
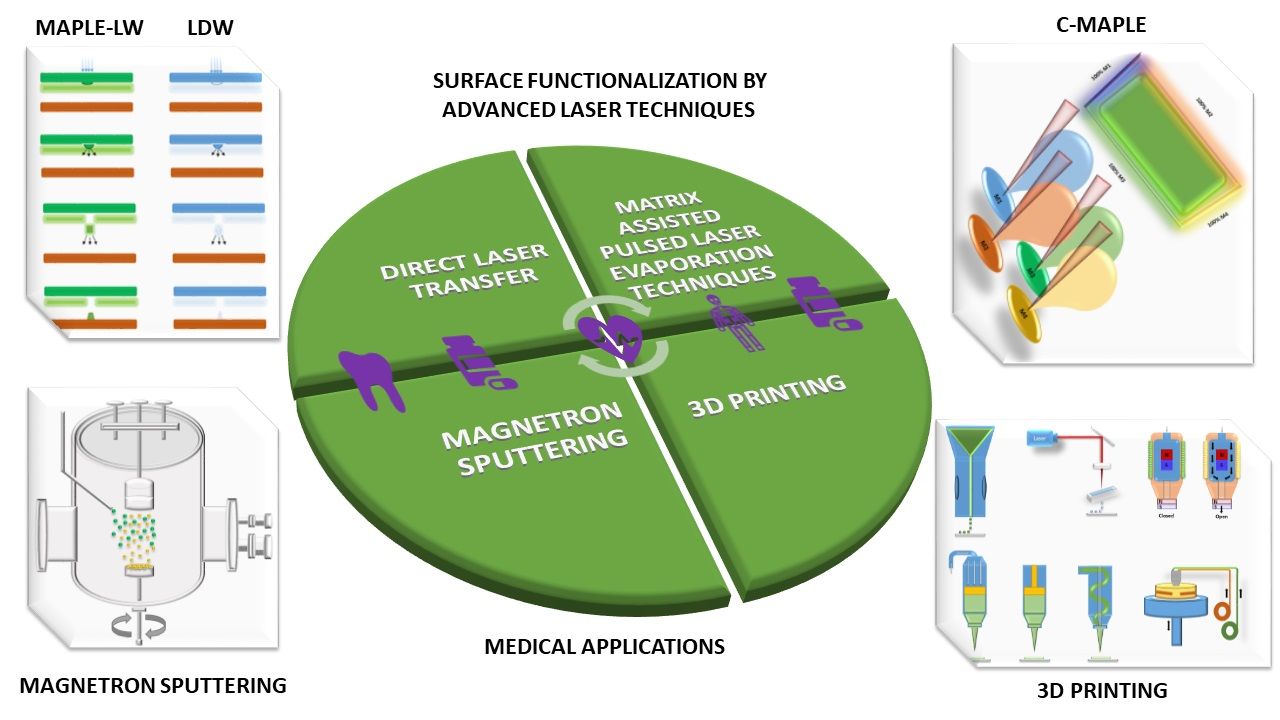
Coatings Functionalization via Laser versus Other Deposition Techniques for Medical Applications: A Comparative Review


 ,
,
Abstract
:
1. Introduction

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Strategies for Material Surfaces Functionalization | Techniques | Remarks | Refs. |
|---|---|---|---|
| Mechanical functionalization | Polishing processes | The expression of protein adhesion varies concerning the surface roughness. These results indicate a direct relationship between the decrease of cell adhesion and the increase of cell proliferation on mirror-polished materials. | [10] |
| Physical functionalization methods | Plasma spraying (PS) | Thermal technique; economical and safe. | [14] |
| Physical vapor deposition (PVD) | Vacuum deposition; utilize all inorganic and some organic materials; strong adhesion. | [15] | |
| Machining | A simple method to increase roughness; slow and inefficient. | [16] | |
| Laser treatment | Achieving complex and precise topography; rapid and clean. | [17] | |
| 3D bioprinting | Producing complex 3D structures; uncomplicated process; energy and biomaterials saving. | [18] | |
| Combinatorial-matrix-assisted pulsed laser evaporation technique (C-MAPLE) | Allows the manufacture of thin films from two combined organic materials and the identification of the optimal dosage in the deposited structures. | [19,20] | |
| Magnetron sputtering | Strong adherence to the substrate, wide range of coating materials. | [21,22] | |
| Direct laser transfer (LDW) | A simple, versatile, and very advantageous method of obtaining structures from various materials arranged in a controlled geometric pattern. | [23] | |
| Chemical functionalization | Sol–gel | Low-temperature technique; drugs delivery. | [24] |
| Anodic oxidation (anodization) | An accelerated electrochemical process; enhancing the corrosion resistance, creating nanometer features. | [25] | |
| Chemical vapor deposition (CVD) | Generating a fine and solid film; creating both homogeneous and hierarchical structures. | [26] | |
| Alkali treatment | Extending uniformly; do not damage mechanical properties. | [27] | |
| Acid etching | Removing materials and fabricating roughness, depending on acid concentration, temperature, and time. | [28] | |
| Proteins | VEGF, ECM. | [29] | |
| Biological functionalization | Cells | AMSCs, BMSCs, MSCs, embryonic stem cells. | [30] |
2. Surface Functionalization Techniques for Medical Applications
2.1. Direct Laser Transfer (LDW)
- Vacuum or heating systems are not needed, the experiments being able to take place directly in the environment [35].
- It can be utilized on a large variety of targets [35].
- All kinds of substrates can be used [35].
- Almost every type of laser source is used, with pulse duration in the range of femtoseconds to nanoseconds [35].
- Geometric patterns can be obtained [47].
- 3D structures can be obtained by overlapping 2D modes. It can be achieved by successively exchanging numerous targets keeping the same substrate by modifying the composition of the samples [47].
2.2. Matrix-Assisted Pulsed Laser Evaporation (MAPLE) and C-MAPLE
- First, the “delicate” substance is dissolved in a solvent.
- After dissolution, the second step is to freeze the obtained mixture.
- After that, the frozen target is exposed to laser radiation.
- The material of interest is transferred while the frozen solvent protects it.
- During the process, the ice melts progressively, and the vacuum pump system evacuates the evaporated solvent. At the same time, the material of interest is deposited undamaged as a thin film onto the substrate [72].
