Physical Ergonomic Improvement and Safe Design of an Assembly Workstation through Collaborative Robotics


Abstract
:1. Introduction
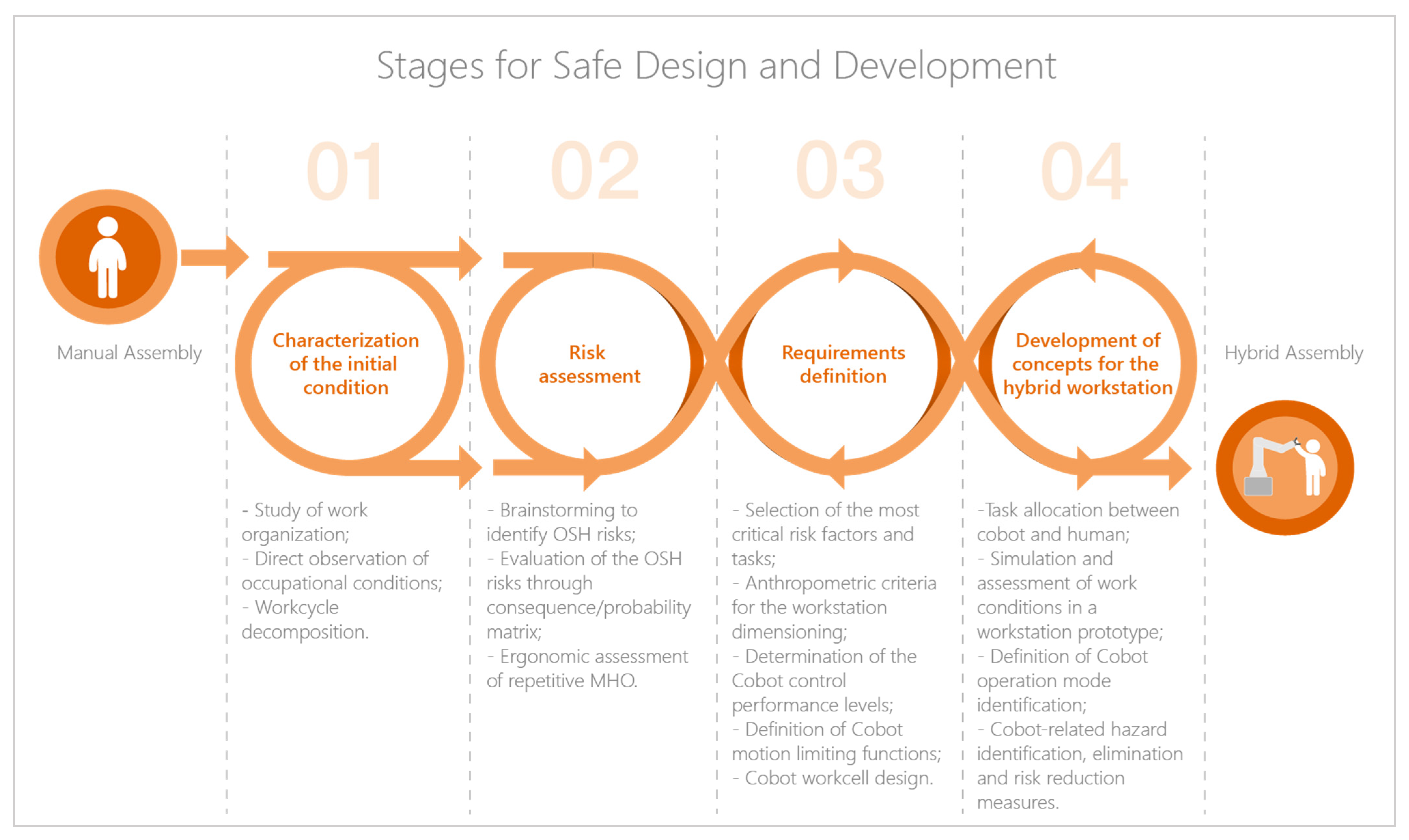
2. Method and Materials
- (i)
- Characterization of the initial condition/case study—assembly workstation with repetitive manual handling operations (MHO);
- (ii)
- Risk assessment process specifically defined according to the case study;
- (iii)
- Requirements definition according to safety and ergonomic principles;
- (iv)
- Development of concepts for the design of hybrid workstation.
