
Machine Learning Modeling and Run-to-Run Control of an Area-Selective Atomic Layer Deposition Spatial Reactor
 , , ,
, , ,
Abstract
:1. Introduction
2. Multiscale Computational Fluid Dynamics Model
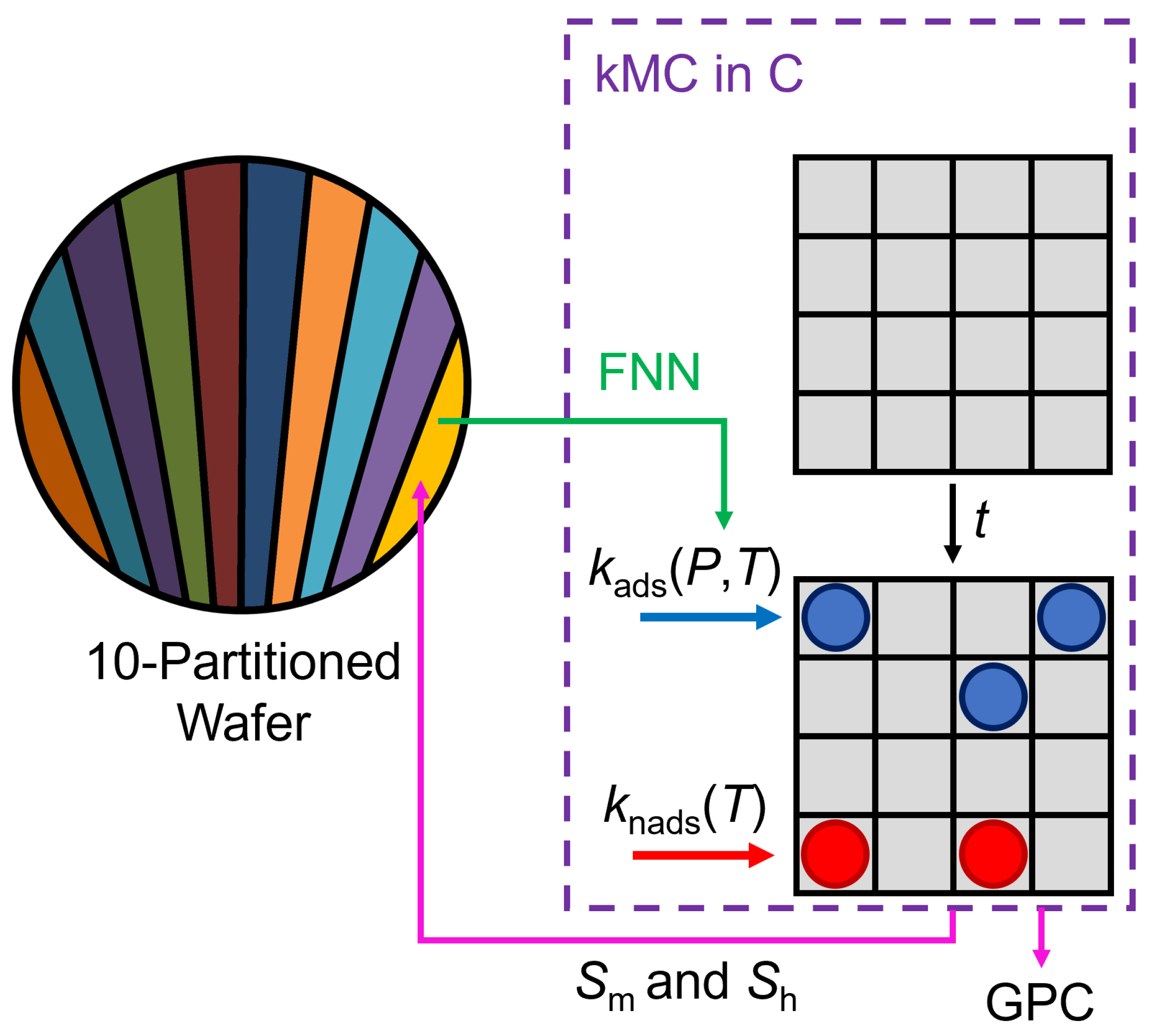
2.1. Atomistic Modeling
2.2. Mesoscopic Modeling
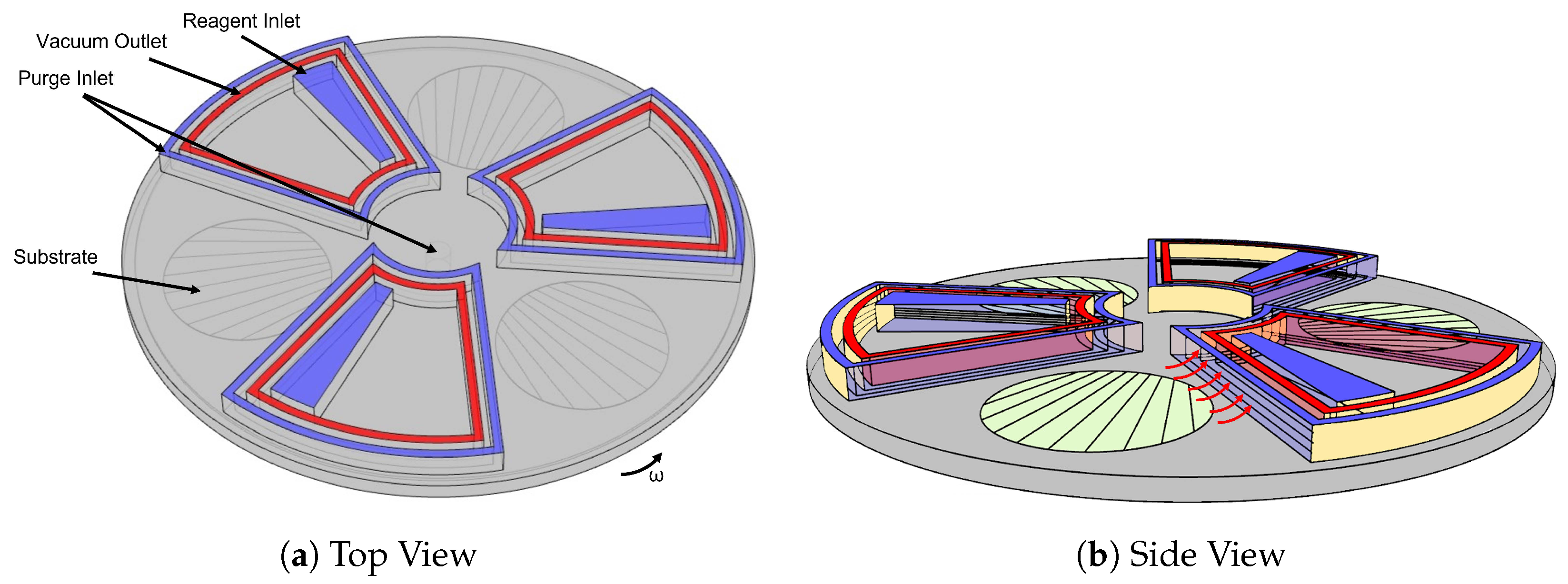
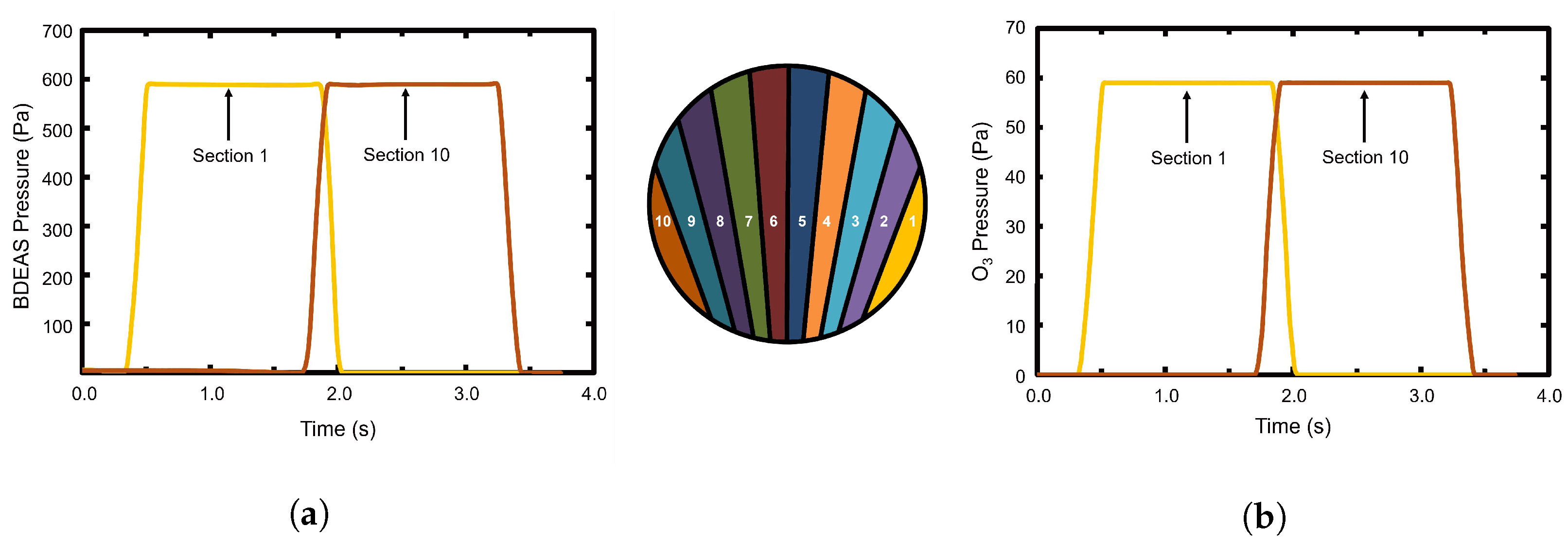
2.3. Macroscopic Modeling
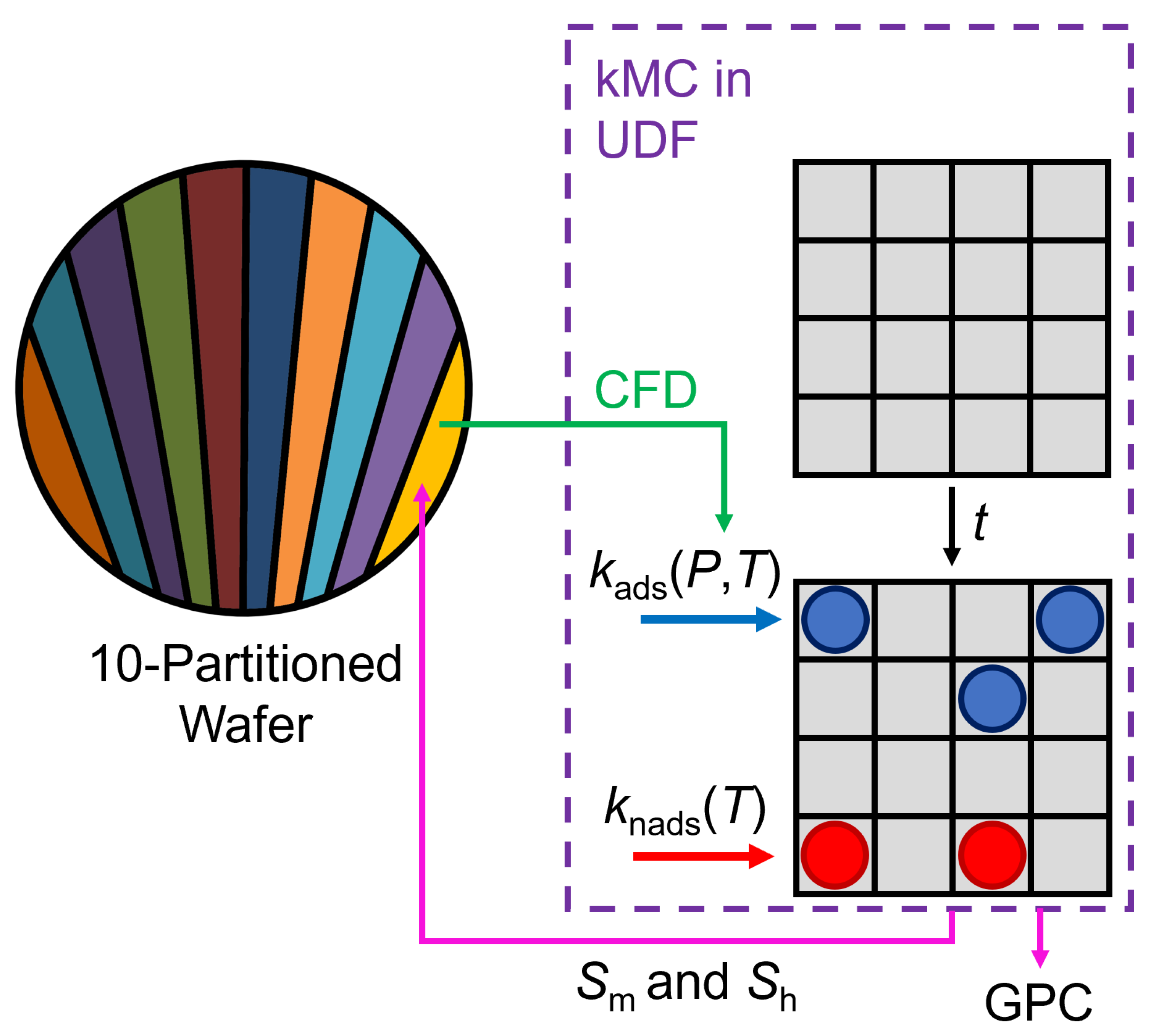
2.4. Multiscale Modeling
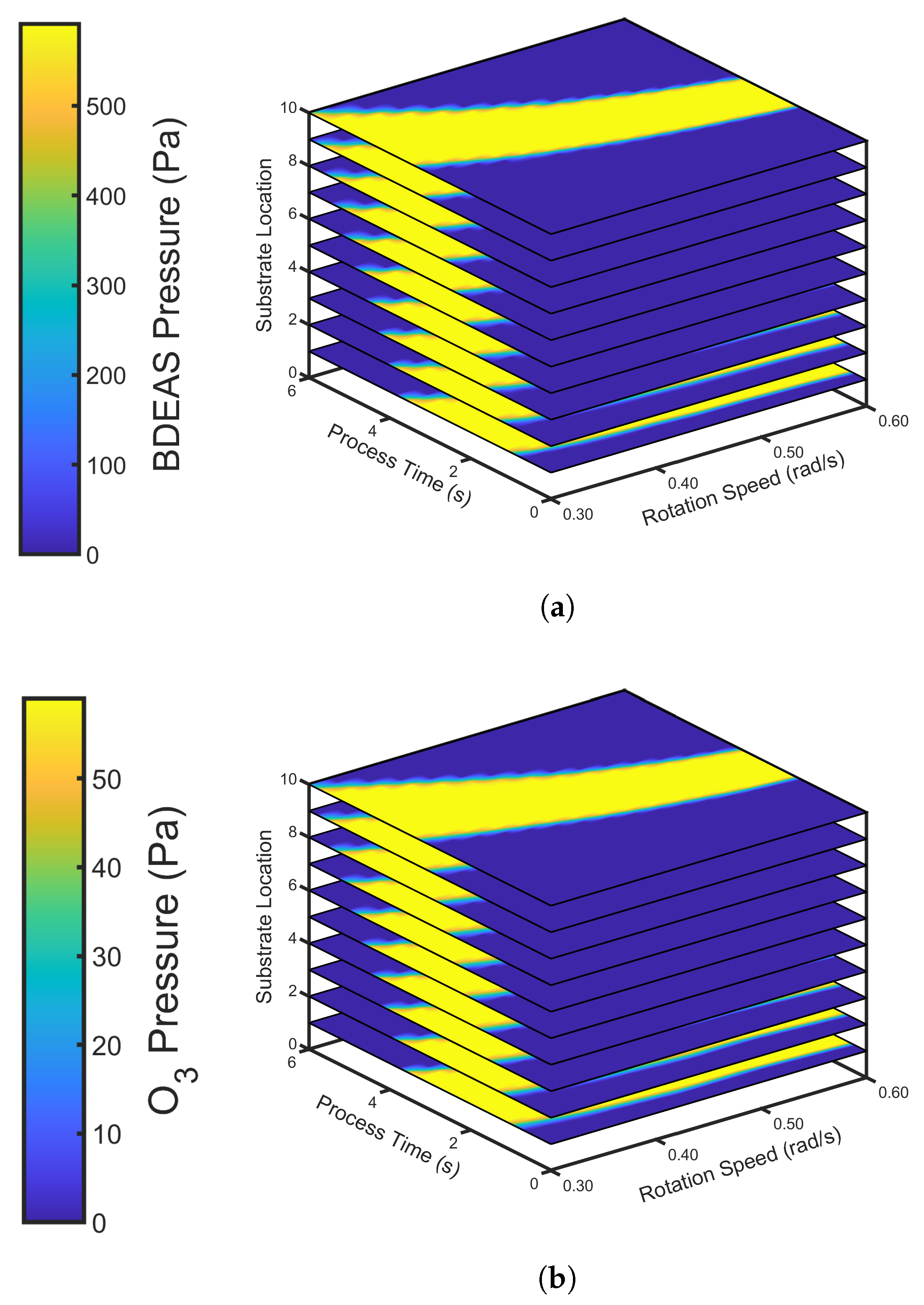
3. Pressure Field Generation through Machine Learning
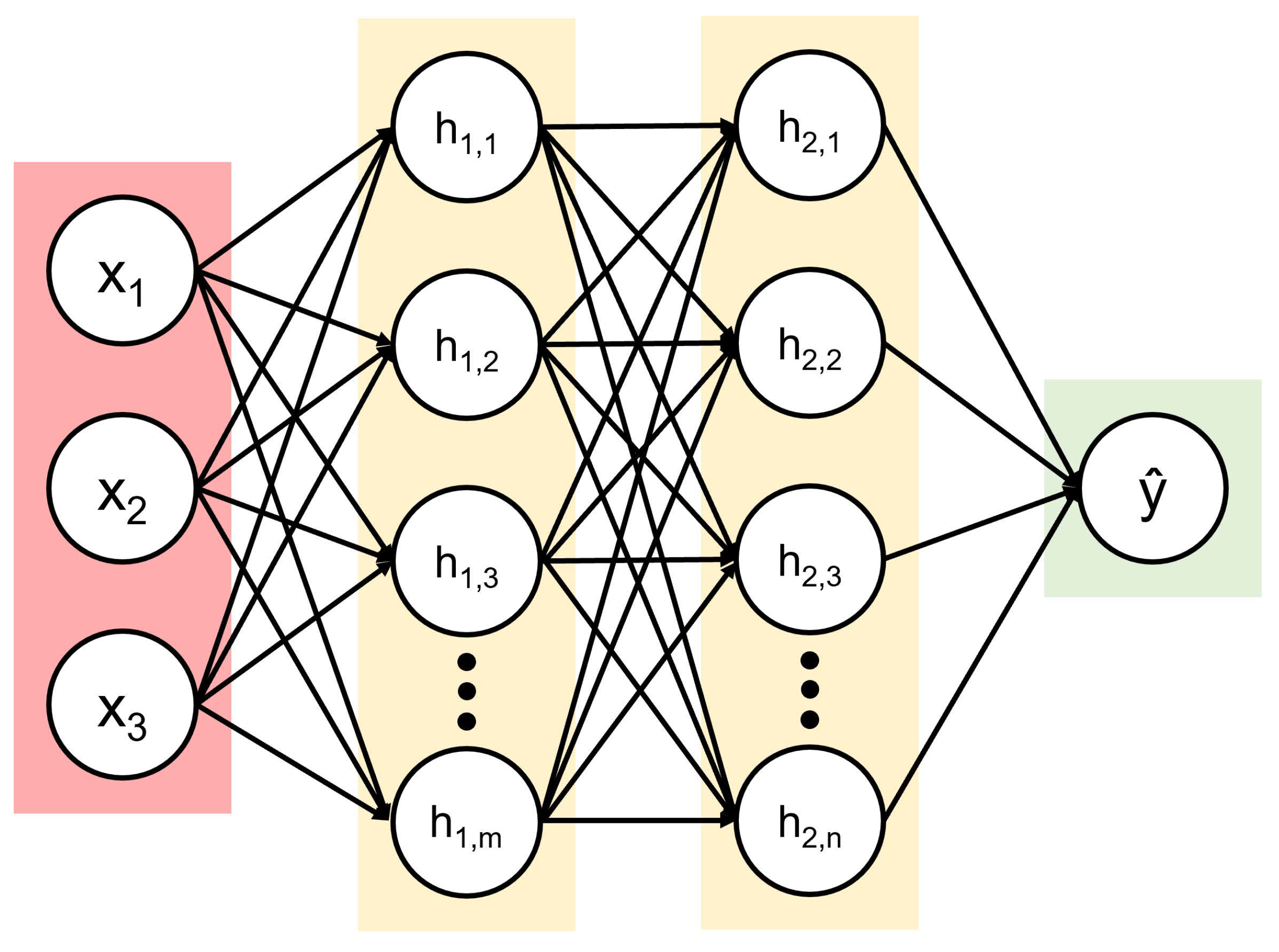
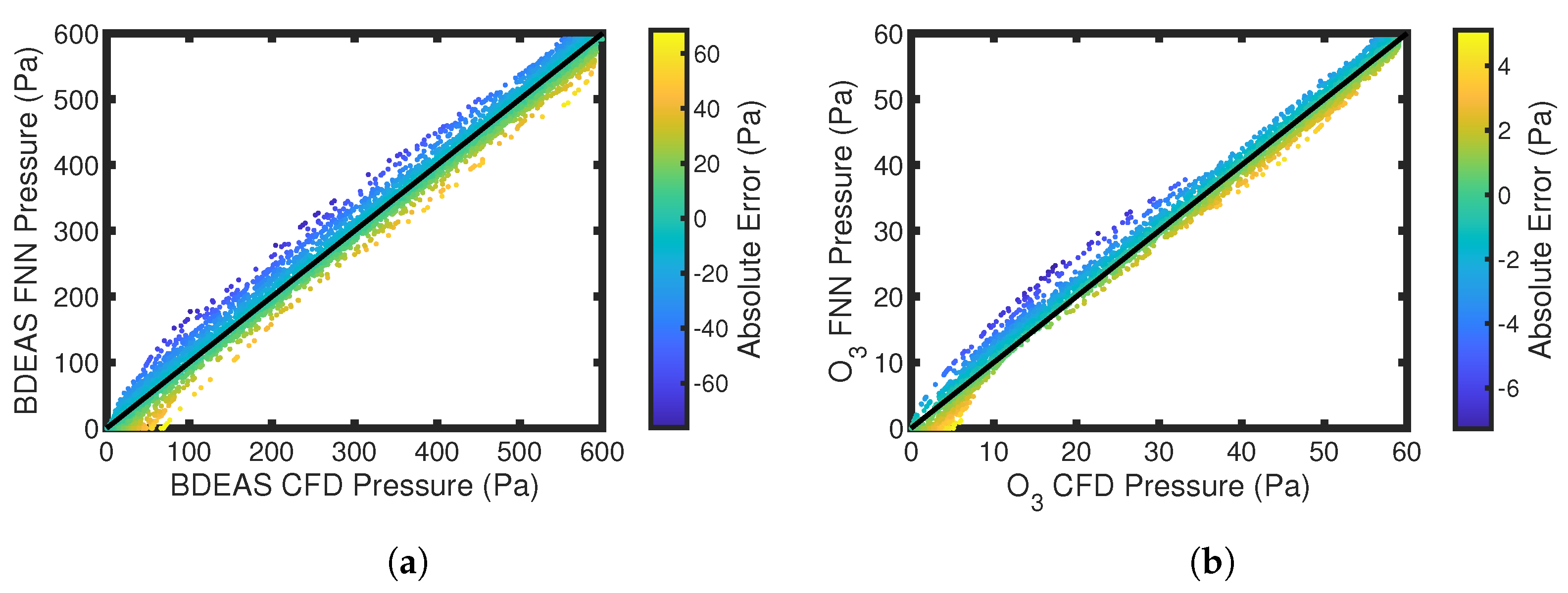
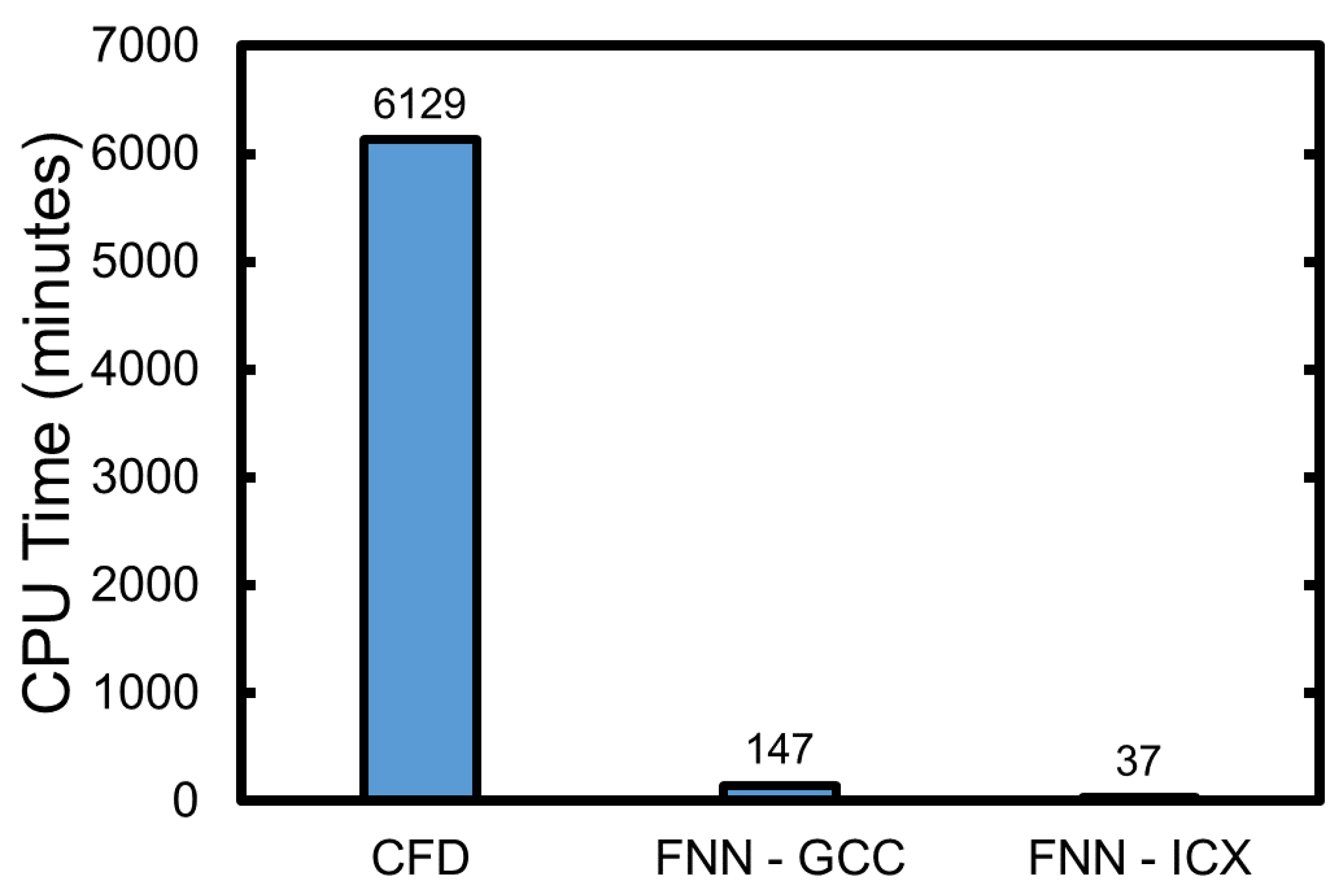
Feedforward Neural Network for MISO System
4. R2R Modeling of the SISO Process
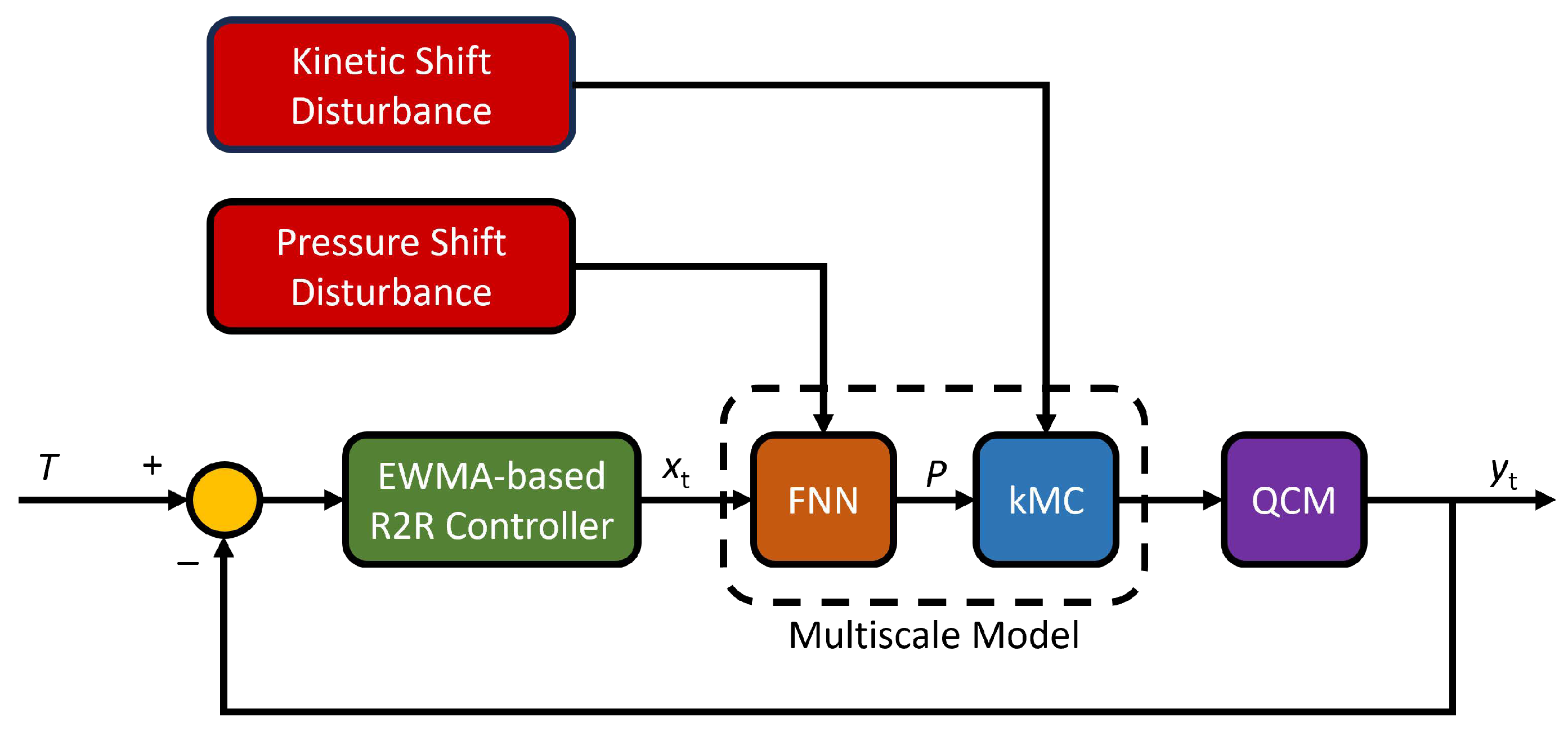
4.1. Run-to-Run Controller Framework
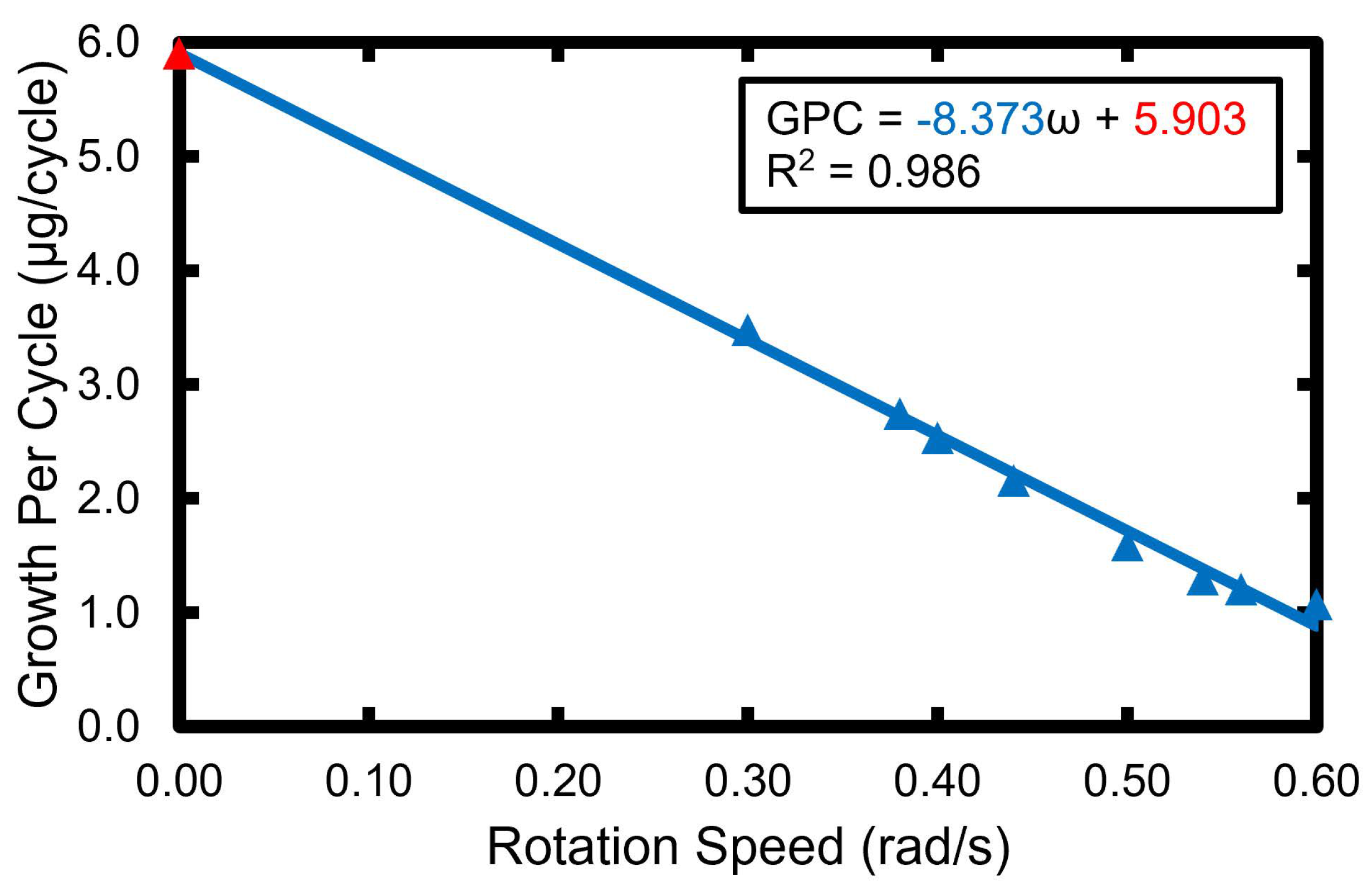
4.2. Exponentially Weighted Moving Average Approach to Run-to-Run Control
4.3. Limitations of the EWMA-Based R2R Controller
4.4. Compensation of Shift Disturbances
5. Closed-Loop Simulation Results
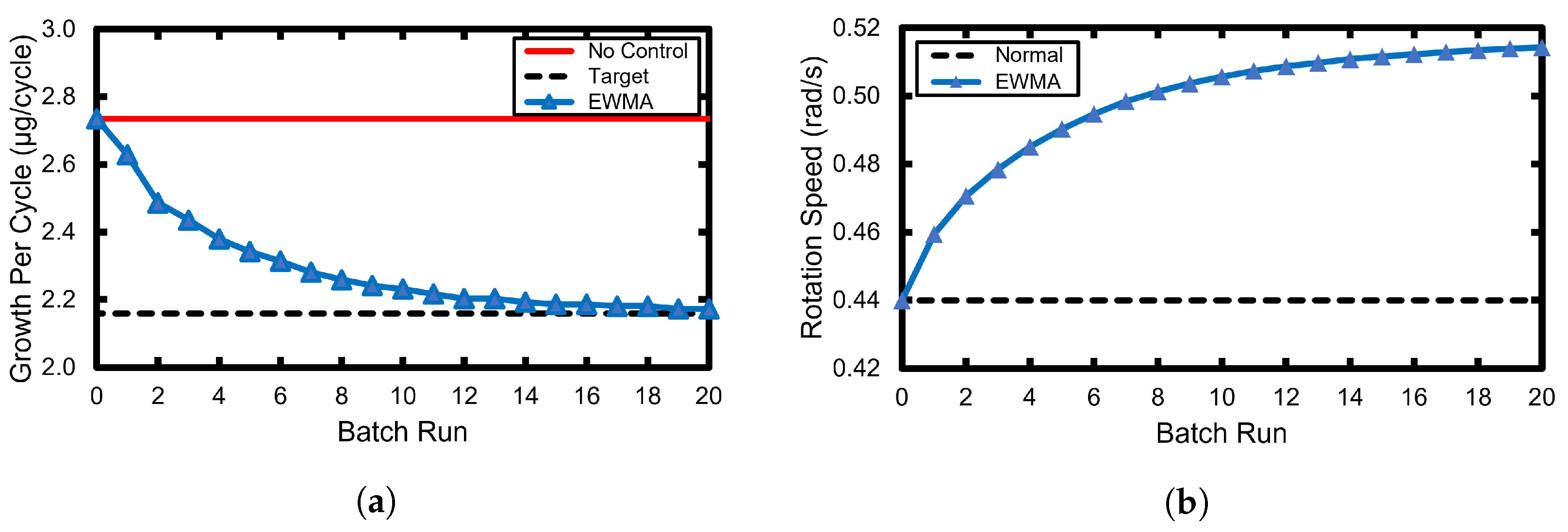
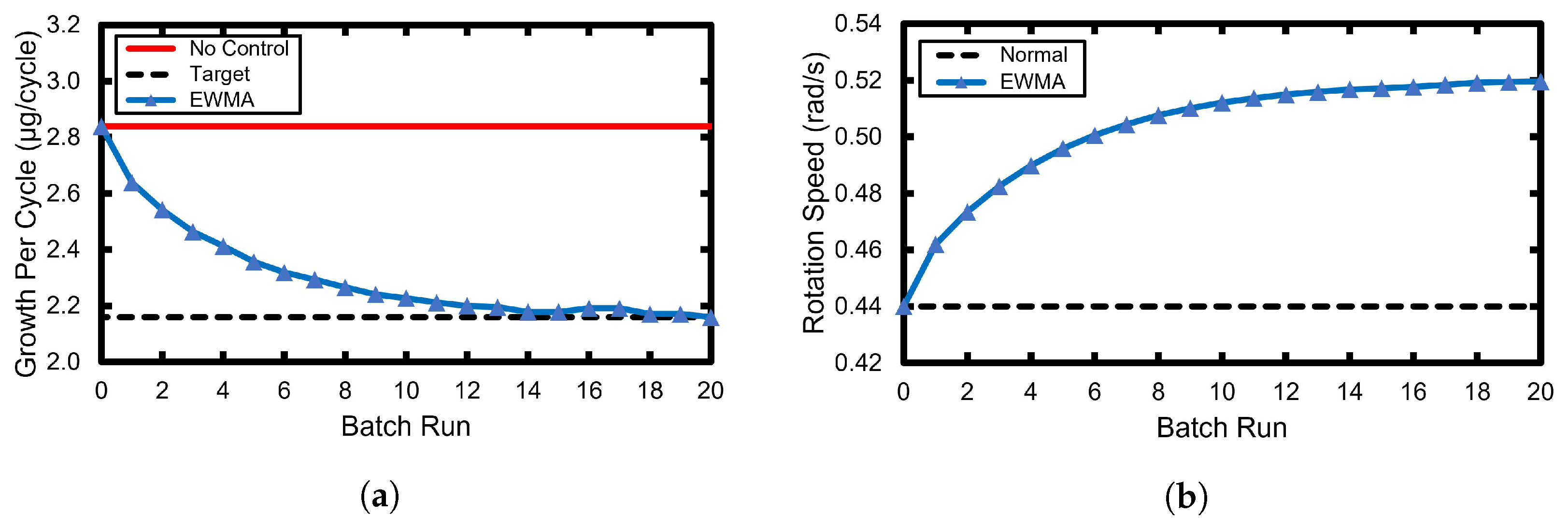
5.1. Closed-Loop Response to Pressure Disturbances
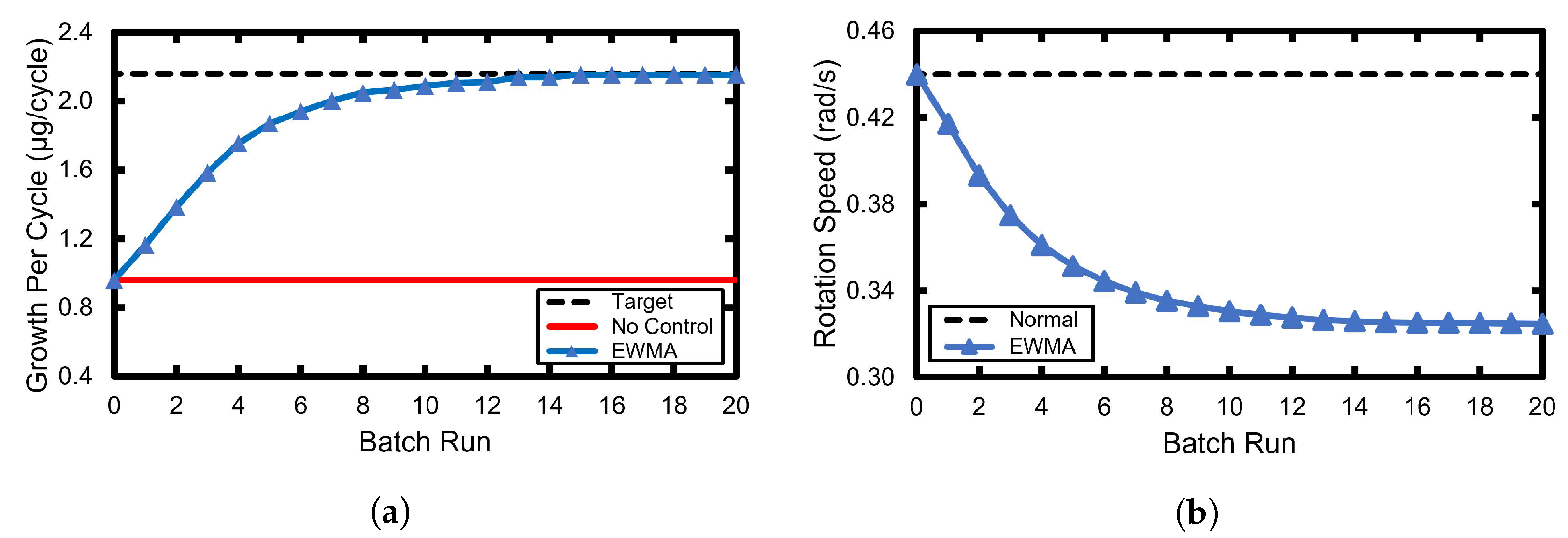
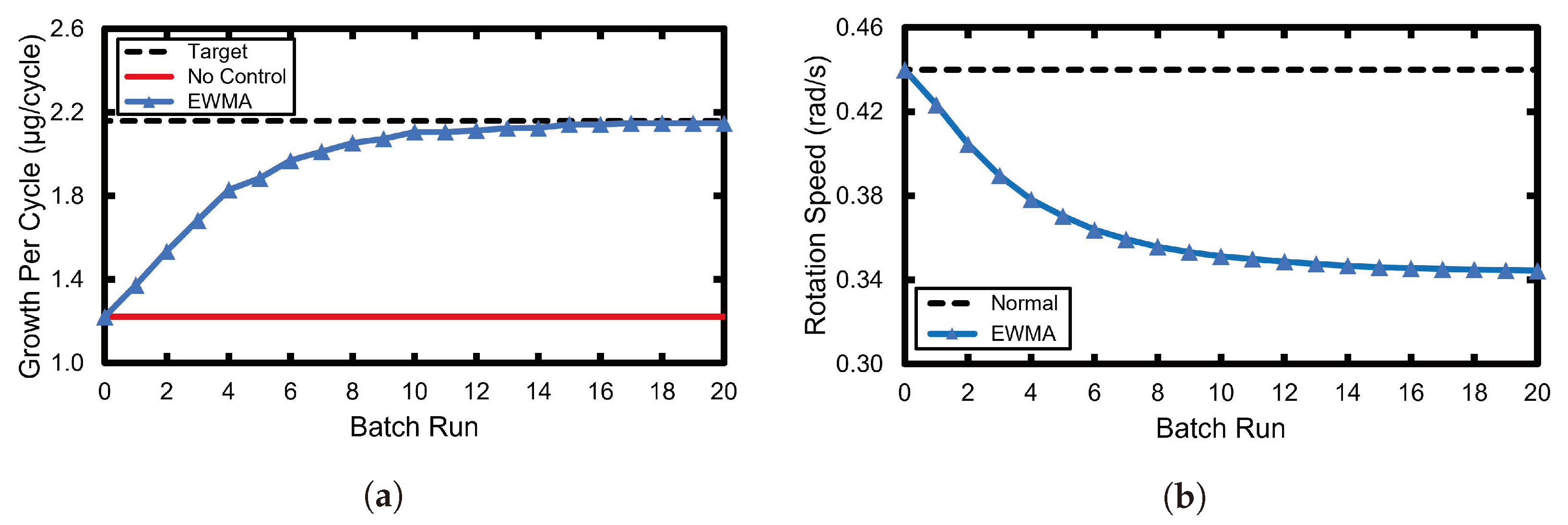
5.2. Closed-Loop Response to Kinetic Disturbances
6. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
Abbreviations
| AS-ALD | Area-Selective Atomic Layer Deposition |
| BDEAS | Bis(diethylamino)silane |
| CFD | Computational Fluid Dynamics |
| EWMA | Exponentially Weighted Moving Average |
