Exploring the Interrelationship between Additive Manufacturing and Industry 4.0


School of Engineering & Built Environment, Anglia Ruskin University, Chelmsford CM1 1SQ, Essex, UK
Designs 2020, 4(2), 13; https://0-doi-org.brum.beds.ac.uk/10.3390/designs4020013
Submission received: 7 May 2020
/
Revised: 13 June 2020
/
Accepted: 15 June 2020
/
Published: 17 June 2020
Abstract
:Innovative technologies allow organizations to remain competitive in the market and increase their profitability. These driving factors have led to the adoption of several emerging technologies and no other trend has created more of an impact than Industry 4.0 in recent years. This is an umbrella term that encompasses several digital technologies that are geared toward automation and data exchange in manufacturing technologies and processes. These include but are not limited to several latest technological developments such as cyber-physical systems, digital twins, Internet of Things, cloud computing, cognitive computing, and artificial intelligence. Within the context of Industry 4.0, additive manufacturing (AM) is a crucial element. AM is also an umbrella term for several manufacturing techniques capable of manufacturing products by adding layers on top of each other. These technologies have been widely researched and implemented to produce homogeneous and heterogeneous products with complex geometries. This paper focuses on the interrelationship between AM and other elements of Industry 4.0. A comprehensive AM-centric literature review discussing the interaction between AM and Industry 4.0 elements whether directly (used for AM) or indirectly (used with AM) has been presented. Furthermore, a conceptual digital thread integrating AM and Industry 4.0 technologies has been proposed. The need for such interconnectedness and its benefits have been explored through the content-centric literature review. Development of such a digital thread for AM will provide significant benefits, allow companies to respond to customer requirements more efficiently, and will accelerate the shift toward smart manufacturing.
1. Introduction
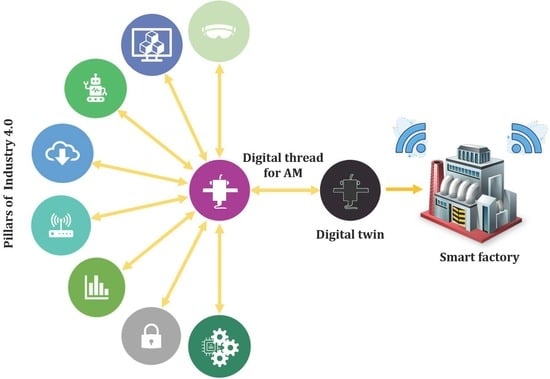
The fourth industrial revolution called Industry 4.0 (named after Germany’s Industrie 4.0 [1]) has made an enormous impact on academia, government policymaking, and industrial sectors. Extensive research is being undertaken to utilize Industry 4.0 for improving business models, product quality, employee skills, communications, and supply chains [2,3,4,5]. Major features of Industry 4.0 are digitization, optimization, and customization of production; automation and adaptation; human-machine interaction; value-added services and businesses, automatic data exchange, and real-time communication [6,7]. Different countries have different names for Industry 4.0 such as the “Industrial Internet” or “Advanced Manufacturing” in the United States, “Factories of the Future” by the European Commission, and the “Future of Manufacturing” in the United Kingdom [8]. There is no widely accepted definition for Industry 4.0 because of several reasons: no clear framework or boundaries for enabling technologies, rapid innovation of technology and its usage, differing needs of policymakers, businesses, and academics [9]. Industry 4.0 uses a series of enabling technologies that can be categorized into nine pillars [10]. These are the technologies that have the most applications under the Industry 4.0 umbrella. However, some works [11,12] have added another pillar known as “other enabling technologies” that has limited applications in agri-foods, bio-based economics, and energy consumption [13]. The ten pillars of Industry 4.0 are shown in Figure 1.
Industry 4.0 offers several major benefits, but there is a need to accept the lack of readiness from organizations for its implementation. The main challenges that need to be faced before the Industry 4.0 vision become a reality are reducing latencies and ensuring accuracy independent from the physical medium, performing fault tolerance without additional hardware, providing interoperability of solutions from different manufacturers, supporting higher security, safety, and privacy. To combat such barriers, organizations are investing heavily to embrace digitalization. Industry leaders such as General Electric (GE), Siemens, ABB, and Intel are changing their production strategy and management to embrace Industry 4.0 [14]. To demonstrate the capabilities of Industry 4.0, MTC (Manufacturing Technology Centre) from the UK developed a rapidly deployable, remotely managed, modular manufacturing supply chain network enabled by industrial digital technologies called Factory in a Box. This is a rapid route to market for products with a faster return on investment on its manufacturing innovation and new disruptive business models for the supply chain [15]. Government funding bodies are also not far behind and are offering substantial funds for researching different facets of Industry 4.0. A project funded by the European Union (EU) titled “GrowIn 4.0” aims to identify barriers to the uptake of Industry 4.0 in SMEs and propose different management related tools for ease of transformation [16]. Another project funded by the European Union along the same lines is “SME 4.0” that focuses on identifying Industry 4.0 enablers, developing SME-specific strategies and management models [17]. UK government is investing heavily in Industry 4.0-related research through Innovate UK for the development of business models and standards [18]. United States is also following the same trend with the development of new business models and their quick deployment [19]. On the other hand, the research focus of countries like Japan, Germany, and China is implementing digitalization to increase efficiency and product quality as well as reduce costs [20,21].
Within the context of Industry 4.0, there are many transformative technologies but there is only one that is associated with a manufacturing operation and is called additive manufacturing (AM). This is an umbrella term that is used to describe techniques capable of manufacturing three-dimensional objects by adding layers on top of each other [22]. The entire operation is digital where a 3D CAD file is sent from a CAD package to a slicing software that creates cross-sections for layer-by-layer manufacture followed by part building. The widely accepted CAD format is STL (Stereolithography), but a new format is under development for several years called 3MF (3D Manufacturing Format) that can allow design applications to send full-fidelity 3D models to a mix of other applications, platforms, services, and printers [23]. This is being done for two reasons. The first is to standardize a universal format for AM. The second reason is to overcome the limitations of STL format which essentially describes a raw, unstructured, triangular surface. In 2015, 3MF consortium was developed and investigation on this XML-based file format is undergoing ever since. As of 2019, information about material color has been incorporated in 3MF files [24]. The goal is to enable 3MF files to hold more information such as data about more than one object in the scene, printer profile, manually created supports, and variable layer height settings. This format has been adopted by big industrial giants in AM like Materialise, 3D Systems, and Ultimaker [25].
AM offers several notable advantages over other manufacturing methods but the most important one is perhaps its ability to manufacture geometries that are extremely challenging or in some cases impossible to manufacture any other way [26,27]. Customization and personalization are also benefits that are associated with AM methods which makes it a key technology for Industry 4.0 [28,29]. These aspects also make AM a preferred method for aerospace, automotive, and medical industries. There are seven main categories of AM including vat photopolymerization, powder bed fusion, direct energy deposition, binder jetting, material extrusion, material jetting, and sheet lamination [30]. Working with different raw materials to produce homogeneous and heterogeneous products with highly complex geometries in a time and cost-effective manner are some primary features of AM [31,32,33,34,35,36]. Like how Industry 4.0 is moving towards widespread adoption, AM has also passed through that phase. Many roadmaps and reports have been developed, including NIST roadmap [37], America Makes [38] roadmap, CSC report [39], Wohlers reports [40], etc., to provide industry and business perspectives on AM technologies. With such a wide variety of processes and materials, there exist notable challenges to the implementation of AM as well. They include building scalability, material heterogeneity, structural reliability, skills shortage, intellectual property, and standardization issues [41]. The main recommendation is the cooperation of the research community, industry, and the governments to overcome the barriers associated with AM. There should also be a strong focus on university-industry collaboration and technology transfer as well as education and training [42,43]. This shows a clear need for understanding the role of AM as a pillar for Industry 4.0 and how it fits into the context of the digitalization of manufacturing. This is a major opportunity to complement Industry 4.0 elements in end-to-end digital implementations of AM processes.
This paper presents an in-depth literature review based on AM and its interrelationship with the pillars of Industry 4.0 (other enabling technologies from Figure 1 have been omitted because of their limited applications). AM methods have been around since the 1980s and the use of new technologies (elements of Industry 4.0) for these methods presents an intriguing aspect of investigation. All the pillars have been explained followed by their interaction with AM whether directly (used for AM) or indirectly (used with AM) in Section 2. This is a comprehensive piece of work that discusses literature to highlight the significance of AM in the context of Industry 4.0. The literature also forms the basis for a conceptual digital thread proposed in Section 3 for AM encompassing Industry 4.0 enabling technologies to achieve optimized productivity, cost savings, agility, resilience, and interconnectedness for efficient operations management.
2. Interrelationship between Additive Manufacturing and Industry 4.0
2.1. Augmented Reality and Additive Manufacturing
The very first AM process (Stereolithography) came into existence in the 1980s and was categorized as a rapid prototyping process at the time. Its main applications included manufacturing prototypes in a time-effective manner for visualization and dimensional accuracy (if part of an assembly). Over the years, the types of AM methods have increased and evolved drastically to manufacture products using different materials including but not limited to thermoplastics, metals, ceramics, and glass [44,45]. The applications of AM methods have not changed to date but are continuing to grow toward mass-scale production. Moreover, technological advancements and innovations have made it possible to take the capabilities of AM even further; one of them being augmented reality (AR). This technology provides an interactive experience by superimposing or augmenting computer-generated images in a real-world environment. It could be utilized in numerous applications by joining physical objects and computer-generated graphics. AR gives movement control to its users by utilizing sensor innovation to control specific tasks. AR development activities date back to the 1960s when researchers developed a see-through display to show 3D graphics in a helmet [46]. Since then, the research has intensified to demonstrate the capabilities of AR in education, automotive, retail, finance, and tourism [47,48,49,50,51].
AR is often used in conjunction with virtual reality (VR) to offer unique solutions [52,53,54]. However, these are two different technologies. Where AR augments 3D graphics in a real-world environment, VR is an artificial environment that is created with software and presented to the user in a way that the user accepts it as a real environment [55]. AR is not intended to replace the real world and falls under the category of mixed reality (MR) systems on the reality-virtuality continuum [56]. Milgram and Kishino [57] presented this continuum to highlight the different points in the merging of real and virtual objects. With the advent of new technologies, however, the boundaries among AR, VR, and MR started overlapping [58]. Therefore, an enhanced continuum was proposed by Flavián, Ibáñez-Sánchez and Orús [59] that set clear conceptual boundaries for the real environment, augmented reality (virtuality overlapping reality), pure mixed reality (merged virtuality and reality), augmented virtuality (reality overlaps virtuality), and virtual environment. Such categorization helps in differentiating and easier implementation of new technologies for various applications.
Using AR as a tool for AM systems is a rigorously researched area. AM machines differ considerably in size, feedstock usage, and product properties. AR tools have been used previously for visualization of augmented cutting simulations on an industrial milling machine [60] and augmenting machine status with an AR marker [61]. However, controlling the machine is a challenging aspect and will help in the type of digital transformation that is associated with Industry 4.0. In that context, bi-directional AR interfaces have been developed to allow for machine control by making use of open source technologies as a low-cost and efficient solution. Eiriksson et al. [62] made use of Ultimaker Original desktop 3D printer, Open Hybrid platform (to create flexible physical-digital interactions), Reality Editor mobile iOS app (as a digital window), and multi-tool for Open Hybrid objects and Human Readable Quick Response Codes to develop augmented interfaces for print visualization that show different features. They include an augmented geometry of the part being printed, nozzle thermal control to change the temperature, 3D model selection tool for rapid job processing, and carriage motion control for movement of the X and Y axes (Z-axis control was not implemented). This work shows the potential of AR to control various aspects of a desktop-based 3D printer that allows both visualization and control. Such efforts point toward the flexibility of operation and can help to reduce the lead time for product development. They show the potential of AR in terms of interfacing with advanced manufacturing processes and process chains simply and intuitively.
In addition to bi-directional integration, using AR for manufacturing also has significant benefits. Peng et al. [63] developed an interactive fabrication system called RoMA (robotic modeling assistant) for an in situ modeling experience that can offer tangible feedback to the user. The robotic arm used in this work allows the interweaving of design and building in the same space. Several different functionalities of the AR assisted interactive fabrication approach were discussed by the researchers including building a teapot from scratch, using newly printed parts to scaffold further design, printing on existing products, and design modifications in real-time. The hardware of RoMA comprises an AR headset along with its controllers (OVRVision stereoscopic camera connected to an Oculus Rift VR headset), a robotic arm augmented with a 3D printing head (ceiling-mounted Adept S850 6DOF robotic arm), and a rotating platform (using an encoder to track absolute rotation) to hold the model. The software also comprises three sub-modules i.e., the AR sub-module to capture user input and render the AR scene, the Rhino CAD plugin to coordinate the various parts of the system with data from both the AR and printing assemblies, and finally the printer sub-module for fabrication. The robotic arm uses Wireprint technique where the user is in command and the robotic arm serves as an assistant to provide an immersive experience. The user wears the AR headset to visualize an augmented version of the part to be built on the platform and draws the profile using the controllers. The final products are left with very fine strands because of the robotic arm retraction upon changing the orientation of the build platform. However, they can be easily removed with a simple manual post-processing operation. Although this work is in its earlier stages, it has opened new avenues for product repair and enhancement because of the control it gives to the user.
Monitoring of AM methods during a build is crucial but has proved to be challenging. However, Malik et al. [64] have developed a scan-based method for real-time monitoring of an FDM (Fused Deposition Modelling) desktop 3D printer PRUSA i3 MK3. The setup also included a 13 megapixels camera and HoloLens along with an app developed in Unity software for interaction. The modification of the G-code allowed the researchers to acquire images after the deposition of each layer. To avoid losing depth information, automated cropping was implemented by masking the image obtained by the G-code simulator and aligning it with the camera-acquired image. The alignment is crucial to overcome issues such as image rotation, scale, and skew. MATLAB was utilized for intensity-based automatic image registration to align the images. The data is then used to reconstruct the 3D model in an OBJ file format. This setup allows for monitoring of the outer geometry as well as detecting defects in the inner layers of the printed part. It offers a new paradigm for inspection during FDM-based builds and can be used as a decision-making tool as it allows the user to inspect the build quality by visualizing the reconstructed 3D model in a mixed reality environment using HoloLens. The app developed for HoloLens also allows the user to interact with the digital model using hand gestures and voice commands. This work should be developed for larger products to visualize the inter-layer defects as more layers will add complexity to the 3D model reconstruction. Ceruti, Liverani, and Bombardi [65,66] presented an augmented reality-based approach for 3D printing by superimposing a virtual model over a physical one to assess geometrical errors and deviations. This helps to avoid waste of machining time and material.
In addition to using AR for AM methods, their combination has provided significant advantages in various other fields of science and technology. The work done by Wake et al. [67] in the field of medicine and health care showed a workflow for developing 3D printed and AR kidney models using radiology examination and image segmentation. The radiological data were used to create a 3D model of the kidney using multicolor PolyJet technology (Stratasys J750), allowing a transparent kidney with the coloring of the renal tumor, artery, vein, and ureter. An AR kidney model was created using Unity 3D software and deployed to a Microsoft HoloLens. The 3D printed and AR models were used preoperatively and intraoperatively to assist in robotic partial nephrectomy. This technique demonstrated the reliability and feasibility of the AM/AR combination that can influence surgical planning decisions for improved results. These examples highlight the interaction of AR with AM both directly (used for AM) and indirectly (used with AM). The use of a digital CAD file is a pre-requisite for any AM method and superimposing it on the product being built or augmenting machine-specific information to the user showcase the ease of digital data sharing between AM and AR.
2.2. Simulation and Additive Manufacturing
A simulation is an approximate imitation of a process or a system. It can take several forms and can provide results based on established mathematical models or statistical tools. Its widespread use in engineering allows for a detailed virtual analysis of complex problems. This analysis could be used for testing a product or process flow, optimization of a product or process, etc., which can lead to increased production times, and reduction of set-up costs [68,69,70]. Simulated environments are also useful tools for training and education e.g., flight simulators, automotive driving simulators. However, the focus here would be on simulations performed on AM products or processes.
One of the major advantages of simulation tools is that they can provide users with results that are based on mathematical models or statistical tools when working with real-world systems. This permits the user to decide the accuracy and proficiency of a product/process before physical implementation. Thus, the user can investigate the benefits of different design iterations without building them. By researching the impacts of different design choices during the planning stage as opposed to the development stage, the general expense of a specific product decreases significantly. For instance, consider the design and manufacture of a new bike frame using AM. During the design stage, the user is dealing with several key factors such as the load-bearing elements of the frame, placement of different parts and the materials to be used. It would be expensive to manufacture the frame in its entirety and test every single orientation or iteration, even with AM. Simulations are crucial for engineering applications as they allow a user to examine the overall predominance of each design iteration without spending time and money for their manufacture. By imitating the behavior of the designs, simulations can give the user data relating to their effectiveness for a specific application. After cautiously gauging the repercussions of each design according to requirements, the optimal design can be manufactured. As a tool, simulations also help engineers design and test products and processes under different conditions and environments to best approximate their behavior. Users can analyze a problem at a few unique degrees of deliberation as it increases in complexity. By running a simulation that shows complex interactions among different components, the user can comprehend their behavior and can put safety factors in place to ensure optimal performance. 3D simulation models provide a visual representation for different parameters (e.g., stress, strain) and every part can be analyzed with ease using the modeling capabilities. This can help in identifying small details that could easily be missed in large scale experimental testing.
Despite notable advantages, simulations also present their own set of issues. Many of those problems can be attributed to the high computing power leading to the purchase of expensive equipment and software licenses. Simulations should save time and high processing hardware can allow users to do that. Sometimes solving complex problems could take a longer time to simulate compared to physical testing which is not ideal. The delay could be due to several reasons i.e., high number of components, complex interactions among components, and limited processing capabilities. Therefore, high functioning computer systems (or supercomputers) are required to undertake extremely complex simulations. Because of continuous advancements in this field, this issue is becoming less of a concern. One of the methods for overcoming this issue is to bring simplifying assumptions or heuristics into the simulations. While this practice can drastically reduce the reenactment time, it might likewise give its users an incorrect result. Therefore, a simulated result must be validated through experiments. The difference between the simulated results and experiments is highly dependent on the type of simulation and can be further verified through existing literature. Even though simulations provide a visual representation, they are only as accurate as the input values and the boundary conditions [71,72]. With all its flaws, simulation still plays a major role in the deployment of Industry 4.0 and has shown to support decision-making [73].
