
Effect of Aminopropyltriethoxysilane on the Adhesion of Flexographic Water-Based Ink to Packaging Films


Department of Printing Technology, Institute of Mechanics and Printing, Faculty of Mechanical and Industrial Engineering, Warsaw University of Technology, Konwiktorska 2, 00-217 Warsaw, Poland
*
Author to whom correspondence should be addressed.
Coatings 2023, 13(11), 1833; https://0-doi-org.brum.beds.ac.uk/10.3390/coatings13111833
Submission received: 11 September 2023
/
Revised: 22 October 2023
/
Accepted: 23 October 2023
/
Published: 26 October 2023
(This article belongs to the Section Functional Polymer Coatings and Films)
Abstract
:Plastic films are widely used in packaging, where high-quality printing on their surface is required. When printing on films, particularly with water-based inks, problems arise with proper ink adhesion to the substrate. As part of the ongoing research, formulas of flexographic water-based inks were developed, where aminopropyltriethoxysilane was used in various amounts as an adhesion promoter, its effect on the adhesion of inks to three types of films commonly used in packaging was determined, and the quality of prints was examined. The research included the tape test, the T-peel test, and the abrasion-resistance test, as well as measurements of the pH of the inks, contact angles, and optical properties of the prints and their gloss. As a result of the study, the type of film was found to be crucial to the effect of aminopropyltriethoxysilane on the adhesion of flexographic water-based ink to the substrate and print quality. An addition of 1.0%–1.5% makes it possible to achieve the best adhesion improvement (bonding strength increased by about 26, 35, and 102% for PE, BOPP, and PET films, respectively) while improving print quality—increasing the optical density of prints and their gloss. However, the use of 1.5% silane in ink has a significant impact on the color of the ink (∆E ranging from 2.2 to 7.8 depending on the film). The amount of the additive used (0.5 to 1.5%) of aminopropyltriethoxysilane in the ink would need to vary depending on the type of film to be printed.
1. Introduction
With the development of the printing and packaging market, ink is increasingly being applied to a wider range of printing substrates, not only paper and cardboard but also plastic, glass, metal, etc. Achieving good ink adhesion to the substrate is crucial for high print quality. In general, achieving ink adhesion to paper or cardboard is not difficult due to the absorbent nature of paper fibers. However, when printing non-absorbent substrates, difficulties may arise in getting the ink to wet the substrate and in achieving adhesion between the ink and the substrate being printed [1,2,3]. Considering the types of printing inks on the market, some of the most problematic in achieving adhesion to the substrate are water-based inks [4,5], the use and importance of which continues to grow [6,7,8,9,10] due to their eco-friendly nature.
The flexible packaging market is dominated by plastics [11]. That said, polyethylene (PE), polypropylene (PP), and polyethylene terephthalate (PET) have the largest share of the global plastic packaging market and accounted for 56%, 22%, and 10% of the market in 2019, respectively [12].
Most flexible packaging that reaches the market is printed. The main printing technique for these products is flexography [13,14,15]. Flexographic printing can be achieved with water-based, solvent-based, and radiation-fixed inks (energy-curable inks cover three main energy-curing methods: ultraviolet (UV), light-emitting diode (LED), and electron beam (EB)) [16].
Flexographic water-based inks are liquid coating materials that include resins, pigments, additives, and solvents [5]. They are formulated from acrylic acid and polymers as well as copolymers composed of them, such as acrylates, methacrylates, polyester acrylates, or polyurethane acrylates [17]. Depending on the type of end use of the ink, they use such additives as waxes, anti-foaming agents, anti-perforation agents, anti-slip agents, plasticizers, dispersants, wetting agents, and others. Water is used as a solvent, with possible additions of other solvents not exceeding 5% of the ink composition [18,19].
Given that polymer films have a low surface free energy (SFE), while water-based inks have a high surface tension due to the very high surface tension of water, this can lead to problems in wetting the surface of the printed material and low adhesion of the ink to the substrate [3,20,21]. The solution may be to modify the surface layer of the plastic, leading to increased SFE values [22,23,24,25,26,27], resulting in a larger difference between the SFE of the substrate and the surface tension of the ink, which at a value of 10 should ensure good wettability and adhesion [3,21,28,29]. However, as other studies have shown [30], obtaining such a difference or more is not always a sufficient condition for good wettability of the substrate by the inks and its satisfactory adhesion to the material. Therefore, it is crucial to choose the right composition of the printing ink, which can be modified by using various additives [31].
Often, the problem of obtaining adequate adhesion of ink to the substrate [32] is approached by using appropriate adhesion enhancers, i.e., adhesion promoters [31,33,34]. The way adhesion promoters work is partly by forming chemical bonds with the surface of the substrate and the binder and partly by increasing the wettability of the surface or forming a layer between the substrate and the binder [35]. Many adhesion promoters are available on the market: silanes, silicones, titanium compounds, zirconates, amides, imines, phosphates, and specially modified polymers [17,36]. Furthermore, there are binding agents, plasticizers, and additives (e.g., wetting agents) that are designed for other purposes but provide good adhesion as an additional effect. When it comes to adhesion forces, the total ink formulation is decisive in many cases. The right choice of resin is key [5,17,21], but so are the solvents. In the case of water-based inks, the amount of solvent is so small that the possibility of partial dissolution and/or swelling of the film surface is negligible, thereby achieving little improvement in adhesion through mechanical anchoring on the film; nevertheless, the addition of solvent will affect the SFE value, as well as may affect the bonding process of the ink components [35].
Aminopropyltriethoxysilane (APTES) is one of the most important silicon compounds for material synthesis and a widely used silane for chemical modification, with unique biomedical, industrial, as well as scientific applications [37]. Thus, for example, Voicu and Thakur [38] used aminopropyltriethoxysilane as a linker for cellulose-based functional materials. Wand et al. [39] used APTES as a catalyst to prepare silica-based molecularly imprinted polymers (MIPs). Knorr, Jr. et al. [40] used aminopropyltriethoxysilane as a primary amine-containing coupling agent in PDA coatings. Castillo et al. [41] used an aqueous solution of 3-aminopropyltriethoxysilane for surface functionalization of polyethylene terephthalate (PET). In this work, we used APTES as an additive to improve the adhesion of water-based inks to non-absorbent substrates in flexographic printing.
Aminopropyltriethoxysilane is one of the commercially available organosilanes with the largest application in the functionalization of oxide surfaces [42]. Among other silanes, it is distinguished by its bifunctionality and amine functionality. On the one hand, it is characterized by an active amine and vinyl group that can react with synthetic resin molecules (e.g., polyester, epoxy, or phenol), while on the other hand, the structure has an alkoxy group that can react with hydroxyl groups on the substrate surface [43]. According to Regulation (EC) No. 1272/2008, APTES is harmful if swallowed (H302), causes severe skin burns and eye damage (H314), and may cause an allergic skin reaction (H317) [44], so it is recommended that it be used with all health and safety precautions and with personal protective equipment. However, studies have shown that surfaces functionalized with APTES are non-toxic to embryonic rat cardiomyocytes in vitro [45].
Although work on optimizing the formulation of water-based inks and the effect of various additives on print quality is being carried out in many research centers [2,7,19,21,46,47], the problem of optimal ink selection for film substrates, due to the complexity of the issue and the number of interacting factors, still requires further research. To the authors’ knowledge, there has been no research on the use of aminopropyltriethoxysilane in the composition of flexographic water-based ink to improve printability and adhesion, which was realized in the present study.
The purpose of this study is to determine the effect of an aminopropyltriethoxysilane additive used in water-based flexographic ink on the adhesion of the ink to selected packaging plastic films. Therefore, a base ink formulation has been developed that will be modified by the adhesion promoter, added in varying amounts. The prepared inks are printed on three commonly used packaging films (PE, PP, and PET), and the prints are tested for print quality and ink adhesion to the substrate.
2. Materials and Methods
2.1. Characteristics of Printing Substrates
The prints were made on three types of films commonly used in packaging: polyethylene (PE), polypropylene (BOPP), and polyester polyethylene terephthalate (PET). All films used in the study were transparent, corona-activated materials with thicknesses of 50 μm (PE, Ela Wyrób Folii i opakowania Sp. z o.o., Celestynów, Poland), 20 μm (BIFOL BG, Flexpol, Płock, Poland), and 12 μm (BOPET CA, Flexpol, Płock, Poland), respectively. The film surface free energy values determined using the Owens–Wendt method for PE, BOPP, and PET films were 47.5; 55.6, and 49.4 mJ/m2, respectively, which indicates the correct preparation of substrates for printing and should make it possible to obtain high-quality prints on these substrates.
2.2. Contact Angle Measurements and Determination of Film Surface Free Energy
The contact angles of the films wetted by the distilled water, diiodomethane 99% CH2I2 (Sigma-Aldrich, Taufkirchen, Germany), and inks were measured with a DSA30 goniometer (Krüss, Hamburg, Germany) using the tangent method. Strips of 20 mm × 100 mm were cut from BOPP, PE, and PET films. Sessile drops of the liquids with a volume of about 8 µL were applied to the film strips using a 0.5 mm needle. The contact angle was determined automatically using Advance software. The final results are arithmetic averages of the five measurements.