| FNN | Feedforward Neural Network |
| GPC | Growth per Cycle |
| Hacac | Acetylacetone |
| kMC | Kinetic Monte Carlo |
| O3 | Ozone |
| R2R | Run-to-Run |
| UDF | User-defined Function |
References
- Bhalla, A. Silicon carbide semiconductors with wide bandgap for electric vehicles. ATZelectronics Worldw. 2021, 16, 18–21. [Google Scholar]
- Anitha, V.C.; Banerjee, A.N.; Joo, S.W. Recent developments in TiO2 as n- and p-type transparent semiconductors: Synthesis, modification, properties, and energy-related applications. J. Mater. Sci. 2015, 50, 7495–7536. [Google Scholar] [CrossRef]
- Petti, L.; Münzenrieder, N.; Vogt, C.; Faber, H.; Büthe, L.; Cantarella, G.; Bottacchi, F.; Anthopoulos, T.D.; Tröster, G. Metal oxide semiconductor thin-film transistors for flexible electronics. Appl. Phys. Rev. 2016, 3, 021303. [Google Scholar] [CrossRef]
- Khakifirooz, M.; Fathi, M.; Wu, K. Development of smart semiconductor manufacturing: Operations research and data science perspectives. IEEE Access 2019, 7, 108419–108430. [Google Scholar] [CrossRef]
- Zhang, A.; Lieber, C.M. Nano-bioelectronics. Chem. Rev. 2016, 116, 215–257. [Google Scholar] [CrossRef] [PubMed]
- Chhowalla, M.; Jena, D.; Zhang, H. Two-dimensional semiconductors for transistors. Nat. Rev. Mater. 2016, 1, 16052. [Google Scholar] [CrossRef]
- Khanna, V.K. Integrated Nanoelectronics: Nanoscale CMOS, Post-CMOS and Allied Nanotechnologies; Springer: New Delhi, India, 2016. [Google Scholar]