There is a wide variety of commercially available simulation tools that have been developed and researched over the years. They include but are not limited to Ingrid Cloud, SimScale, CAEplex, MATLAB, ANSYS, EMS, SolidWorks Simulation Premium, COMSOL Multiphysics, Flow-3D, ProModel Optimization Suite, ALSIM, and IdeaCloud. In addition to these tools, some have been developed specifically for AM simulations including ANSYS Additive Suite (for metal AM processes), Simufact Additive (for Selective Laser Melting, Direct Metal Laser Sintering, LaserCUSING®, Electron Beam Melting, Direct Metal Deposition, Directed Energy Deposition, and Laser Cladding processes), Amphyon (for Laser Beam Melting, Selective Laser Melting, and Direct Metal Laser Sintering), Virfac Additive Manufacturing (for Selective Laser Melting and Laser Metal Deposition), Autodesk NETFABB (for Powder Bed Fusion and Direct Energy Deposition), AdditiveLab (for metal-deposition AM processes). These software packages are based on various numerical analysis methods such as FEM (Finite Element Method), FVM (Finite Volume Method) and DEM (Discrete Element Method). These methodologies have been used to simulate AM processes and AM parts during the build to detect problems or defects. Table 1 shows some examples from literature associated with using simulations for AM products and processes. It is a holistic account of the seven AM categories and highlights the use of simulation tools for the different AM methods. The examples illustrate modelling of different materials, thermal behavior, optimization of process parameters, surface roughness, morphologies, porosity development, energy consumption, optimization of supports and build-up orientation, detecting residual stresses, and identifying manufacturing problems of re-coater clearance/coating offsets.
AM processes and products are one aspect of the simulation spectrum as more research in this area is leading to the development of AM research centers around the world. In that context, it is essential to highlight the significance of manufacturing process simulation software packages such as AnyLogic, Simul8, WITNESS, and FlexSim. They can provide animated and interactive models to replicate the operation of an existing or proposed production facility. They can help solve common manufacturing challenges that include assessing the impact of investment, production planning optimization/scheduling, facility designing, manufacturing capability planning, process improvement, bottleneck analysis, production line balancing, resource allocation, improve material flow and inventory planning, experimentation with lean manufacturing techniques and last but not least plan Industry 4.0 approaches. Avventuroso, Silvestri, and Frazzon [92] made use of Anylogic (version PLE 8.1.0) software to undertake a simulation-based analysis to support planning, designing, and performance evaluation of an AM plant for large scale production of medical devices. Liquid Frozen Deposition Manufacturing (LFDM) was the focus and was being utilized for the manufacture of biomedical devices that could adhere to the FDA (Food and Drug Administration) guidelines. Because of sterility considerations, a pilot plant was modeled that included several cleanrooms. It was imperative that everything would go according to plan and the production flow could be optimized to achieve desired results. That production had to follow specific protocols to ensure consistency of operation. Different scenarios were considered by varying the number of printers, clusters, gelation stations, and employees until the optimized line configuration was achieved resulting in the daily production of 210 products. This example shows the applicability of manufacturing simulation in supporting decision-making to choose the optimal solution from alternative set-ups. Thus, contributing to the evaluation of potential benefits and economic feasibility of the new AM facility.
Another example that highlights the significance of using simulations in setting up AM facilities is the case study of Metalysis (Rotherham, UK based AM company) that wanted to test their planned manufacturing process. The company has patented a process to produce titanium and tantalum metal powders. Their revolutionary process can convert ores directly into metal powders through electrolysis and they wanted to investigate whether they can set up their processing facility as a stand-alone production cell using a modular approach. This led to their partnership with a leading predictive simulation provider Lanner Group Ltd. (Warwickshire, UK). The company used its software called WITNESS Horizon to develop a 3D virtual model of the production process to analyze the scheduling of movements around the cell and optimized the achievable throughput for various products. The model helped Metalysis in identifying potential bottlenecks leading to savings in time and money. The company also provided 2D and 3D visualizations of the cell operation that are being used by Metalysis as part of their visitor factory tour [93], thus raising the image of the company to that of a digitally competent one. The literature highlights the use of simulation packages for AM and how they can help in optimizing parameters for both products and processes. The use of digital product or process flow data in an appropriate simulation software package can provide 2D or 3D visualizations of the product or process behavior under different conditions. This digital data can be stored, analyzed, and used to manufacture an optimized product using AM methods or design optimized AM process flows.
2.3. Autonomous Robots and Additive Manufacturing
Robots that are characterized by a certain degree of self-sufficiency and autonomy are classified as autonomous robots. A genuinely autonomous robot is one that can perceive its environment, settle on choices dependent on what it sees, or potentially has been programmed to perceive, and then actuate a movement or manipulation within that environment. For mobility applications, these choice-based activities incorporate but are not constrained to the basics of the beginning, halting, and moving around obstructions. There have been major developments in the field of autonomous robots i.e., artificial intelligence, navigation, cost reductions, sensors, response capabilities, regulatory reforms, and public policy [94]. Robots play a significant role in several industrial sectors such as manufacturing, medical, transport, aerospace, and construction. The quantity and quality of multipurpose industrial robots have increased significantly leading to the development of sophisticated robots. A fundamental face of Industry 4.0 is self-ruling creation techniques fueled by robots that can finish activities intelligently, with the emphasis on security, adaptability, flexibility, and collaboration. Such robots are known as cobots (collaborative robots) or automated guided vehicles or unmanned aerial vehicles. They offer advantages such as a reduction in set-up costs, errors, and machine downtimes, offer flexibility as well as higher production capacity [95]. Collaborative robots are designed to fill the gaps between conventional robots and human specialists as they open new avenues for automation. These robots are intended to work in manners like people, with the additional capacity to analyze and transmit information. In Industry 4.0, robots and people work collaboratively on interlinking tasks and utilizing smart sensor human-machine interfaces. The utilization of robots is extending to incorporate different capacities such as manufacturing, coordination, data management, remote access, and control. These are extremely useful features that offer flexibility to the users and allow for seamless integration of the physical equipment with digital software tools.
As far as the use of autonomous robots for AM is concerned, industrial-grade robotic arms have been researched quite extensively. AM is disrupting traditional manufacturing and is changing everything from the assembly lines to logistics. Likewise, industrial robotics has had a profound impact on manufacturers, affecting nearly every aspect of the business. AM and robots enable and complement each other. The combination includes AM for robot end effectors, robots for 3D printing parts, and different modes of metal and plastic production. Some examples of robots being used for AM processes are shown in Table 2. These examples highlight the use of robots for AM by depositing material in layers on top of each to form 3D structures in an automated manner based on the digital data generated by a slicing software.
AM is also gaining massive attention in the construction industry. Contemporary construction strategies are slow, work concentrated, hazardous, costly, and compelled to rectilinear structures. Keating et al. [106] attempted to address these issues by presenting the Digital Construction Platform (DCP). It is a mechanized development framework fit for altered on-site manufacture of building scale structures utilizing continuous ecological information for process control. The framework comprises a compound arm framework made from water-powered and electric mechanical arms carried on a tracked mobile platform. An AM strategy for building protected formwork with slope properties from dynamic blending was created and executed with the DCP. As a contextual investigation, a 14.6-m-distance across, 3.7-m-tall open arch formwork structure was produced on-site with a development time under 13.5 h. The DCP framework was described and assessed in examination with conventional development procedures. Early exploratory strides toward independence—including photovoltaic charging and the sourcing and utilization of nearby materials—are examined alongside proposed future applications for independent development. AM has made an enormous impact on the global economy and the development of inhabitable structures is just another example where AM is working towards benefiting society. A recent issue that has caused a serious global health crisis is the outbreak of coronavirus. Large scale AM also played a role in alleviating some of the issues. A Chinese Construction Company WinSun deployed 3D printed isolation wards to the region and the hospitals to house medical staff using their large-scale 3D construction prints. These wards were modified to suit the needs of isolation standards and can withstand extreme temperatures, wind, and even earthquakes. With their ease of mobility and transport, AM is making a big difference in the community [107].
Since the theme of this paper is to highlight the interconnectedness of different Industry 4.0 technologies with AM, therefore, there are two aspects to be considered i.e., autonomous robots undertaking 3D printing operations and 3D printing supporting robotics. The former has been discussed and literature related to the latter is presented here. To take full advantage of the autonomous robots, several future-focused Danish companies (GXN Innovation, 3XN, Danish AM Hub, and Map Architects) collaborated on an initiative called “Break the Grid.” They envisage fleets of roaming 3D-printers moving across the land, air, and even sea. They are developing three different concept designs to address three separate use-cases. All of them autonomously scan the environment, identify problem areas, and act to fix them. The 3D-printing robots can perform a multitude of activities ranging from new manufactures to repairs to detecting damages and surveillance [108]. British Robotics Lab, University of York, Edinburgh Napier University and the Free University of Amsterdam received over £1 million in funding from the Engineering and Physical Sciences Research Council for the development of a purpose-designed 3D printing system, dubbed the ‘‘birth clinic’, to print small mobile robots. The four-year project is called autonomous robot evolution (ARE) and is aimed at exploring new design approaches for robotics operating in foreign and extreme environments [109]. Working on the ARE project, Hale et al. [110] introduced a robot fabricator in their work aimed at the creation of both virtual and physical robots with evolving brains and bodies. They proposed the idea of 3D printing robot bodies with prefabricated actuators and sensors autonomously attached in the positions determined by evolution and evolutionary algorithms. These highlight the usage of AM in conjunction with other digital aspects requiring data collection, processing, and storage to show the robots working with AM. The digital information gathered by the sensors is processed and acted upon by the robots without human interference to show its autonomous behavior for different applications.
2.4. Industrial Internet of Things and Additive Manufacturing
Internet of Things (loT) is a system of devices and things that are implanted with sensors, software, and electronics to initiate the exchange and collection of data and information [111]. In the world of manufacturing, this technology is often referred to as the Industrial Internet of Things (IIoT) that facilitates communication among people, products, and machines. Manufacturers are attaching sensors to machines and other physical assets on the production floor to collate data that influences decisions in real-time leading to increased efficiency as well as productivity. The interconnectedness of different devices allows for better user experience and help in effective decision making. The opportunities offered by IIoT are shown in Figure 2. To avail any of these opportunities, the most crucial aspect is the data, therefore, an effective approach to data acquisition and centralization is required. Organizations require reliable data to make informed decisions at every step of the process. IIoT frameworks present numerous advantages to both consumers and industries. Inherent to any advanced computer framework is the unfailing nature of codes and commands, which can help avoid the commonly accepted issues and human errors. Subsequently, the unwavering quality of numerous basic frameworks can be enormously expanded. In combining numerous self-governing frameworks, IIoT frameworks can convey and decipher information at a level incomprehensible by human knowledge. With bits of knowledge picked up from a bigger “huge information” pool, perpetual new conceivable outcomes in productivity, scale, and execution are currently conceivable. IIoT allows the development of a novel production paradigm, called personalized production which enables the customer involvement from the product design phase [112].
The components for fully functional IIoT systems have been around for decades but were limited in terms of their implementation because of high research and development costs. AM has made significant strides in this area because of its cost-effectiveness and ability to print functional electronic components [113,114,115]. Therefore, integration of AM and IIoT is imperative to achieving improved results for both products and processes. Electronics manufactured by AM methods enhance current manufacturing techniques as far as time, cost, and risk are concerned. They also allow the manufacturing of designs that are otherwise impossible to produce using subtractive strategies. For sensor structure, AM removes numerous conventional constraints, particularly those associated with planar electrical structures. The outcome is that profoundly altered surface topographies can be made to facilitate the angled arrangement of sensor segments and join various capacities in a solitary product. The present AM methods from companies like Nano Dimension (Ness Ziona, Israel) reduced the limitations associated with machine requirements for conventional electronics improvement. Their “DragonFly Pro” system can dispense dielectric polymer and conductive metal simultaneously to develop functional circuits. With its lights-out digital manufacturing (LDM) printing method, this system is capable of manufacturing antennas, sensors, PCB boards, and magnets [116]. Another example of AM and IoT comes from Rize Inc. (Concord, MA, USA) with the addition of AR. They are manufacturing functional 3D parts (through extrusion and material jetting) that can augment digital information through a QR code. Using the company’s patented Augmented Polymer Deposition (APD) hybrid process, manufacturers can develop products with embedded markers that can create a link with the digital file and bridge the gap between the virtual and real-world [117]. A leading AM systems manufacturer, EOS GmbH (Krailling, Germany), has joined a user organization MindSphere World that promotes the open, cloud-based IoT operating system called “MindSphere.” This operating system has been developed by Siemens (Munich, Germany) and can connect plants, systems, and machines for enhanced productivity. EOS is working constantly to integrate its solutions into its customers’ production workflows. With EOSCONNECT, EOS is offering a software solution that serves as a gateway and, in combination with MindSphere, makes it possible to integrate EOS 3D printing systems in the IoT [118].
Customer interaction in the early stages is a key focus with IoT. Wang et al. [119] discussed the lack of support for customers throughout the product development and the abundance of cloud-based strategies for 3D printing services. They proposed a new IoT-enabled cloud platform that integrates 3D systems, materials, knowledge, and test data for printing as well as design and process planning. Thus, enabling users to remotely monitor and control the process. The viability of artificial neural networks was also investigated for the detection of defects resulting in a sophisticated control platform that can offer substantial time and cost savings. Large AM systems consume more energy compared to desktop-based systems to accommodate for lasers, heaters, and cooling systems. Qin, Liu, and Grosvenor [120] proposed an IoT based framework for modeling the energy consumption of an EOS P700 SLS system. They collected raw data for several process parameters and uploaded it to the cloud to ascertain the energy consumption to reduce the limitations of current energy consumption analysis methods. Barbosa and Aroca [121] presented an IoT-based proof of concept using beacons (small, wireless transmitters that use low-energy Bluetooth technology to send signals to other nearby smart devices) for the management of FDM and vat 3D printing processes. They showed the use of beacon technology with 3D printers on Wi-Fi and cloud to perform process monitoring in real-time via mobile devices. These examples demonstrate the impact of IIoT on the monitoring and control of AM methods for improved productivity leading to a better experience for both the customers and the manufacturers. Data collation from various sensors for different operating parameters in real-time and the use of sophisticated digital techniques for their processing can help in the optimization of AM methods resulting in better product quality.
2.5. Big Data Analytics and Additive Manufacturing
IIoT is characterized by a system of interrelated computing devices, mechanical and digital machines provided with unique identifiers, and the ability to transfer digital data over a network without requiring human-to-human or human-to-computer interaction. Based on the description provided in the previous section, this means that copious amounts of data from different sensors on AM systems need to be collected and processed in a relatively short time to allow users to make informed decisions. This is where big data analytics (BDA) come into play. Big data are a collection of massive data sets that cannot be analyzed or processed through traditional database and software techniques [122]. It is continuously evolving and getting bigger as more research is conducted in this area. Over the years, numerous definitions from researchers, organizations, and individuals have been presented for big data. In 2001, industry analyst Doung Laney (from Gartener, Stamford, CT, USA), articulated the mainstream definition of big data in terms of three V’s i.e., volume, velocity, and variety [123]. However, time and research led to a gradual increase in the number of V’s that represent the complexity involved in big data. After three, this number went to four [124] then five [125], and currently it is placed at 42 [126] which represent a higher sophistication level. Four major data types are used for analytics in big data i.e., structured, semi-structured, quasi-structured, and unstructured. Their interrelationship is shown in Figure 3. Based on these different data types, four different analytics can be performed. The first is descriptive that provides effective visualization of the current business. The second is diagnostic that helps to identify the causes of problems. Predictive is the third that makes use of historical data and algorithms to predict future business needs. The last is prescriptive that recommends actions and strategies based on advanced analytical tools [127]. Different BDA tools are available in the market that can provide meaningful analysis of a large data set.
Much like IIoT, BDA also plays a big role in the field of AM as it can help analyze copious amounts of data. Because of the extensive research efforts for the development of new materials and better AM systems, the use of analytics is becoming a crucial aspect. According to Lee, Bagheri, and Kao [128], BDA comprises 5Cs in the integrated Industry 4.0 and cyber-physical systems (transformative technologies for managing interconnected systems between its physical assets and computational capabilities) environment. They include smart connection level, data-to-information conversion level, cyber level, cognition level, and configuration level. This architecture allows for a streamlined approach toward data analytics for better product quality and system reliability in the context of an Industry 4.0 or smart factory. AM methods involve complex and varied interactions between part design, materials, production processes, and part performance. These aspects lead to enormous amounts of data that need to be collated throughout the product lifecycle and analyzed for opportunities e.g., cost-reduction and improved efficiencies. AM Informatics is a term that defines the science of managing AM data across its lifecycle with full maintenance of the complex relationship among part geometry, material, and individual processes used to create the final part [129]. Building digital twins (digital replica of a component, asset, system, or process) of AM is a major research focus offering benefits such as virtual analysis, future predictions, optimization strategies, and increased product reliability. It makes use of several Industry 4.0 technologies such as simulation models, big data analytics, IIoT, cloud computing, and cyber security [130]. However, such applications are still in their early stages of development.
In addition to the digital thread for AM and digital twins, there are two more aspects (specifically linked to AM) that would be well-suited for big data and simulation related applications. They are topology optimization (TO) of products and development of lattice structures. TO is a mathematical method that maximises the material layout within a given design space, for a given set of loads, boundary conditions, and constraints to maximize the performance of the system. Generally, TO makes use of numerical analysis methods such as FEM and FVM to evaluate the design performance. The design is optimized using either gradient-based mathematical programming techniques or non-gradient based algorithms. Most designs generated through TO are difficult to manufacture and AM is often used as it offers design freedom [131]. TO is a key part of the DfAM (Design for Additive Manufacturing) approach. Combining the principles of DfAM with simulations to generate a manufacturable product requires high computational power and capabilities of BDA. This combination is somewhat lacking in the current research efforts because of the increased complexity of the elements involved. The same issue is present for lattice structures. These are topologically ordered, 3D open-celled structures composed of one or more repeating unit cells. Through control of various parameters, lattice structures can produce unique mechanical, electrical, thermal, and acoustic properties [132]. They are also heavily dependent on numerical analysis for their optimised performance. A typical lattice structure is made of thin ligaments connected in a cubic or diamond or tetrahedral shape, and a high number of elements are obtained in FEM because the minimum size of the mesh must be similar to the thickness of the ligaments. This will result in millions of elements in a numerical analysis software package Like TO, the combination of simulations and big data techniques will help to accelerate this type of analysis. These two elements are key challenges for AM products to be truly optimised for performance.
