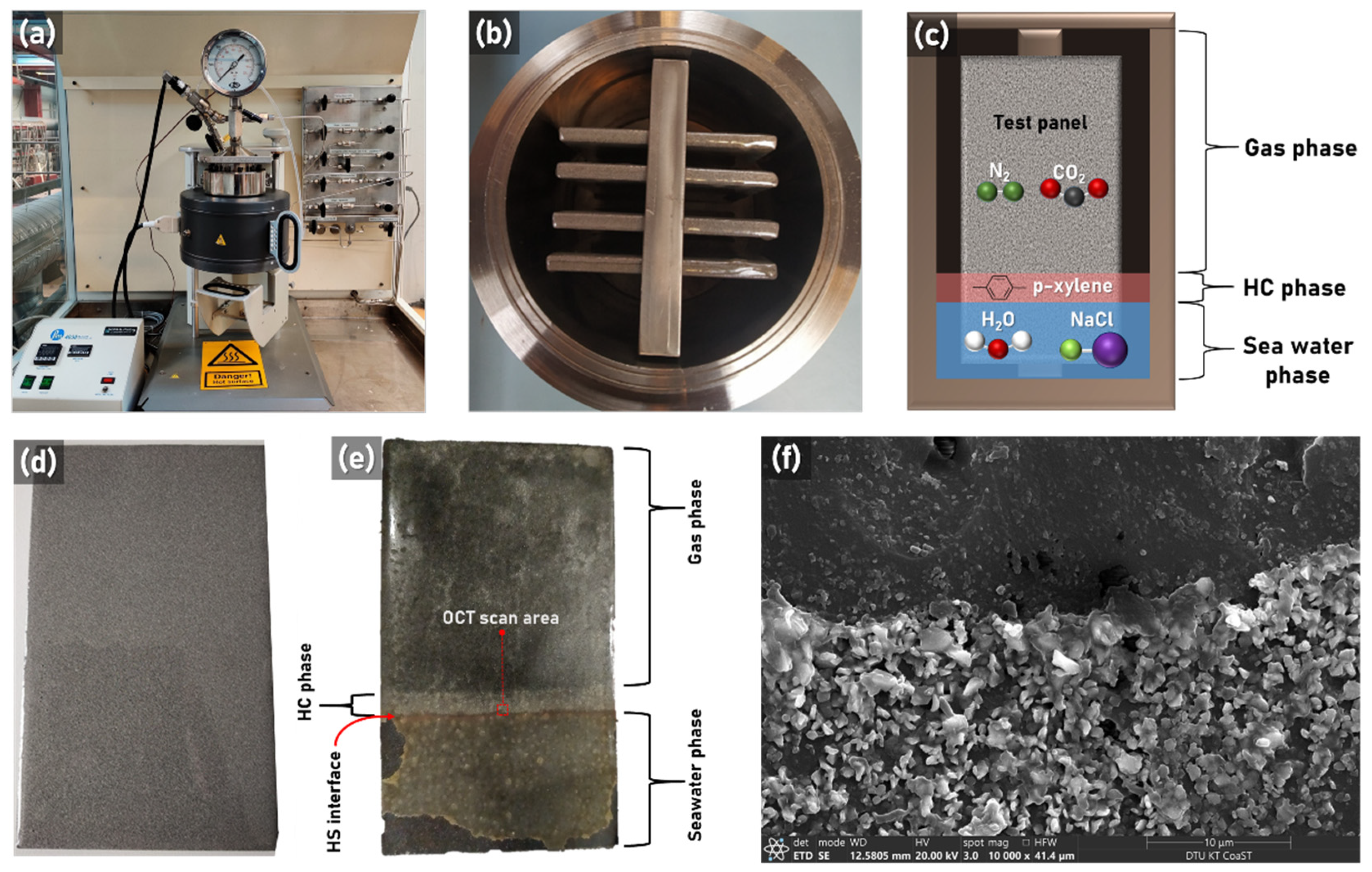
2.1. Transparent Coating Sample Preparation and Testing
2.2. Commercial Marine Coatings
2.3. NIR UHR-OCT System
2.4. MIR OCT System
3. Results and Discussion
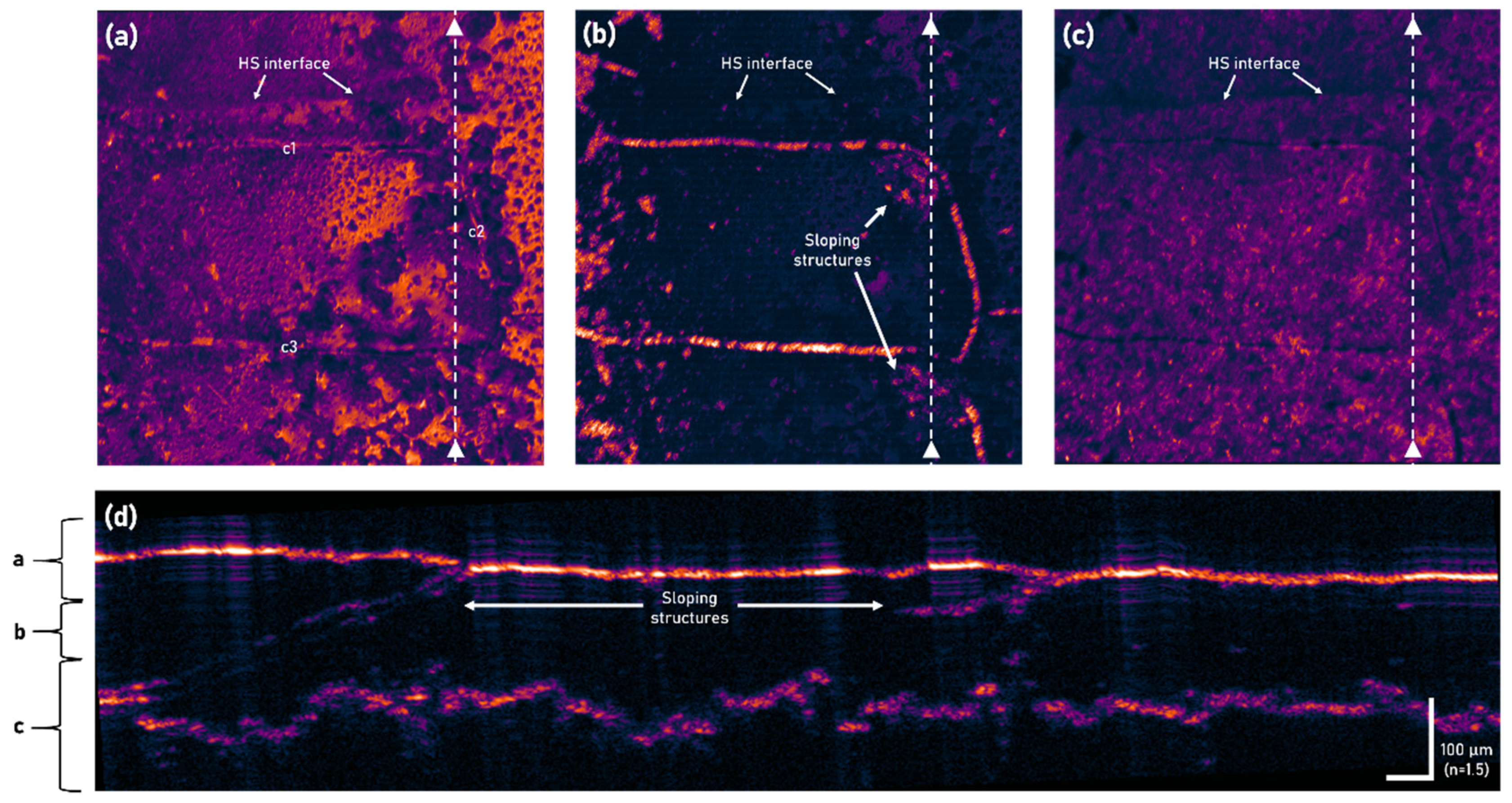
3.1. NIR UHR-OCT Inspection of Cracks and Defects in Transparent Coating Samples
3.2. Mid-Infrared OCT for Inspection of Commerical Marine Coatings
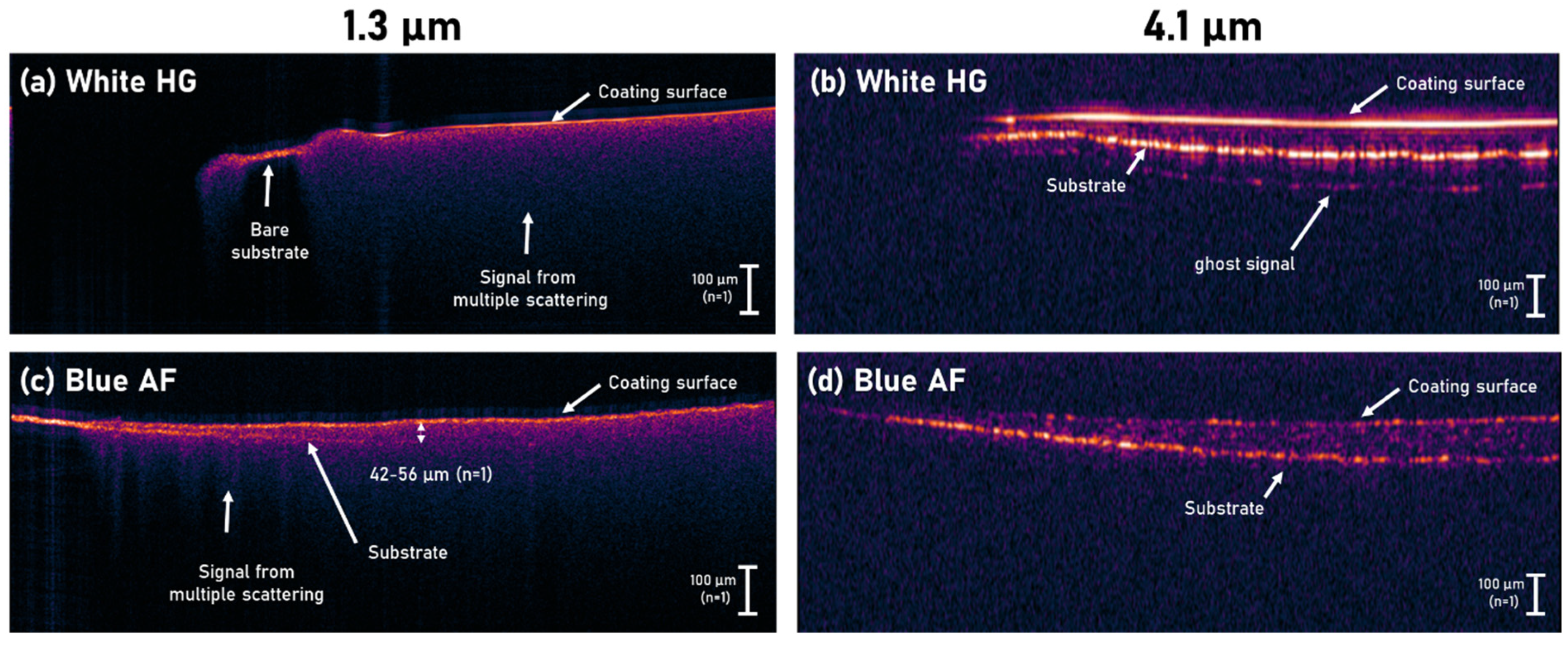
3.2.1. Scattering in NIR vs. MIR OCT
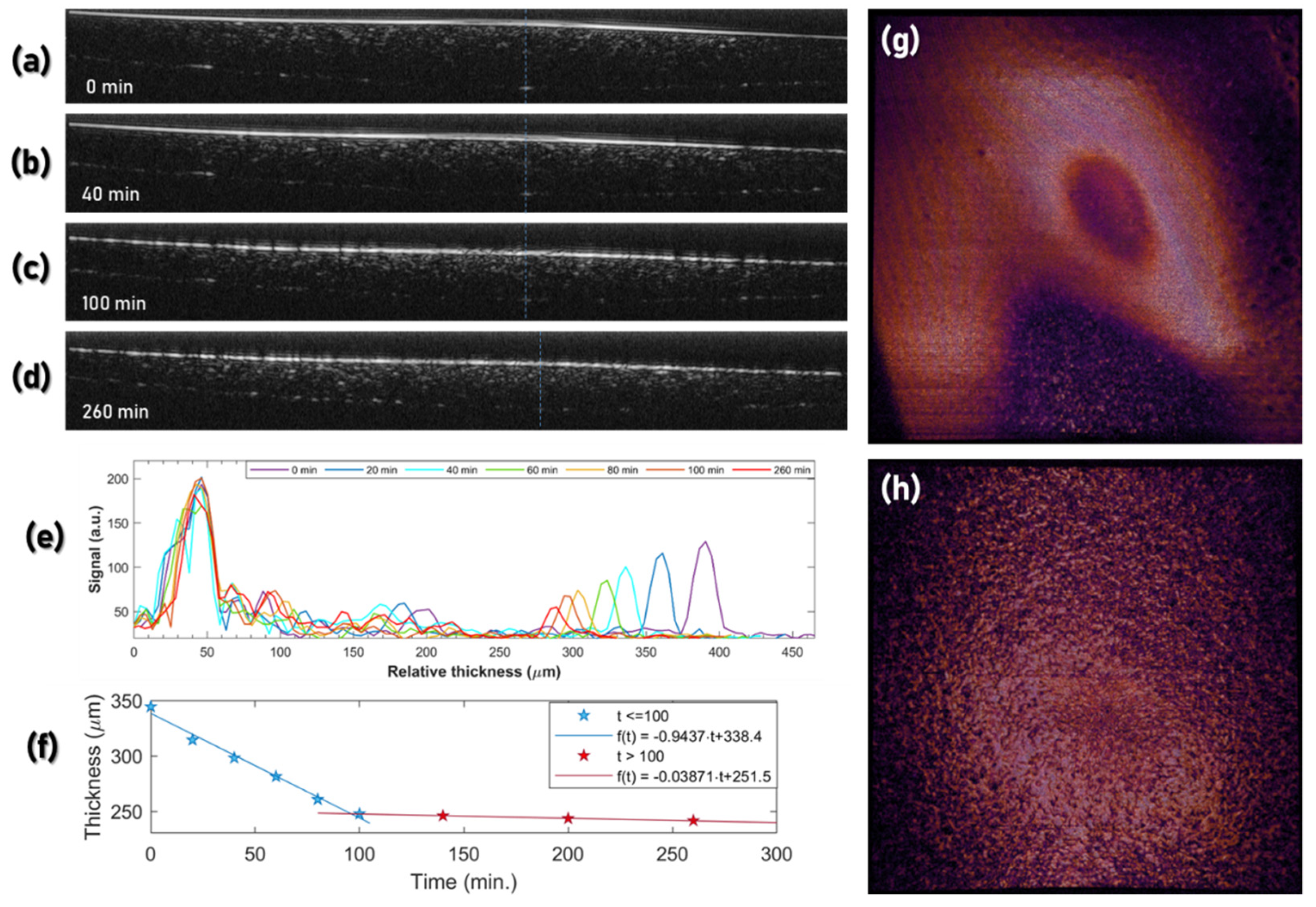
3.2.2. Measurements on Curing Wet Coating
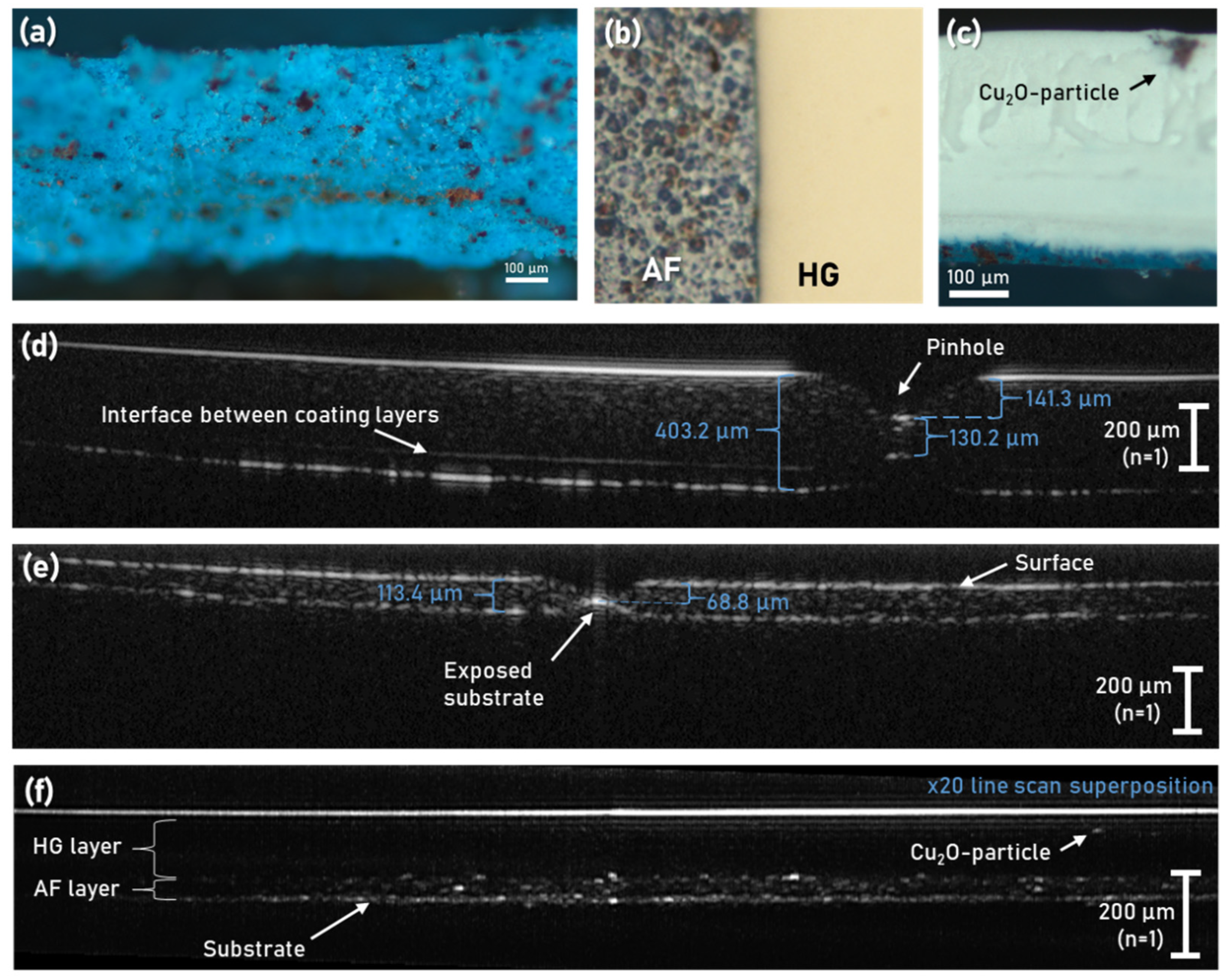
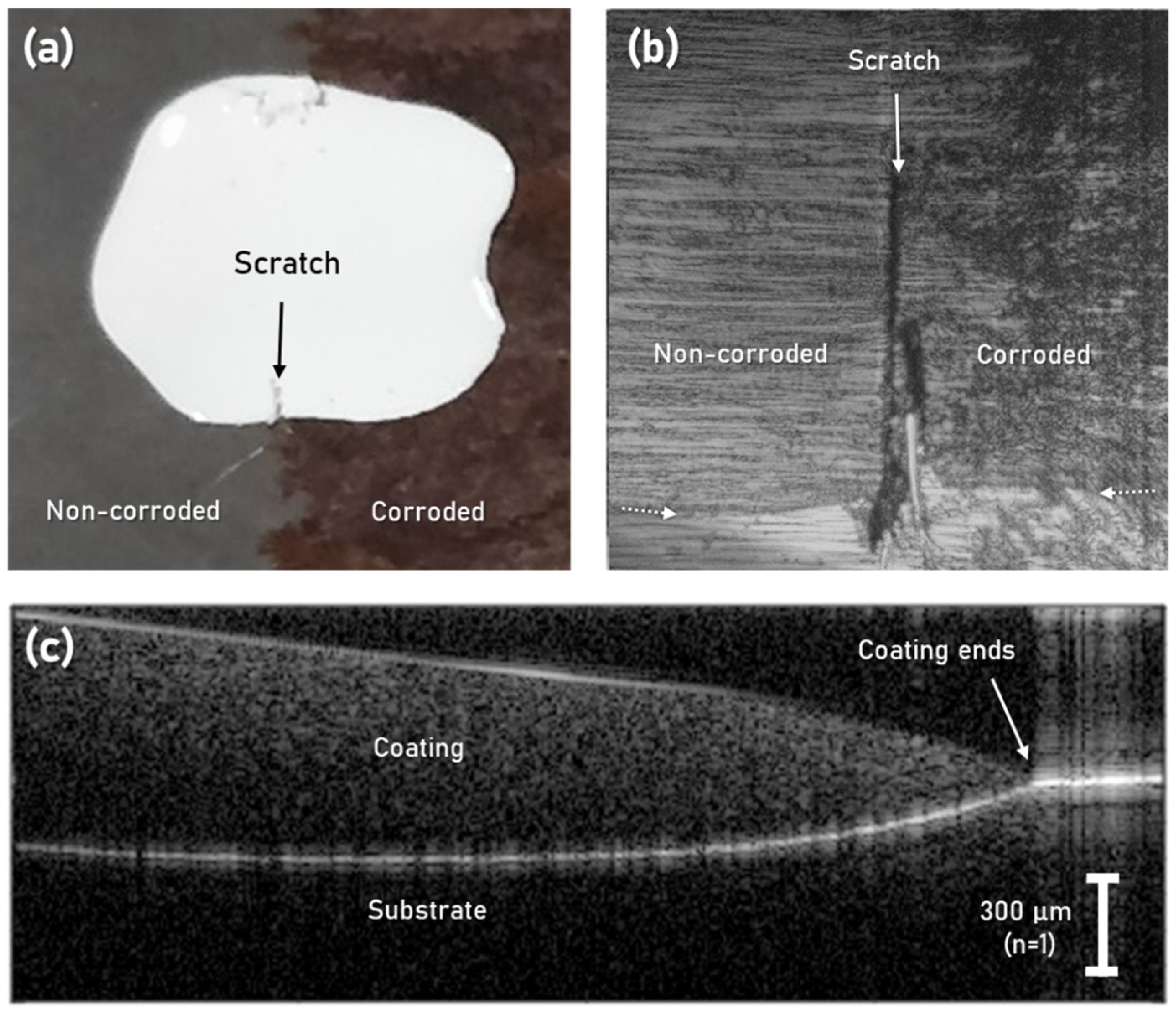
3.2.3. Corrosion Detection
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Popoola, L.T.; Grema, A.S.; Latinwo, G.K.; Gutti, B.; Balogun, A.S. Corrosion problems during oil and gas production and its mitigation. Int. J. Ind. Chem. 2013, 4, 35. [Google Scholar] [CrossRef] [Green Version]
- Sørensen, P.A.; Kiil, S.; Dam-Johansen, K.; Weinell, C.E. Anticorrosive coatings: A review. J. Coat. Technol. Res. 2009, 6, 135–176. [Google Scholar] [CrossRef]
- Rajagopalan, N.; Weinell, C.E.; Dam-Johansen, K.; Kiil, S. Degradation mechanisms of amine-cured epoxy novolac and bisphenol F resins under conditions of high pressures and high temperatures. Prog. Org. Coat. 2021, 156, 106268. [Google Scholar] [CrossRef]