- Loubet, N.; Hook, T.; Montanini, P.; Yeung, C.W.; Kanakasabapathy, S.; Guillom, M.; Yamashita, T.; Zhang, J.; Miao, X.; Wang, J.; et al. Stacked nanosheet gate-all-around transistor to enable scaling beyond FinFET. In Proceedings of the 2017 Symposium on VLSI Technology, Kyoto, Japan, 5–8 June 2017; pp. T230–T231. [Google Scholar]
- Frieske, B.; Stieler, S. The “semiconductor crisis” as a result of the COVID-19 pandemic and impacts on the automotive industry and its supply chains. World Electr. Veh. J. 2022, 13, 189. [Google Scholar] [CrossRef]
- Mohammad, W.; Elomri, A.; Kerbache, L. The global semiconductor chip shortage: Causes, implications, and potential remedies. IFAC-Pap. 2022, 55, 476–483. [Google Scholar] [CrossRef]
- Shattuck, T.J. Stuck in the middle: Taiwan’s semiconductor industry, the U.S.-China tech fight, and cross-strait stability. Orbis 2021, 65, 101–117. [Google Scholar] [CrossRef]
- Voas, J.; Kshetri, N.; DeFranco, J.F. Scarcity and global insecurity: The semiconductor shortage. IT Prof. 2021, 23, 78–82. [Google Scholar] [CrossRef]
- George, S.M. Atomic layer deposition: An overview. Chem. Rev. 2010, 110, 111–131. [Google Scholar] [CrossRef] [PubMed]
- Johnson, R.W.; Hultqvist, A.; Bent, S.F. A brief review of atomic layer deposition: From fundamentals to applications. Mater. Today 2014, 17, 236–246. [Google Scholar] [CrossRef]
- Carver, C.T.; Plombon, J.J.; Romero, P.E.; Suri, S.; Tronic, T.A.; Turkot, R.B. Atomic layer etching: An industry perspective. ECS J. Solid State Sci. Technol. 2015, 4, N5005. [Google Scholar] [CrossRef]
- Kanarik, K.J.; Lill, T.; Hudson, E.A.; Sriraman, S.; Tan, S.; Marks, J.; Vahedi, V.; Gottscho, R.A. Overview of atomic layer etching in the semiconductor industry. J. Vac. Sci. Technol. A 2015, 33, 020802. [Google Scholar] [CrossRef]
