
Experimental Study on the Separation Performance of an Intermittent Discharge Concentrated Hydrocyclone

Abstract
:
1. Introduction
2. Materials and Methods
2.1. Apparatus
2.2. Materials
2.3. Experimental Design
2.4. Performance Index
3. Results and Discussion
3.1. Effect of Overflow Backpressure on the Concentration Performance
3.2. Effect of Overflow Pipe Diameter on the Concentration Performance
3.3. Effect of Underflow Orifice Diameter on the Concentration Performance
3.4. Effect of Feed Pressure on the Concentration Performance
3.5. Parameter Optimization Test
3.5.1. Optimization of the Underflow Concentration
3.5.2. Optimization of the Total Separation Efficiency
4. Conclusions
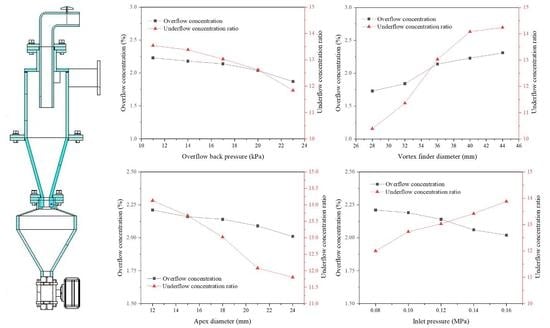
- When the overflow backpressure increased, both the overflow concentration and underflow concentration decreased, both the total separation efficiency and split ratio increased, and the content of the −45 μm particles in the underflow significantly increased.
- When the overflow pipe diameter increased from 28 mm to 44 mm, the underflow concentration and overflow concentration increased to varying degrees. The split ratio decreased significantly, the particle size in the underflow became larger, and the total separation efficiency decreased.
- A small underflow orifice diameter could improve the underflow concentration and reduce the time of concentration. Increasing the feed pressure could improve both the concentration ratio and total separation efficiency.
- The underflow concentration was influenced by various factors in the following order: overflow backpressure > underflow orifice diameter > overflow pipe diameter > feed pressure.
- The total separation efficiency was influenced by various factors in the following order: underflow orifice diameter > overflow backpressure > overflow pipe diameter > feed pressure.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Li, J.-P.; Zhao, W.; Li, S.-H.; Yang, X.-J.; Lyu, S.-G.; Liu, Y.-D.; Wang, H.-L. A novel hydrocyclone for use in underground DNAPL phase separation. Sci. Total Environ. 2022, 842, 156866. [Google Scholar] [CrossRef] [PubMed]
- Kuang, S.; Chu, K.; Yu, A.; Vince, A. Numerical study of liquid–gas–solid flow in classifying hydrocyclones: Effect of feed solids concentration. Miner. Eng. 2012, 31, 17–31. [Google Scholar] [CrossRef]
- Jiang, L.; Liu, P.; Zhang, Y.; Yang, X.; Wang, H.; Gui, X. Design boundary layer structure for improving the particle separation performance of a hydrocyclone. Powder Technol. 2019, 350, 1–14. [Google Scholar] [CrossRef]
- Mansour-Geoffrion, M.; Dold, P.L.; Lamarre, D.; Gadbois, A.; Déléris, S.; Comeau, Y. Characterizing hydrocyclone performance for grit removal from wastewater treatment activated sludge plants. Miner. Eng. 2010, 23, 359–364. [Google Scholar] [CrossRef]
- Rocha, C.; Ullmann, G.; Silva, D.; Vieira, L. Effect of changes in the feed duct on hydrocyclone performance. Powder Technol. 2020, 374, 283–289. [Google Scholar] [CrossRef]
- Vakamalla, T.R.; Vadlakonda, B.; Aketi, V.A.K.; Mangadoddy, N. Multiphase CFD modelling of mineral separators performance: Validation against tomography data. Trans. Indian Inst. Met. 2017, 70, 323–340. [Google Scholar] [CrossRef]
