Corn and Rice Starch-Based Bio-Plastics as Alternative Packaging Materials


1
Department of Mechanical Engineering, Mepco Schlenk Engineering College, Sivakasi, Tamilnadu 626005, India
2
Laboratory of Biocomposite Technology, Institute of Tropical Forestry and Forest Products (INTROP), Universiti Putra Malaysia, 43400 UPM Serdang, Selangor, Malaysia
*
Author to whom correspondence should be addressed.
Fibers 2019, 7(4), 32; https://0-doi-org.brum.beds.ac.uk/10.3390/fib7040032
Submission received: 6 January 2019
/
Revised: 3 March 2019
/
Accepted: 17 March 2019
/
Published: 9 April 2019
(This article belongs to the Special Issue Plant Fibers)
Abstract
:Due to the negative environmental impacts of synthetic plastics, the development of biodegradable plastics for both industrial and commercial applications is essential today. Researchers have developed various starch-based composites for different applications. The present work investigates the corn and rice starch-based bioplastics for packaging applications. Various samples of bioplastics are produced, with different compositions of corn and rice starch, glycerol, citric acid, and gelatin. The tensile properties were improved after adding rice starch. However, water absorption and water solubility were reduced. On the basis of these results, the best sample was analyzed for thickness testing, biodegradability properties, SEM, hydrophilicity, thermogravimetric analysis, and sealing properties of bioplastic. The results show the suitability of rice and corn-based thermoplastic starch for packaging applications.
Keywords:
corn starch; rice starch; thermoplastic starch; polymers; biodegradability; hydrophilicity1. Introduction
Plastics play a vital role today in both industries and household appliances. Plastics are widely used for various applications, such as hand baggage, cool drink bottles, toys, food packages, components and containers of electronic equipment, modules of vehicles, office block segments, furniture, dress materials, etc. [1]. The annual production of petroleum-based plastics was recorded as more than 300 million tons until 2015 [2]. During the manufacturing of plastic bags, the emission of carbon and many other dangerous gases causes environmental concerns [3]. Generally, polyethylene plastic films, such as low-density polyethylene (LDPE) and high-density polyethylene (HDPE), are being used to produce a variety of polyethylene plastic films, and the drawback of this plastic is its non-degradability. Over 1000 million tons of plastic were predisposed of as unwanted elements, and they might take several hundreds of years to decay. The percentage of plastics in municipal solid waste continues to grow rapidly. When plastic wastes are dumped in landfills, they interact with water and form hazardous chemicals, and the quality of drinking water may also be affected [2]. Hence, efforts are taken to reduce the use of synthetic plastics and to promote bioplastics.
Biodegradable plastics are made from starch, cellulose, chitosan, and protein extracted from renewable biomass [4]. The development of most bioplastic is assumed to reduce fossil fuel usage, and plastic waste, as well as carbon dioxide emissions. The biodegradability characteristics of these plastics create a positive impact in society, and awareness of biodegradable packaging also attracts researchers and industries [5]. Decomposable plastics are widely used in a large variety of products where recycling of plastics is encouraged [6]. Generally, the polymers are produced from the petroleum yields, so the production of these plastics needs additional fossil fuels, which causes pollution. At present, bioplastic signifies approximately one percent of the almost 300 million tons of plastic formed once a year. On the other hand, due to an increased demand for erudite biopolymers for various applications and products, the market is unceasingly rising. It is estimated that the overall bioplastics fabrication volume will be around 2.44 million tons in 2022. Bioplastics may be openly taken out from natural resources like lignins, proteins, lipids, and polysaccharides (e.g., starch, chitin, and cellulose) [7].
Approximately 50% of the bioplastics used commercially are prepared from starch. The production of starch-based bioplastics is simple, and they are widely used for packaging applications [8,9]. The tensile properties of starch are suitable for the production of packing materials, and glycerol is added into the starch as a plasticizer. The required characteristics of the bioplastics are achieved by fine-tuning the quantities of the additives. For trade applications, the starch-based plastics are regularly mixed with eco-friendly polyesters.
Most green plants produce this polysaccharide as an energy store. Human diets also consist of this carbohydrate, and it is contained in enormous volumes in primary foods, including rice, cassava, maize (corn), wheat, and potatoes. Among them, the most important starch is cassava starch, which contains more than 80% starch in dry mass. Starch is a carbohydrate that contains a great amount of glucose units, combined through glycosidic links. For the residents of tropical regions, cassava starch is the third most essential nutrition source. A biodegradable polymer from cassava starch for various applications was developed with different surface treatments. The various physical, mechanical, and thermal properties were addressed [10,11,12,13,14,15]. Researchers prepared sugar starch-based bioplastic film for packaging applications [16] with various reinforcements [17,18].
Pure starch is white in color. The starch powder does not possess any specific taste or odor. Furthermore, pure starch cannot be dissolved in cold water or alcohol. It is non-toxic, biologically absorbable, and semi-permeable to carbon dioxide. The linear and helical amylose and the branched amylopectin are the two types of molecules present in starch [19]. The amylose content may vary from 20 to 25%, while the amylopectin content varies from 75 to 80% by weight, depending on the type of plant. Amylopectin is a far greater molecule than amylose. If heated, starch would become soluble in water, and the grains swell and burst. Due to this, the semi-crystalline arrangement is also lost, and the minor amylose particles begin percolating out of the granule [20], forming a network. This network compresses water and increases the mixture’s viscosity. This procedure is known as starch gelatinization, and amylose shows an imperative part through the initial stages of corn starch gelatinization [21]. While heating, the starch becomes a paste and the viscosity is also increased. High amylose starch is a smart reserve for use as an obstruction in packing materials. Due to the low price, renewability, and having decent mechanical properties, it was used to produce decomposable films to partly or else completely substitute the plastic polymers [22]. The percentage of amylose and amylopectin content in various starches is shown in Table 1 [23].
The tensile properties of the bioplastics would rise when the amylose content was increased [24]. As rice and corn starches have a higher concentration of amylose content, the present work concentrates on this. Ghanbarzadeh et al. [25] investigated the films produced from pure starch and concluded that these films were brittle and difficult to handle. This problem was solved by adding either citric acid or carboxymethyl cellulose with varying concentrations. The addition of glycerol may also reduce this drawback [26]. Falguera et al. [27] studied the bioplastics and concluded that the microbiological steadiness, bond, interconnection, wettability, solubility, pellucidity, and mechanical properties were the most critical properties in an edible coating. Muscat et al. [6] studied the performance of low amylose and high amylose starches to form films. They determined the water vapor penetrability of the starch and starch–plasticizer films, using an amended ASTM E96-05 technique. Anti-plasticization behavior was not perceived when the starch films were plasticized by combining the glycerol and xylitol plasticizers. An increase in the concentration of plasticizers would lead to an increase in the tensile strength. Higher tensile strength is observed in films with high amylose content too.
Ghasemlo et al. [28] investigated the performance of oil-coated starch and concluded that the mechanical and water vapor permeability properties were improved for the use of packaging applications. Fakhouri et al. [29] investigated the performance of starch/gelatin films. Glycerol and sorbitol were used as plasticizers. The effect of processing techniques on the characteristics was also considered. They investigated four diverse processing methods, viz. pressing, pressing trailed by blowing, and extrusion trailed by blowing and casting. Schirmer et al. [30] varied the amylose/amylopectin ratio of different starches and studied the physicochemical and morphological characterization. Borges et al. [31] analyzed the properties of biodegradable films of different starch sources by changing the plasticizers. The operational properties and the microstructure morphology of potato starch/gelatin/glycerol edible biocomposite films were reported by Podshivalov et al. [32]. They further investigated the phase separation mechanisms and their consequence on the size of starch granules during the drying process and the frictional, thermal, mechanical, thermal, optical, and water-barrier properties. Gómez-Heincke et al. [33] manufactured bioplastics from the proteins derived from potato and rice. Glycerol with different concentrations was mixed with the proteins. They concluded that the increases in temperature would decrease the water absorption values when the rice protein-based bioplastics were plasticized with glycerol. Kulshreshtha et al. [34] developed a corn starch-based material for building construction.
