Testing and Improving an ISO 14119-Inspired Tool to Prevent Bypassing Safeguards on Industrial Machines

1
Department of Mathematics and Industrial Engineering, Polytechnique Montreal, P. O. Box 6079, Station Centre-ville, Montreal, QC H3C 3A7, Canada
2
Institut de Recherche Robert-Sauvé en Santé et en Sécurité du Travail (IRSST), 505 de Maisonneuve Blvd. West, Montreal, QC H3A 3C2, Canada
*
Author to whom correspondence should be addressed.
Safety 2020, 6(3), 42; https://doi.org/10.3390/safety6030042
Submission received: 15 July 2020
/
Revised: 22 August 2020
/
Accepted: 11 September 2020
/
Published: 15 September 2020
Abstract
:Various safety-related standards associated with the machinery design phase, such as ISO 14119:2013, emphasize the appropriate design and selection of protective devices to prevent bypassing. Despite such standards, bypassing safeguards is a common issue at the machinery use phase. ISO 12100:2010 indicates, “experience has shown that even well-designed safeguarding can fail or be violated”. This unsafe practice can cause serious injuries or fatalities. This paper presents an improved version of a bypassing-related assessment tool initially inspired by ISO 14119. The improvement results from testing its performance through industrial case studies to explore how the tool works in reality. Five occupational health and safety (OHS) practitioners apply this tool in four plants in Quebec to 18 machines and 37 activities. Afterwards, the OHS practitioners provide feedback using a questionnaire. The findings reveal that the tool is appropriate for the machine usage phase to prevent bypassing with an overall 82% satisfaction score. The probability levels of bypassing given by the tool enable a safety improvement prioritization method for the machines and safeguards. The tool was improved, redefining some incentives to bypass and its layout. The findings explain how practitioners could influence decision-making to minimize incentives to bypass and the probability of bypassing to prevent accidents.
1. Introduction
In manufacturing systems, operations management studies pay more attention to operational issues than to occupational health and safety (OHS) issues [1]. Therefore, to run a more productive manufacturing system, operational and maintenance workers often take shortcuts regarding safety when they are under pressure to carry out their tasks [2]. Bypassing safeguards, i.e., guards and protective devices on machinery, is an example of a shortcut taken that impacts safety. Bypassing refers to the action that workers take to disable protective devices or remove guards in order to, for instance, follow production plans or to compensate for poor design that did not take into account the actual tasks and the safety of the workers who perform the tasks.
Operations management in manufacturing sectors usually ignores OHS issues in the company to increase the firm’s profitability and productivity. The company may then endure damage from occupational accidents or illnesses. Some of the damage may include the interruption of operations [3], reputational damage [4], employee compensation, hospitalization and medical costs [5], absenteeism, labor turnover and new worker training costs [6]. Moreover, beyond the monetary costs and operational damage that could occur, irremediable damage may also happen to a family if a worker’s death occurs. Therefore, managers of manufacturing systems found that serious attention to safety is necessary to improve productivity [7]. They also need to perform “decision-making approaches and safety management systems” to avoid extreme costs (e.g., “damage to equipment and products”) due to the accidents [7].
A HVBG (the German Federation of Institutions for Statutory Accident Insurance and Prevention, which is called Hauptverband der gewerblichen Berufsgenossenschaften (HVBG)) report presented the results of a study in the field of bypassing protective devices on metalworking machines in Germany. It revealed that approximately 37% of protective devices were permanently or temporarily bypassed [8]. Apfeld [9] stated that more than 10,000 accidents and eight fatalities occurred as a result of the manipulation of protective devices in Germany in 2008. Suva (a company in Switzerland; its field of activities are prevention, insurance, rehabilitation, and the safety of working areas in organizations) carried out a survey of 300 companies in Switzerland and found that in half of those companies, protective devices were defeated [10]. “The defeating of interlocking devices can increase significantly the risk of harm and so far as practicable protective measures shall be taken to minimize the effect of such foreseeable misuse” [11]. Therefore, Annex H of the ISO 14119:2013 standard proposed a method that “supports the machine designer in identifying possible incentives for defeating the interlocking devices”. Despite having that method to contribute to the safe design of automatic machines, bypassing still occurs on machinery at the use phase. Moreover, bypassing involves all kinds of safeguards as shown in Section 1.1, and consequently, not only for interlocking devices. Thus, preventing the bypassing of safeguards is a significant issue in the field of machinery safety that needs to be taken into account for the use phase: during operations and other activities, to ensure that a safe workplace is provided for workers. To tackle this issue, Haghighi et al. [12] proposed a holistic assessment tool inspired by ISO 14119 (Appendix A) to prevent the bypassing of safeguards in general at the use phase of machines. Their tool qualitatively estimates the probability of bypassing by identifying the possible incentives that do exist. However, the feasibility of their tool has not yet been tested by end-users on real machinery for different activities. Accordingly, this paper first carries out that feasibility study by applying their assessment tool to case studies. The case studies are based on estimating the probability of bypassing safeguards on 18 machines throughout 37 activities in four plants in the province of Quebec, Canada. Second, based on the end-users’ comments gathered throughout that feasibility study, this paper presents an improved version of Haghighi, Jocelyn and Chinniah [12]’s tool.
The remainder of this paper contains four sections. After presenting the importance of the bypassing issue in industry, as well as the scope of the paper (Section 1.1 and Section 1.2), Section 2 introduces the method of research. Section 3 presents the results and Section 4 discusses them. Section 5 concludes the paper.
1.1. A Review of the Importance of the Bypassing Issue in Industry
Operations management is a multidisciplinary area that incorporates process management, operations, and equipment maintenance management to support a company’s strategic goals, as well as to create necessary improvements for higher profitability within an organization. OHS issues are taken into account as a crucial element in operations management for moving toward business excellence. Fan et al. [13] stated that publications related to the integration of operational issues and OHS issues have grown enormously in the past six years. They identified four paramount research areas of OHS issues in operations management including (i) “safety climate”, (ii) integration of management systems, (iii) “voluntary OHS systems”, and (iv) “sustainable operations”. In highly reliable organizations, a worker’s safety is an operational priority. Thus, the workers trust management to carry out their tasks in a safe climate [14]. The workers focus on pursuing organizational goals, including operational and safety goals, when their basic safety needs are met in the workplace [15]. Amponsah-Tawiah and Mensah [16] found a significant relationship between OHS and organizational commitment. They concluded that employees who feel safe and healthy during their tasks are more committed to their organizations. In addition, Johnston et al. [17] found four “values-in-action” that must be present in the plants and combine with each other in order to involve managers and workers in supporting safe production. These “values-in-action” are: “a commitment to safety, discipline, prevention and participation”. High-reliability organizations are able to prevent quality failures, delivery delays and accidents [2]. Therefore, the management of such reliable organizations does not overlook the contributing causes of occupational accidents in order to prevent incidents in the working environment. Published information related to the occupational accidents identified bypassing safeguards as one of the contributing causes [18,19,20,21,22,23,24,25,26,27,28,29,30,31,32,33,34,35,36]. Management needs to consider this unsafe act in work areas to prevent bypassing-related accidents, which is a significant factor in maintaining the link between safety and operations management in order to achieve organizational excellence.
Some standards and regulations related to the OHS and machinery design requires machine designers to consider the defeating issue during the design and selection of safeguards so that guards and protective devices [37,38], interlocking devices associated with guards [11], the electro-sensitive protective equipment [39], and the protective effect of a two-hand control device [40] would be difficult to bypass. The International Standard ISO 12100 [41] states that the risk estimation process should consider the defeating possibility of safety measures. Despite these requirements in the design phase, ISO 12100 [41] pointed out that “even well-designed safeguarding can fail or be violated”. Furthermore, ISO 13851 [40] noted that the total protection of a two-hand control from “defeat” is not possible. In addition, Apfeld, Huelke, Lüken, Schaefer, Paridon, Windemuth, Zieschang, Preuße, Umbreit, Hüning, Reudenbach, Pfaffinger, Wenchel, Reitz and Pinter [8] revealed that 50% of machines that were bypassed had a CE (European Conformity) mark. Therefore, the procurement of a CE-marked machine does not solely guarantee that bypassing will not occur [42].
In addition, the www.stop-defeating.org website released information online for machine designers, machine manufacturers, and machine users to prevent manipulation. Caputo et al. [43] presented a systematic method based on the Analytic Hierarchy Process (AHP) approach for selecting suitable safety devices on machinery. “Tampering avoidance” was one of 15 factors that were regarded for pair-wise comparisons to select suitable safety measures for industrial machinery. Racz et al. [44] also proposed “tampering avoidance” as one of the criteria for the evaluation of safety devices for Computer Numerical Control (CNC) machine tools using the AHP method. KANbrief [27] revealed that technical measures such as user-oriented and ergonomic concepts should be taken into account in the design phase to avoid defeating.
Chinniah, Paques and Champoux [29] stated that various factors, in combination with the bypassing of safety devices that may be bypassed for different reasons, potentially generate a hazardous workplace: (i) companies import machines from countries that have different regulations of safety, (ii) companies may purchase and use machines that have improper safeguarding, and (iii) engineers, with insufficient knowledge related to the “risk assessment and machine safeguarding”, might upgrade or customize the machines.
Safe industrial machinery is not enough to mitigate machine-related accidents. Machine users operate the machines with residual risks in unsuitable ways, such as bypassing protective devices if they are not familiar with machine safety. On the other hand, if designers overlook users’ points of view during the design phase, users might remove the guards or disable the interlock switches because, for instance, the machine may be inappropriate to use, the machine may be difficult to access, or the machine may frequently stop [45].
Apfeld, Huelke, Lüken, Schaefer, Paridon, Windemuth, Zieschang, Preuße, Umbreit, Hüning, Reudenbach, Pfaffinger, Wenchel, Reitz and Pinter [8], through an investigation of 202 machines in metalworking in Germany, found that the majority of machinery that was defeated included: a machining center (25.2%), CNC lathe machine (16.3%), press (13.4%), CNC milling machine (7.4%) and conventional milling machine (5.4%). In addition, the manipulation mainly took place at movable guards with a position switch or locking (54%), and mechanical, not movable guards (35%). These authors also concluded that the number of manipulations in automatic mode is surprisingly high. Moreover, manipulation most frequently happened during the following activities outside of the automatic mode: setup and adjustment (19.7%), programming, program test and test run (10.7%), and modifying, setting and changing the tool (5.3%). The operating modes in which manipulation took place were occupied in the first place by special operating modes, such as troubleshooting, setup, modification, cleaning, and maintenance. Apfeld [9] and Lüken et al. [46] overviewed the above-mentioned study. Apfeld [9] revealed that defeating was most frequently detected in the following operation modes: troubleshooting machinery, setting up, troubleshooting organizational work, tool exchange, cleaning, maintenance, and adjustment. The neutralization of protective devices often occurred in the set-up, troubleshooting, reconstruction and automation modes [46]. Hopkinson and Lekka [31] identified that defeating interlocks of CNC machines is more prevalent for activities such as drilling, swarf removal, setting, proving, deburring, finishing and polishing, machining inside pipes, and removing or replacing a collet.
Bypassing safeguards is identified as a prevalent problem in industry. Therefore, researchers are motivated to pay more attention to identifying existing incentives behind bypassing. Diverse reasons for defeating were found—the most frequent included (i) tasks such as installation, repair, maintenance are impossible without defeating, (ii) lack of visibility, (iii) poor reliability of guards and protective devices, (iv) disturbance of work process and production, (v) enhancing productivity, and (vi) lack of management commitment [8,10,20,24,27,28,31,34,35,41,42,46,47,48,49,50,51,52,53,54,55]. Haghighi et al. [56] carried out a comprehensive review of the bypassing of safeguards and extracted 72 possible incentives to bypass. They classified those incentives to bypass into five main categories: (i) ergonomics, (ii) productivity, (iii) machine or safeguarding, (iv) behavior, and (v) corporate climate.
After exploring the incentives to bypass, they presented, based on a literature review, 82 preventive recommendations to reduce or eliminate the incentives for defeating in many different industries. The most frequent improvement proposals suggested by the literature are (i) improving the design of machines and safeguards, (ii) considering employees’ points of view for machine procurement, (iii) providing adequate supervision, (iv) training employees to understand the necessity of using safety measures, and (v) periodic inspections performed by managers and supervisors to ensure that interlocks were enabled [8,19,23,31,46,47,48,50,54,55]. Dźwiarek [57] recently presented measures and technical solutions to limit the circumvention of interlocking devices related to the guards.