- Chen, R.; Kim, H.; McIntyre, P.C.; Porter, D.W.; Bent, S.F. Achieving area-selective atomic layer deposition on patterned substrates by selective surface modification. Appl. Phys. Lett. 2005, 86, 191910. [Google Scholar] [CrossRef]
- Chen, R.; Bent, S.F. Chemistry for positive pattern transfer using area-selective atomic layer deposition. Adv. Mater. 2006, 18, 1086–1090. [Google Scholar] [CrossRef]
- Mackus, A.J.M.; Merkx, M.J.M.; Kessels, W.M.M. From the bottom-up: Toward area-selective atomic layer deposition with high selectivity. Chem. Mater. 2019, 31, 2–12. [Google Scholar] [CrossRef]
- Yun, S.; Ou, F.; Wang, H.; Tom, M.; Orkoulas, G.; Christofides, P.D. Atomistic-mesoscopic modeling of area-selective thermal atomic layer deposition. Chem. Eng. Res. Des. 2022, 188, 271–286. [Google Scholar] [CrossRef]
- Tom, M.; Yun, S.; Wang, H.; Ou, F.; Orkoulas, G.; Christofides, P.D. Multiscale modeling of spatial area-selective thermal atomic layer deposition. In 33rd European Symposium on Computer Aided Process Engineering; Kokossis, A.C., Georgiadis, M.C., Pistikopoulos, E., Eds.; Elsevier: Athens, Greece, 2023; Volume 52, Computer Aided Chemical Engineering; pp. 71–76. [Google Scholar]
- Yun, S.; Wang, H.; Tom, M.; Ou, F.; Orkoulas, G.; Christofides, P.D. Multiscale CFD modeling of area-selective atomic layer deposition: Application to reactor design and operating condition calculation. Coatings 2023, 13, 558. [Google Scholar] [CrossRef]