Based on contact angle measurements with water and diiodomethane, the values of surface free energy and its polar and dispersive components were calculated using the Owens–Wendth method [48,49]. Formulas (1)–(3) were used for the calculations.
where is the dispersive component of SFE of the examined films, is the polar component of SFE of the films, is the SFE of diiodomethane, is the dispersive component of diiodomethane SFE (=48.5 mJ/m2), is the polar component of diiodomethane SFE (=2.3 mJ/m2), is the SFE of water, is the dispersive component of water SFE (=21.8 mJ/m2), is the polar component of water SFE (=51 mJ/m2), is the contact angle of diiodomethane, and is the water contact angle.
2.3. Preparation of Flexographic Water-Based Ink
Based on an analysis of flexographic ink formulations [17,46,50,51,52,53,54], a recipe for a base flexographic water-based ink was developed (Table 1), to which silane was then added as an adhesion promoter. Given the purpose of this work, which is to study the effect of adhesion promoters on the adhesion of the ink to the film, no auxiliary agents, such as wax or anti-foaming agents, were added to the formulation. These could affect the adhesion of the ink to the film, which would prevent the determination of the effect of the adhesion promoter on this property.
Joncryl® FLX 5002 liquid resin (BASF) was used as the resin. It is an ammonium salt of modified styrene-acrylic polymers diluted in water. Its pH value is 8–9; its boiling point is 100 °C, and its freezing point is 0 °C [54]. Powdered blue pigment Microlith® Blue 7080 WA (SunChemical, Marki, Poland) was used as a colorant. It is a mixture of copper (beta) flatocyanate with a pH value of 6.0 [55]. A small addition of ethyl alcohol (CH3CH2OH) (96%, Sigma-Aldrich) and distilled water were used as solvent, respectively. The adhesion promoter used is XIAMETER® OFS-6011 silane (The Dow Chemical Company, Warsaw, Poland), a 99% active aminopropyltriethoxysilane. This silane is suitable for both water-based and solvent-based inks, and its concentration in the ink should be in the range of 0.5%–2.0% [56]. Therefore, it was added by us in amounts of 0.5%, 1.0%, 1.5%, and 2%, respectively.
The ink ingredients, 30.8 g Joncryl® resin, 25.3 g Microlith® Blue powder pigment, 5.5 g ethyl alcohol, and 48.4 g water (according to the recipe from Table 1), were weighed on a RADWAG electronic balance (RadWag, Radom, Poland). They were gradually combined (first, the weighed pigment was combined in a vessel with the alcohol and water necessary for the initial dissolution of the pigment, then the rest of the weighed water was added, and finally the resin was added slowly while stirring constantly) using a RZR 2020 mechanical mixer (Heidolph, Schwabach, Germany) with speed 6 and gear No. 2. The whole mixture was stirred for about 2 h, then left for 24 h, and stirred again for about 15 min. After 24 h, the pigment had sufficiently dissolved, and the ingredients combined to form an ink of satisfactory consistency. The ink was prepared in the laboratory under standard ambient conditions.
Five portions of 20 g each were prepared from the resulting ink, and the following additions of silane by weight were added to four of them: 0.1 g, 0.2 g, 0.3 g, and 0.41 g, which corresponded to adhesion-promoter concentrations in the ink of 0.5%, 1.0%, 1.5%, and 2%, respectively.
2.4. Ink Testing
The viscosity of the base ink was tested using a Ford cup (100 cm3 capacity, 4 mm discharge opening diameter) in accordance with ISO 2431:2011 [57]. The test was performed at 23.0 ± 0.5 °C. The result is the arithmetic average of three measurements.
The pH of all the tested inks was measured with a digital pH meter PH-100 ATC (Voltcraft, Berlin, Germany) with a resolution of 0.01 pH. The test was repeated twice for each ink.
2.5. Making Prints
Prints were made with a K Hand Coater applicator (RK PrintCoat Instrument, Litlington, UK) using a 10M rod. Rectangles measuring approximately 210 mm × 297 mm were cut from BOPP, PE, and PET films. After mounting them on the applicator pad, ink was applied with a pipette and spread with equal pressure on the surface of the sheet. The prints were left to dry under standard conditions. For each of the five water-based flexographic inks prepared (with and without adhesion promoter additives), six prints were made on each of the three films.
2.6. Study of Optical Properties of Prints
Optical densities and color coordinates L*, a*, b* were measured with a GretagMacbeth SpectroEye spectrophotometer (GratagMacbeth/X-Rite GmbH, Neu-Isenburg, Germany). Optical density measurements of the prints were made with the following spectrophotometer settings: polarizing filter, DIN illuminant, and paper as white standard. Meanwhile, measurements of color coordinates L*, a*, b* were made with the following settings: polarizing filter, D50 illuminant, white standard—absolute, 2° observer. Measurements were made for 5 prints for each type of ink and substrate, with each print measured at 3 different locations. The arithmetic averages of all measurements were given as the final value of optical density and L*, a*, b* values.
Lightness (L*) measurements of the prints were also taken after the abrasion process after 10, 20, and 50 cycles, respectively. Five spots were measured for each sample after the abrasion test, and the arithmetic mean of the determinations was given as the final result.
The CIELab color coordinate values were used to determine the effect of the promoter on the color of the print by determining the color difference ∆E according to Equation (4) [58].
where ∆L, ∆a, ∆b are differences between the color coordinates of prints printed with base ink and the colors of prints printed with ink with adhesion promoter.
Gloss was measured with a PicoGloss 503 gloss meter (Erichsen GmbH & Co. KG, Hemer, Germany) using a 60° measuring geometry. Each print was measured three times in the transverse direction and three times in the longitudinal direction in accordance with ISO 2813:2014 [59]. The arithmetic average of measurements from five prints was reported as the final gloss value.
All measurements of the properties of the prints were made at a temperature of 23.0 ± 0.5 °C, with 47 ± 5% humidity.
2.7. Adhesion Testing
Adhesion of the ink to the substrate was tested by performing a tape test, T-peel test, and abrasion-resistance test. The first two tests were performed using 25 mm wide self-adhesive polypropylene tape conforming to EN 15386:2007 [60].
The tape test was conducted in accordance with BS EN 15386:2007 [60]. For each print, the determination was performed twice at 15 min, 24 h, and 7 days after printing.
The tear-strength test (T-peel test) was carried out on a ProLine Z010 testing machine (Zwick/Roell, Ulm, Germany). Samples were prepared by applying adhesive tape with uniform pressure to a printed sheet of film while securing the end of the tape with paper to facilitate mounting the specimen in the grips of the testing machine, as well as cutting strips of 25 mm wide and 200 mm long from the tape. The test was carried out under the following conditions: initial distance between the grips of 50 mm, delamination speed of 100 mm/min, delamination path of 50 mm, temperature 23 ± 0.5 °C, RH 47 ± 5%.
The abrasion resistance test was carried out on an Ink Rub Tester (TMI Machines, Pointe-Claire Dorval, QC, Canada) using a test block weighing 1.81 kg. Then, 80 g/m2 offset paper (Arctic Paper Kostrzyn, Kostrzyń, Poland) was used as receptors. The abrasion process was carried out in cycles of 10, 20, and 50 with a machine speed of 99 cycles/min. The prints after each abrasion cycle were subjected to spectrophotometric measurements. The final result is the average of the five measurements taken for each sample. The test was performed under constant conditions at a temperature of 23 ± 0.5 °C, with 47 ± 5% humidity.
2.8. Statistical Analysis of the Results
Data analysis toolkit in Excel (Office 365, Microsoft, Redmond, DC, USA) was used for statistical analysis of the results. One-way analysis of variance—ANOVA test—was used to verify the data, and with a statistically significant F-test result, the Tukey–Kramer post hoc test was performed. The analysis assumed a significance level greater than 95% (p < 0.05).
3. Results and Discussion
3.1. Ink Properties
Viscosity and pH are the key parameters of water-based ink that affect printability and print quality [61]. The viscosity of the ink affects its flow in the printing machine. It affects tack, ink absorption, fixation, gloss, abrasion resistance, dot gain, and print color [50]. The prepared base ink had a viscosity of 15.31 s (according to a Ford cup Ø 4 mm), consistent with the requirements for water-based flexographic printing inks.
The pH values of the inks are presented in Table 2. The range of 8.0–9.5 [62] or 8.2–9.4 [61] is cited as the optimum pH values for water-based flexographic inks. Maintaining the proper pH value of ink is important because of its relationship to and effect on viscosity. The addition of aminopropyltriethoxysilane increased the pH value, which grew as the amount of adhesion promoter rose. However, even with an addition of 2%, the pH value was relatively low and within the recommended range. In conclusion, it can be said that the addition of silane causes a slight increase in pH, which, however, should not have a significant impact on the printing process and print quality. Furthermore, an increase in the pH of the ink should lead to a decrease in the viscosity of the ink [61], but the addition of silane caused an increase in the viscosity of the ink to the extent that its application to realize measurements of the contact angle was not possible with ink with a 2% concentration of aminopropyltriethoxysilane.
