
Solidification of Gelatine Hydrogels by Using a Cryoplatform and Its Validation through CFD Approaches

 , , and
, , and
Abstract
:1. Introduction
2. Results and Discussion
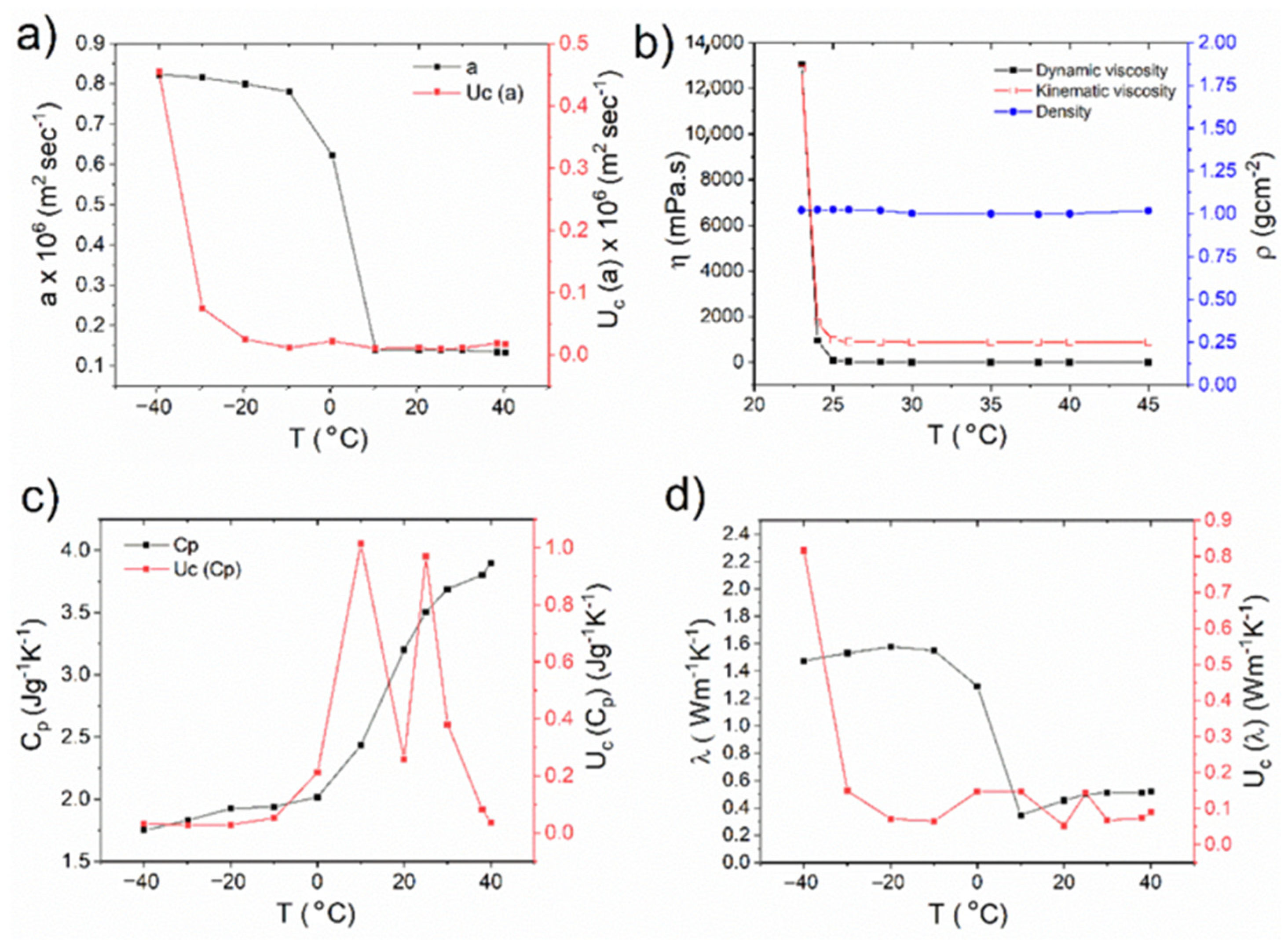
2.1. Thermophysical Properties of a Gelatine Solution
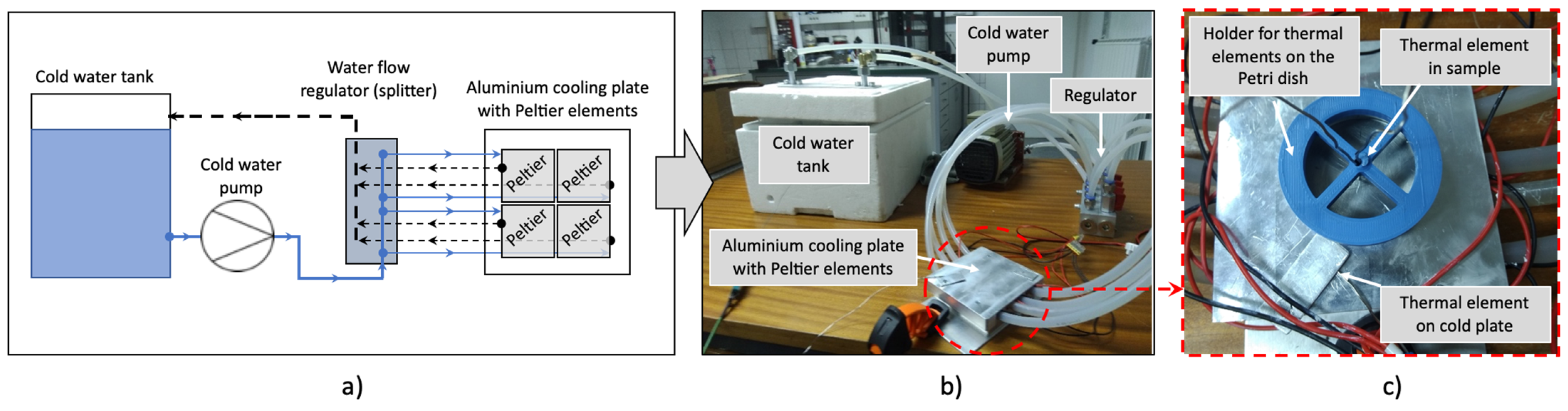
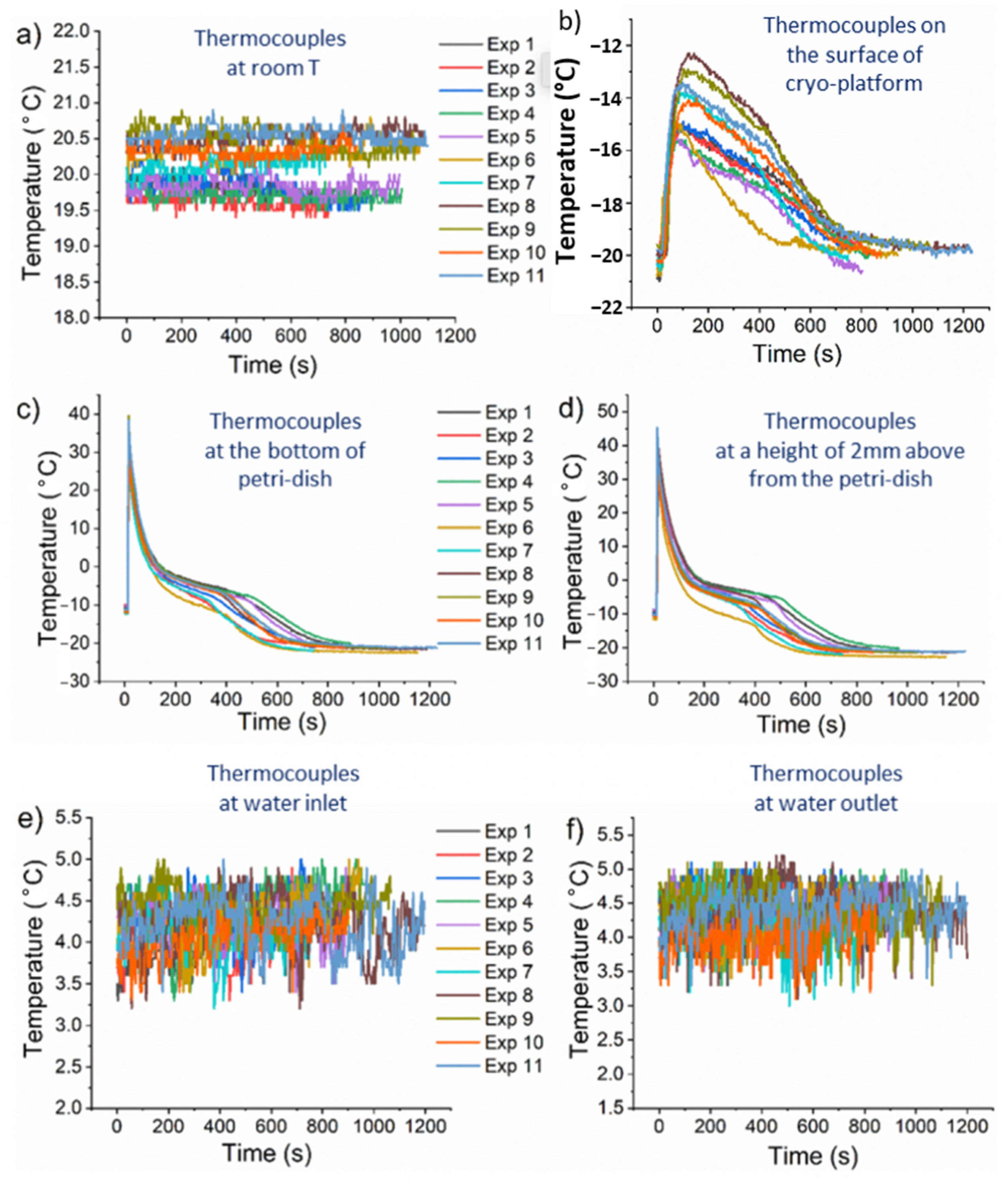
2.2. Experiment on Gelatine Solution Solidification
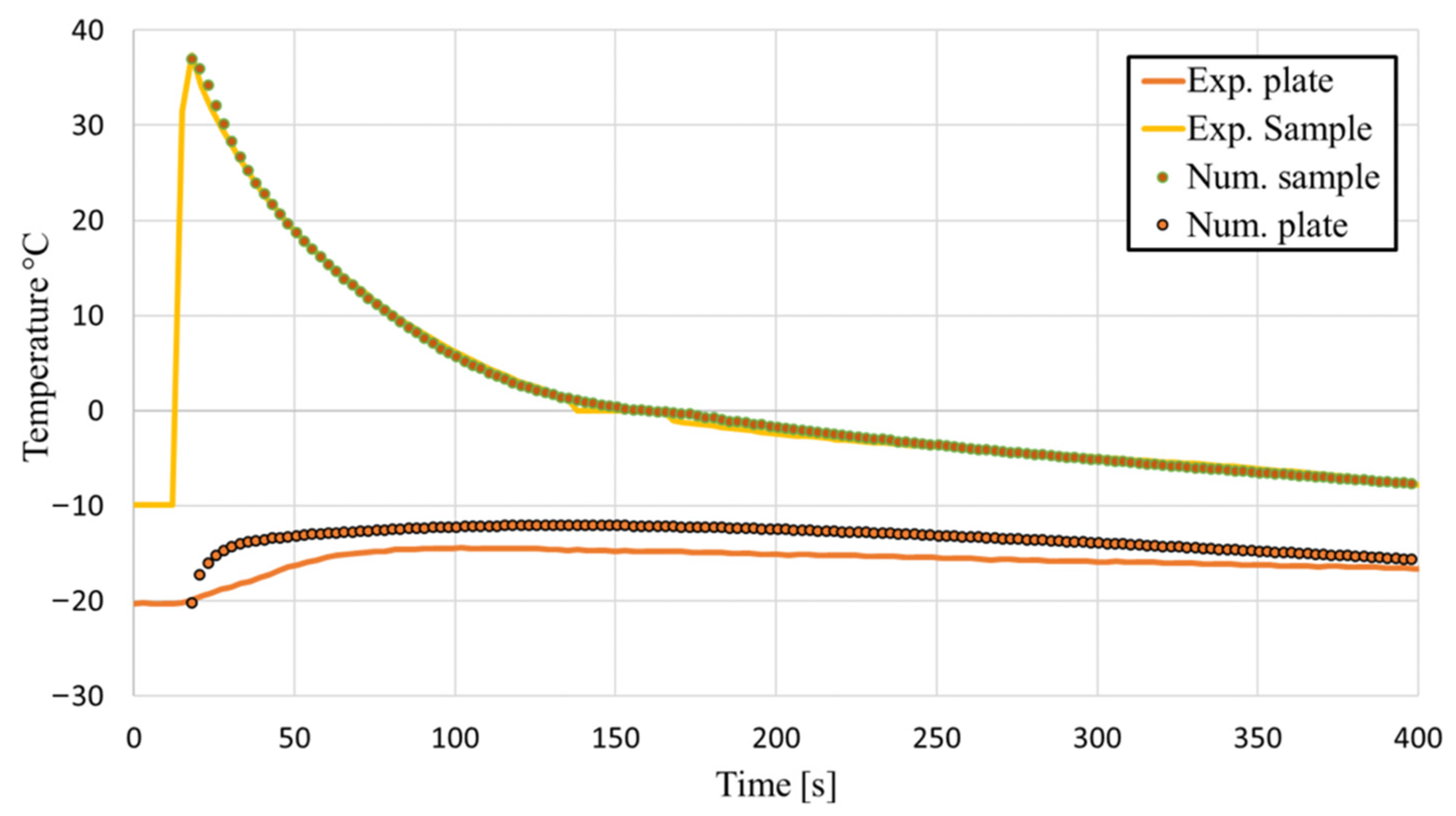
2.3. CFD Simulation for Calibration of the Gelatine Material Properties
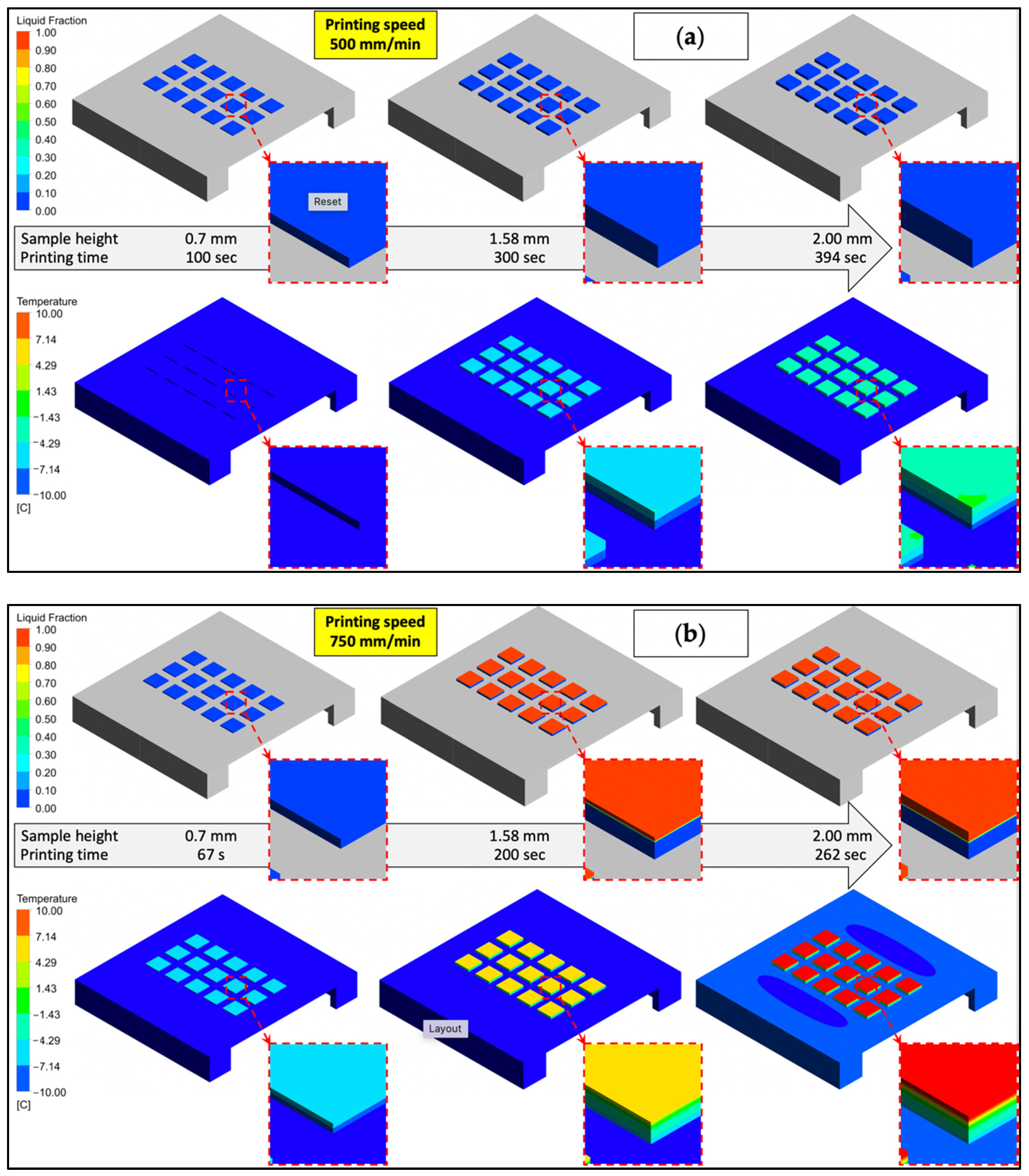
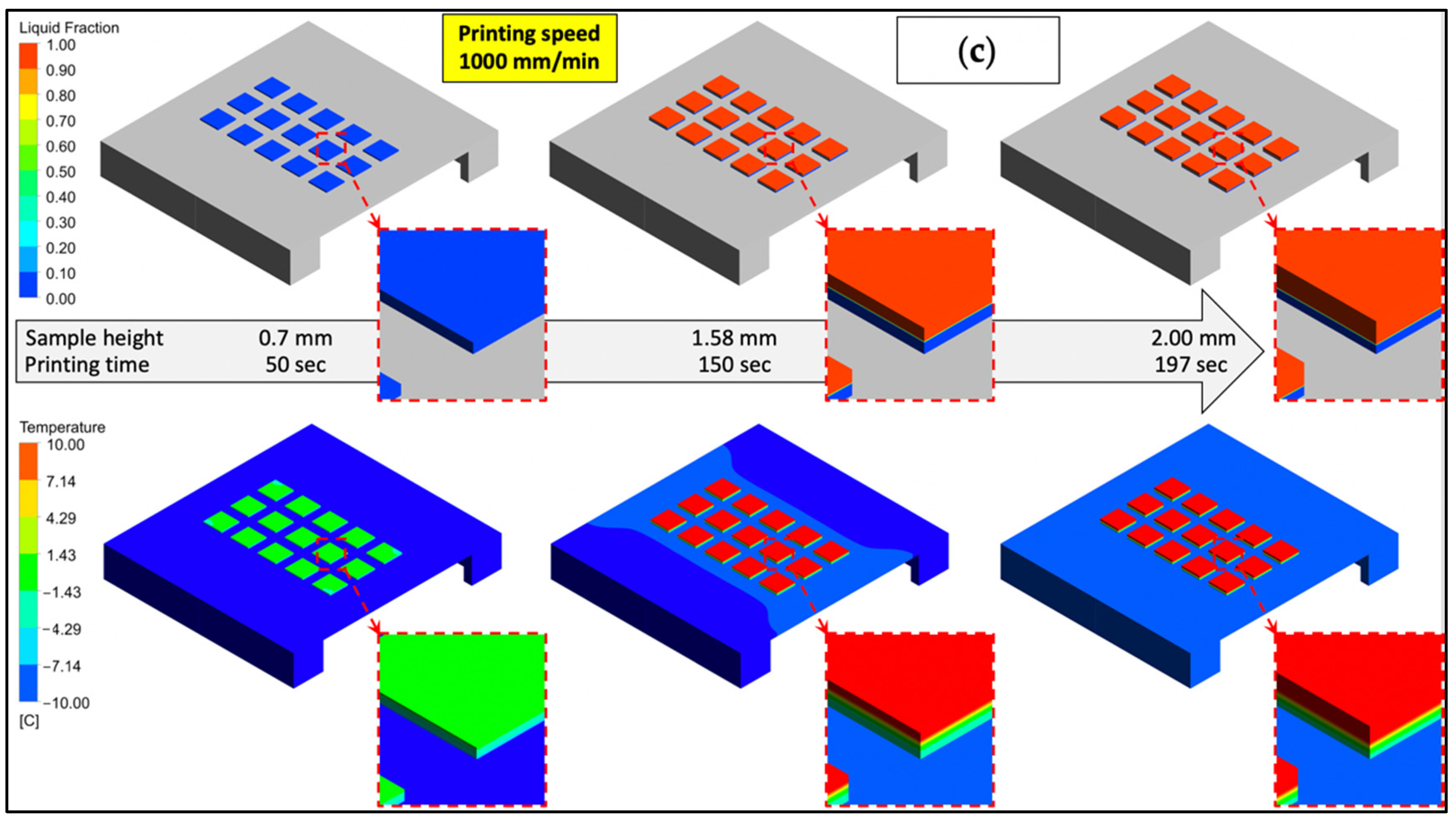
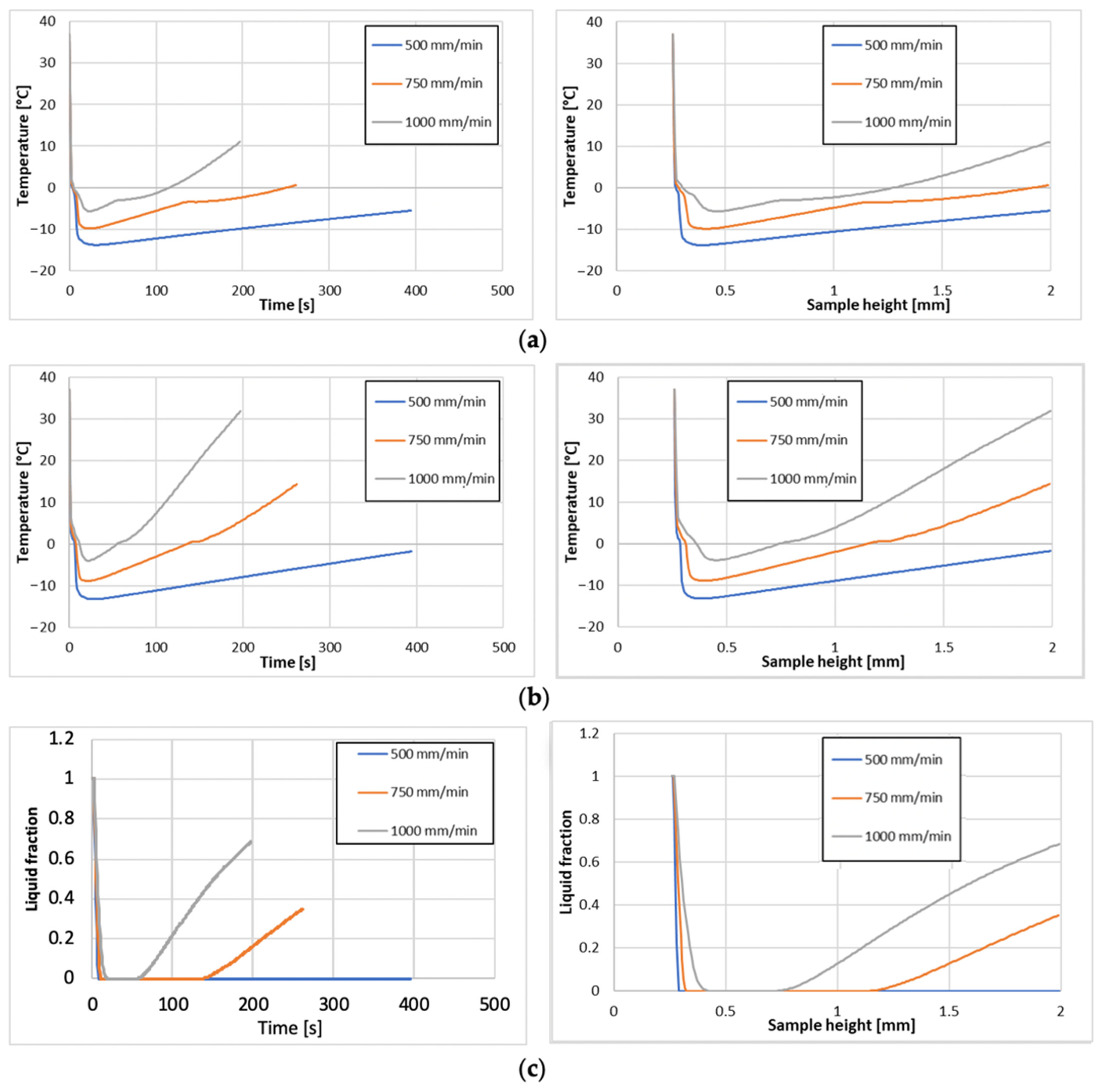
2.4. 3D Printing Process Parameter Evaluation
Simulation of 3D Printing with a Dynamic Mesh
3. Conclusions
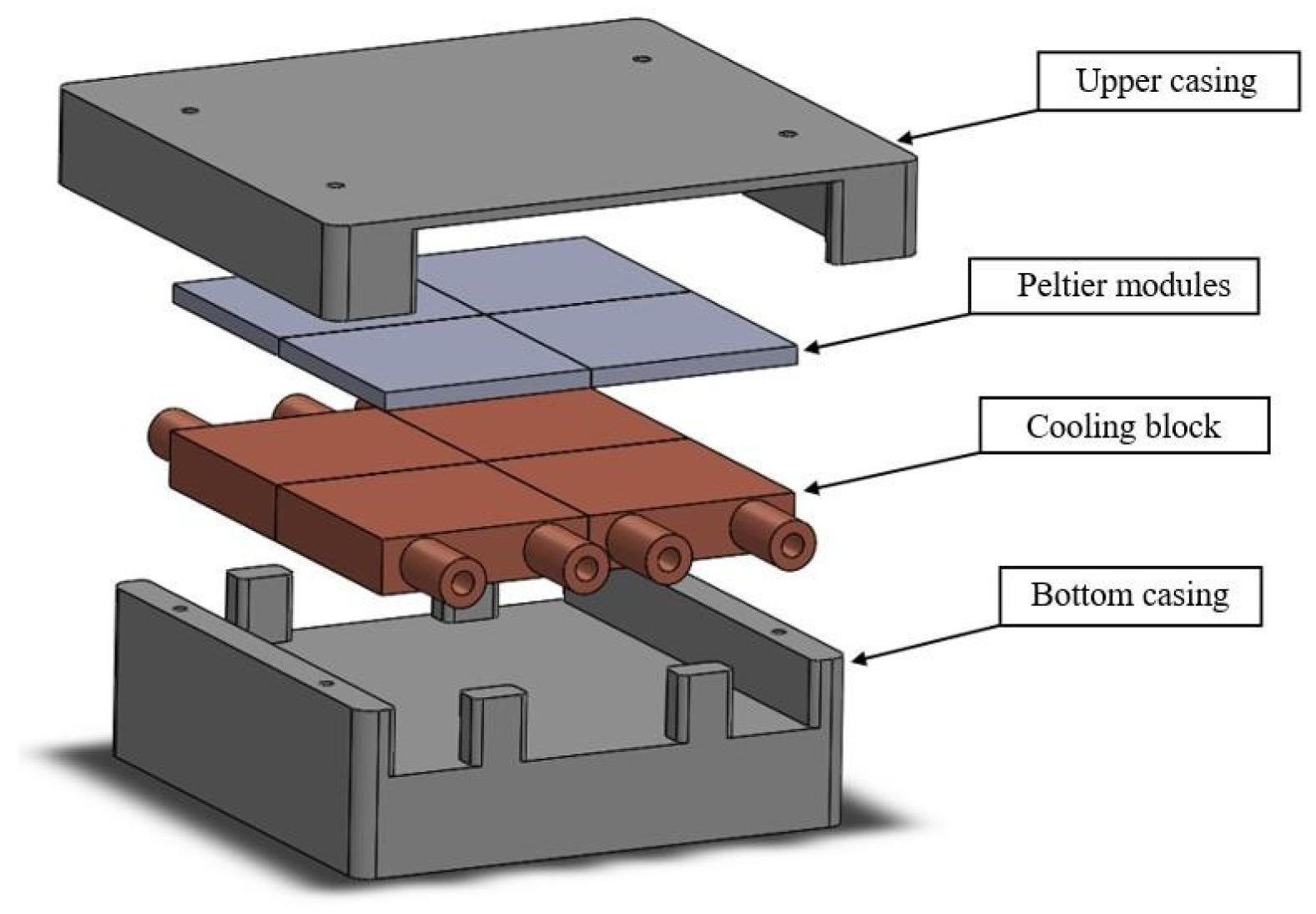
4. Materials and Methods
4.1. Preparation of the Gelatine Solution
4.2. Thermophysical Characterisations of the Gelatine Solution
4.2.1. DSC Analysis
4.2.2. Thermal Diffusivity Measurements
4.2.3. Thermal Density and Viscosity Analysis
4.3. Cooling Experiments with the Gelatine Solution