- Moyne, J.; Del Castillo, E.; Hurwitz, A.M. Run-to-Run Control in Semiconductor Manufacturing; CRC Press: Boca Raton, FL, USA, 2018. [Google Scholar]
- Andrews, M. Critical Manufacturing redefines semiconductor MES. Silicon Semicond. 2022, 43, 38–41. [Google Scholar]
- Tom, M.; Yun, S.; Wang, H.; Ou, F.; Orkoulas, G.; Christofides, P.D. Machine learning-based run-to-run control of a spatial thermal atomic layer etching reactor. Comput. Chem. Eng. 2022, 168, 108044. [Google Scholar] [CrossRef]
- Yun, S.; Tom, M.; Ou, F.; Orkoulas, G.; Christofides, P.D. Multivariable run-to-run control of thermal atomic layer etching of aluminum oxide thin films. Chem. Eng. Res. Des. 2022, 182, 1–12. [Google Scholar] [CrossRef]
- Yun, S.; Ding, Y.; Zhang, Y.; Christofides, P.D. Integration of feedback control and run-to-run control for plasma enhanced atomic layer deposition of hafnium oxide thin films. Comput. Chem. Eng. 2021, 148, 107267. [Google Scholar] [CrossRef]
- Zhang, Y.; Ding, Y.; Christofides, P.D. Integrating feedback control and run-to-run control in multi-wafer thermal atomic layer deposition of thin films. Processes 2019, 8, 18. [Google Scholar] [CrossRef]
- Mameli, A.; Merkx, M.J.M.; Karasulu, B.; Roozeboom, F.; Kessels, W.E.M.M.; Mackus, A.J.M. Area-selective atomic layer deposition of SiO2 using acetylacetone as a chemoselective inhibitor in an ABC-type cycle. ACS Nano 2017, 11, 9303–9311. [Google Scholar] [CrossRef] [PubMed]
- Merkx, M.J.M.; Sandoval, T.E.; Hausmann, D.M.; Kessels, W.M.M.; Mackus, A.J.M. Mechanism of precursor blocking by acetylacetone inhibitor molecules during area-selective atomic layer deposition of SiO2. Chem. Mater. 2020, 32, 3335–3345. [Google Scholar] [CrossRef]
