
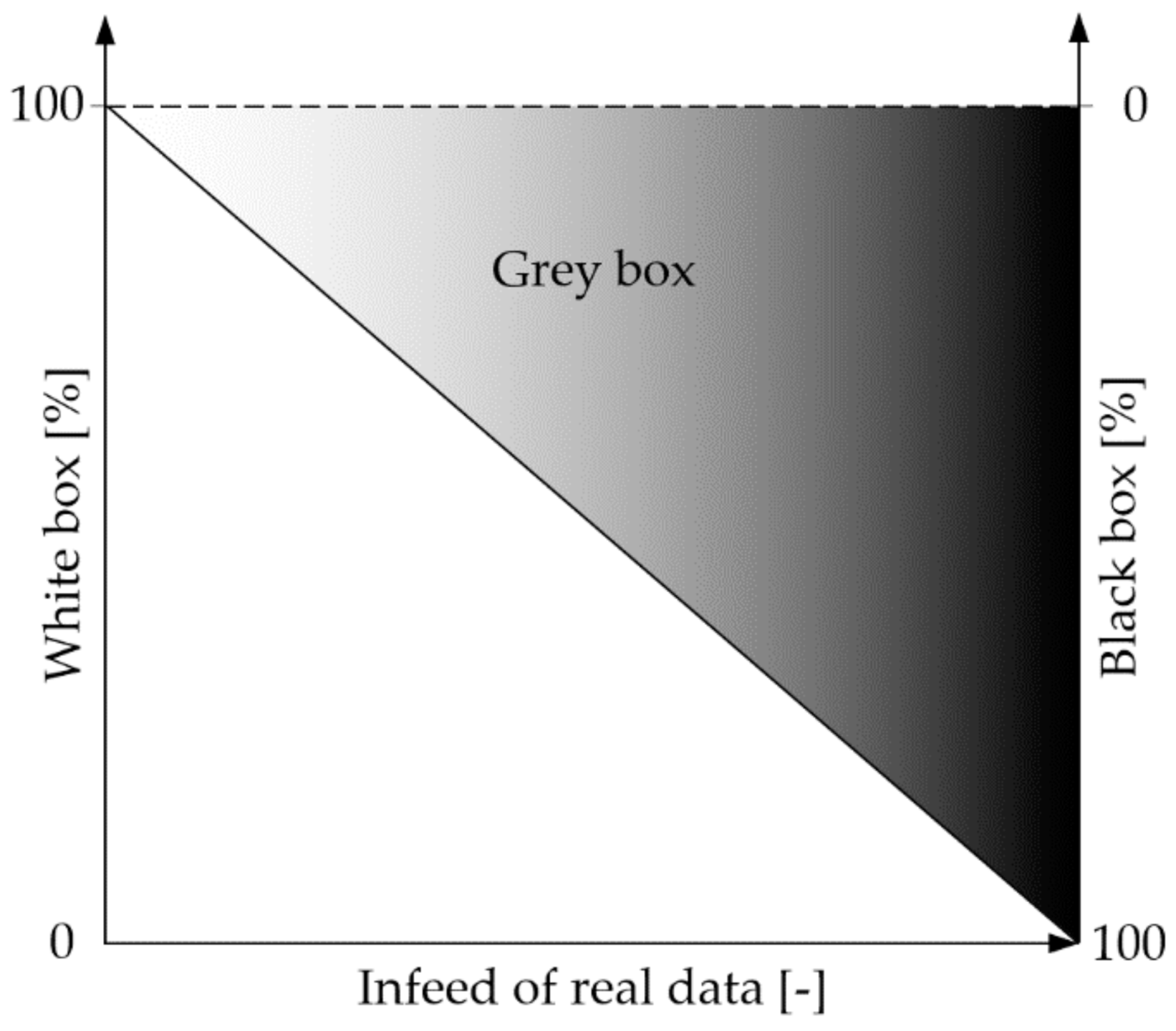
Machine Learning Driven Prediction of Residual Stresses for the Shot Peening Process Using a Finite Element Based Grey-Box Model Approach

 ,
,  , ,
, ,
Abstract
:1. Introduction
2. Fundamentals of the Shot Peening Process and Corresponding FEA
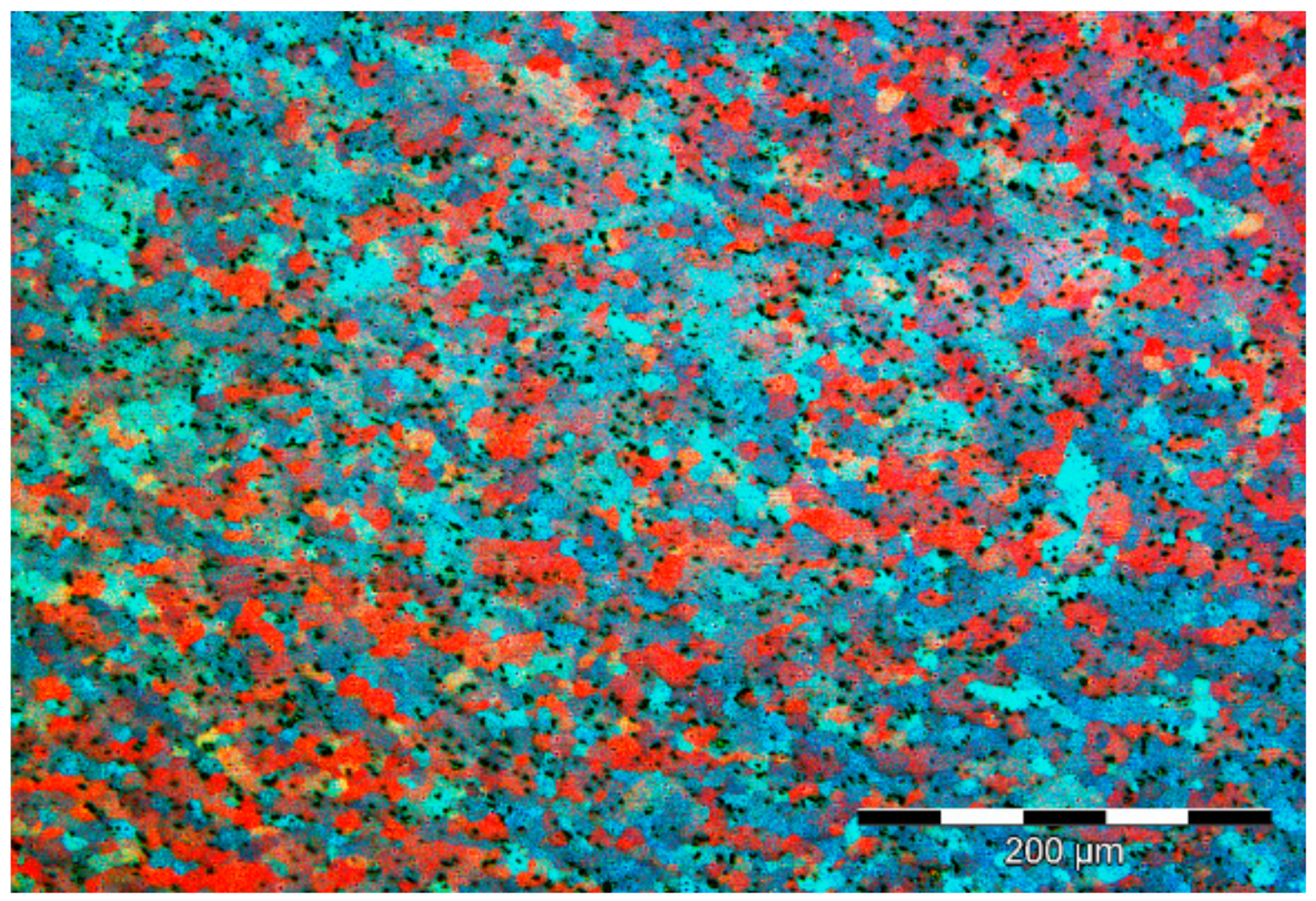
3. Fundamentals and Behavior of EN-AW-6082 T6 under Dynamic Conditions
4. The Johnson–Cook Material Model
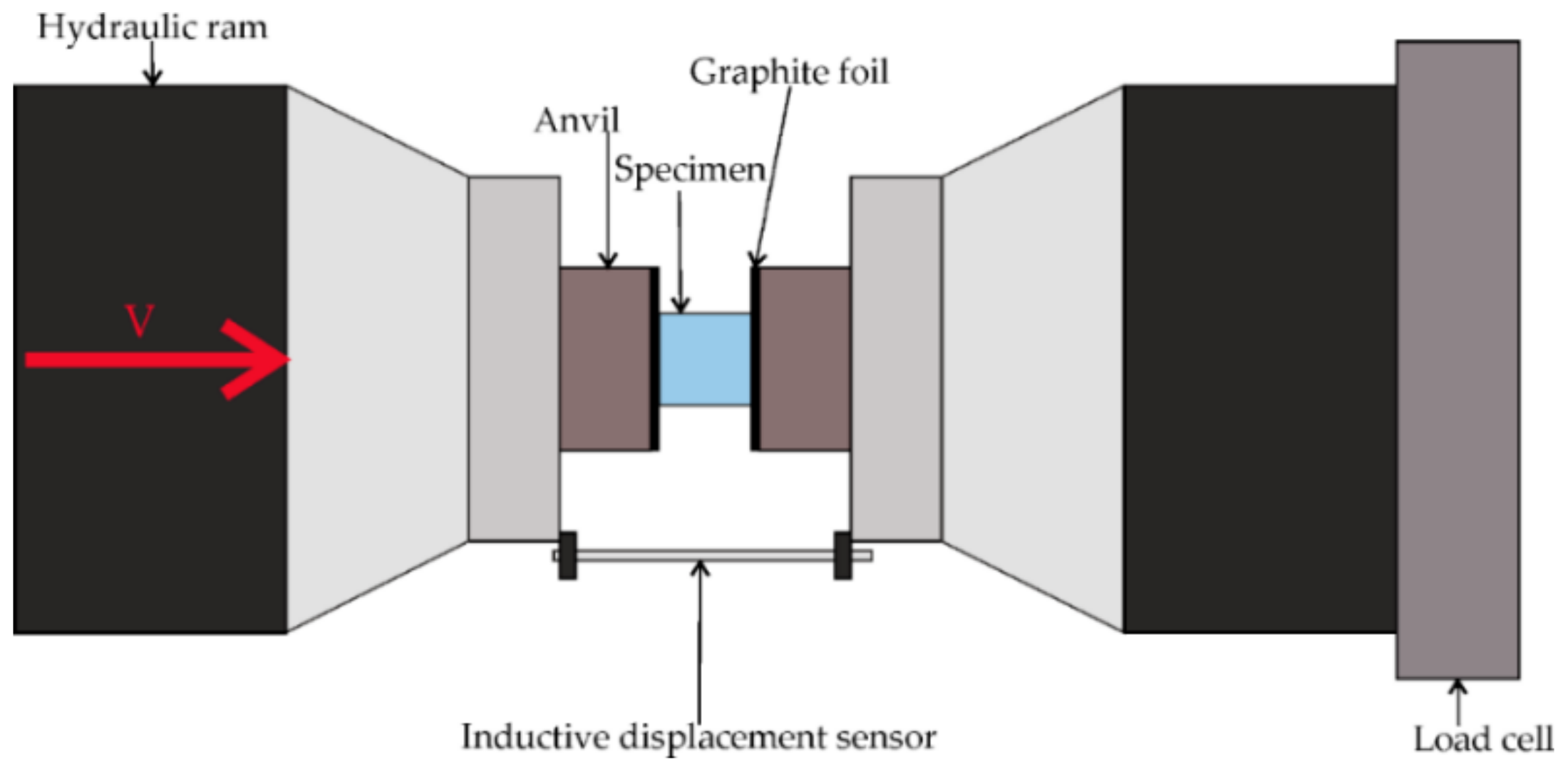
5. Experimental Setup
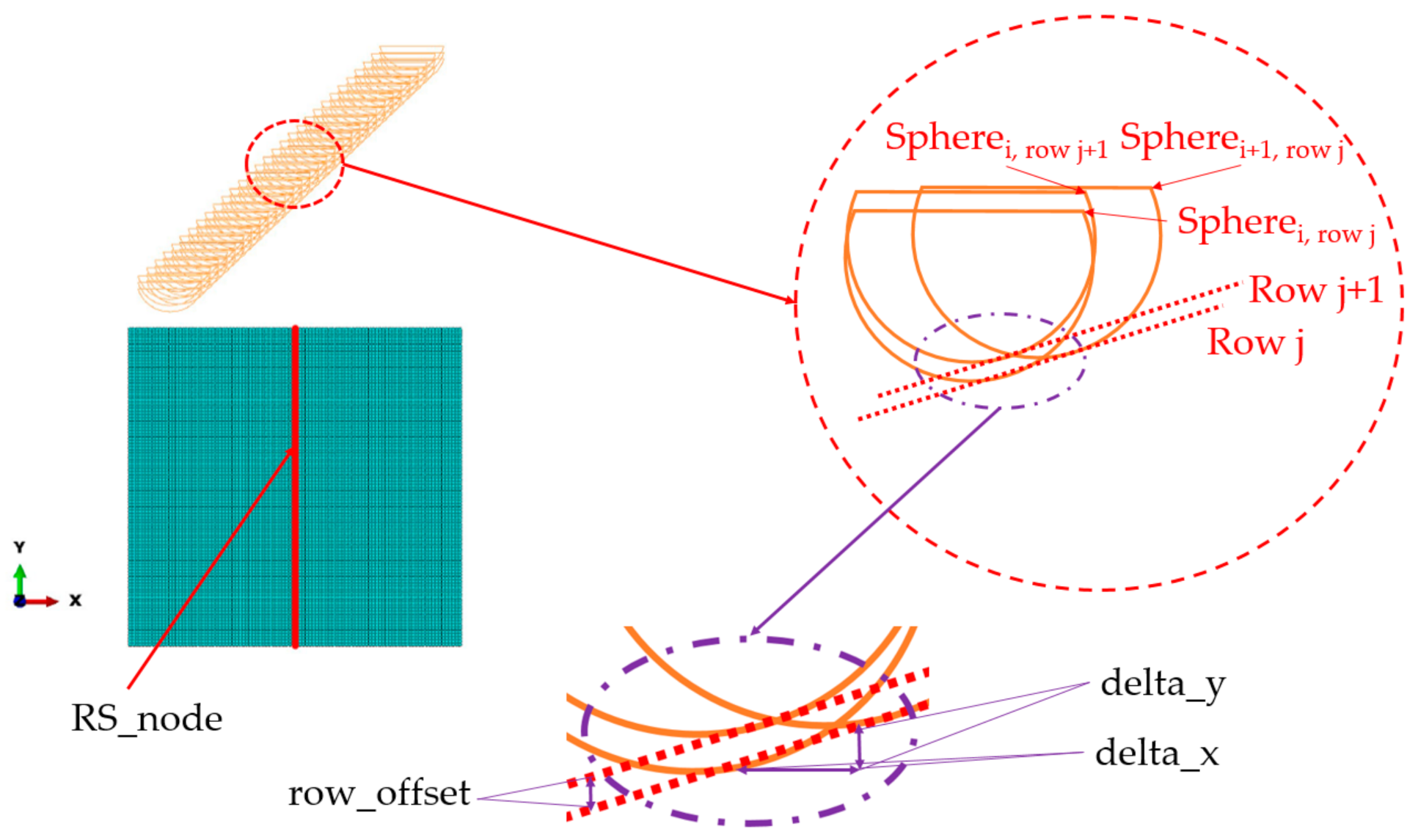
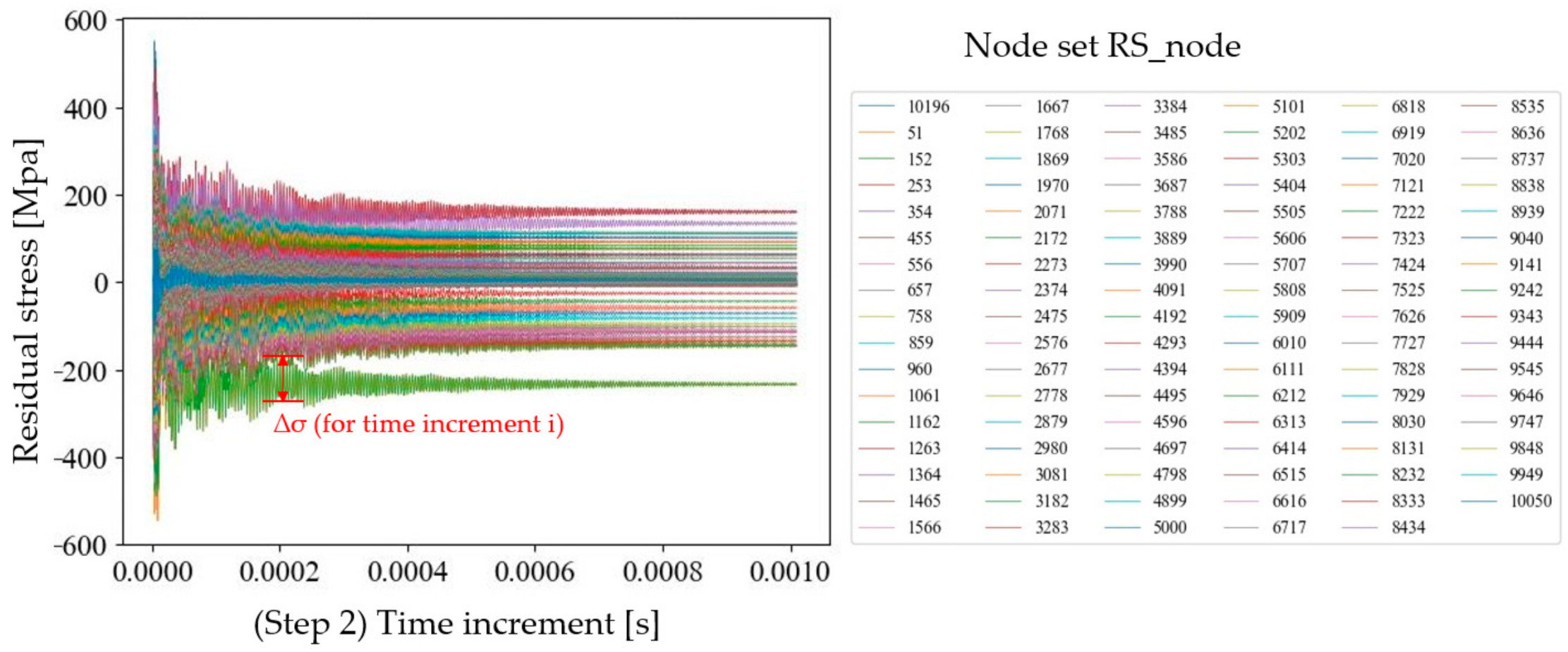
6. FEA Setup and Resulting Data Mining Algorithm
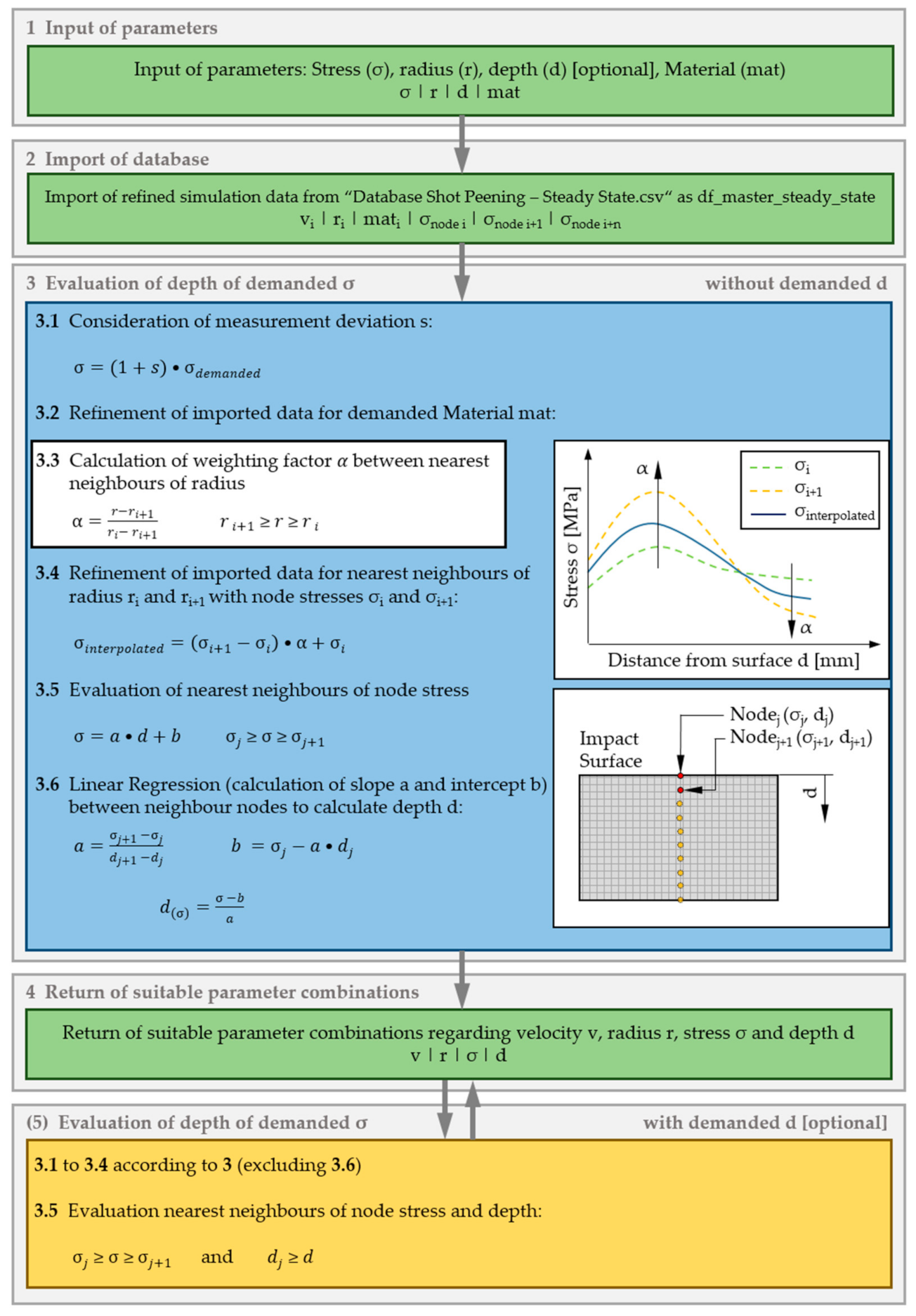
7. Development of the Initial White-Box Model for the Residual Stress Prediction
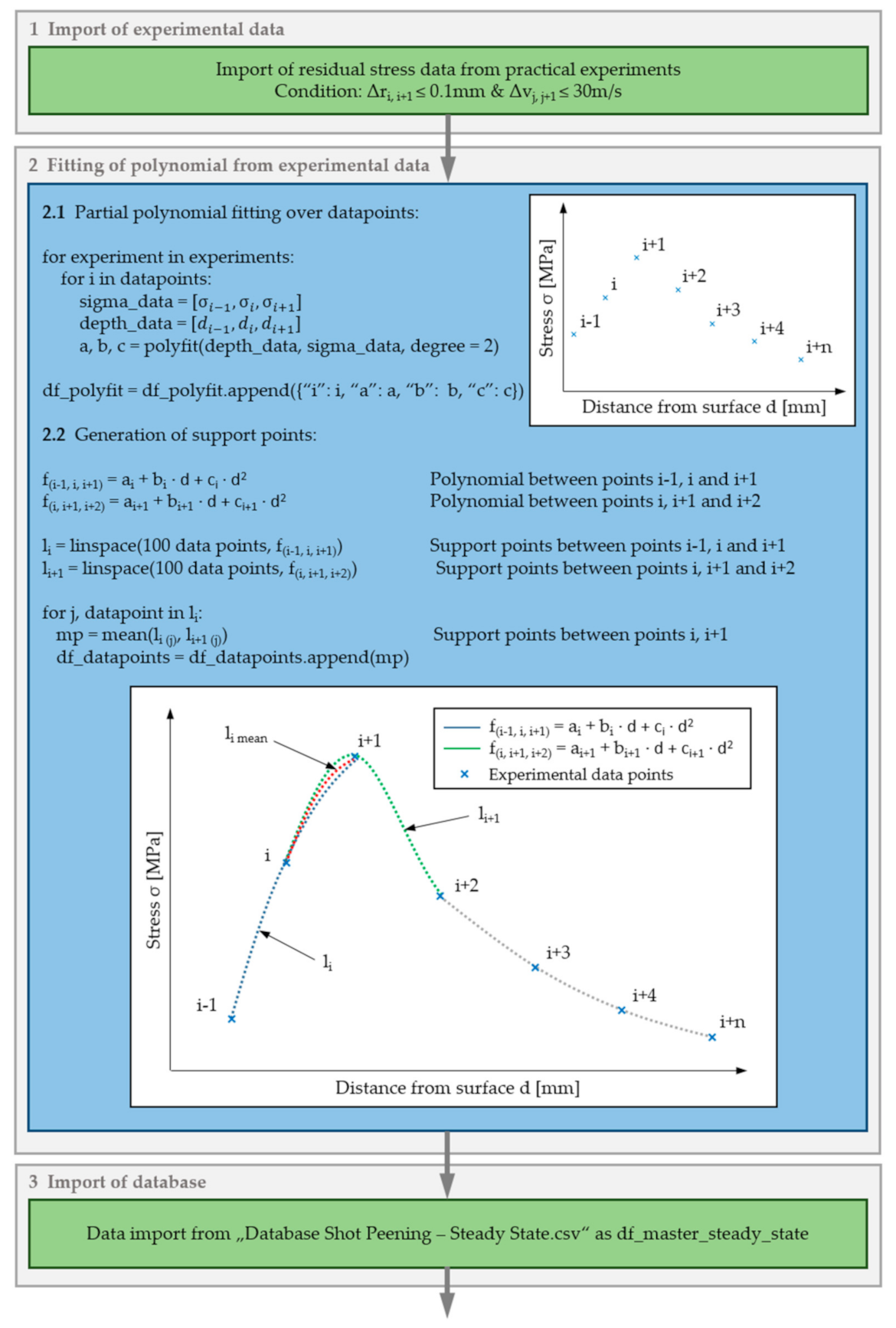
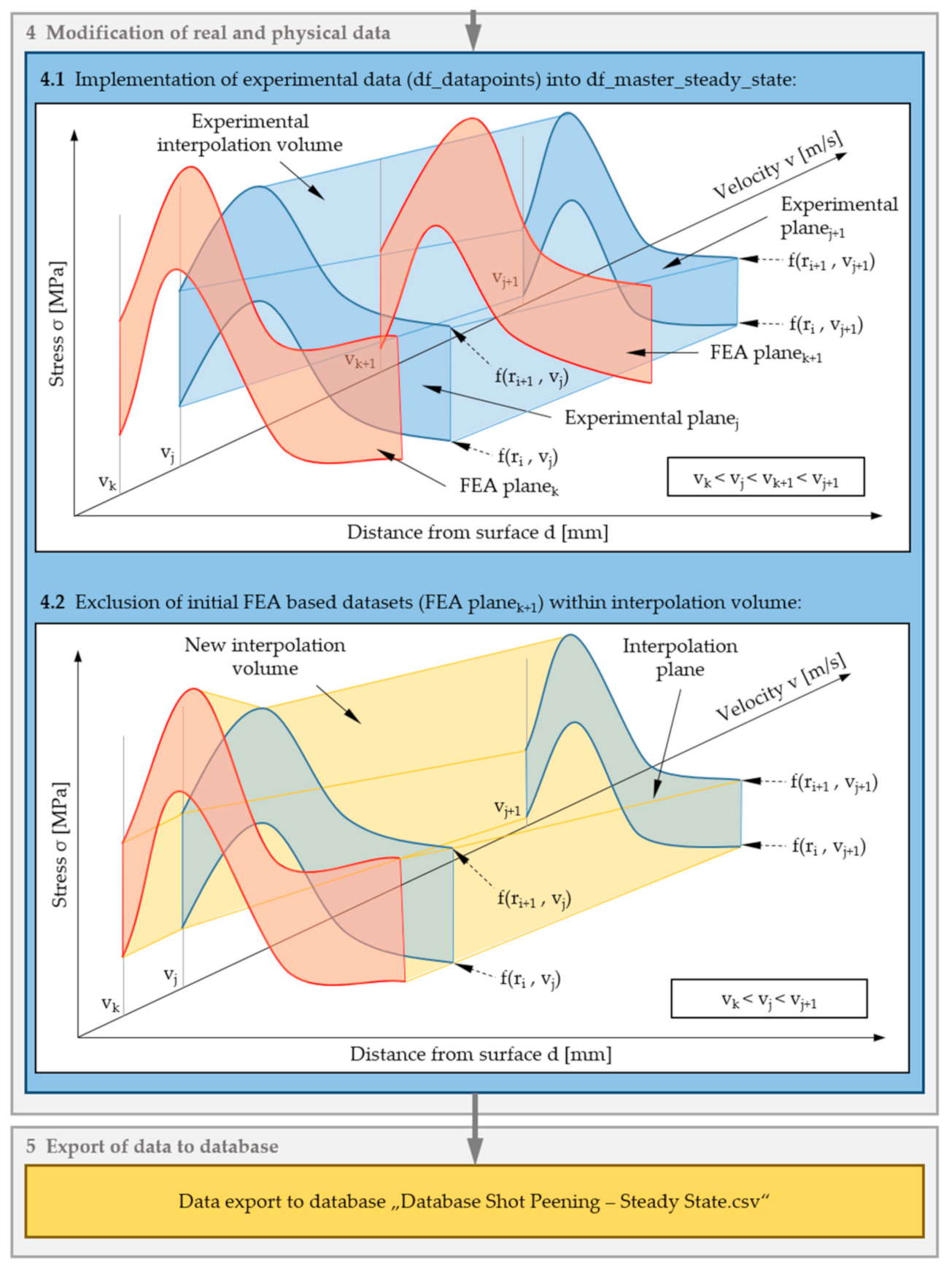
8. Experimental Data-Driven Machine Learning Algorithm
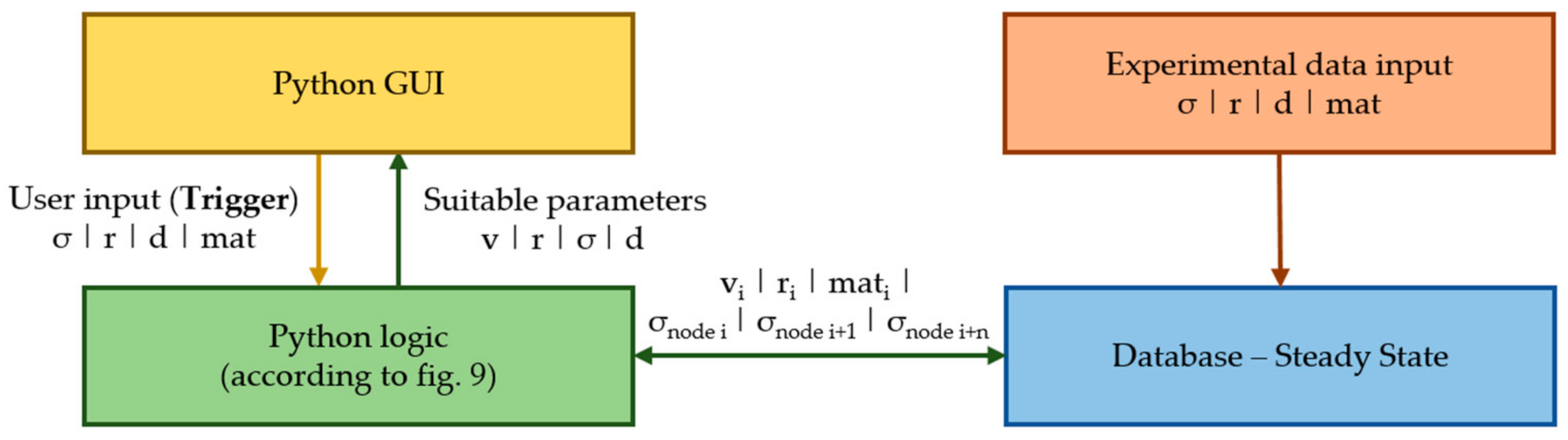
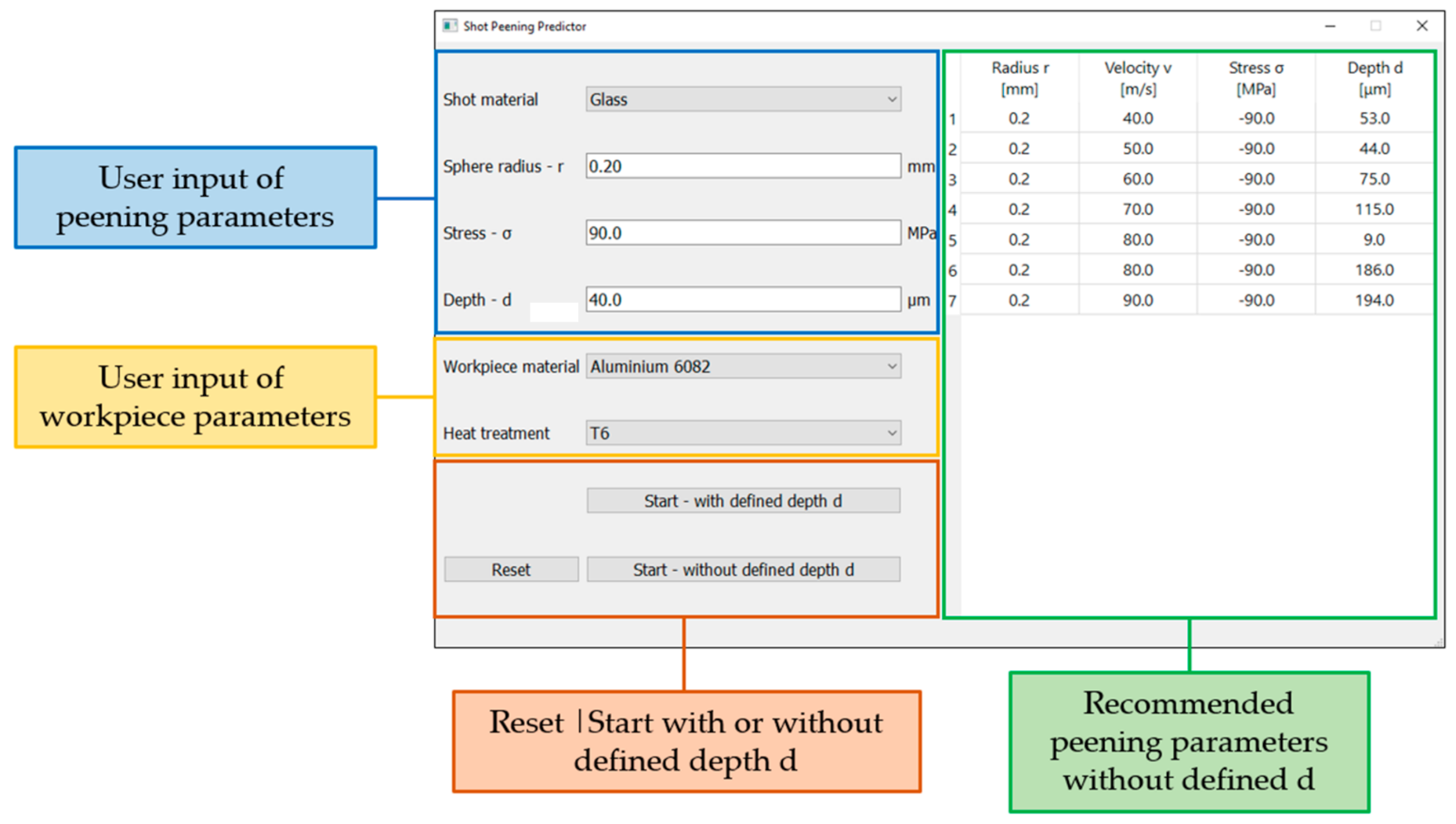
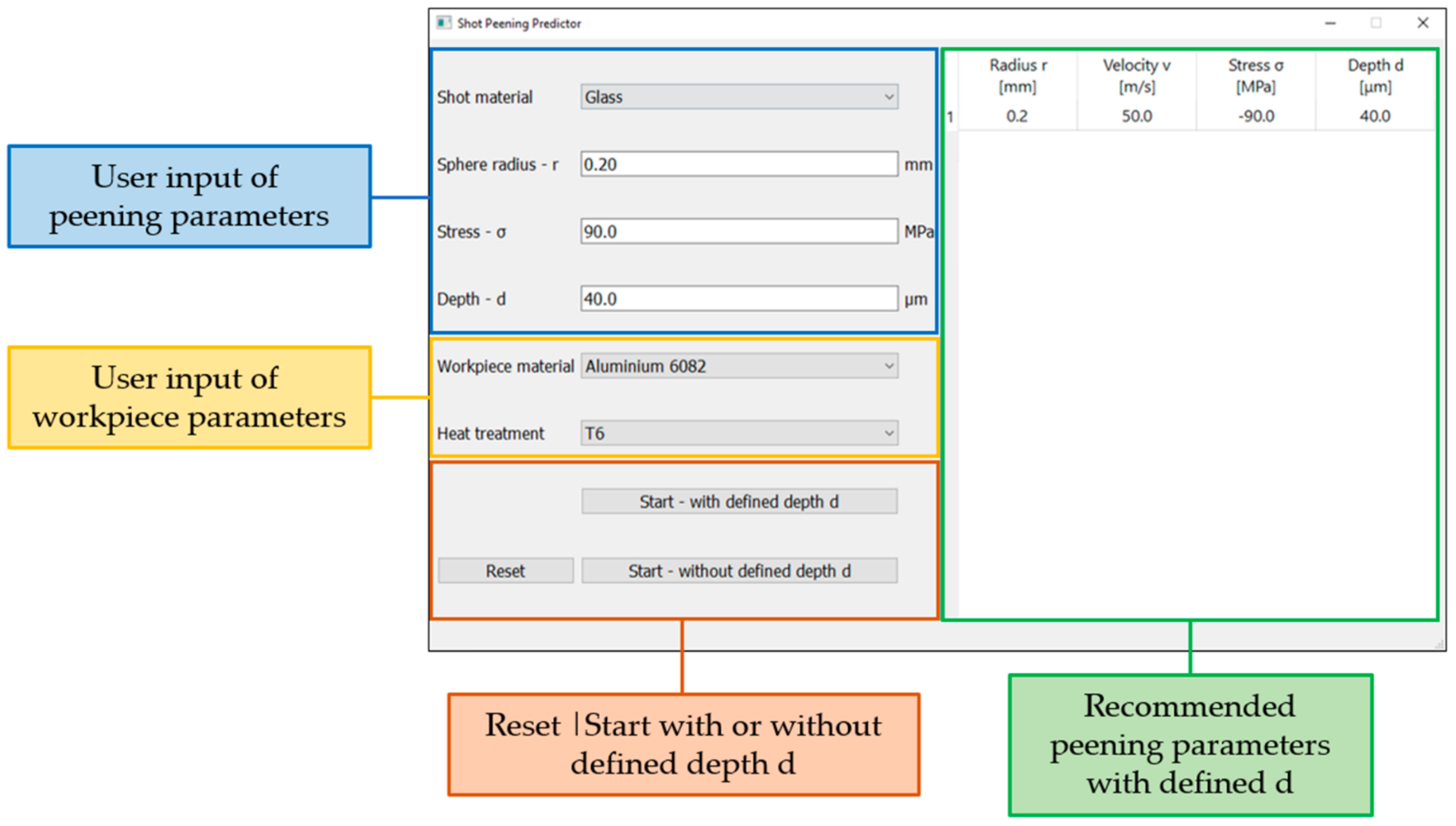