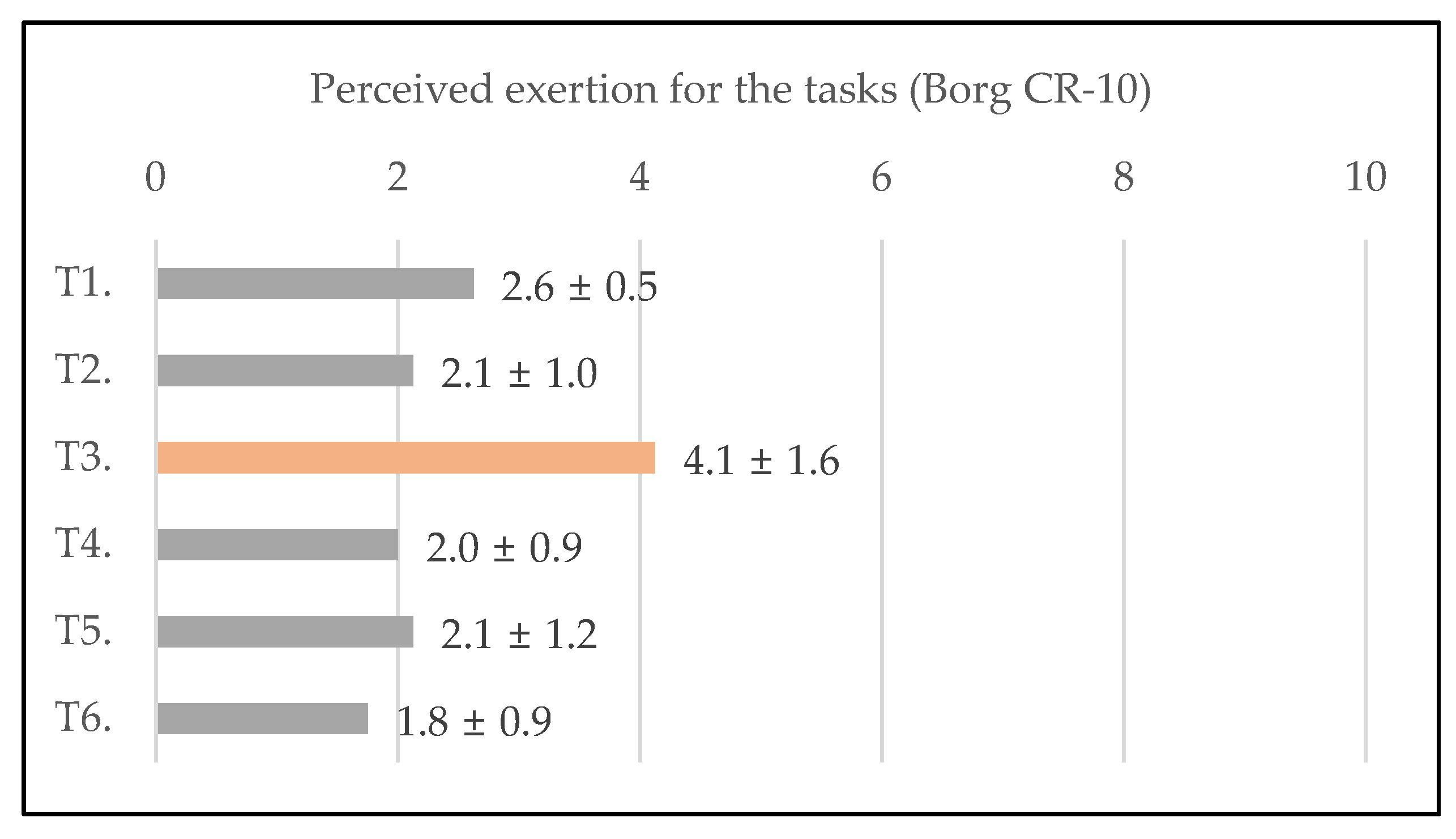
- (i)
- Task 1 (T1): reach for the stripes from a pallet and place them in the assembly work-bench;
- (ii)
- T2: Pick the blocks (small MDF pieces) from a box;
- (iii)
- T3: Reach for the glue gun and apply glue to the blocks;
- (iv)
- T4: Glue the blocks to the stripes;
- (v)
- T5: Dislodge the stripes;
- (vi)
- T6: Transfer the semi-product to the pallet.
2.1. Characterization of the Initial Condition
2.2. Risk Assessment
- (i)
- Risk level I (with a final score equal to or more than 250 points): Immediate correction is required, activity should be stopped until the hazard is reduced;
- (ii)
- Risk level II (scores between 90 to 250 points): the intervention is urgent, requiring attention as soon as possible;
- (iii)
- Risk level III (scores between 18 to 90 points): Hazard should be eliminated without delay, but the situation is not an emergency;
- (iv)
- Risk level IV (scores equal or less than 18 points): Hazard should be addressed when time is given.
2.3. Requirements Definition
2.4. Development of Concepts for the Hybrid Workstation
3. Results and Discussion
3.1. Characterization of the Initial Condition and Risk Assessment
3.2. Requirements Definition
- (i)
- Eliminate the glue application task. Considered a critical task due to the involved physical strain and repetitiveness. On top of that, burns from hot glue are the most prevalent accident;
- (ii)
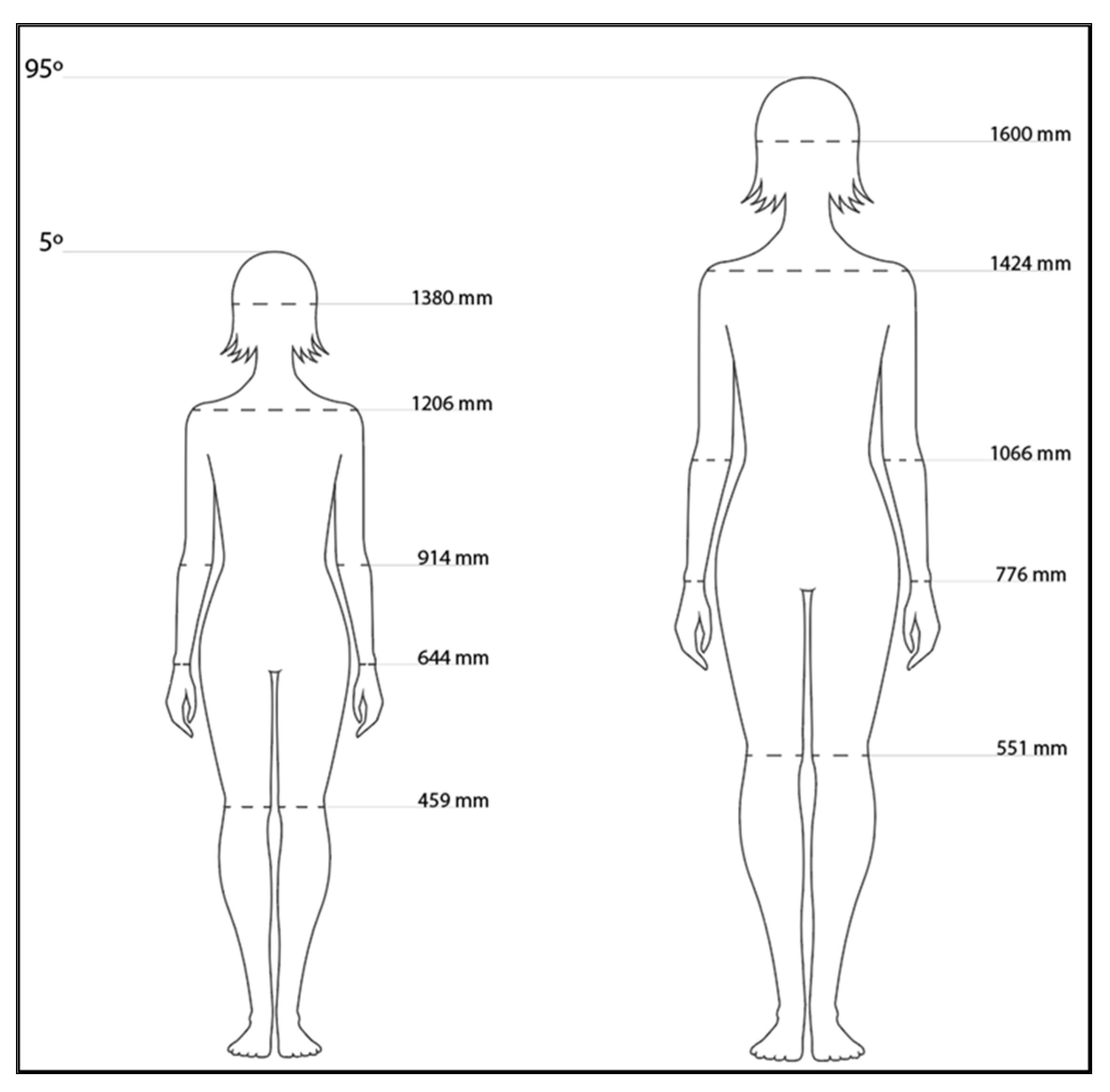
- Adjust the workstation’s dimensions to adapt to the workers’ anthropometric variability;
- (iii)
- Diversify the work content through the inclusion of different tasks/breaks (the assembly work is monotonous and repetitive);
- (iv)
- Implement corrective measures to reduce noise exposure, which hinders communication and increases muscular tension.
- (i)
- Above the workbench, dispensing the blocks parallel to the workbench (Condition 1);
- (ii)
- Above the workbench, dispensing the blocks perpendicular to the workbench (Condition 2);
- (iii)
