Modularity Design Rules for Architecture Development: Theory, Implementation, and Evidence from the Development of the Renault–Nissan Alliance “Common Module Family” Architecture

Abstract
:1. Introduction
2. ”Design Rules” Reconsidered
3. Modularity Design Rules
3.1. Technical Modularity “Versus” Strategic Modularity
3.2. Modularity Design Rules: Prior to Starting Component Development
A new modular architecture must be developed using only proven component designs whose system behaviors are well understood and whose interface specifications can therefore be reliably defined.
Technical development of new technologies and new types of component based on new technologies must be carried out independently of modular architecture development processes.
A firm’s strategic and technical managers must determine through joint consultations the functionalities and other desired attributes to be provided by a new modular architecture.
Strategic managers must provide technical managers with a clear prioritization of the strategic benefits sought from a new architecture.
Once strategic managers commit to a given slate of strategic objectives and priorities for the various functionalities and other attributes to be provided by a new architecture, the list of development objectives and priorities must be “frozen” and not allowed to change during the ensuing architecture development process.
Strategic and technical managers must jointly agree on how the new modular architecture will be “strategically partitioned” into functional components.
Interfaces between the components in a modular architecture must be defined to allow the substitution of a strategically desired range of component variations into the architecture—without requiring compensating for changes in the designs of other components in the architecture.
3.3. Modularity Design Rules: During Detailed Component Development
The specific strategic partitioning of a new architecture into functional components decided prior to beginning detailed component development must be strictly followed throughout the component development process.
Once the interfaces are specified for a new architecture, the interfaces must be frozen and not allowed to change during ensuing processes for developing components for the new architecture.
3.4. Modularity Design Rules: After Component Development
The strategic partitioning and interface specifications used to create a new product architecture must be maintained throughout the period of commercial use of the architecture.
4. Key Management Challenges in Adopting Modular Architectures
4.1. Willingness to Learn
4.2. Willingness to Become Involved
4.3. Willingness to Change
4.4. Willingness to Lead
“I did not know at the beginning of this process how it would all turn out.But I did know that if it succeeded, I would praise my employees and give them all the credit—and if it failed, I alone would take the hit.”
5. Renault–Nissan Alliance’s Transition to A “Common Module Family” Modular Architecture
5.1. Modularity in the RNA’s Global Strategy
5.2. Launch of the CMF Initiative
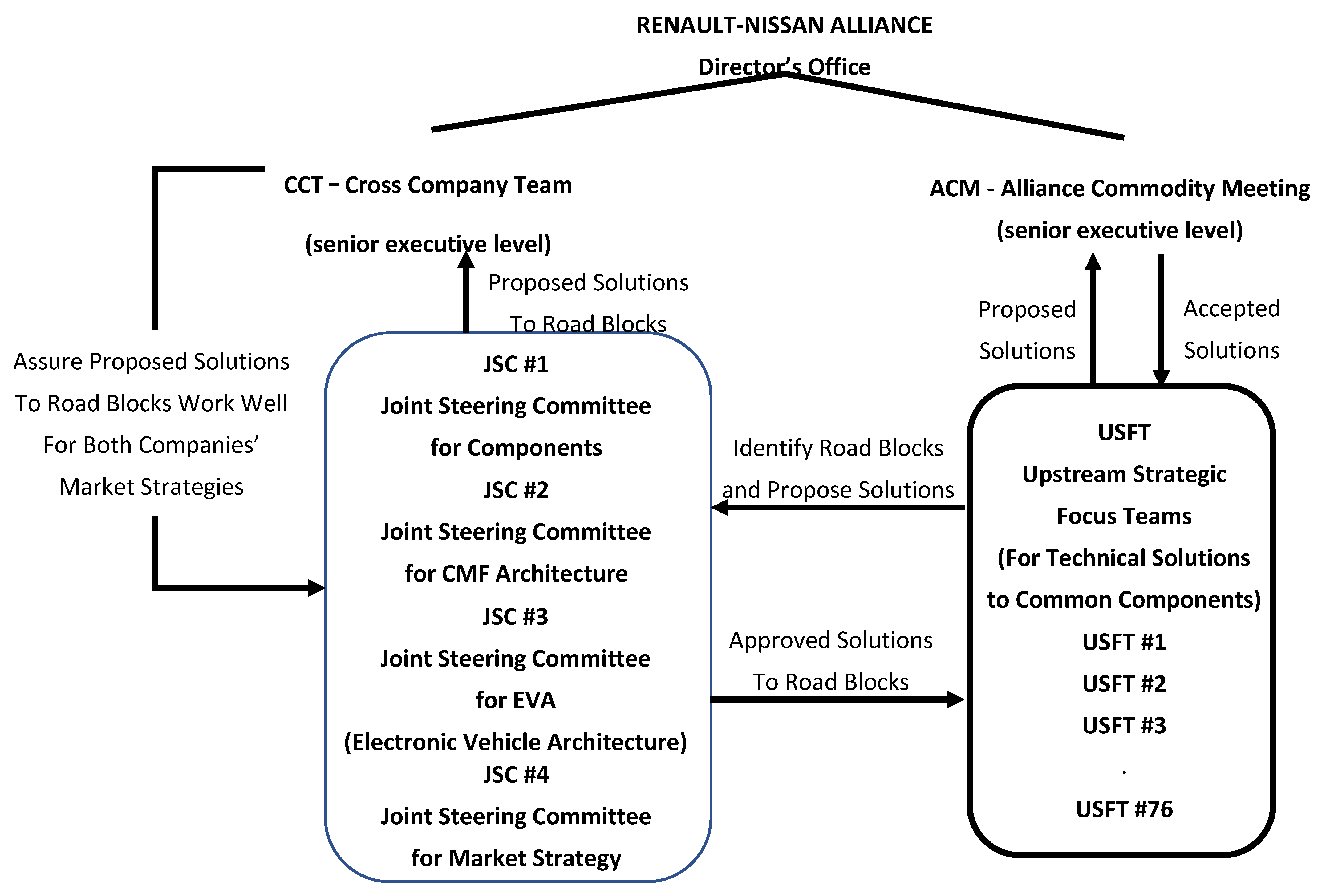
5.3. New Organization Structures and Management Processes for Strategic Partitioning of the CMF Modular Architecture