As such, three studies have proposed some tools to promote the use of safeguards including (i) ISO 14119 [11], a machine safety design standard, published an informative guide assessing the motivation to defeat interlocking devices, which referred to an assessment matrix designed by IFA [42]. The IFA assessment matrix was developed for the design phase for identifying the benefits that may exist without protective devices and evaluating the incentive to bypass (ITB). (ii) DGUV [58] designed a checklist for procuring a machine. That checklist contains complementary information to ensure that the machine would be purchased with the minimum motivation to bypass protective devices, and (iii) Suvapro [59] presented a general checklist to control the hazards of manipulation. This control list enables the measures to be defined and then follows up with those measures to stop the circumvention of protective devices. In addition, Haghighi, Chinniah and Jocelyn [56] accomplished an extensive review of preventive solutions. In this study, the influential factors that prevent defeating are classified into technical, organizational, and individual categories, which could be considered in the design, machine manufacturing, and usage phases. Moreover, Haghighi, Jocelyn and Chinniah [12] have developed a holistic assessment tool to estimate the probability of bypassing in the machine usage phase based on the construction rules of the OHS risk estimation tools recommended by Gauthier et al. [60], Chinniah et al. [61], Chinniah et al. [62]. On the one hand, the holistic tool enables the OHS practitioners in enterprises to identify the existing incentives to bypass safeguards in their work environment. On the other hand, this tool integrates the operational issues and safety issues in the context of bypassing with regards to a complete list of activities during the assessment. The study only tested the tool with five accident reports, which were the bypassing scenarios, to ensure its usability. However, the proposed tool has not been tested with real machinery in real companies that are machine end-users.
1.2. The Scope of the Paper
According to the literature review mentioned above, there are shortcomings during the machine design and machine manufacturing phases. Therefore, (i) difficulties persist, even after the design and building phases, (ii) various possible incentives to bypass exist in the work environment, and subsequently, (iii) the bypassing-related accidents show that machine users need a bypassing-related tool that could help them prevent bypassing in their companies. Through real case studies in industry, this paper aims to test the bypassing-related assessment tool proposed by Haghighi, Jocelyn and Chinniah [12] initially inspired by ISO 14119. Actual OHS practitioners in the companies will apply the tool to various real machinery in order to test its performance in a practical setting. Consequently, this paper presents an improved version of that bypassing-related assessment tool through OHS practitioners’ feedback.
2. Materials and Methods
To meet the objective of this paper, specific criteria were listed and formulated into a questionnaire (Appendix B). Then, the research process continued with the application of the holistic assessment tool using case study research. Case study research is problem-based research to provide an empirical investigation and an in-depth analysis of the cases [63]. In addition, Hancock and Algozzine [63] have stated that this kind of systematic research process provides an accurate step-by-step analysis of the case.
This study was conducted as a part of a research project. Its protocol was approved on January 28th, 2019 by Polytechnique Montréal’s Ethics committee for research projects involving human subjects (project reference number: CÉR-1819-45). The informed consent form was prepared to clarify the companies’ participation. The research team and the companies that agreed to participate in this research signed the form. All subjects gave their informed consent for inclusion before they participated in the study. Before applying the assessment tool at the companies, all required documents, including the assessment tool, the informed consent form, and the questionnaire, were prepared in French, the official language in the province of Quebec, Canada. The research team invited the companies to ask them to explain any words or information that was not clear, as well as any questions that they had during the application of the assessment tool or when filling out the questionnaire. In the following section, we provide an outline of the research method.
2.1. Selection and Recruitment of the Companies
No exact and accurate guides exist to help choose the appropriate number of cases in a case study methodology [64]. Eisenhardt [65] pointed out that between four and ten cases are usually sufficient. Generating theory with enough complexity would be difficult based on fewer than four cases. Handling the volume and the complexity of the data would be difficult with more than ten cases. Therefore, four companies in the manufacturing sector in the province of Quebec, Canada were selected and recruited. A total of five OHS practitioners in those companies agreed to take part in the study and applied the tool to 18 existing machines in their plants. Having a familiarity with the bypassing issue was one of the selection criteria for the chosen companies. Moreover, the audience in this study were OHS practitioners and they needed to be able to apply the assessment tool; therefore, the other criteria for selection were a strong background in OHS with more than two years of experience in the field and an awareness of managing all types of industrial machinery risks. Table 1 summarizes the list of companies selected. Small-, medium- and large-sized companies agreed to take part in the study (Table 1). According to the categorization of enterprises based on the employment size, small, medium-sized and large enterprises are, respectively, enterprises with 1 to 99 employees, 100 to 499 employees and 500 employees or more [66].
2.2. Organization of Visits and Meetings with the Team of OHS Practitioners
The research team prepared the required files and documents for the companies. The package included the informed consent form, the assessment tool available as an Excel spreadsheet and the questionnaire. The research team visited the companies during the workers’ shifts. During their visits, they observed the existing machines and safeguards in the companies in order to find out general information about the company that could be helpful in the data analysis process. Afterwards, consultation was held with the OHS practitioners to describe how the assessment tool should be used and the questionnaire should be completed. The research team also mentioned that the team of OHS practitioners could consult workers when applying the assessment tool.
2.3. Information Collection
The team of OHS practitioners in each company investigated the bypassing issue in their plants. They also carefully investigated the work environment, the condition of the machinery and safeguards. During the investigation, a member of the research team guided the OHS practitioners on the implementation of the assessment tool. These practitioners selected some of the existing machines with various safeguards. They applied the tool (Appendix A) in the Excel spreadsheet to the machines selected that were bypassed in their plants. They used the tool following the boxed step-by-step procedure (Table 2). Then, they returned the complete information to the research team. The entire information collection process lasted about two months.
2.4. Data Analysis
The research team imported the information gathered from the companies in an Excel worksheet to facilitate a detailed analysis. In addition, the team interpreted the results and suggested preventive measures to eliminate or reduce bypassing safeguards based on the preventive recommendations provided in Haghighi, Chinniah and Jocelyn [56]. The observations during the visits and information returned by OHS practitioners from the companies were taken into account in proposing possible improvement actions. Section 4 discusses the results in detail.
2.5. The Final Test Step
The research team asked the OHS practitioners to return their feedback in the questionnaire (Appendix B) prepared based on the objectives of this paper, as Bell [67] recommended. The companies filled out the questionnaire after applying the assessment tool to the various machines and activities. They sent their feedback to the research team as assigned. The latter imported the feedback received from each company into an Excel spreadsheet. The team analyzed the limitations of the tool given by the feedback and other comments through the returned questionnaires. The appropriateness of the assessment tool was evaluated by considering the following phases: (1) while using the tool, and (2) the results of the tool. The team considered the appropriateness of the assessment tool, the limitations identified and the OHS practitioners’ comments to improve the tool.
3. Results
Appendix C presents the results obtained by directly applying the tool to 37 activities performed on 18 machines in the four companies. For every safeguard, the table in Appendix C informs the operation mode in process during the activity, as well as the identified incentives to bypass. The table also communicates the probability level of bypassing given by the tool and associated with the safeguard under investigation. All of this information is analyzed in Section 4.
Table 3 shows general information extracted from the returned questionnaires related to its “yes” or “no” questions. Considering the average percentage of “yes” every company answered, there was a high level (82%) of satisfaction with the tool throughout its application to 18 machines and 37 activities. The two dashes in column B represent unclear answers from the company. Consequently, they were considered as outlier data. Accordingly, they were excluded from the calculation.
Table 4 presents the positive and negative feedback collected from the companies.
4. Discussion
4.1. How the Results Improve the Tool
Based on the feedback in Table 4, the following are some examples of improvements that were brought to the tool:
- The incentive with the code “I42” was revised in order to be distinguished from “I43” (see Appendix D). Since each of the manners, either ordering, tolerating, encouraging or ignoring the circumvention, is a lack of management commitment according to the authors’ points of view, this incentive (I36) would not be split, but it was revised for clarification (see Appendix D). In addition, the authors have provided exhaustive and detailed expressions for each incentive that will guide users of the tool to better understand the incentives and make an objective evaluation. Thus, the Microsoft Excel file is comprised of three sheets: (1) instructions for applying the bypassing-related assessment tool (Table 2), (2) a detailed explanation of incentives, and (3) the assessment tool.
- To address the last point of the cons, the authors reverified the existing version of the assessment tool. Therefore, users are free to use either the mouse or the keyboard when marking the cells.
According to the findings, Annex H of ISO 14119 [11], a safety-related standard at the machine design phase, suggested a method for machine designers. This method was created in reference to the assessment matrix designed by IFA [42]. It allowed machine designers to identify the motivation to defeat. The results can indicate that (1) the design of the machine is safe; (2) improvements are compulsory in the design of the machine; or (3) several “potential benefits of working without protective devices” are only identified. However, the results cannot determine whether bypassing would actually happen, because designers require information about other factors such as organization culture, stress in the workplace and more. Therefore, “The designer should check whether improved practice-orientated safeguards are possible” to make sure that defeating would be unessential. While the ISO 14119-inspired tool has been developed for the machine use phase, it allowed OHS practitioners in the companies to identify actual and even potential incentives to bypass. They could detect the flaws associated with the machine or safeguarding, the company culture, work conditions or individuals’ behavior, that motivated the workers to bypass the safeguards. In addition, they could figure out the bypassing cases that have actually occurred and also the potential situations of bypassing based on the probability levels of bypassing. The results also provide an opportunity for the machine users to identify the incentives to bypass related to the machine or safeguards when they operate the machine in their workplace. Therefore, they could communicate with manufacturers and machine designers to find suitable measures to overcoming bypassing. On the other hand, the machine designers could benefit from such knowledge while designing new machines. ISO 12100 recommends that feedback be provided from the user to the designer in order to continuously improve the safety of machinery. Consequently, the tested and improved bypassing-related assessment tool contributes to enabling that feedback. As KANbrief [27] noted, designers are not the only ones responsible for making bypassing more difficult, and operators’ responsibilities should not be lessened. Therefore, the two above-mentioned tools (i.e., the ISO 14119-inspired tool and the tool suggested by ISO 14119 based on the IFA assessment matrix) could be complementary to evaluate incentives to bypass in both the design and usage phases.
According to OHS practitioners, some limitations exist that need to be taken into account when applying the assessment tool in order to achieve better results:
- First, company A is a company that designs and manufactures the equipment (shown in Table 1) for customers (i.e., the equipment is customized,) such as baggers and robot cells. That company also has a workshop including a lathe machine, grinding machine and others that are used in manufacturing. An interesting observation stems from the application of the assessment tool, which shows that the ISO 14119-inspired tool is more user-friendly, practical and adapted for manufacturing machines or factories that have production lines, rather than for machines that are manufactured. This fact is entirely consistent with the objective of the assessment tool, which is developed for the usage phase.
- Second, a multidisciplinary team, including the OHS practitioners, operators and even management, has a significant role in identifying the existing incentives and assessing their effect levels. The companies could achieve a more objective assessment this way, rather than only the OHS practitioners, who carry out the evaluation based on their own experience. This way, the results would be subjective because the OHS practitioners do not operate the machines. The participation of relevant mainstream operators provides a realistic evaluation. This fact is fully in line with the authors’ intent. For this reason, during consultation with the companies before they applied the tool, the research team encouraged the OHS practitioners to benefit from operators’ participation during the assessment. In addition, as Haghighi, Jocelyn and Chinniah [12] have stated, the subjectivity of the results could be minimized if the assessment tool was applied by experienced OHS practitioners who are familiar with the machines. As shown in Table 1, the OHS practitioners who have more than five years of experience applied the tool; this helps mitigate subjectivity. Furthermore, a lack of workers’ involvement has been identified as one of the possible incentives (I53) in the bypassing-related assessment tool inspired by ISO 14119. Thus, workers’ participation in the process for estimating the probability level of bypassing is as important as in the other OHS issues.
