

Microstructure Characterization and Strengthening Mechanism Analysis of X100 Pipeline Steel
Abstract
:1. Introduction
2. Materials and Methods
3. Results
3.1. Mechanical Properties
3.2. Microscopy
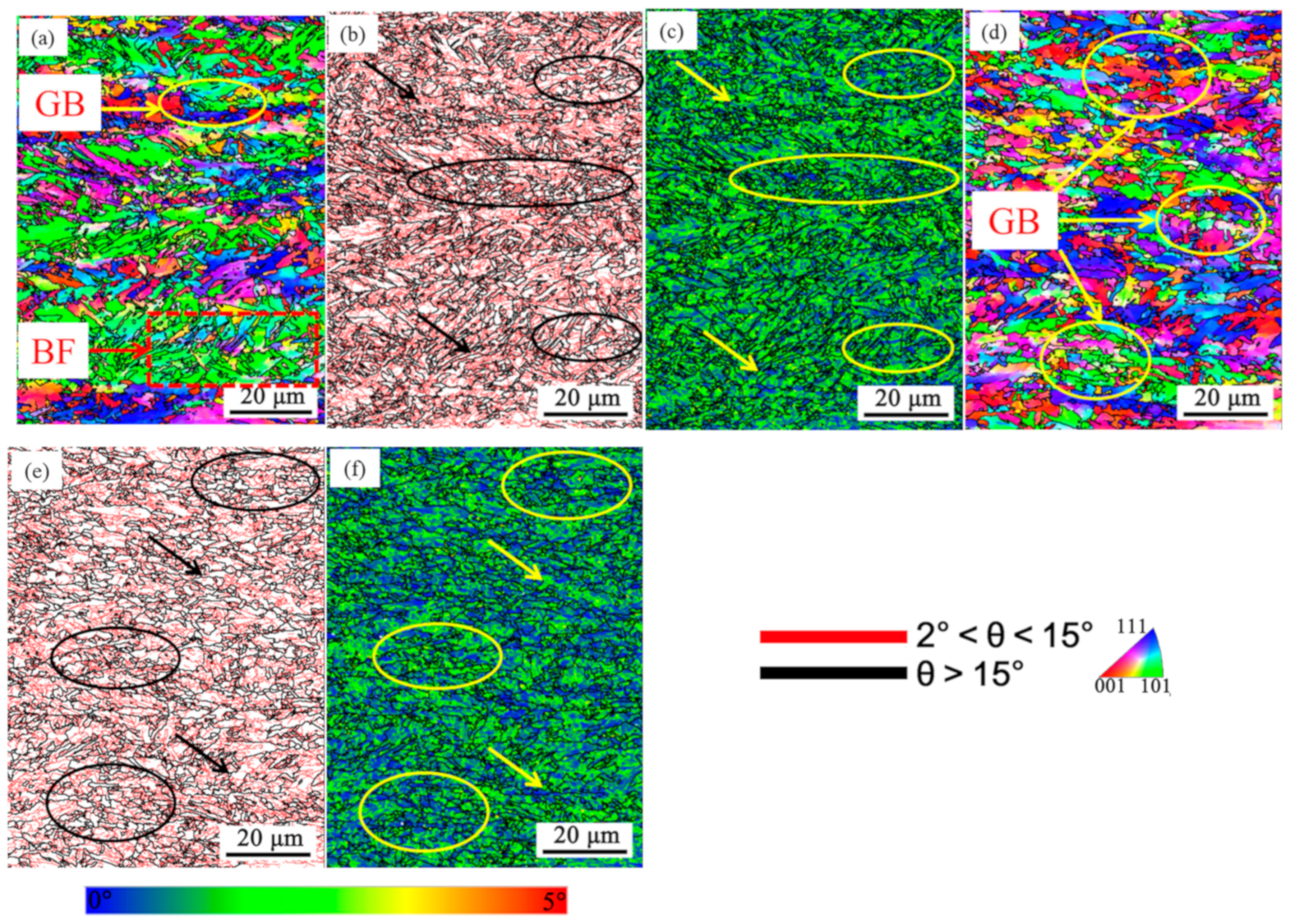
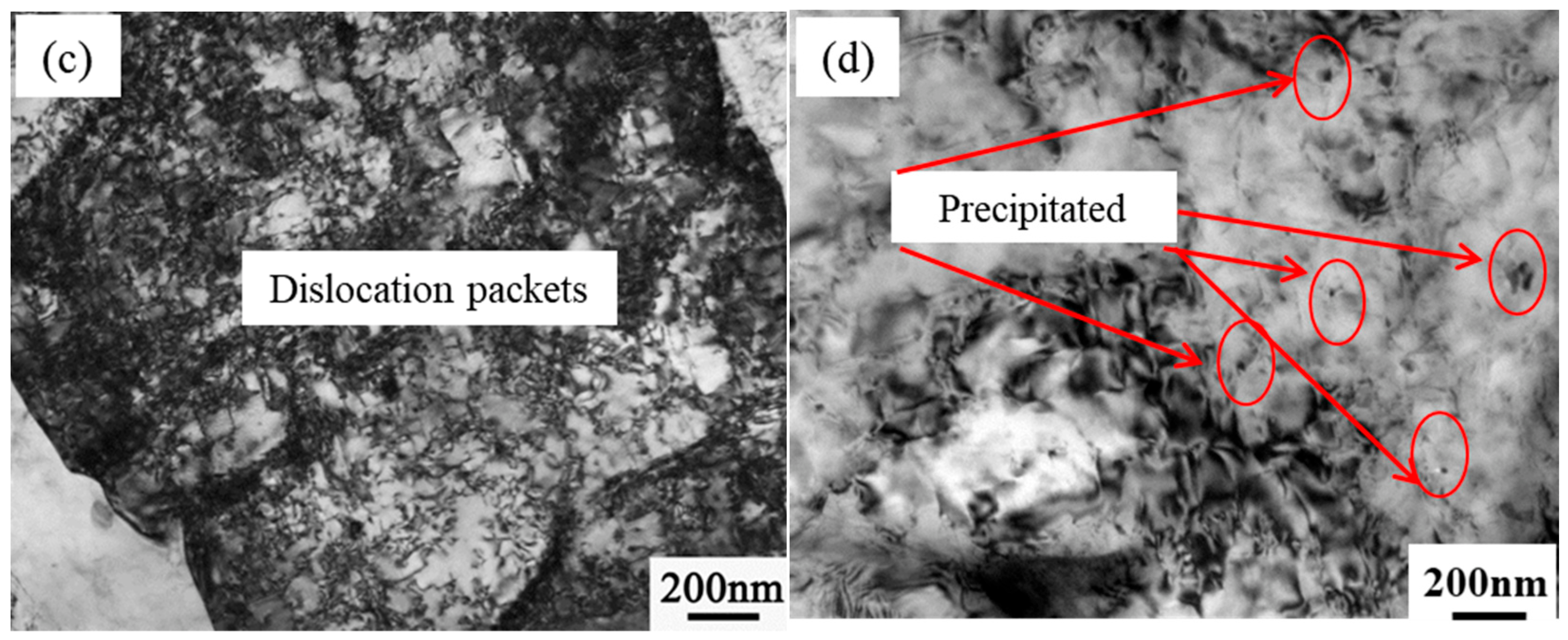
3.3. Microstructure and Dislocation Morphology Characterization
3.4. Second Phase Characterization
4. Discussions
4.1. Solution Strengthening
4.2. Second Phase Strengthening
4.3. Dislocation Reinforcement
4.4. Texture Strengthening
4.5. Grain Boundary Strengthening
4.6. Reinforcement Method Superposition
5. Conclusions
- (1)
- The microstructure of X100 pipeline steel was a mixed granular bainite and slatted bainite; the average effective grain size reached 1~2.5 μm, the dislocation density was about 1.74 × 1015/m2, and its grain boundary strengthening was calculated as one of the important ways to improve strength.
- (2)
- There was a lot of second-phase precipitation. It included a square large-size (Nb, Ti)C second phase with a size of about 100 nm, a spherical NbC second phase with a size of 10~20 nm, and a nanoscale NbC second phase with a size of less than 10 nm, among which the precipitation strengthening of the nanoscale precipitated phase is one of the important ways to improve the strength.
- (3)
- The texture of the tested steel in the rolling direction was mainly the RD texture located between the orientation space {115}<110> and {113}<110>, the TD texture between {111}<112> and {332}<113> in the orientation space, and the {001}<110> texture. For different thickness positions in the 30ºdirection, the texture was mainly RD texture between {223}<110> and {112}<110> in the orientation space, and also includes weaker {111}<110>, {332}<113> and {001}<100> texture. There is no significant difference between the rolling direction and the 30° texture.