5.4. New Processes for Involving Suppliers in CMF Architecture Development
5.5. Processes for Specifying and Controlling Interfaces during and after Development
6. Modular Design Rules in the RNA’s Development of Its CMF Modular Architecture
7. Modular Design Rules in Open Innovation Processes
8. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Baldwin, C.Y.; Clark, K.B. Design Rules: The Power of Modularity; MIT Press: Cambridge, MA, USA, 2000; Volume 1, ISBN 978-0262024662. [Google Scholar]
- Henderson, R.; Clark, K. Architectural innovation: The reconfiguration of existing product technologies and the failure of established firms. Adm. Sci. Q. 1990, 1, 9–30. [Google Scholar] [CrossRef] [Green Version]
- Garud, R.; Kumaraswamy, A. Technological and organizational designs for realizing economies of substitution. Strateg. Manag. J. 1995, 16 (Suppl. S1), 93–109. [Google Scholar] [CrossRef] [Green Version]
- Sanchez, R. Strategic flexibility in product competition. Strateg. Manag. J. 1995, 16, 135–159. [Google Scholar] [CrossRef]
- Sanchez, R. Modular architectures in the marketing process. J. Mark. 1999, 63, 92–111. [Google Scholar] [CrossRef]
- Sanchez, R.; Mahoney, J. Modularity, flexibility, and knowledge management in product and organization design. Strateg. Manag. J. 1996, 17, 63–76. [Google Scholar] [CrossRef]
- Robertson, D.; Ulrich, K. Planning for product platform. Sloan. Manag. Rev. 1998, 39, 19–31. [Google Scholar]
- Shibata, T.; Masaharu, Y.; Kodama, F. Empirical analysis of evolution of Product Architecture. Res. Policy 2005, 34, 13–31. [Google Scholar] [CrossRef]
- Shibata, T. Product innovation through module dynamics. J. Eng. Tech. Manag. 2009, 26, 46–56. [Google Scholar] [CrossRef]
- Chesbrough, H.W.; Kusunoki, K. The Modularity Trap: Innovation, Technological Phase Shifts and the Resulting Limits of Virtual Organization. In Managing Industrial Knowledge; Nonaka, I., Teece, D., Eds.; Sage Press: London, UK, 2001; ISBN 978-0761954989. [Google Scholar]
- Sanchez, R. Modularity in the mediation of market and technology change. Int. J. Technol. Manag. 2008, 42, 331–364. [Google Scholar] [CrossRef]
- Colfer, L.; Baldwin, C.Y. The mirroring hypothesis: Theory, evidence and exceptions. SSRN Electron. J. 2010. [Google Scholar] [CrossRef] [Green Version]
- Sanchez, R.; Mahoney, J.T. Modularity and economic organization: Concepts, theory, observations, and predictions. In Handbook of Economic Organization: Integrating Economic and Organization Theory; Grandori, A., Ed.; Edward Elgar: Los Angeles, CA, USA, 2013; pp. 383–399. ISBN 978-1782540250. [Google Scholar]
- Sanchez, R.; Hang, C.C. Modularity in new market formation: Lessons for technology and economic policy and competence-based strategic management. In Research in Competence-Based Management: Focused Issue on Mid-Range Management Theory: Competence Perspectives on Modularity and Dynamic Capabilities; Emerald Publishing Limited: Bingley, UK, 2017; Volume 8, pp. 131–165. [Google Scholar] [CrossRef]
- Langlois, R.N.; Robertson, P.L. Networks and Innovation in a modular system: Lessons from the microcomputer and stereo component industry. Res. Policy 1992, 21, 297–313. [Google Scholar] [CrossRef]
- Worren, N.; Moore, K.; Cardona, P. Modularity, strategic flexibility, and firm performance: A study of the home appliance industry. Strateg. Manag. J. 2002, 23, 1123–1140. [Google Scholar] [CrossRef]