2.3. Magnetron Sputtering
2.4. 3D Bioprinting
3. Conclusions and Perspectives
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
Abbreviations
| AM | Additive manufacturing |
| MALDI | Assisted-matrix laser desorption ionization |
| AMSCs | Human amniotic membrane-derived mesenchymal stem cells |
| BMSCs | Bone marrow mesenchymal stem cells |
| BioLP | Biological laser printing |
| CVD | Chemical vapor deposition |
| CVD | Chemical vapor deposition and cold vapor deposition |
| C-MAPLE | Combinatorial-matrix-assisted pulsed laser evaporation technique |
| CW | Continuous wave |
| DIW | Direct ink writing |
| LD | Direct laser transfer |
| DDS | Drug delivery systems |
| ECM | Extracellular matrix |
| EBM | Electron beam melting |
| EX | Excimer |
| FDM | Fused deposition modeling |
| 3DP | Inkjet 3D bioprinting |
| LP | Long pulse |
| LENS | Laser engineered net shaping |
| LGDW | Laser-guided direct writing |
| LIFT | Laser induced forward transfer |
| LSPI | Laser surface plasma interaction |
| MAPLE | Matrix-assisted pulsed laser evaporation technique |
| MSCs | Mesenchymal stem cells |
| MD | Molecular dynamics |
| NILPRP | National Institute for Lasers, Plasma and Radiation Physics |
| PS | Plasma spraying |
| PVD | Physical vapor deposition |
| PLD | Pulsed LASER deposition |
| SLM | Selective laser melting |
| SLS | Selective laser sintering |
| SP | Short pulse |
| SLA | Stereolithography |
| RT | Room temperature |
| USP | Ultra-short pulse |
| VEGF | Vascular endothelial growth factor |
References
- Liu, Y.; Rath, B.; Tingart, M.; Eschweiler, J. Role of implants surface modification in osseointegration: A systematic review. J. Biomed. Mater. Res. Part A 2020, 108, 470–484. [Google Scholar] [CrossRef] [Green Version]
- Martin, P.M. Deposition technologies: An overview. In Handbook of Deposition Technologies for Films and Coatings; Elsevier Science: UK, 2010; Volume 3. [Google Scholar]
- Seshan, K. Handbook of Thin Film Deposition Techniques Principles, Methods, Equipment and Applications, 2nd ed.; CRC Press: Boca Raton, FL, USA, 2002. [Google Scholar]
- Abegunde, O.O.; Akinlabi, E.T.; Oladijo, O.P.; Akinlabi, S.; Ude, A.U. Overview of thin film deposition techniques. AIMS Mater. Sci. 2019, 6, 174–199. [Google Scholar] [CrossRef]
- Venable, J. Introduction to Surface and Thin Film Process; Cambridge University Press: New York, NY, USA, 2000. [Google Scholar]
- Li, P.; Chu, P. Thin film deposition technologies and processing of biomaterials. In Thin Film Coatings for Biomaterials and Biomedical Applications; Elsevier: Amsterdam, The Netherlands, 2016; pp. 3–28. [Google Scholar]
- Bahuguna, G.; Mishra, N.K. Thin Film Coating. Res. J. Chem. 2016, 6, 65–72. [Google Scholar]
- Khlyustova, A.; Cheng, Y.; Yang, R. Vapor-deposited functional polymer thin films in biological applications. J. Mater. Chem. B 2020, 8, 6588–6609. [Google Scholar] [CrossRef]
- Cristescu, R.; Mihailescu, I.; Jelinek, M.; Chrisey, D. Functionalized thin films and structures obtained by novel laser processing issues. In Functional Properties of Nanostructured Materials; Springer: Berlin/Heidelberg, Germany, 2006; pp. 211–226. [Google Scholar]
- Linez-Bataillon, P.; Monchau, F.; Bigerelle, M.; Hildebrand, H. In vitro MC3T3 osteoblast adhesion with respect to surface roughness of Ti6Al4V substrates. Biomol. Eng. 2002, 19, 133–141. [Google Scholar] [CrossRef]
- Aikhionbare, F.O.; Mayo, Z. Mitochondrial DNA sequences of greenbug (Homoptera: Aphididae) biotypes. Biomol. Eng. 2000, 16, 199–205. [Google Scholar] [CrossRef]
- Hildebrand, H.; Blanchemain, N.; Mayer, G.; Chai, F.; Lefebvre, M.; Boschin, F. Surface coatings for biological activation and functionalization of medical devices. Surf. Coat. Technol. 2006, 200, 6318–6324. [Google Scholar] [CrossRef]
- Zhang, Y.; Bataillon-Linez, P.; Huang, P.; Zhao, Y.; Han, Y.; Traisnel, M.; Xu, K.; Hildebrand, H. Surface analyses of micro-arc oxidized and hydrothermally treated titanium and effect on osteoblast behavior. J. Biomed. Mater. Res. Part A 2004, 68, 383–391. [Google Scholar] [CrossRef]
- Tang, Z.; Xie, Y.; Yang, F.; Huang, Y.; Wang, C.; Dai, K.; Zheng, X.; Zhang, X. Porous tantalum coatings prepared by vacuum plasma spraying enhance bmscs osteogenic differentiation and bone regeneration in vitro and in vivo. PLoS ONE 2013, 8, e66263. [Google Scholar]
- Feddes, B.; Wolke, J.; Vredenberg, A.; Jansen, J. Initial deposition of calcium phosphate ceramic on polyethylene and polydimethylsiloxane by rf magnetron sputtering deposition: The interface chemistry. Biomaterials 2004, 25, 633–639. [Google Scholar] [CrossRef]
- Salou, L.; Hoornaert, A.; Louarn, G.; Layrolle, P. Enhanced osseointegration of titanium implants with nanostructured surfaces: An experimental study in rabbits. Acta Biomater. 2015, 11, 494–502. [Google Scholar] [CrossRef] [PubMed]
- Hindy, A.; Farahmand, F.; sadat Tabatabaei, F. In vitro biological outcome of laser application for modification or processing of titanium dental implants. Lasers Med. Sci. 2017, 32, 1197–1206. [Google Scholar] [CrossRef] [PubMed]
- Yuan, L.; Ding, S.; Wen, C. Additive manufacturing technology for porous metal implant applications and triple minimal surface structures: A review. Bioact. Mater. 2019, 4, 56–70. [Google Scholar] [CrossRef]
- Axente, E.; Elena Sima, L.; Sima, F. Biomimetic coatings obtained by combinatorial laser technologies. Coatings 2020, 10, 463. [Google Scholar] [CrossRef]
- Visan, A.; Stan, G.E.; Ristoscu, C.; Popescu-Pelin, G.; Sopronyi, M.; Besleaga, C.; Luculescu, C.; Chifiriuc, M.C.; Hussien, M.; Marsan, O. Combinatorial MAPLE deposition of antimicrobial orthopedic maps fabricated from chitosan and biomimetic apatite powders. Int. J. Pharm. 2016, 511, 505–515. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Chioibasu, D.; Duta, L.; Popescu-Pelin, G.; Popa, N.; Milodin, N.; Iosub, S.; Balescu, L.M.; Catalin Galca, A.; Claudiu Popa, A.; Oktar, F.N. Animal origin bioactive hydroxyapatite thin films synthesized by RF-magnetron sputtering on 3D printed cranial implants. Metals 2019, 9, 1332. [Google Scholar] [CrossRef] [Green Version]
- Sima, L.E.; Stan, G.E.; Morosanu, C.O.; Melinescu, A.; Ianculescu, A.; Melinte, R.; Neamtu, J.; Petrescu, S.M. Differentiation of mesenchymal stem cells onto highly adherent radio frequency-sputtered carbonated hydroxylapatite thin films. J. Biomed. Mater. Res. Part A 2010, 95, 1203–1214. [Google Scholar] [CrossRef]
- Fernández-Pradas, J.M.; Serra, P. Laser-induced forward transfer: A method for printing functional inks. Crystals 2020, 10, 651. [Google Scholar] [CrossRef]
- Adams, C.S.; Antoci Jr, V.; Harrison, G.; Patal, P.; Freeman, T.A.; Shapiro, I.M.; Parvizi, J.; Hickok, N.J.; Radin, S.; Ducheyne, P. Controlled release of vancomycin from thin sol-gel films on implant surfaces successfully controls osteomyelitis. J. Orthop. Res. 2009, 27, 701–709. [Google Scholar] [CrossRef]