- Below the workbench, dispensing the blocks parallel to the workbench (Condition 3);
- (iv)
- Below the workbench, dispensing the blocks perpendicular to the workbench (Condition 4).
3.3. Development of Concepts for the Hybrid Workstation
- (i)
- The robot selected for the workstation was a collaborative robot—UR10e (Universal Robots A/S, Odense, Denmark). These robots are specifically designed (in accordance with ISO 10218-1 [32]) with no sharp or pointy edges, with a special structure that avoids the risk of entrapment, a built-in torque sensor, and including special safety functions to permit safe interaction with human operators. In terms of task suitability, we sought a cobot with a large reach (>1100 mm) capable of performing the task at hand, and with at least six degrees-of-freedom in order to reach specific positions and orientations required to manipulate the selected range of references;
- (ii)
- The selection of the gripper that attaches to the robotic arm followed a similar line of thought. The robot by itself is considered a quasi-machine, which passes to the category of the machine as soon as an end-effector is connected. Thus, even if the robot is deemed acceptable for human–robot collaboration, if the attached end-effector introduces severe physical hazards, the robotic application can no longer be recommended for collaborative use. Therefore, the end-effector was selected based on the requirements of the task (need to grasp a combination of wooden blocks, with different dimensions) and based on safe criteria by design—Unigripper® Co/light (Tepro machine & Pac System AB, Torsby, Sweden)—a collaborative vacuum end-effector;
- (iii)
- Finally, the glue dispensing unit is covered by a safeguard, eliminating the risk of burns with hot glue. The system relies on high temperatures to melt and project the glue to the blocks. In order to prevent the operator from accessing the heat hazard source, a physical barrier was established in accordance with the distances specified in ISO 13857 [33].