- Third, the maturity of the company with regard to OHS issues has a significant impact on having a realistic assessment. The company must be committed and willing to do the assessment in order to obtain more reliable results and honest feedback. Therefore, the research team considered voluntary participation in the process of company selection. The companies selected were eager to send back real information and feedback to the research team. In addition, the research team applied the assessment to more than one case study to decrease probable errors.
The other comments according to the OHS practitioners were:
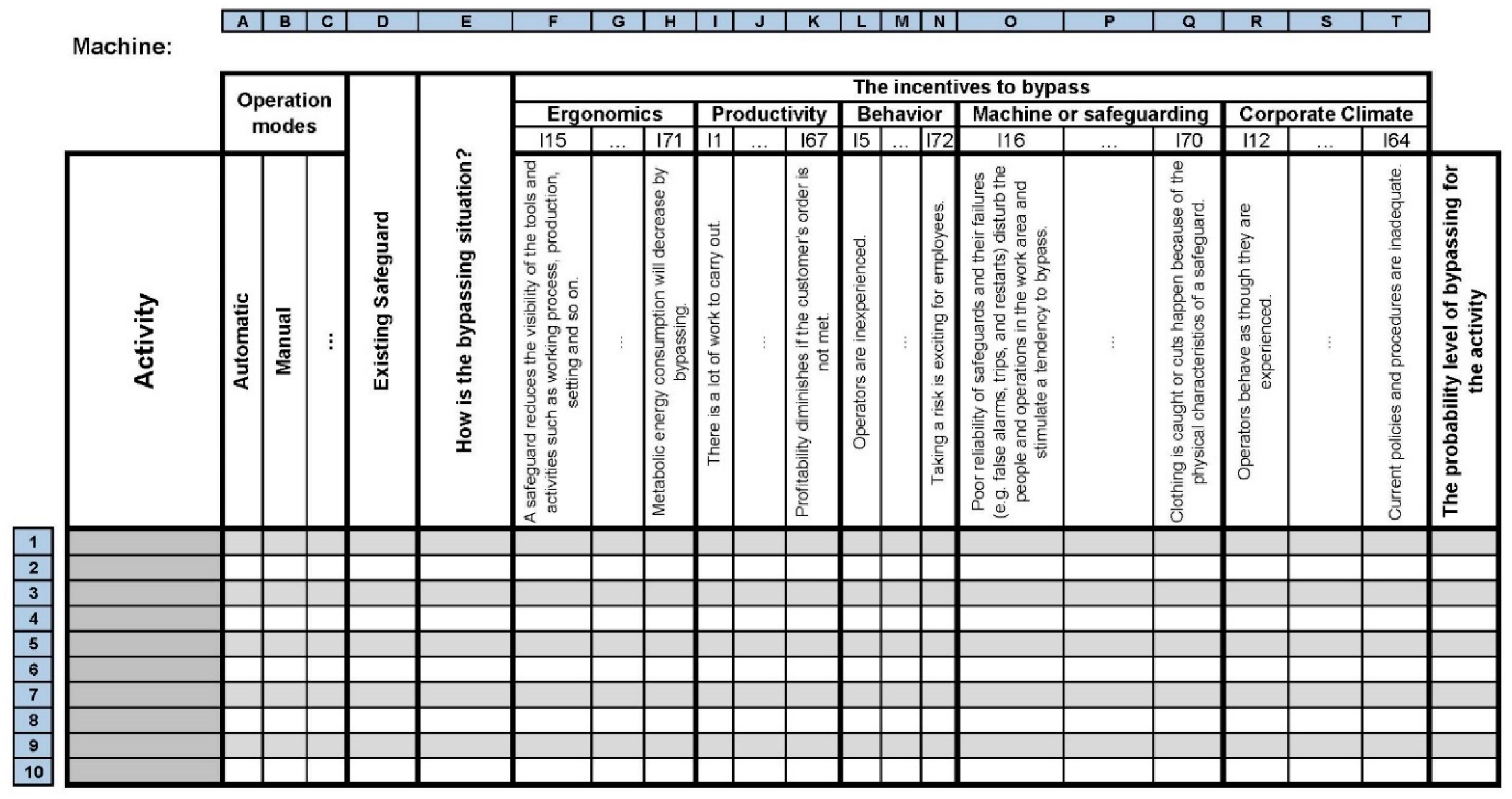
- The tool should be vertical and not horizontal. Writing the incentives vertically from bottom to top is not comfortable from an ergonomic point of view. The user may have bad posture during the application of the tool, and while entering the data. This comment was implemented in the new version of the tool (Figure 1).
- The tool seems to be very useful. It challenges the methods used to make machines safe. The results show that the incentives can enormously change from one activity to another.
- Sometimes, the incentives are not really related to the activity, thus, it was complicated in terms of how to assess the effect level of the incentive in that situation. According to [12], the authors intended to develop a holistic assessment tool comprising of a wide scope of possible incentives to bypass (as mentioned in Section 1.1). Therefore, companies with various activities could identify the existing and relevant incentives among the 72 possible incentives classified into five main categories. It is reasonable that some incentives are not applicable from one company to another.
4.2. Analyzing the Existing Incentives and the Probability Levels of Bypassing
A detailed analysis was carried out on the information provided in Appendix C. Eighteen machines and 37 activities were completely evaluated in four companies when applying the assessment tool. The companies applied the tool to some of the machines that exist in their plants. In addition, they identified the incentives to bypass safeguards for the main activities on each machine or the activities that they knew bypassing safeguards might allow when carrying out those activities. Therefore, the companies stated that the safeguards are in place and the workers cannot bypass the safety devices for all other activities. Moreover, in some cases, for tool exchange or cleaning, the workers would apply a lockout procedure. The workers would also carry out a risk analysis and follow a safe work procedure (e.g., safety tape, training, description of the method and other tools to ensure that the risk is under control). Thus, the answer to the question “How is the bypassing situation?” in the assessment tool is “C” if one only considers the machinery safeguards (since bypassing a work procedure is possible). The effect level of incentives would be “0” in this case, and subsequently, the probability of bypassing would be “Low” for all other activities. The results from the case studies as a sample show some instances of bypassing in plants in the province of Quebec, Canada. Those results illustrate that safeguards were bypassed when performing 20 out of 37 activities. Bypassing is more common in manual modes. Lathe machines (in companies A and D), conveyors (in company C) and presses (in companies B and C) are more often bypassed. Different kinds of interlocking safety devices (e.g., interlocking removable guards, interlocking keys in the control panel), fixed guards and movable guards are the most prone to be defeated based on the results. Bypassing most frequently occurs during adjustment, processing or machining (e.g., wrapping the bags, pressing the parts and more), and troubleshooting activities. If we consider the list of activities classified by their type—in setting, operation, and maintenance—bypassing usually happens during operations (e.g., adjustment, machining, unjamming, inspection, and checking), then maintenance (e.g., cleaning, troubleshooting, and preventive maintenance) second.
An analysis was carried out on the incentives that cause the bypassing of safeguards on the machines studied. Table 5 illustrates the most frequent actual incentives to bypass (with slight or significant effects) in the companies. The incentives to bypass shown in Table 5 have been chosen based on the Pareto principle (80–20 rule). Twenty percent of the 72 incentives is equal to 14.4. Therefore, we considered the first 15 incentives from the list of all existing incentives in descending order of frequency in Appendix C. The companies believe that bypassing usually occurs due to the incentives related to productivity issues (Table 5). The majority of the most frequent incentives in the companies (I24, I19, I15, I17, I36, I44, I25, I8 and I37) are identical to the most frequent incentives available in the literature (see Haghighi, Chinniah and Jocelyn [56]). Even though the four case studies do not allow for results to be generalized, the consistency in the literature shows a certain ability of the tool to be applied to overcome the bypassing issue related to machinery safeguards.
4.2.1. Leveraging the Probability Levels to Prioritize Machines and Safeguards Where Bypassing Needs to be Tackled
Dabbagh and Yousefi [7] stated that an OHS risk management system is essential to identify and prioritize risks aiming to ensure that corrective or preventive measures are considered to reduce the negative consequences of risks. Therefore, this paper benefits this concept and presents a safety improvement prioritization method to prevent bypassing. The machines and then safeguards are prioritized based on the probability level of bypassing or the number or effects of incentives to bypass. This prioritization guides the OHS practitioners through their action plan to tackle that issue in order to prevent accidents. The companies could plan preventive measures based on the companies’ resource limitations, work conditions and policies. The prioritization is carried out in the following steps:
- The machines that have at least one activity whose probability level of bypassing for its safeguard is “High”. Subsequently, the other machines with “Significant”, “Moderate”, and “Low” levels of bypassing probability for their safeguards would be respectively placed in the next priorities with the same process.
- For the machines whose safeguards have an identical probability level of bypassing, we consider a machine whose safeguards have more existing incentives.
- If the number of existing incentives is equal for some machines, a machine that has more incentives with a significant effect “++” would be taken into account. Next, a machine that has more incentives with a slight effect “+”.
- After prioritizing the machines and safeguards in the companies, the incentives with a significant effect “++”, and then, the incentives with a slight effect “+” are considered for defining the preventive measures in order to eliminate or reduce the incentives to bypass safeguards on each machine.
Table 6 depicts the prioritization of machines, as well as the prioritization of safeguards in each company to tackle bypassing. The numbers beside the name of the machines and also the safeguards specify their priority levels, which are sorted in ascending order, from the highest priority to the lowest.
Some safeguards exist for more than one activity (Appendix C). These safeguards were prioritized only once with the highest probability level of bypassing that they have. For instance, the interlocking guard is the existing safeguard during four activities on the wire drawing machine in company B. Since the probability level of bypassing for one of the activities is significant, it was considered in the first priority, therefore, we avoided prioritizing the same safeguard in the next levels. Additionally, the same method was used for the interlocking key in the control panel, the light curtain to avoid entering the area where the operator must put the bags and fence on the Megabale press, the enclosure with an interlocking key in the control panel on the discharge conveyor, the gate with an interlocking key in the control panel and fence on the small bag press, and the light curtain on the wrapping machine in company C.
The bagger and robot cell in company A could be excluded from the prioritization process because these two machines were the machines manufactured by company A. In Section 4.1, it was concluded that the assessment tool was not practical for those machines. Coater #2 and Winder have the same priority in company D, because they have identical incentives with the same effect level.
To further prioritize incentives, we recommend that OHS practitioners consider in their company (i) the rate of repetition of incentives in each group of incentives, with either a significant effect or slight effect, (ii) the logic of the hierarchy of risk reduction measures in ISO 12100 [41], Giraud [68], from the most to least effective measures where some incentives have the same effect level. These references suggest starting, respectively, with inherently safe design measures, safeguarding, warning signs, safe work procedures, personal protective equipment (PPE), and training. Therefore, the OHS practitioners could first take preventive action to eliminate or reduce the incentives related to the machine or safeguarding and then the incentives related to the organization and individuals, (iii) a consensus among OHS practitioners and mainstream operators when some incentives associated with the same kind of preventive measures exist [12].
Section 4.2.2 recommends relevant preventive measures for the incentives identified in the case studies.
4.2.2. Suggestions for Preventive Measures
In this paper, we focus on the incentives that actually exist in the workplace and where the bypassing occurred. Table 7 presents the incentives that have had significant effects among the incentives listed in Appendix C and have caused the bypassing of safeguards in more than half of the companies visited. Therefore, the safeguards and subsequently, the machines with “Moderate” and “Low” probability levels of bypassing, would be excluded. For instance, the grinding machine and the drill press in company A as well as the strander in Company B would be ignored, because “Moderate” bypassing probability means that the safeguard is not bypassed and the potential incentives only exist and might cause bypassing in the future. In addition, “Low” bypassing probability means that there are no incentives to bypass (Table 2). The proper preventive measures for the incentives are suggested among the 82 solutions generated through a review carried out by Haghighi, Chinniah and Jocelyn [56]. That review-based study reported that designers and manufacturers play significant roles to prevent bypassing. For instance, designers are required to comply with standards to provide well-designed and safe machinery. In addition, manufacturers should not overlook the quality of safety measures because of financial reasons [56]. Moreover, the employer is responsible for establishing OHS rules, providing safer machines and safeguards, and protecting the workers’ health [10,56].