- Alig, I.; Tadjbach, S.; Krüger, P.; Oehler, H.; Lellinger, D. Characterization of coating systems by scanning acoustic microscopy: Debonding, blistering and surface topology. Prog. Org. Coat. 2009, 64, 112–119. [Google Scholar] [CrossRef]
- Bi, H.; Weinell, C.E.; de Pablo, R.A.; Varela, B.S.; Carro, S.G.; Ruiz, Á.R.; Dam-Johansen, K. Rust creep assessment—A comparison between a destructive method according to ISO 12944 and selected non-destructive methods. Prog. Org. Coat. 2021, 157, 106293. [Google Scholar] [CrossRef]
- Alves-Lima, D.; Song, J.; Li, X.; Portieri, A.; Shen, Y.; Zeitler, J.A.; Lin, H. Review of terahertz pulsed imaging for pharmaceutical film coating analysis. Sensors 2020, 20, 1441. [Google Scholar] [CrossRef] [Green Version]
- Krimi, S.; Klier, J.; Jonuscheit, J.; von Freymann, G.; Urbansky, R.; Beigang, R. Highly accurate thickness measurement of multi-layered automotive paints using terahertz technology. Appl. Phys. Lett. 2016, 109, 021105. [Google Scholar] [CrossRef]
- Zeitler, J.; Gladden, L. In-vitro tomography and non-destructive imaging at depth of pharmaceutical solid dosage forms. Eur. J. Pharm. Biopharm. 2009, 71, 2–22. [Google Scholar] [CrossRef] [PubMed]