Luchese et al. [35] used blueberry powder, corn starch, and glycerol to produce the bioplastic films by casting and concluded that the film could be used for food packaging or even for sensing food deterioration. Song et al. [36] prepared biodegradable films, using diverse concentrations of lemon essential oil plus surfactants into corn and wheat starch film and described the microstructure, antimicrobial, and physical properties. Zakaria et al. [37] used a solution casting technique to prepare the potato starch film, in which glycerol was the plasticizer. They studied the tensile and microstructure properties of the film by varying the mixing temperature. Zhang et al. [38] investigated the impact of the various sizes of nano-SiO2 on the physical and mechanical properties of potato starch film.
Though extensive studies were carried out on the starch for packaging applications [39,40], the study of hybrid starch based on corn and rice starch is not found in the literature for packaging applications. Hence, in the present work, both the corn and rice starches are combined, as they have a higher amylose concentration. This research aims to produce bioplastics from starch extracted from corn starch and rice starch. This would be very useful for developing countries where environmental problems have a significant impact on the economy. The bioplastics prepared from corn and rice starch were found to exhibit properties that are comparable to the already available commercial packaging materials. The bioplastics were also found to be soluble in water and degradable in soil by conducting respective tests, thereby making it environment-friendly. Such bioplastic formulations can be effectively used in packaging applications, due to their advantageous characteristics.
2. Materials and Methods
For preparing the thermoplastic starch (TPS) film, corn and rice starch were extracted in the laboratory. The glycerol, citric acid, and gelatin were used as a plasticizer and were bought from Chemimpex International, India.
2.1. Extraction of Starch
The following steps detail extracting the starch from corn by the manual method. First, 100 g corn was washed and boiled with water for an hour. More corn was ground in a mortar with 100 mL purified water. The mixture was filtered and the remaining solid mass was put into the mortar. We repeated the procedure five times and more starch was obtained. The blend was allowed to settle in the beaker for 5 min. Then, 100 mL of purified water was added and was agitated softly. The water was removed after repeating the above process 3–4 times and the starch, white in color, was obtained, as shown in Figure 1. About 40 g of starch was obtained from 100 g of corn. In this similar manner, rice starch was also extracted. Physical and chemical properties of corn and rice starch are depicted in Table 2.
2.2. Preparation of Bioplastics Film
In rice and corn starch-based TPS, glycerol is used as plasticizer, due to its better mechanical properties and good water solubility, ranging from 18 to 25%, though it can increase up to 36% [33,41]. It was shown that the glycerol concentration would not affect the glass transition temperatures. TPS film was prepared according to the following procedure: The starch, glycerol, gelatin, and citric acid were added to 100 mL distilled water in various ratios. The mixture was stirred at a rate of 180 rpm for 10 min. Then the mixture was heated on a hot plate at 100 °C, and manual stirring was done for 70 min, continuously [6]. It was then poured onto a Teflon-coated glass plate and spread uniformly. It took 3–4 days for the mixture to dry out and the cast film was removed. Then, five samples were prepared for different compositions of corn and rice starch, shown in Table 3.
3. Characterization
3.1. Tensile Test
The tensile strength test was performed using Testometric Machine M350 10CT, according to ASTM D882 [42]. The initial grip separation was 50 mm. The cross-head speed was fixed as 50 mm/min. The samples had been prepared according to the dimension given in the standard. Each sample had a width of 30 mm and a length of 110 mm. The average thickness of the starch film sample was 0.36 mm. Dumbbell specimens were cut from the film samples (five different specimens). During the stretching, tensile strength (MPa) was recorded. The mechanical properties were considered an average value from the attained results.
3.2. Thickness Measurement
The thickness of the bioplastics was measured by using the thickness gauge. The thickness was measured by holding the workpiece between stylus and anvil, reading the value directly.
3.3. Test for Moisture Content
By measuring the weight loss of films, the moisture content was estimated. The TPS samples were cut into square pieces of 2.0 cm2. The samples were weighed accurately. The dry film mass was recorded upon drying in an oven at 110 °C until a fixed dry weight was acquired [43]. Each film treatment was used with five replications, and the moisture content was measured:
where Wi is the weight at the beginning and Wf is the final weight.
Moisture Content in (%) = [(Wi − Wf)/Wi] × 100,
3.4. Water Solubility Test
The film samples were cut into square sections of 2.0 cm2, and the dry film mass was weighed accurately and recorded. The samples remained immersed in 100 mL distilled water and fixed agitation at 180 rpm was carried out for 6 h at 25 °C [28]. The lasting portions of the film were filtered after 6 h. They were then dried in a hot air oven at 110 °C until an ultimate fixed weight was found. Glycerol has a good water solubility range from 18% to 25% [41]. The percentage of total soluble matter (% solubility) was calculated as
where WS is solubility in water; W0 is the weight at the beginning of the bioplastics; and Wf is the final weight of the bioplastics.
WS (%) = [(W0 − Wf)/W0] × 100,
3.5. Water Contact Angle Measurement
It is a scheme used to determine the hydrophobicity of a solid surface. This is done by examining its wettability. The sample was located among light and the camera, however, in a similar angle. This permitted a flat baseline to be determined for the contact angle measurement. The value of the contact angle would differ from 0 to 180°, subjected to the wettability of solid material. The 0° indicates the highly hydrophilic nature of the material and 180° hydrophobic material.
3.6. Biodegradability Test
The specimen was cut into pieces of 4.0 cm2. Found near the roots of plants which are rich in nitrogenous bacteria, 500 g of soil (having slight moisture content) was collected and stored in a container. One sample was buried inside the soil at a depth of 2 cm and another buried at a depth of 3 cm for 15 days under the conditions of the room. The weight of the specimen was measured before and after the testing. Scanning Electron Microscopic (SEM) images of the specimen were taken before and after the testing for visual inspection. The biodegradability test was measured by Equation (3):
where Wo and W are the weights of samples before and after the test.
Weight Loss (%) = [(Wo − W)/Wo] × 100,
3.7. Scanning Electron Microscopy (SEM)
Morphological investigations were performed on TPS films of corn and rice starch by using SEM machine model (HITACHI S-3400N). An emission current of 58 μA was used while operating the SEM instrument. The acceleration voltage was kept as 10 kV, and the working distance was fixed to 7.4 mm. Samples were layered with gold before the SEM analysis.
3.8. Thermogravimetric Analysis
Thermal stability of bioplastic film samples was characterized using a ther-mogravimetric analyzer (PERKIN ELMER PYRIS 1 TGA). A selected sample was carried out at the rate of 10 °C/min under room temperature, in the range of 35–1000 °C.
3.9. Sealing Properties of Bioplastics
To produce a seal in most form/fill/seal machines, bar sealing is the best technique. The sealing pressure, sealing temperature, and dwell time are the parameters in the heat-sealing procedure. These three factors should be in appropriate combination when making a decent seal. The heat is applied to melt the sealing layer to a molten stage or else partly molten to effect sealing in the heat-sealing process. The heat sealing was done using the sealing machine at Sagar Polybags Limited, Sivakasi, Tamilnadu, India.
4. Results and Discussions
4.1. Tensile Properties
Tensile strength is the amount of maximum strength needed to break the bioplastics film. Tensile modulus is defined as the stress change divided by change in strain within the linear viscoelastic region of the stress/strain curves. Elongation at break is the indication of the amount of the variation of extreme film length while attaining tensile strength until the film breaks, related to the original length. The tensile strength of the TPS, Young’s Modulus, and the elongation of the film at the breaking point were found for the samples and shown in Table 4. Glycerol, as a plasticizer, made the film more flexible as the intermolecular bonds between the polymer chains were reduced and the mechanical properties were modified. Larotonda et al. [44] described how the mechanical resistance of the film against rupture was improved by the impregnation of rice starch, nearly 1.5 times greater than a non-impregnated counterpart. The starch crosslinking of ether or ester linkages amongst hydroxyl (-OH) clusters in starch molecules improved mechanical properties, due to the density increased by crosslinking [45]. In Table 4, it is shown that the S5 has good tensile properties.