In the following, the preventive measures, as a sample, are explained in three categories including technical, organizational, and individual, as expressed by Haghighi, Chinniah and Jocelyn [56] as influential factors. In addition, the incentives (Table 7) written in parentheses could be eliminated or reduced through those solutions. The companies could generalize this approach in order to take preventive measures for other incentives with a slight effect and also for the potential incentives in the next steps. Furthermore, they could apply other preventive measures from the list of solutions existing in the above-mentioned study. These measures (e.g., implementing an OHS management system (e.g., ISO 45001 [69]), developing a health and safety culture, considering defeating when defining the plans and goals) could generally have an overall effect in promoting the use of safeguards in the enterprises, and not only on a specific incentive. As Kim et al. [70] stated, a culture of prevention is required to overcome OHS issues.
- Suggestions related to the technical factors are listed below to prevent bypassing:
- Consider the special control modes, required operating modes, or alternate safeguarding devices such as an enabling device, or a hold-to-run device required during the activities in those control modes (I19, I20, I24, I58). Reduce the speed, for instance, to a quarter of the original full speed.
- All of the safeguards and alternate safeguarding devices could be controlled by a safety smart controller. For instance, use interlocks, i.e., stopping movement, when guards are opened or removed (I17).
- “New technological advances”, “safety engineering aspects” and substantial expenses for controls could protect the safeguards against bypassing (I17, I19, I24, I43, I58).
- Passive design and configurable design could be applied in order to mitigate the incentives to bypass (I17, I19, I24). Barriers, interlocks, two-hand devices, hold-to-run controls, and presence sensing devices are examples of a passive design. For instance, movable guards could be replaced with interlocking guards with or without guard locking. As Schuster [49] stated, the configurable design allows the worker to change the behavior of safety measures when a kind of energy is required for carrying out some activities such as maintenance, unjamming, or robot teaching. In addition, a lockable system design locks the safety configuration selected and protects those configuration changes. This alternative could be used instead of lockout.
- Communication between manufacturers and companies could help find technical solutions to facilitate operations without disabling safeguards (I19, I24, I58).
- The accessibility of tools or keys for bypassing interlocks could be limited (I17, I18). For example, the interlocks or the panels containing the keys could be installed out of reach (e.g., up high) or be placed in a lockbox so that only supervisors would be able to access the keys to the controls.
- “Error messages”, “audible or visible alarms” could be applied to machines to detect when safeguards are bypassed.
- Suggestions related to organizational factors are listed below to prevent bypassing:
- Procedures could clarify that the safeguards should be in place and utilized (I46).
- The workers could be involved during machine procurement and also other OHS issues (I36, I46). This shows that management pays attention to the workers’ needs. With their participation, workers are encouraged to respect safety rules and procedures.
- An employer is liable for respecting OHS regulations and ensuring that protection devices function sufficiently. He or she would not tolerate or order manipulation (I36). The employer will suffer legal troubles because of accidents due to bypassing.
- The workers are prohibited from disabling safety measures (I46).
- Appropriate supervision results in workers avoiding manipulation (I46). Furthermore, such monitoring could show management’s commitment at all organizational levels (I36).
- Employers could provide the required training and retraining (I36). The Systematic Approach to Training (SAT) develops and organizes a training program to be in line with the “environmental and occupational hazards” faced in industry, the opinions of end-users and their training needs to meet learning objectives [71].
- Management could clarify to workers that defeating is not tolerated and pay attention to workers’ recommendations (I36).
- Managers could raise their awareness of hazards in order to improve their commitment (I36).
- New machines could be provided or existing machines could be upgraded (I17, I18, I19, I20, I24, I43, I46, I58). For instance, automatic systems are suggested, such as the CNC lathe machine with full safety enclosures or fully automatic wire drawing machines. These improvements facilitate work, might change the workers’ old habits, and they would not easily disable advanced safety measures.
- Safety signs, images, and videos at toolbox talks could raise awareness (I46).
- Clear and detailed guides could change workers’ beliefs (I46).
- Suggestions related to the individual factors are listed below to prevent bypassing:
- Workers are responsible for using safeguards (I46).
- Workers could promote an awareness of bypassing (I46).
These actions could help employees change their habits.
Companies could select the above-mentioned modifications related to machinery and safeguards (technical modifications and upgrading) in consultation with a safety engineer in mechanical and electrical disciplines by investigating the machine and the condition of its safeguards in detail. Therefore, they could find suitable solutions. Moreover, as Jocelyn et al. [72] stated, the users of the machine need to validate the safety function when they modify the machinery. When a company upgrades a machine or makes some changes to a machine or its safeguards (e.g., for example, an old machine in the company), there is no organization or body in the province of Quebec that would certify those modifications in order to ensure machine safety and only engineers are supposed to by law. Europe has such a certification. Ontario has a prestartup report. Therefore, the authors recommend that a body such as CNESST (Commission des normes, de l’équité, de la santé et de la sécurité du travail) could define a mechanism to inspect and verify the modifications in order to ensure that the safety of the machinery is sufficient and to certify those changes. In addition, the companies would not allow the machines and safeguards to be modified independently and without the supervision of a third party.
4.3. Impact and Further Research
Ideally, machines are designed in such a way that they minimize the motivation to defeat safeguards by minimizing possible interference with activities during operation, maintenance, set-up and other phases of the machine’s life cycle. The ISO 14119 design standard, which is related to the safety of machinery, lists technical measures to minimize defeating possibilities of interlocking devices.
In the literature that was consulted, very few tools exist to prevent bypassing and there is no indication that the few tools that do exist were tested: IFA [42], DGUV [58], and Suvapro [59]. Only the ISO 14119-inspired tool developed by Haghighi, Jocelyn and Chinniah [12] was tested, but only theoretically. Consequently, this paper contributes to the completion of the testing of Haghighi, Jocelyn and Chinniah’s [12] bypassing-related assessment tool by performing a practical testing of its performance through real industrial case studies at the machinery use phase. On the one hand, the testing results show that the ISO 14119-inspired tool is appropriate in the real world. On the other hand, the results allow to present in this actual paper an improved version of this tool. According to the research team’s observations during visits, as well as during their meetings and discussions with OHS practitioners in the companies, they found that the majority of incentives extracted from the review of scholarly references comply with what they observed in real workplaces.
The aforementioned bypassing-related assessment tool applies a preventive approach based on risk management principles and by identifying existing incentives (potential or actual) for avoiding the act of bypassing rather than taking corrective actions after the occurrence of manipulation. This could be achieved by the realistic identification of incentives to bypass from various categories of incentives. The findings (i) reveal that the tool is both practical and appropriate for the usage phase of a machine while identifying the incentives to bypass, as well as estimating the probability of bypassing; (ii) demonstrate how OHS practitioners, through the results of the tool, could effectively influence organizational decision-making to minimize incentives to bypass and subsequently to control the probability of bypassing in order to prevent bypassing-related accidents.
Therefore, the improved tool proposed can be used to assess incentives on existing machines. Even though the tool is dedicated to the machine use phase, these incentives can provide additional guidance to machine designers via input from end-users according to the feedback loop that is recommended by ISO 12100:2010 in the risk reduction process.
Future research could concentrate on the integration of the “probability of bypassing” as a parameter in OHS risk estimation tools. As such, ISO 12100 [41] stated that the possibility of manipulation should be considered in risk estimation. In addition, the risk of harm could increase considerably by disabling interlocking devices [11]. Since the bypassing of safeguards might have an impact on the probability of harm and not the severity of harm, this case could be investigated further. In addition, the various risk estimation tools and relevant standards could be studied in order to integrate the type of assessment tool that is applicable (for example, risk assessment task-based tools and others).
A future research associated with the measurable probability of bypassing, as an OHS leading key performance indicator (KPI), could inform on how well the enterprise performs in bypassing prevention or accident prevention.
Another future study on the current topic is recommended in order to formalize the bypassing situation. This would mean listing different kinds of bypassing situations (e.g., using a key, disabling sensors with metal, manipulating the programming and so on). In different companies, not all OHS practitioners have scientific knowledge related to this concept. Therefore, such formalization could help them gain a clear perception of what a bypassing situation concept is. In addition, the possibility of generalizing the tool to the other risk reduction measures in the hierarchy of [41], including safe working methods such as lockout, warning signs and PPEs, could be investigated. The incentives for not applying each risk reduction measure could be identified.
Thanks to new technologies and Industry 4.0, the use of guards and protective devices could be promoted. This could also be an interesting avenue for further research. Industry 4.0 could allow the real-time monitoring of guards and the condition of protective devices. Therefore, Industry 4.0 elements could be studied to find a way for OHS practitioners and supervisors to ensure that the safeguards are in place, or they could detect the incentives for taking action immediately in order to prevent any possible serious injuries or fatalities. In addition, utilizing such new technologies, the communication between machine users, machine designers, and machine manufacturers could also be easier and more efficient, relying on real-time information related to the incentives to bypass.
5. Conclusions
Standards and regulations require organizations to apply guards and protective devices if hazards cannot be inherently reduced or eliminated on machinery. Bypassing safeguards is forbidden during workers’ interventions on machinery because it increases the risk of harm and subsequently causes serious injuries and fatalities. This paper presented a case-oriented process to test and improve an ISO 14119-inspired tool to prevent bypassing safeguards on industrial machines. Four companies applied the tool to 18 machines and 37 activities. The four companies that participated are involved in different areas in the manufacturing sector, including equipment, iron and steel, horticulture and agriculture, as well as pulp and paper. OHS practitioners in the companies were the users of the tool for estimating the probability level of bypassing safeguards. Their feedback received after the application of the tool revealed their approval of the appropriateness of the tool, with 82% satisfaction in the machinery use phase. Moreover, their opinions suggest that the tool is sufficient for identifying the incentives among the existing list of incentives in the tool, as well as estimating the probability level of bypassing. Their opinions also suggested that the tool was more applicable to machinery at the usage phase (e.g., setting, maintenance, and operation) instead of machinery at the design phase. This statement reinforces the fact that the tool has always been dedicated, from the very start, to the use phase of machines.
Of course, the higher the number of case studies there are, the more accurate the overall satisfaction will be. However, the 82% result is totally acceptable, since four to ten cases are usually sufficient for case study-based methodologies [65]. Therefore, the tool is useful to prevent bypassing on machinery at the use phase and it helps companies find the existing incentives to bypass among different elements of their work environment (e.g., human, machine, procedures, and others). Subsequently, they could define suitable preventive measures in order to eliminate or reduce the corresponding existing incentives. Furthermore, some modifications were carried out on the tested assessment tool based on the companies’ comments. The visual representation of the tool was changed so that the incentives were written in a horizontal format in order to respect ergonomic principles (e.g., posture) for the users of the assessment tool. More clarification of the incentives was taken into account. All modifications are available in the improved version.
Afterwards, this paper presented a process to prioritize (i) the machines and safeguards based on the four bypassing probability levels, and (ii) the incentives with significant and slight effects. In addition, some preventive measures were recommended for the incentives that had a significant effect as a sample. The prioritization process and the suggested preventive measures in Section 4.2.2 were explained in order to show the companies, as the users of the machines, how the results of the assessment tool could help them in their organizational decision-making. Decision-makers could plan and take sufficient actions by considering their company’s strategies, policies and resource limitations. Therefore, they could make modifications to their equipment and improve the culture of safety as a highly reliable organization in order to (i) promote the use of safeguards, (ii) minimize bypassing-related accidents, and subsequently (iii) increase productivity within their company.
Author Contributions
Conceptualization, A.H., S.J. and Y.C.; methodology, A.H., S.J. and Y.C.; validation, S.J. and Y.C.; formal analysis, A.H. and S.J.; investigation, A.H. and S.J.; writing—original draft preparation, A.H.; writing—review and editing, A.H., S.J. and Y.C.; supervision, Y.C.; project administration, S.J. and Y.C.; funding acquisition, A.H., and Y.C. All authors have read and agreed to the published version of the manuscript.
Funding
This research was funded by Natural Sciences and Engineering Research Council of Canada (NSERC), grant number RGPIN-2017-05629.
Acknowledgments
The authors are very grateful to NSERC for financial support. They wish to thank the companies that agreed to participate in this study. In addition, they wish to thank the Senior Health and Safety Advisor at Hydro Québec, Roger Laramée, also the director and the engineer of Intervention Prevention Inc., respectively, Pascal Poisson and Barthélemy Aucourt, who facilitated the process of selecting companies and meetings with the companies.