Considering defect detection, Strantza et al. [133] developed an effective structural health monitoring system (SHM) based on crack detection employing a network of capillaries integrated with Ti6Al4V produced by SLM. They subjected the test materials to high cycle fatigue in as-built conditions and showed that their integrated SHM system can successfully detect the crack before the final failure. This could have potential applications in several industrial sectors. For example, aeronautics can use an SHM system collating large amounts of data in real-time to better understand the loading cycles of airplanes during takeoff, landing, or cruise in turbulent air. This can provide invaluable information and significant savings on maintenance costs [134]. Francis and Bian [135] developed a CAMP-BD (Convolutional and Artificial Neural Network for Additive Manufacturing Prediction using Big Data) computational framework that comprises a convolutional neural network and an artificial neural network. They used this framework to predict thermal distortion in laser-based additive manufacturing to ensure that final products lie within accepted tolerances of standard metal AM machines.
Majeed, Lv, and Peng [136] conducted a case study on a Chinese company Xi’an Ruite 3D Technology Co. Ltd. (Xi’an, China), to implement a big data-based analytics framework for the optimization of manufacturing performance of an RT-J250 3D printer (FDM based system). Their framework comprises big data acquisition and integration, big data mining, and knowledge sharing mechanisms that positively benefited customers, manufacturers, environment, and all aspects of manufacturing. This framework can be used to optimize other parameters (e.g., energy consumption and part quality) by making informed decisions based on big data analytics. Lee et al. [137] employed six different machine learning algorithms to predict the melt-pool formation by fabricating Ni alloy single tracks using a powder bed fusion process. A broad database of melt-pool geometries was developed that included processing parameters and material characteristics. They undertook correlation analysis that helped in building realistic machine learning models. These models accurately predicted melt-pool geometries measured in the substrate but showed relatively low predictability for those measured in the powder. However, this work demonstrates the viability of using BDA for AM process optimization. Considering this discussion, Figure 4 shows the ways that BDA can be used for AM to enhance the quality of its products.
2.6. Cloud Computing and Additive Manufacturing
Analyzing large data sets requires sophisticated and expensive hardware. This can be a major deterrent for organizations. However, the digital data generated needs to be analyzed and if purchasing expensive hardware is not an option then alternatives need to be sought. This is the reason for the increased popularity of cloud computing (CC) that can analyze data over the Internet without the need of being bound to a specific machine. According to U.S National Institute of Standards and Technology (NIST), “Cloud Computing is a model for enabling convenient, on-demand network access to a shared pool of configurable computing resources (e.g., networks, servers, storage, applications, and services) that can be rapidly provisioned and released with minimal management effort or cloud provider interaction” [138]. Organizations are rapidly shifting their IT resources to CC because of the benefits that it offers including reduced capital costs, global scale, high speed, reliability, enhanced productivity, performance, and security [139]. On the other hand, it also has several challenges such as platform and data management, data encryption, inter-portability, migration of virtual machines, energy management, and access controls [140]. To overcome these limitations, CC operates in four different types i.e., public cloud (third party cloud service providers), private cloud (resources used exclusively by a single organization), hybrid cloud (a combination of public and private), and community cloud (shared by several organizations) [141]. These different cloud services work in three different CC models as shown in Figure 5. These models allow for a better user experience and each represents its pros/cons that should be evaluated for a specific application.
Cloud computing goes hand in hand with IIoT that enable the collation of enormous data sets from connected devices. This data are analyzed through different strategies using CC for time and cost savings. The use of CC for AM is an exciting prospect as AM processes could generate large data sets for processing. Even though AM offers significant advantages over traditional machining, the current design and analysis tools are not tailored for AM processes. This trend is shifting, but more advancements are required to drive AM product quality and control the design process. One aspect is the use of simulations to predict the quality of a product using IIoT data through the cloud. However, organizations are interested in processing their supply chain through this route as well. This puts enormous pressure on the cloud servers and could lead to catastrophic security and confidentiality breaches if not handled appropriately. To add to the worries of organizations, AM is constantly revolutionizing the supply chains by reducing the number of suppliers for parts as manufacturing could be done in one place. Such growth has led organizations such as GE Additive (USA) to face significant operational challenges. Their collaboration with Oracle Corporation (USA) and PricewaterhouseCoopers (PwC, London, UK) led to the adoption of cloud-based solutions for their sales, operations planning, procurement, manufacturing, and inventory. Oracle ERP (Enterprise Resource Planning) Cloud and Oracle Supply Chain Management Cloud have allowed them to seamlessly integrate their different business sectors while supporting the rollout of new capabilities and continuous process improvement across the growing enterprise [142].
Extensive research is on-going to develop software solutions for 3D printer management. One main issue is the use of different software packages for different 3D printers which can become extremely difficult at times. A solution would be a software that can combine the control of several 3D printers in a single platform. One such software is called 3DPrintOS (USA). It is a cloud-based 3D printer management system that comprises firmware, software, and cloud platforms. The system covers every aspect of 3D printing and advanced manufacturing workflows, solving the fragmentation of many disparate 3D printers and their associated software packages. This solution has been implemented in universities (Purdue, Yale) and large organizations (Kodak, Cisco) alike [143]. Stratasys (Israel) is a global manufacturer of AM systems and it has introduced a new work order management software solution for shops that provide centralized 3D printing services called GrabCAD Shop. This is a cloud-based software designed to streamline work order management processes by substantially improving the collaboration among engineers, designers, and shop operators [144]. Rudolph and Emmelmann [145] presented a cloud-based platform for automated order processing in SLM process. Their user interfaces along with the web-based services helped in increasing the efficiency of the order processing protocols.
Sensor integration for data collation and the subsequent use of the data processed through cloud-based software packages for AM process and design optimization is gaining significant attention [146,147,148]. Wang, Blache, and Xu [149] showed an interactive DfAM cloud-based system comprising decision support module and knowledge management module. They utilized a Stratasys Dimension BST 768 printer (using ABS plastic) to show the positive effects for customer usage with enhanced surface finish, dimensional accuracy, and tensile strength. Haseltalab and Yaman [150] developed a cloud-based fabrication paradigm called LIPRO (List Processor) and implemented it on two AM systems i.e., Ultimaker 2 Go (FDM printer) and B9Creator v1.2 (Digital Light Processing). They demonstrated the use of minimal memory to complete the fabrication process and discussed the potential of using this method for other AM systems as well. Even though these approaches exist, there is still room for improvement to unlock the full potential of cloud computing for AM methods and require more research to create less resource-intensive protocols that can save time and money [151].
2.7. Cyber Security and Additive Manufacturing
With the use of the Internet for digital data transfer, the major challenge is its protection. The data generated through IIoT, analyzed through BDA, and processed through cloud-based software packages require security. This brings cyber security (CS) to the forefront. CS is the combination of policies and practices employed by individuals and organizations to prevent and monitor computers, networks, programs, and data from unauthorized access or attacks for exploitation purposes [152,153]. With the increased availability and utilization of standard communications protocols that accompany Industry 4.0 (e.g., industrial Internet of things, big data analytics, and the cloud), the need to secure critical industrial frameworks and manufacturing lines from cyber security threats increments drastically. This has resulted in an overwhelming demand for secure and reliable practices for the protection of interconnected systems from cyber threats and attacks. Figure 6 shows the relationship among different digital technologies, their associated risks, elements of CS, and the benefits of using CS for the protection of modern techniques. CS is continuously evolving to meet the technological demands of the modern world. For example, critical information (usernames and passwords) was stored in databases in the olden days and it became exceedingly difficult to ensure the security of such information from external hackers and malicious internal users. Advancements were made to instill confidence and provide secure user experience by encrypting the data. Decrypting such data is challenging, time-consuming, and is often impossible without having access to the encryption key. With the world moving toward a digitized future, more protocols are required to secure digital assets. Blockchain technology (decentralized, distributed ledger that records the provenance of a digital asset [154]) has been quite successful in transferring information securely through a network [155,156]. Rapidly changing technologies lead to new pathways of attack and such evolution can be challenging for organizations. End-user education is also crucial to ensure that employees of an organization do not accidentally upload a virus on a work computer [157,158,159]. Theft of individual data from the databases of organizations is not a new phenomenon. Prime examples are the cases of Facebook [160] and Cambridge Analytica [161]. Therefore, there are data protection rules all over the world such as the General Data Protection Regulation (GDPR) from the European Union and UK Data Protection Act 2018. They outline the regulations for personal data handling and precautionary measures.
To avoid cyber threats, air-gap networks are used for highly sensitive systems that are always required to function regardless of the external environment. To remove any chance of external infiltration, such networks cannot be accessed from outside the facility where they operate as a security measure. The network, however, still requires maintenance and security updates. Only a certain number of individuals should be trusted to keep the security up to date and they also need to constantly monitor the system for any possible security flaws. In addition to such localized security measures, countries have also taken notice of cyber risks. As an example, the White House (USA) released Cybersecurity EO 13,800, which focuses on cyber risks to the manufacturing sector [162]. ISO 27,000 (UK) series of standards have also been proposed that help businesses manage data assets and can provide a standardized approach to manufacturing businesses for developing cyber security protocols [163]. European Commission has identified the need for control and standardization moving forward towards Industry 4.0. In that context, they have set up ICT (Information and Communication Technology) standardization priorities for the Digital Single Market as part of the package on Digitizing European Industry [164].
CS plays a critical role in today’s digital world where data protection is the main priority. AM system and processes have no shortage of data ranging from materials and build parameters to support structures and post-processing operations. Setting a 3D file for print requires the selection of several parameters that dictate the properties of the AM part e.g., layer thickness, infill percentage, shell thickness, bed temperature, build speed, and build orientation. The access to this entire workflow should be restricted and security protocols should be put in place to avoid malware corruption or hacking of the digital asset. There are several threat categories associated with AM and a few of them are shown in Figure 7.
To investigate cyber threats, Turner et al. [165] conducted a study of additive and subtractive manufacturing processes, from design to quality control. They analyzed the manufacturing process chain and found several easily exploitable attack vectors. They examined the lack of integrity checks, particularly at the stage of receiving the design, lack of physical security on machining tools, exposure to common network attacks, and the difficulty of relying on existing quality control processes. Moore et al. [166] carried out a static analysis of the source code and dynamic analysis of the communication between a desktop-based 3D printer and the computer using Cura 3D, ReplicatorG, and Repetier-Host software packages to reveal numerous vulnerabilities that can pose serious security threats. Sturm et al. [167] discussed the implications of malware to alter the STL file defining the 3D object geometry by introducing voids into the design. They used an Objet Connex 350 3D printer (ABS material) and the result of the void generation was reduced tensile strength of the manufactured dog-bone specimens. Zeltmann et al. [168] followed a similar route and introduced two modifications i.e., print orientation and internal defects. They used a Stratasys Connex500 (polymer material jetting) printer to print tensile test specimens. They also utilized finite element analysis and ultrasonic testing to highlight the effects of the modifications leading to deterioration in properties. As efforts have been made to highlight the threats to AM, extensive literature is also available to mitigate such actions [169,170]. Utilizing the work done by Zeltmann et al. [168] as the basis, Straub presented an imaging-based solution to combat the issue of printing orientation [171] and a visible light-sensing technology to detect internal defects [172]. Straub [173] also presented a visible light imaging methodology to ascertain the difference between materials of different colors and different types of material with similar coloration. These examples show that there is a need to mitigate cyber threats (through digital data manipulation) and protect the AM data from malicious attacks to ensure security and take full advantage of its capabilities.
2.8. Horizontal/Vertical Integration and Additive Manufacturing
With Industry 4.0, companies, departments, functions, and capabilities will become much more cohesive resulting in cross-company and universal data-integration networks to evolve and enable truly automated value chains. This is achievable through integrated manufacturing that comprises horizontal, vertical, and end-to-end integration [174]. Horizontal and vertical integration aims to develop organization-wide protocols for data sharing to create the basis for an automated supply and value chain. End-to-end integration involves machine integration and customer integration as parts of the production system, along with product-to-service integration through direct manufacturer monitoring, focusing on product, production, and customer design [175]. Horizontal integration is about digitization across the full value and supply chain, whereby data exchanges and connected information systems take center stage. It allows for seamless integration of IT systems and information flows across production and business planning procedures with all stakeholders and processes internal and external to the value and supply chain: ranging from suppliers of materials and utilities to internal processes to distributors and customers. Horizontal integration helps with horizontal coordination, collaboration, cost savings, value creation, speed, and the possibilities to create horizontal ecosystems of value, based on information. On the other hand, vertical integration is about the integration of IT systems at various hierarchical production and manufacturing levels into one comprehensive solution. These hierarchical levels are the field level (interfacing with the production process via sensors and actuators), the control level (regulation of both machines and systems), the production process level (to be monitored and controlled), the operations level (production planning and quality management), and the enterprise planning level (order management and processing). Combining these two is key to a truly digitized future for organizations [176,177] as shown in Figure 8.
With the help of AM, the future of vertical integration could potentially lead to the elimination of the retail experience. With extensive research, the costs of AM systems are decreasing, and this has resulted in a widespread adoption among different industries including automotive, aerospace, medical, and apparel. Companies such as Shapeways, Kraftwurx, and Staples are offering 3D printing services to consumers and industries. Using these 3D printing services; consumers can personalize products and industries can move towards mass production. Other organizations such as MakerBot and Mcor focus more on the desktop-based AM systems. They imagine a contiguous future where brands will have the option to coordinate custom manufacturing processes into their business and permit their clients to personalize the products in the comfort of their homes. This vision of a future where 3D printing opens the doorway to the possibility of a boundlessly adaptable grouping of items can be taken much further when connected with the ongoing ubiquity of pop-up shops that stay in a temporary location for a short duration. The very idea of pop-up shops is their improvised capacity to utilize cost-effective materials and convey a little determination of special, profoundly attractive products. At the point when joined with 3D printing, the pop-up shop approach can make use of the vertical integration model to its fullest by offering a total collection of customizable items. Pop-up retailers could also gather data on client product inclinations and post-buy input to transform this information into new and improved products. Adopting a vertical integration model permits manufacturing organizations to seamlessly integrate their product development and retail. By making customizable items and by controlling the entire supply chain, vertically integrated organizations significantly decrease costs and the buyers get excellent, specially crafted items at a reduced rate [178].
Key enablers for horizontal and vertical integration include IoT, simulations, cloud-based computing, big data analytics, and cyber-physical systems. These enablers need to be packed into intelligent manufacturing platforms to allow for seamless integration. In this context, several platforms have been developed by world-leading organizations i.e., Predix platform by GE (New York, NY, USA) [179], Teamcenter® by Siemens (Munich, Germany) [180], and ThingWorx by PTC (Boston, MA, USA) [181]. A significant feature of all such platforms is the capability to build digital twins that can provide information on the operation status, communicate with the physical system in real-time, and predict future conditions. Teamcenter® from Siemens can be used for AM applications by managing the process, operating at maximum efficiency, optimizing material usage, and securing AM data [182]. A brief description of Teamcenter® is presented here. This is a product life cycle management software from Siemens, and it helps to manage requirements as well as workflows among suppliers, internal people, processes, and functional silos with a digital thread. This software promotes system-driven development that integrates mechanical, electrical, software, and electronics design as well as breakthroughs, like convergent modeling, to help create a dynamic digital twin of a product that transforms downstream processes. A digital twin can be used to predict the performance with simulation for thermal and mechanical behavior as well as fluid flow through different geometries. In manufacturing, product and production digital twins interact to optimize global operations in real-time by designing the layout, balance assembly lines, analyze worker safety, and assist robot performance. This ensures that production runs at peak efficiency before physical implementation. The benefits of driving a digital enterprise also extend to production with the virtual and real-world tightly aligned. Production can be optimized through MES (manufacturing execution systems are computerized systems used in manufacturing, to track and document the transformation of raw materials to finished goods [183]) to achieve closed-loop manufacturing. Data analytics help analyze the process including the customer experience that makes it easier to identify market gaps and discover disruptive ideas [184]. This is how organizations are driving digital transformation by combining horizontal as well as vertical integration and leading the way towards high-quality products. However, such applications are limited and require seamless integration of organization-wide protocols for digital data sharing. This is a challenge and more research is needed to develop an automated supply and value chain network specifically for AM that can result in real-time control of the AM processes and product life cycles.
3. Digital Thread for Additive Manufacturing
Considering the extensive literature review in Section 2 discussing the use of Industry 4.0 pillars for and with AM, it is evident that the integration of AM and other pillars of Industry 4.0 can lead to significant benefits. However, there is a lack of unified efforts that can support a digital thread encompassing AM with other pillars of Industry 4.0 that can help in efficient and consistent design-to-product transformations. Kim et al. [185] proposed a digital thread for metal AM processes that enables the verification and validation of AM information across the digital spectrum. The ability to manage AM data across its lifecycle can lead to efficient product development with optimized process parameters reducing wastage and saving energy costs [129]. There is a need to accelerate efforts into developing and standardizing a digital thread for AM. Initiatives like the Industrial Internet Consortium (IIC) established in 2014 [186] would be a good example. Following the framework of IIC, efforts should be made to identify, assemble, test, and promote best practices for accelerating the development of an AM digital thread. Research and support from industry, government, and academic partners worldwide would be needed to make this a reality and to ensure digital collation, processing, and storage of information leading to informed and effective decision making. In this context and based on the discussion provided in Section 2, a conceptual digital thread for AM integrating the pillars of Industry 4.0 has been shown in Figure 9.
All the pillars of Industry 4.0 use digital features that require electronic resources to generate, store, or process data. Since AM relies on digitally-driven technologies, therefore, the digital thread begins with the AM process. AM can be used to manufacture a product and that requires the generation of a CAD file on a CAD software package (e.g., Autodesk Inventor or SolidWorks) installed on the computer. This CAD file can be used to undertake numerical simulations under different conditions (using ANSYS or ABAQUS) to assess the behaviour of the product. These aspects have been discussed in Section 2.2. This can lead to the development of a digital twin that can be used to analyse the product build or other characteristics. The digital twin can be aided with algorithms for machine learning and artificial intelligence for enhanced performance and realistic results (Section 2.5). The AM system could be retrofitted with sensors to transfer data wirelessly over the Internet to the digital twin to improve the process using in-situ monitoring or to enhance the quality of the product being manufactured. These aspects have been explained in Section 2.4. The transfer of data over the Internet in a digital format needs to be protected to avoid cyber-attacks that can negatively affect the product being manufactured and could also damage the AM system in operation. The protection of data is also crucial to avoid losing sensitive and confidential information to hackers. These aspects show the importance of cyber security and have been detailed in Section 2.7. The generation of data, processing, and digital transfer comprises the main characteristics of Industry 4.0. This also means that there are copious amounts of data that require processing and transfer to the appropriate channels. The use of big data analytics with artificial intelligence and machine learning protocols can help to significantly improve the quality of AM products with the use of digital twins that can accurately predict issues through simulations. Such cases have been discussed in Section 2.5. Analysing large data sets requires the use of expensive and sophisticated hardware that can run simulation programs easily. This can be remedied by the use of cloud computing that offers a subscription-based model and can be used for various AM related tasks e.g., manufacturing, knowledge management, decision support system, and order processing. The literature detailing these aspects has been presented in Section 2.6.