4.4. CFD Simulation
4.4.1. Governing Equations and Numerical Methods
4.4.2. Solidification Model
4.4.3. Geometry and Mesh
4.4.4. Boundary Conditions
4.4.5. Fluid Properties
Author Contributions
Funding
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Zhang, W.; Ullah, I.; Shi, L.; Zhang, Y.; Ou, H.; Zhou, J.; Ullah, M.W.; Zhang, X.; Li, W. Fabrication and Characterization of Porous Polycaprolactone Scaffold via Extrusion-Based Cryogenic 3D Printing for Tissue Engineering. Mater. Des. 2019, 180, 107946. [Google Scholar] [CrossRef]
- Zhang, B.; Gao, L.; Ma, L.; Luo, Y.; Yang, H.; Cui, Z. 3D Bioprinting: A Novel Avenue for Manufacturing Tissues and Organs. Engineering 2019, 5, 777–794. [Google Scholar] [CrossRef]
- Murphy, S.V.; Atala, A. 3D Bioprinting of Tissues and Organs. Nat. Biotechnol. 2014, 32, 773–785. [Google Scholar] [CrossRef] [PubMed]
- Zhang, Y.S.; Yue, K.; Aleman, J.; Mollazadeh-Moghaddam, K.; Bakht, S.M.; Yang, J.; Jia, W.; Dell’Erba, V.; Assawes, P.; Shin, S.R.; et al. 3D Bioprinting for Tissue and Organ Fabrication. Ann. Biomed. Eng. 2017, 45, 148–163. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Kokol, V.; Pottathara, Y.B.; Mihelčič, M.; Perše, L.S. Rheological Properties of Gelatine Hydrogels Affected by Flow- and Horizontally-Induced Cooling Rates during 3D Cryo-Printing. Colloids Surf. A Physicochem. Eng. Asp. 2021, 616, 126356. [Google Scholar] [CrossRef]
- Reed, S.; Lau, G.; Delattre, B.; Lopez, D.D.; Tomsia, A.P.; Wu, B.M. Macro- and Micro-Designed Chitosan-Alginate Scaffold Architecture by Three-Dimensional Printing and Directional Freezing. Biofabrication 2016, 8, 015003. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Pottathara, Y.B.; Vuherer, T.; Maver, U.; Kokol, V. Morphological, Mechanical, and in-Vitro Bioactivity of Gelatine/Collagen/Hydroxyapatite Based Scaffolds Prepared by Unidirectional Freeze-Casting. Polym. Test. 2021, 102, 107308. [Google Scholar] [CrossRef]
- Liao, C.Y.; Wu, W.J.; Hsieh, C.T.; Tseng, C.S.; Dai, N.T.; Hsu, S.H. Design and Development of a Novel Frozen-Form Additive Manufacturing System for Tissue Engineering Applications. 3D Print. Addit. Manuf. 2016. [Google Scholar] [CrossRef]