- Roh, H.; Kim, H.L.; Khumaini, K.; Son, H.; Shin, D.; Lee, W.J. Effect of deposition temperature and surface reactions in atomic layer deposition of silicon oxide using Bis(diethylamino)silane and ozone. Appl. Surf. Sci. 2022, 571, 151231. [Google Scholar] [CrossRef]
- Schwille, M.C.; Schössler, T.; Schön, F.; Oettel, M.; Bartha, J.W. Temperature dependence of the sticking coefficients of bis-diethyl aminosilane and trimethylaluminum in atomic layer deposition. J. Vac. Sci. Technol. A 2017, 35, 01B119. [Google Scholar] [CrossRef]
- Lee, G.; Lee, B.; Kim, J.; Cho, K. Ozone Adsorption on Graphene: Ab Initio Study and Experimental Validation. J. Phys. Chem. C 2009, 113, 14225–14229. [Google Scholar] [CrossRef]
- Bortz, A.B.; Kalos, M.H.; Lebowitz, J.L. A new algorithm for Monte Carlo simulation of Ising spin systems. J. Comput. Phys. 1975, 17, 10–18. [Google Scholar] [CrossRef]
- Gillespie, D.T. A general method for numerically simulating the stochastic time evolution of coupled chemical reactions. J. Comput. Phys. 1976, 22, 403–434. [Google Scholar] [CrossRef]
- Kim, H.G.; Kim, M.; Gu, B.; Khan, M.R.; Ko, B.G.; Yasmeen, S.; Kim, C.S.; Kwon, S.H.; Kim, J.; Kwon, J.; et al. Effects of Al precursors on deposition selectivity of atomic layer deposition of Al2O3 using ethanethiol inhibitor. Chem. Mater. 2020, 32, 8921–8929. [Google Scholar] [CrossRef]