- Li, S.-H.; Liu, Z.-M.; Chang, Y.-L.; Li, J.-P.; Hu, J.-K.; Shen, Q.-S.; Wang, H.-L. Removal of coke powders in coking wastewater using a hydrocyclone optimized by n-value. Sci. Total Environ. 2021, 752, 141887. [Google Scholar] [CrossRef] [PubMed]
- Patra, G.; Barnwal, R.; Behera, S.K.; Meikap, B. Removal of dyes from aqueous solution by sorption with fly ash using a hydrocyclone. J. Environ. Chem. Eng. 2018, 6, 5204–5211. [Google Scholar] [CrossRef]
- Xu, J.; Sun, Y.; Liu, Y.; Yuan, W.; Dai, L.; Xu, W.; Wang, H. In-situ sludge settleability improvement and carbon reuse in SBR process coupled with hydrocyclone. Sci. Total Environ. 2019, 695, 133825. [Google Scholar] [CrossRef]
- Kim, J.-O.; Choi, J.; Lee, S.; Chung, J. Evaluation of hydrocyclone and post-treatment technologies for remediation of contaminated dredged sediments. J. Environ. Manag. 2016, 166, 94–102. [Google Scholar] [CrossRef]
- Sun, Y.; Liu, Y.; Zhang, Y.; Huang, Y.; Wang, L.; Dai, L.; Xu, J.; Wang, H. Hydrocyclone-induced pretreatment for sludge solubilization to enhance anaerobic digestion. Chem. Eng. J. 2019, 374, 1364–1372. [Google Scholar] [CrossRef]
- Radman, J.R.; Langlois, R.; Leadbeater, T.; Finch, J.; Rowson, N.; Waters, K. Particle flow visualization in quartz slurry inside a hydrocyclone using the positron emission particle tracking technique. Miner. Eng. 2014, 62, 142–145. [Google Scholar] [CrossRef]
- Vakamalla, T.R.; Koruprolu, V.B.R.; Arugonda, R.; Mangadoddy, N. Development of novel hydrocyclone designs for improved fines classification using multiphase CFD model. Sep. Purif. Technol. 2017, 175, 481–497. [Google Scholar] [CrossRef]
- Gonçalves, S.M.; Kyriakidis, Y.N.; Ullmann, G.; Barrozo, M.A.D.S.; Vieira, L.G.M. Design of an Optimized Hydrocyclone for High Efficiency and Low Energy Consumption. Ind. Eng. Chem. Res. 2020, 59, 16437–16449. [Google Scholar] [CrossRef]
- Tian, J.; Ni, L.; Song, T.; Shen, C.; Yao, Y.; Zhao, J. Numerical study of foulant-water separation using hydrocyclones enhanced by reflux device: Effect of underflow pipe diameter. Sep. Purif. Technol. 2018, 215, 10–24. [Google Scholar] [CrossRef]
- Tang, Z.; Gao, P.; Sun, Y.; Han, Y.; Li, E.; Chen, J.; Zhang, Y. Studies on the fluidization performance of a novel fluidized bed reactor for iron ore suspension roasting. Powder Technol. 2020, 360, 649–657. [Google Scholar] [CrossRef]
- Hao, M.-X.; Zhang, Y.-H.; Huang, Y.; Wang, H.-L.; Li, H.; Du, J.-Q.; Lv, W.-J.; Li, J.-P.; Fu, P.-B.; Wu, J.-W. Effect of particle self-rotation on separation efficiency in mini-hydrocyclones. Powder Technol. 2022, 399. [Google Scholar] [CrossRef]
- Hou, D.; Zhao, Q.; Cui, B.; Wei, D.; Song, Z.; Feng, Y. Geometrical configuration of hydrocyclone for improving the separation performance. Adv. Powder Technol. 2022, 33, 103419. [Google Scholar] [CrossRef]
- Liu, L.; Zhao, L.; Sun, Y.; Gao, S.; Jiang, M.; Jiang, M.; Rosso, D. Separation performance of hydrocyclones with medium rearrangement internals. J. Environ. Chem. Eng. 2021, 9, 105642. [Google Scholar] [CrossRef]