4. Conclusions and Future Work
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Colim, A.; Sousa, N.; Carneiro, P.; Costa, N.; Arezes, P.; Cardoso, A. Ergonomic Intervention on a Packing Workstation with Robotic Aid-Case Study at a Furniture Manufacturing Industry. Work 2020, 66, 229–237. [Google Scholar] [CrossRef]
- de Guimarães, L.B.M.; Anzanello, M.J.; Ribeiro, J.L.D.; Saurin, T.A. Participatory Ergonomics Intervention for Improving Human and Production Outcomes of a Brazilian Furniture Company. Int. J. Ind. Ergon. 2015, 49, 97–107. [Google Scholar] [CrossRef]
- Bogataj, D.; Battini, D.; Calzavara, M.; Persona, A. The Ageing Workforce Challenge: Investments in Collaborative Robots or Contribution to Pension Schemes, from the Multi-Echelon Perspective. Int. J. Prod. Econ. 2019, 210, 97–106. [Google Scholar] [CrossRef]
- Cherubini, A.; Passama, R.; Crosnier, A.; Lasnier, A.; Fraisse, P. Collaborative Manufacturing with Physical Human-Robot Interaction. Robot. Comput. Integr. Manuf. 2016, 40, 1–13. [Google Scholar] [CrossRef] [Green Version]
- Kim, W.; Lorenzini, M.; Balatti, P.; Nguyen, P.; Pattacini, U.; Tikhanoff, V.; Peternel, L.; Fantacci, C.; Natale, L.; Metta, G.; et al. Adaptable Workstations for Human-Robot Collaboration: A Reconfigurable Framework for Improving Worker Ergonomics and Productivity. IEEE Robot. Autom. Mag. 2019, 26, 14–26. [Google Scholar] [CrossRef] [Green Version]
- El Zaatari, S.; Marei, M.; Li, W.; Usman, Z. Cobot Programming for Collaborative Industrial Tasks: An Overview. Rob. Auton. Syst. 2019, 116, 162–180. [Google Scholar] [CrossRef]
- Villani, V.; Sabattini, L.; Czerniak, J.; Mertens, A.; Vogel-Heuser, B.; Fantuzzi, C. Towards Modern Inclusive Factories: A Methodology for the Development of Smart Adaptive Human-Machine Interfaces. In Proceedings of the 2017 22nd IEEE International Conference on Emerging Technologies and Factory Automation (ETFA), Limassol, Cyprus, 12–15 September 2017; pp. 1–7. [Google Scholar] [CrossRef] [Green Version]
- Scholtz, J. Theory and Evaluation of Human Robot Interactions. In Proceedings of the 36th Annual Hawaii International Conference on System Sciences, Big Island, HI, USA, 6–9 January 2003; IEEE: Piscataway Township, NJ, USA, 2003; p. 10. [Google Scholar]
- Cesta, A.; Orlandini, A.; Bernardi, G.; Umbrico, A. Towards a Planning-Based Framework for Symbiotic Human-Robot Collaboration. In Proceedings of the 2016 IEEE 21st International Conference on Emerging Technologies and Factory Automation (ETFA), Berlin, Germany, 6–9 September 2016; pp. 1–8. [Google Scholar] [CrossRef]
- Bicho, E.; Louro, L.; Erlhagen, W. Integrating Verbal and Nonverbal Communication in a Dynamic Neural Field Architecture for Human-Robot Interaction. Front. Neurorobot. 2010, 4, 1–13. [Google Scholar] [CrossRef] [Green Version]
- Tan, J.T.C.; Duan, F.; Zhang, Y.; Watanabe, K.; Kato, R.; Arai, T. Human-Robot Collaboration in Cellular Manufacturing: Design and Development. In Proceedings of the 2009 IEEE/RSJ International Conference on Intelligent Robots and Systems, St. Louis, MO, USA, 10–15 October 2009; pp. 29–34. [Google Scholar] [CrossRef]
- International Organization for Standardization. ISO/TS 15066 Robots and Robotic Devices—Collaborative Robots; ISO Copyright Office: Geneva, Switzerland, 2016; pp. 1–40. [Google Scholar]
- International Electrotechnical Commission. IEC 31010:2019 Risk Management—Risk Assessment Techniques; ISO Copyright Office: Geneva, Switzerland, 2019; pp. 1–264. [Google Scholar]
- International Organization for Standardization. ISO/TR 12295:2014 Ergonomics—Application Document for International Standards on Manual Handling (ISO 11228-1, ISO 11228-2 and ISO 11228-3) and Evaluation of Static Working Postures (ISO 11226); ISO Copyright Office: Geneva, Switzerland, 2014; pp. 1–58. [Google Scholar]
- International Organization for Standardization. ISO 14738:2002 Safety of Machinery—Anthropometric Requirements for the Design of Workstations at Machinery; ISO Copyright Office: Geneva, Switzerland, 2002; pp. 1–26. [Google Scholar]
