
Effect of Si Content on Deposition and High-Temperature Oxidation of Al-Si Coatings Obtained by Magnetron Sputtering PVD Method


Abstract
:1. Introduction
2. Material and Methods
2.1. Substrate Material
2.2. Coating Deposition by Combinatorial DC Magnetron Sputtering
2.3. Cyclic Oxidation Tests at 900 °C in Lab Air
2.4. Analytic Methods
3. Results
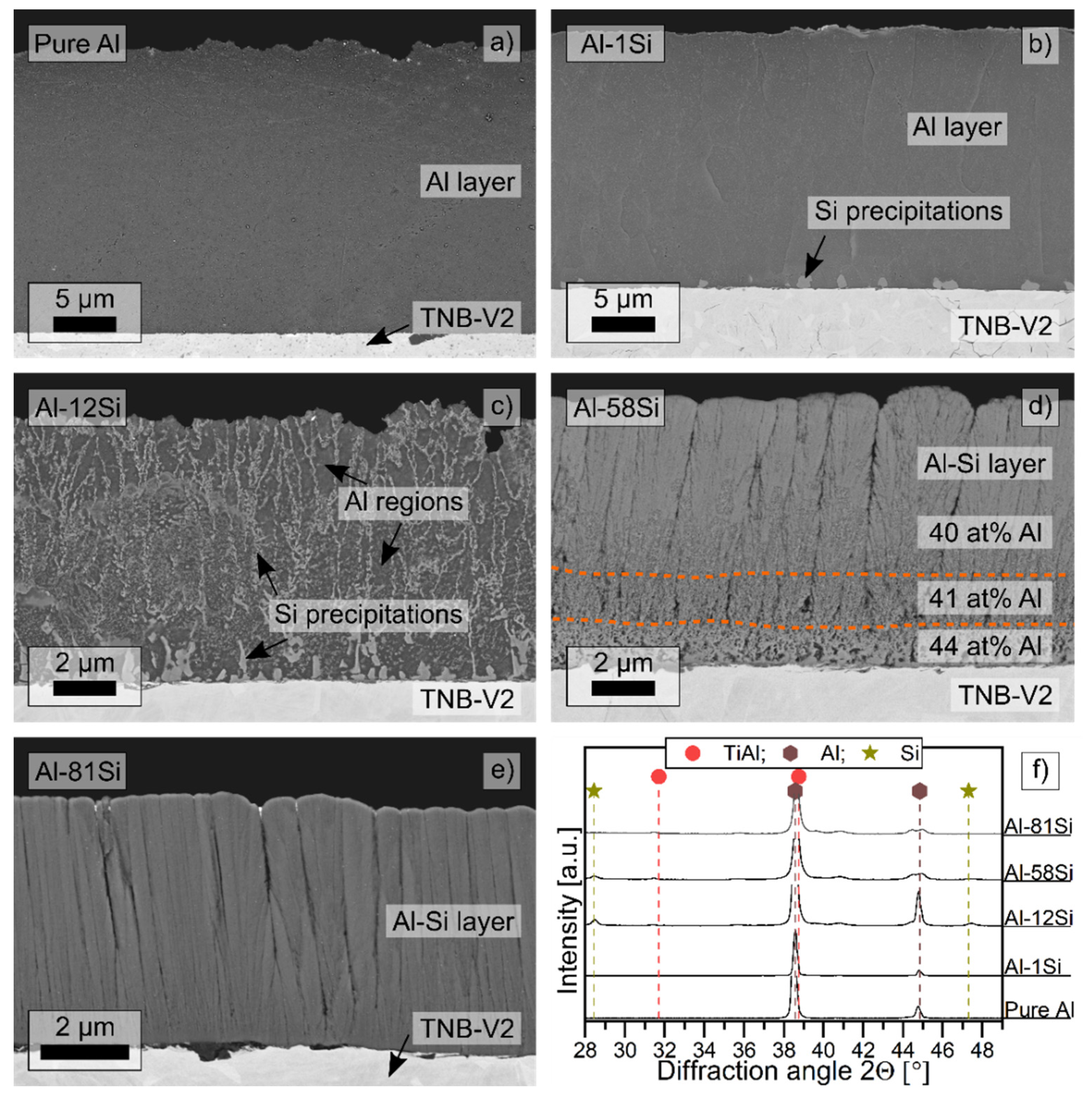
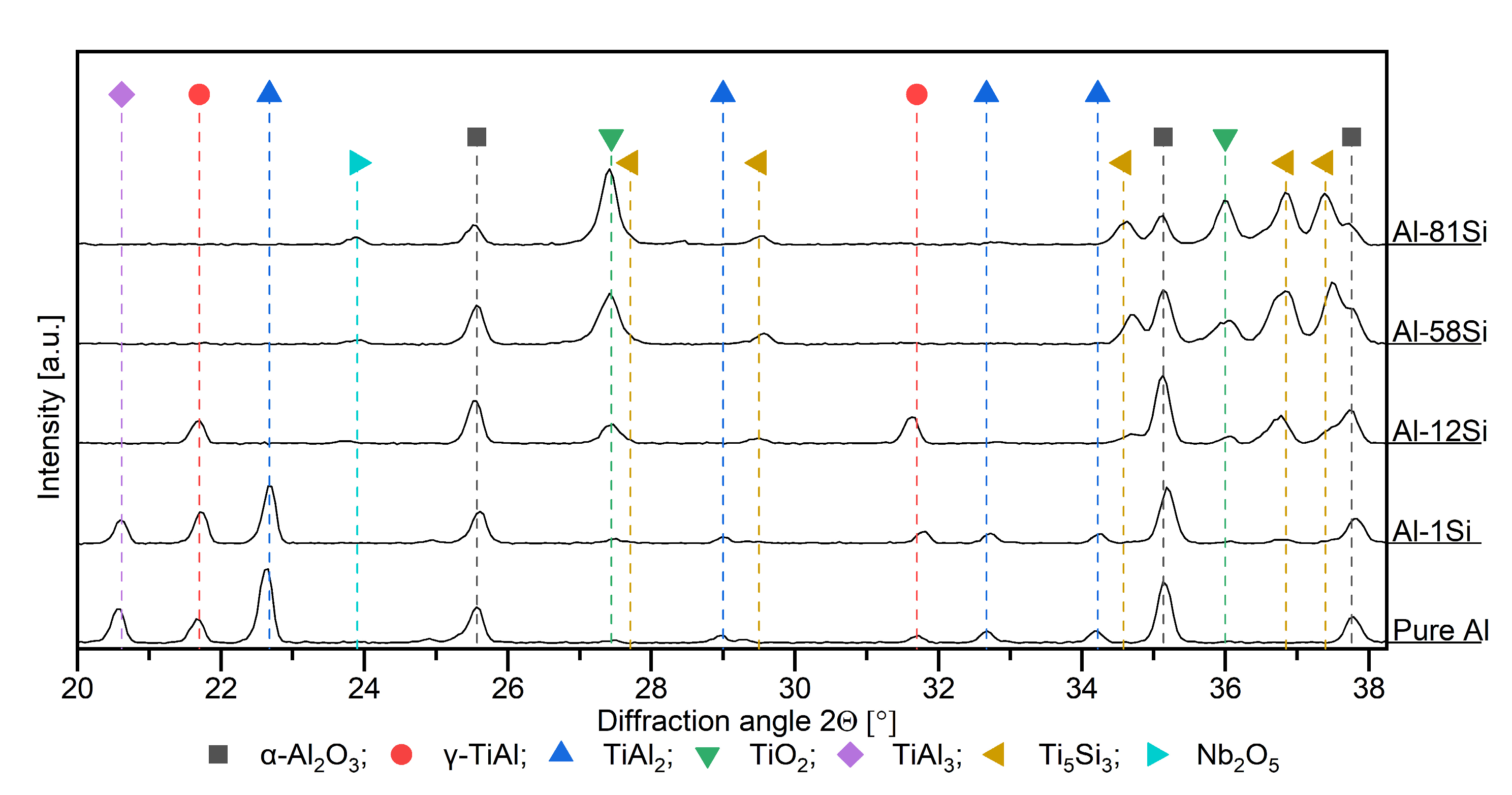
3.1. Intermetallic Al-Si-Based and Pure Al Coatings in the As-Coated Condition and after Vacuum Heat Treatment for 20 h at 600 °C
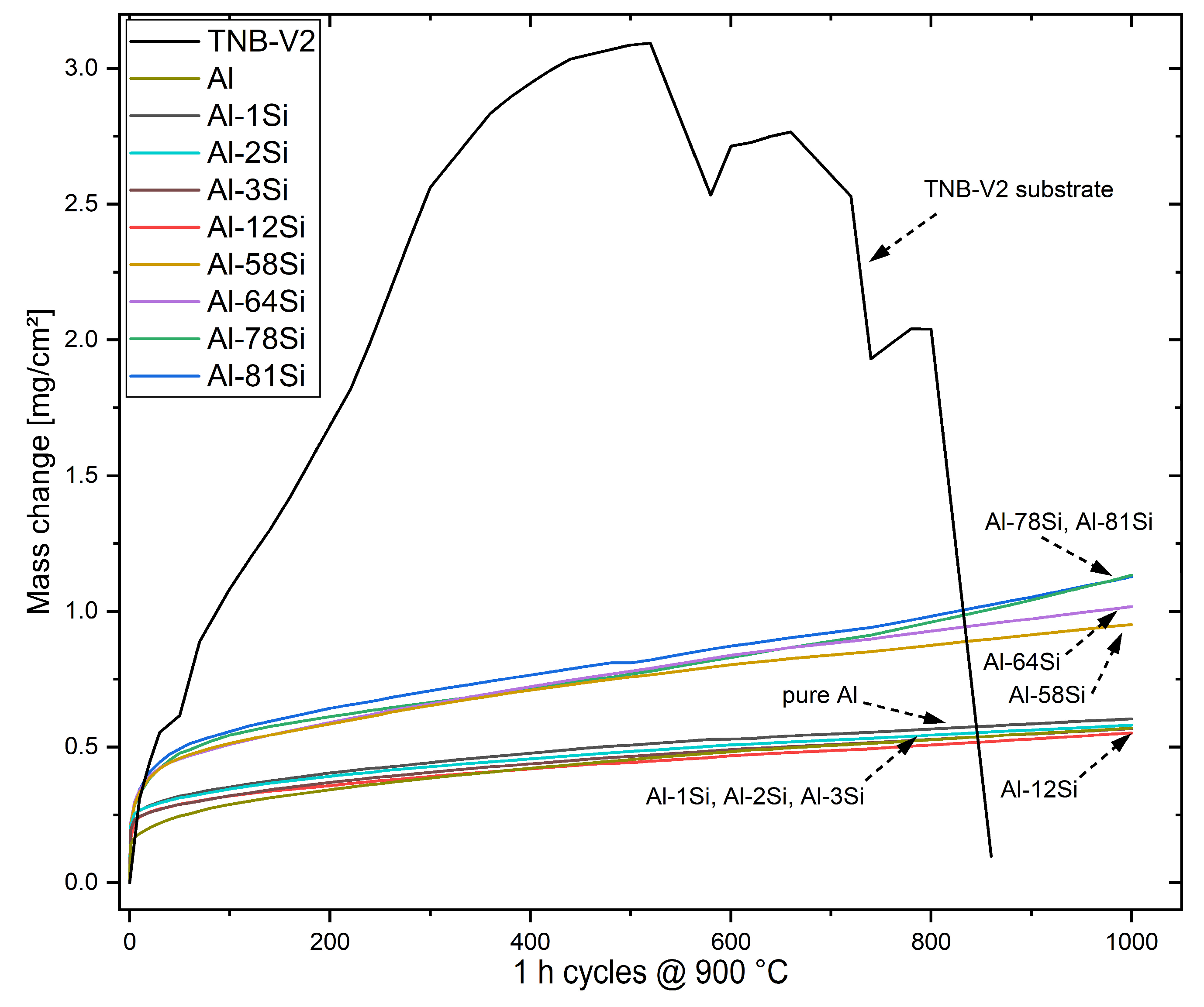