- Zhao, Q.-G.; Xia, G.-D. A theoretical model for calculating pressure drop in the cone area of light dispersion hydrocyclones. Chem. Eng. J. 2006, 117, 231–238. [Google Scholar] [CrossRef]
- Fu, S.; Qian, Y.; Yuan, H.; Fang, Y. Effect of cone angles of a hydrocyclone for the separation of waste plastics with low value of density difference. Waste Manag. 2021, 140, 183–192. [Google Scholar] [CrossRef]
- Wang, Y.; Chang, Y.-L.; Li, J.-P.; Wang, H.-L.; Li, L.-Q.; Chen, C.-G.; Zhao, Y.; Yuan, Y.-P. Analysis of performance of novel hydrocyclones in ebullated bed reactor with different vortex finder structures. Chem. Eng. Res. Des. 2020, 158, 89–101. [Google Scholar] [CrossRef]
- Jiang, L.; Liu, P.; Zhang, Y.; Li, X.; Yang, X.; Xu, H.; Wang, H. Experimental study of the separation performance of a hydrocyclone with a compound curve cone. Powder Technol. 2022, 409. [Google Scholar] [CrossRef]
- Vysyaraju, R.; Pukkella, A.K.; Subramanian, S. Computational investigation of a novel hydrocyclone for fines bypass reduction. Powder Technol. 2022, 395, 501–515. [Google Scholar] [CrossRef]
- Li, C.; Bai, Y.; Dong, Q.; Liu, G.; Zhao, J. Application of a small cone hydrocyclone on high ash fine coal pre-deslimg flotation. Int. J. Coal Prep. Util. 2019, 39, 233–245. [Google Scholar] [CrossRef]
- Cilliers, J.; Harrison, S. Yeast flocculation aids the performance of yeast dewatering using mini-hydrocyclones. Sep. Purif. Technol. 2019, 209, 159–163. [Google Scholar] [CrossRef]
- Padhi, M.; Kumar, M.; Mangadoddy, N. Understanding the Bicomponent Particle Separation Mechanism in a Hydrocyclone Using a Computational Fluid Dynamics Model. Ind. Eng. Chem. Res. 2020, 59, 11621–11644. [Google Scholar] [CrossRef]
- Padhi, M.; Mangadoddy, N.; Sreenivas, T.; Vakamalla, T.R.; Mainza, A. Study on multi-component particle behaviour in a hydrocyclone classifier using experimental and computational fluid dynamics techniques. Sep. Purif. Technol. 2019, 229, 115698. [Google Scholar] [CrossRef]
- Parvaz, F.; Hosseini, S.H.; Elsayed, K.; Ahmadi, G. Numerical investigation of effects of inner cone on flow field, performance and erosion rate of cyclone separators. Sep. Purif. Technol. 2018, 201, 223–237. [Google Scholar] [CrossRef]
- Vieira, L.G.; Damasceno, J.J.; Barrozo, M.A. Improvement of hydrocyclone separation performance by incorporating a conical filtering wall. Chem. Eng. Process. Process. Intensif. 2010, 49, 460–467. [Google Scholar] [CrossRef]
- Ghodrat, M.; Kuang, S.; Yu, A.; Vince, A.; Barnett, G.; Barnett, P. Numerical analysis of hydrocyclones with different conical section designs. Miner. Eng. 2014, 62, 74–84. [Google Scholar] [CrossRef]
- Yang, Q.; Wang, H.-L.; Liu, Y.; Li, Z.-M. Solid/liquid separation performance of hydrocyclones with different cone combinations. Sep. Purif. Technol. 2010, 74, 271–279. [Google Scholar] [CrossRef]
- Yang, J.; Sun, G.; Gao, C. Effect of the inlet dimensions on the maximum-efficiency cyclone height. Sep. Purif. Technol. 2013, 105, 15–23. [Google Scholar] [CrossRef]
- Zhou, Q.; Wang, C.; Wang, H.; Wang, J. Eulerian–Lagrangian study of dense liquid–solid flow in an industrial-scale cylindrical hydrocyclone. Int. J. Miner. Process. 2016, 151, 40–50. [Google Scholar] [CrossRef]