- Bradley, R.S.; Liu, Y.; Burnett, T.L.; Zhou, X.; Lyon, S.B.; Withers, P.J.; Gholinia, A.; Hashimoto, T.; Graham, D.; Gibbon, S.R.; et al. Time-lapse lab-based X-ray nano-CT study of corrosion damage. J. Microsc. 2017, 267, 98–106. [Google Scholar] [CrossRef] [Green Version]
- Wang, Y.; Adrien, J.; Normand, B. Porosity Characterization of Cold Sprayed Stainless Steel Coating Using Three-Dimensional X-ray Microtomography. Coatings 2018, 8, 326. [Google Scholar] [CrossRef] [Green Version]
- Qu, Z.; Jiang, P.; Zhang, W. Development and Application of Infrared Thermography Non-Destructive Testing Techniques. Sensors 2020, 20, 3851. [Google Scholar] [CrossRef]
- Liu, Z.; Jiao, D.; Shi, W.; Xie, H. Linear laser fast scanning thermography NDT for artificial disbond defects in thermal barrier coatings. Opt. Express 2017, 25, 31789–31800. [Google Scholar] [CrossRef] [PubMed]
- Israelsen, N.M.; Maria, M.; Mogensen, M.; Bojesen, S.; Jensen, M.; Haedersdal, M.; Podoleanu, A.; Bang, O. The value of ultrahigh resolution OCT in dermatology—Delineating the dermo-epidermal junction, capillaries in the dermal papillae and vellus hairs. Biomed. Opt. Express 2018, 9, 2240–2265. [Google Scholar] [CrossRef] [Green Version]