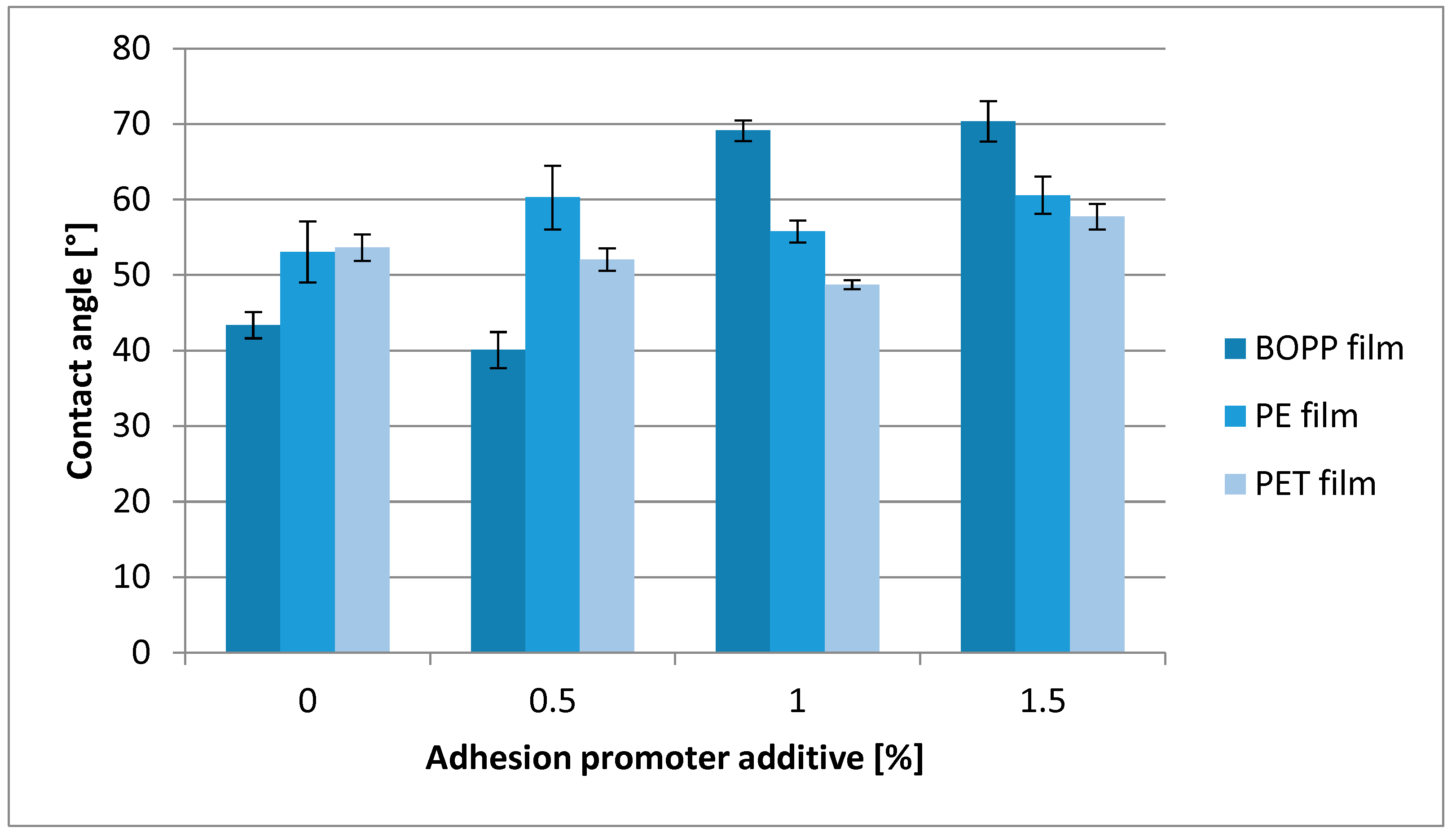
The wettability of a printing substrate is one of the basic characteristics of printing substrates and is determined by the values of contact angles formed by the measuring liquid with the substrate. The obtained results of the contact angles of the inks are presented in Figure 1. For all inks and substrates, partial wetting of the substrate was observed, with the values of the contact angle depending on the ink and film varying from 40 to 70°. All the obtained values indicate good wetting, as they are less than 90°. Analyzing the results obtained, there were significant differences in the contact angles on the individual films with the different inks (F(11, 48) = 1.995; p = 4.73 × 10−26); moreover, the effect of the addition of aminopropyltriethoxysilane on the contact angle values was confirmed as (F(3,16) = 3.239; p = 4.76 × 10−7) for PET film, (F(3,16) = 3.239; p = 3.09 × 10−14) for BOPP film, and (F(3,16) = 3.239; p = 0.005) for PE film. In contrast, statistically significant differences in contact angle values did not occur for the following pairs: PET0/PET0.5; PET0/PET1.5; PET0/PE0; PET0.5/PET1.0; PET0.5/PE1.0; PET1.5/PE0.5; PET1.5/PE1.0; PET1.5/PE1.5; BOPP0/BOPP0.5; BOPP1.0/BOPP1.5; PE0/PE1.0; PE0.5/PE1.5.
Analyzing the results, it was found that the film was crucial to the wettability of the inks, while small amounts of silane did not necessarily affect the ink contact angle. Differences in wettability are due to the chemical composition of the material, but in the case of the films tested, they may be due to significant differences in the values of the polar component of the surface free energy of the materials used.
3.2. Print Quality
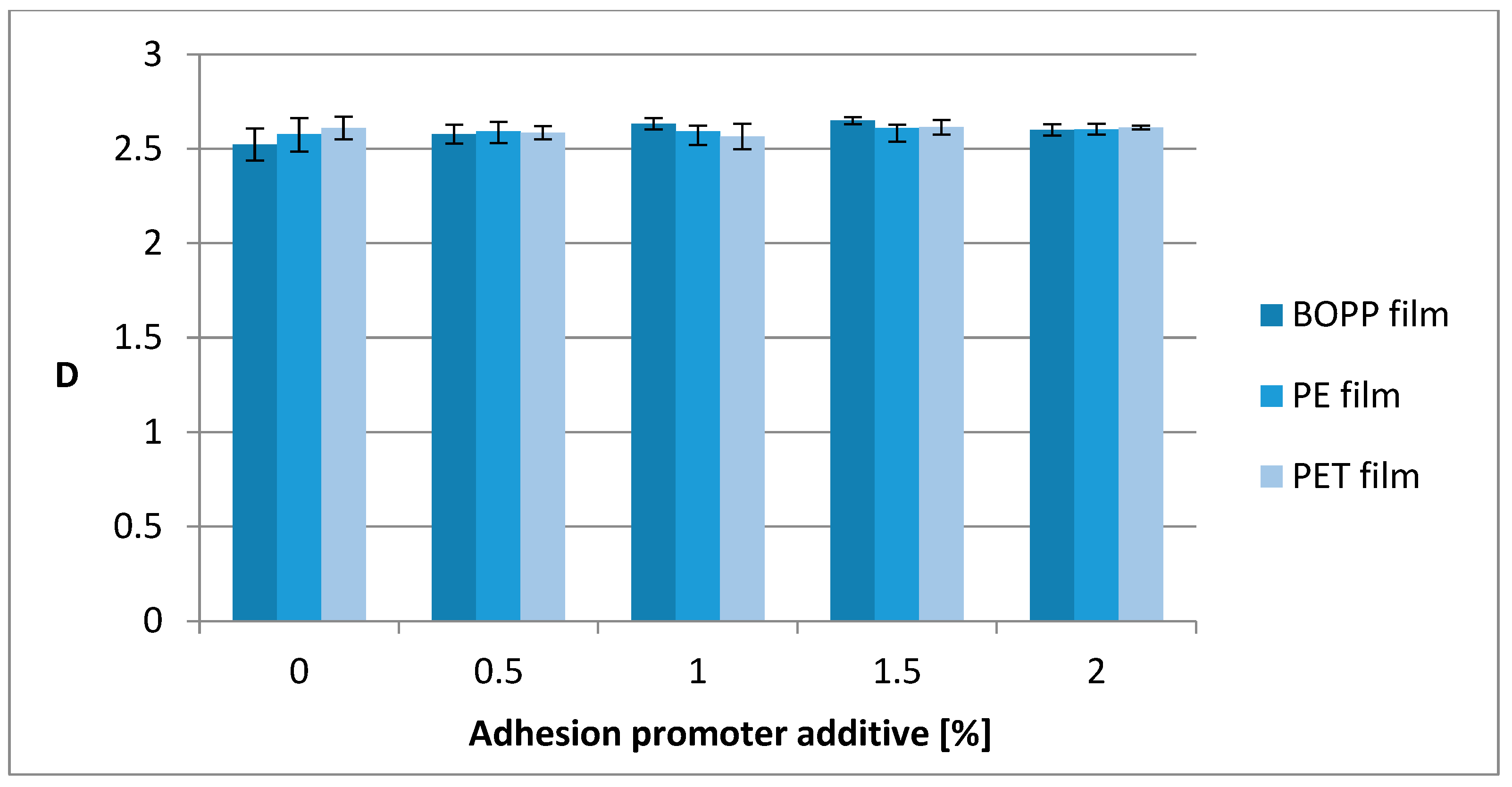
The optical density of the ink layer (D) is treated as a basic parameter for evaluating the quality of the print. All the prints made are characterized by very high values of D (Figure 2). As the statistical analysis showed, the values of D are significantly different for individual prints (F(14,210) = 1.739, p = 4.5 × 10−7), while for prints made on PET film, there were no significant differences in D values (F(4,70) = 2.503, p = 0.738). In contrast, the use of silane additive to inks had a significant effect on the optical density of prints on BOPP and PE film—(F(4,70) = 2.503, p = 7.74 × 10−9) and (F(4,70) = 2.502, p = 0.014), respectively. Post hoc comparisons using the Tukey–Kramer test showed statistically significant differences between the groups: PET0/BOPP1.5; PET0.5/BOPP0; PET1.0/BOPP0; PET1.5/BOPP0; PET2.0/BOPP0; BOPP0/BOPP1.0; BOPP0/BOPP1.5; BOPP0/BOPP2.0; BOPP0/PE0; BOPP0/PE1.5; BOPP0/PE2.0; BOPP0.5/BOPP1.5; BOPP1.0/PE1.0; BOPP1.5/PE0.5 and BOPP1.5/PE1.0. In other cases, the differences were not statistically significant. The higher D values for prints made with inks with the addition of 0.5%–1.5% adhesion promoter on BOPP and PE film may be due to a change in ink viscosity and a change in substrate wettability. At the same time, the effect of ink modification on print quality is closely related to the type of substrate and is the greatest on BOPP film. In conclusion, the addition of aminopropyltriethoxysilane to ink in the amount of 0.5%–1.5% has a favorable effect on the quality of printing on BOPP and PE film.