- Adamkiewicz, M.; Rubinsky, B. Cryogenic 3D Printing for Tissue Engineering. Cryobiology 2015, 3, 216–225. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Ukpai, G.; Rubinsky, B. A Three-Dimensional Model for Analysis and Control of Phase Change Phenomena during 3D Printing of Biological Tissue. Bioprinting 2020, 18, e00077. [Google Scholar] [CrossRef]
- Sultana, S.; Ali, M.E.; Ahamad, M.N.U. Gelatine, Collagen, and Single Cell Proteins as a Natural and Newly Emerging Food Ingredients. In Preparation and Processing of Religious and Cultural Foods; Woodhead Publishing: Sawston, UK, 2018; ISBN 9780081018927. [Google Scholar]
- Grundy, H.H.; Reece, P.; Buckley, M.; Solazzo, C.M.; Dowle, A.A.; Ashford, D.; Charlton, A.J.; Wadsley, M.K.; Collins, M.J. A Mass Spectrometry Method for the Determination of the Species of Origin of Gelatine in Foods and Pharmaceutical Products. Food Chem. 2016, 190, 276–284. [Google Scholar] [CrossRef] [PubMed]
- Schrieber, R.; Gareis, H. Gelatine Handbook: Theory and Industrial Practice; Wiley-VCH Verlag GmbH & Co. KGaA: Weinheim, Germany, 2007; ISBN 9783527315482. [Google Scholar]
- Ross-Murphy, S.B. Structure and Rheology of Gelatin Gels: Recent Progress. Polymer 1992, 33, 2622–2627. [Google Scholar] [CrossRef]
- Derkach, S.R.; Ilyin, S.O.; Maklakova, A.A.; Kulichikhin, V.G.; Malkin, A.Y. The Rheology of Gelatin Hydrogels Modified by κ-Carrageenan. LWT-Food Sci. Technol. 2015, 63, 612–619. [Google Scholar] [CrossRef]
- Goudoulas, T.B.; Germann, N. Phase Transition Kinetics and Rheology of Gelatin-Alginate Mixtures. Food Hydrocoll. 2017, 66, 49–60. [Google Scholar] [CrossRef]
- Kim, H.; Yang, G.H.; Choi, C.H.; Cho, Y.S.; Kim, G.H. Gelatin/PVA Scaffolds Fabricated Using a 3D-Printing Process Employed with a Low-Temperature Plate for Hard Tissue Regeneration: Fabrication and Characterizations. Int. J. Biol. Macromol. 2018, 120, 119–127. [Google Scholar] [CrossRef] [PubMed]