3.2. Thermogravimetric Analysis during Cyclic Oxidation Tests of the Coated TNB-V2 Alloy at 900 °C up to 1000 Cycles in Air
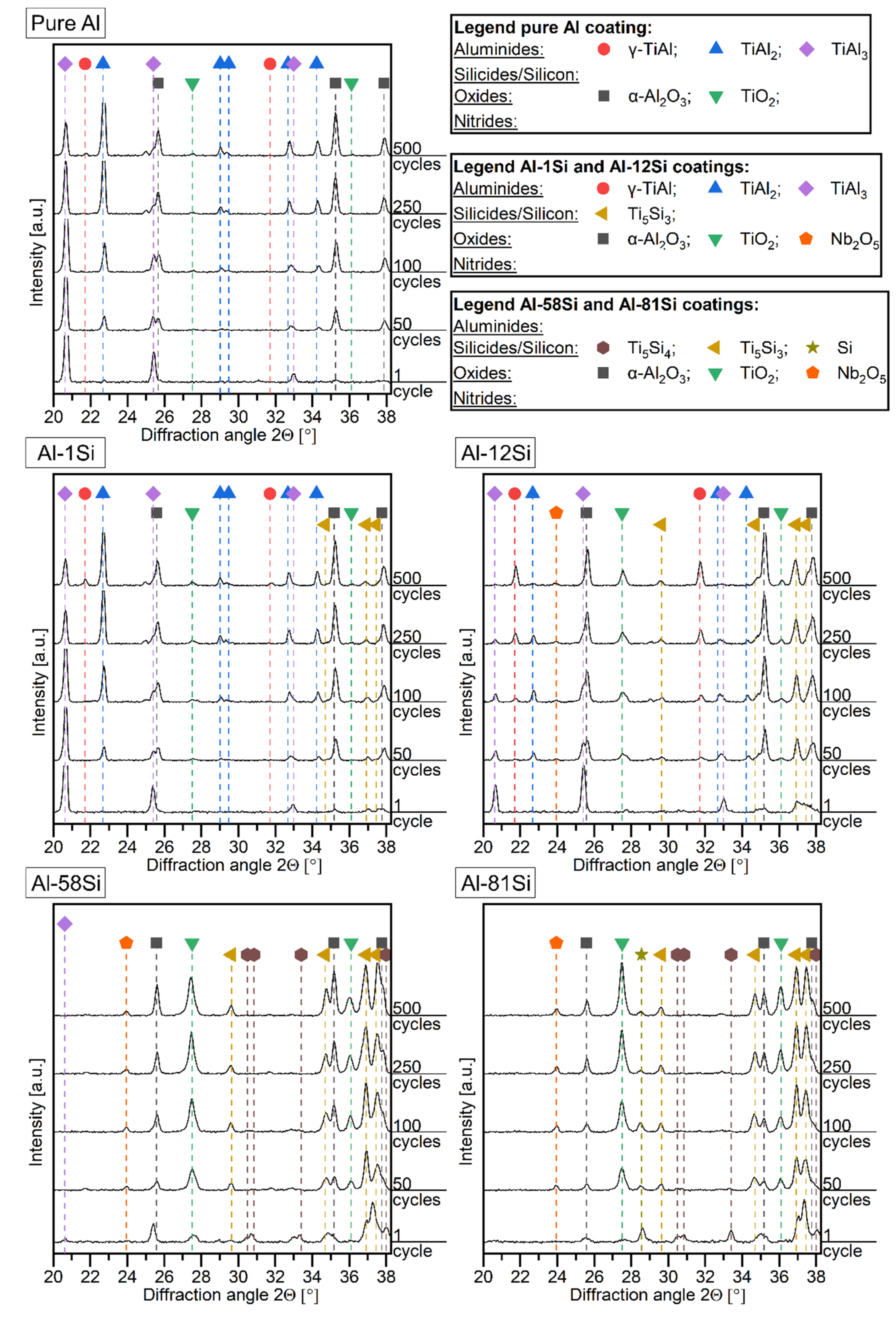
3.3. Oxide Formation as Well as Phase Formation in the Al-Si Coatings on TNB-V2 Alloy during the Initial 500 Cycles at 900 °C
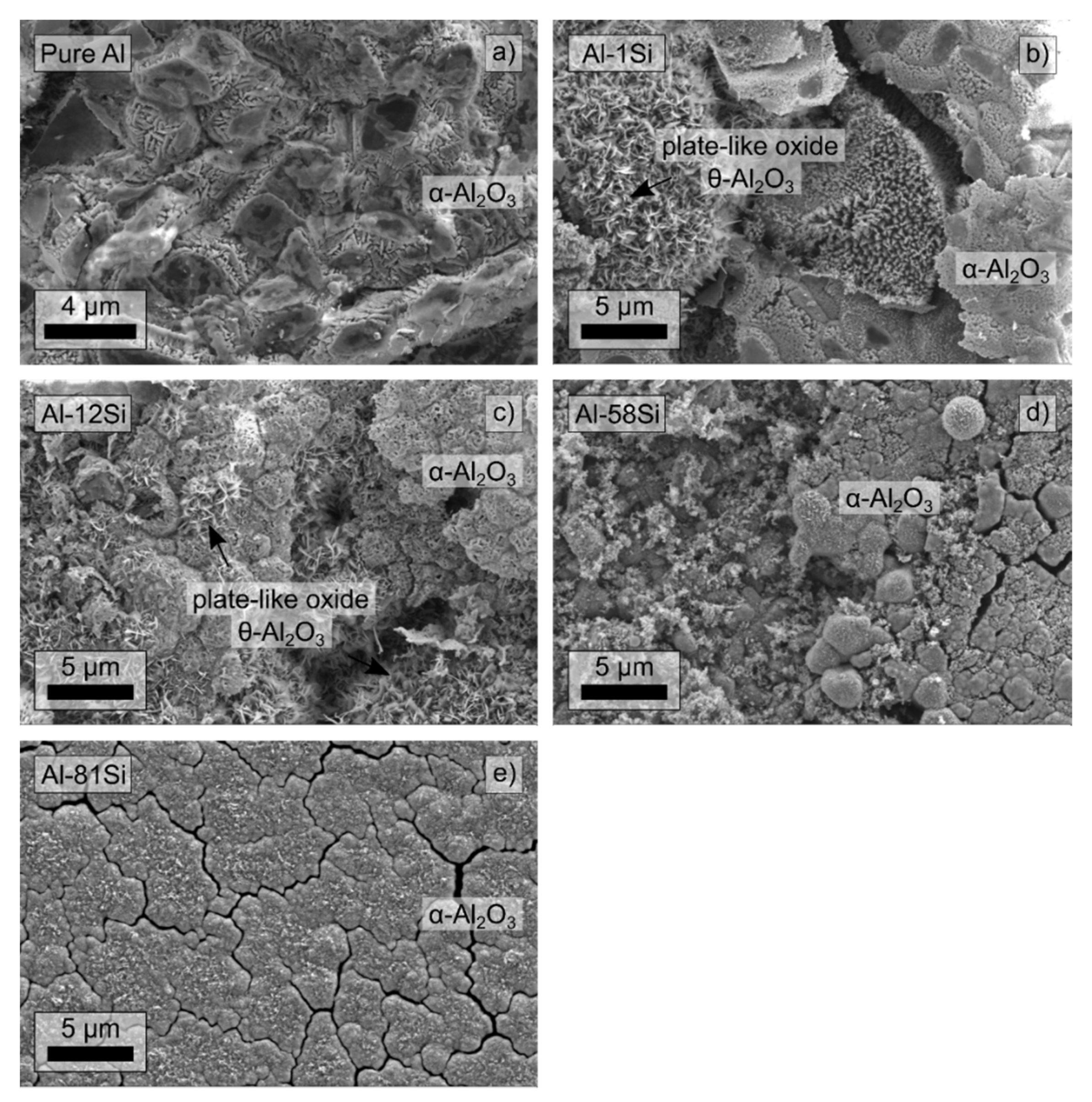
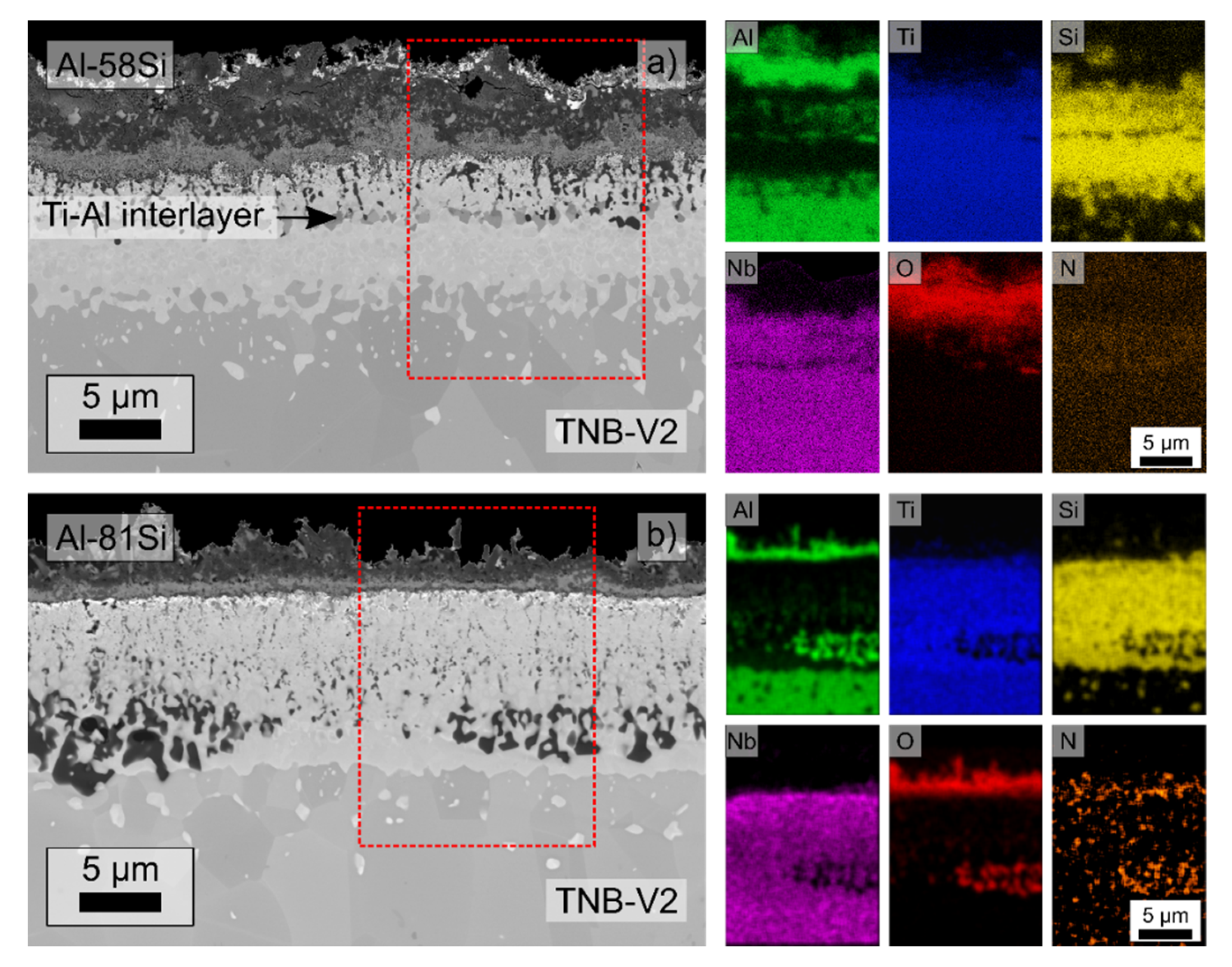
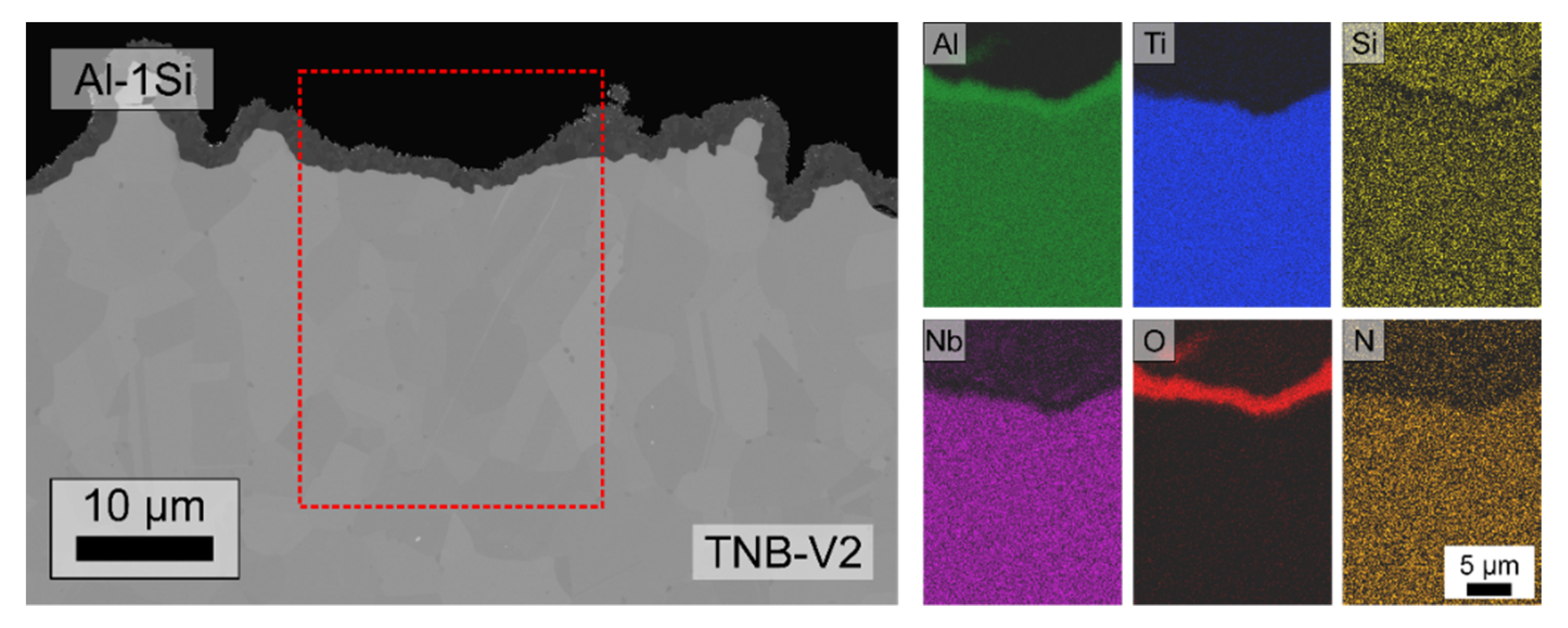
3.4. Microstructure Analysis of the Al-Si Coatings after 1000 Cycles of Exposure to 900 °C
3.5. Enhanced Long-Time Cyclic Oxidation Behavior at 900 °C up to 5000 Cycles in Air
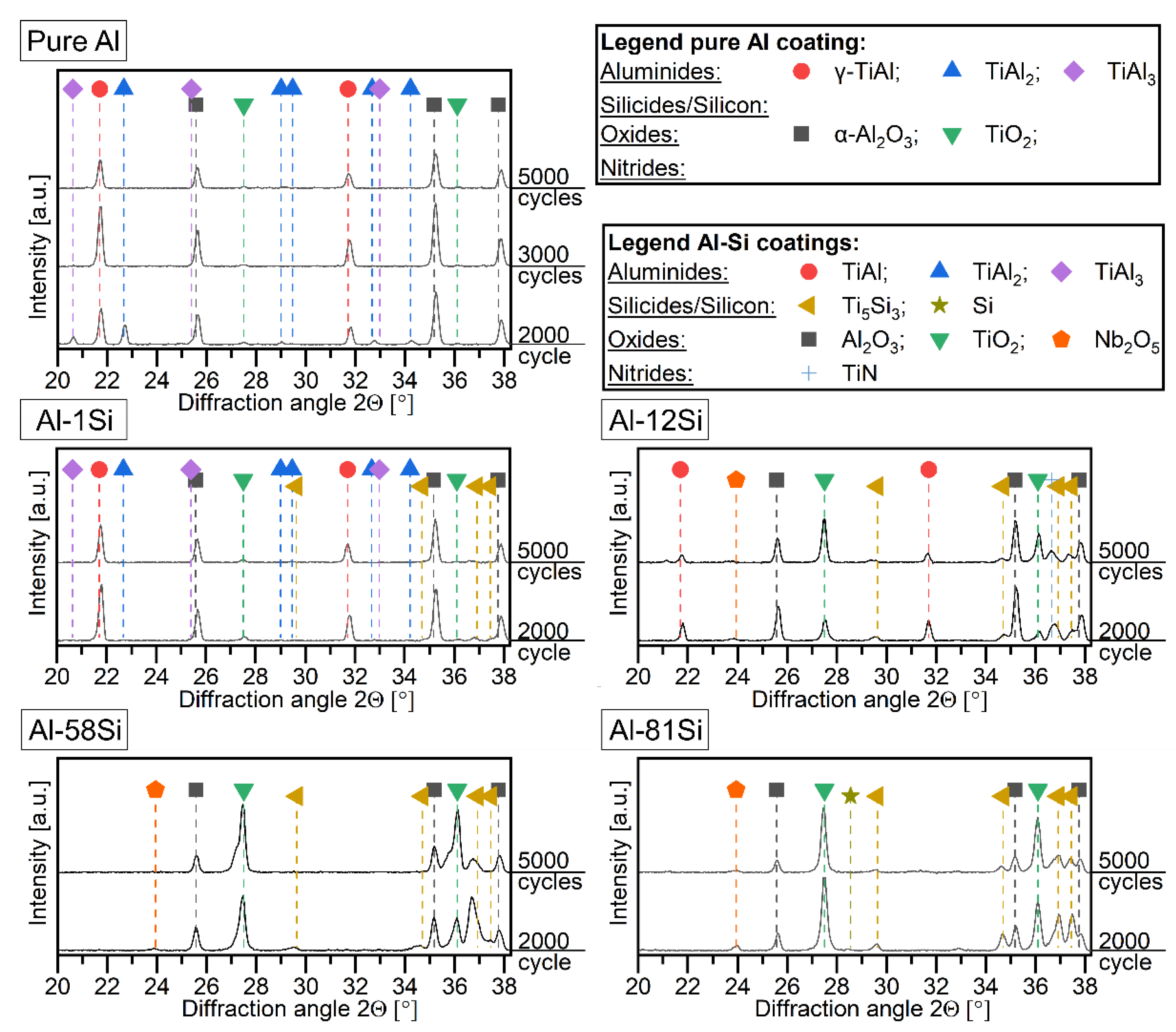
3.6. Phases Formation and Microstructure Changes during 5000 Cycles at 900 °C