9. Graphical User Interface
10. Results
11. Discussion
12. Conclusions and Outlook
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- De Los Rios, E.R.; Walley, A.; Milan, M.; Hammersley, G. Fatigue crack initiation and propagation on shot-peened surfaces in A316 stainless steel. Int. J. Fatigue 1995, 17, 493–499. [Google Scholar] [CrossRef]
- Hadzima, B.; Nový, F.; Trško, L.; Pastorek, F.; Jambor, M.; Fintová, S. Shot peening as a pre-treatment to anodic oxidation coating process of AW 6082 aluminum for fatigue life improvement. Int. J. Adv. Manuf. Technol. 2017, 93, 3315–3323. [Google Scholar] [CrossRef]
- Hutmann, P. The Application of Mechanical Surface Treatment in the Passenger Car Industry. In Shot Peening; Wagner, L., Ed.; Wiley-VCH Verlag GmbH & Co. KGaA: Weinheim, Germany, 2003; pp. 1–12. ISBN 9783527606580. [Google Scholar]
- Nalla, R.; Altenberger, I.; Noster, U.; Liu, G.; Scholtes, B.; Ritchie, R. On the influence of mechanical surface treatments—Deep rolling and laser shock peening—On the fatigue behavior of Ti–6Al–4V at ambient and elevated temperatures. Mater. Sci. Eng. A 2003, 355, 216–230. [Google Scholar] [CrossRef]