- Bicalho, I.C.; Mognon, J.L.; Shimoyama, J.; Ataíde, C.H.; Duarte, C.R. Effects of Operating Variables on the Yeast Separation Process in a Hydrocyclone. Sep. Sci. Technol. 2013, 48, 915–922. [Google Scholar] [CrossRef]
- Liu, P.; Fu, W.; Jiang, L.; Zhang, Y.; Li, X.; Yang, X.; Chen, B. Effect of back pressure on the separation performance of a hydrocyclone. Powder Technol. 2022, 409, 117823. [Google Scholar] [CrossRef]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Structural Parameter | Value |
|---|---|
| Diameter of the hydrocyclone (mm) | 140 |
| Diameter of the inlet (mm) | 26.67 |
| Overflow pipe diameter (mm) | 28, 32, 36, 40, 44 |
| Underflow orifice diameter (mm) | 12, 15, 18, 21, 24 |
| Diameter of the concentrated hopper (mm) | 200 |
| Taper angle (°) | 60 |
| Factor | Level |
|---|---|
| Overflow backpressure (kPa) | 11, 14, 17, 20, 23 |
| Overflow pipe diameter (mm) | 28, 32, 36, 40, 44 |
| Underflow orifice diameter (mm) | 12, 15, 18, 21, 24 |
| Feed pressure (MPa) | 0.08, 0.10, 0.12, 0.14, 0.16 |
| Overflow Backpressure (kPa) | Underflow Concentration (%) | ||||
|---|---|---|---|---|---|
| 80 s | 100 s | 120 s | 140 s | 160 s | |
| 11 | 50.16 | 53.13 | 54.17 | 54.75 | 55.15 |
| 14 | 49.71 | 52.24 | 53.52 | 53.87 | 54.18 |
| 17 | 48.75 | 50.85 | 52.11 | 52.81 | 53.16 |
| 20 | 45.12 | 48.03 | 50.47 | 51.92 | 52.84 |
| 23 | 44.63 | 46.69 | 47.37 | 48.94 | 50.34 |
| Overflow Backpressure (kPa) | Content of −45 μm Particles (%) | Comprehensive Classification Efficiency (%) | |
|---|---|---|---|
| Overflow | Underflow | ||
| 11 | 86.32 | 34.02 | 55.27 |
| 14 | 86.97 | 35.95 | 55.02 |
| 17 | 87.08 | 38.09 | 53.57 |
| 20 | 89.66 | 42.93 | 52.38 |
| 23 | 90.47 | 45.35 | 50.36 |
| Overflow Pipe Diameter (mm) | Underflow Concentration (%) | ||||
|---|---|---|---|---|---|
| 80 s | 100 s | 120 s | 140 s | 160 s | |
| 28 | 33.39 | 36.87 | 41.35 | 44.13 | 47.34 |
| 32 | 36.82 | 41.34 | 45.42 | 48.88 | 49.37 |
| 36 | 48.75 | 50.85 | 52.11 | 52.81 | 53.16 |
| 40 | 50.87 | 54.67 | 56.33 | 56.91 | 57.12 |
| 44 | 52.32 | 56.33 | 56.97 | 57.01 | 57.24 |
| Overflow Pipe Diameter (mm) | Content of −45 μm Particles (%) | Comprehensive Classification Efficiency (%) | |
|---|---|---|---|
| Overflow | Underflow | ||
| 28 | 91.61 | 49.64 | 45.17 |
| 32 | 88.93 | 42.25 | 52.26 |
| 36 | 87.08 | 38.09 | 53.57 |
| 40 | 86.33 | 34.18 | 55.18 |
| 44 | 85.87 | 31.34 | 56.10 |
| Underflow Orifice Diameters (mm) | Underflow Concentration (%) | ||||
|---|---|---|---|---|---|
| 80 s | 100 s | 120 s | 140 s | 160 s | |
| 12 | 56.32 | 57.04 | 57.33 | 57.91 | 58.29 |
| 15 | 51.87 | 55.13 | 55.68 | 56.03 | 56.34 |
| 18 | 48.75 | 50.85 | 52.11 | 52.81 | 53.16 |
| 21 | 41.96 | 46.87 | 48.31 | 51.76 | 52.01 |
| 24 | 40.47 | 42.53 | 47.21 | 49.98 | 51.38 |
| Underflow Orifice Diameters (mm) | Content of −45 μm Particles (%) | Comprehensive Classification Efficiency (%) | |
|---|---|---|---|
| Overflow | Underflow | ||
| 12 | 86.55 | 24.04 | 61.18 |
| 15 | 86.87 | 32.54 | 57.17 |
| 18 | 87.08 | 38.09 | 53.57 |
| 21 | 87.66 | 39.75 | 53.08 |
| 24 | 88.11 | 42.67 | 50.83 |
| Feed Pressures (MPa) | Underflow Concentration (%) | ||||
|---|---|---|---|---|---|