4.2. Bioplastic Thickness
The thickness of the bioplastics is measured at 10 different places using a thickness gauge, and the average is calculated. The average thickness of the bioplastics is found to be 0.25 mm (250 microns). As per the regulations of the Government of India, the thickness of plastic bags should not be less than 50 microns. The results show that the prepared bioplastics have a thickness of 250 microns and, hence, can be used for preparing carry bags. However, several works have been reported on the thickness of starch films. Ghasemlou et al. [28] found that the thickness value of corn starch films was approximately 0.15 mm. Other research by Fakhouri et al. [46] studied the thickness of several starch films made up of potato, rice, wheat, gelatin, and sorghum and found 53 to 63 microns, which is much lower than the present study. In the current work, the thickness is higher, which may be due to the presence of corn starch.
4.3. Moisture Content
The moisture content for the various samples are calculated, and the results are shown in Table 5. It is shown that S5 showed the least water absorption; however, S4 and S3 revealed higher moisture content. The same trend was observed in water solubility of TPS. The hydrophilic compounds would increase the films’ solubility. However, the hydrophobic compounds would decrease it [47]. In the present study, the solubility of all the starch films followed the same tendency as per the expectation, while the hydrophilicity of the film decreases with the further addition of rice starch. From this, we can say that the moisture content in sample 5 has the lowest value, which enhances the shelf life of the bioplastics.
4.4. Water Solubility
Water solubility of all samples was observed in Table 6. The sample S5 showed the least water solubility, with a higher ratio of rice starch compared to other bioplastics. The ratio of rice and corn starch are shown in Table 6. Usually, the gelatin content in the waxy starch films would increase the water solubility of TPS [48], but in this study, the gelatin is constant, and the starch of rice and corn were warring. The sample S5 has the highest content of rice starch, which may be due to the rice starch, where the solubility is lower. Water solubility was the main property able to distinguish the starch type though the film formation methods, based on starch being related with the amylose content in the grains [49].
4.5. Water Contact Angle
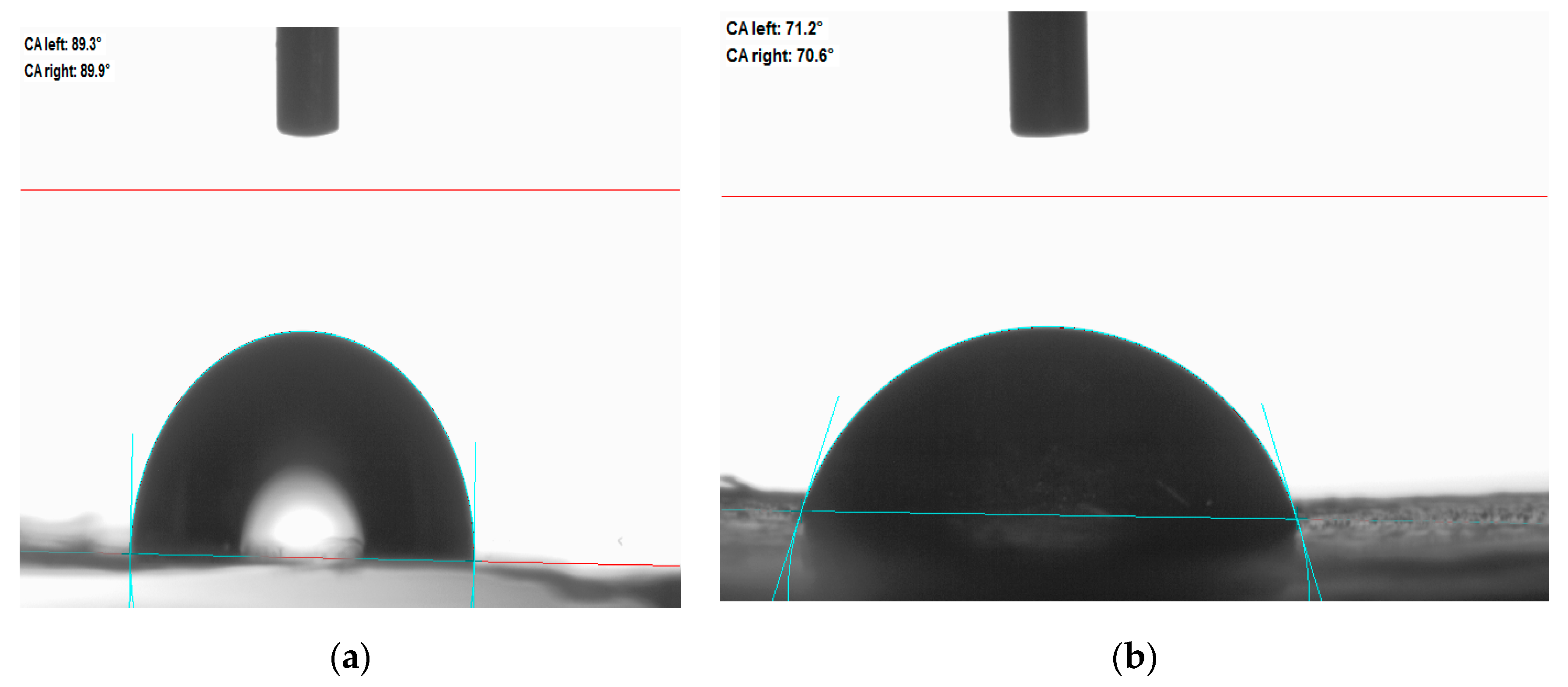
A contact angle experiment was conducted to find out whether the prepared bioplastics were hydrophobic in nature or hydrophilic in nature [50]. A sample of 1 cm2 was taken, and it was kept in a horizontal position on a holder that confirms that the only factors that disturb the profile of the water drop are interfacial tension plus gravity. There was a syringe placed above the sample, and it had pure water in it. An image was taken in general, showing that a substrate with fractional wetting provides a contact angle between 0 and 90°. If the contact angle is more than 90°, it means the droplet does not wet the surface sufficiently. The water contact angle was improved, due to the addition of gelatin and citric acid. This shows that the prepared bioplastics are hydrophilic when compared to normal LDPE plastic (Figure 2a), which is almost hydrophobic. The water contact angle for the prepared bioplastics is 70° (Figure 2b).
4.6. Biodegradability Properties
A biodegradability test was conducted on the sample from the best results of the tensile, water absorption, and thickness. The S5 sample was studied for biodegradability properties. The weight loss of S5 indicated the process of biodegradation of the specimen by the micro-organisms. Both buried samples at various depths showed the same degradation rate. The samples buried had the Wo and W values as follows:
where Wo and W are the weight of samples before and after the test.