Optical density conveys information about the thickness of the ink layer, not the color. To compare colors, color coordinate measurements and the ∆E values determined from them are used. The ∆E parameter determining the color difference was used to determine the deviation between the color of the print made with the base ink and the inks with the addition of an adhesion promoter. The results are shown in Table 2. Analyzing the results, it was found that the addition of aminopropyltriethoxysilane to the ink in the amount of 0.5% has no significant effect on the color of the print, regardless of the type of printed film (∆E < 1.7). On PE film, only a 2% addition of silane leads to clearly visible changes in print color. On BOPP and PET films, on the other hand, as little as 1% aminopropyltriethoxysilane in the ink causes the printed color to be perceived by the observer as different from the color of the print made with the base ink (∆E > 4).
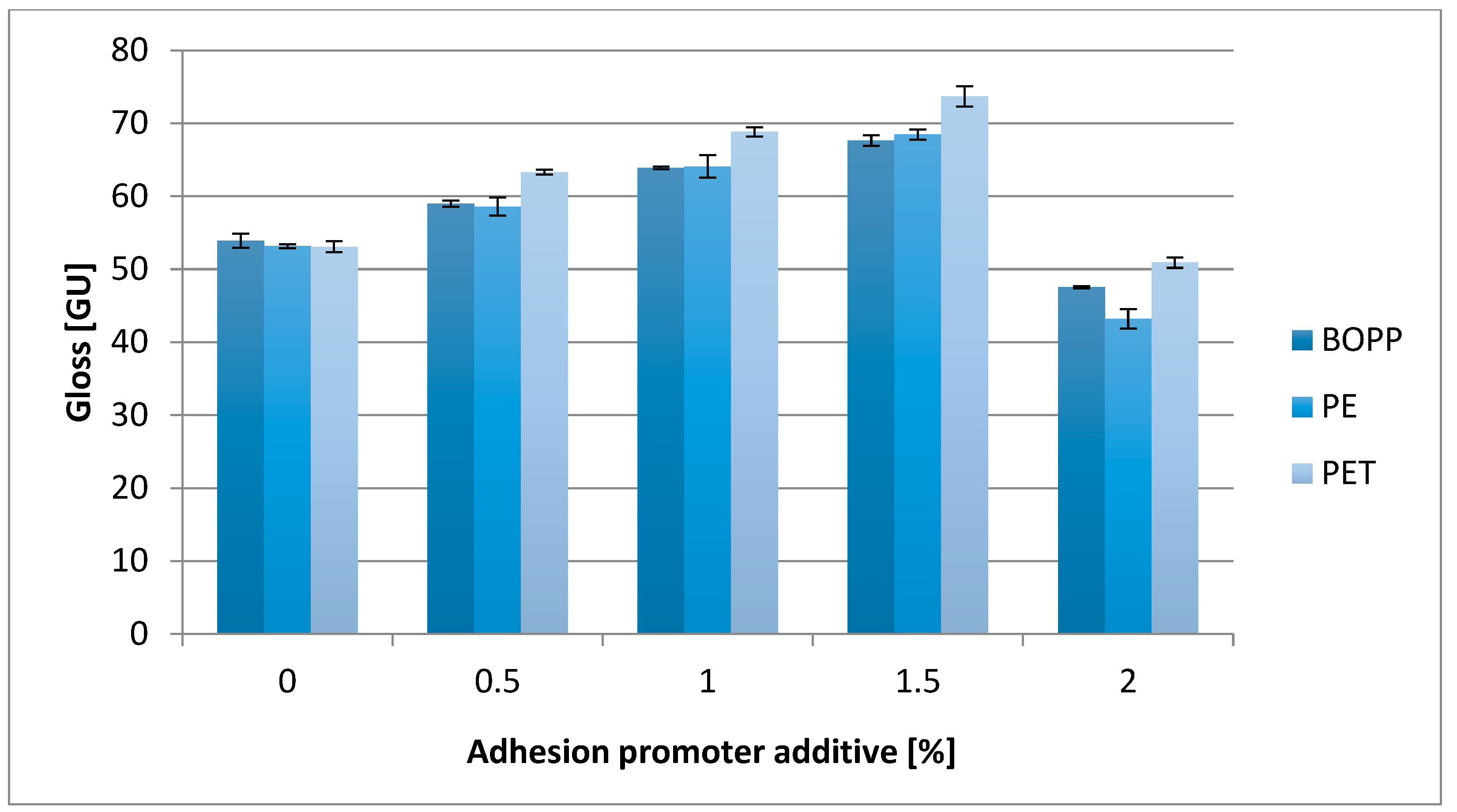
Another parameter that determines the quality of a print is gloss. The gloss values of prints made with different inks on different films are shown in Figure 3. The ANOVA test showed that there are significant differences between the gloss of individual prints (F(14,435) = 1.715, p = 1.2 × 10−108). Moreover, analyzing the data for individual films, it was found that the ink–silane additive has a significant effect on the gloss of prints, which is confirmed by the results of the analysis of variance obtained for the data obtained on PET film (F(4,145) = 2.434, p = 5.01 × 10−22), on BOPP film (F(4,145) = 2.434, p = 4.5 × 10−61), and PE film (F(4,145) = 2.434, p = 2.2 × 10−62). However, a post hoc test identified groups for which the results are not statistically significant, and these pairs are: PET0/PET1.0; PET0/BOPP0; PET0/PE0; PET0.5/BOPP0.5; PET0.5/BOPP1.0; PET0.5/BOPP1.5; PET0.5/PE0.5; PET0.5/PE1.0; PET1.0/BOPP0; PET1.0/BOPP0.5; PET1.0/PE0; PET1.0/PE0.5; PET1.5/PE1.5; PET2.0/BOPP2.0; BOPP0/PE0; BOPP0/PE0.5; BOPP0.5/BOPP1.0; BOPP0.5/PE0.5; BOPP1.0/BOPP1.5; BOPP1.0/PE1.0; BOPP1.0/PE1.5; PE1.0/PE1.5.
In summary, it can be said that the addition of silane in amounts of 0.5%–1.5% results in a favorable increase in the gloss of prints compared to the gloss of prints made with the base ink. At the same time, the gloss depends on the type of substrate and is highest for prints made on PET film. Moreover, too much aminopropyltriethoxysilane in the ink leads to a decrease in the gloss of prints.