- Nishizawa, N.; Kawagoe, H.; Yamanaka, M.; Matsushima, M.; Mori, K.; Kawabe, T. Wavelength Dependence of Ultrahigh-Resolution Optical Coherence Tomography Using Supercontinuum for Biomedical Imaging. IEEE J. Sel. Top. Quantum Electron. 2019, 25, 1–15. [Google Scholar] [CrossRef]
- Hartl, I.; Li, X.D.; Chudoba, C.; Ghanta, R.K.; Ko, T.H.; Fujimoto, J.G.; Ranka, J.K.; Windeler, R.S. Ultrahigh-resolution optical coherence tomography using continuum generation in an air–silica microstructure optical fiber. Opt. Lett. 2001, 26, 608–610. [Google Scholar] [CrossRef] [PubMed]
- Jahromi, K.E.; Nematollahi, M.; Pan, Q.; Abbas, M.A.; Cristescu, S.M.; Harren, F.J.M.; Khodabakhsh, A. Sensitive multi-species trace gas sensor based on a high repetition rate mid-infrared supercontinuum source. Opt. Express 2020, 28, 26091–26101. [Google Scholar] [CrossRef] [PubMed]
- Petersen, C.R.; Prtljaga, N.; Farries, M.; Ward, J.; Napier, B.; Lloyd, G.R.; Nallala, J.; Stone, N.; Bang, O. Mid-infrared multispectral tissue imaging using a chalcogenide fiber supercontinuum source. Opt. Lett. 2018, 43, 999–1002. [Google Scholar] [CrossRef]