- (4)
- The strengthening method of X100 pipeline steel was the combined effect of solution strengthening, grain boundary strengthening, dislocation strengthening, and precipitation strengthening. The solution strengthening increment was calculated to be 238.3 MPa. The grain boundary strengthening in the rolling direction was 195.6 Mpa, and the grain boundary strengthening in the rolling direction was 30° with 185.1 Mpa. The dislocation strengthening was about 267.8 Mpa, and the second phase precipitation strengthening was about 30.8 Mpa. After the above strengthening increments were superimposed, the yield strength of the rolling direction was 744.5 Mpa, and the yield strength in the 30° direction was 734 Mpa. This is mainly because the effective grain size in different directions was different, and the yield strength was consistent with the measured value.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Belato Rosado, D.; De Waele, W.; Vanderschueren, D.; Hertelé, S. Latest developments in mechanical properties and metallurgical features of high strength line pipe steels. In Proceedings of the 5th International Conference on Sustainable Construction and Design, Ghent, Belgium, 20–21 February 2013; Volume 4. [Google Scholar]
- Han, Y.D.; Wang, R.Z.; Wang, H.; Xu, L.Y. Hydrogen embrittlement sensitivity of X100 pipeline steel under different pre-strain. Int. J. Hydrogen Energy 2019, 44, 22380–22393. [Google Scholar] [CrossRef]
- Cai, Z.; Mao, X.; Bao, S.; Zhao, G.; Xu, Y. Influence of vanadium microalloying on deformation-induced pearlite transformation of eutectoid steel. Metals 2019, 9, 268. [Google Scholar] [CrossRef] [Green Version]
- Hu, S.; Mao, Y.; Liu, X.; Han, E.H.; Hänninen, H. Intergranular corrosion behavior of low-chromium ferritic stainless steel without Cr-carbide precipitation after aging. Corros. Sci. 2020, 166, 108420. [Google Scholar] [CrossRef]
- Liang, G.; Tan, Q.; Liu, Y.; Wu, T.; Yang, X.; Tian, Z.; Atrens, A.; Zhang, M.-X. Effect of cooling rate on microstructure and mechanical properties of a low-carbon low-alloy steel. J. Mater. Sci. 2021, 56, 3995–4005. [Google Scholar] [CrossRef]
- Muñoz, J.A.; Khelfa, T.; Komissarov, A.; Cabrera, J.M. Ductility and plasticity of ferritic-pearlitic steel after severe plastic deformation. Mater. Sci. Eng. A 2021, 805, 140624. [Google Scholar] [CrossRef]
- Martin, L.P.; Switzner, N.; Oneal, O.; Curiel, S.; Anderson, J.; Veloo, P. Quantitative Evaluation of Microstructure to Support Verification of Material Properties in Line-Pipe Steels. In Proceedings of the International Pipeline Conference, Calgary, AB, Canada, 26–30 September 2022; American Society of Mechanical Engineers: Newyork, NY, USA, 2022; Volume 86588, p. V003T05A013. [Google Scholar]
- Xiong, Z.; Timokhina, I.; Pereloma, E. Clustering, nano-scale precipitation and strengthening of steels. Prog. Mater. Sci. 2021, 118, 100764. [Google Scholar] [CrossRef]
- Cho, L.; Bradley, P.E.; Lauria, D.S.; Martin, M.L.; Connolly, M.J.; Benzing, J.T.; Seo, E.J.; Findley, K.O.; Speer, J.G.; Slifka, A.J. Characteristics and Mechanisms of Hydrogen-Induced Quasi-Cleavage Fracture of Lath Martensitic Steel. Acta Mater. 2021, 206, 116–635. [Google Scholar] [CrossRef]
- Soliman, M. Microstructural control and properties optimization of microalloyed pipeline steel. Metals 2020, 10, 1499. [Google Scholar] [CrossRef]
- Xu, G.; Gan, X.; Ma, G.; Luo, F.; Zou, H. The development of Ti-alloyed high strength microalloy steel. Mater. Des. 2010, 31, 2891–2896. [Google Scholar] [CrossRef]