- Tolga Bozdana, A. On the mechanical surface enhancement techniques in aerospace industry—A review of technology. Aircr. Eng. Aerosp. Technol. 2005, 77, 279–292. [Google Scholar] [CrossRef]
- Gujba, A.K.; Medraj, M. Laser Peening Process and Its Impact on Materials Properties in Comparison with Shot Peening and Ultrasonic Impact Peening. Materials 2014, 7, 7925–7974. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Travieso-Rodríguez, J.A.; Jerez-Mesa, R.; Gómez-Gras, G.; Llumà-Fuentes, J.; Casadesús-Farràs, O.; Madueño-Guerrero, M. Hardening effect and fatigue behavior enhancement through ball burnishing on AISI 1038. J. Mater. Res. Technol. 2019, 8, 5639–5646. [Google Scholar] [CrossRef]
- Zhang, T.; Bugtai, N.; Marinescu, I.D. Burnishing of aerospace alloy: A theoretical–experimental approach. J. Manuf. Syst. 2015, 37, 472–478. [Google Scholar] [CrossRef]
- Yen, Y.C.; Sartkulvanich, P.; Altan, T. Finite Element Modeling of Roller Burnishing Process. CIRP Ann. 2005, 54, 237–240. [Google Scholar] [CrossRef]
- Preve´y, P.S.; Jayaraman, N.; Ravindranath, R. Fatigue Life Extension of Steam Turbine Alloys Using Low Plasticity Burnishing (LPB). In Proceedings of the ASME Turbo Expo 2010: Power for Land, Sea, and Air, Glasgow, UK, 14–18 June 2010; Volume 7, pp. 2277–2287, ISBN 978-0-7918-4402-1. [Google Scholar]
- Scheel, J.E.; Hornbach, D.J.; Prevey, P.S. Mitigation of Stress Corrosion Cracking in Nuclear Weldments Using Low Plasticity Burnishing. In Proceedings of the 16th International Conference on Nuclear Engineering, Orlando, FL, USA, 11–15 May 2008; Volume 1, pp. 649–656, ISBN 0-7918-4814-0. [Google Scholar]
- Avilés, R.; Albizuri, J.; Rodríguez, A.; López de Lacalle, L.N. Influence of low-plasticity ball burnishing on the high-cycle fatigue strength of medium carbon AISI 1045 steel. Int. J. Fatigue 2013, 55, 230–244. [Google Scholar] [CrossRef]