4. Discussion
4.1. Morphology and Phase Formation in the Al-Si-Based Coating after Magnetron Sputtering
4.2. Phase Evolution during Vacuum Heat Treatment at 600 °C for 20 h
4.3. Oxidation Behavior of the Pure Al and Al-Si-Based PVD Coatings and the Influence of the Si Contents
4.3.1. Oxidation Behavior of Al and Al-Si with ≤ 12 at.% Si PVD Coatings
4.3.2. Oxidation Behavior of Si ≥ 58 at.% Al-Si Coatings
5. Conclusions
- The Al, as well as the Al-Si-based coatings, exhibited significantly improved oxidation resistance compared to pristine TNB-V2 due to the thermal growth of a protective alumina layer and hence diffusion-controlled growth rates.
- Al and Al-Si coatings with up to 12 at.% Si exhibited a dense morphology. Al-Si coatings with 58 or more at.% Si provide a columnar coating structure.
- Si addition increased the transformation rate of the pure Al and Si in the as-coated state to the intermetallic phases of Ti7Al5Si12 and Ti(Al,Si)3 during heat treatment and prolonged the formation of metastable γ-Al2O3.
- During cyclic oxidation testing, the Al coating and Al-Si coatings with Si ≤ 3 at.% both exhibited excellent oxidation behaviors, forming stable and slow-growing alumina scales with mass gains below 0.82 mg/cm² after 5000 cycles.
- The lowest mass gain after 1000 cycles was exhibited by the Al-12Si (in at.%) coating. However, during longer oxidation times (up to 5000 cycles), the onset of TiO2 formation was observed, which led to a linear mass gain. This is attributed mainly to the lower coating thickness for Al-12Si coating compared to the coatings with ≤3 at.% Si.
- Si addition of at least 58 at.% in Al-Si coatings led to poor oxidation resistance, as marked by a mass increase above 1 mg/cm². Nonetheless, even these coatings still provide better oxidation behavior than the bare TiAl alloy. No severe spallation up to 5000 cycles at 900 °C was detected.