- Du, J.; Dai, H.; Wang, H.; Yu, Y.; Zhu, H.; Fu, Y.; Ma, L.; Peng, L.; Li, L.; Wang, Q.; et al. Preparation of High Thermal Stability Gelatin Emulsion and Its Application in 3D Printing. Food Hydrocoll. 2021, 113, 106536. [Google Scholar] [CrossRef]
- Djabourov, M.; Lechaire, J.P.; Gaill, F. Structure and Rheology of Gelatin and Collagen Gels. Biorheology 1993, 30, 191–205. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Guo, L.; Colby, R.H.; Lusignan, C.P.; Whitesides, T.H. Kinetics of Triple Helix Formation in Semidilute Gelatin Solutions. Macromolecules 2003, 36, 9999–10008. [Google Scholar] [CrossRef]
- Gruescu, C.; Giraud, A.; Homand, F.; Kondo, D.; Do, D.P. Effective Thermal Conductivity of Partially Saturated Porous Rocks. Int. J. Solids Struct. 2007, 44, 811–833. [Google Scholar] [CrossRef]
- Kong, J.Y.; Miyawaki, O.; Nakamura, K.; Yano, T. The “Intrinsic” Thermal Conductivity of Some Wet Proteins in Relation to Their Hydrophobicity: Analysis on Gelatin Gel. Agric. Biol. Chem. 1982, 46, 783–788. [Google Scholar] [CrossRef]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Calculated Values | Measured Values | |||||||