- Klement, P.; Anders, D.; Gümbel, L.; Bastianello, M.; Michel, F.; Schörmann, J.; Elm, M.T.; Heiliger, C.; Chatterjee, S. Surface diffusion control enables tailored-aspect-ratio nanostructures in area-selective atomic layer deposition. ACS Appl. Mater. Interfaces 2021, 13, 19398–19405. [Google Scholar] [CrossRef] [PubMed]
- Ponraj, J.S.; Attolini, G.; Bosi, M. Review on atomic layer deposition and applications of oxide thin films. Crit. Rev. Solid State Mater. Sci. 2013, 38, 203–233. [Google Scholar] [CrossRef]
- Lee, J.M.; Lee, J.; Oh, H.; Kim, J.; Shong, B.; Park, T.J.; Kim, W.H. Inhibitor-free area-selective atomic layer deposition of SiO2 through chemoselective adsorption of an aminodisilane precursor on oxide versus nitride substrates. Appl. Surf. Sci. 2022, 589, 152939. [Google Scholar] [CrossRef]
- Song, S.K.; Saare, H.; Parsons, G.N. Integrated isothermal atomic layer deposition/atomic layer etching supercycles for area-selective deposition of TiO2. Chem. Mater. 2019, 31, 4793–4804. [Google Scholar] [CrossRef]
- Carson, P.K.; Yeh, A.B. Exponentially weighted moving average (EWMA) control charts for monitoring an analytical process. Ind. Eng. Chem. Res. 2008, 47, 405–411. [Google Scholar] [CrossRef]
- Del Castillo, E.; Hurwitz, A.M. Run-to-run process control: Literature review and extensions. J. Qual. Technol. 1997, 29, 184–196. [Google Scholar] [CrossRef]
- Liu, K.; Chen, Y.; Zhang, T.; Tian, S.; Zhang, X. A survey of run-to-run control for batch processes. ISA Trans. 2018, 83, 107–125. [Google Scholar] [CrossRef]
- Montgomery, D.C. Introduction to Statistical Quality Control, 7th ed.; John Wiley & Sons: Hoboken, NJ, USA, 2013. [Google Scholar]