- An optimal oxidation resistance can be achieved with Al-Si coatings of at least 13 µm and up to 12 at.% Si.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement:
Acknowledgments
Conflicts of Interest
References
- Bewlay, B.P.; Nag, S.; Suzuki, A.; Weimer, M.J. TiAl alloys in commercial aircraft engines. Mater. High Temp. 2016, 33, 549–559. [Google Scholar] [CrossRef]
- Kim, Y.-W.; Kim, S.-L. Advances in Gammalloy Materials–Processes–Application Technology: Successes, Dilemmas, and Future. JOM 2018, 70, 553–560. [Google Scholar] [CrossRef] [Green Version]
- Clemens, H.; Mayer, S. Design, Processing, Microstructure, Properties, and Applications of Advanced Intermetallic TiAl Alloys. Adv. Eng. Mater. 2013, 15, 191–215. [Google Scholar] [CrossRef]
- Vaidya, R.U.; Park, Y.S.; Zhe, J.; Gray, G.T.; Butt, D.P. High-Temperature Oxidation of Ti-48Al-2Nb-2Cr and Ti-25Al-10Nb-3V-1Mo. Oxid. Met. 1998, 50, 215–240. [Google Scholar] [CrossRef]
- Dettenwanger, F.; Schumann, E.; Ruhle, M.; Rakowski, J.; Meier, G.H. Microstructural Study of Oxidized γ-TiAl. Oxid. Met. 1998, 50, 269–307. [Google Scholar] [CrossRef]
- Swadźba, R.; Marugi, K.; Pyclik, Ł. STEM investigations of γ-TiAl produced by additive manufacturing after isothermal oxidation. Corros. Sci. 2020, 169, 108617. [Google Scholar] [CrossRef]
- Brady, M.P.; Brindley, W.J.; Smialek, J.L.; Locci, I.E. The oxidation and protection of gamma titanium aluminides. JOM 1996, 48, 46–50. [Google Scholar] [CrossRef] [Green Version]
- Lasalmonie, A. Intermetallics: Why is it so difficult to introduce them in gas turbine engines? Intermetallics 2006, 14, 1123–1129. [Google Scholar] [CrossRef]
- Yang, M.-R.; Wu, S.-K. Oxidation resistance improvement of TiAl intermetallics using surface modification. Bull. Coll. Eng. 2003, 89, 3–19. [Google Scholar]
- Pflumm, R.; Friedle, S.; Schütze, M. Oxidation protection of γ-TiAl-based alloys—A review. Intermetallics 2015, 56, 1–14. [Google Scholar] [CrossRef]
- Smialek, J.L.; Gedwill, M.A.; Brindley, P.K. Cyclic oxidation of aluminide coatings on Ti3Al+Nb. Scr. Metall. Mater. 1990, 24, 1291–1296. [Google Scholar] [CrossRef]
- Gauthier, V.; Dettenwanger, F.; Schütze, M.; Shemet, V.; Quadakkers, W.J. Oxidation-Resistant Aluminide Coatings on γ-TiAl. Oxid. Met. 2003, 59, 233–255. [Google Scholar] [CrossRef] [Green Version]
- Xiang, Z.D.; Rose, S.R.; Burnell-Gray, J.S.; Datta, P.K. Co-deposition of aluminide and silicide coatings on γ-TiAl by pack cementation process. J. Mater. Sci. 2003, 38, 19–28. [Google Scholar] [CrossRef]
- Xiang, Z.D.; Rose, S.R.; Datta, P.K. Codeposition of Al and Si to form oxidation-resistant coatings on γ-TiAl by the pack cementation process. Mater. Chem. Phys. 2003, 80, 482–489. [Google Scholar] [CrossRef]
- Swadzba, L.; Maciejny, A.; Mendala, B.; Moskal, G.; Jarczyk, G. Structure and resistance to oxidation of an Al-Si diffusion coating deposited by Arc-PVD on a TiAlCrNb alloy. Surf. Coat. Tech. 2003, 165, 273–280. [Google Scholar] [CrossRef]
- Swadzba, L.; Moskal, G.; Hetmanczyk, M.; Mendala, B.; Jarczyk, G. Long-term cyclic oxidation of Al-Si diffusion coatings deposited by Arc-PVD on TiAlCrNb alloy. Surf. Coat. Tech. 2004, 184, 93–101. [Google Scholar] [CrossRef]
- Swadźba, R.; Swadźba, L.; Mendala, B.; Bauer, P.-P.; Laska, N.; Schulz, U. Microstructure and cyclic oxidation resistance of Si-aluminide coatings on γ-TiAl at 850 °C. Surf. Coat. Technol. 2020, 403, 126361. [Google Scholar] [CrossRef]
- Xiong, H.-P.; Mao, W.; Xie, Y.-H.; Ma, W.-L.; Chen, Y.-F.; Li, X.-H.; Li, J.-P.; Cheng, Y.-Y. Liquid-phase siliconizing by Al–Si alloys at the surface of a TiAl-based alloy and improvement in oxidation resistance. Acta Mater. 2004, 52, 2605–2620. [Google Scholar] [CrossRef]
- Swadźba, R.; Swadźba, L.; Mendala, B.; Witala, B.; Tracz, J.; Marugi, K.; Pyclik, Ł. Characterization of Si-aluminide coating and oxide scale microstructure formed on γ-TiAl alloy during long-term oxidation at 950 °C. Intermetallics 2017, 87, 81–89. [Google Scholar] [CrossRef]
- Kim, B.G.; Kim, G.M.; Kim, C.J. Oxidation behavior of TiAl-X (X = Cr, V, Si, Mo or Nb) intermetallics at elevated temperature. Scr. Metall. Mater. 1995, 33, 1117–1125. [Google Scholar] [CrossRef]
- Maki, K.; Shioda, M.; Sayashi, M.; Shimizu, T.; Isobe, S. Effect of silicon and niobium on oxidation resistance of TiAl intermetallics. Mater. Sci. Eng. A 1992, 153, 591–596. [Google Scholar] [CrossRef]
- Vojtech, D.; Mort’aniková, M.; Novák, P. Kinetic and Thermodynamic Aspects of High-Temperature Oxidation of Selected Ti-Based Alloys. In Defect and Diffusion Forum; Trans Tech Publications Ltd.: Freienbach, Switzerland, 2007; Volume 263, pp. 123–128. [Google Scholar]
- Chaze, A.M.; Coddet, C. Influence of silicon on the oxidation of titanium between 550 and 700 °C. Oxid. Met. 1987, 27, 1–20. [Google Scholar] [CrossRef]