Wo = 0.474 grams and W = 0.243 grams
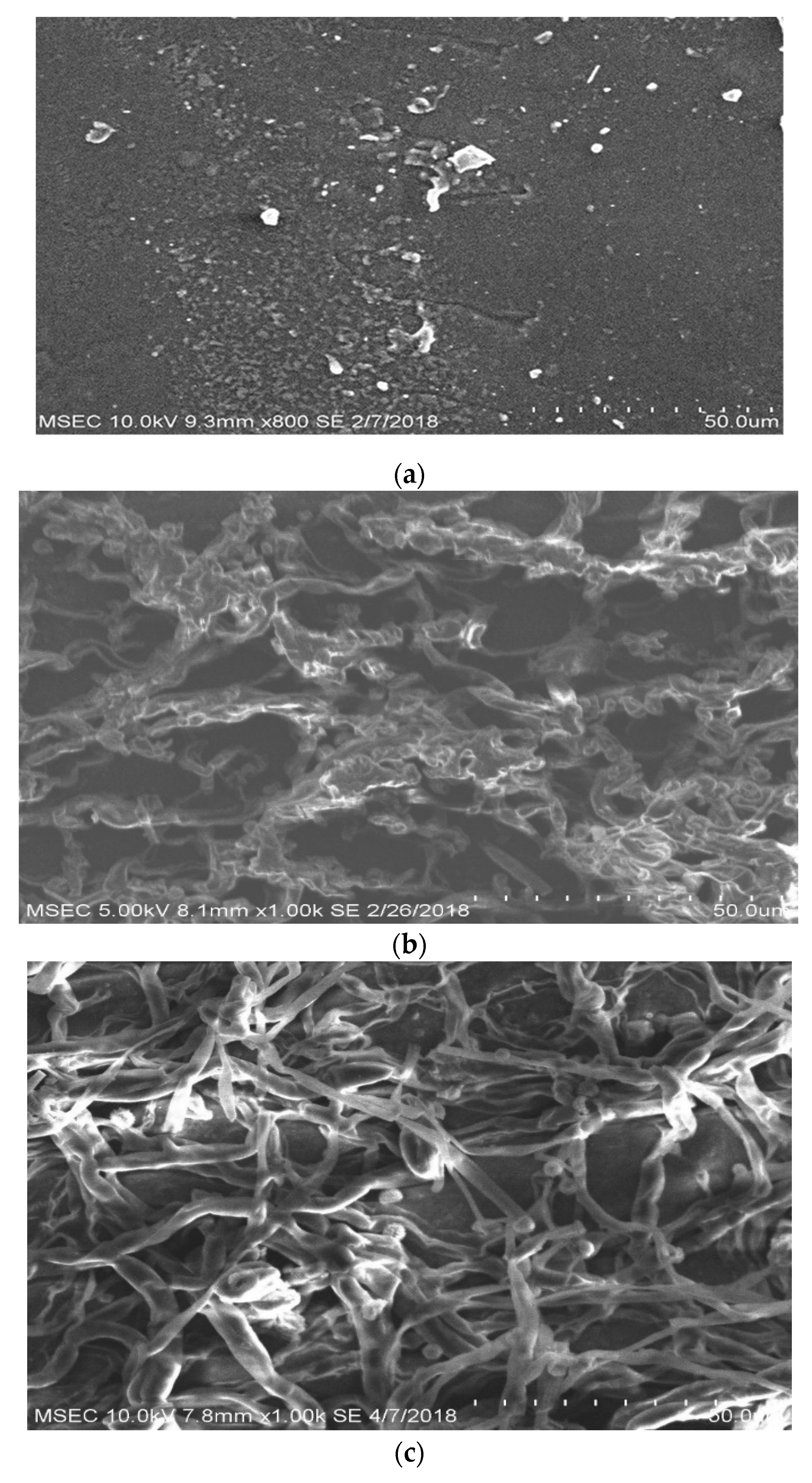
The SEM image shows S5 before burial in Figure 3a, after the decomposition under 2 cm depth in Figure 3b, and under 3 cm depth in Figure 3c.
SEM examination demonstrated the microbial activity of degradation on the bioplastic samples. The surface structure of the material had lost its evenness, and flaws were evident. The sample exhibited a substantial variation in the structure. The SEM images also proved the biodegradation progression that occurred over the bioplastic film, with the existence of flaws and loss of filmy nature. Visual modifications of the samples were seen after the finish of the testing practice in actual environments. The samples got broken into pieces when touched. Therefore, from the weight loss method and the SEM analysis, it could be concluded that the bioplastics prepared from starch are biodegradable. The environmental factors such as temperature, moisture, and biological activity would affect the rate of degradation.
Biodegradability of 48.73% was achieved in 15 days for the sample placed in the soil at a depth of 3 cm. From the above experiment, it may be concluded that the burial depth did not show a significant role in biodegradability.
4.7. Thermogravimetry Analysis
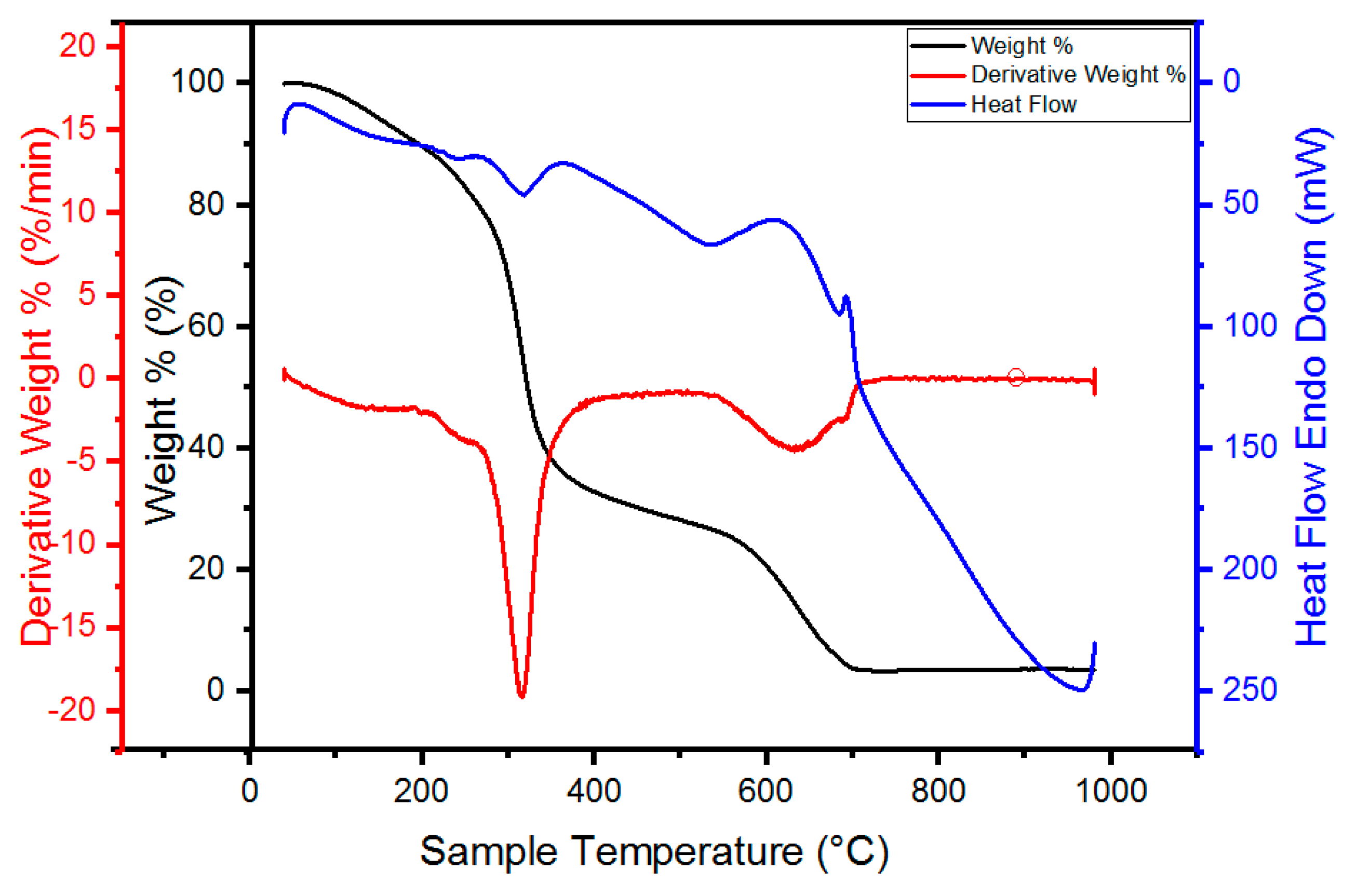
The thermal degradation test of sample S5 studied the weight loss, derivative weight %, and heat flow, showed by the TGA thermograms (Figure 4): (i) In the range of 100–200 °C, (ii) in the range of 200–500 °C, and (iii) in the range of 500–700 °C. A small weight loss (approximately 6%) is found in the first regime of degradation in the range of 100–110 °C. It indicated the evaporation of moisture from the bioplastics [51]. Major weight loss in the range of 250–300 °C was due to the decomposition of gelatin and starch. From this, we can say that the prepared samples can be used in the application operated at the elevated temperature.