- Hall, D.J.; Urban, R.M.; Pourzal, R.; Turner, T.M.; Skipor, A.K.; Jacobs, J.J. Nanoscale surface modification by anodic oxidation increased bone ingrowth and reduced fibrous tissue in the porous coating of titanium–alloy femoral hip arthroplasty implants. J. Biomed. Mater. Res. Part B Appl. Biomater. 2017, 105, 283–290. [Google Scholar] [CrossRef]
- Li, X.; Wang, L.; Yu, X.; Feng, Y.; Wang, C.; Yang, K.; Su, D. Tantalum coating on porous Ti6Al4V scaffold using chemical vapor deposition and preliminary biological evaluation. Mater. Sci. Eng. C 2013, 33, 2987–2994. [Google Scholar] [CrossRef]
- Yao, Y.-t.; Liu, S.; Swain, M.V.; Zhang, X.-p.; Zhao, K.; Jian, Y.-t. Effects of acid-alkali treatment on bioactivity and osteoinduction of porous titanium: An in vitro study. Mater. Sci. Eng. C 2019, 94, 200–210. [Google Scholar] [CrossRef] [PubMed]
- Jemat, A.; Ghazali, M.J.; Razali, M.; Otsuka, Y. Surface modifications and their effects on titanium dental implants. BioMed Res. Int. 2015, 2015, 791725. [Google Scholar] [CrossRef] [Green Version]
- Lewallen, E.A.; Riester, S.M.; Bonin, C.A.; Kremers, H.M.; Dudakovic, A.; Kakar, S.; Cohen, R.C.; Westendorf, J.J.; Lewallen, D.G.; Van Wijnen, A.J. Biological strategies for improved osseointegration and osteoinduction of porous metal orthopedic implants. Tissue Eng. Part B Rev. 2015, 21, 218–230. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Heng, B.C.; Bezerra, P.P.; Preiser, P.R.; Alex Law, S.; Xia, Y.; Boey, F.; Venkatraman, S.S. Effect of cell-seeding density on the proliferation and gene expression profile of human umbilical vein endothelial cells within ex vivo culture. Cytotherapy 2011, 13, 606–617. [Google Scholar] [CrossRef] [PubMed]
- e Silva, C.W.M.; Alves, E.; Ramos, A.; Sandu, C.S.; Cavaleiro, A. Adhesion failures on hard coatings induced by interface anomalies. Vacuum 2009, 83, 1213–1217. [Google Scholar] [CrossRef]
- Khlifi, K.; Ben Cheikh Larbi, A. Investigation of adhesion of PVD coatings using various approaches. Surf. Eng. 2013, 29, 555–560. [Google Scholar] [CrossRef]
- Wieszczycka, K.; Staszak, K.; Woźniak-Budych, M.J.; Litowczenko, J.; Maciejewska, B.M.; Jurga, S. Surface functionalization–The way for advanced applications of smart materials. Coord. Chem. Rev. 2021, 436, 213846. [Google Scholar] [CrossRef]
- Mahan, J.E. Physical Vapor Deposition of Thin Films; John Wiley & Sons, Inc.: Hoboken, NJ, USA, 2000. [Google Scholar]
- Arnold, C.B.; Serra, P.; Piqué, A. Laser direct-write techniques for printing of complex materials. Mrs Bull. 2007, 32, 23–31. [Google Scholar] [CrossRef] [Green Version]
- Liu, X.; Du, D.; Mourou, G. Laser ablation and micromachining with ultrashort laser pulses. IEEE J. Quantum Electron. 1997, 33, 1706–1716. [Google Scholar] [CrossRef]
- Gsaxner, C.; Wallner, J.; Chen, X.; Zemann, W.; Egger, J. Facial model collection for medical augmented reality in oncologic cranio-maxillofacial surgery. Sci. Data 2019, 6, 310. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Drakakis, T.S.; Papadakis, G.; Sambani, K.; Filippidis, G.; Georgiou, S.; Gizeli, E.; Fotakis, C.; Farsari, M. Construction of three-dimensional biomolecule structures employing femtosecond lasers. Appl. Phys. Lett. 2006, 89, 144108. [Google Scholar] [CrossRef] [Green Version]
- Qadir, M.; Li, Y.; Wen, C. Ion-substituted calcium phosphate coatings by physical vapor deposition magnetron sputtering for biomedical applications: A review. Acta Biomater. 2019, 89, 14–32. [Google Scholar] [CrossRef] [PubMed]
- Garcia-Sanz, F.; Mayor, M.; Arias, J.; Pou, J.; Leon, B.; Perez-Amor, M. Hydroxyapatite coatings: A comparative study between plasma-spray and pulsed laser deposition techniques. J. Mater. Sci. Mater. Med. 1997, 8, 861–865. [Google Scholar] [CrossRef] [PubMed]
- Visan, A.; Cristescu, R.; Stefan, N.; Miroiu, M.; Nita, C.; Socol, M.; Florica, C.; Rasoga, O.; Zgura, I.; Sima, L. Antimicrobial polycaprolactone/polyethylene glycol embedded lysozyme coatings of Ti implants for osteoblast functional properties in tissue engineering. Appl. Surf. Sci. 2017, 417, 234–243. [Google Scholar] [CrossRef]
- DeMuth, P.C.; Su, X.; Samuel, R.E.; Hammond, P.T.; Irvine, D.J. Nano-layered microneedles for transcutaneous delivery of polymer nanoparticles and plasmid DNA. Adv. Mater. 2010, 22, 4851–4856. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Bohandy, J.; Kim, B.; Adrian, F. Metal deposition from a supported metal film using an excimer laser. J. Appl. Phys. 1986, 60, 1538–1539. [Google Scholar] [CrossRef]
- Hwang, D.; Kim, J.-Y.; Kim, H.-s.; Lee, M.G. Novel stage with voice coil motor for laser beam direct writing. In Proceedings of the ASPE Spring Topical Meeting, Zürich, Switzerland; 2008; pp. 39–43. [Google Scholar]
- Boutopoulos, C.; Tsouti, V.; Goustouridis, D.; Chatzandroulis, S.; Zergioti, I. Liquid phase direct laser printing of polymers for chemical sensing applications. Appl. Phys. Lett. 2008, 93, 191109. [Google Scholar] [CrossRef]
- Banks, D.P.; Grivas, C.; Mills, J.D.; Eason, R.W.; Zergioti, I. Nanodroplets deposited in microarrays by femtosecond Ti: Sapphire laser-induced forward transfer. Appl. Phys. Lett. 2006, 89, 193107. [Google Scholar] [CrossRef] [Green Version]
- Huang, Y.; Zheng, N.; Cheng, Z.; Chen, Y.; Lu, B.; Xie, T.; Feng, X. Direct laser writing-based programmable transfer printing via bioinspired shape memory reversible adhesive. ACS Appl. Mater. Interfaces 2016, 8, 35628–35633. [Google Scholar] [CrossRef]
- Dutta Majumdar, J.; Manna, I. Laser material processing. Int. Mater. Rev. 2011, 56, 341–388. [Google Scholar] [CrossRef]
- Jansen, E.D.; Frenz, M.; Kadipasaoglu, K.A.; Pfefer, T.J.; Altermatt, H.J.; Motamedi, M.; Welch, A.J. Laser-tissue interaction during transmyocardial laser revascularization. In Proceedings of the Lasers in Surgery: Advanced Characterization, Therapeutics, and Systems VI; SPIE Digital Library: Bellingham, WA, USA, 1996; pp. 49–57. [Google Scholar]
- Malinauskas, M.; Gilbergs, H.; Žukauskas, A.; Purlys, V.; Paipulas, D.; Gadonas, R. A femtosecond laser-induced two-photon photopolymerization technique for structuring microlenses. J. Opt. 2010, 12, 035204. [Google Scholar] [CrossRef]
- Kruth, J.P.; Mercelis, P.; Van Vaerenbergh, J.; Froyen, L.; Rombouts, M. Binding mechanisms in selective laser sintering and selective laser melting. Rapid Prototyp. J. 2005, 11, 1–16. [Google Scholar] [CrossRef] [Green Version]
- Zhang, X.; Jiang, X.; Sun, C. Micro-stereolithography of polymeric and ceramic microstructures. Sens. Actuators A Phys. 1999, 77, 149–156. [Google Scholar] [CrossRef]
- Gittard, S.D.; Narayan, R.J. Laser direct writing of micro-and nano-scale medical devices. Expert Rev. Med. Devices 2010, 7, 343–356. [Google Scholar] [CrossRef] [Green Version]
- Finazzi, V.; Demir, A.G.; Biffi, C.A.; Migliavacca, F.; Petrini, L.; Previtali, B. Design and functional testing of a novel balloon-expandable cardiovascular stent in CoCr alloy produced by selective laser melting. J. Manuf. Process. 2020, 55, 161–173. [Google Scholar] [CrossRef]
- Laoui, T.; Santos, E.; Osakada, K.; Shiomi, M.; Morita, M.; Shaik, S.; Tolochko, N.; Abe, F.; Takahashi, M. Properties of titanium dental implant models made by laser processing. Proc. Inst. Mech. Eng. Part C J. Mech. Eng. Sci. 2006, 220, 857–863. [Google Scholar] [CrossRef]