- Chaze, A.M.; Coddet, C. Influence of the nature of alloying elements on the adherence of oxide films formed on titanium alloys. Oxid. Met. 1987, 28, 61–71. [Google Scholar] [CrossRef]
- Alford, N.M.; Birchall, J.D.; Kendall, K. Overview—Engineering Ceramics—The Process Problem. Mater. Sci. Technol. 1986, 2, 329–336. [Google Scholar] [CrossRef]
- Zheng, N.; Quadakkers, W.J.; Gil, A.; Nickel, H. Studies concerning the effect of nitrogen on the oxidation behavior of TiAl-based intermetallics at 900 °C. Oxid. Met. 1995, 44, 477–499. [Google Scholar] [CrossRef]
- Moskal, G.; Migas, D.; Mendala, B.; Kałamarz, P.; Mikuśkiewicz, M.; Iqbal, A.; Jucha, S.; Góral, M. The Si influence on the microstructure and oxidation resistance of Ti-Al slurry coatings on Ti-48Al-2Cr-2Nb alloy. Mater. Res. Bull. 2021, 141, 111336. [Google Scholar] [CrossRef]
- Novák, P.; Kříž, J.; Michalcová, A.; Vojtech, D. Microstructure Evolution of Fe-Al-Si and Ti-Al-Si Alloys during High-Temperature Oxidation. Mater. Sci. Forum 2014, 782, 353–358. [Google Scholar] [CrossRef]
- Taniguchi, S.; Minamida, T.; Shibata, T. Oxidation Behaviour of Ti5Si3 at Temperatures between 1400 and 1700 K. Mater. Sci. Forum 1997, 251–254, 227–234. [Google Scholar] [CrossRef]
- Mitra, R.; Rao, V.V.R. Elevated-temperature oxidation behavior of titanium silicide and titanium silicide-based alloy and composite. Metall. Mater. Trans. A 1998, 29, 1665–1675. [Google Scholar] [CrossRef]
- Wang, J.; Kong, L.; Wu, J.; Li, T.; Xiong, T. Microstructure evolution and oxidation resistance of silicon-aluminizing coating on γ-TiAl alloy. Appl. Surf. Sci. 2015, 356, 827–836. [Google Scholar] [CrossRef]
- Bauer, P.-P.; Laska, N.; Swadźba, R. Increasing the oxidation resistance of γ-TiAl by applying a magnetron sputtered aluminum and silicon based coating. Intermetallics 2021, 133, 107177. [Google Scholar] [CrossRef]
- Huang, J.; Zhao, F.; Cui, X.; Wang, J.; Xiong, T. Long-term oxidation behavior of silicon-aluminizing coating with an in-situ formed Ti5Si3 diffusion barrier on γ-TiAl alloy. Appl. Surf. Sci. 2022, 582, 152444. [Google Scholar] [CrossRef]
- Bauer, P.-P.; Swadźba, R.; Klamann, L.; Laska, N. Aluminum diffusion inhibiting properties of Ti5Si3 at 900 °C and its beneficial properties on Al-rich oxidation protective coatings on γ-TiAl. Corros. Sci. 2022, 201, 110265. [Google Scholar] [CrossRef]
- Pieraggi, B. Calculations of parabolic reaction rate constants. Oxid. Met. 1987, 27, 177–185. [Google Scholar] [CrossRef]
- Schütze, M. The Role of Surface Protection for High-Temperature Performance of TiAl Alloys. JOM 2017, 69, 2602–2609. [Google Scholar] [CrossRef]
- Murray, J.L.; McAlister, A.J. The Al-Si (Aluminum-Silicon) system. Bull. Alloy. Phase Diagr. 1984, 5, 74. [Google Scholar] [CrossRef]
- Thornton, J.A. Influence of apparatus geometry and deposition conditions on the structure and topography of thick sputtered coatings. J. Vac. Sci. Technol. 1974, 11, 666–670. [Google Scholar] [CrossRef]
- Kelton, K.F.; Greer, A.L. Chapter 6—Heterogeneous Nucleation. In Pergamon Materials Series; Kelton, K.F., Greer, A.L., Eds.; Elsevier: Amsterdam, The Netherlands, 2010; pp. 165–226. [Google Scholar]
- McCaldin, J.O.; Sankur, H. Precipitation of Si from the Al Metallization of Integrated Circuits. Appl. Phys. Lett. 1972, 20, 171–172. [Google Scholar] [CrossRef] [Green Version]
- Van Gurp, G.J. Diffusion-limited Si precipitation in evaporated Al/Si films. J. Appl. Phys. 1973, 44, 2040–2050. [Google Scholar] [CrossRef]
- Laegreid, N.; Wehner, G.K. Sputtering Yields of Metals for Ar+ and Ne+ Ions with Energies from 50 to 600 ev. J. Appl. Phys. 1961, 32, 365–369. [Google Scholar] [CrossRef]
- Thiyaneshwaran, N.; Sivaprasad, K.; Ravisankar, B. Nucleation and growth of TiAl3 intermetallic phase in diffusion bonded Ti/Al Metal Intermetallic Laminate. Sci. Rep. 2018, 8, 16797. [Google Scholar] [CrossRef] [PubMed]
- Herzig, C.; Przeorski, T.; Mishin, Y. Self-diffusion in γ-TiAl: An experimental study and atomistic calculations. Intermetallics 1999, 7, 389–404. [Google Scholar] [CrossRef]
- Dezellus, O.; Zhe, M.; Gardiola, B.; Lay, S.; Viala, J.C. Solid State Chemical Interaction between Ti and Al-Si lloys. J. Phase Equilibria Diffus. 2021, 42, 524–534. [Google Scholar] [CrossRef]
- Wang, J.; Kong, L.; Li, T.; Xiong, T. Microstructure Evolution of Cold-Sprayed Al-Si Alloy Coatings on γ-TiAl During Heat Treatment. J. Therm. Spray Technol. 2015, 24, 1071–1080. [Google Scholar] [CrossRef]
- Fröhlich, M.; Ebach-Stahl, A.; Braun, R.; Leyens, C. Oxidation protective coatings for γ-TiAl—Recent trends. Mater. Werkst. 2007, 38, 667–673. [Google Scholar] [CrossRef]