- Rodríguez, A.; López de Lacalle, L.N.; Celaya, A.; Lamikiz, A.; Albizuri, J. Surface improvement of shafts by the deep ball-burnishing technique. Surf. Coat. Technol. 2012, 206, 2817–2824. [Google Scholar] [CrossRef]
- Fernández-Lucio, P.; González-Barrio, H.; Gómez-Escudero, G.; Pereira, O.; López de Lacalle, L.N.; Rodríguez, A. Analysis of the influence of the hydrostatic ball burnishing pressure in the surface hardness and roughness of medium carbon steels. IOP Conf. Ser. Mater. Sci. Eng. 2020, 968, 12021. [Google Scholar] [CrossRef]
- Kusiak, A. Smart manufacturing. Int. J. Prod. Res. 2018, 56, 508–517. [Google Scholar] [CrossRef]
- Sjödin, D.R.; Parida, V.; Leksell, M.; Petrovic, A. Smart Factory Implementation and Process Innovation. Res. Technol. Manag. 2018, 61, 22–31. [Google Scholar] [CrossRef] [Green Version]
- Zhong, R.Y.; Xu, X.; Klotz, E.; Newman, S.T. Intelligent Manufacturing in the Context of Industry 4.0: A Review. Engineering 2017, 3, 616–630. [Google Scholar] [CrossRef]