- Sanchez, R. Modular architectures, knowledge assets, and organizational learning: New management processes for product creation. Int. J. Technol. Manag. 2000, 19, 610–629. [Google Scholar] [CrossRef]
- Sanchez, R.; Collins, R.P. Competing—And learning—In modular markets. Long Range Plan. 2001, 34, 645–667. [Google Scholar] [CrossRef]
- Clark, K.B.; Fujimoto, T. Product Development Performance: Strategy, Organization, and Management in the World Auto Industry; Harvard Business School Press: Boston, MA, USA, 1991; ISBN 978-0875842455. [Google Scholar]
- Sanchez, R. Building real modularity in automotive design, development, production and after service. Int. J. Automot. Technol. Manag. 2013, 13, 204–236. [Google Scholar] [CrossRef]
- Sanchez, R. The Essential Leadership Role of Senior Management in Adopting Architectural Management and Modular Strategies (AMMS), with Perspectives on Experiences of European Automotive Firms. J. Sci. Policy Res. Manag. 2015, 30, 152–178. [Google Scholar] [CrossRef]
- Hauser, J.R.; Clausing, D.P. The house of quality. Harv. Bus. Rev. 1998, 76, 63–73. [Google Scholar]
- Sanchez, R. Creating modular platforms for strategic flexibility. Design Manag. Rev. 2004, 15, 58–67. [Google Scholar] [CrossRef]
- Sanchez, R. Architecting organizations: A strategic dynamic contingency perspective. In Research in Competence-Based Management: Focused Issue on Competence Perspectives on New Industry Dynamics; Emerald Group Publishing Limited: Bingley, UK, 2012; Volume 6, pp. 7–48. [Google Scholar] [CrossRef]
- Sanderson, S.W.; Uzumeri, M. Managing Product Families; Irwin Professional Publishing: Burr Ridge, IL, USA, 1997; ISBN 978-0256228977. [Google Scholar]
- Spear, S.; Bowen, H.K. Decoding the DNA of the Toyota production system. Harv. Bus. Rev. 1999, 77, 96–106. [Google Scholar]
- Sanchez, R. “Tacit knowledge” versus “explicit knowledge” approaches to knowledge management practice. In The Handbook of the Knowledge Economy; Rooney, D., Hearn, G., Ninan, A., Eds.; Edward Elgar: Los Angeles, CA, USA, 2005; pp. 191–203. ISBN 9781847208477. [Google Scholar]
- Pandremenos, J.; Paralikas, J.; Salonitis, K.; Chryssolouris, G. Modularity concepts for the automotive industry: A critical review. CIRP J. Manuf. Sci. Technol. 2009, 1, 148–152. [Google Scholar] [CrossRef]
- Yun, J.J.; Yang, J.; Park, K. Open innovation to business model: New perspective to connect between technology and the market. Sci. Technol. Soc. 2016, 21, 324–348. [Google Scholar] [CrossRef]
- Yun, J.H.J.; Pak, S.; Avari, M.V. Open innovtion in value chain for sustinability of firms. Sustainability 2017, 9, 811. [Google Scholar] [CrossRef] [Green Version]
- Yun, J.H.J.; Jeong, E.S.; Zhoa, X.; Hahm, S.D.; Kim, K.H. Collective Intelligence: An Emerging World in Open Innovation. Sustainability 2019, 11, 4495. [Google Scholar] [CrossRef] [Green Version]
- Yun, J.J.; Park, K.; Kim, J.; Yang, J. Open innovation effort, entrepreneurship, orientation, and their synergies in in innovation performance of SMEs in Korea. Sci. Technol. Soc. 2016, 21, 366–390. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
| MDR No. | Modularity Design Rule |
|---|---|
| I. Before Component Development | |