- Kim, H.S.; Jo, M.; Park, J.Y.; Kim, B.J.; Kim, H.C.; Nam, D.; Kim, B.; Ahn, Y.S. Effects of Ti microalloying on the microstructure and mechanical properties of acicular ferrite casting steel for high-speed railway brake discs. Mater. Sci. Eng. A 2022, 857, 144125. [Google Scholar] [CrossRef]
- Liu, Q.Y.; Li, B.; Jia, S.J.; Ren, Y. Toughening mechanism and control technology of high steel grade low temperature pipeline steel. Angang Technol. 2020, 56, 8–17. [Google Scholar]
- Nafisi, S.; Arafin, M.; Collins, L.; Szpunar, J. Texture and mechanical properties of API X100 steel manufactured under various thermomechanical cycles. Mater. Sci. Eng. A 2012, 531, 2–11. [Google Scholar] [CrossRef]
- Nassiraei, H.; Rezadoost, P. Static capacity of tubular X-joints reinforced with fiber reinforced polymer subjected to compressive load. Eng. Struct. 2021, 236, 112041. [Google Scholar] [CrossRef]
- Bösing, I.; Marquardt, G.; Thöming, J. Effect of heat treatment of martensitic stainless steel on passive layer growth kinetics studied by electrochemical impedance spectroscopy in conjunction with the point defect model. Corros. Mater. Degrad. 2020, 1, 77–91. [Google Scholar] [CrossRef] [Green Version]
- Wang, X.; Li, Z.; Zhou, S.; Wang, W.; Yong, Q.; Yang, Z.; Shen, J.; Shang, C.; Liu, Q. Precipitation behavior of Ti–Nb–V–Mo quaternary microalloyed high strength fireresistant steel and its influence on mechanical properties. Mater. Sci. Eng. A 2021, 807, 140865. [Google Scholar] [CrossRef]
- Després, A.; Zecevic, M.; Lebensohn, R.; Mithieux, J.; Chassagne, F.; Sinclair, C. Contribution of intragranular misorientations to the cold rolling textures of ferritic stainless steels. Acta Mater. 2020, 182, 184–196. [Google Scholar] [CrossRef]
- Li, J.; Cao, Z.; Liu, L.; Liu, X.; Peng, J. Effect of microstructure on hardness and wear properties of 45 steel after induction hardening. Steel Res. Int. 2021, 92, 2000540. [Google Scholar] [CrossRef]
- Sob, P.B. Enhancing nanocrystalline material yield strength during ARB process by using Solute atoms as reinforcement. IJERT 2020, 13, 2519–2525. [Google Scholar] [CrossRef]
- Webel, J.; Herges, A.; Britz, D.; Detemple, E.; Flaxa, V.; Mohrbacher, H.; Mücklich, F. Tracing microalloy precipitation in Nb-Ti HSLA steel during austenite conditioning. Metals 2020, 10, 243. [Google Scholar] [CrossRef] [Green Version]
- Duan, L.-N.; Chen, Y.; Liu, Q.-Y.; Jia, S.-J.; Jia, C.-C. Microstructures and mechanical properties of X100 pipeline steel strip. J. Iron Steel Res. Int. 2014, 21, 227–232. [Google Scholar] [CrossRef]
- Yong, Q.L. Second Phase in Iron and Steel Materials; Metallurgical Industry Press: Beijing, China, 2006. [Google Scholar]
- Gao, G.; Gao, B.; Gui, X.; Hu, J.; He, J.; Tan, Z.; Bai, B. Correlation between microstructure and yield strength of as-quenched and Q&P steels with different carbon content (0.06–0.42 wt.%C). Mater. Sci. Eng. A 2019, 753, 1–10. [Google Scholar]
- HajyAkbary, F.; Sietsma, J.; Böttger, A.J.; Santofimia, M.J. An improved X-ray diffraction analysis method to characterize dislocation density in lath martensitic structures. Mater. Sci. Eng. A 2015, 639, 208–218. [Google Scholar] [CrossRef]
- Zheng, Y.; Wang, Q.; Zhu, L.; Han, B.; Guo, Z.; Wang, B.; Feng, J.; Lu, S.; Shen, W.; Cao, R. Microstructure evolution and carbide precipitation behavior of microalloyed TS800TB steel during hot rolling and coiling processes. Mater. Sci. Eng. A 2022, 840, 142902. [Google Scholar] [CrossRef]
- Chang, K.; Feng, W.; Chen, L.Q. Effect of second-phase particle morphology on grain growth kinetics. Acta Mater. 2009, 57, 5229–5236. [Google Scholar] [CrossRef]
- Suwa, Y.; Saito, Y.; Onodera, H. Phase field simulation of grain growth in three dimensional system containing finely dispersed second-phase particles. Scr. Mater. 2006, 55, 407–410. [Google Scholar] [CrossRef]