3.3. Ink Adhesion to the Substrate
Determination of adhesion using adhesive tape is the simplest and most commonly used way to assess adhesion under production conditions [22]. As a result of our study, significant differences were observed between the adhesion of ink to the packaging films tested. Thus, the worst ink adhesion to the substrate was observed for prints on PET film, while the best was for prints on PE film. In the case of prints on PET film, no significant changes in ink adhesion to the substrate were observed with the application of silane to the film, while the improvement in adhesion after 24 h and after 7 days was only slight. In the case of prints made on BOPP film with ink with a 0.5% concentration of adhesion promoter, adhesion improved slightly, while increasing the addition to 1.5%–2.0% resulted in a significant improvement in the adhesion of ink to the material. The effect of silane was particularly evident when performing the test after 7 days. This indicates the formation of chemical bonds with the substrate surface and binder during the storage of prints. In the case of prints on PE film, 15 min after printing, the best adhesion was observed in the print on which ink with 1.0% silane concentration was applied. However, 7 days after printing, adhesion increased with increasing adhesion promoter concentration, and at 2% addition, ink adhesion to the substrate was ideal.
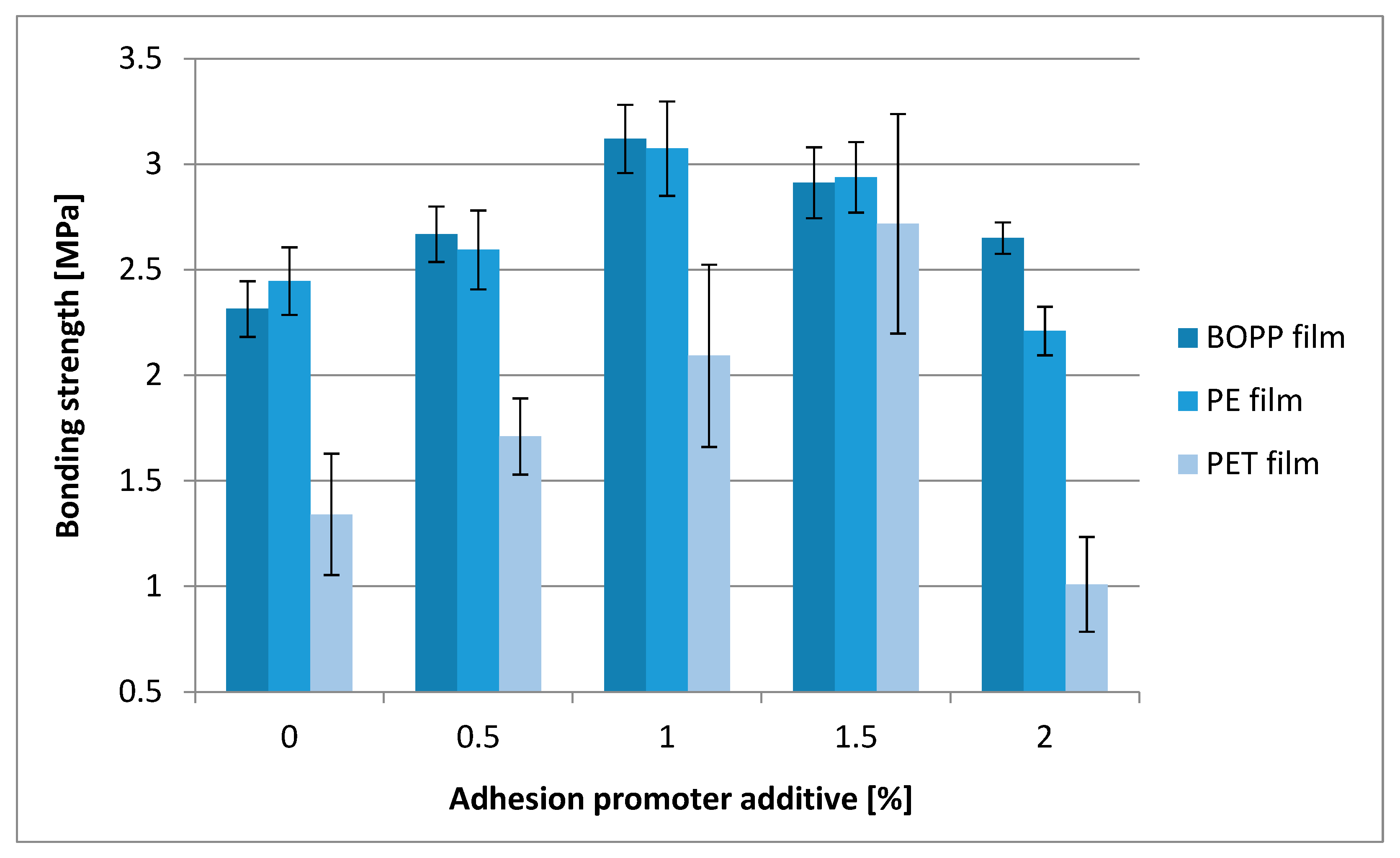
Due to the fact that the tape test only allows the collection of categorical data and does not allow the collection of numerical data on adhesion, a T-peel test was performed. The results are shown in Figure 4. Using a one-way analysis of variance, significant differences in peel strength were confirmed for all prints made (F(14,60) = 1.860, p = 3.58 × 10−23). The ANOVA test also showed that there were significant differences in ink adhesion to the substrate ((F(4,20) = 2.866, p = 2.3 × 10−6), (F(4,20) = 2.866, p = 1.93 × 10−7), and (F(4,20) = 2.866, p = 7.1 × 10−7)) between prints made on PET, BOPP, and PE films, respectively. The post hoc test conducted identified groups between which there are no statistically significant differences: PET0/PET0.5; PET0/PET2.0; PET0.5/PET1.0; PET1.0/BOPP0; PET1.0/PE0; PET1.5/BOPP0.5; PET1.5/BOPP1.0; PET1.5/BOPP1.5; PET1.5/BOPP2.0; PET1.5/PE0; PET1.5/PE0.5; PET1.5/PE1.0; PET1.5/PE1.5; BOPP0/BOPP0.5; BOPP0/BOPP2.0; BOPP0/PE0; BOPP0/PE0.5; BOPP0/PE2.0; BOPP0.5/BOPP1.5; BOPP0.5/BOPP2.0; BOPP0.5/PE0; BOPP0.5/PE0.5; BOPP0.5/PE1.0; BOPP0.5/PE1.5; BOPP1.0/BOPP1.5; BOPP1.0/PE1.0; BOPP1.0/PE1.5; BOPP1.5/BOPP2.0; BOPP1.5/PE0.5; BOPP1.5/PE1.0; BOPP1.5/PE1.5; BOPP2.0/PE0; BOPP2.0/PE0.5; BOPP2.0/PE1.5; PE0/PE0.5; PE0/PE2.0; PE0.5/PE1.5; PE0.5/PE2.0; PE1.0/PE1.5. The ink-to-substrate adhesion results obtained in the peel test are consistent with the observations obtained in the adhesive tape test. Significantly lower bond strengths were recorded for PET film than for the other materials. The significant differences in ink-to-substrate adhesion may be due to differences in the surface free energy of the films used in the tests. Despite the high SFE values for all materials, the polar SFE component of the PET film is low compared to the other films, which probably translates into lower ink adhesion to the substrate. Moreover, the results confirm the positive effect of the addition of aminopropyltriethoxysilane on the adhesion of ink to various packaging films, with the highest bond strengths being achieved with silane at a concentration of 1.0%–1.5%. Increasing the amount of adhesion promoter to 2%, on the other hand, has no beneficial effect on improving adhesion.