With the digital data transfer among AM processes, simulations, IIoT, big BDA, CC, and CS, other elements of Industry 4.0 can also support AM through the digital thread. For example, AR can be used for comparing an augmented version of the product to be manufactured with the physical product during the build to identify defects. The use of AR markers and augmented interfaces for print visualization are useful tools and have been explained in Section 2.1. Cobots (or collaborative robots) are also becoming popular as they offer ease of automation and can be used for manufacturing, coordination, data management, remote access, and control. Autonomous robots have been widely associated with AM as the use of robotic arms for large scale manufacture is gaining attention from academia and industries alike. These systems can manufacture large structures using different materials as discussed in Section 2.3. Combining these elements into the horizontal/vertical integration can offer substantial benefits in developing organization-wide protocols for data sharing to create the basis for an automated supply and value chain resulting in real-time control of the product life cycle. These aspects have been discussed in Section 2.8. The conceptual digital thread binds together the pillars of Industry 4.0 supported by the discussion provided in Section 2. It can provide better data discovery, data mining, and modelling, to drive the material, process, and geometry optimization leading to significant cost savings in an organization.
It is to be noted that seamless integration of all Industry 4.0 enabling technologies for AM specific applications or AM-focused digital twins is an area of development [187]. This paper aims to shed light on this aspect to accelerate the development of an integrated AM digital thread encompassing all Industry 4.0 pillars. This digital thread should start from the design phase and run all the way to the customers while incorporating feedback to ensure optimized productivity and cost savings as shown in Figure 9. An example of this shortfall and the need for an AM digital thread is evident from the efforts of the AM community in responding to the COVID-19 pandemic. Siemens Additive Manufacturing Network (Germany), European Association for Additive Manufacturing (EU), EOS GmbH (Germany), and America Makes (USA) are a few examples where the AM market leaders have combined efforts to support the medical professionals. AM has emerged as a supply chain enabler and is providing products in mass quantities ranging from PPE such as face masks, medical device components such as ventilator valves and ecosystem components such as hands-free door openers [188]. These efforts have been made possible by connecting designers and manufacturers to healthcare professionals through scientific data sharing. Every crisis provides the opportunity to learn and we should acknowledge the impact of AM on our lives. Considering the rapid response provided by AM, we should consider developing an integrated network with the goal of designing, optimising, manufacturing, and seeking state/FDA approvals for medical-grade devices and components. The discussion provided in this paper highlights the benefits of combining Industry 4.0 enabling technologies for and with AM. By developing and establishing a digital thread connecting all these technologies together, we can build an agile and resilient AM network capable of responding to customer requirements more efficiently.
4. Conclusions
The impact of the fourth industrial revolution, known as Industry 4.0, cannot be denied as it has led to governmental initiatives in addition to academic and industrial research activities. The use of the latest technologies and upskilling of the workforce is vital to staying competitive in the market. The merging of digital and physical worlds has changed manufacturing practices and has led to benefits that were unthinkable a decade ago. This has been made possible because of the implementation of Industry 4.0 practices. However, there are still challenges to be addressed. In addition to the development of digital twins and cyber-physical systems, other aspects also require attention. The primary one is the 5G connectivity. Industry 4.0 is based on a streamline flow of information from interconnected devices. As the 5G technology develops further and made available on a wider scale, it will significantly accelerate Industry 4.0 protocols.
Much like the adoption route taken by Industry 4.0, one of its pillars i.e., additive manufacturing has been through a similar trajectory starting from prototyping and visualization in the 1980s to customization and mass production in the 2020s, and still growing in demand. AM is still a widely researched area and future developments will lead to more applications in different industrial sectors. It has strong ties to all the other pillars of Industry 4.0 whether they can be used directly (for AM applications) or indirectly (with AM processes). With the development of new machine learning and artificial intelligence protocols, the benefits offered by AM will continue to grow with the efficient processing of data for process and product improvements. This paper has provided an in-depth literature review of the interrelationship between Industry 4.0 pillars and AM. It highlights the importance of AM in the context of Industry 4.0 and the need for continuous development to shift towards smart manufacturing. The use of AR provides an interactive experience and is quickly being adopted in different industrial sectors to aid operations. However, its use for detecting inter-layer defects in AM require more sophisticated protocols (Section 2.1). Simulation has been a useful tool for AM but is often limited without experimental validation to achieve reliable results (Section 2.2). The use of new technologies requires integration activities to ensure seamless operation as highlighted in Section 2.3 with autonomous robots. The data collated through IIoT (Section 2.4) require processing through BDA (Section 2.5) and a couple of major AM-specific limitations are topology optimization of products and development of lattice structures. Combining BDA with simulations guided by IIoT for these activities will lead to the production of truly optimised AM products. Combining CC to support such high processing tasks would be a plausible option for manufacturers (Section 2.6). CS is a critical factor considering the digital flow of information and should be the primary focus as any security breach could result in serious problems (Section 2.7). Horizontal and vertical integration provides a better organization wide control (Section 2.8) and the COVID-19 pandemic has significantly accelerated such efforts. This literature review has been used as a basis to propose a conceptual digital thread combining the pillars of Industry 4.0. Component or system-based digital twins for AM systems/products can combine all the pillars of Industry 4.0 through a digital thread and provide significant benefits [130,189,190]. However, there are major challenges related to the complexity of the AM processes and the effect of different process parameters on the quality of the products. Limited work has been done in this regard with some efforts focusing on the management of AM data across its lifecycle [129] and end-to-end digital implementations [185]. However, extensive research is needed to drive the establishment of a standardized digital thread for AM. This paper aims to bring attention to this fact by highlighting the benefits on offer through the implementation of Industry 4.0 enabling technologies for and with AM in a holistic manner rather than individually.
Industry 4.0 supports faster manufacturing and increased customization options through digital production. AM plays a significant role in this regard as it allows for customization, reduces waste, allows manufacturers to print on-site promptly reducing shipping costs and time to market. Because of COVID-19 and the impactful response provided by the AM community, the digitalization of AM will increase going forward and will allow greater possibilities for companies. This will enable manufacturers to react quickly and efficiently to real-time changes as the traditional manufacturing methods are coming under increased pressures. AM will continue to be at the forefront of technological advancements for years to come and research efforts must be intensified to take advantage of its capabilities and accelerate the growth of Industry 4.0 in the manufacturing sector.
Funding
This research did not receive any external funding.
Conflicts of Interest
There is only one author; hence, there is no conflict of interest.
References
- Kagermann, H.; Wahlster, W.; Helbig, J. Recommendations for implementing the strategic initiative Industrie 4.0: Final report of the Industrie 4.0 Working Group. Acatech München 2013, 8, 19–26. [Google Scholar]
- Lasi, H.; Fettke, P.; Kemper, H.G.; Feld, T.; Hoffmann, M. Industry 4.0. Bus. Inf. Syst. Eng. 2014, 6, 239–242. [Google Scholar] [CrossRef]
- Lu, Y. Industry 4.0: A survey on technologies, applications and open research issues. J. Ind. Inf. Integr. 2017, 6, 1–10. [Google Scholar] [CrossRef]
- Lee, J.; Kao, H.A.; Yang, S. Service Innovation and Smart Analytics for Industry 4.0 and Big Data Environment. Procedia CIRP 2014, 16, 3–8. [Google Scholar] [CrossRef] [Green Version]
- Gorecky, D.; Schmitt, M.; Loskyll, M.; Zühlke, D.; Schmitt, M. Human-machine-interaction in the industry 4.0 era. In Proceedings of the 2014 12th IEEE International Conference on Industrial Informatics (INDIN), Porto Alegre, Brazil, 27–30 July 2014; pp. 289–294. [Google Scholar]
- Roblek, V.; Meško, M.; Krapež, A. A Complex View of Industry 4.0. SAGE Open 2016, 6. [Google Scholar] [CrossRef] [Green Version]
- Posada, J.; Toro, C.; Barandiaran, I.; Oyarzun, D.; Stricker, D.; De Amicis, R.; Pinto, E.B.; Eisert, P.; Döllner, J.; Vallarino, I. Visual Computing as a Key Enabling Technology for Industrie 4.0 and Industrial Internet. IEEE Eng. Med. Boil. Mag. 2015, 35, 26–40. [Google Scholar] [CrossRef]
- Büchi, G.; Cugno, M.; Castagnoli, R. Smart factory performance and Industry 4.0. Technol. Forecast. Soc. Chang. 2020, 150, 119790. [Google Scholar] [CrossRef]
- Chiarello, F.; Trivelli, L.; Bonaccorsi, A.; Fantoni, G. Extracting and mapping industry 4.0 technologies using wikipedia. Comput. Ind. 2018, 100, 244–257. [Google Scholar] [CrossRef]
- Rüßmann, M.; Lorenz, M.; Gerbert, P.; Waldner, M.; Justus, J.; Engel, P.; Harnisch, M. Industry 4.0: The future of productivity and growth in manufacturing industries. Boston Consult. Group 2015, 9, 54–89. [Google Scholar]
- Wan, J.; Cai, H.; Zhou, K. Industrie 4.0: Enabling technologies. In Proceedings of the 2015 International Conference on Intelligent Computing and Internet of Things, Harbin, China, 17–18 January 2015; pp. 135–140. [Google Scholar]
- Kinsy, M.; Khan, O.; Čelanović, I.; Majstorovic, D.; Celanovic, N.; Devadas, S. Time-Predictable Computer Architecture for Cyber-Physical Systems: Digital Emulation of Power Electronics Systems. In Proceedings of the 2011 IEEE 32nd Real-Time Systems Symposium, Vienna, Austria, 29 November–2 December 2011; pp. 305–316. [Google Scholar] [CrossRef]
- Maksimchuk, O.; Pershina, T. A new paradigm of industrial system optimization based on the conception “Industry 4.0”. In Proceedings of the MATEC Web of Conferences; EDP Sciences: Les Ulis, France, 2017; Volume 129, p. 4006. [Google Scholar]
- Huxtable, J.; Schaefer, D. On Servitization of the Manufacturing Industry in the UK. Procedia CIRP 2016, 52, 46–51. [Google Scholar] [CrossRef] [Green Version]
- What is Factory in a Box? Available online: https://smartmanufacturingaccelerator.co.uk/what-is-factory-in-a-box/ (accessed on 11 March 2020).
- About the GrowIn 4.0 Project. Available online: https://northsearegion.eu/growin4/about-the-growin-40-project/ (accessed on 11 March 2020).
- Smart Manufacturing and Logistics for SMEs in an X-to-Order and Mass Customization Environment. Available online: https://www.sme40.eu/ (accessed on 11 March 2020).
- What Does the Fourth Industrial Revolution (4IR) Mean for UK Business? Available online: https://innovateuk.blog.gov.uk/2017/03/28/what-does-the-fourth-industrial-revolution-4ir-mean-for-uk-business/ (accessed on 11 March 2020).
- Urciuoli, L.; Hintsa, J.; Ahokas, J. Drivers and barriers affecting usage of e-Customs—A global survey with customs administrations using multivariate analysis techniques. Gov. Inf. Q. 2013, 30, 473–485. [Google Scholar] [CrossRef]
- Müller, J.M.; Däschle, S. Business Model Innovation of Industry 4.0 Solution Providers Towards Customer Process Innovation. Processes 2018, 6, 260. [Google Scholar] [CrossRef] [Green Version]
- Zhu, Q.; Geng, Y. Drivers and barriers of extended supply chain practices for energy saving and emission reduction among Chinese manufacturers. J. Clean. Prod. 2013, 40, 6–12. [Google Scholar] [CrossRef]
- Butt, J.; Mebrahtu, H.; Shirvani, H. Rapid prototyping by heat diffusion of metal foil and related mechanical testing. Int. J. Adv. Manuf. Technol. 2015, 84, 2357–2366. [Google Scholar] [CrossRef] [Green Version]
- Enabling the Full Potential of 3D Printing. Available online: https://3mf.io/ (accessed on 11 March 2020).
- What is Happening with 3MF? An Update on 3D Printing’s Next Generation File Format. Available online: https://www.tctmagazine.com/3d-software-news/what-is-happening-with-3mf-3d-printing/ (accessed on 11 March 2020).
- 3MF File Format and Why It’s Great. Available online: https://blog.prusaprinters.org/3mf-file-format-and-why-its-great/ (accessed on 11 March 2020).
- Butt, J.; Mebrahtu, H.; Shirvani, H. Metal Rapid Prototyping Technologies. In Advances in Engineering Research; Petrova, V.M., Ed.; Nova Science Publishers, Inc.: New York, NY, USA, 2017; Volume 14, Chapter 2; pp. 13–52. [Google Scholar]
- Butt, J.; Mebrahtu, H.; Shirvani, H. Peel and tensile test investigation of aluminium 1050 foil parts made with a new additive manufacturing process. Int. J. Rapid Manuf. 2015, 5, 95. [Google Scholar] [CrossRef]
- Butt, J.; Hewavidana, Y.; Mohaghegh, V.; Sadeghi-Esfahlani, S.; Shirvani, H. Hybrid Manufacturing and Experimental Testing of Glass Fiber Enhanced Thermoplastic Composites. J. Manuf. Mater. Process. 2019, 3, 96. [Google Scholar] [CrossRef] [Green Version]
- Ngo, T.; Kashani, A.; Imbalzano, G.; Nguyen, Q.T.; Hui, D. Additive manufacturing (3D printing): A review of materials, methods, applications and challenges. Compos. Part. B: Eng. 2018, 143, 172–196. [Google Scholar] [CrossRef]
- ISO/ASTM52900-15. Standard Terminology for Additive Manufacturing—General Principles—Terminology; ASTM International: West Conshohocken, PA, USA, 2015; Available online: www.astm.org (accessed on 11 March 2020).
- Frazier, W.E. Metal Additive Manufacturing: A Review. J. Mater. Eng. Perform. 2014, 23, 1917–1928. [Google Scholar] [CrossRef]
- Williams, S.W.; Martina, F.; Addison, A.C.; Ding, J.; Pardal, G.R.; Colegrove, P.A. Wire + Arc Additive Manufacturing. Mater. Sci. Technol. 2016, 32, 641–647. [Google Scholar] [CrossRef] [Green Version]
- Butt, J.; Shirvani, H. Experimental analysis of metal/plastic composites made by a new hybrid method. Addit. Manuf. 2018, 22, 216–222. [Google Scholar] [CrossRef]
- Butt, J.; Mebrahtu, H.; Shirvani, H. Microstructure and mechanical properties of dissimilar pure copper foil/1050 aluminium composites made with composite metal foil manufacturing. J. Mater. Process. Technol. 2016, 238, 96–107. [Google Scholar] [CrossRef]
- Butt, J.; Bhaskar, R. Investigating the Effects of Annealing on the Mechanical Properties of FFF-Printed Thermoplastics. J. Manuf. Mater. Process. 2020, 4, 38. [Google Scholar] [CrossRef]
- Thompson, M.K.; Moroni, G.; Vaneker, T.; Fadel, G.; Campbell, R.I.; Gibson, I.; Bernard, A.; Schulz, J.; Graf, P.; Ahuja, B.; et al. Design for Additive Manufacturing: Trends, opportunities, considerations, and constraints. CIRP Ann. 2016, 65, 737–760. [Google Scholar] [CrossRef]
- Migler, K.D.; Ricker, R.E. Measurement Science Roadmap for Polymer-Based Additive Manufacturing (No. Advanced Manufacturing Series (NIST AMS)-100-5). 2016. Available online: https://www.nist.gov/publications/measurement-science-roadmap-polymer-based-additive-manufacturing (accessed on 15 March 2020).
- Makes, A. Technology Roadmap Workshop: Next-Gen 3DP Metal Alloys; America Makes: Youngstown, OH, USA, 2014. [Google Scholar]
- Srinivasan, V.; Bassan, J. 3D Printing and The Future of Manufacturing. In CSC Leading Edge Forum; Computer Sciences Corporation: Tysons, VA, USA, 2012; Available online: https://www.iotone.com/files/pdf/vendor/CSC_future_of_manufacturing_2012.pdf (accessed on 12 March 2020).