Conflicts of Interest
The authors declare no conflict of interest.
Appendix A
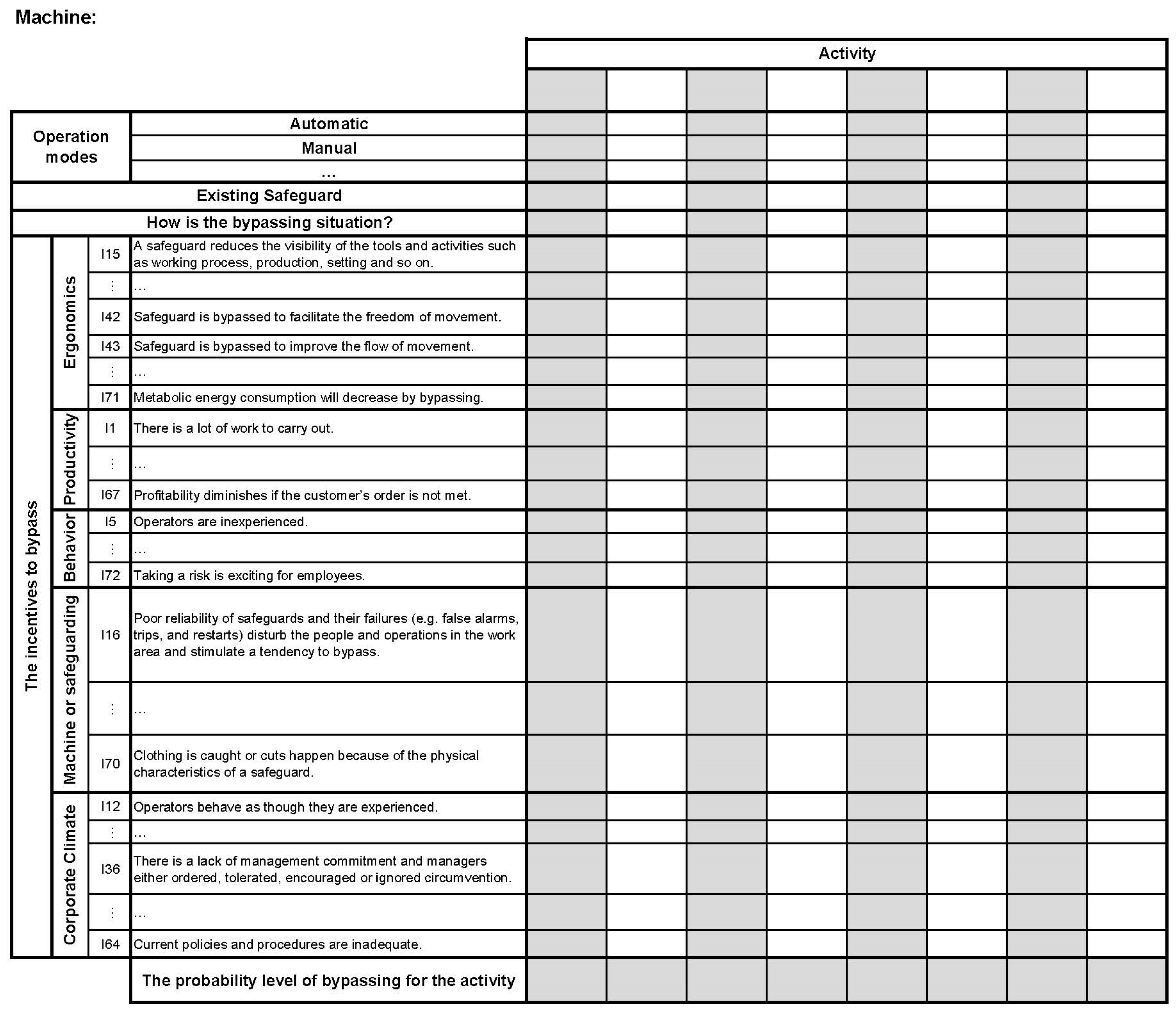
Figure A1.
The former proposed ISO 14119-inspired tool to prevent bypassing safeguards on industrial machines.
Figure A1.
The former proposed ISO 14119-inspired tool to prevent bypassing safeguards on industrial machines.

Appendix B

{kind=link}
{kind=link}
Table A1.
The questionnaire for receiving the occupational health and safety (OHS) practitioners’ feedback.
Table A1.
The questionnaire for receiving the occupational health and safety (OHS) practitioners’ feedback.
| Questionnaire-OHS Practitioner’s Opinions | ||
|---|---|---|
| Company Information | ||
| Company Name: | Sector: | |
| Number of employees: | Type of production/services: | |
| Address: | ||
| Contact person (OHS practitioner) | ||
| Name: | Position: | |
| Experience in the position (year): | Date of completion: | |
| While using the tool | 1- Is the list of incentives in the tool satisfying?
⬜Yes
⬜No Explain:………………………………………………………………………………. ………………………………………………………………………………………... | |
| 2- Is the tool easy to use (user-friendly)?
⬜Yes
⬜No Explain:………………………………………………………………………………. ………………………………………………………………………………………... | ||
| 3- Is the tool useful to identify the incentives to bypass in the company? ⬜Yes ⬜No Explain:………………………………………………………………………………. ………………………………………………………………………………………... | ||
| The results of the tool | 1- Is the tool appropriate to estimate the probability of bypassing in the company?
⬜Yes
⬜No Explain:………………………………………………………………………………. ………………………………………………………………………………………... | |
| 2- Are the probability levels of bypassing accurate based on the work environment of the company?
⬜Yes
⬜No Explain:………………………………………………………………………………. ………………………………………………………………………………………... | ||
| 3- Is the tool useful to prevent bypassing?
⬜Yes
⬜No Explain:………………………………………………………………………………. ………………………………………………………………………………………... | ||
| Limitations of the tool: | ||
| Other comments: | ||
| Signature ---------------------------------------------------- Date --------------------------- | ||
Appendix C
Table A2.
The existing incentives to bypass identified for every safeguard and its probability level of bypassing obtained from applying the tool to case studies.
Table A2.
The existing incentives to bypass identified for every safeguard and its probability level of bypassing obtained from applying the tool to case studies.
| Company | Machine | Activity | Operation Modes 1 | Existing Safeguard | Answer to Question | The Incentives to BYPASS 2,3 | The Probability Level of Bypassing for the Activity |
|---|---|---|---|---|---|---|---|
| A | Bagger | Adjustment of the conveyor speed | Man. | Interlocking access gate | A | I24- I40- I41- I43- I58- I2- I3- I4- I19- I38- I44- I50- I61- I67- I46- I18- I36- I64 | High |
| Robot cell | Teach programming of the robot in the manual mode | Auto | Emergency stop safety function triggered by enclosure opening or E-stop button | A | I24- I1- I3- I4- I25- I32- I33- I44- I50- I61- I67- I46- I17- I18- I36- I52 | High | |
| Drill press | Machining | Auto | Chuck guard | B | I15- I21- I20- I50- I5- I18- I12- I27- I52 | Moderate | |
| Conventional lathe machine | Machining | Man. | Interlocking removable guard (protection against projection: protection against fluid and falling metals) | A | I15- I24- I34- I47- I1- I19- I20- I22- I25- I50- I18- I23 | Significant | |
| Interlocking movable chuck guard | B | I24- I47- I1- I19- I20- I50- I18 | Moderate | ||||
| Protective curtain (screw bearing protection) | B | I18 | Moderate | ||||
| Interlocking movable guard (protection of the other team members against projection of fluid or falling of metals) | C | - | Low | ||||
| Cleaning | Man. | Interlocking removable access guard (access to the back of the machine) | B | I18 | Moderate | ||
| Grinding machine | Grinding | Man. | Removable guard (protection against sparks) | B | I15- I43- I47- I1- I20- I17- I18- I57 | Moderate | |
| Brushing | Man. | Movable guard (protection against projection) | B | I43- I47- I1- I20- I17- I18- I57 | Moderate | ||
| B | Wire drawing machine | Pulling a new wire from the crown to the finishing block or replacing the matrices (dye) | Auto | Interlocking guard | B | I24- I31- I58- I3- I4- I14- I19- I20- I25- I33- I50- I5- I6- I7- I8- I9- I10- I49- I18- I29- I55- I70- I12- I51- I52- I53- I54- I60- I64 | Moderate |
| Inspecting the wire being drawn | Auto | Interlocking guard | B | I15- I24- I40- I42- I71- I3- I19- I20- I50- I5- I6- I8- I10- I49- I62- I17- I18- I29- I12- I36- I37- I51- I52- I53 | Moderate | ||
| Welding and grinding the wire ends of the 2 crowns while the wire drawing machine is running | Man. | Interlocking guard | B | I15- I40- I47- I3-I50- I5- I6- I8- I10- I13- I49- I62- I17- I18- I12- I36- I37- I51- I52- I53 | Moderate | ||
| Disassembly, adjustment or cleaning of the wire drawing machine in interlocking guard sections | Man. | Interlocking guard | A | I15- I21- I71- I2- I3- I14- I19- I20- I25- I33- I44- I50- I6- I8- I10- I49- I62- I17- I18- I28- I29- I55- I69- I12- I36- I37- I51- I52- I53 | Significant | ||
| Galvanizing lead bath | Passing the wire in the lead bath | Man. | Removable guard | A | I24- I31- I35- I42-I43- I58- I71- I2- I3- I14- I19- I20- I25- I33- I44- I65- I67- I6- I7- I8- I46- I49- I62- I17- I30- I55- I12- I27- I36- I37- I54 | Significant | |
| Strander | Monitoring from outside the enclosure while the equipment is running | Auto | Interlocking guard | C | - | Low | |
| Hydraulic press | Pressing the parts | Man. | Protection rods | A | I15- I24- I43- I58- I71- I3- I19- I22- I44- I67- I6- I7- I8- I9- I10- I46- I62- I17- I18- I23- I36- I37- I51- I60 | Significant | |
| C | Discharge conveyor | Unjamming | Auto or Man. | Enclosure with interlocking key in the control panel | A | I15- I24- I31- I34- I40- I42- I43- I58- I71- I1- I2- I3- I4- I14- I22- I25- I32- I33- I44- I50- I65- I67- I6- I7- I8- I46- I49- I62- I17- I18- I26- I28- I55- I66- I69- I70- I12- I27- I36- I37- I51- I52- I60 - I63- I64 | High |
| Preventive maintenance | Man. | Enclosure with interlocking key in the control panel | B | I15- I31- I34- I39- I42- I58- I71- I1- I3- I19- I38- I67- I7- I8- I62- I17- I18- I57- I69- I12- I27- I36- I37- I51- I52- I60- I63- I64 | Moderate | ||
| Weekly cleaning | Man. | Enclosure with interlocking key in the control panel | B | I34- I58- I1- I2- I3- I25- I33- I5- I7- I8- I62- I17- I18- I57- I69- I12- I36- I37- I51- I52- I63- I64 | Moderate | ||
| Megabale press | Access on the top of the machine for inspection/troubleshooting in operation | Auto or Man. | Interlocking key in the control panel | A | I15- I24- I31- I34- I39- I40- I42- I43- I58- I71- I1- I2- I3- I4- I14- I19- I20- I25- I32- I33- I38- I44- I50- I67- I6- I7- I8- I46- I49- I62- I17- I18- I26- I28- I55- I57- I69- I12- I27- I36- I37- I51- I52- I53- I60- I63- I64 | High | |
| Fence | B | I12- I27- I36- I37- I51- I52- I60- I63- I64 | Moderate | ||||
| Operation | Auto or Semi | Light curtain to avoid entering the area where the operator must put the bags | B | I15- I71- I2- I3- I14- I20- I32- I33- I67- I7- I62- I17- I57- I12- I27- I36- I37- I51- I52- I60- I63- I64 | Moderate | ||
| Preventive maintenance | Auto or Man. or Semi | Light curtain to avoid entering the area where the operator must put the bags | B | I15- I24- I31- I39- I58- I71- I2- I3- I4- I19- I20- I25- I32- I33- I38- I44- I6- I7- I8- I46- I49- I62- I17- I18- I26- I28- I45- I55- I57- I69- I12- I27- I36- I37- I51- I52- I53- I60- I63- I64 | Moderate | ||
| Interlocking key in the control panel | B | I15- I24- I31- I39- I58- I71- I2- I3- I4- I19- I20- I25- I32- I33- I38- I44- I6- I7- I8- I46- I49- I62- I17- I18- I26- I28- I45- I55- I57- I69- I12- I27- I36- I37- I51- I52- I53- I60- I63- I64 | Moderate | ||||
| Fence | B | I12- I27- I36- I37- I51- I52- I60- I63- I64 | Moderate | ||||
| Floor conveyor | Recycling good product from rejected bags | Auto | Interlocking enclosure | A | I15- I24- I31- I34- I35- I40- I42- I43- I58- I71- I1- I2- I3- I4- I14- I22- I25- I33- I44- I67- I6- I7- I8- I46- I62- I17- I18- I26- I28- I55- I57- I12- I36- I37- I51- I52- I53- I60- I63- I64 | High | |
| Continuous operation | Auto or Man. | Fence | B | I15- I24- I31- I40- I42- I43- I71- I3- I44- I67- I7- I8- I46- I49- I62- I17- I18- I57- I12- I36- I37- I51- I52- I53- I60- I63- I64 | Moderate | ||
| Preventive maintenance | Man. | Guard | A | I15- I24- I34- I35- I58- I3- I19- I20- I38- I44- I67- I8- I46- I49- I62- I17- I18- I26- I57- I12- I27- I36- I37- I51- I52- I53- I60- I63- I64 | Significant | ||
| Wrapping machine | Wrapping two bags with plastic | Auto or Man. | Light curtain | A | I15- I24- I31- I35- I42- I43- I58- I71- I1- I2- I3- I14- I19- I20- I25- I32- I33- I38- I44- I67- I6- I7- I8- I46- I62- I17- I18- I26- I28- I29- I57- I69- I12- I36- I37- I51- I52- I53- I60- I63- I64 | High | |
| Cleaning | Man. | Light curtain | B | I5- I6- I7- I8- I11- I46- I49- I62- I17- I18- I57- I12- I27- I36- I37- I51- I52- I53- I60- I63- I64 | Moderate | ||
| Preventive maintenance | Man. | Light curtain | B | I31- I58- I2- I19- I20- I38- I8- I46- I49- I62- I17- I18- I57- I69- I12- I27- I36- I37- I51- I52- I53- I60- I63- I64 | Moderate | ||