4.8. Sealing Properties of Bioplastics
It is observed that no single temperature is accepted for the heat-sealing process. This may occur due to the reason that the plastic could be sealed at moderately molten or melting conditions. A range of temperatures is set as an acceptable sealing temperature, in which a good seal will be formed if it is being prepared within this temperature range. The interval of time that the coated film is brought into close contact with the heated film is the dwelling time. The results indicated that the prepared bioplastic samples have good sealing capabilities. The principal purpose of the sealing crimp is to “squeeze” the two layers of film to achieve as great a molecular contact over as much of the sealing area as possible, within the constraints of the bag/pouch design. The heat-sealing feature was estimated through visual inspection.
The sample was inspected manually. The sealed sample seems have excellent sealing properties. Since sealing properties are important for preparing plastic bags, hence, it is concluded that the bioplastics produced in this project can be used to manufacture bioplastic carry bags. A sample bag produced from the bioplastics is shown in Figure 5.
5. Conclusions
The results showed that the samples prepared from the corn and rice starches have better biodegradability than the existing plastic materials. The citric acid addition improves the shelf-life of the material and improves the mechanical properties. The average thickness of the bioplastics is 0.25 mm (250 microns). The average moisture content is 13.2%. The solubility in water is 11.9%. The biodegradability of the sample is 48.7%, and it is achieved in 15 days. The maximum tensile strength of the bioplastics is found to be 12.5 MPa. The water contact angle of 70° was obtained. From the above test results, it can be concluded that bioplastics can be used as packing materials and can be used as an alternative to LDPE and HDPE plastic bags. Due to the obtained properties of bioplastic, it would be interesting to prepare polybags using this bioplastic with assumed lower cost. Investigation of the hybridization of proposed starch materials with other biomaterials, and with different plasticizers, would be an interesting scope for this research.
Author Contributions
The experiment was performed by M.K.M. M.K.M. and M.A. prepared the manuscript under supervision of M.J. M.J. edited the manuscript.
Funding
This research received no external funding.
Acknowledgments
The authors would like to express their gratitude and sincere appreciation to the Institute of Tropical Forestry and Forest Products (INTROP) of the Universiti Putra Malaysia for their scientific assistance and support to help accomplish this study.
Conflicts of Interest
The authors declare no conflict of interest.
References
- Bayer, I.S.; Guzman-Puyol, S.; Heredia-Guerrero, J.A.; Ceseracciu, L.; Pignatelli, F.; Ruffilli, R.; Cingolani, R.; Athanassiou, A. Direct transformation of edible vegetable waste into bioplastics. Macromolecules 2014, 47, 5135–5143. [Google Scholar] [CrossRef]
- Emadian, S.M.; Onay, T.T.; Demirel, B. Biodegradation of bioplastics in natural environments. Waste Manag. 2017, 59, 526–536. [Google Scholar] [CrossRef]
- Jain, R.; Tiwari, A. Biosynthesis of planet friendly bioplastics using renewable carbon source. J. Environ. Health Sci. Eng. 2015, 13, 11. [Google Scholar] [CrossRef] [PubMed]
- Azahari, N.; Othman, N.; Ismail, H. Biodegradation studies of polyvinyl alcohol/corn starch blend films in solid and solution media. J. Phys. Sci. 2011, 22, 15–31. [Google Scholar]
- Siakeng, R.; Jawaid, M.; Ariffin, H.; Sapuan, S.; Asim, M.; Saba, N. Natural fiber reinforced polylactic acid composites: A review. Polym. Compos. 2019, 40, 446–463. [Google Scholar] [CrossRef]
- Muscat, D.; Adhikari, B.; Adhikari, R.; Chaudhary, D. Comparative study of film forming behaviour of low and high amylose starches using glycerol and xylitol as plasticizers. J. Food Eng. 2012, 109, 189–201. [Google Scholar] [CrossRef]
- Johansson, C.; Bras, J.; Mondragon, I.; Nechita, P.; Plackett, D.; Simon, P.; Svetec, D.G.; Virtanen, S.; Baschetti, M.G.; Breen, C. Renewable fibers and bio-based materials for packaging applications—A review of recent developments. BioResources 2012, 7, 2506–2552. [Google Scholar] [CrossRef]
- Abidin, M.Z.A.Z.; Julkapli, N.M.; Juahir, H.; Azaman, F.; Sulaiman, N.H.; Abidin, I.Z. Fabrication and properties of chitosan with starch for packaging application. Malays. J. Anal. Sci. 2015, 19, 1032–1042. [Google Scholar]
- Gadhave, R.V.; Das, A.; Mahanwar, P.A.; Gadekar, P.T. Starch Based Bio-Plastics: The Future of Sustainable Packaging. Open J. Polym. Chem. 2018, 8, 21–33. [Google Scholar] [CrossRef]
- Edhirej, A.; Sapuan, S.; Jawaid, M.; Zahari, N.I. Cassava/sugar palm fiber reinforced cassava starch hybrid composites: Physical, thermal and structural properties. Int. J. Biol. Macromol. 2017, 101, 75–83. [Google Scholar] [CrossRef] [PubMed]
- Edhirej, A.; Sapuan, S.M.; Jawaid, M.; Zahari, N.I. Cassava: Its polymer, fiber, composite, and application. Polym. Compos. 2017, 38, 555–570. [Google Scholar] [CrossRef]
- Edhirej, A.; Sapuan, S.M.; Jawaid, M.; Zahari, N.I. Effect of various plasticizers and concentration on the physical, thermal, mechanical, and structural properties of cassava-starch-based films. Starch-Stärke 2017, 69, 1500366. [Google Scholar] [CrossRef]
- Edhirej, A.; Sapuan, S.; Jawaid, M.; Zahari, N.I. Preparation and characterization of cassava bagasse reinforced thermoplastic cassava starch. Fibers Polym. 2017, 18, 162–171. [Google Scholar] [CrossRef]
- Edhirej, A.; Sapuan, S.; Jawaid, M.; Zahari, N.I. Tensile, Barrier, Dynamic Mechanical, and Biodegradation Properties of Cassava/Sugar Palm Fiber Reinforced Cassava Starch Hybrid Composites. BioResources 2017, 12, 7145–7160. [Google Scholar]
- Edhirej, A.; Sapuan, S.; Jawaid, M.; Ismarrubie Zahari, N. Preparation and Characterization of Cassava Starch/Peel Composite Film. Polym. Compos. 2018, 39, 1704–1715. [Google Scholar] [CrossRef]
- Sanyang, M.; Sapuan, S.; Jawaid, M.; Ishak, M.; Sahari, J. Development and characterization of sugar palm starch and poly (lactic acid) bilayer films. Carbohydr. Polym. 2016, 146, 36–45. [Google Scholar] [CrossRef]
- Sanyang, M.L.; Sapuan, S.; Jawaid, M.; Ishak, M.R.; Sahari, J. Effect of sugar palm-derived cellulose reinforcement on the mechanical and water barrier properties of sugar palm starch biocomposite films. BioResources 2016, 11, 4134–4145. [Google Scholar] [CrossRef]
- Sanyang, M.L.; Muniandy, Y.; Sapuan, S.M.; Sahari, J. Tea Tree (Melaleuca alternifolia) Fiber as Novel Reinforcement Material for Sugar Palm Biopolymer Based Composite Films. BioResources 2017, 12, 3751–3765. [Google Scholar] [CrossRef]
- Sanyang, M.; Ilyas, R.; Sapuan, S.; Jumaidin, R. Sugar Palm Starch-Based Composites for Packaging Applications. In Bionanocomposites for Packaging Applications; Springer: Berlin, Germany, 2018; pp. 125–147. [Google Scholar]