- Wohlers, T.T.; Campbell, I.; Diegel, O.; Kowen, J. Wohlers Report 2018, 344-Page Publication; Wohlers Associates. Inc.: Fort Collins, CO, USA, March 2018. [Google Scholar]
- Gao, W.; Zhang, Y.; Ramanujan, D.; Ramani, K.; Chen, Y.; Williams, C.B.; Wang, C.C.L.; Shin, Y.C.; Zhang, S.; Zavattieri, P.D. The status, challenges, and future of additive manufacturing in engineering. Comput. Des. 2015, 69, 65–89. [Google Scholar] [CrossRef]
- Huang, Y.; Leu, M.; Mazumder, J.; Donmez, A. Additive Manufacturing: Current State, Future Potential, Gaps and Needs, and Recommendations. J. Manuf. Sci. Eng. 2015, 137, 014001. [Google Scholar] [CrossRef] [Green Version]
- Karre, H.; Hammer, M.; Kleindienst, M.; Ramsauer, C. Transition towards an Industry 4.0 State of the LeanLab at Graz University of Technology. Procedia Manuf. 2017, 9, 206–213. [Google Scholar] [CrossRef]
- Butt, J. A Novel Additive Manufacturing Process for the Production of Metal Parts. Ph.D. Thesis, Anglia Ruskin University, Cambridge, UK, 2016. [Google Scholar]
- Butt, J.; Shirvani, H. Additive, Subtractive, and Hybrid Manufacturing Processes. In Advances in Manufacturing and Processing of Materials and Structures; Informa UK Limited: London, UK, 2018; pp. 187–218. [Google Scholar]
- Tamura, H. Steady steps and giant leap toward practical mixed reality systems and applications. In Proceedings of the International Status Conference on Virtual and Augmented Reality, Leipzig, Germany, 5 November 2002; pp. 3–12. [Google Scholar]
- Akçayır, M.; Akçayır, G. Advantages and challenges associated with augmented reality for education: A systematic review of the literature. Educ. Res. Rev. 2017, 20, 1–11. [Google Scholar] [CrossRef]
- Lima, J.P.; Roberto, R.; Simões, F.; Almeida, M.; Figueiredo, L.S.; Teixeira, J.M.; Teichrieb, V. Markerless tracking system for augmented reality in the automotive industry. Expert Syst. Appl. 2017, 82, 100–114. [Google Scholar] [CrossRef]
- Poushneh, A.; Vasquez-Parraga, A.Z. Discernible impact of augmented reality on retail customer’s experience, satisfaction and willingness to buy. J. Retail. Consum. Serv. 2017, 34, 229–234. [Google Scholar] [CrossRef]
- Chen, Y.P.; Ko, J.C. CryptoAR Wallet: A Blockchain Cryptocurrency Wallet Application that Uses Augmented Reality for On-chain User Data Display. In Proceedings of the 21st International Conference on Human-Computer Interaction with Mobile Devices and Services, Taipei, Taiwan, 1–4 October 2019; pp. 1–5. [Google Scholar]
- Kounavis, C.D.; Kasimati, A.E.; Zamani, E.D. Enhancing the tourism experience through mobile augmented reality: Challenges and prospects. Int. J. Eng. Bus. Manag. 2012, 4, 10. [Google Scholar] [CrossRef]
- Jung, T.; Tom Dieck, M.C. Augmented Reality and Virtual Reality. Empowering Human, Place and Business; Springer International Publishing: Cham, Switzerland, 2018. [Google Scholar]
- Tepper, O.; Rudy, H.L.; Lefkowitz, A.; Weimer, K.A.; Marks, S.M.; Stern, C.S.; Garfein, E.S. Mixed Reality with HoloLens. Plast. Reconstr. Surg. 2017, 140, 1066–1070. [Google Scholar] [CrossRef] [PubMed]
- Bonetti, F.; Warnaby, G.; Quinn, L. Augmented Reality and Virtual Reality in Physical and Online Retailing: A Review, Synthesis and Research Agenda. In Progress in IS; Springer Science and Business Media LLC: Berlin/Heidelberg, Germany, 2017; pp. 119–132. [Google Scholar]
- Chavan, S.R. Augmented reality vs. virtual reality: Differences and similarities. Int. J. Adv. Res. Comput. Eng. Technol. (IJARCET) 2016, 5, 212611467. [Google Scholar]
- Thomas, P.C.; David, W.M. Augmented reality: An application of heads-up display technology to manual manufacturing processes. In Hawaii International Conference on System Sciences; ACM SIGCHI Bulletin: New York, NY, USA, 1992; pp. 659–669. [Google Scholar]
- Milgram, P.; Kishino, F. A taxonomy of mixed reality visual displays. IEICE Trans. Inf. Syst. 1994, 77, 1321–1329. [Google Scholar]
- Yung, R.; Khoo-Lattimore, C. New realities: A systematic literature review on virtual reality and augmented reality in tourism research. Curr. Issues Tour. 2017, 22, 2056–2081. [Google Scholar] [CrossRef]
- Flavián, C.; Ibáñez-Sánchez, S.; Orús, C. The impact of virtual, augmented and mixed reality technologies on the customer experience. J. Bus. Res. 2019, 100, 547–560. [Google Scholar] [CrossRef]
- Zhang, J.; Ong, S.; Nee, A. A Volumetric Model-Based CNC Simulation and Monitoring System in Augmented Environments. In Proceedings of the 2006 International Conference on Cyberworlds, Lausanne, Switzerland, 28–29 November 2006; pp. 33–42. [Google Scholar]
- Kollatsch, C.; Schumann, M.; Klimant, P.; Wittstock, V.; Putz, M. Mobile Augmented Reality Based Monitoring of Assembly Lines. Procedia CIRP 2014, 23, 246–251. [Google Scholar] [CrossRef]
- Eiriksson, E.R.; Pedersen, D.B.; Frisvad, J.R.; Skovmand, L.; Heun, V.; Maes, P.; Aanæs, H.; Sharma, P.; Bianchi, F.M. Augmented Reality Interfaces for Additive Manufacturing. In Proceedings of the Intelligent Tutoring Systems; Springer Science and Business Media LLC: Berlin/Heidelberg, Germany, 2017; Volume 10269, pp. 515–525. [Google Scholar]
- Peng, H.; Briggs, J.; Wang, C.Y.; Guo, K.; Kider, J.; Mueller, S.; Baudisch, P.; Guimbretière, F. RoMA: Interactive fabrication with augmented reality and a robotic 3D printer. In Proceedings of the 2018 CHI Conference on Human Factors in Computing Systems, Montreal, QC, Canada, 21–26 April 2018; pp. 1–12. [Google Scholar]
- Malik, A.; Lhachemi, H.; Ploennigs, J.; Ba, A.; Shorten, R. An Application of 3D Model Reconstruction and Augmented Reality for Real-Time Monitoring of Additive Manufacturing. Procedia CIRP 2019, 81, 346–351. [Google Scholar] [CrossRef]
- Liverani, A.; Ceruti, A.; Bombardi, T.; University of Bologna. Device and Monitoring Method for Prototyping and Similar Machines, 102015000057858, Italy [Online]. 2015. Available online: https://worldwide.espacenet.com/publicationDetails/biblio?locale=en_EP&II=0&date=20170402&CC=IT&NR=UB20154128A1&ND=3&KC=A1&rnd=1585319547759&adjacent=true&FT=D&DB=EPODOC (accessed on 27 March 2020).
- Ceruti, A.; Liverani, A.; Bombardi, T. Augmented vision and interactive monitoring in 3D printing process. Int. J. Interact. Des. Manuf. (IJIDeM) 2016, 11, 385–395. [Google Scholar] [CrossRef]
- Wake, N.; Bjurlin, M.; Rostami, P.; Chandarana, H.; Huang, W. V12-03 Three Dimensional Printing and Augmented Reality: Enhanced Precision for Robotic Assisted Partial Nephrectomy. J. Urol. 2018, 199, e1237. [Google Scholar] [CrossRef]
- Butt, J.; Ghorabian, M.; Ahmed, A.; Shirvani, H. Finite Element Modelling and Validation of Thermomechanical Behaviour for Layered Aluminium Parts Made by Composite Metal Foil Manufacturing. J. Compos. Sci. 2018, 2, 68. [Google Scholar] [CrossRef] [Green Version]
- Nammi, S.K.; Butt, J.; Mauricette, J.L.; Shirvani, H. Numerical Analysis of Thermal Stresses around Fasteners in Composite Metal Foils. IOP Conf. Ser. Mater. Sci. Eng. 2017, 280, 12016. [Google Scholar] [CrossRef] [Green Version]
- Lindgren, L.-E.; Lundbäck, A.; Fisk, M.; Pederson, R.; Andersson, J. Simulation of additive manufacturing using coupled constitutive and microstructure models. Addit. Manuf. 2016, 12, 144–158. [Google Scholar] [CrossRef]
- Heigel, J.; Michaleris, P.; Reutzel, E. Thermo-mechanical model development and validation of directed energy deposition additive manufacturing of Ti–6Al–4V. Addit. Manuf. 2015, 5, 9–19. [Google Scholar] [CrossRef]
- Brenken, B.; Barocio, E.; Favaloro, A.J.; Kunc, V.; Pipes, R.B. Development and validation of extrusion deposition additive manufacturing process simulations. Addit. Manuf. 2019, 25, 218–226. [Google Scholar] [CrossRef]
- Rodič, B. Industry 4.0 and the New Simulation Modelling Paradigm. Organizacija 2017, 50, 193–207. [Google Scholar] [CrossRef] [Green Version]
- Banks, J.; Carson, J.S.; Nelson, B.L.; Nicol, D.M. Verification and Validation of Simulation Models. Discrete-Event System Simulation, 3rd ed.; Prentice-Hall: Upper Saddle River, NJ, USA, 2001; pp. 367–397. [Google Scholar]
- Liravi, F.; Das, S.; Zhou, C. Separation force analysis and prediction based on cohesive element model for constrained-surface Stereolithography processes. Comput. Des. 2015, 69, 134–142. [Google Scholar] [CrossRef]
- Peyre, P.; Rouchausse, Y.; Defauchy, D.; Régnier, G. Experimental and numerical analysis of the selective laser sintering (SLS) of PA12 and PEKK semi-crystalline polymers. J. Mater. Process. Technol. 2015, 225, 326–336. [Google Scholar] [CrossRef]
- Kovaleva, I.; Kovalev, O.; Smurov, I. Model of Heat and Mass Transfer in Random Packing Layer of Powder Particles in Selective Laser Melting. Phys. Procedia 2014, 56, 400–410. [Google Scholar] [CrossRef] [Green Version]
- Strano, G.; Hao, L.; Everson, R.; Evans, K.E. Surface roughness analysis, modelling and prediction in selective laser melting. J. Mater. Process. Technol. 2013, 213, 589–597. [Google Scholar] [CrossRef]
- Qiu, C.; Panwisawas, C.; Ward, M.; Basoalto, H.C.; Brooks, J.W.; Attallah, M.M. On the role of melt flow into the surface structure and porosity development during selective laser melting. Acta Mater. 2015, 96, 72–79. [Google Scholar] [CrossRef] [Green Version]
- Romano, J.; Ladani, L.; Razmi, J.; Sadowski, M. Temperature distribution and melt geometry in laser and electron-beam melting processes—A comparison among common materials. Addit. Manuf. 2015, 8, 1–11. [Google Scholar] [CrossRef]
- Riedlbauer, D.; Scharowsky, T.; Singer, R.F.; Steinmann, P.; Körner, C.; Mergheim, J. Macroscopic simulation and experimental measurement of melt pool characteristics in selective electron beam melting of Ti-6Al-4V. Int. J. Adv. Manuf. Technol. 2016, 88, 1309–1317. [Google Scholar] [CrossRef] [Green Version]
- Gharbi, M.; Peyre, P.; Gorny, C.; Carin, M.; Morville, S.; Le Masson, P.; Carron, D.; Fabbro, R. Influence of various process conditions on surface finishes induced by the direct metal deposition laser technique on a Ti–6Al–4V alloy. J. Mater. Process. Technol. 2013, 213, 791–800. [Google Scholar] [CrossRef] [Green Version]
- Morville, S.; Carin, M.; Peyre, P.; Gharbi, M.; Carron, D.; Le Masson, P.; Fabbro, R. 2D longitudinal modeling of heat transfer and fluid flow during multilayered direct laser metal deposition process. J. Laser Appl. 2012, 24, 32008. [Google Scholar] [CrossRef]
- Xu, X.; Meteyer, S.; Perry, N.; Zhao, Y.F. Energy consumption model of Binder-jetting additive manufacturing processes. Int. J. Prod. Res. 2014, 53, 1–11. [Google Scholar] [CrossRef]
- Chen, H.; Zhao, Y.F. Process parameters optimization for improving surface quality and manufacturing accuracy of binder jetting additive manufacturing process. Rapid Prototyp. J. 2016, 22, 527–538. [Google Scholar] [CrossRef]
- Boschetto, A.; Giordano, V.; Veniali, F. Surface roughness prediction in fused deposition modelling by neural networks. Int. J. Adv. Manuf. Technol. 2013, 67, 2727–2742. [Google Scholar] [CrossRef]
- Croccolo, D.; De Agostinis, M.; Olmi, G. Experimental characterization and analytical modelling of the mechanical behaviour of fused deposition processed parts made of ABS-M30. Comput. Mater. Sci. 2013, 79, 506–518. [Google Scholar] [CrossRef]
- Sugavaneswaran, M.; Arumaikkannu, G. Modelling for randomly oriented multi material additive manufacturing component and its fabrication. Mater. Des. 2014, 54, 779–785. [Google Scholar] [CrossRef]
- Zhou, W.; Loney, D.; Degertekin, F.L.; Rosen, D.W.; Fedorov, A.G. What controls dynamics of droplet shape evolution upon impingement on a solid surface? AIChE J. 2013, 59, 3071–3082. [Google Scholar] [CrossRef]
- Butt, J.; Ghorabian, M.; Mohaghegh, V.; Shirvani, H. Finite Element Modeling and Mechanical Testing of Metal Composites Made by Composite Metal Foil Manufacturing. J. Manuf. Mater. Process. 2019, 3, 81. [Google Scholar] [CrossRef] [Green Version]
- Kelly, G.S.; Advani, S.; Gillespie, J.W.; Bogetti, T.A. A model to characterize acoustic softening during ultrasonic consolidation. J. Mater. Process. Technol. 2013, 213, 1835–1845. [Google Scholar] [CrossRef]
- Avventuroso, G.; Silvestri, M.; Frazzon, E.M. Additive Manufacturing Plant for Large Scale Production of Medical Devices: A Simulation Study. IFAC-PapersOnLine 2018, 51, 1442–1447. [Google Scholar] [CrossRef]
- LANNER. Metalysis Revolutionise UK Metal Production with Simulation. 2016. Available online: https://www.lanner.com/en-us/insights/news/metalysis-revolutionise-uk-metal-production-with-simulation.html (accessed on 15 March 2020).
- Bahrin, M.A.K.; Othman, M.F.; Azli, N.H.N.; Talib, M.F. Industry 4.0: A Review on Industrial Automation and Robotic. J. Teknol. 2016, 78, 137–143. [Google Scholar] [CrossRef] [Green Version]
- Druehl, C.; Carrillo, J.; Hsuan, J. Technological Innovations: Impacts on Supply Chains. In Contributions to Management Science; Springer Science and Business Media LLC: Berlin/Heidelberg, Germany, 2018; pp. 259–281. [Google Scholar]
- Branch Technology. Available online: https://www.branch.technology/ (accessed on 15 March 2020).
- Stone Spray Project Uses 3D Printer to Build Long-Lasting, Intricate Sandcastles. Available online: https://www.theverge.com/2012/8/5/3220003/stone-spray-project-3d-printer-sandcastles (accessed on 15 March 2020).
- Suspended Depositions. Available online: http://nstrmnt.com/#/suspended-depositions/ (accessed on 15 March 2020).
- XtreeE, The Large Scale 3D. Available online: https://xtreee.com/en/ (accessed on 15 March 2020).
- MX3D-Bridge. Available online: https://mx3d.com/projects/mx3d-bridge/ (accessed on 15 March 2020).
- AiMaker Autonomous Large Scale 3D Printing. Available online: https://www.ai-build.com/ (accessed on 15 March 2020).
- The 4D Hybrid Main Objective is to Develop a New Concept of Hybrid Additive Manufacturing Based on the Modular Integration of Compact, Low-Cost Modules Including Laser Source, Deposition Head, Sensors and Control. Available online: https://4dhybrid.eu/objectives/ (accessed on 15 March 2020).
- The Promise of Robotic Metal Additive Manufacturing. Available online: https://www.additivemanufacturing.media/articles/the-promise-of-robotic-metal-additive-manufacturing (accessed on 15 March 2020).
- The Hidden Complexities of Wire Arc Additive Manufacturing. Available online: https://www.additivemanufacturing.media/articles/the-hidden-complexities-of-wire-arc-additive-manufacturing (accessed on 15 March 2020).
- Building the Future with Robotic Additive Manufacturing. Available online: https://www.robotics.org/content-detail.cfm/Industrial-Robotics-Industry-Insights/Building-the-Future-with-Robotic-Additive-Manufacturing/content_id/6860 (accessed on 15 March 2020).
- Keating, S.J.; Leland, J.C.; Cai, L.; Oxman, N. Toward site-specific and self-sufficient robotic fabrication on architectural scales. Sci. Robot. 2017, 2, eaam8986. [Google Scholar] [CrossRef]
- WinSun Deploys 3D Printed Isolation Wards for Coronavirus Medical Staff. Available online: https://www.3dprintingmedia.network/winsun-3d-printed-isolation-wards-coronavirus-medical-workers/ (accessed on 15 March 2020).
- 3D Printing is Applied in UK Project to Produce Autonomous Evolving Robots. Available online: https://3dprintingindustry.com/news/3d-printing-is-applied-in-uk-project-to-produce-autonomous-evolving-robots-136278/ (accessed on 15 March 2020).
- Danish Designers Propose Using Roaming 3D-Printing Robots to Repair Environments. Available online: https://www.dezeen.com/2019/08/23/break-the-grid-3d-printing-robots-technology/ (accessed on 15 March 2020).
- Hale, M.F.; Buchanan, E.; Winfield, A.F.; Timmis, J.; Hart, E.; Eiben, A.E.; Angus, M.; Veenstra, F.; Li, W.; Woolley, R.; et al. The ARE Robot Fabricator: How to (Re) produce Robots that Can Evolve in the Real World. In Proceedings of the 2018 Conference on Artificial Life: A Hybrid of the European Conference on Artificial Life (ECAL) and the International Conference on the Synthesis and Simulation of Living Systems (ALIFE), Tokyo, Japan, 23–27 July 2018; MIT Press: Cambridge, MA, USA; pp. 95–102. [Google Scholar]
- Tucker, K.; Bulim, J.; Koch, G.; North, M.M. Internet industry: A perspective review through internet of things and internet of everything. Int. Manag. Rev. 2018, 14, 26. [Google Scholar]
- Bortolini, M.; Ferrari, E.; Gamberi, M.; Pilati, F.; Faccio, M. Assembly system design in the Industry 4.0 era: A general framework. IFAC-PapersOnLine 2017, 50, 5700–5705. [Google Scholar] [CrossRef]
- Butt, J.; Onimowo, D.A.; Gohrabian, M.; Sharma, T.; Shirvani, H. A desktop 3D printer with dual extruders to produce customised electronic circuitry. Front. Mech. Eng. 2018, 13, 528–534. [Google Scholar] [CrossRef]
- Gao, J. Production of Multiple Material Parts Using a Desktop 3D Printer. In Advances in Manufacturing Technology XXXI, Proceedings of the 15th International Conference on Manufacturing Research, Incorporating the 32nd National Conference on Manufacturing Research, 5–7 September 2017, University of Greenwich, UK; IOS Press: Amsterdam, The Netherlands, 2017. [Google Scholar]
- Saleh, E.; Zhang, F.; He, Y.; Vaithilingam, J.; Fernandez, J.L.; Wildman, R.; Ashcroft, I.; Hague, R.; Dickens, P.; Tuck, C. 3D Inkjet Printing of Electronics Using UV Conversion. Adv. Mater. Technol. 2017, 2, 1700134. [Google Scholar] [CrossRef]
- DragonFly LDM Precision Additive Manufacturing System for Electronics. Available online: https://www.nano-di.com/ (accessed on 17 March 2020).
- How the IoT Will Fit in Additive Manufacturing. Available online: https://www.makepartsfast.com/how-the-iot-will-fit-in-additive-manufacturing/ (accessed on 17 March 2020).
- Press Releases News about EOS and 3D Printing. Available online: https://www.eos.info/press/eos-promotes-integration-of-3d-printing-into-internet-of-things (accessed on 17 March 2020).