- Lucas, J.M.; Saccucci, M.S. Exponentially weighted moving average control schemes: Properties and enhancements. Technometrics 1990, 32, 27–29. [Google Scholar]
- Del Castillo, E. A multivariate self-tuning controller for run-to-run process control under shift and trend disturbances. IIE Trans. 1996, 28, 1011–1021. [Google Scholar] [CrossRef]
- Wang, C. A study of R2R control improvement using adjustment limit to reduce frequency of control. S. Afr. J. Ind. Eng. 2013, 24, 102–110. [Google Scholar] [CrossRef]















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Operating Condition | Value |
|---|---|
| Reactor Pressure | 1330 Pa |
| Reactor Temperature | 523 K |
| BDEAS Mole Fraction | 0.50 |
| O3 Mole Fraction | 0.05 |
| Inlet Mass Flow Rate | 2.00 × 10−5 kg/s |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Tom, M.; Wang, H.; Ou, F.; Orkoulas, G.; Christofides, P.D. Machine Learning Modeling and Run-to-Run Control of an Area-Selective Atomic Layer Deposition Spatial Reactor. Coatings 2024, 14, 38. https://0-doi-org.brum.beds.ac.uk/10.3390/coatings14010038
Tom M, Wang H, Ou F, Orkoulas G, Christofides PD. Machine Learning Modeling and Run-to-Run Control of an Area-Selective Atomic Layer Deposition Spatial Reactor. Coatings. 2024; 14(1):38. https://0-doi-org.brum.beds.ac.uk/10.3390/coatings14010038
Chicago/Turabian StyleTom, Matthew, Henrik Wang, Feiyang Ou, Gerassimos Orkoulas, and Panagiotis D. Christofides. 2024. "Machine Learning Modeling and Run-to-Run Control of an Area-Selective Atomic Layer Deposition Spatial Reactor" Coatings 14, no. 1: 38. https://0-doi-org.brum.beds.ac.uk/10.3390/coatings14010038