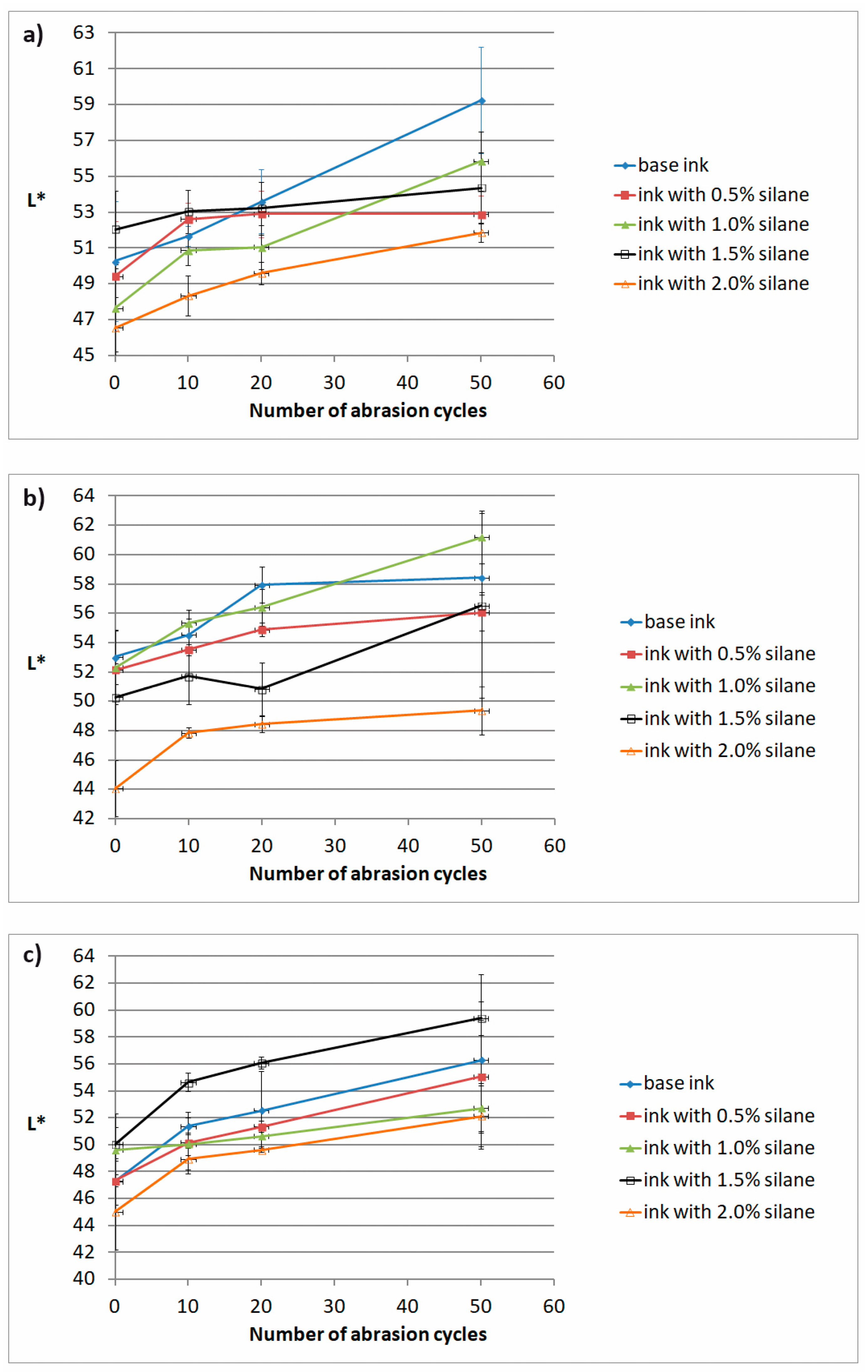
Another indirect method used to determine whether the adhesion values are correct is abrasion resistance testing. Test results for individual prints prepared on BOPP, PE, and PET film are shown in Figure 5a–c, respectively. Subjecting the prints to 10 abrasion cycles led to changes in their brightness (an increase in L* due to ink abrasion), which were even greater as the number of cycles increased to 50. The ANOVA test confirmed the presence of significant differences in the brightness of prints subjected to abrasion, (F(14,40) = 1.948, p = 2.15 × 10−13) and (F(14,40) = 1.948, p = 7.09 × 10−10), to 10 cycles as well as 50 cycles, respectively. Meanwhile, statistically significant differences were obtained for the following groups at attrition of 10 cycles: PET0/PET0.5; PET0/PET2.0; PET0/BOPP0-2.0; PET0/PE0.5; PET0.5/PET1.5; PET0.5/BOPP0-0.5; PET0.5/PE0; PET0.5/PE1.0-2.0; PET1.0/PET2.0; PET1.0/BOPP0-1.0; PET1.0/BOPP2.0; PET1.5/PET2.0; PET1.5/BOPP0-2.0; PET2.0/BOPP0; PET2.0/PE0-2.0; BOPP0/BOPP0-2.0; BOPP0/PE0-2.0; BOPP0.5/BOPP1.5; BOPP0.5/PE0-2.0; BOPP1.0/PE0; BOPP1.0/PE1.0-2.0; BOPP1.5/PE0; BOPP1.5/PE1.0-2.0; BOPP2.0/PE0; BOPP2.0/PE1.0-2.0; PE0.5/PE1.0. On the other hand, at attrition of 50 cycles, the groups were: PET0/PET1.0-2.0; PET0/BOPP0.5-2.0; PET0/PE0-2.0; PET0.5/PET1.0-2.0; PET0.5/BOPP0.5-2.0; PET0.5/PE0; PET0.5/PE1.0-2.0; PET1.0/BOPP0; PET1.0/BOPP2.0; PET1.0/PE1.0; PET1.5/BOPP0; PET1.5/BOPP2.0; PET1.5/PE1.0; PET2.0/BOPP0; PET2.0/BOPP2.0; BOPP0/BOPP0.5-2.0; BOPP0/PE0-2.0; BOPP0.5/BOPP2.0; BOPP0.5/PE1.0; BOPP1.0/BOPP2.0; BOPP1.0/PE0.5; BOPP1.5/BOPP2.0; BOPP1.5/PE1.0; BOPP2.0/PE0-0.5; BOPP2.0/PE1.5-2.0; PE0/PE0.5; PE0.5/PE1.0; PE1.0/PE1.5. The results obtained allow us to conclude that the addition of aminopropyltriethoxysilane has a favorable effect on abrasion resistance, where the amount of additive most favorably improving resistance depends on the type of substrate. It is worth noting that in the case of abrasion, not only the adhesion forces interacting between the ink and the film are important, but also the cohesion forces determining the durability of the ink layer.
4. Conclusions and Future Directions
Based on this study, the effect of the addition of aminopropyltriethoxysilane used as an adhesion promoter in water-based flexographic ink on the adhesion of ink to film was confirmed. Moreover, it was found that the addition of aminopropyltriethoxysilane affected the properties of the ink and the color and gloss of the prints. However, it should be emphasized that the type of substrate is particularly important for the effect of silane on printing properties and print quality.
The use of aminopropyltriethoxysilane in the lowest recommended concentrations (0.5%–1.0%) does not lead to significant changes in pH or ink viscosity. However, as the concentration of aminopropyltriethoxysilane in water-based flexographic ink increases, the viscosity of the ink increases significantly. Wetting of the substrate by inks is closely related to the type of film, but here, too, smaller amounts of the additive are likely to have no significant effect on wettability.
In contrast, the addition of aminopropyltriethoxysilane to water-based flexographic ink has a significant effect on the color of the print. Prints made with ink with 1.5% additive content are characterized by the best print quality—their gloss and optical density values are the highest, but the color deviation from the base ink is significant on all films and easily perceptible to the observer. Therefore, the amount of aminopropyltriethoxysilane additive used (from 0.5 to 1.5%) in the ink should be selected individually depending on the type of film to be printed, maintaining an acceptable balance between a favorable effect on adhesion while at the same time having an acceptable effect on the color of the print.
The beneficial use of aminopropyltriethoxysilane as an adhesion promoter for water-based flexographic ink was confirmed in the adhesive tape test, T-peel test, and abrasion-resistance test. The highest adhesion forces between ink and films were observed 7 days after printing. The best adhesion was obtained by printing with inks with 1 and 1.5% silane additives, with the type of substrate having a significant impact on the results obtained. However, no favorable effect was observed for the highest amount of aminopropyltriethoxysilane (2%).
In conclusion, the use of aminopropyltriethoxysilane in water-based flexographic inks as an adhesion promoter is justified in terms of improving both adhesion and print quality, regardless of the type of packaging film. Nevertheless, the type of material being printed is important in terms of the results obtained. Moreover, it is crucial to choose the optimal amount of silane, which is recommended as 1.0% of ink based on studies.
The completed research complements work on the formulation and use of water-based printing inks. Future research will focus on the development of an ink formulation extended with other ink additives and its application in industrial conditions. Prints will be made on an industrial flexographic printing machine to verify printability on various printing substrates and evaluate the correctness of ink transfer in the printing machine. Moreover, it seems noteworthy to continue research on the diffusion of silanes to the substrate surface and the reactions taking place, as well as the effect of selected film parameters on wettability and adhesion.
Author Contributions
Conceptualization, J.I.-P.; methodology, J.N. and J.I.-P.; validation, J.I.-P.; formal analysis, J.I.-P.; investigation, J.N.; resources, J.I.-P.; data curation, J.I.-P.; writing—original draft preparation, J.I.-P.; writing—review and editing, J.I.-P.; visualization, J.N. and J.I.-P.; supervision, J.I.-P.; project administration, J.I.-P. All authors have read and agreed to the published version of the manuscript.
Funding
This research received no external funding.
Institutional Review Board Statement
Not applicable.
Informed Consent Statement
Not applicable.
Data Availability Statement
Not applicable.
Acknowledgments
The authors would like to thank the SunChemical Company and The Dow Chemical Company for providing the sample materials for this research.
Conflicts of Interest
The authors declare no conflict of interest.