- Wang, Y.; Lin, Y.; Zhong, R.Y.; Xu, X. IoT-enabled cloud-based additive manufacturing platform to support rapid product development. Int. J. Prod. Res. 2018, 57, 3975–3991. [Google Scholar] [CrossRef]
- Qin, J.; Liu, Y.; Grosvenor, R. A Framework of Energy Consumption Modelling for Additive Manufacturing Using Internet of Things. Procedia CIRP 2017, 63, 307–312. [Google Scholar] [CrossRef]
- Gf, B.; Rv, A. An IoT-Based Solution for Control and Monitoring of Additive Manufacturing Processes. J. Powder Met. Min. 2017, 6, 2. [Google Scholar] [CrossRef]
- Wu, X.; Zhu, X.; Wu, G.; Ding, W. Data mining with big data. IEEE Trans. Knowl. Data Eng. 2013, 26, 97–107. [Google Scholar] [CrossRef]
- Doug, L. 3D Data Management: Controlling Data Volume. Velocity, and Variety. In Application Delivery Strategies; META Group: Stamford, CO, USA, 2001. [Google Scholar]
- Kaisler, S.; Armour, F.; Espinosa, J.A.; Money, W. Big Data: Issues and Challenges Moving Forward. In Proceedings of the 2013 46th Hawaii International Conference on System Sciences, Wailea, HI, USA, 7–10 January 2013; pp. 995–1004. [Google Scholar]
- Oguntimilehin, A.; Ademola, E.O. A review of big data management, benefits and challenges. Rev. Big Data Manag. Benefits Chall. 2014, 5, 1–7. [Google Scholar]
- The 42 V’s of Big Data and Data Science. Available online: https://www.elderresearch.com/blog/42-v-of-big-data (accessed on 17 March 2020).
- Raghupathi, W.; Raghupathi, V. Big data analytics in healthcare: Promise and potential. Health Inf. Sci. Syst. 2014, 2, 3. [Google Scholar] [CrossRef]
- Lee, J.; Bagheri, B.; Kao, H.-A. A Cyber-Physical Systems architecture for Industry 4.0-based manufacturing systems. Manuf. Lett. 2015, 3, 18–23. [Google Scholar] [CrossRef]
- Mies, D.; Marsden, W.; Warde, S. Overview of Additive Manufacturing Informatics: “A Digital Thread”. Integr. Mater. Manuf. Innov. 2016, 5, 114–142. [Google Scholar] [CrossRef] [Green Version]
- Knapp, G.; Mukherjee, T.; Zuback, J.; Wei, H.; Palmer, T.; De, A.; Debroy, T. Building blocks for a digital twin of additive manufacturing. Acta Mater. 2017, 135, 390–399. [Google Scholar] [CrossRef]
- Beyer, C.; Figueroa, D. Design and Analysis of Lattice Structures for Additive Manufacturing. J. Manuf. Sci. Eng. 2016, 138, 121014. [Google Scholar] [CrossRef]
- Maconachie, T.; Leary, M.; Lozanovski, B.; Zhang, X.; Qian, M.; Faruque, O.; Brandt, M.; Zhang, X. SLM lattice structures: Properties, performance, applications and challenges. Mater. Des. 2019, 183, 108137. [Google Scholar] [CrossRef]
- Strantza, M.; Vafadari, R.; De Baere, D.; Vrancken, B.; Van Paepegem, W.; Vandendael, I.; Terryn, H.; Guillaume, P.; Van Hemelrijck, D. Fatigue of Ti6Al4V Structural Health Monitoring Systems Produced by Selective Laser Melting. Materials 2016, 9, 106. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Ceruti, A.; Marzocca, P.; Liverani, A.; Bil, C. Maintenance in aeronautics in an Industry 4.0 context: The role of Augmented Reality and Additive Manufacturing. J. Comput. Des. Eng. 2019, 6, 516–526. [Google Scholar] [CrossRef]
- Francis, J.; Bian, L. Deep Learning for Distortion Prediction in Laser-Based Additive Manufacturing using Big Data. Manuf. Lett. 2019, 20, 10–14. [Google Scholar] [CrossRef]
- Majeed, A.; Lv, J.; Peng, T. A framework for big data driven process analysis and optimization for additive manufacturing. Rapid Prototyp. J. 2019, 25, 308–321. [Google Scholar] [CrossRef]
- Lee, S.; Peng, J.; Shin, D.; Choi, Y.S. Data analytics approach for melt-pool geometries in metal additive manufacturing. Sci. Technol. Adv. Mater. 2019, 20, 972–978. [Google Scholar] [CrossRef] [Green Version]
- Mellow, G. The NIST Definition of Cloud Computing; NIST Special Publication: Gaithersburg, MD, USA, 2013.
- Varghese, B.; Buyya, R. Next generation cloud computing: New trends and research directions. Futur. Gener. Comput. Syst. 2018, 79, 849–861. [Google Scholar] [CrossRef] [Green Version]
- Ghorbel, A.; Ghorbel, M.; Jmaiel, M. Privacy in cloud computing environments: A survey and research challenges. J. Supercomput. 2017, 73, 2763–2800. [Google Scholar] [CrossRef]
- Singh, A.; Chatterjee, K. Cloud security issues and challenges: A survey. J. Netw. Comput. Appl. 2017, 79, 88–115. [Google Scholar] [CrossRef]
- Oracle Cloud Boosts GE Additive’s Fast-Growing 3D Printer Business. Available online: https://blogs.oracle.com/modernfinance/oracle-erp-scm-cloud-ge-additive-3d-printing (accessed on 19 March 2020).
- Easy 3D Printer Management. Available online: https://www.3dprinteros.com/ (accessed on 19 March 2020).
- Stratasys Introduces Work Order Management Software for 3D Printing Shops as Industry Adoption of 3D Printing Booms. Available online: https://investors.stratasys.com/news-events/press-releases/detail/512/stratasys-introduces-work-order-management-software-for-3d (accessed on 19 March 2020).
- Rudolph, J.-P.; Emmelmann, C. A Cloud-based Platform for Automated Order Processing in Additive Manufacturing. Procedia CIRP 2017, 63, 412–417. [Google Scholar] [CrossRef]
- Henzel, R.; Herzwurm, G. Cloud Manufacturing: A state-of-the-art survey of current issues. Procedia CIRP 2018, 72, 947–952. [Google Scholar] [CrossRef]
- Liu, Y.; Wang, L.; Wang, X.V. Cloud manufacturing: Latest advancements and future trends. Procedia Manuf. 2018, 25, 62–73. [Google Scholar] [CrossRef]
- Baumann, F.; Roller, D. Additive Manufacturing, Cloud-Based 3D Printing and Associated Services—Overview. J. Manuf. Mater. Process. 2017, 1, 15. [Google Scholar] [CrossRef] [Green Version]
- Wang, Y.; Blache, R.; Xu, X. Design for Additive Manufacturing in the Cloud Platform. Volume 4 Bio Sustain. Manuf. 2017. [Google Scholar] [CrossRef]
- Haseltalab, V.; Yaman, U. A Cloud Manufacturing Application for Additive Manufacturing Methods. In Proceedings of the 2019 IEEE International Conference on Mechatronics (ICM), Ilmenau, Germany, 18–20 March 2019; Volume 1, pp. 287–292. [Google Scholar]
- Mehrpouya, M.; Dehghanghadikolaei, A.; Fotovvati, B.; Vosooghnia, A.; Emamian, S.S.; Gisario, A. The Potential of Additive Manufacturing in the Smart Factory Industrial 4.0: A Review. Appl. Sci. 2019, 9, 3865. [Google Scholar] [CrossRef] [Green Version]
- Singhal, A. Data Warehousing and Data Mining Techniques for Cyber Security; Springer Science and Business Media LLC: Berlin/Heidelberg, Germany, 2007; Volume 31. [Google Scholar]
- What is Cyber Security? Available online: https://www.ncsc.gov.uk/section/about-ncsc/what-is-cyber-security (accessed on 19 March 2020).
- Crosby, M.; Pattanayak, P.; Verma, S.; Kalyanaraman, V. Blockchain technology: Beyond bitcoin. Appl. Innov. 2016, 2, 71. [Google Scholar]
- Zheng, Z.; Xie, S.; Dai, H.; Chen, X.; Wang, H. An Overview of Blockchain Technology: Architecture, Consensus, and Future Trends. In Proceedings of the 2017 IEEE International Congress on Big Data (BigData Congress), Honolulu, HI, USA, 25–30 June 2017; pp. 557–564. [Google Scholar] [CrossRef]
- Sikorski, J.J.; Haughton, J.; Kraft, M. Blockchain technology in the chemical industry: Machine-to-machine electricity market. Appl. Energy 2017, 195, 234–246. [Google Scholar] [CrossRef]
- Conteh, N.Y.; Schmick, P.J. Cybersecurity: Risks, vulnerabilities and countermeasures to prevent social engineering attacks. Int. J. Adv. Comput. Res. 2016, 6, 31–38. [Google Scholar] [CrossRef]
- Nurse, J.R.C.; Creese, S.; Goldsmith, M.; Lamberts, K. Trustworthy and effective communication of cybersecurity risks: A review. In Proceedings of the 2011 1st Workshop on Socio-Technical Aspects in Security and Trust (STAST), Milan, Italy, 8 September 2011; pp. 60–68. [Google Scholar] [CrossRef] [Green Version]
- Hutchins, M.J.; Bhinge, R.; Micali, M.K.; Robinson, S.L.; Sutherland, J.W.; Dornfeld, D. Framework for Identifying Cybersecurity Risks in Manufacturing. Procedia Manuf. 2015, 1, 47–63. [Google Scholar] [CrossRef] [Green Version]
- Facebook Security Breach Exposes Accounts of 50 Million Users. Available online: https://www.nytimes.com/2018/09/28/technology/facebook-hack-data-breach.html (accessed on 24 March 2020).
- Fresh Cambridge Analytica Leak Shows Global Manipulation is Out of Control. Available online: https://www.theguardian.com/uk-news/2020/jan/04/cambridge-analytica-data-leak-global-election-manipulation (accessed on 24 March 2020).
- Global Cybersecurity Risks in the Manufacturing Industry. Available online: https://www.willistowerswatson.com/en-US/Insights/2019/07/decode-cyber-brief-global-cybersecurity-risks-in-the-manufacturing-industry#footnote (accessed on 24 March 2020).
- The ISO/IEC 27000 Family of Information Security Standards. Available online: https://www.itgovernance.co.uk/iso27000-family (accessed on 24 March 2020).
- The European Digital Strategy. Available online: https://ec.europa.eu/digital-single-market/en/content/european-digital-strategy (accessed on 24 March 2020).
- Turner, H.; White, J.; Camelio, J.A.; Williams, C.; Amos, B.; Parker, R. Bad Parts: Are Our Manufacturing Systems at Risk of Silent Cyberattacks? IEEE Secur. Priv. Mag. 2015, 13, 40–47. [Google Scholar] [CrossRef]
- Moore, S.; Armstrong, P.; McDonald, T.; Yampolskiy, M. Vulnerability analysis of desktop 3D printer software. 2016 Resilience Week (RWS) 2016, 46–51. [Google Scholar] [CrossRef]
- Sturm, L.D.; Williams, C.B.; Camelio, J.A.; White, J.; Parker, R. Cyber-physical vulnerabilities in additive manufacturing systems: A case study attack on the STL file with human subjects. J. Manuf. Syst. 2017, 44, 154–164. [Google Scholar] [CrossRef]
- Zeltmann, S.E.; Gupta, N.; Tsoutsos, N.G.; Maniatakos, M.; Rajendran, J.; Karri, R. Manufacturing and Security Challenges in 3D Printing. JOM 2016, 68, 1872–1881. [Google Scholar] [CrossRef]
- Padmanabhan, A.; Zhang, J. Cybersecurity risks and mitigation strategies in additive manufacturing. Prog. Addit. Manuf. 2018, 3, 87–93. [Google Scholar] [CrossRef]
- Chhetri, S.R.; Canedo, A.; Al Faruque, M.A. Kcad: Kinetic cyber-attack detection method for cyber-physical additive manufacturing systems. In Proceedings of the 2016 IEEE/ACM International Conference on Computer-Aided Design (ICCAD), Austin, TX, USA, 7–10 November 2016; pp. 1–8. [Google Scholar]
- Straub, J. Identifying positioning-based attacks against 3D printed objects and the 3D printing process. Pattern Recognit. Track. XXVIII 2017, 10203, 1020304. [Google Scholar] [CrossRef]
- Straub, J. An approach to detecting deliberately introduced defects and micro-defects in 3D printed objects. Pattern Recognit. Track. XXVIII 2017, 10203, 102030. [Google Scholar] [CrossRef]
- Straub, J. Physical security and cyber security issues and human error prevention for 3D printed objects: Detecting the use of an incorrect printing material. Dimens. Opt. Metrol. Insp. Pract. Appl. VI 2017, 10220, 102200. [Google Scholar] [CrossRef]
- Stock, T.; Seliger, G. Opportunities of Sustainable Manufacturing in Industry 4.0. Procedia CIRP 2016, 40, 536–541. [Google Scholar] [CrossRef] [Green Version]
- Shafiq, S.I.; Sanin, C.; Szczerbicki, E.; Toro, C. Virtual Engineering Object/Virtual Engineering Process: A specialized form of Cyber Physical System for Industrie 4.0. Procedia Comput. Sci. 2015, 60, 1146–1155. [Google Scholar] [CrossRef] [Green Version]
- Industry 4.0: The Fourth Industrial Revolution—Guide to Industrie 4.0. Available online: https://www.i-scoop.eu/industry-4-0/ (accessed on 27 March 2020).
- Simulation for Industry 4.0; Springer Science and Business Media LLC: Berlin/Heidelberg, Germany, 2019.
- Moving Into the 3rd Dimension of Vertical Integration. Available online: https://www.nurun.com/en/global/perspective/the-future-of-retail/moving-into-the-3rd-dimension-of-vertical-integration (accessed on 27 March 2020).
- GE Exists to Bring Real Progress and Possibility to Every Corner of the Planet. Available online: https://www.ge.com/uk/b2b/digital/predix (accessed on 27 March 2020).
- Horizontal and Vertical System Integration (PLM). Available online: https://penta3d.com/solution_category?ctg=Horizontal-and-vertical-system-integration (accessed on 27 March 2020).
- ThingWorx Platform Product Brief. Available online: https://www.ptc.com/en/resources/iiot/product-brief/thingworx-platform (accessed on 27 March 2020).
- Manage the Data for the Entire Additive Manufacturing Process. Available online: https://www.plm.automation.siemens.com/global/en/products/collaboration/additive-manufacturing-data-process-management.html (accessed on 27 March 2020).
- Almada-Lobo, F. The Industry 4.0 revolution and the future of Manufacturing Execution Systems (MES). J. Innov. Manag. 2016, 3, 16–21. [Google Scholar] [CrossRef]
- Chen, Y. Integrated and Intelligent Manufacturing: Perspectives and Enablers. Engineering 2017, 3, 588–595. [Google Scholar] [CrossRef]
- Kim, D.B.; Witherell, P.; Lipman, R.; Feng, S.C. Streamlining the additive manufacturing digital spectrum: A systems approach. Addit. Manuf. 2015, 5, 20–30. [Google Scholar] [CrossRef]
- Security Maturity Model. Available online: https://www.iiconsortium.org/ (accessed on 21 April 2020).
- 3D Opportunity and the Digital Thread. Available online: https://www2.deloitte.com/uk/en/insights/focus/3d-opportunity/3d-printing-digital-thread-in-manufacturing.html (accessed on 21 April 2020).
- 3D Printing Community Responds to COVID-19 and Coronavirus Resources. Available online: https://3dprintingindustry.com/news/3d-printing-community-responds-to-covid-19-and-coronavirus-resources-169143/ (accessed on 21 April 2020).
- Debroy, T.; Zhang, W.; Turner, J.; Babu, S.S. Building digital twins of 3D printing machines. Scr. Mater. 2017, 135, 119–124. [Google Scholar] [CrossRef]
- Mukherjee, T.; Debroy, T. A digital twin for rapid qualification of 3D printed metallic components. Appl. Mater. Today 2019, 14, 59–65. [Google Scholar] [CrossRef]
Figure 1.
Pillars of Industry 4.0.

Figure 2.
Opportunities for Industrial Internet of Things.

Figure 3.
Different types of big data.

Figure 4.
Big data analytics to improve product quality for AM parts.

Figure 5.
Models for cloud computing.

Figure 6.
Overview of cyber security.

Figure 7.
Cyber threats for additive manufacturing.

Figure 8.
Horizontal and vertical integration models.

Figure 9.
Digital thread for AM.