- Crespo-Villegas, J.; Cavarroc, M.; Knittel, S.; Martinu, L.; Klemberg-Sapieha, J.E. Protective TixSiy coatings for enhanced oxidation resistance of the ɣ-TiAl alloy at 900 °C. Surf. Coat. Technol. 2022, 430, 127963. [Google Scholar] [CrossRef]
- Chu, M.S.; Wu, S.K. The improvement of high temperature oxidation of Ti–50Al by sputtering Al film and subsequent interdiffusion treatment. Acta Mater. 2003, 51, 3109–3120. [Google Scholar] [CrossRef]
- Williams, J.J.; Akinc, M. Oxidation Resistance of Ti5Si3 and Ti5Si3Zx at 1000 °C (Z = C, N, or O). Oxid. Met. 2002, 58, 57–71. [Google Scholar] [CrossRef]
- Bulanova, M.; Tretyachenko, L.; Golovkova, M.; Meleshevich, K. Phase equilibria in the α-Ti-Al-Si region of the Ti-Si-Al system. J. Phase Equilibria Diffus. 2004, 25, 209–229. [Google Scholar] [CrossRef]
- Smialek, J.L. Oxidation behaviour of TiAl3 coatings and alloys. Corros. Sci. 1993, 35, 1199–1208. [Google Scholar] [CrossRef]
- Umakoshi, Y.; Yamaguchi, M.; Sakagami, T.; Yamane, T. Oxidation resistance of intermetallic compounds Al3Ti and TiAl. J. Mater. Sci. 1989, 24, 1599–1603. [Google Scholar] [CrossRef]
- De Farias Azevedo, C.R.; Flower, H.M. Microstructure and phase relationships in Ti–Al–Si system. Mater. Sci. Technol. 1999, 15, 869–877. [Google Scholar] [CrossRef]
- Nishimoto, T.; Kitajima, Y.; Hayashi, S.; Narita, T. Oxidation of TiAl3 and L12 Coatings on Ti-45Al-5Nb Alloy at 1173 K. J. Solid Mech. Mater. Eng. 2010, 4, 167–177. [Google Scholar] [CrossRef]
- Abba, A.; Galerie, A.; Caillet, M. High-Temperature Oxidation of Titanium Silicide Coatings on Titanium. Oxid. Met. 1982, 17, 43–54. [Google Scholar] [CrossRef]
- Tang, Z.; Williams, J.J.; Thom, A.J.; Akinc, M. High temperature oxidation behavior of Ti5Si3-based intermetallics. Intermetallics 2008, 16, 1118–1124. [Google Scholar] [CrossRef]
- Rahmel, A.; Spencer, P.J. Thermodynamic aspects of TiAl and TiSi2 oxidation: The Al-Ti-O and Si-Ti-O Phase diagrams. Oxid. Met. 1991, 35, 53–68. [Google Scholar] [CrossRef]
- Tang, Z.; Thom, A.J.; Akinc, M. Role of nitrogen on the oxidative stability of Ti5Si3 based alloys at elevated temperature. Intermetallics 2006, 14, 537–543. [Google Scholar] [CrossRef]
- Zhang, L.; Wu, J. Ti5Si3 and Ti5Si3-based alloys: Alloying behavior, microstructure and mechanical property evaluation. Acta Mater. 1998, 46, 3535–3546. [Google Scholar] [CrossRef]

















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Ti | Al | Nb | C |
|---|---|---|---|
| balance | 45 at.% | 8 at.% | 0.2 at.% |
| Coating | Pylon Position | Coating Thickness | Al Content | Si Content |
|---|---|---|---|---|
| Pure Al | 1 | 22.2 µm | 100 at.% | - |
| Al-1Si | 1 | 20 µm | 99 at.% | 1 at.% |
| Al-2Si | 2 | 13.6 µm | 98 at.% | 2 at.% |
| Al-3Si | 2 | 14.3 µm | 97 at.% | 3 at.% |
| Al-12Si | 3 | 8.3 µm | 88 at.% | 12 at.% |
| Al-58Si | 4 | 6.9 µm | 42 at.% | 58 at.% |
| Al-64Si | 4 | 5,7 µm | 36 at.% | 64 at.% |
| Al-78Si | 5 | 6.9 µm | 22 at.% | 78 at.% |
| Al-81Si | 5 | 5.4 µm | 19 at.% | 81 at.% |
| Coating | Al | Al-1Si | Al-2Si | Al-3Si | Al-12Si |
|---|---|---|---|---|---|
| Kp (mg2/(cm4 h)) | 16.9 × 10−5 | 13.3 × 10−5 | 11.7 × 10−5 | 12.8 × 10−5 | 11.4 × 10−5 |
| Δmi (mg/cm2) | 0.16 | 0.24 | 0.24 | 0.21 | 0.21 |
| Δm1000C (mg/cm2) | 0.57 | 0.60 | 0.58 | 0.57 | 0.55 |
| Coating | Al-58Si | Al-64Si | Al-78Si | Al-81Si | |
| Kp (mg2/(cm4 h)) | 41.8 × 10−5 | 57.2 × 10−5 | 68.5 × 10−5 | 64.1 × 10−5 | |
| Δmi (mg/cm2) | 0.3 | 0.25 | 0.22 | 0.27 | |
| Δm1000C (mg/cm2) | 0.95 | 1.02 | 1.13 | 1.13 |
| Coating | Al | Al-1Si | Al-2Si | Al-3Si | Al-12Si |
|---|---|---|---|---|---|
| Kp (mg2/(cm4 h)) | 5.0 × 10−5 | 3.5 × 10−5 | 3.1 × 10−5 | 2.9 × 10−5 | 7.4 × 10−5 |
| Δmi (mg/cm2) | 0.25 | 0.34 | 0.34 | 0.4 | 0.32 |
| Δm5000C (mg/cm2) | 0.74 | 0.78 | 0.77 | 0.82 | 1.65 |
| Coating | Al-58Si | Al-64Si | Al-78Si | Al-81Si | |
| Kp (mg2/(cm4 h)) | 14.1 × 10−5 | 17.0 × 10−5 | 78.5 × 10−5 | 75.8 × 10−5 | |
| Δmi (mg/cm2) | 0.44 | 0.48 | 0.1 | 0.15 | |
| Δm5000C (mg/cm2) | 1.93 | 1.89 | 2.15 | 2.18 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Bauer, P.-P.; Klamann, L.; Swadźba, R.; Laska, N. Effect of Si Content on Deposition and High-Temperature Oxidation of Al-Si Coatings Obtained by Magnetron Sputtering PVD Method. Coatings 2022, 12, 859. https://0-doi-org.brum.beds.ac.uk/10.3390/coatings12060859
Bauer P-P, Klamann L, Swadźba R, Laska N. Effect of Si Content on Deposition and High-Temperature Oxidation of Al-Si Coatings Obtained by Magnetron Sputtering PVD Method. Coatings. 2022; 12(6):859. https://0-doi-org.brum.beds.ac.uk/10.3390/coatings12060859
Chicago/Turabian StyleBauer, Peter-Philipp, Lisa Klamann, Radosław Swadźba, and Nadine Laska. 2022. "Effect of Si Content on Deposition and High-Temperature Oxidation of Al-Si Coatings Obtained by Magnetron Sputtering PVD Method" Coatings 12, no. 6: 859. https://0-doi-org.brum.beds.ac.uk/10.3390/coatings12060859