- Monostori, L. AI and machine learning techniques for managing complexity, changes and uncertainties in manufacturing. Eng. Appl. Artif. Intell. 2003, 16, 277–291. [Google Scholar] [CrossRef]
- Pham, D.T.; Afify, A.A. Machine-learning techniques and their applications in manufacturing. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2005, 219, 395–412. [Google Scholar] [CrossRef]
- Wuest, T.; Weimer, D.; Irgens, C.; Thoben, K.-D. Machine learning in manufacturing: Advantages, challenges, and applications. Prod. Manuf. Res. 2016, 4, 23–45. [Google Scholar] [CrossRef] [Green Version]
- Harding, J.A.; Shahbaz, M.; Srinivas; Kusiak, A. Data Mining in Manufacturing: A Review. J. Manuf. Sci. Eng. 2006, 128, 969–976. [Google Scholar] [CrossRef]
- Kwak, D.-S.; Kim, K.-J. A data mining approach considering missing values for the optimization of semiconductor-manufacturing processes. Expert Syst. Appl. 2012, 39, 2590–2596. [Google Scholar] [CrossRef]
- Harrison, J. Controlled shot-peening: Cold working to improve fatigue strength. Heat Treat. 1987, 19, 16–18. [Google Scholar]
- König, G.W. Life Enhancement of Aero Engine Components by Shot Peening: Opportunities and Risks. In Shot Peening; Wagner, L., Ed.; Wiley-VCH Verlag GmbH & Co. KGaA: Weinheim, Germany, 2003; pp. 13–22. ISBN 9783527606580. [Google Scholar]
- Bagherifard, S.; Ghelichi, R.; Guagliano, M. On the shot peening surface coverage and its assessment by means of finite element simulation: A critical review and some original developments. Appl. Surf. Sci. 2012, 259, 186–194. [Google Scholar] [CrossRef]
- Xiao, X.; Tong, X.; Liu, Y.; Zhao, R.; Gao, G.; Li, Y. Prediction of shot peen forming effects with single and repeated impacts. Int. J. Mech. Sci. 2018, 137, 182–194. [Google Scholar] [CrossRef]
- Kiefer, B. Shot Peening, Special Application and Procedure. International Scientific Committee for Shot Peening. shotpeener.com. Available online: https://www.shotpeener.com/library/detail.php?anc=1987088 (accessed on 20 April 2021).