| Small bag press | Troubleshooting of pneumatic system | Man. | Gate with Interlocking key in the control panel | A | I15- I24- I39- I42- I43- I58- I71- I1- I2- I3- I4- I14- I19- I20- I25- I32- I33- I38- I44- I67- I6- I7- I8- I46- I62- I17- I18- I26- I28- I29- I57- I69- I70- I12- I36- I37- I51- I52- I53- I60- I63- I64 | High | |
| Fence | B | I12- I27- I36- I37- I51- I52- I60- I63- I64 | Moderate | ||||
| Daily maintenance (door greasing, minor adjustments, changing Teflon on the sealer) | Auto or Man. or Semi | Gate with Interlocking key in the control panel | B | I24- I31- I39- I40- I58- I1- I2- I3- I14- I25- I32- I38- I44- I67- I8- I46- I49- I62- I17- I18- I56- I57- I69- I12- I27- I36- I37- I51- I52- I53- I60- I63- I64 | Moderate | ||
| Fence | B | I12- I27- I36- I37- I51- I52- I60- I63- I64 | Moderate | ||||
| Normal operation | Auto | Gate with Interlocking key in the control panel | B | I58- I2- I3- I20- I22- I32- I67- I49- I62- I17- I18- I29- I56- I69- I12- I27- I36- I37- I51- I52- I53- I60- I63- I64 | Moderate | ||
| Fence | B | I12- I27- I36- I37- I51- I52- I60- I63- I64 | Moderate | ||||
| D | Coater #1 | Adjustment of dyes | Man. | Movable guard | A | I15- I19- I22- I25- I32- I46- I17 | Significant |
| Troubleshooting of gas flame and camera | Man. | Fixed guard | A | I24- I19 | Significant | ||
| Troubleshooting of control box | Auto | Fixed guard | A | I24- I19 | Significant | ||
| Coater #2 | Adjustment | Man. | Fixed guard | A | I24- I19 | Significant | |
| Checking the belt | Man. | Fixed guard | A | I24- I19 | Significant | ||
| Fitting the switch | Man. | Fixed guard | A | I24- I19 | Significant | ||
| Winder | Adjustment of control valve | Man. | Fixed guard | A | I24- I19 | Significant | |
| Lathe machine | Tool adjustment | Man. | Movable guard | A | I15- I24- I58- I19 | Significant |
1 Man. = Manual, Auto = Automatic, Semi = semiautomatic. 2 The definitions for the codes of incentives are available in Appendix D and came from [56]. 3 Underlined font = incentive with significant effect (++), Normal font= incentive with slight effect (+).
Appendix D
Table A3.
Definitions of the incentive codes from [12] with the improved version of some based on OHS practitioners’ feedback.
Table A3.
Definitions of the incentive codes from [12] with the improved version of some based on OHS practitioners’ feedback.
| Code of Incentives | Definition |
|---|---|
| I1. | There is a lot of work to carry out. |
| I2. | Reaching into a hazardous zone several times to do the work. |
| I3. | Using safeguards is extra work. |
| I4. | Using safeguards is time-consuming. |
| I5. | Operators are inexperienced. |
| I6. | Operators feel machines are safe without safeguards, and using them is unnecessary. |
| I7. | There is a lack of knowledge on the hazards, the severity of consequences or the risks due to the defeating of safeguards. |
| I8. | The risk of bypassing is underestimated or overlooked. |
| I9. | Operators do not know that using a safeguard is required. |
| I10. | Operators forget to use the safeguard. |
| I11. | Operators think that they used the safeguard. |
| I12. | Operators behave as though they are experienced. |
| I13. | Operators cannot explain why they do not use a safeguard. |
| I14. | Safeguards disturb the work process and production. |
| I15. | A safeguard reduces the visibility of the tools and activities such as working process, production, setting and so on. |
| I16. | Poor reliability of safeguards and their failures (e.g., false alarms, trips, and restarts) disturb the people and operations in the work area and stimulate a tendency to bypass. |
| I17. | Safeguards can be disabled easily and with little effort. |
| I18. | The required tools or keys for defeating are accessible in enterprises. |
| I19. | Safeguard removal is necessary to perform activities such as adjustments, troubleshooting, maintenance, and installation (no specific operation modes exist for performing them). |
| I20. | Coping with faults would be more efficient with safeguard circumvention. |
| I21. | Removing and installing safeguards frequently for lubrication is tedious. |
| I22. | Acting quickly to remove products that fall off without interrupting production. |
| I23. | Producing unusual pieces of work requires a safeguard defeat. |
| I24. | Bypassing provides convenience and facilitates work. |
| I25. | Safeguards in place slow down the work process and production. |
| I26. | Safeguards are difficult to use because they are impractical. |
| I27. | Other individuals are involved, not just operators. |
| I28. | An unsuitable safeguard has been selected at the design phase, which is unacceptable for the operator. |
| I29. | Easy access to software and switches make safeguards possible to defeat. |
| I30. | Safeguards are not maintained correctly to ensure complete protection. |
| I31. | A safeguard limits the adequate lighting in a workplace. |
| I32. | Bypassing increases downtime due to production disturbances. |
| I33. | A safeguard is an obstruction to quickening the pace of work and enhancing productivity. |
| I34. | Machinery and safeguards are not user friendly and have poor ergonomics. |
| I35. | There is not enough workspace when using a safeguard. |
| I36. | There is a lack of management commitment and managers either ordered, tolerated, encouraged or ignored circumvention. |
| I37. | There are no enforcement or disciplinary actions for those who bypass safeguards. |
| I38. | A safeguard is bypassed to obtain greater precision. |
| I39. | Safeguard is bypassed to have better audibility. |
| I40. | Safeguard is bypassed to require less physical effort. |
| I41. | Safeguard is bypassed to reduce the rate of travel. |
| I42. | Safeguard is bypassed to facilitate the freedom of movement. |
| I43. | Safeguard is bypassed to improve the flow of movement. |
| I44. | Safeguards are bypassed to save time carrying out the operations. |
| I45. | There is an unsuitable machine to work with. |
| I46. | Bypassing is a habit. |
| I47. | Safeguard is bypassed because of stress. |
| I48. | A safeguard vibrates or rattles. |
| I49. | Bypassing occurs with experienced operators because they think that they are less at risk than others. |
| I50. | There is time pressure to perform the job or to meet expectations. |
| I51. | There is a lack of adequate training and awareness about manipulation. |
| I52. | Bypassing a safeguard is not detectable; they are usually restored or bosses cannot detect it. |
| I53. | Employee involvement is ignored when procuring machines or other OHS issues. |
| I54. | Experienced operators force others to bypass, or defeating is carried out with peers. |
| I55. | The machine design is poor. |
| I56. | There is a lack of flexibility in programming (e.g., a program that goes back to the beginning when the machine was stopped for swarf removal, etc., and it cannot be restarted mid-cycle or when the safeguard has to be enabled all the time or just during CNC mode.) |
| I57. | The regulatory requirements do not clarify whether safeguards should be operated all the time or just when operating in CNC mode. |
| I58. | There is impaired accessibility to the job and the tools. |
| I59. | Bypassing occurs to achieve encouragement and performance bonuses from bosses. |
| I60. | There is no supervision that monitors if a safeguard is enabled. |
| I61. | Bypassing occurs because of financial pressures. |
| I62. | Safeguards are not checked before operating the machine to ensure that they are in place. |
| I63. | The issue of defeating is not integrated into a culture of safety. |
| I64. | Current policies and procedures are inadequate. |
| I65. | The time costs due to a program restart are reduced. |
| I66. | Machines are produced by manufacturers with poor quality safeguards. |
| I67. | Profitability diminishes if the customer’s order is not met. |
| I68. | Moving the heavy safeguard is difficult. |
| I69. | The safeguard’s size makes it difficult to access areas around it. |
| I70. | Clothing is caught or cuts happen because of the physical characteristics of a safeguard. |
| I71. | Metabolic energy consumption will decrease by bypassing. |
| I72. | Taking a risk is exciting for employees. |
References
- Pagell, M.; Johnston, D.; Veltri, A.; Klassen, R.; Biehl, M. Is safe production an oxymoron? Prod. Oper. Manag. 2014, 23, 1161–1175. [Google Scholar] [CrossRef]
- Lo, C.K.Y.; Pagell, M.; Fan, D.; Wiengarten, F.; Yeung, A.C.L. OHSAS 18001 certification and operating performance: The role of complexity and coupling. J. Oper. Manag. 2014, 32, 268–280. [Google Scholar] [CrossRef]
- Fernández-Muñiz, B.; Montes-Peón, J.M.; Vázquez-Ordás, C.J. Relation between occupational safety management and firm performance. Saf. Sci. 2009, 47, 980–991. [Google Scholar] [CrossRef]
- Smallman, C.; John, G. British directors perspectives on the impact of health and safety on corporate performance. Saf. Sci. 2001, 38, 227–239. [Google Scholar] [CrossRef]
- Loeppke, R.; Taitel, M.; Richling, D.; Parry, T.; Kessler, R.C.; Hymel, P.; Konicki, D. Health and productivity as a business strategy. J. Occup. Environ. Med. 2007, 49, 712–721. [Google Scholar] [CrossRef]
- Hesapro. The Link between Productivity and Health and Safety at Work—Background Research Paper. Available online: https://docplayer.net/7790585-The-link-between-productivity-and-health-and-safety-at-work.html (accessed on 10 August 2020).