- Frank, A.; Dalenogare, L.; Ayala, N. Industry 4. 0 Technologies: Implementation Patterns in Manufacturing Companies. Intern. J. Prod. Econ. 2019, 210, 15–26. [Google Scholar] [CrossRef]
- Gualtieri, L.; Rauch, E.; Vidoni, R. Emerging Research Fields in Safety and Ergonomics in Industrial Collaborative Robotics: A Systematic Literature Review. Robot. Comput. Integr. Manuf. 2021, 67, 101998. [Google Scholar] [CrossRef]
- Neumann, W.P.; Winkelhaus, S.; Grosse, E.H.; Glock, C.H. Industry 4.0 and the Human Factor—A Systems Framework and Analysis Methodology for Successful Development. Int. J. Prod. Econ. 2020, 20, 30341–30348. [Google Scholar] [CrossRef]
- Costa Mateus, J.E.; Aghezzaf, E.H.; Claeys, D.; Limère, V.; Cottyn, J. Method for Transition from Manual Assembly to Human-Robot Collaborative Assembly. IFAC-PapersOnLine 2018, 51, 405–410. [Google Scholar] [CrossRef]
- Heydaryan, S.; Bedolla, J.S.; Belingardi, G. Safety Design and Development of a Human-Robot Collaboration Assembly Process in the Automotive Industry. Appl. Sci. 2018, 8, 344. [Google Scholar] [CrossRef] [Green Version]
- International Organization for Standardization. ISO 31000:2018 Risk Management—Guidelines; ISO Copyright Office: Geneva, Switzerland, 2018; pp. 1–16. [Google Scholar]
- Fine, W.T. Mathematical Evaluations for Controlling Hazards; Naval Ordnance Laboratory: White Oak, MD, USA, 1971. [Google Scholar]
- Garg, A.; Moore, J.S.; Kapellusch, J.M. The Revised Strain Index: An Improved Upper Extremity Exposure Assessment Model. Ergonomics 2017, 60, 912–922. [Google Scholar] [CrossRef]
- Garg, A.; Kapellusch, J.; Hegmann, K.; Wertsch, J.; Merryweather, A.; Deckow-Schaefer, G.; Malloy, E.J. The Strain Index (SI) and Threshold Limit Value (TLV) for Hand Activity Level (HAL): Risk of Carpal Tunnel Syndrome (CTS) in a Prospective Cohort. Ergonomics 2012, 55, 396–414. [Google Scholar] [CrossRef]
- Borg, G. Psychophysical Scaling with Applications in Physical Work and the Perception of Exertion. Scand. J. Work. Environ. Heal. 1990, 16 (Suppl. 1), 55–58. [Google Scholar] [CrossRef]
- Plamondon, A.; Larivière, C.; Denis, D.; Mecheri, H.; Nastasia, I. Difference between Male and Female Workers Lifting the Same Relative Load When Palletizing Boxes. Appl. Ergon. 2017, 60, 93–102. [Google Scholar] [CrossRef] [PubMed]
- Shariat, A.; Cleland, J.A.; Danaee, M.; Alizadeh, R.; Sangelaji, B.; Kargarfard, M.; Ansari, N.N.; Sepehr, F.H.; Tamrin, S.B.M. Borg CR-10 Scale as a New Approach to Monitoring Office Exercise Training. Work 2018, 60, 549–554. [Google Scholar] [CrossRef] [PubMed]
- International Organization for Standardization. ISO 9241-210:2010 Ergonomics of Human-System Interaction—Part 210: Human-Centred Design for Interactive Systems; ISO Copyright Office: Geneva, Switzerland, 2010. [Google Scholar]
- Barroso, M.P.; Arezes, P.M.; Da Costa, L.G.; Miguel, A.S. Anthropometric Study of Portuguese Workers. Int. J. Ind. Ergon. 2005, 35, 401–410. [Google Scholar] [CrossRef]
- The European Parliament and the Council of the European Union. Machinery Directive 2006/42/EC; Publications Office of The EU: Luxembourg, 2006; Volume 16, pp. 24–86. [Google Scholar]
- Faria, C.; Colim, A.; Cunha, J.; Oliveira, J.; Costa, N.; Carneiro, P.; Monteiro, S.; Bicho, E.; Rocha, L.A.; Arezes, P. Safety Requirements for the Design of Collaborative Robotic Workstations in Europe—A Review. In Advances in Intelligent Systems and Computing; Springer: Cham, Switzerland, 2020; Volume 1204 AISC, pp. 225–232. ISBN 9783030509453. [Google Scholar]
- International Organization for Standardization. ISO 10218 Robots and Robotic Devices—Safety Requirements for Industrial Robots—Part 2: Robot Systems and Integration; ISO Copyright Office: Geneva, Switzerland, 2011; pp. 1–80. [Google Scholar]
- International Organization for Standardization. ISO 13857:2019 Safety of Machinery—Safety Distances to Prevent Hazard Zones Being Reached by Upper and Lower Limbs; ISO Copyright Office: Geneva, Switzerland, 2019; pp. 1–20. [Google Scholar]
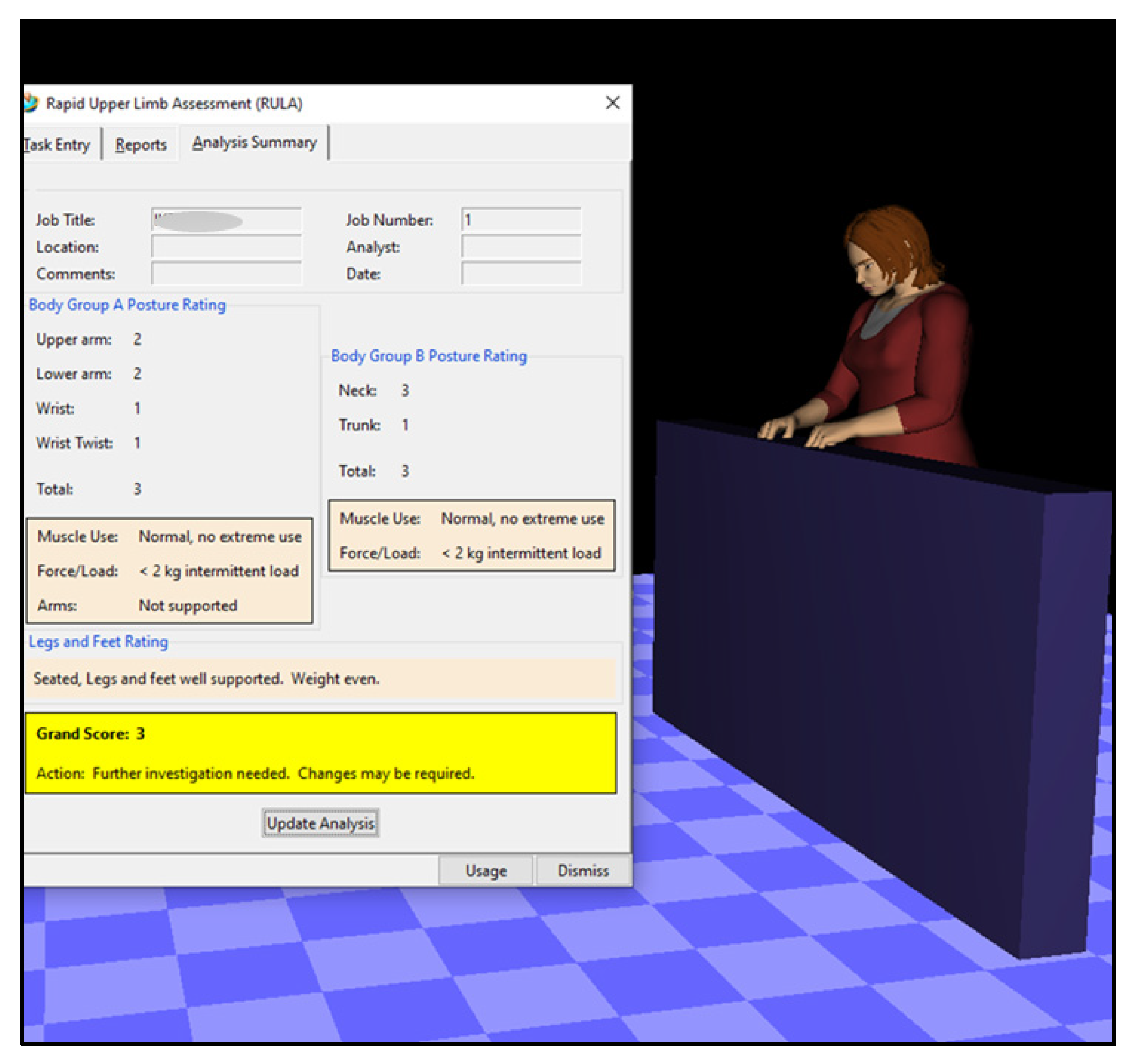
- Siemens. Siemens Jack 2019. Available online: https://www.dex.siemens.com/plm/tecnomatix/process-simulate-human (accessed on 21 September 2020).