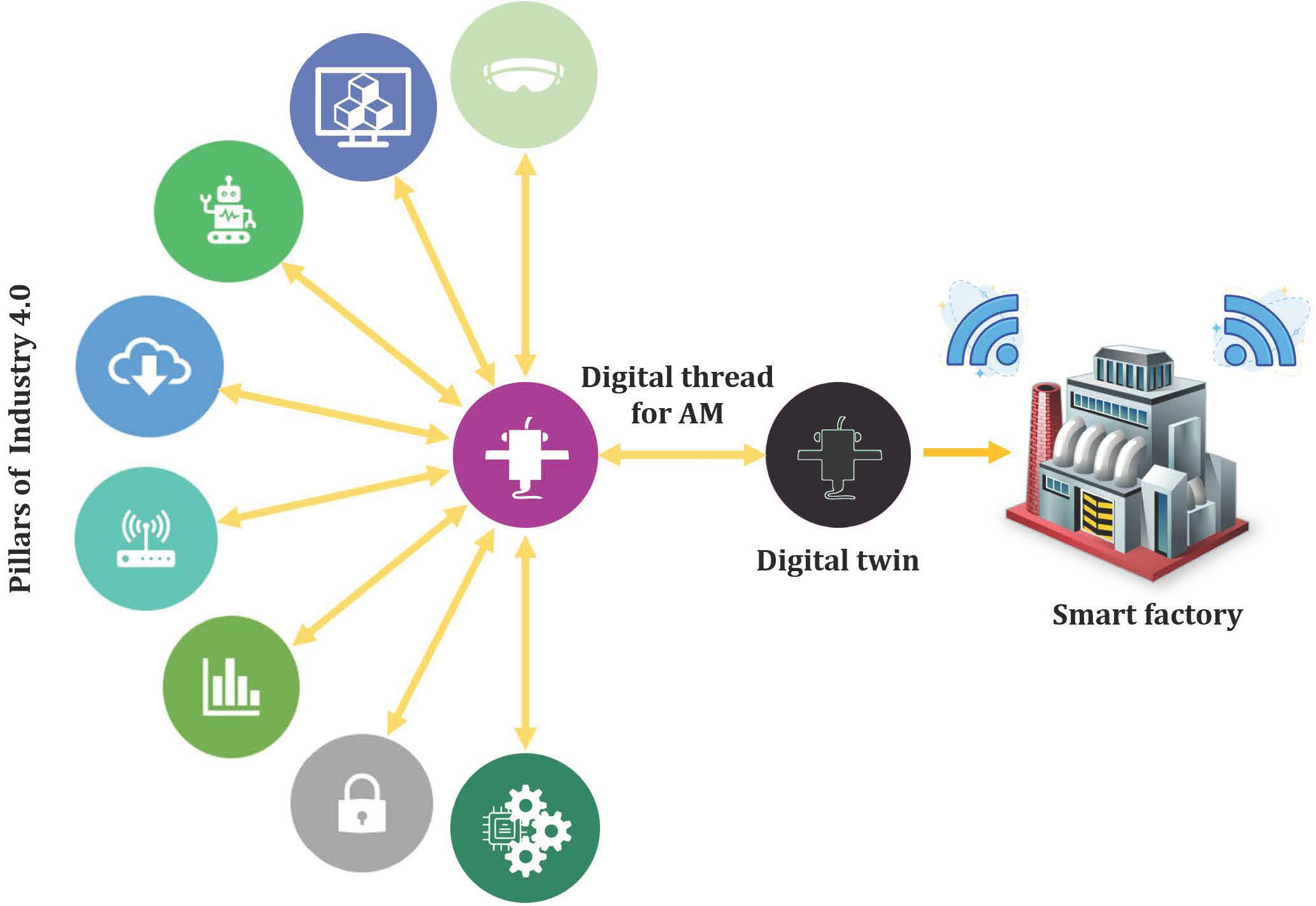{kind=link}
{kind=link}
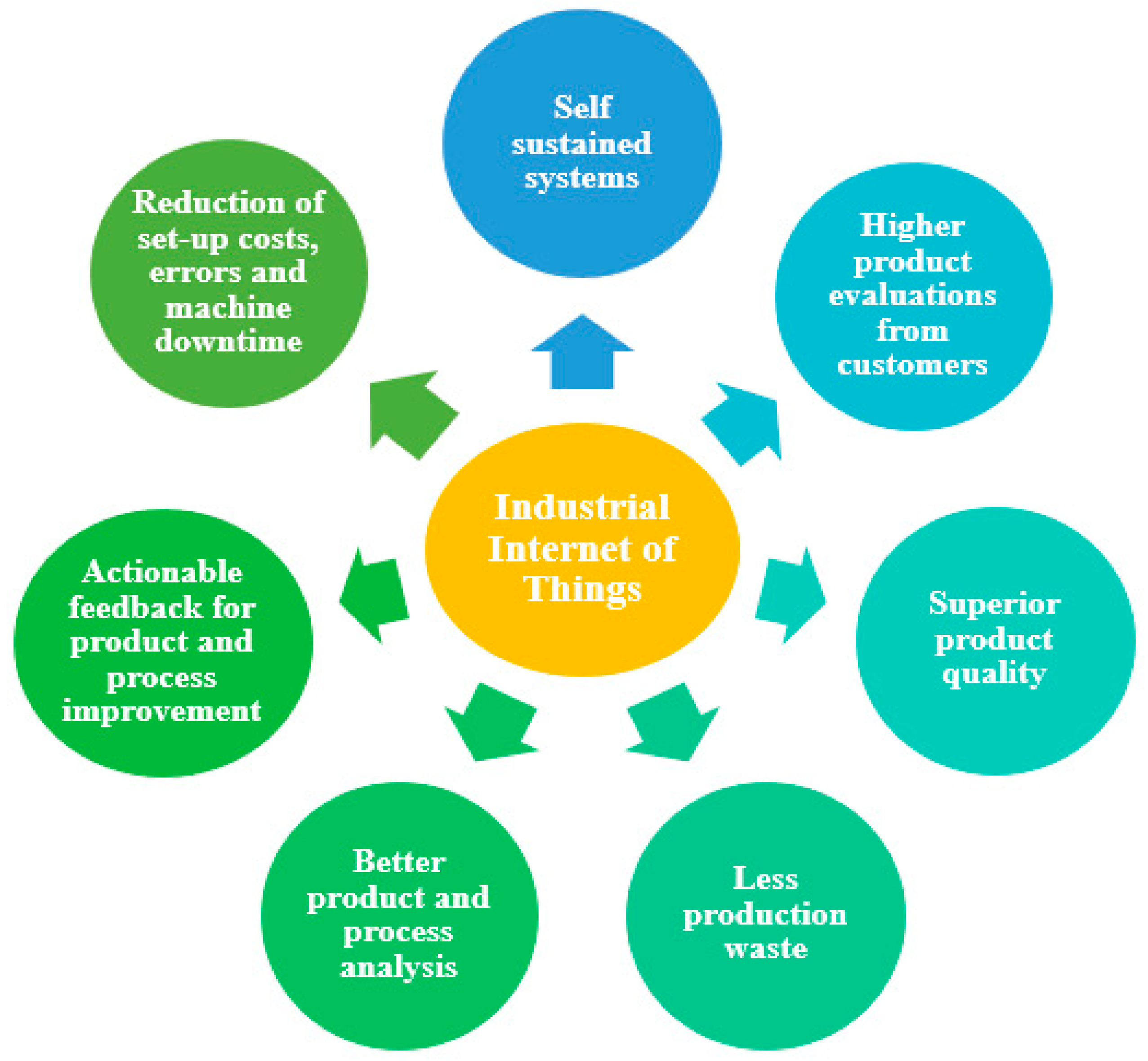{kind=link}
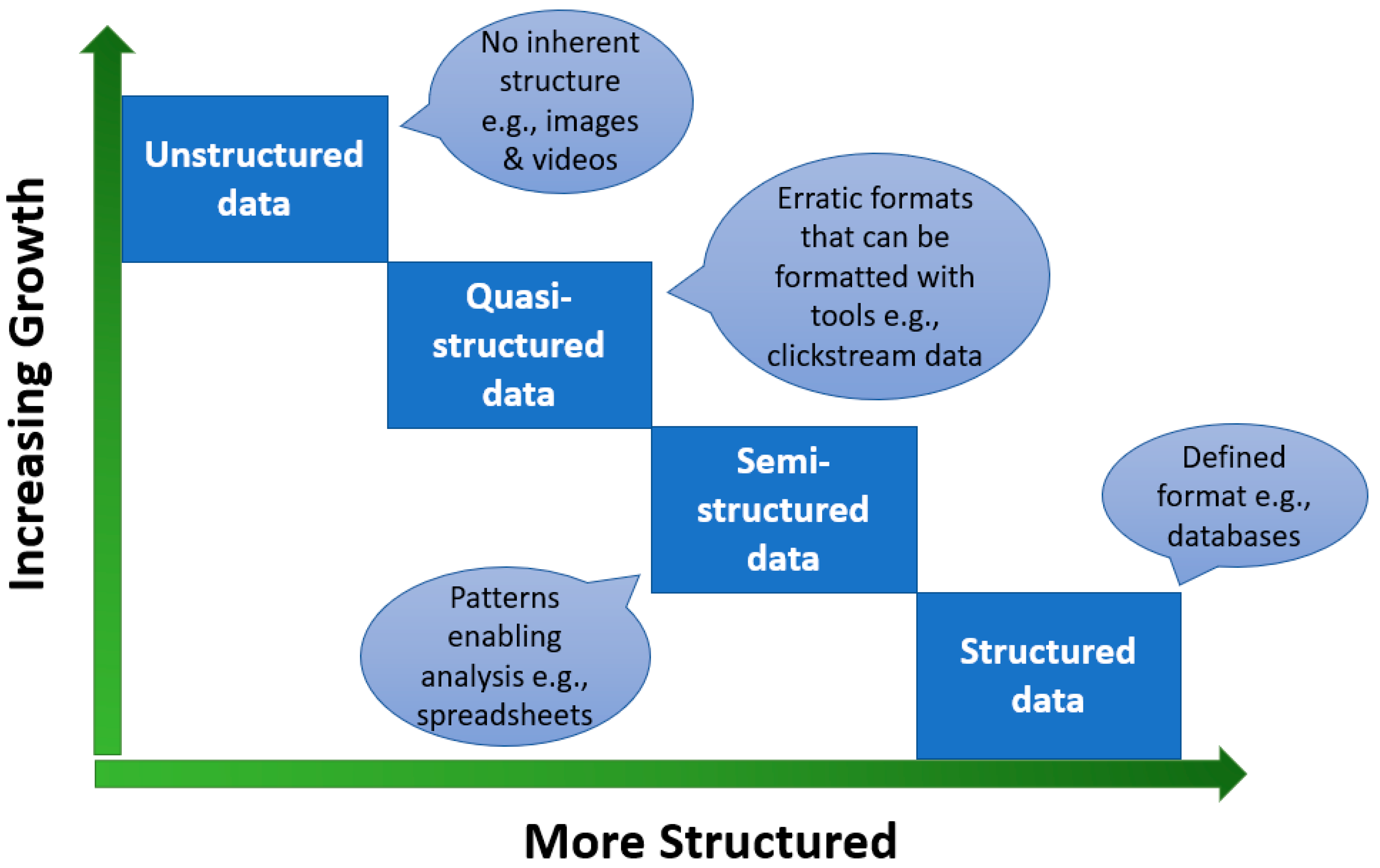{kind=link}
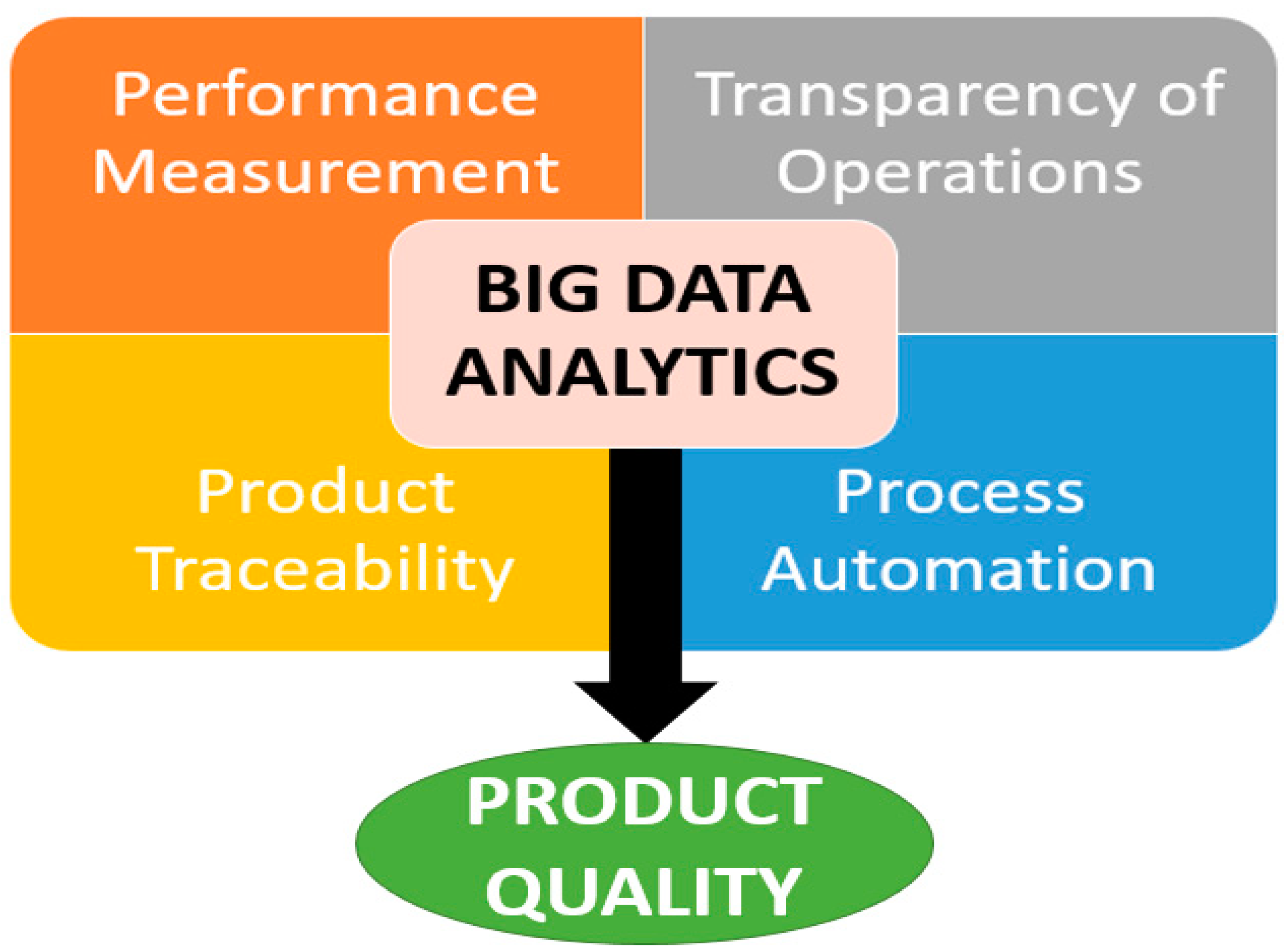{kind=link}
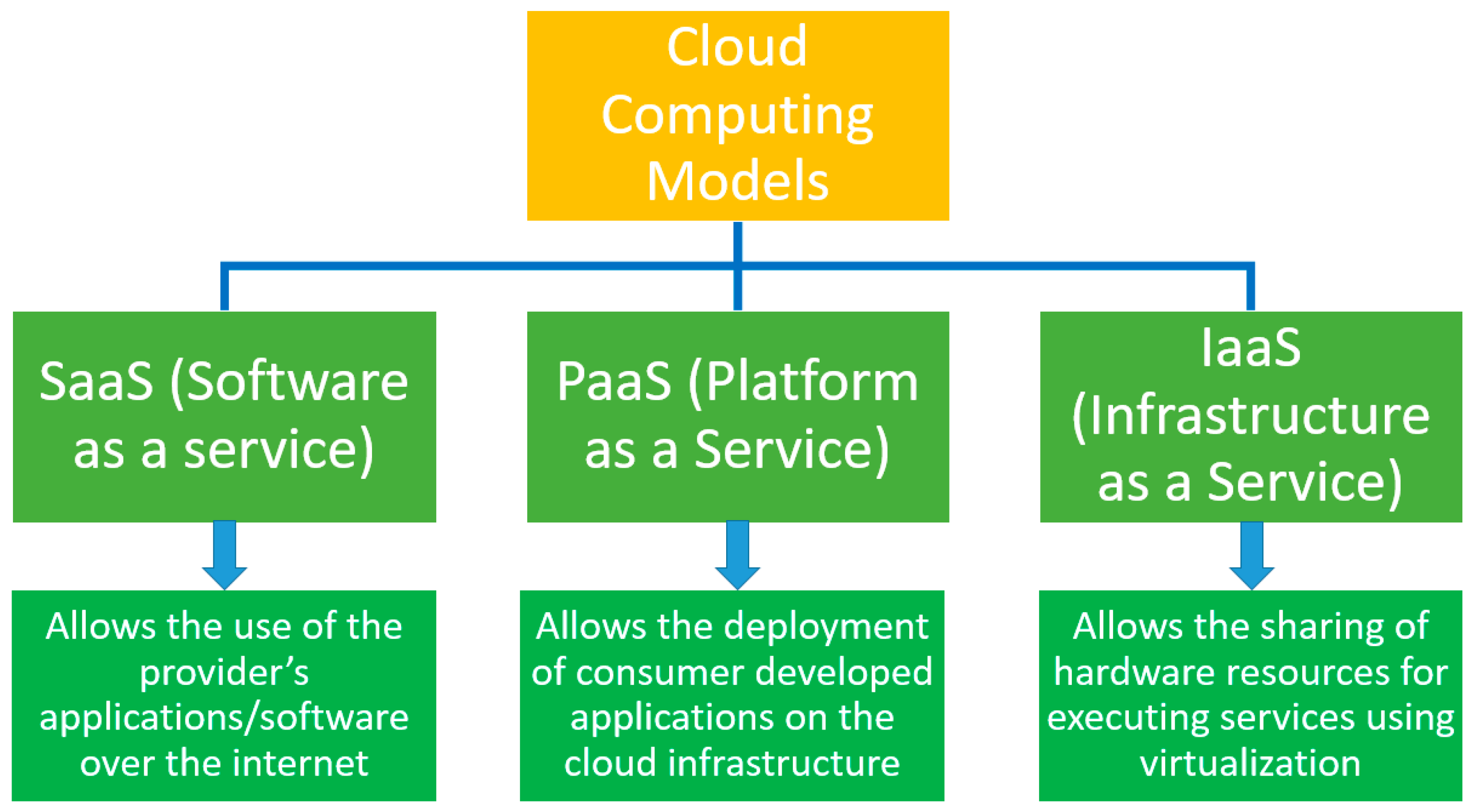{kind=link}
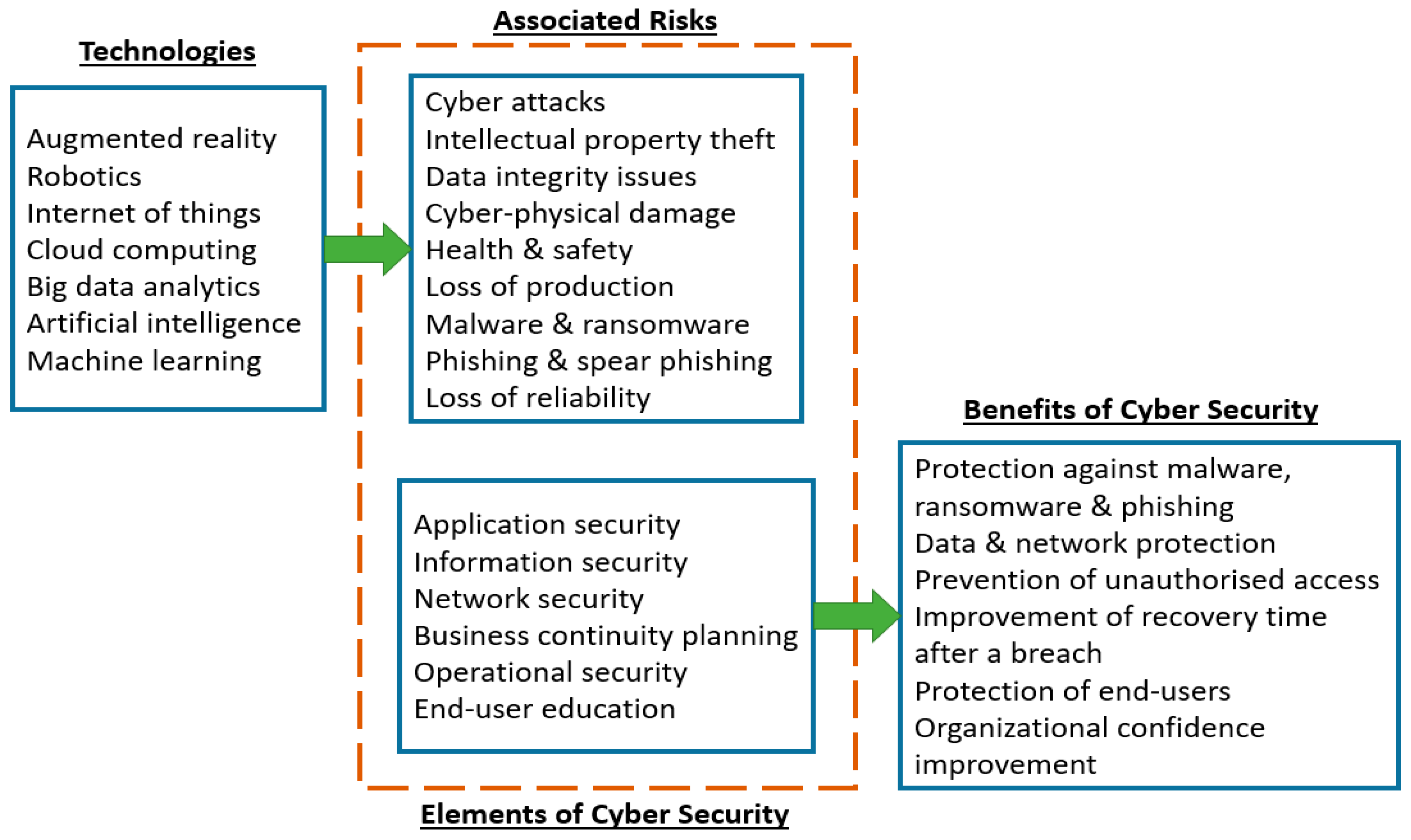{kind=link}
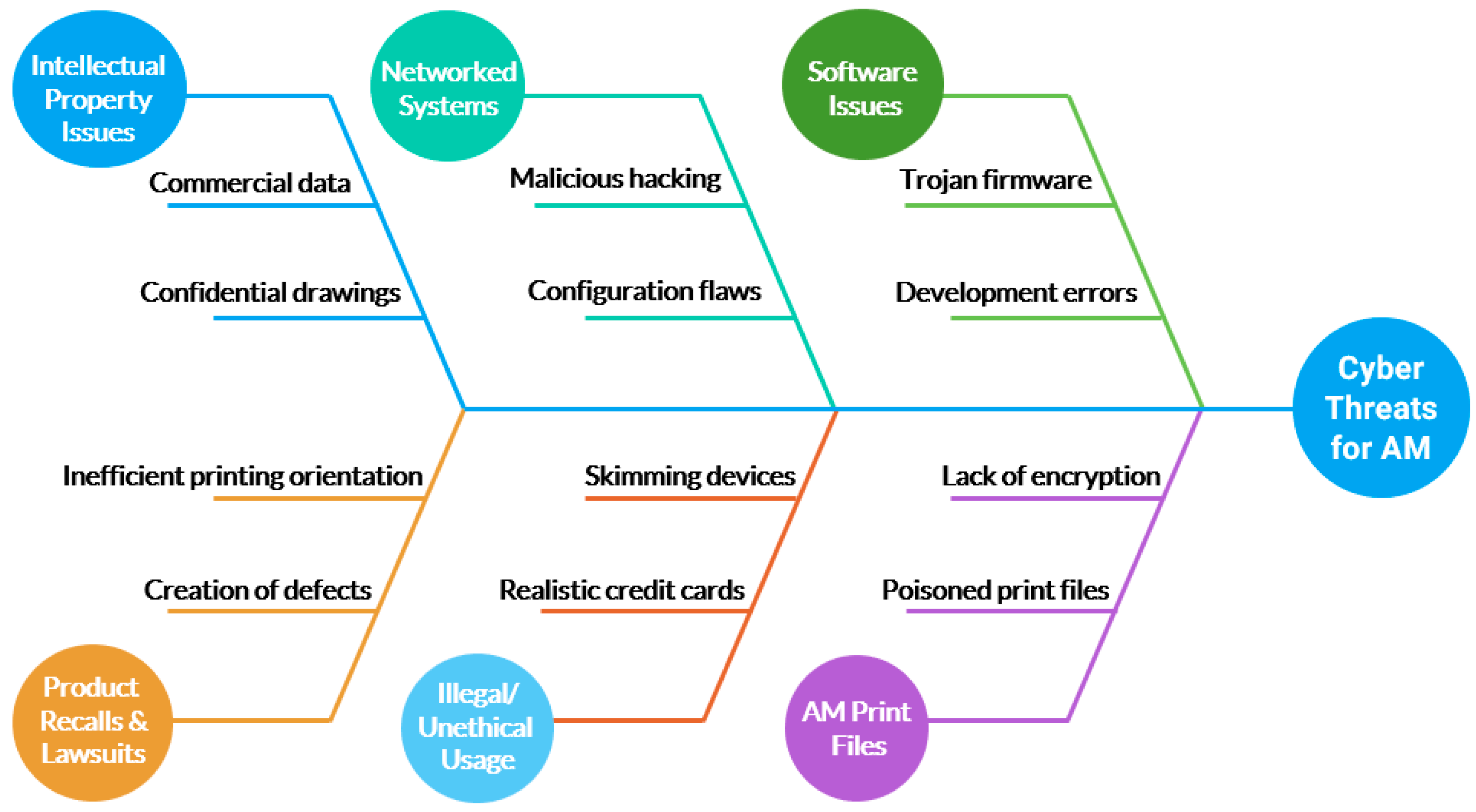{kind=link}
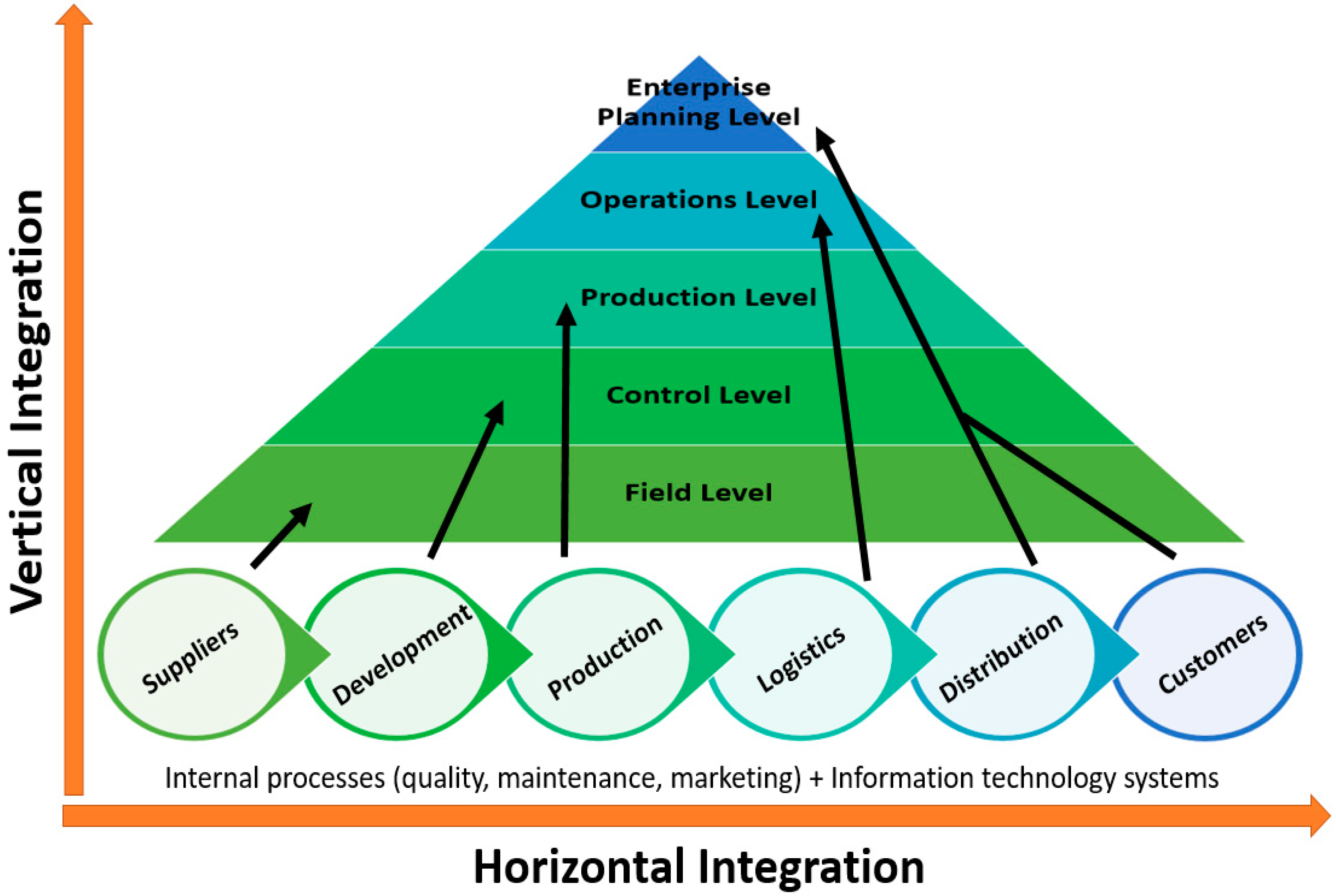{kind=link}
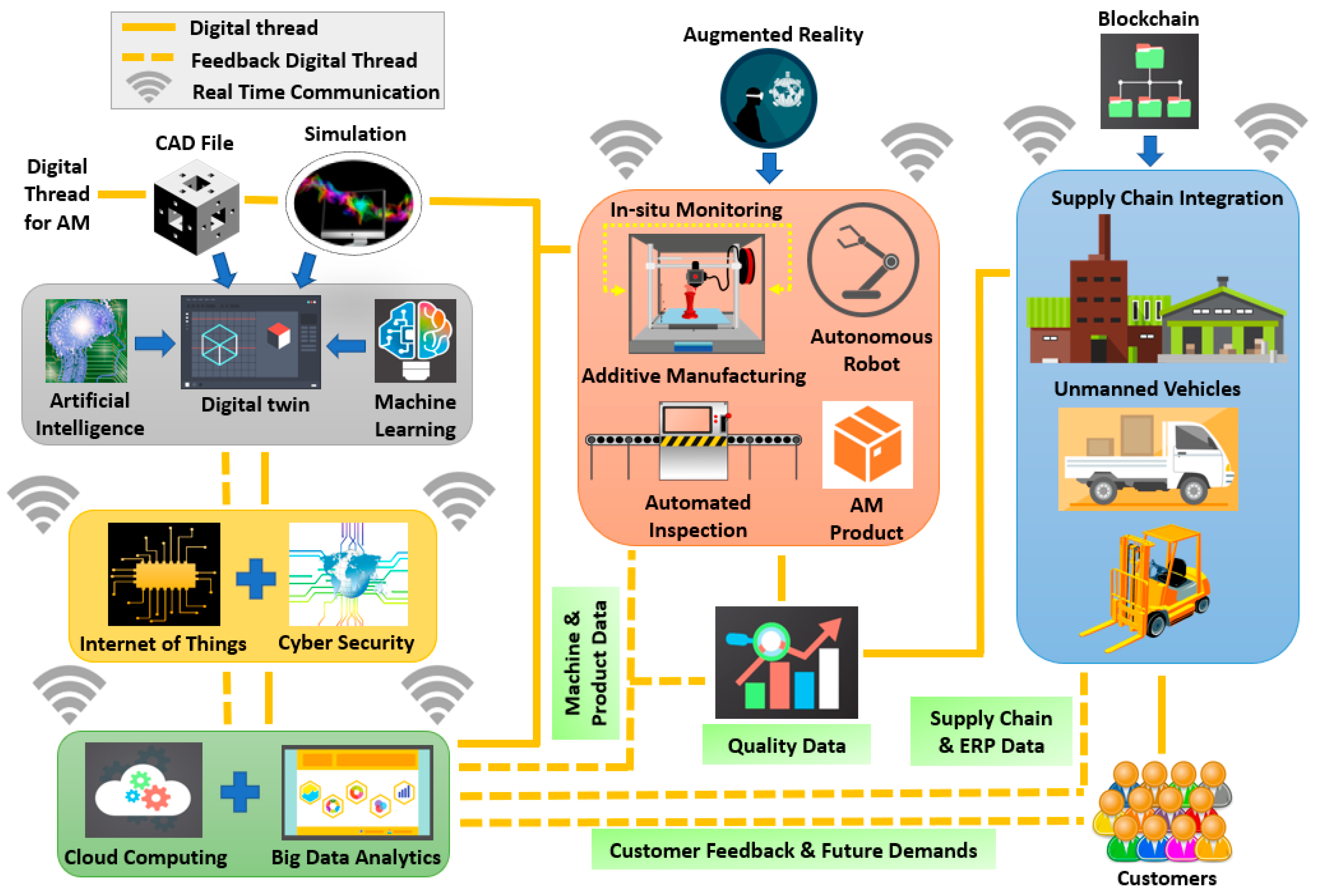{kind=link}
Table 1.
Modelling studies based on additive manufacturing (AM) classification.
| AM Categories | Investigative Simulation Focus |
|---|---|
| Vat Photopolymerization | Uniformity, resolution, and stitching capability of a scanning-projection stereolithography method compared to experiments [74]. Development of an optimization model for separation force analysis in constrained surface stereolithography to enhance fabrication performance [75]. |
| Powder Bed Fusion | Determination of optimum process conditions for SLS (Selective Laser Sintering) by analyzing and comparing thermal profiles and subsequent fusion depths [76]. Thermal modeling of particles in a granular porous medium for SLS with a new morphology calculation method has been conducted [77]. |
| Investigation of surface roughness and morphology by modifying sloping angles in SLM (Selective Laser Melting) [78]. Study of surface structure and porosity by varying scanning speed, powder layer thickness, and laser power in SLM [79]. | |
| Modeling the thermal effects on melt pool and microstructure by changing laser power and scan speed in EBM (Electron Beam Melting) [80]. Models for the lifetime, width, and depth of molten powder material pools in EBM by varying beam powers, scan speeds, and line energies in experiments and simulations [81]. | |
| Direct Energy Deposition | Investigating the effects of melt pool formation, layer thickness, and powder/laser interaction on surface finish in DMD (Direct Metal Deposition) [82]. Investigating the effects of laser power, scanning speed, and powder feed rate on surface finish, melt pool, and dilution ratio in DLMD (Direct Laser Metal Deposition) [83]. |
| Binder Jetting (BJ) | Investigating the effects of energy consumption on part geometry and printing parameters in BJ [84]. Determination of optimal BJ process parameters to reduce shrinkage rate and improve surface roughness [85]. |
| Material Extrusion | Modeling the effects of layer thickness, orientation, raster angle, raster width, and air gap angle on surface quality through a feed-forward neural network for FDM printed parts [86]. Investigating the effects of build direction and number of contours on tensile strength and stiffness of FDM parts [87]. |
| Material Jetting | Modeling and fabrication of randomly oriented multi-material in Polyjet 3D Printing [88]. Parametric simulations and experiments for the desired droplet shape post-impact by introducing a shape coefficient in material jetting [89]. |