|---|---|---|---|---|---|---|---|---|
| a | Uc (a) | cp | ||||||
| T/°C | λ/W/m·K | a × 106/m2/s | ρ/g/cm3 | |||||
| 40 | 0.5227 | 0.089984 | 0.1338 | 0.016634 | 3.9012 | 0.037555 | 1.0015 | 0.11886 |
| 38 | 0.5107 | 0.073104 | 0.1344 | 0.018374 | 3.8035 | 0.082070 | 0.9987 | 0.036643 |
| 30 | 0.5115 | 0.068069 | 0.1382 | 0.010748 | 3.6897 | 0.381668 | 1.0030 | 0.031100 |
| 25 | 0.5017 | 0.143145 | 0.1396 | 0.009615 | 3.5070 | 0.969591 | 1.0250 | 0.015800 |
| 20 | 0.4546 | 0.052582 | 0.1386 | 0.010748 | 3.2011 | 0.258152 | 1.0250 | 0.030000 |
| 10 | 0.3479 | 0.147735 | 0.1394 | 0.010307 | 2.4340 | 1.015339 | 1.0250 | 0.030000 |
| 0 | 1.2885 | 0.148143 | 0.6227 | 0.021750 | 2.0189 | 0.213102 | 1.0250 | 0.030000 |
| −10 | 1.5512 | 0.065615 | 0.7800 | 0.011077 | 1.9403 | 0.052454 | 1.0250 | 0.030000 |
| −20 | 1.5784 | 0.071809 | 0.7999 | 0.024982 | 1.9251 | 0.029684 | 1.0250 | 0.030000 |
| −30 | 1.5305 | 0.149932 | 0.8153 | 0.075092 | 1.8315 | 0.029336 | 1.0250 | 0.030000 |