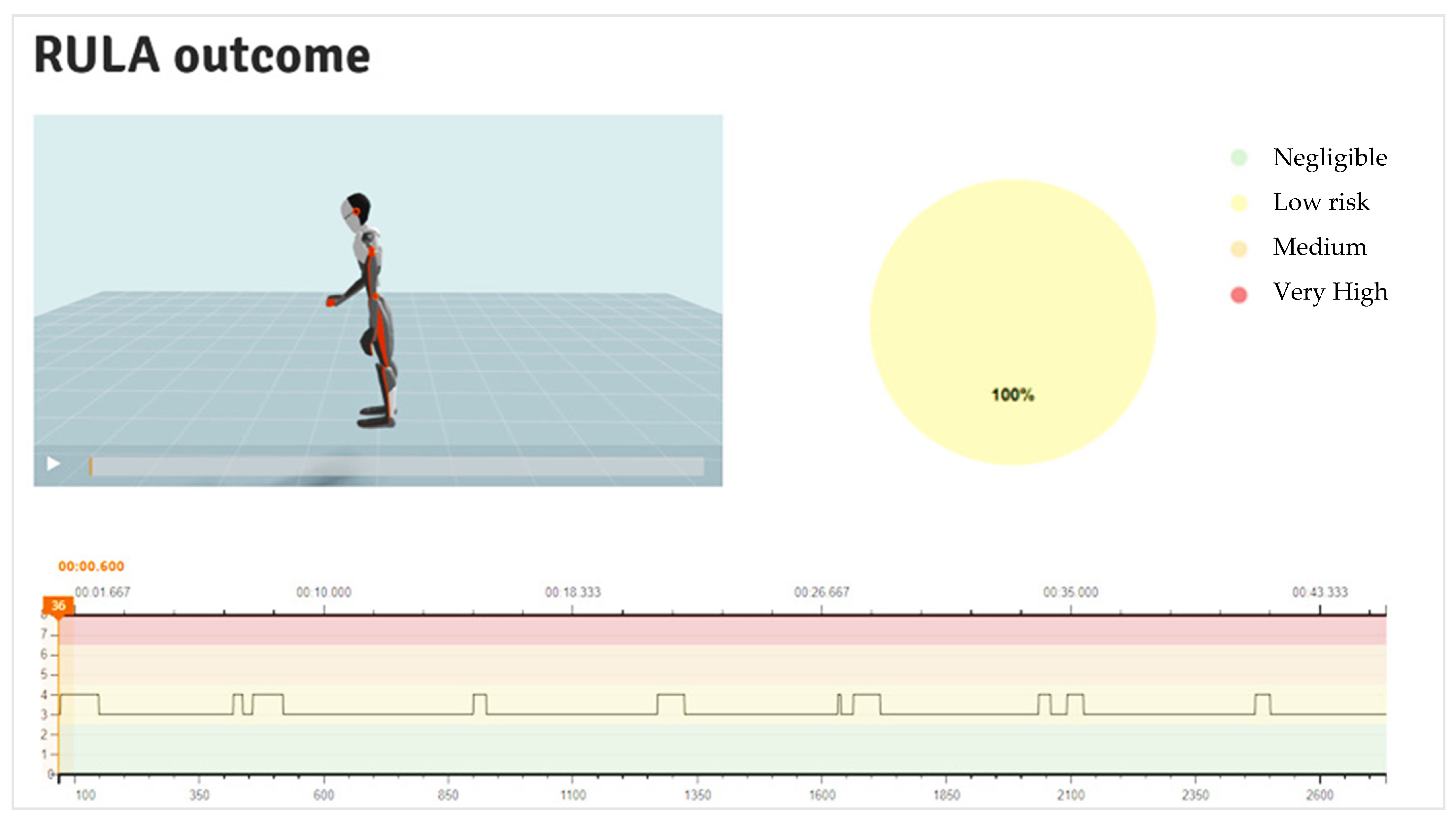
- McAtamney, L.; Corlett, N. RULA: A Survey Method for the Investigation of Work-Related Upper Limb Disorders. Appl. Ergon. 1993, 24, 91–99. [Google Scholar] [CrossRef]
- Chiasson, M.; Imbeau, D.; Aubry, K.; Delisle, A. Comparing the Results of Eight Methods Used to Evaluate Risk Factors Associated with Musculoskeletal Disorders. Int. J. Ind. Ergon. 2012, 42, 478–488. [Google Scholar] [CrossRef]
- Vignais, N.; Miezal, M.; Bleser, G.; Mura, K.; Gorecky, D.; Marin, F. Innovative System for Real-Time Ergonomic Feedback in Industrial Manufacturing. Appl. Ergon. 2013, 44, 566–574. [Google Scholar] [CrossRef]
- Garg, A.; Kapellusch, J.M. Job Analysis Techniques for Distal Upper Extremity Disorders. Rev. Hum. Factors Ergon. 2011, 7, 149–196. [Google Scholar] [CrossRef]
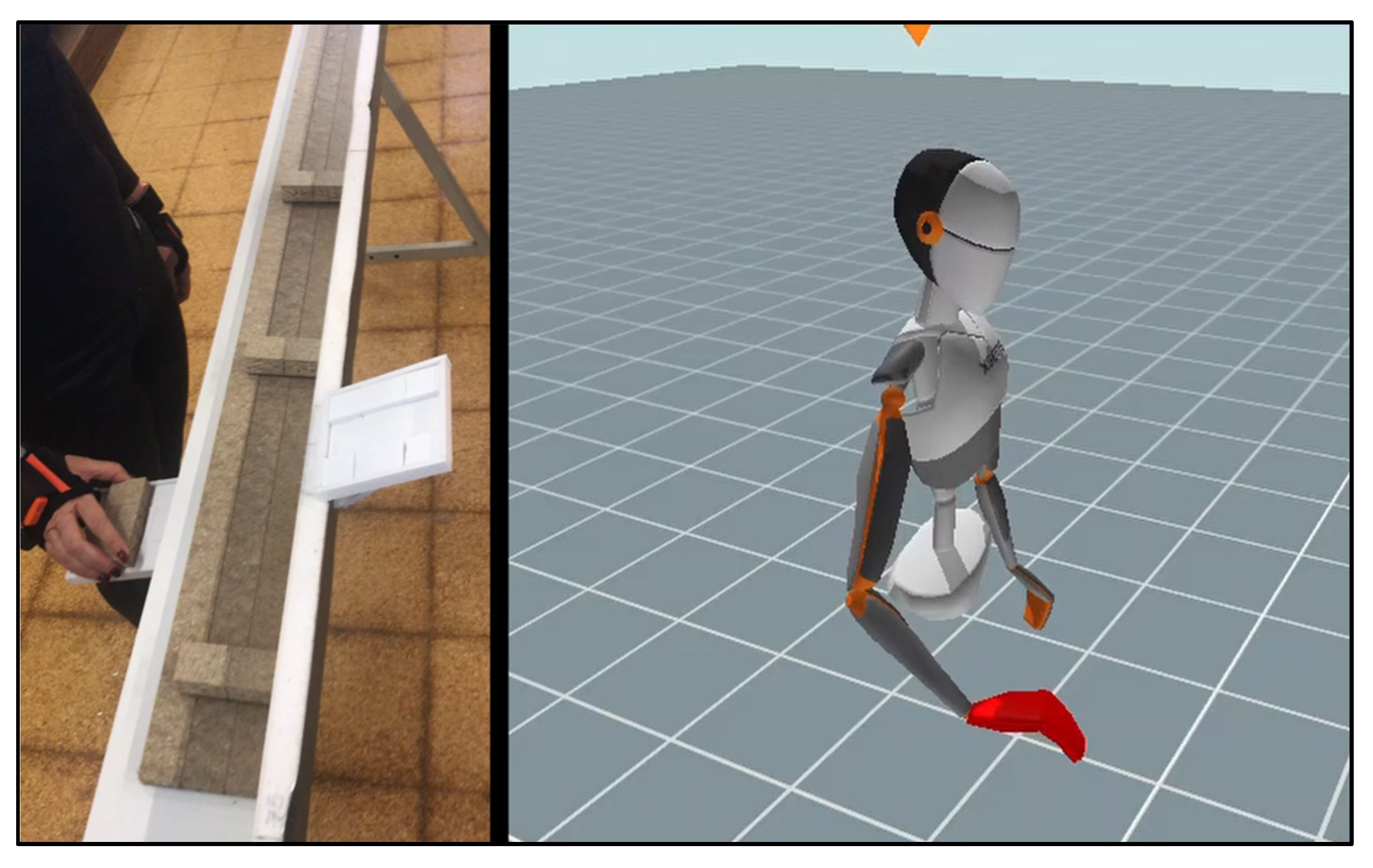
- Merino, G.; da Silva, L.; Mattos, D.; Guimarães, B.; Merino, E. Ergonomic Evaluation of the Musculoskeletal Risks in a Banana Harvesting Activity through Qualitative and Quantitative Measures, with Emphasis on Motion Capture (Xsens) and EMG. Int. J. Ind. Ergon. 2019, 69, 80–89. [Google Scholar] [CrossRef]
- Saber-sheikh, K.; Bryant, E.C.; Glazzard, C.; Hamel, A.; Lee, R.Y.W. Feasibility of Using Inertial Sensors to Assess Human Movement. Man. Ther. 2010, 15, 122–125. [Google Scholar] [CrossRef]
- Zhang, J.; Novak, A.C.; Brouwer, B. Concurrent Validation of Xsens MVN Measurement of Lower Limb Joint Angular Kinematics Concurrent Validation of Xsens MVN Measurement of Lower Limb Joint Angular Kinematics. Physiol. Meas. 2013, 34, N63. [Google Scholar] [CrossRef] [PubMed]
- Morata, T.C.; Fiorini, A.C.; Fischer, F.M.; Krieg, E.F.; Gozzoli, L.; Colacioppo, S. Factors Affecting the Use of Hearing Protectors in a Population of Printing Workers. Noise Heal. 2001, 4, 25–32. [Google Scholar]