References
- Gatenholm, P.; Bonnerup, C.; Wallstrom, E. Wetting and adhesion of water-borne printing inks on surface-modified polyolefins. J. Adhes. Sci. Technol. 1990, 4, 817–827. [Google Scholar] [CrossRef]
- Ramirez, J.C.C.; Tumolva, T.P. Analysis and optimization of water-based printing ink formulations for polyethylene films. Appl. Adhes. Sci. 2018, 6, 1. [Google Scholar] [CrossRef]
- Aydemir, C.; Altay, B.N.; Akyol, M. Surface analysis of polymer films for wettability and ink adhesion. Color Res. Appl. 2021, 46, 489–499. [Google Scholar] [CrossRef]
- Podhajny, R.M. Surface Tension Effects on the Adhesion and Drying of Water-Based Inks and Coatings. In Surface Phenomena and Fine Particles in Water-Based Coatings and Printing Technology; Sharma, M.K., Micale, F.J., Eds.; Springer: Boston, MA, USA, 1991. [Google Scholar] [CrossRef]
- Laden, P.J.; Fingerman, S. Design and formulation of water based ink systems. In Chemistry and Technology of Water Based Inks; Laden, P., Ed.; Blackie Academic and Professional: London, UK, 1997; Chapter 9. [Google Scholar]
- Liu, Y.; Huang, B.; Wei, X.; Shen, Y. Study on Properties of Magenta Water-Based Flexo Ink Used on BOPP Film. In Advanced Graphic Communications and Media Technologies; PPMT 2016—Lecture Notes in Electrical Engineering; Zhao, P., Ouyang, Y., Xu, M., Yang, L., Ouyang, Y., Eds.; Springer: Singapore, 2017; Volume 417. [Google Scholar] [CrossRef]
- Ozcan, A.; Sonmez, S.; Tutak, D. Effect of coating pigment type on paper printability with water-based inks. J. Coat. Technol. Res. 2022, 19, 1149–1157. [Google Scholar] [CrossRef]
- Yu, S.; Du, Y.; Chen, Y.; Zhang, X.; Li, X.; Wang, H. Study on ethanol resistance stability and adhesion properties of polyacrylate latex for PE or BOPP film inks. J. Appl. Polym. Sci. 2022, 139, e51857. [Google Scholar] [CrossRef]
- Shapiro, F. Fact Sheet. Water Based Inks for Flexographic Printing. PNEAC. Available online: https://www.ideals.illinois.edu/items/111809 (accessed on 2 September 2023).
- Hijlkema, T. Water-Based Inks for Flexible Packaging. A Sustainable and Healthy Solution for the Future; BASF: Maarssen, The Netherlands, 2021. [Google Scholar]
- Transparency Market Research, Global Flexible Packaging Market. Available online: https://www.transparencymarketresearch.com/global-flexible-packaging-market.html (accessed on 23 August 2023).
- Global-Plastic-Packaging-Market. Plastics News. Available online: https://www.plasticsnews.com/article/20190128/FYI/190129903/global-plastic-packaging-market (accessed on 28 January 2019).
- Dunn, T. Chapter 3—Flexographic Printing. In Flexible Packaging; Dunn, T., Ed.; William Andrew Publishing: Norwich, NY, USA, 2015; pp. 27–37. [Google Scholar] [CrossRef]
- Mumby, R. Chapter 19—Printing for packaging. In Packaging Technology; Emblem, A., Emblem, H., Eds.; Woodhead Publishing: Sawston, UK, 2012; pp. 441–489. [Google Scholar] [CrossRef]
- Izdebska, J. Chapter 11—Flexographic Printing. In Printing on Polymers; Izdebska, J., Thomas, S., Eds.; William Andrew Publishing: Norwich, NY, USA, 2016; pp. 179–197. [Google Scholar] [CrossRef]
- FTA. The Basics of Flexo Ink Chemistries, Manufacturing & On-Press Maintenance. Available online: https://www.flexography.org/industry-news/flexo-ink-basics-chemistries-manufacturing-maintenance/ (accessed on 4 September 2023).
- Leach, R.H.; Pierce, R.J.; Hickman, E.P.; Mackenzie, M.J.; Smith, H.G. (Eds.) The Printing Ink Manual; Springer: Dordrecht, The Netherlands, 2007; ISBN 978-0-948905-81-0. [Google Scholar]
- Żołek-Tryznowska, Z. Chapter 6—Rheology of Printing Inks. In Printing on Polymers; Izdebska, J., Thomas, S., Eds.; William Andrew Publishing: Norwich, NY, USA, 2016; pp. 87–99. [Google Scholar] [CrossRef]
- Ha, N.T.T.; Quyen, D.H.; Nguyen, H.T.K. Optimization of Flexographic Water-Based Ink Formulation for Polymer Films. IJSRSET 2021, 8, 446–451. [Google Scholar] [CrossRef]
- Micale, F.J.; Sa-Nguandekul, S.; Lavelle, J.; Henderson, D. Dynamic Wetting of Water Based Inks in Flexographic and Gravure Printing. In Surface Phenomena and Latexes in Waterborne Coatings and Printing Technologies; Shanna, M.K., Ed.; Plenum Press: New York, NY, USA, 1995. [Google Scholar]
- Sharma, B.; Sauraj, S.; Kumar, B.; Pandey, A.; Dutt, D.; Negi, J.S.; Maji, P.K.; Kulshreshtha, A. Synthesis of waterborne acrylic copolymer resin as a binding agent for the development of water-based inks in the printing application, Polym. Eng. Sci. 2021, 61, 1569–1580. [Google Scholar] [CrossRef]
- Rentzhog, R.; Fogden, A. Print quality and resistance for water-based flexography on polymer-coated boards: Dependence on ink formulation and substrate pretreatment. Prog. Org. Coat. 2006, 57, 183–194. [Google Scholar] [CrossRef]
- Kaplan, S.L.; Rose, P.W. Plasma surface treatment of plastics to enhance adhesion. Int. J. Adhes. 1991, 11, 109–113. [Google Scholar] [CrossRef]
- Sun, C.Q.; Zhang, D.; Wadsworth, L.C. Corona treatment of polyolefin films—A review. Adv. Polym.Technol. 1999, 18, 171–180. [Google Scholar] [CrossRef]
- Földes, E.; Tóth, A.; Kálmán, E.; Fekete, E.; Tomasovszky–Bobák, A. Surface changes of corona-discharge-treated polyethylene films. J. Appl. Polym. Sci. 2000, 76, 1529–1541. [Google Scholar] [CrossRef]
- Izdebska, J. Chapter 8—Corona Treatment. In Printing on Polymers; Izdebska, J., Thomas, S., Eds.; William Andrew Publishing: Norwich, NY, USA, 2016; pp. 123–142. [Google Scholar] [CrossRef]
- Fabbri, P.; Messori, M. Chapter 5—Surface Modification of Polymers: Chemical, Physical, and Biological Routes. In Modification of Polymer Properties; Jasso-Gastinel, C.F., Kenny, J.M., Eds.; William Andrew Publishing: Norwich, NY, USA, 2017; pp. 109–130. [Google Scholar] [CrossRef]
- Wolf, R.; Sparavigna, A.C. Role of Plasma Surface Treatments on Wetting and Adhesion. Eng. J. 2010, 2, 397–402. [Google Scholar] [CrossRef]
- Żołek-Tryznowska, Z.; Prica, M.; Pavlović, Ž.; Cveticanin, L.; Annusik, T. The influence of aging on surface free energy of corona treated packaging films. Polym. Test. 2020, 89, 106629. [Google Scholar] [CrossRef]
- Izdebska, J. Quality Evaluation of Flexographic Printing on Selected Biodegradable Films. Ph.D. Thesis, Oficyna Wydawnicza Politechniki Warszawskiej, Warsaw, Poland, 2011. [Google Scholar]
- Żołek-Tryznowska, Z. Chapter 4—Additives for Ink Manufacture. In Printing on Polymers; Izdebska, J., Thomas, S., Eds.; William Andrew Publishing: Norwich, NY, USA, 2016; pp. 57–66. [Google Scholar] [CrossRef]
- Bamane, P.B.; Jagtap, R.N. Development of a water-based functional additive by using isobornyl acrylate copolymer to improve ink-adhesion on untreated polypropylene surfaces: A comparative approach. Int. J. Adhes. 2023, 121, 103311. [Google Scholar] [CrossRef]
- Sathyanarayana, M.N.; Yaseen, M. Role of promoters in improving adhesion of organic coatings to a substrate. Prog. Org. Coat. 1995, 26, 275–313. [Google Scholar] [CrossRef]
- Wypych, G. Chapter 7—Properties of Adhesion Promoters. In Handbook of Adhesion Promoters; Wypych, G., Ed.; ChemTec Publishing: Toronto, ON, Canada, 2018; pp. 101–138. [Google Scholar] [CrossRef]
- Bieleman, J.; Heilen, W.; Silber, S.; Ortelt, M.; Scholz, W. Chapter 4. Surface-Active Agents. In Additives for Coatings; Bieleman, J., Ed.; Wiley-VCH: Weinheim, Germany, 2000. [Google Scholar] [CrossRef]
- Bamane, P.B.; Jagtap, R.N. Synthesis and characterisation of a non-halogenated water-based functional additive to improve ink-adhesion on untreated polypropylene surfaces. Int. J. Adhes. 2022, 113, 103077. [Google Scholar] [CrossRef]
- Zhang, W.; Lai, E.P.C. Chemical Functionalities of 3-aminopropyltriethoxy-silane for Surface Modification of Metal Oxide Nanoparticles. Silicon 2022, 14, 6535–6545. [Google Scholar] [CrossRef]
- Voicu, S.I.; Thakur, V.K. Aminopropyltriethoxysilane as a linker for cellulosebased functional materials: New horizons and future challenges. Curr. Opin. Green Sustain. Chem. 2021, 30, 100480. [Google Scholar] [CrossRef]
- Wang, F.; Ling, B.; Li, Q.; Abouhanyd, R. Dual roles of 3-aminopropyltriethoxysilane in preparing molecularly imprinted silica particles for specific recognition of target molecules. RSC Adv. 2020, 34, 20368–20373. [Google Scholar] [CrossRef]
- Knorr, D.B., Jr.; Tran, N.T.; Gaskell, K.J.; Orlicki, J.A.; Woicik, J.C.; Jaye, C.; Fischer, D.A.; Lenhart, J.L. Synthesis and Characterization of AminopropyltriethoxysilanePolydopamine Coatings. Langmuir 2016, 32, 4370–4381. [Google Scholar] [CrossRef]
- Castillo, G.A.; Wilson, L.; Efimenko, K.; Dickey, M.D.; Gorman, C.B.; Genzer, J. Amidation of Polyesters Is Slow in Nonaqueous Solvents: Efficient Amidation of Poly(ethylene terephthalate) with 3-Aminopropyltriethoxysilane in Water for Generating Multifunctional Surfaces, ACS Appl. Mater. Interfaces 2016, 8, 356. [Google Scholar] [CrossRef] [PubMed]
- Sypabekova, M.; Hagemann, A.; Rho, D.; Kim, S. Review: 3-Aminopropyltriethoxysilane (APTES) Deposition Methods on Oxide Surfaces in Solution and Vapor Phases for Biosensing Applications. Biosensors 2023, 13, 36. [Google Scholar] [CrossRef] [PubMed]
- Pistone, A.; Scolaro, C.; Celesti, C.; Visco, A. Study of Protective Layers Based on Crosslinked Glutaraldehyde/3-aminopropyltriethoxysilane. Polymers 2022, 14, 801. [Google Scholar] [CrossRef]
- Sigma-Aldrich. Safety Data Sheets of 3-Aminopropyl)trimethoxysilane. Version 7.4. Revision date 19.10.2022. Available online: https://www.sigmaaldrich.com/PL/en/sds/aldrich/281778 (accessed on 18 October 2023).