- Karami, K.; Blok, A.; Weber, L.; Ahmadi, S.; Petrov, R.; Nikolic, K.; Borisov, E.; Leeflang, S.; Ayas, C.; Zadpoor, A. Continuous and pulsed selective laser melting of Ti6Al4V lattice structures: Effect of post-processing on microstructural anisotropy and fatigue behaviour. Addit. Manuf. 2020, 36, 101433. [Google Scholar] [CrossRef]
- Singh, S.; Sharma, S. Micromachining of polyurethane (PU) polymer using a KrF excimer laser (248 nm). Appl. Surf. Sci. 2014, 321, 289–301. [Google Scholar] [CrossRef] [Green Version]
- Bradford, S.; Mikula, E.; Xie, Y.; Juhasz, T.; Brown, D.J.; Jester, J.V. Enhanced transepithelial riboflavin delivery using femtosecond laser-machined epithelial microchannels. Transl. Vis. Sci. Technol. 2020, 9, 1. [Google Scholar] [CrossRef]
- Al-Kattan, A.; Grojo, D.; Drouet, C.; Mouskeftaras, A.; Delaporte, P.; Casanova, A.; Robin, J.D.; Magdinier, F.; Alloncle, P.; Constantinescu, C. Short-Pulse Lasers: A Versatile Tool in Creating Novel Nano-/Micro-Structures and Compositional Analysis for Healthcare and Wellbeing Challenges. Nanomaterials 2021, 11, 712. [Google Scholar] [CrossRef] [PubMed]
- Ackerl, N.; Warhanek, M.; Gysel, J.; Wegener, K. Ultrashort-pulsed laser machining of dental ceramic implants. J. Eur. Ceram. Soc. 2019, 39, 1635–1641. [Google Scholar] [CrossRef]
- Negut, I.; Visan, A.I.; Popescu, C.; Cristescu, R.; Ficai, A.; Grumezescu, A.M.; Chifiriuc, M.C.; Boehm, R.D.; Yamaleyeva, D.; Taylor, M. Successful release of voriconazole and flavonoids from MAPLE deposited bioactive surfaces. Appl. Sci. 2019, 9, 786. [Google Scholar] [CrossRef] [Green Version]
- Duta, L.; Ristoscu, C.; Stan, G.; Husanu, M.; Besleaga, C.; Chifiriuc, M.; Lazar, V.; Bleotu, C.; Miculescu, F.; Mihailescu, N. New bio-active, antimicrobial and adherent coatings of nanostructured carbon double-reinforced with silver and silicon by Matrix-Assisted Pulsed Laser Evaporation for medical applications. Appl. Surf. Sci. 2018, 441, 871–883. [Google Scholar] [CrossRef]
- Koch, L.; Deiwick, A.; Chichkov, B. Laser-Based Cell Printing. 3D Print. Biofabr. 2018, 1, 303–329. [Google Scholar]
- Gómez, S.; Vlad, M.; López, J.; Fernández, E. Design and properties of 3D scaffolds for bone tissue engineering. Acta Biomater. 2016, 42, 341–350. [Google Scholar] [CrossRef]
- Bernasconi, R.; Cuneo, F.; Carrara, E.; Chatzipirpiridis, G.; Hoop, M.; Chen, X.; Nelson, B.J.; Pané, S.; Credi, C.; Levi, M. Hard-magnetic cell microscaffolds from electroless coated 3D printed architectures. Mater. Horiz. 2018, 5, 699–707. [Google Scholar] [CrossRef] [Green Version]
- Zhang, L.G.; Fisher, J.P.; Leong, K. 3D Bioprinting and Nanotechnology in Tissue Engineering and Regenerative Medicine; Academic Press: Cambridge, MA, USA, 2015. [Google Scholar]
- Ravi-Kumar, S.; Lies, B.; Zhang, X.; Lyu, H.; Qin, H. Laser ablation of polymers: A review. Polym. Int. 2019, 68, 1391–1401. [Google Scholar] [CrossRef]
- Beck, R.; Bitharas, I.; Hand, D.; Maisey, T.; Moore, A.; Shires, M.; Thomson, R.; West, N.; Jayne, D.; Shephard, J. Dynamics of picosecond laser ablation for surgical treatment of colorectal cancer. Sci. Rep. 2020, 10, 20261. [Google Scholar] [CrossRef]
- Hirohara, M.; Maekawa, T.; Mondarte, E.A.Q.; Nyu, T.; Mizushita, Y.; Hayashi, T. Proteomic analysis of biomaterial surfaces after contacting with body fluids by MALDI-ToF mass spectroscopy. Coatings 2020, 10, 12. [Google Scholar] [CrossRef] [Green Version]
- Strnad, Š.; Vrkoslav, V.; Klimšová, Z.; Zemenová, J.; Cvačka, J.; Maletínská, L.; Sýkora, D. Application of matrix-assisted laser desorption/ionization mass spectrometry imaging in combination with LC–MS in pharmacokinetic study of metformin. Bioanalysis 2018, 10, 71–81. [Google Scholar] [CrossRef] [PubMed]
- Granzotto, C.; Sutherland, K. Matrix assisted laser desorption ionization mass fingerprinting for identification of Acacia gum in microsamples from works of art. Anal. Chem. 2017, 89, 3059–3068. [Google Scholar] [CrossRef] [PubMed]
- Popescu-Pelin, G.-F.; Ristoscu, C.; Badiceanu, M.; Mihailescu, I.N. Protected Laser Evaporation/Ablation and Deposition of Organic/Biological Materials: Thin Films Deposition for Nanobiomedical Applications. In Laser Ablation—From Fundamentals to Applications; Idina, T., Ed.; IntechOpen: London, UK, 2017; pp. 57–79. [Google Scholar]
- Nikolov, A.; Stankova, N.; Karashanova, D.; Nedyalkov, N.; Pavlov, E.; Koev, K.T.; Najdenski, H.; Kussovski, V.; Avramov, L.; Ristoscu, C. Synergistic effect in a two-phase laser procedure for production of silver nanoparticles colloids applicable in ophthalmology. Opt. Laser Technol. 2021, 138, 106850. [Google Scholar] [CrossRef]
- D’alessio, L.; Ferro, D.; Marotta, V.; Santagata, A.; Teghil, R.; Zaccagnino, M. Laser ablation and deposition of Bioglass® 45S5 thin films. Appl. Surf. Sci. 2001, 183, 10–17. [Google Scholar] [CrossRef]
- Teghil, R.; Curcio, M.; De Bonis, A. Substituted hydroxyapatite, glass, and glass-ceramic thin films deposited by nanosecond pulsed laser deposition (PLD) for biomedical applications: A systematic review. Coatings 2021, 11, 811. [Google Scholar] [CrossRef]
- Moreno-Vilet, L.; Bostyn, S.; Flores-Montaño, J.-L.; Camacho-Ruiz, R.-M. Comparative data of molecular weight distribution of agave fructans fractions using MALDI-ToF and HPLC-SEC. Data Brief 2019, 24, 103984. [Google Scholar] [CrossRef]
- Lai, Y.-H.; Wang, Y.-S. Matrix-assisted laser desorption/ionization mass spectrometry: Mechanistic studies and methods for improving the structural identification of carbohydrates. Mass Spectrom. 2017, 6, S0072. [Google Scholar] [CrossRef] [Green Version]
- Sima, F.; Mihailescu, I.N. Biomimetic assemblies by matrix-assisted pulsed laser evaporation. In Laser Technology in Biomimetics; Springer: Berlin/Heidelberg, Germany, 2013; pp. 111–141. [Google Scholar]
- Yang, S.; Zhang, J. Matrix-Assisted Pulsed Laser Evaporation (MAPLE) technique for deposition of hybrid nanostructures. Front. Nanosci. Nanotechnol. 2017, 3, 1. [Google Scholar] [CrossRef] [Green Version]
- Bloisi, F.; Barra, M.; Cassinese, A.; Vicari, L.R.M. Matrix-assisted pulsed laser thin film deposition by using Nd: YAG laser. J. Nanomater. 2012, 2012, 395436. [Google Scholar] [CrossRef] [Green Version]
- Papavlu, A.P.; Dinca, V.; Filipescu, M.; Dinescu, M. Matrix-assisted pulsed laser evaporation of organic thin gilms: Applications in biology and chemical sensors. In Laser Ablation—From Fundamentals to Applications; Itina, T.E., Ed.; InTech: Rijeka, Croatia, 2017; pp. 171–189. [Google Scholar]
- Mahamood, R.M.; Akinlabi, E.T.; Shukla, M.; Pityana, S. Revolutionary Additive Manufacturing: An Overview. Lasers Eng. 2014, 27, 161–178. [Google Scholar]
- Kokkinaki, O.; Georgiou, S. Laser ablation of cryogenic films: Implications to matrix-assisted pulsed laser deposition of biopolymers and dedicated applications in nanotechnology. Dig. J. Nanomater. Biostruct. 2007, 2, 221–241. [Google Scholar]