- Lii, C.; Shao, Y.-Y.; Tseng, K.-H. Gelation mechanism and rheological properties of rice starch. Cereal Chem. 1995, 72, 393–400. [Google Scholar]
- Ratnayake, W.S.; Jackson, D.S. Gelatinization and solubility of corn starch during heating in excess water: new insights. J. Agric. Food Chem. 2006, 54, 3712–3716. [Google Scholar] [CrossRef] [PubMed]
- Wang, H.; Sun, X.; Seib, P. Mechanical properties of poly (lactic acid) and wheat starch blends with methylenediphenyl diisocyanate. J. Appl. Polym. Sci. 2002, 84, 1257–1262. [Google Scholar] [CrossRef]
- Young, A.H. Fractionation of starch. In Starch: Chemistry and Technology (Second Edition); Elsevier: Amsterdam, The Netherland, 1984; pp. 249–283. [Google Scholar]
- Ceseracciu, L.; Heredia-Guerrero, J.A.; Dante, S.; Athanassiou, A.; Bayer, I.S. Robust and biodegradable elastomers based on corn starch and polydimethylsiloxane (PDMS). ACS Appl. Mater. Interfaces 2015, 7, 3742–3753. [Google Scholar] [CrossRef]
- Ghanbarzadeh, B.; Almasi, H.; Entezami, A.A. Improving the barrier and mechanical properties of corn starch-based edible films: Effect of citric acid and carboxymethyl cellulose. Ind. Crops Prod. 2011, 33, 229–235. [Google Scholar] [CrossRef]
- Leceta, I.; Guerrero, P.; De la Caba, K. Functional properties of chitosan-based films. Carbohydr. Polym. 2013, 93, 339–346. [Google Scholar] [CrossRef]
- Falguera, V.; Quintero, J.P.; Jiménez, A.; Muñoz, J.A.; Ibarz, A. Edible films and coatings: Structures, active functions and trends in their use. Trends Food Sci. Technol. 2011, 22, 292–303. [Google Scholar] [CrossRef]
- Ghasemlou, M.; Aliheidari, N.; Fahmi, R.; Shojaee-Aliabadi, S.; Keshavarz, B.; Cran, M.J.; Khaksar, R. Physical, mechanical and barrier properties of corn starch films incorporated with plant essential oils. Carbohydr. Polym. 2013, 98, 1117–1126. [Google Scholar] [CrossRef]
- Fakhouri, F.M.; Costa, D.; Yamashita, F.; Martelli, S.M.; Jesus, R.C.; Alganer, K.; Collares-Queiroz, F.P.; Innocentini-Mei, L.H. Comparative study of processing methods for starch/gelatin films. Carbohydr. Polym. 2013, 95, 681–689. [Google Scholar] [CrossRef]
- Schirmer, M.; Höchstötter, A.; Jekle, M.; Arendt, E.; Becker, T. Physicochemical and morphological characterization of different starches with variable amylose/amylopectin ratio. Food Hydrocoll. 2013, 32, 52–63. [Google Scholar] [CrossRef]
- Borges, J.; Romani, V.; Cortez-Vega, W.; Martins, V. Influence of different starch sources and plasticizers on properties of biodegradable films. Int. Food Res. J. 2015, 22, 2346–2351. [Google Scholar]
- Podshivalov, A.; Zakharova, M.; Glazacheva, E.; Uspenskaya, M. Gelatin/potato starch edible biocomposite films: Correlation between morphology and physical properties. Carbohydr. Polym. 2017, 157, 1162–1172. [Google Scholar] [CrossRef]
- Gómez-Heincke, D.; Martínez, I.; Stading, M.; Gallegos, C.; Partal, P. Improvement of mechanical and water absorption properties of plant protein based bioplastics. Food Hydrocoll. 2017, 73, 21–29. [Google Scholar] [CrossRef]
- Kulshreshtha, Y.; Schlangen, E.; Jonkers, H.; Vardon, P.; Van Paassen, L. Corncrete: A corn starch based building material. Constr. Build. Mater. 2017, 154, 411–423. [Google Scholar] [CrossRef]
- Luchese, C.L.; Garrido, T.; Spada, J.C.; Tessaro, I.C.; de la Caba, K. Development and characterization of cassava starch films incorporated with blueberry pomace. Int. J. Biol. Macromol. 2018, 106, 834–839. [Google Scholar] [CrossRef]
- Song, X.; Zuo, G.; Chen, F. Effect of essential oil and surfactant on the physical and antimicrobial properties of corn and wheat starch films. Int. J. Biol. Macromol. 2018, 107, 1302–1309. [Google Scholar] [CrossRef]
- Zakaria, N.; Muhammad, N.; Sandu, A.; Abdullah, M. Effect of Mixing Temperature on Characteristics of Thermoplastic Potato Starch Film. In IOP Conference Series: Materials Science and Engineering; IOP Publishing: Brisol, UK, 2018; p. 012083. [Google Scholar]
- Zhang, R.; Wang, X.; Cheng, M. Preparation and Characterization of Potato Starch Film with Various Size of Nano-SiO2. Polymers 2018, 10, 1172. [Google Scholar] [CrossRef]
- Siracusa, V.; Rocculi, P.; Romani, S.; Dalla Rosa, M. Biodegradable polymers for food packaging: a review. Trends Food Sci. Technol. 2008, 19, 634–643. [Google Scholar] [CrossRef]
- Jabeen, N.; Majid, I.; Nayik, G.A. Bioplastics and food packaging: A review. Cogent Food Agric. 2015, 1, 1117749. [Google Scholar] [CrossRef]
- Gaspar, M.; Benkő, Z.; Dogossy, G.; Reczey, K.; Czigany, T. Reducing water absorption in compostable starch-based plastics. Polym. Degrad. Stab. 2005, 90, 563–569. [Google Scholar] [CrossRef]
- Salarbashi, D.; Tajik, S.; Ghasemlou, M.; Shojaee-Aliabadi, S.; Noghabi, M.S.; Khaksar, R. Characterization of soluble soybean polysaccharide film incorporated essential oil intended for food packaging. Carbohydr. Polym. 2013, 98, 1127–1136. [Google Scholar] [CrossRef]
- Kim, H.-Y.; Jane, J.-L.; Lamsal, B. Hydroxypropylation improves film properties of high amylose corn starch. Ind. Crops Prod. 2017, 95, 175–183. [Google Scholar] [CrossRef]
- Larotonda, F.D.; Matsui, K.N.; Soldi, V.; Laurindo, J.B. Biodegradable films made from raw and acetylated cassava starch. Braz. Arch. Biol. Technol. 2004, 47, 477–484. [Google Scholar] [CrossRef]
- Woggum, T.; Sirivongpaisal, P.; Wittaya, T. Properties and characteristics of dual-modified rice starch based biodegradable films. Int. J. Biol. Macromol. 2014, 67, 490–502. [Google Scholar] [CrossRef]
- Fakhouri, F.M.; Fontes, L.C.B.; Gonçalves, P.V.d.M.; Milanez, C.R.; Steel, C.J.; Collares-Queiroz, F.P. Films and edible coatings based on native starches and gelatin in the conservation and sensory acceptance of Crimson gra. Food Sci. Technol. 2007, 27, 369–375. [Google Scholar] [CrossRef]
- Kavoosi, G.; Dadfar, S.M.M.; Purfard, A.M. Mechanical, physical, antioxidant, and antimicrobial properties of gelatin films incorporated with thymol for potential use as nano wound dressing. J. Food Sci. 2013, 78, E244–E250. [Google Scholar] [CrossRef]
- Fakhouri, F.M.; Martelli, S.M.; Caon, T.; Velasco, J.I.; Mei, L.H.I. Edible films and coatings based on starch/gelatin: Film properties and effect of coatings on quality of refrigerated Red Crimson grapes. Postharvest Biol. Technol. 2015, 109, 57–64. [Google Scholar] [CrossRef]
- Martelli, S.M.; Laurindo, J.B. Chicken feather keratin films plasticized with polyethylene glycol. Int. J. Polym. Mater. 2012, 61, 17–29. [Google Scholar] [CrossRef]
- Li, Y.; Ceylan, M.; Shrestha, B.; Wang, H.; Lu, Q.R.; Asmatulu, R.; Yao, L. Nanofibers support oligodendrocyte precursor cell growth and function as a neuron-free model for myelination study. Biomacromolecules 2013, 15, 319–326. [Google Scholar] [CrossRef]
- Siakeng, R.; Jawaid, M.; Ariffin, H.; Sapuan, S. Thermal properties of coir and pineapple leaf fibre reinforced polylactic acid hybrid composites. In IOP Conference Series: Materials Science and Engineering; IOP Publishing: Brisol, UK, 2018; p. 012019. [Google Scholar]
Figure 1.