- Israelsen, N.M.; Petersen, C.R.; Barh, A.; Jain, D.; Jensen, M.; Hannesschläger, G.; Tidemand-Lichtenberg, P.; Pedersen, C.; Podoleanu, A.; Bang, O. Real-time high-resolution mid-infrared optical coherence tomography. Light Sci. Appl. 2019, 8, 11. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Zorin, I.; Su, R.; Prylepa, A.; Kilgus, J.; Brandstetter, M.; Heise, B. Mid-infrared Fourier-domain optical coherence tomography with a pyroelectric linear array. Opt. Express 2018, 26, 33428–33439. [Google Scholar] [CrossRef]
- Lenz, M.; Mazzon, C.; Dillmann, C.; Gerhardt, N.; Welp, H.; Prange, M.; Hofmann, M. Spectral Domain Optical Coherence Tomography for Non-Destructive Testing of Protection Coatings on Metal Substrates. Appl. Sci. 2017, 7, 364. [Google Scholar] [CrossRef] [Green Version]
- Cheung, C.S.; Daniel, J.M.O.; Tokurakawa, M.; Clarkson, W.A.; Liang, H. High resolution Fourier domain optical coherence tomography in the 2 μm wavelength range using a broadband supercontinuum source. Opt. Express 2015, 23, 1992–2001. [Google Scholar] [CrossRef] [Green Version]
- Dong, Y.; Lawman, S.; Zheng, Y.; Williams, D.; Zhang, J.; Shen, Y.-C. Nondestructive analysis of automotive paints with spectral domain optical coherence tomography. Appl. Opt. 2016, 55, 3695–3700. [Google Scholar] [CrossRef] [Green Version]
- Wang, C.; Zhang, N.; Sun, Z.; Li, Z.; Li, Z.; Xu, X. Recovering hidden sub-layers of repainted automotive paint by 3D optical coherence tomography. Aust. J. Forensic Sci. 2019, 51, 331–339. [Google Scholar] [CrossRef]