- Stiff-Roberts, A.D.; Ge, W. Organic/hybrid thin films deposited by matrix-assisted pulsed laser evaporation (MAPLE). Appl. Phys. Rev. 2017, 4, 041303. [Google Scholar] [CrossRef]
- Tabetah, M.; Matei, A.; Constantinescu, C.; Mortensen, N.P.; Dinescu, M.; Schou, J.; Zhigilei, L.V. The minimum amount of “matrix” needed for matrix-assisted pulsed laser deposition of biomolecules. J. Phys. Chem. B 2014, 118, 13290–13299. [Google Scholar] [CrossRef] [Green Version]
- Adcock, S.A.; McCammon, J.A. Molecular dynamics: Survey of methods for simulating the activity of proteins. Chem. Rev. 2006, 106, 1589–1615. [Google Scholar] [CrossRef] [Green Version]
- Hollingsworth, S.A.; Dror, R.O. Molecular dynamics simulation for all. Neuron 2018, 99, 1129–1143. [Google Scholar] [CrossRef] [Green Version]
- Sopronyi, M.; Nita, C.; Le Meins, J.-M.; Vidal, L.; Jipa, F.; Axente, E.; Ghimbeu, C.M.; Sima, F. Laser-assisted synthesis of carbon coatings with cobalt oxide nanoparticles embedded in gradient of composition and sizes. Surf. Coat. Technol. 2021, 419, 127301. [Google Scholar] [CrossRef]
- Chen, J.; An, Q.; Ming, W.; Chen, M. Investigations on continuous-wave laser and pulsed laser induced controllable ablation of SiCf/SiC composites. J. Eur. Ceram. Soc. 2021, 41, 5835–5849. [Google Scholar] [CrossRef]
- Cristescu, R.; Popescu, C.; Dorcioman, G.; Miroiu, F.; Socol, G.; Mihailescu, I.; Gittard, S.; Miller, P.; Narayan, R.; Enculescu, M. Antimicrobial activity of biopolymer–antibiotic thin films fabricated by advanced pulsed laser methods. Appl. Surf. Sci. 2013, 278, 211–213. [Google Scholar] [CrossRef]
- Grumezescu, V.; Socol, G.; Grumezescu, A.M.; Holban, A.M.; Ficai, A.; Truşcǎ, R.; Bleotu, C.; Balaure, P.C.; Cristescu, R.; Chifiriuc, M.C. Functionalized antibiofilm thin coatings based on PLA–PVA microspheres loaded with usnic acid natural compounds fabricated by MAPLE. Appl. Surf. Sci. 2014, 302, 262–267. [Google Scholar] [CrossRef]
- Gaabour, L.; Hamam, K. The modification and development of the spectroscopic properties of Cs/PVA blend incorporated gold nanoparticles (AuNPs) prepared by pulsed laser ablation in liquids (PLAL). Dig. J. Nanomater. Biostruct. 2020, 15, 973–983. [Google Scholar]
- Cristescu, R.; Dorcioman, G.; Ristoscu, C.; Axente, E.; Grigorescu, S.; Moldovan, A.; Mihailescu, I.; Kocourek, T.; Jelinek, M.; Albulescu, M. Matrix assisted pulsed laser evaporation processing of triacetate-pullulan polysaccharide thin films for drug delivery systems. Appl. Surf. Sci. 2006, 252, 4647–4651. [Google Scholar] [CrossRef]
- Sima, F.; Axente, E.; Sima, L.; Tuyel, U.; Eroglu, M.; Serban, N.; Ristoscu, C.; Petrescu, S.; Toksoy Oner, E.; Mihailescu, I. Combinatorial matrix-assisted pulsed laser evaporation: Single-step synthesis of biopolymer compositional gradient thin film assemblies. Appl. Phys. Lett. 2012, 101, 233705. [Google Scholar] [CrossRef]
- Takeuchi, I. Combinatorial pulsed laser deposition. In Pulsed Laser Depos. Pulsed Laser Deposition of Thin Films: Applications-Led Growth of Functional Materials; John Wiley & Sons, Inc.: Hoboken, NJ, USA, 2007; pp. 161–175. [Google Scholar]
- Socol, G.; Socol, M.; Sima, L.; Petrescu, S.; Enculescu, M.; Sima, F.; Miroiu, M.; Popescu-Pelin, G.; Stefan, N.; Cristescu, R. Combinatorial pulsed laser deposition of Ag-containing calcium phosphate coatings. Dig. J. Nanomater. Biostruct. 2012, 7, 563–576. [Google Scholar]
- Mihailescu, I.N.; Bociaga, D.; Socol, G.; Stan, G.E.; Chifiriuc, M.-C.; Bleotu, C.; Husanu, M.A.; Popescu-Pelin, G.; Duta, L.; Luculescu, C.R. Fabrication of antimicrobial silver-doped carbon structures by combinatorial pulsed laser deposition. Int. J. Pharm. 2016, 515, 592–606. [Google Scholar] [CrossRef]
- Axente, E.; Sima, F. Biomimetic nanostructures with compositional gradient grown by combinatorial matrix-assisted pulsed laser evaporation for tissue engineering. Curr. Med. Chem. 2020, 27, 903–918. [Google Scholar] [CrossRef]
- Smausz, T.; Megyeri, G.; Kékesi, R.; Vass, C.; György, E.; Sima, F.; Mihailescu, I.N.; Hopp, B. Comparative study on pulsed laser deposition and matrix assisted pulsed laser evaporation of urease thin films. Thin Solid Films 2009, 517, 4299–4302. [Google Scholar] [CrossRef]
- Axente, E.; Ristoscu, C.; Bigi, A.; Sima, F.; Mihailescu, I.N. Combinatorial laser synthesis of biomaterial thin films: Selection and processing for medical applications. In Advances in the Application of Lasers in Materials Science; Springer: Berlin/Heidelberg, Germany, 2018; pp. 309–338. [Google Scholar]
- Sima, F.; Axente, E.; Iordache, I.; Luculescu, C.; Gallet, O.; Anselme, K.; Mihailescu, I. Combinatorial matrix assisted pulsed laser evaporation of a biodegradable polymer and fibronectin for protein immobilization and controlled release. Appl. Surf. Sci. 2014, 306, 75–79. [Google Scholar] [CrossRef]
- Sima, L.E.; Chiritoiu, G.; Negut, I.; Grumezescu, V.; Orobeti, S.; Munteanu, C.V.; Sima, F.; Axente, E. Functionalized graphene oxide thin films for anti-tumor drug delivery to melanoma cells. Front. Chem. 2020, 8, 184. [Google Scholar] [CrossRef] [Green Version]
- Negut, I.; Floroian, L.; Ristoscu, C.; Mihailescu, C.N.; Mirza Rosca, J.C.; Tozar, T.; Badea, M.; Grumezescu, V.; Hapenciuc, C.; Mihailescu, I.N. Functional bioglass—Biopolymer double nanostructure for natural antimicrobial drug extracts delivery. Nanomaterials 2020, 10, 385. [Google Scholar] [CrossRef] [Green Version]
- Socol, M.; Preda, N.; Breazu, C.; Costas, A.; Petre, G.; Stanculescu, A.; Popescu-Pelin, G.; Mihailescu, A.; Socol, G. Organic Thin Films Based on DPP-DTT: C60 Blends Deposited by MAPLE. Nanomaterials 2020, 10, 2366. [Google Scholar] [CrossRef]
- Piqué, A. Deposition of Polymers and Biomaterials Using the Matrix-Assisted Pulsed Laser Evaporation (MAPLE) Process; John Wiley & Sons: Hoboken, NJ, USA, 2007; Volume 3. [Google Scholar]
- Mihailescu, N.; Haskoylu, M.E.; Ristoscu, C.; Bostan, M.S.; Sopronyi, M.; Eroğlu, M.S.; Chifiriuc, M.C.; Mustaciosu, C.C.; Axente, E.; Oner, E.T. Gradient multifunctional biopolymer thin film assemblies synthesized by combinatorial MAPLE. Appl. Surf. Sci. 2019, 466, 628–636. [Google Scholar] [CrossRef]
- Boanini, E.; Torricelli, P.; Sima, F.; Axente, E.; Fini, M.; Mihailescu, I.N.; Bigi, A. Gradient coatings of strontium hydroxyapatite/zinc β-tricalcium phosphate as a tool to modulate osteoblast/osteoclast response. J. Inorg. Biochem. 2018, 183, 1–8. [Google Scholar] [CrossRef]
- Braun, M. Magnetron sputtering technique. In Handbook of Manufacturing Engineering Technology; Springer: Berlin, Germany, 2015; pp. 2929–2957. [Google Scholar]
- Safavi, M.S.; Surmeneva, M.A.; Surmenev, R.A.; Khalil-Allafi, J. RF-magnetron sputter deposited hydroxyapatite-based composite & multilayer coatings: A systematic review from mechanical, corrosion, and biological points of view. Ceram. Int. 2021, 47, 3031–3053. [Google Scholar]
- Han, J.G. Recent progress in thin film processing by magnetron sputtering with plasma diagnostics. J. Phys. D Appl. Phys. 2009, 42, 043001. [Google Scholar] [CrossRef]