- Nélisse, H.; Gaudreau, M.A.; Boutin, J.; Voix, J.; Laville, F. Measurement of Hearing Protection Devices Performance in the Workplace during Full-Shift Working Operations. Ann. Occup. Hyg. 2012, 56, 221–232. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- International Organization for Standardization. ISO 6385:2016 Ergonomics Principles in the Design of Work Systems; ISO Copyright Office: Geneva, Switzerland, 2016; pp. 1–15. [Google Scholar]
- Gualtieri, L.; Palomba, I.; Merati, F.A.; Rauch, E.; Vidoni, R. Design of Human-Centered Collaborative Assembly Workstations for the Improvement of Operators’ Physical Ergonomics and Production Efficiency: A Case Study. Sustainability 2020, 12, 3606. [Google Scholar] [CrossRef]
- Antonucci, A. Comparative Analysis of Three Methods of Risk Assessment for Repetitive Movements of the Upper Limbs: OCRA Index, ACGIH(TLV), and Strain Index. Int. J. Ind. Ergon. 2019, 70, 9–21. [Google Scholar] [CrossRef]
- Moore, S.M.; Torma-Krajewski, J.; Steiner, L.J. Practical Demonstrations of Ergonomic Principles; National Institute for Occupational Safety and Health Publications: Pittsburgh, PA, USA, 2011.
- Kushwaha, D.K.; Kane, P.V. Ergonomic Assessment and Workstation Design of Shipping Crane Cabin in Steel Industry. Int. J. Ind. Ergon. 2016, 52, 29–39. [Google Scholar] [CrossRef]
- Chacón, A.; Ponsa, P. Applied Sciences On Cognitive Assistant Robots for Reducing Variability in Industrial Human-Robot Activities. Appl. Sci. 2020, 10, 5137. [Google Scholar] [CrossRef]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Risk | Consequence | Risk Level |
|---|---|---|
| Contact with fluids at high temperatures | Burns, ocular injuries. | I—Immediate correction required; activity should be stopped until the hazard is reduced |
| Disrespect for ergonomic principles | WMSD | I—Immediate correction required; activity should be stopped until the hazard is reduced. |
| Noise exposure | Stress, fatigue. | I—Immediate correction required; activity should be stopped until the hazard is reduced. |