- Zhang, N.; Wang, C.; Sun, Z.; Mei, H.; Huang, W.; Xu, L.; Xie, L.; Guo, J.; Yan, Y.; Li, Z.; et al. Characterization of automotive paint by optical coherence tomography. Forensic Sci. Int. 2016, 266, 239–244. [Google Scholar] [CrossRef] [PubMed]
- Zhang, J.; Williams, B.M.; Lawman, S.; Atkinson, D.; Zhang, Z.; Shen, Y.; Zheng, Y. Non-destructive analysis of flake properties in automotive paints with full-field optical coherence tomography and 3D segmentation. Opt. Express 2017, 25, 18614–18626. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Targowski, P.; Iwanicka, M. Optical Coherence Tomography: Its role in the non-invasive structural examination and conservation of cultural heritage objects—A review. Appl. Phys. A 2012, 106, 265–277. [Google Scholar] [CrossRef] [Green Version]
- Invernizzi, C.; Fiocco, G.; Iwanicka, M.; Targowski, P.; Piccirillo, A.; Vagnini, M.; Licchelli, M.; Malagodi, M.; Bersani, D. Surface and Interface Treatments on Wooden Artefacts: Potentialities and Limits of a Non-Invasive Multi-Technique Study. Coatings 2020, 11, 29. [Google Scholar] [CrossRef]