- Khan, S.; Shahid, M.; Mahmood, A.; Shah, A.; Ahmed, I.; Mehmood, M.; Aziz, U.; Raza, Q.; Alam, M. Texture of the nano-crystalline AlN thin films and the growth conditions in DC magnetron sputtering. Prog. Nat. Sci. Mater. Int. 2015, 25, 282–290. [Google Scholar] [CrossRef]
- Mazhir, S.N.; Khalaf, M.K.; Taha, S.K.; Mohsin, H.K. Measurement of plasma electron temperature and density by using different applied voltages and working pressures in a magnetron sputtering system. Int. J. Eng. Technol 2018, 7, 1177–1180. [Google Scholar] [CrossRef] [Green Version]
- How, S.R.; Nayan, N.; Lias, J.; Ahmad, M.K.; Sahdan, M.Z.; Mamat, M.H.; Mahmood, M.R.; Aldalbahi, A. Plasma diagnostic by optical emission spectroscopy on reactive magnetron sputtering plasma–A Brief Introduction. In Journal of Physics: Conference Series; IOP Publishing: Tokyo, Japan, 2018; Volume 1027, p. 012005. [Google Scholar]
- Hartmann, H.; Popok, V.; Barke, I.; von Oeynhausen, V.; Meiwes-Broer, K.-H. Design and capabilities of an experimental setup based on magnetron sputtering for formation and deposition of size-selected metal clusters on ultra-clean surfaces. Rev. Sci. Instrum. 2012, 83, 073304. [Google Scholar] [CrossRef]
- Shi, J.; Chen, C.; Yu, H.; Zhang, S. Application of magnetron sputtering for producing bioactive ceramic coatings on implant materials. Bull. Mater. Sci. 2008, 31, 877. [Google Scholar] [CrossRef]
- Coe, S.C.; Wadge, M.D.; Felfel, R.M.; Ahmed, I.; Walker, G.S.; Scotchford, C.A.; Grant, D.M. Production of high silicon-doped hydroxyapatite thin film coatings via magnetron sputtering: Deposition, characterisation, and in vitro biocompatibility. Coatings 2020, 10, 190. [Google Scholar] [CrossRef] [Green Version]
- Kang, K.-N.; Lee, J.; Lee, K.Y.; Park, Y.S. Tribological and electrical properties of chromium-doped carbon films fabricated by unbalanced magnetron sputtering for medical stents. J. Nanosci. Nanotechnol. 2019, 19, 1415–1419. [Google Scholar] [CrossRef]
- Yang, Y.-J.; Tsou, H.-K.; Chen, Y.-H.; Chung, C.-J.; He, J.-L. Enhancement of bioactivity on medical polymer surface using high power impulse magnetron sputtered titanium dioxide film. Mater. Sci. Eng. C 2015, 57, 58–66. [Google Scholar] [CrossRef] [PubMed]
- Sugumaran, A.A.; Shukla, K.; Khan, I.; Ehiasarian, A.P.; Hovsepian, P.E. Dry sliding wear mechanisms of HIPIMS plasma nitrided CoCrMo alloy for medical implant applications. Vacuum 2021, 185, 109994. [Google Scholar] [CrossRef]
- Gomes, O.P.; Neto, N.F.A.; Bronze-Uhle, E.S.; Trino, L.D.; dos Santos, C.M.; da Silva, J.H.; Lisboa-Filho, P.N. 3-Mercaptopropionic acid functionalization of titanium dioxide thin films. Mater. Chem. Phys. 2019, 223, 32–38. [Google Scholar] [CrossRef]
- Kumarasubramanian, R.; Kumar, D.D.; Preetham, R.M.S.; Reddy, P.B.K. Deposition and characterization Zr-Al-N coatings prepared by magnetron sputtering for tribological applications. Mater. Today Proc. 2021, 44, 3701–3706. [Google Scholar] [CrossRef]
- Bociaga, D.; Sobczyk-Guzenda, A.; Szymanski, W.; Jedrzejczak, A.; Jastrzebska, A.; Olejnik, A.; Swiatek, L.; Jastrzebski, K. Diamond like carbon coatings doped by Si fabricated by a multi-target DC-RF magnetron sputtering method-Mechanical properties, chemical analysis and biological evaluation. Vacuum 2017, 143, 395–406. [Google Scholar] [CrossRef]
- Naga, V.; Nehate, S.D.; Saikumar, A.K.; Sundaram, K.B. Boron carbon nitride (BCN) nano-coatings of central venous catheters inhibits bacterial colonization. ECS J. Solid State Sci. Technol. 2020, 9, 115018. [Google Scholar] [CrossRef]
- Stan, G.; Popa, A.; Galca, A.; Aldica, G.; Ferreira, J. Strong bonding between sputtered bioglass–ceramic films and Ti-substrate implants induced by atomic inter-diffusion post-deposition heat-treatments. Appl. Surf. Sci. 2013, 280, 530–538. [Google Scholar] [CrossRef]
- Tite, T.; Popa, A.; Chirica, I.; Stuart, B.; Galca, A.; Balescu, L.; Popescu-Pelin, G.; Grant, D.; Ferreira, J.; Stan, G. Phosphate bioglass thin-films: Cross-area uniformity, structure and biological performance tailored by the simple modification of magnetron sputtering gas pressure. Appl. Surf. Sci. 2021, 541, 148640. [Google Scholar] [CrossRef]
- Popa, A.; Marques, V.; Stan, G.; Husanu, M.; Galca, A.; Ghica, C.; Tulyaganov, D.; Lemos, A.; Ferreira, J. Nanomechanical characterization of bioglass films synthesized by magnetron sputtering. Thin Solid Films 2014, 553, 166–172. [Google Scholar] [CrossRef]
- Stuart, B.; Stan, G.; Popa, A.; Carrington, M.; Zgura, I.; Necsulescu, M.; Grant, D. New solutions for combatting implant bacterial infection based on silver nano-dispersed and gallium incorporated phosphate bioactive glass sputtered films: A preliminary study. Bioact. Mater. 2022, 8, 325–340. [Google Scholar] [CrossRef]
- Popa, A.; Fernandes, H.; Necsulescu, M.; Luculescu, C.; Cioangher, M.; Dumitru, V.; Stuart, B.; Grant, D.; Ferreira, J.; Stan, G. Antibacterial efficiency of alkali-free bio-glasses incorporating ZnO and/or SrO as therapeutic agents. Ceram. Int. 2019, 45, 4368–4380. [Google Scholar] [CrossRef]
- ASTM F2792-10e1; Standard Additive Manufacturing-General Principles-Terminology. ASTM: West Conshohocken, PA, USA, 2015.
- Tiwari, D.; Vobilisetty, R.K.; Heer, B. Current Application and Future Prospects of 3D Printing in Otorhinolaryngology—A Narrative Review. Indian J. Otolaryngol. Head Neck Surg. 2021, 1, 1–4. [Google Scholar] [CrossRef]
- Hull, R.; Sadler, J.; Longstaff, M. The sequence of carnation etched ring virus DNA: Comparison with cauliflower mosaic virus and retroviruses. EMBO J. 1986, 5, 3083–3090. [Google Scholar] [CrossRef] [PubMed]
- Wu, J.-J.; Huang, L.-M.; Zhao, Q.; Xie, T. 4D printing: History and recent progress. Chin. J. Polym. Sci. 2018, 36, 563–575. [Google Scholar] [CrossRef]
- Tofail, S.A.; Koumoulos, E.P.; Bandyopadhyay, A.; Bose, S.; O’Donoghue, L.; Charitidis, C. Additive manufacturing: Scientific and technological challenges, market uptake and opportunities. Mater. Today 2018, 21, 22–37. [Google Scholar] [CrossRef]
- Shirazi, S.F.S.; Gharehkhani, S.; Mehrali, M.; Yarmand, H.; Metselaar, H.S.C.; Kadri, N.A.; Osman, N.A.A. A review on powder-based additive manufacturing for tissue engineering: Selective laser sintering and inkjet 3D printing. Sci. Technol. Adv. Mater. 2015, 16, 033502. [Google Scholar] [CrossRef]
- Yan, Q.; Dong, H.; Su, J.; Han, J.; Song, B.; Wei, Q.; Shi, Y. A review of 3D printing technology for medical applications. Engineering 2018, 4, 729–742. [Google Scholar] [CrossRef]
- Masood, S.H. Advances in Fused Deposition Modeling. In Comprehensive Materials Processing; Saleem Hashmi, G.F.B., Chester, J., Van Tyne, B.Y., Eds.; Elsevier: Amsterdam, The Netherlands, 2014; Volume 10, pp. 69–91. [Google Scholar]
- Saturno, M.; Pertel, V.M.; Deschamps, F.; Loures, E. Proposal for new automation architecture solutions for industry 4.0. LogForum 2018, 14, 185–195. [Google Scholar] [CrossRef]
- Kumar, P.; Rajak, D.K.; Abubakar, M.; Ali, S.G.M.; Hussain, M. 3D Printing Technology for Biomedical Practice: A Review. J. Mater. Eng. Perform. 2021, 30, 5342–5355. [Google Scholar] [CrossRef]