- Natarajan, A.; Chun, C.; Hickman, J.J.; Molnar, P. Growth and electrophysiological properties of rat embryonic cardiomyocytes on hydroxyl- and carboxyl-modified surfaces, J. Biomater. 2008, 19, 1319–1331. [Google Scholar] [CrossRef] [PubMed]
- Krishnan, R.; Bassemir, R.W.; Vogel, T.C. Water-Based Ink Compositions. U.S. Patent 5,098,478, 24 March 1992. [Google Scholar]
- Żołek-Tryznowska, Z.; Izdebska, J.; Tryznowski, M. Branched polyglycerols as performance additives for water-based flexographic printing inks. Prog. Org. Coat. 2015, 78, 334–339. [Google Scholar] [CrossRef]
- Owens, D.K.; Wendt, R.C. Estimation of the surface free energy of polymers. J. Appl. Polym. Sci. 1969, 13, 1741–1747. [Google Scholar] [CrossRef]
- Żenkiewicz, M. Methods for the calculation of surface free energy of solids. J. Achiev. Mater. Manuf. Eng. 2007, 24, 137–145. [Google Scholar]
- Eldred, N.R. What a Printer Should Know About Inks; COBRPP: Warsaw, Poland, 2007. [Google Scholar]
- Rentzhog, M. Characterisation of Water-Based Flexographic Inks and Their Interactions with Polymer-Coated Board; YKI: Stockholm, Sweden, 2004. [Google Scholar]
- Pekarovicova, A.; Husovska, V. Printing Ink Formulations; Elsevier: New York, NY, USA, 2015. [Google Scholar]
- Good Prospects from Every Perspective; BASF: Ludwigshafen, Germany, 2013.
- Joncryl® LMV 7000 Series User’s Guide; BASF: Wyandotte, MI, USA, 2013.
- Microlith® Blue 7080 WA. Color Materials. SunChemical. Available online: https://colormaterials.sunchemical.com/by-product/products/450/microlith-blue-7080-wa/?i=printings (accessed on 18 July 2023).
- The Dow Chemical Company, Coatings and Inks Additive. Selection Guide. 2023. Available online: https://www.dow.com/content/dam/dcc/documents/en-us/catalog-selguide/24/24-03/24-391-01-coatings-and-inks-additive-selection-guide.pdf?iframe=true (accessed on 18 July 2023).
- ISO 2431:2011; Paints and Varnishes—Determination of Flow Time by Use of Flow Cups. ISO: Geneva, Switzerland, 2011.
- ISO 7724-3:1984; Paints and Varnishes—Colorimetry—Part 3: Calculation of Colour Differences. ISO: Geneva, Switzerland, 1984.
- ISO 2813:2014; Paints and Varnishes—Determination of Gloss Value at 20°, 60° and 85°. ISO: Geneva, Switzerland, 2014.
- EN 15386:2007; Packaging. Flexible Laminate and Plastic Tubes. Test Method to Determine the Print Adhesion. ISO: Geneva, Switzerland, 2007.
- Flexopedia, Viscosity and pH of Flexographic Ink: Increasing Productivity of Flexographic Printing. Available online: https://flexopedia.net/viscosity-and-ph-of-flexographic-ink/ (accessed on 13 September 2022).
- Podhajny, R.M. Water-Based Printing Inks & pH. Available online: https://www.pffc-online.com/magazine/2956-printing-inks-ph-0105, (accessed on 31 December 2004).
Figure 1.
Effect of adhesion promoter additive in ink on contact angle of inks on different packaging films.
Figure 1.
Effect of adhesion promoter additive in ink on contact angle of inks on different packaging films.

Figure 2.
Effect of adhesion promoter additive in ink on optical density of prints made on different packaging films.
Figure 2.
Effect of adhesion promoter additive in ink on optical density of prints made on different packaging films.

Figure 3.
Effect of the addition of an adhesion promoter in ink on the gloss of prints made on different substrates (measurements made for a measurement geometry of 60°).
Figure 3.
Effect of the addition of an adhesion promoter in ink on the gloss of prints made on different substrates (measurements made for a measurement geometry of 60°).

Figure 4.
Effect of adhesion promoter additive in ink on bonding strength.

Figure 5.
Effect of the number of abrasion cycles on the value of color coordinate L* printed with individual inks on (a) BOPP film, (b) PE film, and (c) PET film.
Figure 5.
Effect of the number of abrasion cycles on the value of color coordinate L* printed with individual inks on (a) BOPP film, (b) PE film, and (c) PET film.


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Table 1.
Percentage composition of the formulated flexographic water-based ink.
| Ingredient | Quantity [%] |
|---|---|
| Pigment | 23 |
| Resin | 28 |
| Alcohol | 5 |
| Water | 44 |
Table 2.
pH values of the inks and color difference of the prints.
| Ink | pH | ∆E | ||
|---|---|---|---|---|
| BOPP | PE | PET | ||
| Base ink | 8.16 | - | - | - |
| Ink with 0.5% additive adhesion promoter | 8.22 | 1.73 | 1.11 | 1.60 |
| Ink with 1.0% additive adhesion promoter | 8.22 | 4.34 | 2.06 | 5.46 |
| Ink with 1.5% additive adhesion promoter | 8.29 | 5.76 | 2.23 | 7.82 |
| Ink with 2.0% additive adhesion promoter | 8.40 | 9.39 | 9.10 | 2.27 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
MDPI and ACS Style
Izdebska-Podsiadły, J.; Napiórkowska, J. Effect of Aminopropyltriethoxysilane on the Adhesion of Flexographic Water-Based Ink to Packaging Films. Coatings 2023, 13, 1833. https://0-doi-org.brum.beds.ac.uk/10.3390/coatings13111833
AMA Style
Izdebska-Podsiadły J, Napiórkowska J. Effect of Aminopropyltriethoxysilane on the Adhesion of Flexographic Water-Based Ink to Packaging Films. Coatings. 2023; 13(11):1833. https://0-doi-org.brum.beds.ac.uk/10.3390/coatings13111833
Chicago/Turabian StyleIzdebska-Podsiadły, Joanna, and Jolanta Napiórkowska. 2023. "Effect of Aminopropyltriethoxysilane on the Adhesion of Flexographic Water-Based Ink to Packaging Films" Coatings 13, no. 11: 1833. https://0-doi-org.brum.beds.ac.uk/10.3390/coatings13111833
Note that from the first issue of 2016, this journal uses article numbers instead of page numbers. See further details here.