- Yang, X.L.; Xu, Y.B.; Tan, X.D.; Wu, D. Relationships among Crystallographic Texture, Fracture Behavior and Charpy Impact Toughness in API X100 Pipeline Steel. Mater. Sci. Eng. A 2015, 641, 96–106. [Google Scholar] [CrossRef]
- Lan, L.; Chang, Z.; Kong, X.; Qiu, C.; Zhao, D. Phase Transformation, Microstructure, and Mechanical Properties of X100 Pipeline Steels Based on TMCP and HTP Concepts. J. Mater. Sci. 2017, 52, 1661–1678. [Google Scholar] [CrossRef]
- Morito, S.; Yoshida, H.; Maki, T.; Huang, X. Effect of block size on the strength of lath martensite in low carbon steels. Mater. Sci. Eng. A 2006, 438, 237–240. [Google Scholar] [CrossRef]
- Huda, N.; Gianetto, J.; Ding, Y.; Lazor, R.; Gerlich, A.P. Investigation of local tensile strength and ductility properties of an X100 submerged arc seam weld. Mater. Sci. Eng. 2019, 768, 138475. [Google Scholar] [CrossRef]
- Shibata, A.; Nagoshi, T.; Sone, M.; Morito, S.; Higo, Y. Evaluation of the Block Boundary and Sub-block Boundary Strengths of Ferrous lath Martensite Using a Micro-bending Test. Mater. Sci. Eng. A 2010, 527, 7538–7544. [Google Scholar] [CrossRef]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| C | Si | Mn | P | S | Cr | Ni | Mo | Cu | Nb | V | Ti |
|---|---|---|---|---|---|---|---|---|---|---|---|
| 0.06 | 0.27 | 1.93 | 0.009 | ≤0.001 | 0.29 | 0.26 | 0.27 | 0.27 | 0.089 | 0.027 | 0.019 |
| Sample | Rt0.5 (MPa) | Rm (MPa) | Rt0.5/Rm | A (%) |
|---|---|---|---|---|
| 0°-1 | 745 | 835 | 0.89 | 26 |
| 0°-2 | 740 | 835 | 0.89 | 27 |
| 30°-1 | 700 | 805 | 0.87 | 28.5 |
| 30°-2 | 710 | 805 | 0.88 | 29 |
| standard | 690–840 | 760–990 | <0.97 | - |
| Direction | >15° (μm) | Longitudinal (μm) | Transverse (μm) |
|---|---|---|---|
| Rolling direction | 0.88 | 1.03 | 1.34 |
| 30° | 1.11 | 1.23 | 1.82 |
| Mo | Nb | Ti | C* | σ |
|---|---|---|---|---|
| 0.003 | 0.046 | 0.016 | 0.01 | 0.075 |
| Fe | Mn | Cr | Mo | C* | σ |
|---|---|---|---|---|---|
| 0.224 | 0.006 | 0.003 | 0.004 | 0.017 | 0.254 |
| C | Si | Mn | Mo | Ni | Cr | Cu | Nb | Ti | Al | σss |
|---|---|---|---|---|---|---|---|---|---|---|
| 0.031 | 0.28 | 2.014 | 0.273 | 0.27 | 0.277 | 0.28 | 0.045 | 0 | 0.026 | 238.3 MPa |
| Direction | Location | Average (μm) | Strength (MPa) | Average Strength (MPa) |
|---|---|---|---|---|
| Rolling direction | Upper edge | 1.25 | 187.8 | 195.6 |
| Center | 1.44 | 175 | ||
| Lower edge | 0.88 | 223.9 | ||
| 30° direction | Upper edge | 1.28 | 185.6 | 185.1 |
| Center | 1.52 | 170.3 | ||
| Lower edge | 1.11 | 199.3 |
| Direction | σ0 (MPa) | σss (MPa) | σg (MPa) | σp (MPa) | σd (MPa) | σyCalculation (MPa) | σy Measured (MPa) |
|---|---|---|---|---|---|---|---|
| Rolling direction | 41 | 238.3 | 195.6 | 30.8 | 267.8 | 744.5 | 750 |
| 30° direction | 41 | 238.3 | 185.1 | 30.8 | 267.8 | 734.0 | 725 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ye, X.; Cui, S.; Liu, T.; Ma, Q.; Liu, G.; Huang, Z.; Guo, J.; Yin, S. Microstructure Characterization and Strengthening Mechanism Analysis of X100 Pipeline Steel. Coatings 2023, 13, 706. https://0-doi-org.brum.beds.ac.uk/10.3390/coatings13040706
Ye X, Cui S, Liu T, Ma Q, Liu G, Huang Z, Guo J, Yin S. Microstructure Characterization and Strengthening Mechanism Analysis of X100 Pipeline Steel. Coatings. 2023; 13(4):706. https://0-doi-org.brum.beds.ac.uk/10.3390/coatings13040706
Chicago/Turabian StyleYe, Xiaoyu, Shaohua Cui, Tao Liu, Qilin Ma, Gang Liu, Zhenyi Huang, Jie Guo, and Shubiao Yin. 2023. "Microstructure Characterization and Strengthening Mechanism Analysis of X100 Pipeline Steel" Coatings 13, no. 4: 706. https://0-doi-org.brum.beds.ac.uk/10.3390/coatings13040706