- Loai, S.; Kingston, B.R.; Wang, Z.; Philpott, D.N.; Tao, M.; Cheng, H.-L.M. Clinical perspectives on 3D bioprinting paradigms for regenerative medicine. Regen. Med. Front. 2019, 1, e190004. [Google Scholar]
- Leberfinger, A.N.; Ravnic, D.J.; Dhawan, A.; Ozbolat, I.T. Concise review: Bioprinting of stem cells for transplantable tissue fabrication. Stem Cells Transl. Med. 2017, 6, 1940–1948. [Google Scholar] [CrossRef] [Green Version]
- Matai, I.; Kaur, G.; Seyedsalehi, A.; McClinton, A.; Laurencin, C.T. Progress in 3D bioprinting technology for tissue/organ regenerative engineering. Biomaterials 2020, 226, 119536. [Google Scholar] [CrossRef]
- Gokuldoss, P.K.; Kolla, S.; Eckert, J. Additive manufacturing processes: Selective laser melting, electron beam melting and binder jetting—Selection guidelines. Materials 2017, 10, 672. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Sercombe, T.; Zhang, L.-C.; Li, S.; Hao, Y. Additive manufacturing of cp-Ti, Ti-6Al-4V and Ti2448. In Titanium in Medical and Dental Applications; Elsevier: Amsterdam, The Netherlands, 2018; pp. 303–324. [Google Scholar]
- Singh, N.; Hameed, P.; Ummethala, R.; Manivasagam, G.; Prashanth, K.; Eckert, J. Selective laser manufacturing of Ti-based alloys and composites: Impact of process parameters, application trends, and future prospects. Mater. Today Adv. 2020, 8, 100097. [Google Scholar] [CrossRef]
- Li, J.; Chen, M.; Fan, X.; Zhou, H. Recent advances in bioprinting techniques: Approaches, applications and future prospects. J. Transl. Med. 2016, 14, 271. [Google Scholar] [CrossRef] [Green Version]
- Ma, M.; Song, K.; Ji, Y.; Hussain, F.; Khesro, A.; Mao, M.; Xue, L.; Xu, P.; Liu, B.; Lu, Z. 5G microstrip patch antenna and microwave dielectric properties of cold sintered LiWVO6–K2MoO4 composite ceramics. Ceram. Int. 2021, 47, 19241–19246. [Google Scholar] [CrossRef]
- Lathers, S.; La Belle, J. Advanced manufactured fused filament fabrication 3D printed osseointegrated prosthesis for a transhumeral amputation using Taulman 680 FDA. 3D Print. Addit. Manuf. 2016, 3, 166–174. [Google Scholar] [CrossRef]
- Bose, S.; Bhattacharjee, A.; Banerjee, D.; Boccaccini, A.R.; Bandyopadhyay, A. Influence of random and designed porosities on 3D printed tricalcium phosphate-bioactive glass scaffolds. Addit. Manuf. 2021, 40, 101895. [Google Scholar] [CrossRef]
- Bishop, E.S.; Mostafa, S.; Pakvasa, M.; Luu, H.H.; Lee, M.J.; Wolf, J.M.; Ameer, G.A.; He, T.-C.; Reid, R.R. 3-D bioprinting technologies in tissue engineering and regenerative medicine: Current and future trends. Genes Dis. 2017, 4, 185–195. [Google Scholar] [CrossRef] [PubMed]
- Cho, Y.S.; Choi, S.; Lee, S.-H.; Kim, K.K.; Cho, Y.-S. Assessments of polycaprolactone/hydroxyapatite composite scaffold with enhanced biomimetic mineralization by exposure to hydroxyapatite via a 3D-printing system and alkaline erosion. Eur. Polym. J. 2019, 113, 340–348. [Google Scholar] [CrossRef]
- Fu, Z.; Naghieh, S.; Xu, C.; Wang, C.; Sun, W.; Chen, X. Printability in extrusion bioprinting. Biofabrication 2021, 13, 033001. [Google Scholar] [CrossRef]
- Rajzer, I.; Stręk, P.; Wiatr, M.; Skladzien, J.; Kurowska, A.; Kopeć, J.; Swiezy, K.; Wiatr, A. Biomaterials in the reconstruction of nasal septum perforation. Ann. Otol. Rhinol. Laryngol. 2021, 130, 731–737. [Google Scholar] [CrossRef] [PubMed]
- Salentijn, G.I.; Oomen, P.E.; Grajewski, M.; Verpoorte, E. Fused deposition modeling 3D printing for (bio) analytical device fabrication: Procedures, materials, and applications. Anal. Chem. 2017, 89, 7053–7061. [Google Scholar] [CrossRef] [Green Version]
- Diez-Escudero, A.; Andersson, B.; Persson, C.; Hailer, N.P. Hexagonal pore geometry and the presence of hydroxyapatite enhance deposition of mineralized bone matrix on additively manufactured polylactic acid scaffolds. Mater. Sci. Eng. C 2021, 125, 112091. [Google Scholar] [CrossRef]
- Irvine, S.A.; Venkatraman, S.S. Bioprinting and differentiation of stem cells. Molecules 2016, 21, 1188. [Google Scholar] [CrossRef] [PubMed]
- McCracken, J.M.; Rauzan, B.M.; Kjellman, J.C.; Kandel, M.E.; Liu, Y.H.; Badea, A.; Miller, L.A.; Rogers, S.A.; Popescu, G.; Nuzzo, R.G. 3D-Printed Hydrogel Composites for Predictive Temporal (4D) Cellular Organizations and Patterned Biogenic Mineralization. Adv. Healthc. Mater. 2019, 8, 1800788. [Google Scholar] [CrossRef] [Green Version]
- Christensen, K.; Compaan, A.; Chai, W.; Xia, G.; Huang, Y. In situ printing-then-mixing for biological structure fabrication using intersecting jets. ACS Biomater. Sci. Eng. 2017, 3, 3687–3694. [Google Scholar] [CrossRef] [PubMed]
- Sakurada, S.; Sole-Gras, M.; Christensen, K.; Wallace, D.B.; Huang, Y. Liquid-absorbing system-assisted intersecting jets printing of soft structures from reactive biomaterials. Addit. Manuf. 2020, 31, 100934. [Google Scholar] [CrossRef]
- Müller, M.; Becher, J.; Schnabelrauch, M.; Zenobi-Wong, M. Printing thermoresponsive reverse molds for the creation of patterned two-component hydrogels for 3D cell culture. J. Vis. Exp. JoVE 2013. [Google Scholar] [CrossRef] [Green Version]
- Yoon, S.; Park, J.A.; Lee, H.R.; Yoon, W.H.; Hwang, D.S.; Jung, S. Inkjet–spray hybrid printing for 3D freeform fabrication of multilayered hydrogel structures. Adv. Healthc. Mater. 2018, 7, 1800050. [Google Scholar] [CrossRef]
- Zhang, Y.; Yu, Y.; Chen, H.; Ozbolat, I.T. Characterization of printable cellular micro-fluidic channels for tissue engineering. Biofabrication 2013, 5, 025004. [Google Scholar] [CrossRef] [PubMed]
- Gong, Y.; Wang, F.; Al-Furjan, M.; Shan, L.; He, J.; Bian, X.; Bi, Z.; Liu, H.; Li, W.; Shao, H. Experimental investigation and optimal 3D bioprinting parameters of SA-Gel porous cartilage scaffold. Appl. Sci. 2020, 10, 768. [Google Scholar] [CrossRef] [Green Version]
- Lim, W.; Shin, S.Y.; Cha, J.M.; Bae, H. Optimization of Polysaccharide Hydrocolloid for the Development of Bioink with High Printability/Biocompatibility for Coextrusion 3D Bioprinting. Polymers 2021, 13, 1773. [Google Scholar] [CrossRef]
- Freeman, S.; Ramos, R.; Chando, P.A.; Zhou, L.; Reeser, K.; Jin, S.; Soman, P.; Ye, K. A bioink blend for rotary 3D bioprinting tissue engineered small-diameter vascular constructs. Acta Biomater. 2019, 95, 152–164. [Google Scholar] [CrossRef] [PubMed]
- Kobayashi, M.; Kadota, J.; Hashimoto, Y.; Fujisato, T.; Nakamura, N.; Kimura, T.; Kishida, A. Elastic modulus of ECM hydrogels derived from decellularized tissue affects capillary network formation in endothelial cells. Int. J. Mol. Sci. 2020, 21, 6304. [Google Scholar] [CrossRef]
- Ning, L.; Zhu, N.; Mohabatpour, F.; Sarker, M.; Schreyer, D.J.; Chen, X. Bioprinting Schwann cell-laden scaffolds from low-viscosity hydrogel compositions. J. Mater. Chem. B 2019, 7, 4538–4551. [Google Scholar] [CrossRef]
- Kérourédan, O.; Bourget, J.-M.; Rémy, M.; Crauste-Manciet, S.; Kalisky, J.; Catros, S.; Thébaud, N.B.; Devillard, R. Micropatterning of endothelial cells to create a capillary-like network with defined architecture by laser-assisted bioprinting. J. Mater. Sci. Mater. Med. 2019, 30, 28. [Google Scholar] [CrossRef]