- Dabbagh, R.; Yousefi, S. A hybrid decision-making approach based on FCM and MOORA for occupational health and safety risk analysis. J. Saf. Res. 2019, 71, 111–123. [Google Scholar] [CrossRef]
- Apfeld, R.; Huelke, M.; Lüken, K.; Schaefer, M.; Paridon, H.; Windemuth, D.; Zieschang, H.; Preuße, C.; Umbreit, M.; Hüning, A.; et al. Bypassing of Protective Devices on Machinery (HVBG Report); Hauptverband der gewerblichen Berufsgenossenschaften (HVBG): Sankt Augustin, Germany, 2006. [Google Scholar]
- Apfeld, R. Stop defeating the safeguards of machines. In Proceedings of the 6th International Conference Safety of Industrial Automated Systems, Tampere, Finland, 14–15 June 2010; p. 15. [Google Scholar]
- Zimmermann, A. SuvaPro-STOP à la manipulation des dispositifs de protection. Benefit 2007, 3, 9–10. [Google Scholar]
- ISO 14119. Interlocking Devices Associated with Guards—Principles for Design and Selection; International Organization for Standardization: Geneva, Switzerland, 2013. [Google Scholar]
- Haghighi, A.; Jocelyn, S.; Chinniah, Y. A holistic assessment tool to estimate the probability of bypassing safeguards on machinery. Saf. Sci. 2019, 120, 561–574. [Google Scholar] [CrossRef]
- Fan, D.; Lo, C.K.Y.; Ching, V.; Kan, C.W. Occupational health and safety issues in operations management: A systematic and citation network analysis review. Int. J. Prod. Econ. 2014, 158, 334–344. [Google Scholar] [CrossRef]
- Colquitt, J.A.; LePine, J.A.; Zapata, C.P.; Wild, R.E. Trust in typical and high-reliability contexts: Building and reacting to trust among firefighters. Acad. Manag. J. 2011, 54, 999–1015. [Google Scholar] [CrossRef] [Green Version]
- Das, A.; Pagell, M.; Behm, M.; Veltri, A. Toward a theory of the linkages between safety and quality. J. Oper. Manag. 2008, 26, 521–535. [Google Scholar] [CrossRef]
- Amponsah-Tawiah, K.; Mensah, J. Occupational health and safety and organizational commitment: Evidence from the Ghanaian mining industry. Saf. Health Work 2016, 7, 225–230. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Johnston, D.; Pagell, M.; Veltri, A.; Klassen, R. Values-in-action that support safe production. J. Saf. Res. 2020, 72, 75–91. [Google Scholar] [CrossRef] [PubMed]
- Vautrin, J.; Dei-Svaldi, D. Accidents du travail sur sites automatisés. Évaluation d’une prévention technique. Cah. Notes Doc. 1989, 136, 445–453. [Google Scholar]
- Järvinen, J.; Karwowski, W. A questionnaire study of accidents in advanced manufacturing systems. Proc. Human Fact. Ergon. Soc. Ann. Meet. 1993, 37, 1004–1008. [Google Scholar] [CrossRef]
- Backström, T.; Döös, M. Problems with machine safeguards in automated installations. Int. J. Ind. Ergon. 2000, 25, 573–585. [Google Scholar] [CrossRef]
- Shaw, S. Machinery accidents–Contributory factors. In Proceedings of the 6th International Conference Safety of Industrial Automated Systems, Tampere, Finland, 14–15 June 2010; p. 15. [Google Scholar]
- Charpentier, P. Safety of machinery: Experience feedback on automated accidents from the EPICEA database. In Proceedings of the 4th International Conference on Safety of Industrial Automated Systems, Chicago, IL, USA, 26–28 September 2005. [Google Scholar]
- Dźwiarek, M. An analysis of accidents caused by improper functioning of machine control systems. Int. J. Occup. Saf. Ergonom. 2004, 10, 129–136. [Google Scholar] [CrossRef]
- Mattila, M.; Tallberg, T.; Vannas, V.; Kivistö-Rahnasto, J. Fatalities at advanced machines and dangerous incidents at FMS implementations. Int. J. Hum. Factors Manuf. 1995, 5, 237–250. [Google Scholar] [CrossRef]
- Gardner, D.; Cross, J.; Fonteyn, P.; Carlopio, J.; Shikdar, A. Mechanical equipment injuries in small manufacturing businesses. Saf. Sci. 1999, 33, 1–12. [Google Scholar] [CrossRef]
- Chinniah, Y.; Bourbonniere, R. Automation safety. Prof. Saf. 2006, 51, 26–33. [Google Scholar]
- KANbrief. Bypassing of Protective Devices—A Need for Action by Standardization Bodies? KANBrief-Kommission Arbeitsschutz und Normung: Sankt Augustin, Germany, 2003. [Google Scholar]
- Charpentier, P.; Sghaier, A. Industrial Robotic: Accident analysis and Human-Robot Coactivity. In Proceedings of the 7th International Conference Safety of Industrial Automated Systems, Montreal, QC, Canada, 11–12 October 2012; pp. 170–175. [Google Scholar]
- Chinniah, Y.; Paques, J.-J.; Champoux, M. Risk Assessment & Reduction. Prof. Saf. 2007, 52, 49–56. [Google Scholar]
- Huelke, M.; Stollewerk, R.; Lüken, K.; Post, M. Safety from the Testing of Ergonomic Machinery Design; International Syposium: Nice, France, 1–3 March 2006. [Google Scholar]
- Hopkinson, J.; Lekka, C. Identifying the Human Factors Associated with the Defeating of Interlocks on Computer Numerical Control (CNC) Machines; RR974 Research Report; Health and Safety Laboratory: Buxton, UK, 2013. [Google Scholar]
- Parker, D.L.; Brosseau, L.M.; Samant, Y.; Xi, M.; Pan, W.; Haugan, D.; The Study Advisory, B. A Randomized, Controlled Intervention of Machine Guarding and Related Safety Programs in Small Metal-Fabrication Businesses. Publ. Health Rep. 2009, 124, 90–100. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Samant, Y.; Parker, D.; Brosseau, L.; Pan, W.; Xi, M.; Haugan, D. Profile of machine safety in small metal fabrication businesses. Am. J. Ind. Med. 2006, 49, 352–359. [Google Scholar] [CrossRef] [PubMed]
- Chinniah, Y. Machine safety: Commonly observed problems in the manufacturing sector in Quebec. J. Occup. Health Saf. Aust. N. Z. 2009, 25, 405–410. [Google Scholar]
- Chinniah, Y. Analysis and prevention of serious and fatal accidents related to moving parts of machinery. Saf. Sci. 2015, 75, 163–173. [Google Scholar] [CrossRef]
- Pratt, S.; Hard, D. Injury Risk Factors Associated with AgriculturalWorkplace Fatalities. J. Agricult. Saf. Health 1998, 4, 29–38. [Google Scholar] [CrossRef]
- CSAZ432. Safeguarding of Machinery; Canadian Standards Association: Toronto, ON, Canada, 2016. [Google Scholar]
- Le Parlement Européen. EURO Directive 2006/42/CE du Parlement Européen et du Conseil du 17 Mai 2006 Relative aux; Machines et Modifiant la Directive 95/16/CE (Refonte). Available online: http://www.ilo.org/dyn/natlex/natlex4.detail?p_lang=fr&p_isn=73786 (accessed on 10 August 2020).
- ISO 13855. Safety of Machinery—Positioning of Safeguards with Respect to the Approach Speeds of Parts of the Human Body; International Organization for Standardization: Geneva, Switzerland, 2010. [Google Scholar]
- ISO 13851. Safety of Machinery—Two-Hand Control Devices—Functional Aspects and Design Principles; International Organization for Standardization: Geneva, Switzerland, 2002. [Google Scholar]
- ISO 12100. Safety of Machinery—General Principles for Design—Risk Assessment and Risk Reduction; International Organization for Standardization: Geneva, Switzerland, 2010. [Google Scholar]
- IFA. The Incentive to Bypass Protective Devices on Machinery. 2011. Available online: http://www.dguv.de/medien/ifa/en/pra/manipulation/explanations.pdf (accessed on 9 August 2020).
- Caputo, A.C.; Pelagagge, P.M.; Salini, P. AHP-based methodology for selecting safety devices of industrial machinery. Saf. Sci. 2013, 53, 202–218. [Google Scholar] [CrossRef]
- Racz, S.G.; Breaz, R.E.; Cioca, L.I. Evaluating Safety Systems for Machine Tools with Computer Numerical Control using Analytic Hierarchy Process. Safety 2019, 5, 14. [Google Scholar] [CrossRef] [Green Version]
- Tochio, M.; Nakayama, K.; Arai, T.; Nonoaka, S.; Shiomi, M.; Knamaru, H.; Toyama, H.; Fujita, T.; Takaoka, H.; Mukaidono, M. The Improvement of Industrial Safety achieved by the Introduction of Safety Assessor/Safety Basic Assessor Qualification System and its International Operations. In Proceedings of the 7th International Conference Safety of Industrial Automated Systems, Montreal, QC, Canada, 11–12 October 2012; pp. 255–260. [Google Scholar]
- Lüken, K.; Pardon, H.; Windemuth, D. Bypassing and defeating protective devices of machines—A multidimensional problem. INRS Hyg. Secur. Trav. 2006, 4, 55–58. [Google Scholar]
- Adams, P.S. Using human factors to understand and improve machine safeguarding. In Applied Ergonomics; CRC Press: Boca Raton, FL, USA, 2001; pp. 69–75. [Google Scholar]
- Johnson, L.F. The luxury of machine guarding. Occup. Health Saf. 1999, 68, 26–29. [Google Scholar]
- Schuster, G. Improving Manufacturing Performance. Prof. Saf. 2012, 57, 62–64. [Google Scholar]
- Freedman, S. Issues in System Design. Occup. Health Saf. 2004, 73, 126. [Google Scholar] [PubMed]
- Chinniah, Y. Causes of fatal and serious accidents involving machinery in Quebec. In Proceedings of the 8th International Conference Safety of Industrial Automated Systems, Königswinter, Germany, 18–20 November 2015; pp. 170–179. [Google Scholar]
- Neudörfer, A. Designing Machines for Safety; Hazards-Safety Precautions. K.A. Schmersal GmbH. 2012. Available online: http://www.schmersal.com (accessed on 1 September 2020).
- Roudebush, C. Machine safeguarding: A process for determining tolerable risk. Prof. Saf. 2005, 50, 20–24. [Google Scholar]
- McConnell, S.M. Machine safeguarding: Building a successful program. Prof. Saf. 2004, 49, 18–27. [Google Scholar]
- Sherrard, L. Things everyone should know about machine guarding. Occup. Health Saf. 2007, 76, 112–113. [Google Scholar]
- Haghighi, A.; Chinniah, Y.; Jocelyn, S. Literature review on the incentives and solutions for the bypassing of guards and protective devices on machinery. Saf. Sci. 2019, 111, 188–204. [Google Scholar] [CrossRef]
- Dźwiarek, M. Prevention of Defeating Interlocking Devices Associated with Guards. J. KONBiN 2019, 49, 451–470. [Google Scholar] [CrossRef] [Green Version]
- DGUV. Checklist Machinery Purchase. Available online: https://stop-defeating.org/en/fuer-betreiber/ (accessed on 10 August 2020). (In German).
- Suvapro. Liste de Contrôle: STOP à la Manipulation des Dispositifs de Protection. 2007. Available online: https://extra.suva.ch/webshop/56/56A6469AB0342C70E10080010A63035B.pdf (accessed on 10 August 2020).
- Gauthier, F.; Lambert, S.; Chinniah, Y. Experimental analysis of 31 risk estimation tools applied to safety of machinery. Int. J. Occup. Saf. Ergon. 2012, 18, 245–265. [Google Scholar] [CrossRef]
- Chinniah, Y.; Gauthier, F.; Lambert, S.; Moulet, F. Experimental Analysis of Tools Used for Estimating Risk Associated with Industrial Machines; Report R-684; IRSST Research Institute Robert-Sauvé Health and Safety: Montreal, QC, Canada, 2011; p. 77. [Google Scholar]
- Chinniah, Y.; Gauthier, F.; Aucourt, B.; Burlet-Vienney, D. Validation of the impact of architectural flaws in six machine risk estimation tools. Saf. Sci. 2018, 101, 248–259. [Google Scholar] [CrossRef]
- Hancock, D.R.; Algozzine, B. Doing Case Study Research: A Practical Guide for Beginning Researchers; Teachers College Press: New York, NY, USA, 2016. [Google Scholar]
- Perry, C. Processes of a case study methodology for postgraduate research in marketing. Eur. J. Mark. 1998, 32, 785–802. [Google Scholar] [CrossRef]
- Eisenhardt, K.M. Building theories from case study research. Acad. Manag. Rev. 1989, 14, 532–550. [Google Scholar] [CrossRef]
- Leung, D.; Rispoli, L.; Chan, R. Small, Medium-Sized, and Large Businesses in the Canadian Economy: Measuring their Contribution to Gross Domestic Product from 2001 to 2008; Statistics Canada: Ottawa, ON, Canada, 2012.