| Sheet Lamination | Developing transient thermal models to accurately predict the heating time for the proper joining of metal sheets [90]. Developing a thermo-mechanical finite element model to study the effects of thermal and acoustic softening on yield stress in UAM (Ultrasonic Additive Manufacturing) [91]. |
Table 2.
Robot use in additive manufacturing operations.
| # | Process | Organization | Description |
|---|---|---|---|
| 1 | Cellular Fabrication (C-Fab™) | Branch Technology | This patented process allows the production of large structures using polymer [96]. |
| 2 | Stone Spray | Institute for Advanced Architecture of Catalonia in Spain | Organic material (soil/sand mixture) and eco-friendly liquid binder are sprayed through a robot to build solid architectures [97]. |
| 3 | Suspended Depositions | NSTRMNT | The system works by injecting and suspending light-curing resin in a gelatinous medium using a robotic arm that can move in 3D vector-based tool paths [98]. |
| 4 | XtreeE Systems | XtreeE | Robotic arm fitted with a concrete extruder to create complex geometric structures as tall as 14 m [99]. |
| 5 | Multi-axis 3D Printing | MX3D Metal | Industrial robots fitted with purpose-built tools and control software to build a stainless-steel bridge in Amsterdam [100]. |
| 6 | AiMaker™ | Ai Build | A robotic, AI-powered 3D printing tool head, which can be attached to any robotic arm to manufacture large-scale architectural pieces from plastic [101]. |
| 7 | 4D Hybrid | University of Applied Sciences and Arts of Southern Switzerland (SUPSI) | Modular integration of compact, low-cost modules including laser source, deposition head, sensors, and control has resulted in the development of a new hybrid additive manufacturing system that can be used in different phases of a product’s lifecycle [102]. |
| 8 | Directed energy deposition (DED) metal AM system | Addere | A robot-based laser system that manufactures metal parts using weld wire [103]. |
| 9 | Lincoln Electric’s wire arc-additive manufacturing process | Lincoln Electric | The robot builds metal parts using metal wire by welding layers together using a torch and a multi-axis, rotating turntable that holds the build plate [104]. |
| 10 | ADDere | Midwest Engineered Systems Inc. | A six-axis articulated robot drives the process, combining hot wire deposition and a laser to build metal parts layer by layer on an existing substrate [105]. |
© 2020 by the author. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
MDPI and ACS Style
Butt, J. Exploring the Interrelationship between Additive Manufacturing and Industry 4.0. Designs 2020, 4, 13. https://0-doi-org.brum.beds.ac.uk/10.3390/designs4020013
AMA Style
Butt J. Exploring the Interrelationship between Additive Manufacturing and Industry 4.0. Designs. 2020; 4(2):13. https://0-doi-org.brum.beds.ac.uk/10.3390/designs4020013
Chicago/Turabian StyleButt, Javaid. 2020. "Exploring the Interrelationship between Additive Manufacturing and Industry 4.0" Designs 4, no. 2: 13. https://0-doi-org.brum.beds.ac.uk/10.3390/designs4020013