| 80 s | 100 s | 120 s | 140 s | 160 s | |
| 0.08 | 42.28 | 45.35 | 46.06 | 49.14 | 50.08 |
| 0.10 | 44.95 | 48.72 | 50.91 | 51.25 | 52.44 |
| 0.12 | 48.75 | 50.85 | 52.11 | 52.81 | 53.16 |
| 0.14 | 50.33 | 53.34 | 53.67 | 53.95 | 54.47 |
| 0.16 | 51.16 | 53.91 | 54.53 | 54.87 | 55.05 |
| Feed Pressures (MPa) | Content of −45 μm Particles (%) | Comprehensive Classification Efficiency (%) | |
|---|---|---|---|
| Overflow | Underflow | ||
| 0.08 | 86.82 | 35.88 | 54.83 |
| 0.10 | 87.01 | 37.43 | 53.98 |
| 0.12 | 87.08 | 38.09 | 53.57 |
| 0.14 | 87.33 | 38.74 | 53.41 |
| 0.16 | 87.66 | 40.27 | 52.55 |
| Number | Feed Pressure (MPa) A | Underflow Orifice Diameter (mm) B | Overflow Backpressure (kPa) C | Overflow Pipe Diameter (mm) D | Underflow Concentration (%) | Total Separation Efficiency (%) |
|---|---|---|---|---|---|---|
| 1 | 1 (0.10) | 1 (15) | 1 (14) | 1 (32) | 54.81 | 46.66 |
| 2 | 1 (0.10) | 2 (18) | 2 (17) | 2 (36) | 50.91 | 47.13 |
| 3 | 1 (0.10) | 3 (21) | 3 (20) | 3 (40) | 49.33 | 53.85 |
| 4 | 2 (0.12) | 1 (15) | 2 (17) | 3 (40) | 55.68 | 46.84 |
| 5 | 2 (0.12) | 2 (18) | 3 (20) | 1 (32) | 50.47 | 52.06 |
| 6 | 2 (0.12) | 3 (21) | 1 (14) | 2 (36) | 53.82 | 47.05 |
| 7 | 3 (0.14) | 1 (15) | 3 (20) | 2 (36) | 52.24 | 48.43 |
| 8 | 3 (0.14) | 2 (18) | 1 (14) | 3 (40) | 56.46 | 48.18 |
| 9 | 3 (0.14) | 3 (21) | 2 (17) | 1 (32) | 51.18 | 55.29 |
| Feed Pressure (MPa) | Underflow Orifice Diameter (mm) | Overflow Backpressure (kPa) | Overflow Pipe Diameter (mm) | |
|---|---|---|---|---|
| K1j | 155.05 | 162.73 | 165.09 | 156.46 |
| K2j | 159.97 | 157.84 | 157.77 | 156.97 |
| K3j | 159.88 | 154.33 | 152.04 | 161.47 |
| k1j | 51.68 | 54.24 | 55.03 | 52.15 |
| k2j | 53.32 | 52.61 | 52.59 | 52.32 |
| k3j | 53.29 | 51.43 | 50.68 | 53.82 |
| R | 1.64 | 2.81 | 4.35 | 1.67 |
| Optimal values | A2 | B1 | C1 | D3 |
| Feed Pressure (MPa) | Underflow Orifice Diameter (mm) | Overflow Backpressure (kPa) | Overflow Pipe Diameter (mm) | |
|---|---|---|---|---|
| K1j | 147.64 | 141.93 | 141.89 | 154.01 |
| K2j | 145.95 | 147.37 | 149.26 | 142.61 |
| K3j | 151.90 | 156.19 | 154.34 | 148.87 |
| k1j | 49.21 | 47.31 | 47.29 | 51.33 |
| k2j | 48.65 | 49.13 | 49.75 | 47.53 |
| k3j | 50.63 | 52.06 | 51.44 | 49.62 |
| R | 1.98 | 4.75 | 4.15 | 3.80 |
| Optimal values | A3 | B3 | C3 | D1 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Liu, P.; Wang, H.; Jiang, L.; Zhang, Y.; Li, X.; Zhang, Y.; Li, Z. Experimental Study on the Separation Performance of an Intermittent Discharge Concentrated Hydrocyclone. Separations 2023, 10, 161. https://0-doi-org.brum.beds.ac.uk/10.3390/separations10030161
Liu P, Wang H, Jiang L, Zhang Y, Li X, Zhang Y, Li Z. Experimental Study on the Separation Performance of an Intermittent Discharge Concentrated Hydrocyclone. Separations. 2023; 10(3):161. https://0-doi-org.brum.beds.ac.uk/10.3390/separations10030161
Chicago/Turabian StyleLiu, Peikun, Hui Wang, Lanyue Jiang, Yuekan Zhang, Xiaoyu Li, Yulong Zhang, and Zishuo Li. 2023. "Experimental Study on the Separation Performance of an Intermittent Discharge Concentrated Hydrocyclone" Separations 10, no. 3: 161. https://0-doi-org.brum.beds.ac.uk/10.3390/separations10030161