- Bell, J. Doing Your Research Project: A Guide for First-Time Researchers; McGraw-Hill Education: London, UK, 2014. [Google Scholar]
- Giraud, L. Machine Safety-Prevention of Mechanical Hazards: Fixed Guards and Safety Distances; Guide RG-597; IRSST: Montréal, QC, Canada, 2009. [Google Scholar]
- ISO 45001. Occupational Health and Safety Management Systems—Requirements with Guidance for Use; International Organization for Standardization: Geneva, Switzerland, 2018. [Google Scholar]
- Kim, Y.; Park, J.; Park, M. Creating a culture of prevention in occupational safety and health practice. Saf. Health Work 2016, 7, 89–96. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Lagerstrom, E.; Magzamen, S.; Brazile, W.; Stallones, L.; Ayers, P.; Rosecrance, J. A Case Study in the Application of the Systematic Approach to Training in the Logging Industry. Safety 2019, 5, 43. [Google Scholar] [CrossRef] [Green Version]
- Jocelyn, S.; Baudoin, J.; Chinniah, Y.; Charpentier, P. Feasibility study and uncertainties in the validation of an existing safety-related control circuit with the ISO 13849-1: 2006 design standard. Reliab. Eng. Syst. Saf. 2014, 121, 104–112. [Google Scholar] [CrossRef]
Figure 1.
The improved version of the tool presented in Appendix A.
Figure 1.
The improved version of the tool presented in Appendix A.

Table 1.
General information about the four companies for the application of the tool.
| Company | Type of Production/Services | Number of OHS Practitioners Who Were Involved | Number of Employees | OHS Practitioner’s Years of Experience (years) | Number of Machines Selected | Number of Activities Performed for Testing |
|---|---|---|---|---|---|---|
| A | Equipment design and manufacturing | 2 | 625 | 5 and 20 years | 5 | 7 |
| B | Iron and steel | 1 | 125 | 16 years | 4 | 7 |
| C | Horticulture and agriculture | 1 | 700 | 10 years | 5 | 15 |
| D | Pulp and paper | 1 | 60 | 12 years | 4 | 8 |
| Total | 5 | 18 | 37 |
Table 2.
The instructions for applying the bypassing-related assessment tool.
| Instructions for Applying the Bypassing-Related Assessment Tool | ||
|---|---|---|
| This tool has been designed for OHS practitioners. It helps them identify existing incentives to bypass and estimate the probability of bypassing. | ||
| 1- | Write the name of the machine. | |
| 2- | List the activities implemented on the machine in order to have as precise of an assessment as possible (OHS practitioners can adapt the activity list with the participation of operators). | |
| 3- | The modes of operation can be selected with an asterisk as manual, automatic or something else for each activity (if there are other modes of operation, you can add a new column). | |
| 4- | The existing bypassed safeguards for each activity would be written (the OHS practitioner can assign more than one safeguard to an activity and write other safeguards in the next rows). | |
| 5- | Answer the “How is the bypassing situation?” question by selecting one of the following entries for each safeguard: | |
| A | The safeguard is bypassed and the OHS practitioner in the enterprise notices actual incentives to take corrective measure. | |
| B | The safeguard is not bypassed, but the OHS practitioner in the enterprise observes some potential incentives. That may cause bypassing in the future. | |
| C | There are no incentives to bypass. | |
| 6- | Identify the existing incentives to bypass (potential or actual) among the possible incentives classified in the tool per the five categories that are available: (1) ergonomics, (2) productivity, (3) behavior, (4) machine or safeguarding, and (5) corporate climate. Three levels are considered to estimate the impact of the incentives on the probability of bypassing. Select one of the following effect levels based on your judgment: | |
| 0 | No effect due to the nonexistence of an incentive. | |
| + | Slight effect of an incentive on the probability of bypassing. | |
| ++ | Significant effect of an incentive on the probability of bypassing. | |
| 7- | The probability of bypassing is automatically calculated by Excel functions. Four levels are considered for the probability of bypassing to attain adequate results for prioritization. | |
| High | The corresponding answer to the question from step 5 is A and half or more than half of the incentives identified for the activity have a significant effect (++) on the probability of bypassing. | |
| Significant | The corresponding answer to the question from step 5 is A and fewer than half of the incentives identified for the activity have a significant effect (++) on the probability of bypassing. | |
| Moderate | The corresponding answer to the question from step 5 is B and there is at least one incentive identified for the activity that has a slight effect (+) or significant effect (++) on the probability of bypassing. | |
| Low | The corresponding answer to the question from step 5 is C and there is no reasonably foreseeable incentive for the activity (0). | |
Table 3.
General information extracted from returned questionnaires.
| Questions | Companies | ||||
|---|---|---|---|---|---|
| A | B | C | D | ||
| While using the tool | 1. Is the list of incentives in the tool satisfying? | No | Yes | Yes | Yes |
| 2. Is the tool easy to use (user-friendly)? | Yes | No | Yes | Yes | |
| 3. Is the tool useful to identify the incentives to bypass in the company? | No | Yes | Yes | Yes | |
| The results of the tool | 1. Is the tool appropriate to estimate the probability of bypassing in the company? | Yes | - | Yes | No |
| 2. Are the probability levels of bypassing accurate based on the work environment of the company? | Yes | Yes | Yes | Yes | |
| 3. Is the tool useful to prevent bypassing? | Yes | - | Yes | Yes | |
Table 4.
Pros and cons of the assessment tool collected from the companies.
| Phase | Pros | Cons |
|---|---|---|
| While using the tool |
|
|
| The results of the tool |
|
|
Table 5.
The most frequent actual incentives (with slight or significant effects) in the companies by their category.
Table 5.
The most frequent actual incentives (with slight or significant effects) in the companies by their category.
| NO. | Category 1 | The Actual Incentives to Bypass (with Slight or Significant Effects) | N |
|---|---|---|---|
| 1 | E | Bypassing provides convenience and facilitates work (I24). | 18 |
| 2 | P | Safeguard removal is necessary to perform activities such as adjustments, troubleshooting, maintenance, and installation (no specific operation modes exist for performing them) (I19). | 17 |
| 3 | P | Using safeguards is extra work (I3). | 11 |
| 4 | E | A safeguard reduces the visibility of the tools and activities such as working process, production, setting and so on (I15). | 11 |
| 5 | Mach. | Safeguards can be disabled easily and with little effort (I17). | 11 |
| 6 | Mach. | The required tools or keys for defeating are accessible in enterprises (I18). | 11 |
| 7 | Co | There is a lack of management commitment and managers either ordered, tolerated, encouraged or ignored circumvention (I36). | 11 |
| 8 | P | Safeguards are bypassed to save time carrying out the operations (I44). | 11 |
| 9 | B | Bypassing is a habit (I46). | 11 |
| 10 | P | Safeguards in place slow down the work process and production (I25). | 10 |
| 11 | E | There is impaired accessibility to the job and the tools (I58) | 10 |
| 12 | P | Profitability diminishes if the customer’s order is not met (I67). | 10 |
| 13 | Beh. | The risk of bypassing is underestimated or overlooked (I8). | 9 |
| 14 | Co | There are no enforcement or disciplinary actions for those who bypass safeguards (I37). | 9 |
| 15 | Beh. | Safeguards are not checked before operating the machine to ensure that they are in place (I62). | 9 |
1 E = Ergonomics, P = Productivity, Beh. = Behavior, Mach. = Machine or safeguarding, Co = Corporate Climate.
Table 6.
The prioritization of machines and safeguards.
| Company | Prioritization of Machine 1 | Prioritization of Safeguards 1 | ||
|---|---|---|---|---|
| A | 1. Bagger | H | 1. Interlocking access gate | H |
| 2. Robot cell | H | 1. Emergency stop safety function triggered by enclosure opening or E-stop button | H | |
| 3. Conventional lathe machine | S | 1. Interlocking removable guard (protection against projection: protection against fluid and falling metals) | S | |
| 2. Interlocking movable chuck guard | M | |||
| 3. Protective curtain (screw bearing protection)—Interlocking removable access guard (access to the back of the machine | M | |||
| 4. Interlocking movable guard (protection of the other team members against projection of fluid or falling of metals) | L | |||
| 4. Grinding machine | M | 1. Removable guard (protection against sparks) | M | |
| 2. Movable guard (protection against projection) | M | |||
| 5. Drill press | M | 1. Chuck guard | M | |
| B | 1. Galvanizing lead bath | S | 1. Removable guard | S |
| 2. Wire drawing machine | S | 1. Interlocking guard | S | |
| 3. Hydraulic press | S | 1. Protection rods | S | |
| 4. Strander | L | 1. Interlocking guard | L | |
| C | 1. Floor conveyor | H | 1. Interlocking enclosure | H |
| 2. Guard | S | |||
| 3. Fence | M | |||
| 2. Megabale press | H | 1. Interlocking key in the control panel | H | |
| 2. Light curtain to avoid entering the area where the operator must put the bags | M | |||
| 3. Fence | M | |||
| 3. Discharge conveyor | H | 1. Enclosure with interlocking key in the control panel | H | |
| 4. Small bag press | H | 1. Gate with interlocking key in the control panel | H | |
| 2. Fence | M | |||
| 5. Wrapping machine | H | 1. Light curtain | H | |
| D | 1. Coater #1 | S | 1. Movable guard | S |
| 2. Fixed guard | S | |||
| 2. Lathe machine | S | 1. Movable guard | S | |
| 3. Coater #2 and Winder | S | 1. Fixed guard | S | |
1 H = High, S = Significant, M = Moderate, L = Low.
Table 7.
List of actual incentives with significant effects existing in more than half of the companies.
Table 7.
List of actual incentives with significant effects existing in more than half of the companies.
| Actual Incentives with Significant Effects | Category 1 |
|---|---|
| Safeguards can be disabled easily and with little effort (I17). | Mach. |
| The required tools or keys for defeating are accessible in enterprises (I18). | Mach. |
| Safeguard removal is necessary to perform activities such as adjustments, troubleshooting, maintenance, and installation (no specific operation modes exist for performing them) (I19). | P |
| Coping with faults would be more efficient with safeguard circumvention (I20). | P |
| Bypassing provides convenience and facilitates work (I24). | E |
| There is a lack of management commitment and managers either ordered, tolerated, encouraged or ignored circumvention (I36). | Co |
| Safeguard is bypassed to improve the flow of movement (I43). | E |
| Bypassing is a habit (I46). | Beh. |
| There is impaired accessibility to the job and the tools (I58). | E |
1 E = Ergonomics, P = Productivity, Beh. = Behavior, Mach. = Machine or safeguarding, Co = Corporate Climate.
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
MDPI and ACS Style
Haghighi, A.; Jocelyn, S.; Chinniah, Y. Testing and Improving an ISO 14119-Inspired Tool to Prevent Bypassing Safeguards on Industrial Machines. Safety 2020, 6, 42. https://0-doi-org.brum.beds.ac.uk/10.3390/safety6030042
AMA Style
Haghighi A, Jocelyn S, Chinniah Y. Testing and Improving an ISO 14119-Inspired Tool to Prevent Bypassing Safeguards on Industrial Machines. Safety. 2020; 6(3):42. https://0-doi-org.brum.beds.ac.uk/10.3390/safety6030042
Chicago/Turabian StyleHaghighi, Aida, Sabrina Jocelyn, and Yuvin Chinniah. 2020. "Testing and Improving an ISO 14119-Inspired Tool to Prevent Bypassing Safeguards on Industrial Machines" Safety 6, no. 3: 42. https://0-doi-org.brum.beds.ac.uk/10.3390/safety6030042
Note that from the first issue of 2016, this journal uses article numbers instead of page numbers. See further details here.