- Zhang, Z.; Williams, B.; Zheng, Y.; Lin, H.; Shen, Y. Differentiating generic versus branded pharmaceutical tablets using ultra-high-resolution optical coherence tomography. Coatings 2019, 9, 326. [Google Scholar] [CrossRef] [Green Version]
- Yebra, D.M.; Kiil, S.; Dam-Johansen, K. Antifouling technology—Past, present and future steps towards efficient and environmentally friendly antifouling coatings. Prog. Org. Coat. 2004, 50, 75–104. [Google Scholar] [CrossRef]
- Zubielewicz, M.; Gnot, W. Mechanisms of non-toxic anticorrosive pigments in organic waterborne coatings. Prog. Org. Coat. 2004, 49, 358–371. [Google Scholar] [CrossRef]
- Mishnaevsky, L.; Fæster, S.; Mikkelsen, L.P.; Kusano, Y.; Bech, J.I. Micromechanisms of leading edge erosion of wind turbine blades: X-ray tomography analysis and computational studies. Wind Energy 2020, 23, 547–562. [Google Scholar] [CrossRef]
- Wang, X.; Weinell, C.E.; Tobar, V.; Olsen, S.M.; Kiil, S. Leveling measurements of antifouling coatings using an optical profilometer: Effects of additives and solvent concentration and type. Prog. Org. Coat. 2019, 132, 159–168. [Google Scholar] [CrossRef]
- Guillaumin, V.; Landolt, D. Effect of dispersion agent on the degradation of a water borne paint on steel studied by scanning acoustic microscopy and impedance. Corros. Sci. 2002, 44, 179–189. [Google Scholar] [CrossRef]







Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Petersen, C.R.; Rajagopalan, N.; Markos, C.; Israelsen, N.M.; Rodrigo, P.J.; Woyessa, G.; Tidemand-Lichtenberg, P.; Pedersen, C.; Weinell, C.E.; Kiil, S.; et al. Non-Destructive Subsurface Inspection of Marine and Protective Coatings Using Near- and Mid-Infrared Optical Coherence Tomography. Coatings 2021, 11, 877. https://0-doi-org.brum.beds.ac.uk/10.3390/coatings11080877
Petersen CR, Rajagopalan N, Markos C, Israelsen NM, Rodrigo PJ, Woyessa G, Tidemand-Lichtenberg P, Pedersen C, Weinell CE, Kiil S, et al. Non-Destructive Subsurface Inspection of Marine and Protective Coatings Using Near- and Mid-Infrared Optical Coherence Tomography. Coatings. 2021; 11(8):877. https://0-doi-org.brum.beds.ac.uk/10.3390/coatings11080877
Chicago/Turabian StylePetersen, Christian R., Narayanan Rajagopalan, Christos Markos, Niels M. Israelsen, Peter J. Rodrigo, Getinet Woyessa, Peter Tidemand-Lichtenberg, Christian Pedersen, Claus E. Weinell, Søren Kiil, and et al. 2021. "Non-Destructive Subsurface Inspection of Marine and Protective Coatings Using Near- and Mid-Infrared Optical Coherence Tomography" Coatings 11, no. 8: 877. https://0-doi-org.brum.beds.ac.uk/10.3390/coatings11080877