- Hakobyan, D.; Médina, C.; Dusserre, N.; Stachowicz, M.-L.; Handschin, C.; Fricain, J.-C.; Guillermet-Guibert, J.; Oliveira, H. Laser-assisted 3D bioprinting of exocrine pancreas spheroid models for cancer initiation study. Biofabrication 2020, 12, 035001. [Google Scholar] [CrossRef]
- Lee, Y.-B.; Polio, S.; Lee, W.; Dai, G.; Menon, L.; Carroll, R.S.; Yoo, S.-S. Bio-printing of collagen and VEGF-releasing fibrin gel scaffolds for neural stem cell culture. Exp. Neurol. 2010, 223, 645–652. [Google Scholar] [CrossRef]
- Lee, V.; Singh, G.; Trasatti, J.P.; Bjornsson, C.; Xu, X.; Tran, T.N.; Yoo, S.-S.; Dai, G.; Karande, P. Design and fabrication of human skin by three-dimensional bioprinting. Tissue Eng. Part C Methods 2014, 20, 473–484. [Google Scholar] [CrossRef] [Green Version]
- Tetik, H.; Wang, Y.; Sun, X.; Cao, D.; Shah, N.; Zhu, H.; Qian, F.; Lin, D. Additive Manufacturing of 3D Aerogels and Porous Scaffolds: A Review. Adv. Funct. Mater. 2021, 31, 2103410. [Google Scholar] [CrossRef]
- Yap, Y.L.; Sing, S.L.; Yeong, W.Y. A review of 3D printing processes and materials for soft robotics. Rapid Prototyp. J. 2020, 26, 1345–1361. [Google Scholar] [CrossRef]











| Method | Laser Type | Medical Applications | Compatible Biomaterials | Limitations | Refs. |
|---|---|---|---|---|---|
| Selective laser sintering/melting | CW, LP | Tissue engineering; biomedical devices; stents; dental implants | Ceramics; polymers; metals | Powder precursor; high temperature; layered fabrication | [54,55,56] |
| Laser machining | CW, EX, LP, SP, USP | Microfluidics; stents; tissue engineering; medical/dental implants | Ceramics; polymers; metals | Top-down | [53,57,58,59,60] |
| MAPLE direct-write | EX | Drug delivery devices; medical implants; cell printing | Ceramics; polymers; metals; biomolecules | Multiple processing parameters; layered fabrication | [23,61,62,63] |
| Stereolithography | CW | Medical augmented reality; tissue engineering; cell scaffolds | Ceramic composites; polymers; biomolecule composites | Photopolymerization; layered fabrication | [37,64,65] |
| Method | Laser Type | Material | Solvent | Support | Applications | Refs. |
|---|---|---|---|---|---|---|
| MAPLE | Excimer | Graphene oxide nano-colloids; hybrid BG-biopolymer; Ag; conjugated polymer DPP-DTT. | Water and BSA; chloroform | Si Glass Ti ITO | Drug delivery; implant devices/ implant infections prevention; organic photovoltaic devices | [62,102,103,104,105] |
| Nd: YAG | HA/Lactoferrin/polyethylene glycol-polycaprolactone copolymer; GO powder; graphene-NiO hybrid; TEO-loaded nanocapsules; IgG modified UCNPs | Water and BSA; chloroform | Si Glass Ti ITO | Drug delivery; implant devices/ implant infections prevention; organic photovoltaic devices | [62,102,103,104] | |
| C-MAPLE | Excimer | Sulfated Halomonas levan, chitosan; strontium hydroxyapatite zincβ-tricalcium phosphate, biomimetic apatite | DMSO, deionized H2O | Glass Ti Si | Biomedical coatings; bone repair; antimicrobial orthopedic coatings | [20,106,107] |
| Advantages | Disadvantages |
|---|---|
|
|
| Types of Sputtering | Power | Base Pressure | Working Pressure | Target | Substrate | Applications | Refs. |
|---|---|---|---|---|---|---|---|
| With Ions | 3–25 W/cm2; 3000 W; 2000 W; 100 V; 700–1100 V | 5 × 10−4 Pa; | 0.3 Pa; 1–3 mTorr;8.3 × 10−3 mbar | Cr; C;Ti; Nb | Si; bioinert PEEK; CoCrMo | Medical stents; medical implants | [117,118,119] |
| Pressure in the chamber | 240 W; 290 W; | - | 0.3 Pa; 40 Pa; | Ti; | Ti; | Medical/Dental implants | [120] |
| Discharge in DC or RF | 75–100 W; 200 W; 10–80 W; | 5 × 10–6 mbar; 4 × 10−7 Torr | 11.2 m Torr; 0.6 Pa; 5 mTorr; 10 mTorr | Zr-Al-N;Si; B4C; Ti | Al; Ti6Al7Nb; | tribological; medical implants; infection prevention | [121,122,123] |
| Deposition Type | Mechanism | Technique |
|---|---|---|
| Powder bed fusion | Using electron beam | Electron beam melting (EBM) |
| Using laser | Selective laser sintering (SLS) | |
| Via binder | Selective laser melting (SLM) | |
| Via binder | Binder Jetting (BJ) | |
| Coaxial laser deposition | Laser metal deposition | Laser metal deposition (LMD) |
| Technique | Mammalian Cell/Tissue Types | Material | Limitations | Applications | Refs. |
|---|---|---|---|---|---|
| Binder Jetting Method (BJM) | Human osteoblast; bone cells | Bioactive glass; Tcp-Bg composite; polyamide | Lower mechanical properties; rough details; limited material selection | Scaffolds; tissue scaffolding and prosthetics | [147,148] |
| Extrusion Bioprinting | Human osteosarcoma | Pcl/Ha scaffold with Ha-particle exposure | Distortion of cell structure | Bone tissue engineering | [149,150] |
| Fused Deposition Modeling | Septal nasal cartilage; mouse osteoblasts; osteosarcoma cells | PLLA; PLA; Ha | Slow; medium print quality; minor shrinking | Nasal implant; scaffolds | [124,141,151,152,153,154] |
| Ink-Jet-Based Bioprinting | NIH/3T3 (3T3) embryonic murine fibroblastes; DM03-Nscs; 3T3 cells; bovine chondrocytes; femur; Hs68 | Alginate; collagen; culture medial; hydrogels; pluronic | Lack of precision in droplet placement and size, need for low viscosity bioink | Tissue engineering; biosensor microfabrication | [155,156,157,158,159,160] |
| Pressure-Assisted Bioprinting | Cartilage progenitor cells; Hmscs; osteoblasts cells; DF-N; endothelial cells; Schwann cell | Gelatin; alginate; chitosan; fibrinogen; collagen; hyaluronic acid | Limited mechanical stiffness; critical timing of gelation time; specific matching of the densities of the material and the liquid medium to preserve shapes; low resolution and viability | Tissue engineering; vascular engineering; capillary network; tissue regeneration | [161,162,163,164,165,166,167] |
| Laser-Assisted Bioprinting | Rat acinar cells; hCMPCs; endothelial cells | Gelatin; matrigel | Time consuming, high cost | Tissue engineering | [64,167,168] |
| Solenoid- Based Printing | Murine NSC line; keratinocytes and fibroblasts | Fibrin; collagen | High heat; High inrush | Neural tissue regeneration; tissue engineering | [167,169,170] |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Badiceanu, M.; Anghel, S.; Mihailescu, N.; Visan, A.I.; Mihailescu, C.N.; Mihailescu, I.N. Coatings Functionalization via Laser versus Other Deposition Techniques for Medical Applications: A Comparative Review. Coatings 2022, 12, 71. https://0-doi-org.brum.beds.ac.uk/10.3390/coatings12010071
Badiceanu M, Anghel S, Mihailescu N, Visan AI, Mihailescu CN, Mihailescu IN. Coatings Functionalization via Laser versus Other Deposition Techniques for Medical Applications: A Comparative Review. Coatings. 2022; 12(1):71. https://0-doi-org.brum.beds.ac.uk/10.3390/coatings12010071
Chicago/Turabian StyleBadiceanu, Maria, Sinziana Anghel, Natalia Mihailescu, Anita Ioana Visan, Cristian N. Mihailescu, and Ion N. Mihailescu. 2022. "Coatings Functionalization via Laser versus Other Deposition Techniques for Medical Applications: A Comparative Review" Coatings 12, no. 1: 71. https://0-doi-org.brum.beds.ac.uk/10.3390/coatings12010071