| Psychosocial (work overload) | Stress, fatigue. | I—Immediate correction required; activity should be stopped until the hazard is reduced. |
| Collision with obstacles or objects | Hematoma, trauma, cuts. | I—Urgent! Requires attention as soon as possible. |
| Task | Mean Time (sec) | RSI Mean Score | Meaning |
|---|---|---|---|
| T1 | 3.87 (0.13) | 1.9 (0.1) | Safe |
| T2 | 6.23 (0.35) | 6.6 (1.1) | Safe |
| T3 | 4.24 (0.76) | 12.3 (3.3) | Unsafe |
| T4 | 7.54 (0.15) | 2.3 (0.0) | Safe |
| T5 | 3.04 (0.58) | 1.0 (0.0) | Safe |
| T6 | 2.44 (0.01) | 1.0 (0.0) | Safe |
| Condition Tested | Wrist-Hand | Condition Tested | Wrist-Hand |
|---|---|---|---|
| 1. |  | 3. |  |
| 2. |  | 4. |  |
| Conditions Tested | Worker 1 | Worker 2 |
|---|---|---|
| 1. | 2 | 4 |
| 2. | 0 | 0 |
| 3. | 4 | 5 |
| 4. | 6 | 8 |
| Conditions Tested | Wrist Position Score | Upper Arm Score | Final RULA Score | |||
|---|---|---|---|---|---|---|
| W1 | W2 | W1 | W2 | W1 | W2 | |
| 1. | 3 | 3 | 4 | 4 | 3 | 4 |
| 2. | 2 | 2 | 4 | 3 | 4 | 3 |
| 3. | 4 | 3 | 4 | 4 | 3 | 4 |
| 4. | 3 | 3 | 4 | 4 | 4 | 4 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Colim, A.; Faria, C.; Cunha, J.; Oliveira, J.; Sousa, N.; Rocha, L.A. Physical Ergonomic Improvement and Safe Design of an Assembly Workstation through Collaborative Robotics. Safety 2021, 7, 14. https://0-doi-org.brum.beds.ac.uk/10.3390/safety7010014
Colim A, Faria C, Cunha J, Oliveira J, Sousa N, Rocha LA. Physical Ergonomic Improvement and Safe Design of an Assembly Workstation through Collaborative Robotics. Safety. 2021; 7(1):14. https://0-doi-org.brum.beds.ac.uk/10.3390/safety7010014
Chicago/Turabian StyleColim, Ana, Carlos Faria, João Cunha, João Oliveira, Nuno Sousa, and Luís A. Rocha. 2021. "Physical Ergonomic Improvement and Safe Design of an Assembly Workstation through Collaborative Robotics" Safety 7, no. 1: 14. https://0-doi-org.brum.beds.ac.uk/10.3390/safety7010014