Extracted starch.
Figure 2.
Water contact angle for (a) low-density polyethylene (LDPE) and (b) prepared bioplastics from S5.
Figure 2.
Water contact angle for (a) low-density polyethylene (LDPE) and (b) prepared bioplastics from S5.
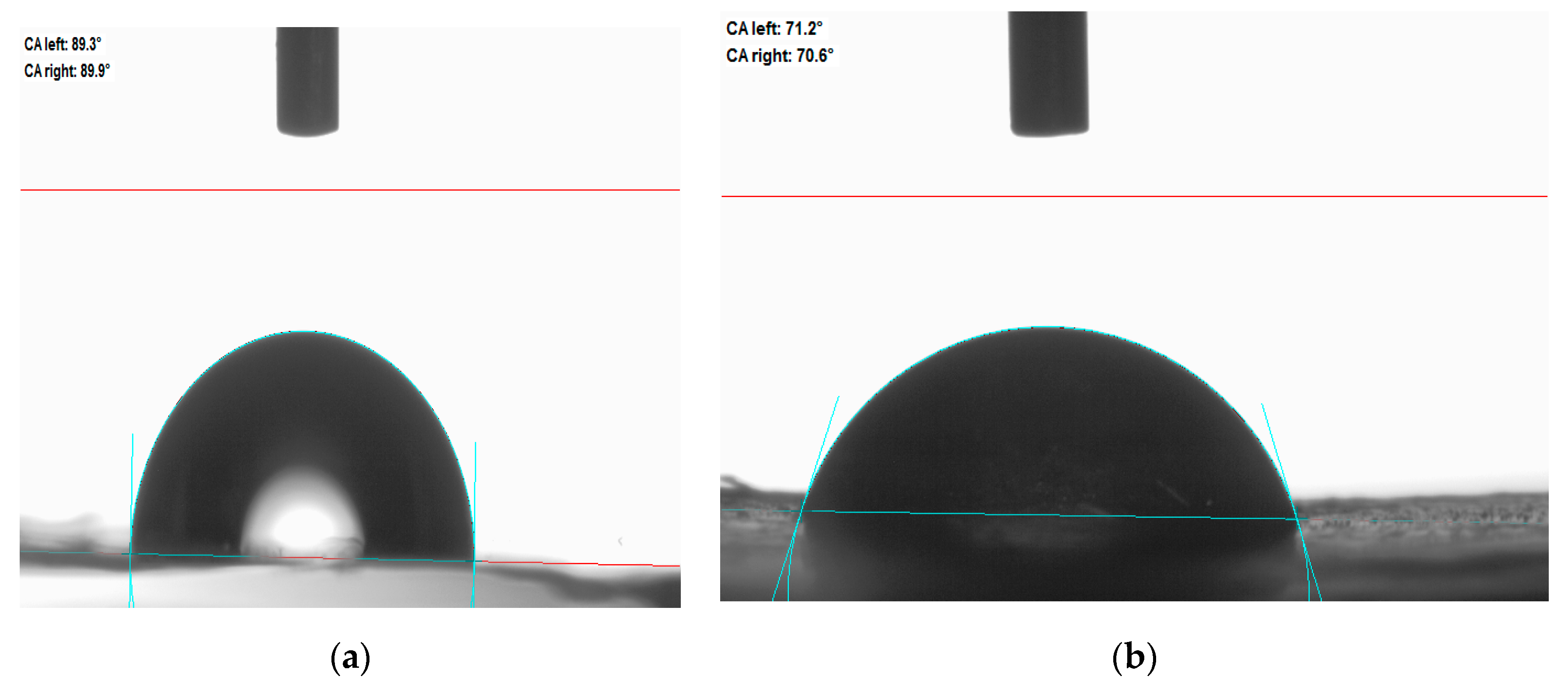
Figure 3.
SEM images of S5 (a) before degradation, (b) degradation depth at 2 cm, and (c) degradation depth at 3 cm.
Figure 3.
SEM images of S5 (a) before degradation, (b) degradation depth at 2 cm, and (c) degradation depth at 3 cm.
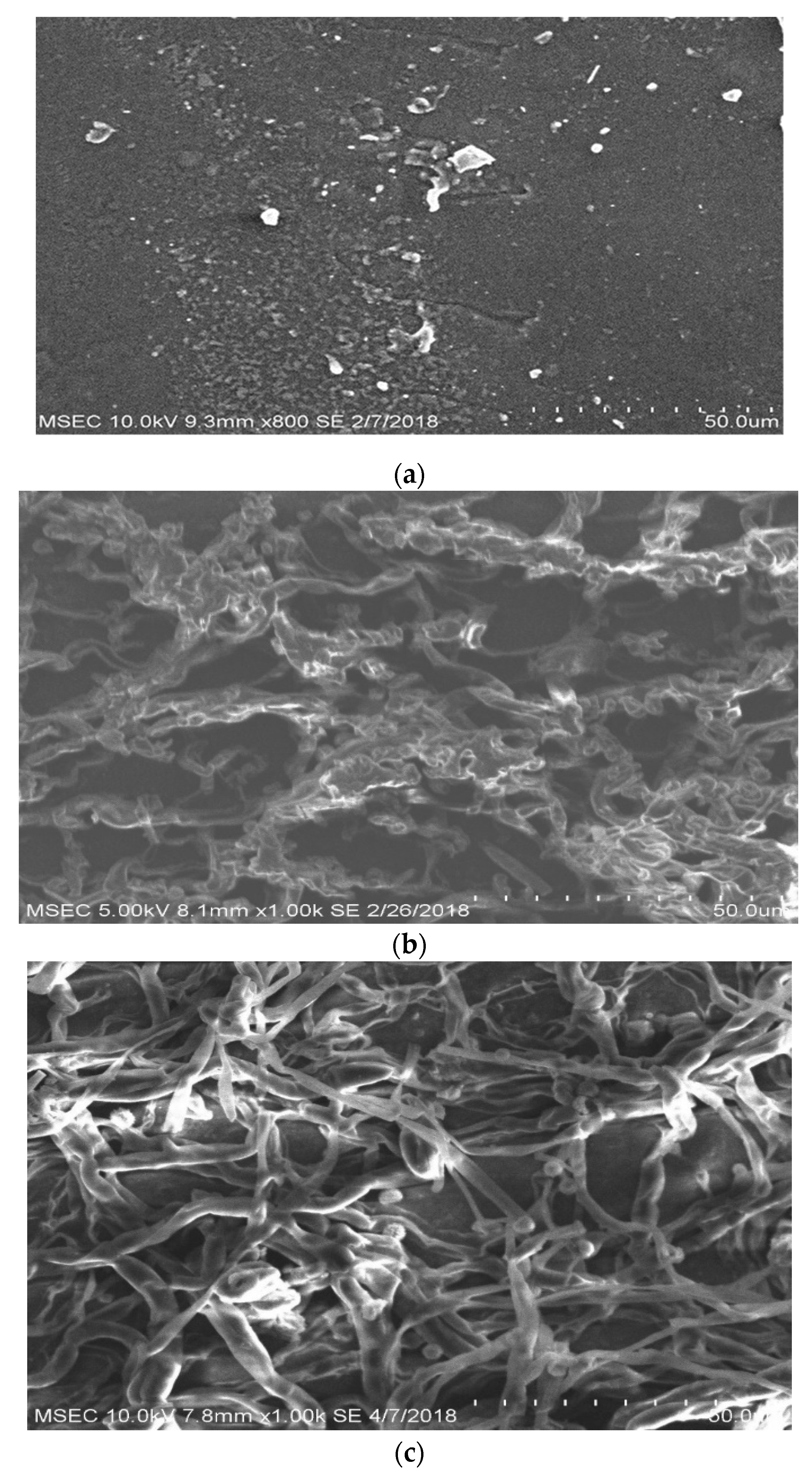
Figure 4.
TGA curve for the S5.