| 1 | A new modular architecture must be developed using only proven component designs whose system behaviors are well understood and whose interface specifications can therefore be reliably defined. |
| 2 | Technical development of new technologies and new types of component based on new technologies must be carried out independently of modular architecture development processes. |
| 3 | A firm’s strategic and technical managers must determine through joint consultations the functionalities and other desired attributes to be provided by a new modular architecture. |
| 4 | Strategic managers must provide technical managers with a clear prioritization of the strategic benefits sought from a new architecture. |
| 5 | Once strategic managers commit to a given slate of strategic objectives and priorities for the various functionalities and other attributes to be provided by a new architecture, the list of development objectives and priorities must be “frozen” and not allowed to change during the ensuing architecture development process. |
| 6 | Strategic and technical managers must jointly agree on how the new modular architecture will be “strategically partitioned” into functional components. |
| 7 | Interfaces between the components in a modular architecture must be defined to allow the substitution of a strategically desired range of component variations into the architecture—without requiring compensating for changes in the designs of other components in the architecture. |
| II. During Component Development | |
| 8 | The specific strategic partitioning of a new architecture into functional components decided prior to beginning detailed component development must be strictly followed throughout the component development process. |
| 9 | Once the interfaces are specified for a new architecture, the interfaces must be frozen and not allowed to change during ensuing processes for developing components for the new architecture. |
| III. After Initial Component Development | |
| 10 | The strategic partitioning and interface specifications used to create a new product architecture must be maintained throughout the period of commercial use of the architecture. |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Sanchez, R.; Shibata, T. Modularity Design Rules for Architecture Development: Theory, Implementation, and Evidence from the Development of the Renault–Nissan Alliance “Common Module Family” Architecture. J. Open Innov. Technol. Mark. Complex. 2021, 7, 242. https://0-doi-org.brum.beds.ac.uk/10.3390/joitmc7040242
Sanchez R, Shibata T. Modularity Design Rules for Architecture Development: Theory, Implementation, and Evidence from the Development of the Renault–Nissan Alliance “Common Module Family” Architecture. Journal of Open Innovation: Technology, Market, and Complexity. 2021; 7(4):242. https://0-doi-org.brum.beds.ac.uk/10.3390/joitmc7040242
Chicago/Turabian StyleSanchez, Ron, and Tomoatsu Shibata. 2021. "Modularity Design Rules for Architecture Development: Theory, Implementation, and Evidence from the Development of the Renault–Nissan Alliance “Common Module Family” Architecture" Journal of Open Innovation: Technology, Market, and Complexity 7, no. 4: 242. https://0-doi-org.brum.beds.ac.uk/10.3390/joitmc7040242