| −40 | 1.4766 | 0.817094 | 0.8230 | 0.454528 | 1.7504 | 0.031749 | 1.0250 | 0.030000 |
| P1 | P2 | P3 | |
|---|---|---|---|
| Printing speed (mm/min) | 500 | 750 | 1000 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Pottathara, Y.B.; Jordan, M.; Gomboc, T.; Kamenik, B.; Vihar, B.; Kokol, V.; Zadravec, M. Solidification of Gelatine Hydrogels by Using a Cryoplatform and Its Validation through CFD Approaches. Gels 2022, 8, 368. https://0-doi-org.brum.beds.ac.uk/10.3390/gels8060368
Pottathara YB, Jordan M, Gomboc T, Kamenik B, Vihar B, Kokol V, Zadravec M. Solidification of Gelatine Hydrogels by Using a Cryoplatform and Its Validation through CFD Approaches. Gels. 2022; 8(6):368. https://0-doi-org.brum.beds.ac.uk/10.3390/gels8060368
Chicago/Turabian StylePottathara, Yasir Beeran, Miha Jordan, Timi Gomboc, Blaž Kamenik, Boštjan Vihar, Vanja Kokol, and Matej Zadravec. 2022. "Solidification of Gelatine Hydrogels by Using a Cryoplatform and Its Validation through CFD Approaches" Gels 8, no. 6: 368. https://0-doi-org.brum.beds.ac.uk/10.3390/gels8060368