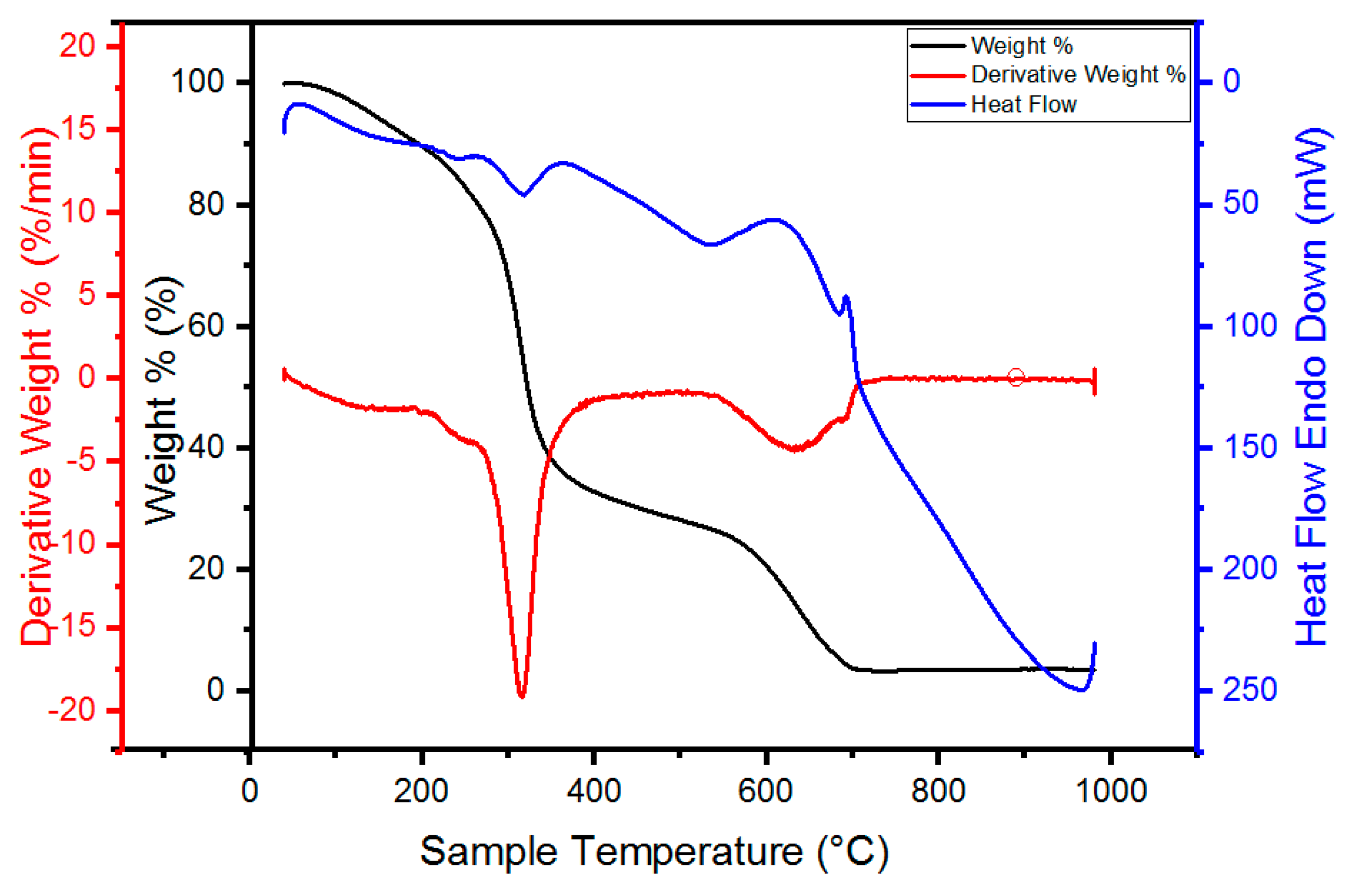
Figure 5.
Sealed bioplastic bag.

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Table 1.
Amylose and amylopectin concentration of various starch sources.
| Source | Amylose (in %) | Amylopectin (in %) |
|---|---|---|
| Arrowroot | 20.5 | 79.5 |
| Banana | 17 | 83 |
| Cassava | 18.6 | 81.4 |
| Corn | 28 | 72 |
| Potato | 17.8 | 82.2 |
| Rice | 35 | 65 |
| Tapioca | 16.7 | 83.3 |
| Wheat | 20 | 80 |
Table 2.
Physical and chemical properties of corn and rice starch.
| Properties | Corn Starch | Rice Starch |
|---|---|---|
| Moisture content (in %) | 10.82 | 11.24 |
| Ash content (in %) | 0.32 | 0.29 |
| Protein (in %) | 0.38 | 0.43 |
| Fat (in %) | 0.32 | 0.34 |
| Fiber (in %) | 0.10 | 0.12 |
| Amylose (in %) | 29.4 | 33.6 |
| Density (g/ml) | 1.356 | 1.282 |
| pH | 6.72 | 6.82 |
Table 3.
Composition of prepared bioplastics.
| Sample | Rice Starch | Corn Starch | Glycerol | Citric Acid | Gelatin | Water |
|---|---|---|---|---|---|---|
| Weight (in Grams) | ||||||
| S1 | 5 | 5 | 3 | 1 | 2 | 100 |
| S2 | 5.5 | 4.5 | 3 | 1 | 2 | 100 |
| S3 | 6 | 4 | 3 | 1 | 2 | 100 |
| S4 | 6.5 | 3.5 | 3 | 1 | 2 | 100 |
| S5 | 7 | 3 | 3 | 1 | 2 | 100 |
Table 4.
Tensile properties of different samples.
| Samples | Tensile Strength (MPa) | Young’s Modulus (GPa) | Elongation (in %) |
|---|---|---|---|
| S1 | 6.11 | 0.09 | 3.38 |
| S2 | 7.3 | 0.11 | 5.1 |
| S3 | 10.6 | 0.15 | 5.3 |
| S4 | 11.38 | 0.17 | 6.19 |
| S5 | 12.5 | 0.183 | 6.8 |
Table 5.
Moisture content of thermoplastic starch (TPS).
| Sample | Initial Weight Wi (in gram) | Final Weight Wf (in gram) | Moisture Content in Percentage (%) |
|---|---|---|---|
| S1 | 0.311 | 0.265 | 12.9 |
| S2 | 0.291 | 0.255 | 12.3 |
| S3 | 0.280 | 0.241 | 13.9 |
| S4 | 0.285 | 0.246 | 13.6 |
| S5 | 0.282 | 0.249 | 11.7 |
Table 6.
Water solubility of bioplastics.
| Sample | Initial Weight Wo (in grams) | Final Weight Wf (in grams) | Water Solubility in (%) |
|---|---|---|---|
| S1 | 0.301 | 0.265 | 11.9 |
| S2 | 0.291 | 0.251 | 11.6 |
| S3 | 0.280 | 0.245 | 12.5 |
| S4 | 0.282 | 0.247 | 12.4 |
| S5 | 0.311 | 0.275 | 11.5 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
MDPI and ACS Style
Marichelvam, M.K.; Jawaid, M.; Asim, M. Corn and Rice Starch-Based Bio-Plastics as Alternative Packaging Materials. Fibers 2019, 7, 32. https://0-doi-org.brum.beds.ac.uk/10.3390/fib7040032
AMA Style
Marichelvam MK, Jawaid M, Asim M. Corn and Rice Starch-Based Bio-Plastics as Alternative Packaging Materials. Fibers. 2019; 7(4):32. https://0-doi-org.brum.beds.ac.uk/10.3390/fib7040032
Chicago/Turabian StyleMarichelvam, M. K., Mohammad Jawaid, and Mohammad Asim. 2019. "Corn and Rice Starch-Based Bio-Plastics as Alternative Packaging Materials" Fibers 7, no. 4: 32. https://0-doi-org.brum.beds.ac.uk/10.3390/fib7040032
Note that from the first issue of 2016, this journal uses article numbers instead of page numbers. See further details here.