- Robertson, G. The Effects of Shot Size on the Residual Stresses Resulting from Shot Peening; SAE Technical Paper; International Scientific Committee on Shot Peening: Warrendale, PA, USA, 1987; pp. 46–48. [Google Scholar] [CrossRef]
- Sharp, P.K.; Clayton, J.Q.; Clark, G. The fatigue resistance of peened 7050-T7451 aluminium alloy-repair and retreatment of a component surface. Fatigue Frac. Eng. Mater. Struct. 1994, 17, 243–252. [Google Scholar] [CrossRef]
- Wagner, L.; Lütjering, G. Influence of shot peening parameters on the surface layer properties and the fatigue life of Ti-6Al-4V. In Proceedings of the Second International Conference on Shot Peening, Chicago, IL, USA, 14–17 May 1984; pp. 194–200. [Google Scholar]
- Edberg, J.; Lindgren, L.-E.; Mori, K.-L. Shot peening simulated by two different finite element formulations. In Simulation of Materials Processing: Theory, Methods and Applications Numiform 95; Shen, S.-F., Dawson, P., Eds.; Balkema: Rotterdam, The Netherlands, 1995; pp. 425–430. ISBN 9054105534. [Google Scholar]
- Majzoobi, G.H.; Azizi, R.; Alavi Nia, A. A three-dimensional simulation of shot peening process using multiple shot impacts. J. Mater. Process. Technol. 2005, 164, 1226–1234. [Google Scholar] [CrossRef]
- Meguid, S.A.; Shagal, G.; Stranart, J.C. 3D FE analysis of peening of strain-rate sensitive materials using multiple impingement model. Int. J. Impact Eng. 2002, 27, 119–134. [Google Scholar] [CrossRef]
- Han, K.; Peric´, D.; Owen, D.; Yu, J. A combined finite/discrete element simulation of shot peening processes—Part II: 3D interaction laws. Eng. Comput. 2000, 17, 680–702. [Google Scholar] [CrossRef]
- Schwarzer, J.; Schulze, V.; Vöhringer, O. Finite Element Simulation of Shot Peening—A Method to Evaluate the Influence of Peening Parameters on Surface Characteristics. In Shot Peening; Wagner, L., Ed.; Wiley-VCH Verlag GmbH & Co. KGaA: Weinheim, Germany, 2003; pp. 349–354. ISBN 9783527606580. [Google Scholar]
- Hong, T.; Ooi, J.Y.; Shaw, B. A numerical simulation to relate the shot peening parameters to the induced residual stresses. Eng. Fail. Anal. 2008, 15, 1097–1110. [Google Scholar] [CrossRef]
- Mylonas, G.I.; Labeas, G. Numerical modelling of shot peening process and corresponding products: Residual stress, surface roughness and cold work prediction. Surf. Coat. Technol. 2011, 205, 4480–4494. [Google Scholar] [CrossRef]
- Mazzolani, F.M. Aluminium Alloy Structures, 2nd ed.; CRC Press: Boca Raton, FL, USA, 2019; ISBN 9780367449292. [Google Scholar]
- Bjørnbakk, E.B.; Sæter, J.A.; Reiso, O.; Tundal, U. The Influence of Homogenisation Cooling Rate, Billet Preheating Temperature and Die Geometry on the T5-Properties for Three 6XXX Alloys Extruded under Industrial Conditions. MSF 2002, 396–402, 405–410. [Google Scholar] [CrossRef]
- Mohamed, M.S.; Foster, A.D.; Lin, J.; Balint, D.S.; Dean, T.A. Investigation of deformation and failure features in hot stamping of AA6082: Experimentation and modelling. Int. J. Mach. Tools Manuf. 2012, 53, 27–38. [Google Scholar] [CrossRef]
- He, X.; Pan, Q.; Li, H.; Huang, Z.; Liu, S.; Li, K.; Li, X. Effect of Artificial Aging, Delayed Aging, and Pre-Aging on Microstructure and Properties of 6082 Aluminum Alloy. Metals 2019, 9, 173. [Google Scholar] [CrossRef] [Green Version]
- Angella, G.; Bassani, P.; Tuissi, A.; Vedani, M. Aging Behaviour and Mechanical Properties of a Solution Treated and ECAP Processed 6082 Alloy. Mater. Trans. 2004, 45, 2282–2287. [Google Scholar] [CrossRef] [Green Version]
- Das, S.; Pelcastre, L.; Hardell, J.; Prakash, B. Effect of static and dynamic ageing on wear and friction behavior of aluminum 6082 alloy. Tribol. Int. 2013, 60, 1–9. [Google Scholar] [CrossRef]
- Lumley, R.N. Heat Treatment of Aluminum Alloys. In Encyclopedia of Thermal Stresses; Hetnarski, R.B., Ed.; Springer: Dordrecht, The Netherlands, 2014; pp. 2190–2203. ISBN 978-94-007-2738-0. [Google Scholar]
- Ostermann, F. Anwendungstechnologie Aluminium; Springer: Berlin/Heidelberg, Germany, 2014; ISBN 978-3-662-43806-0. [Google Scholar]
- Jonas, J.J.; Sellars, C.M.; Tegart, W.J.M. Strength and structure under hot-working conditions. Metall. Rev. 1969, 14, 1–24. [Google Scholar] [CrossRef]
- Atkinson, H.V.; Burke, K.; Vaneetveld, G. Recrystallisation in the semi-solid state in 7075 aluminium alloy. Mater. Sci. Eng. A 2008, 490, 266–276. [Google Scholar] [CrossRef] [Green Version]
- Zerilli, F.J.; Armstrong, R.W. Dislocation-mechanics-based constitutive relations for material dynamics calculations. J. Appl. Phys. 1987, 61, 1816–1825. [Google Scholar] [CrossRef] [Green Version]
- Johnson, G.R.; Hoegfeldt, J.M.; Lindholm, U.S.; Nagy, A. Response of Various Metals to Large Torsional Strains Over a Large Range of Strain Rates—Part 1: Ductile Metals. J. Eng. Mater. Technol. 1983, 105, 42–47. [Google Scholar] [CrossRef]
- Chen, X.; Peng, Y.; Peng, S.; Yao, S.; Chen, C.; Xu, P. Flow and fracture behavior of aluminum alloy 6082-T6 at different tensile strain rates and triaxialities. PLoS ONE 2017, 12, e0181983. [Google Scholar] [CrossRef] [Green Version]
- Gottstein, G. Materialwissenschaft und Werkstofftechnik; Springer: Berlin/Heidelberg, Germany, 2014; ISBN 978-3-642-36602-4. [Google Scholar]
- Ning, J.; Liang, S.Y. Inverse identification of Johnson-Cook material constants based on modified chip formation model and iterative gradient search using temperature and force measurements. Int. J. Adv. Manuf. Technol. 2019, 102, 2865–2876. [Google Scholar] [CrossRef]
- Yibo, P.; Gang, W.; Tianxing, Z.; Shangfeng, P.; Yiming, R. Dynamic Mechanical Behaviors of 6082-T6 Aluminum Alloy. Adv. Mech. Eng. 2013, 5, 878016. [Google Scholar] [CrossRef] [Green Version]
- Shivpuri, R.; Cheng, X.; Mao, Y. Elasto-plastic pseudo-dynamic numerical model for the design of shot peening process parameters. Mater. Des. 2009, 30, 3112–3120. [Google Scholar] [CrossRef]
- Hu, D.; Gao, Y.; Meng, F.; Song, J.; Wang, Y.; Ren, M.; Wang, R. A unifying approach in simulating the shot peening process using a 3D random representative volume finite element model. Chin. J. Aeronaut. 2017, 30, 1592–1602. [Google Scholar] [CrossRef]
- Wu, G.; Wang, Z.; Gan, J.; Yang, Y.; Meng, Q.; Wei, S.; Huang, H. FE analysis of shot-peening-induced residual stresses of AISI 304 stainless steel by considering mesh density and friction coefficient. Surf. Eng. 2019, 35, 242–254. [Google Scholar] [CrossRef]
- Hürkamp, A.; Gellrich, S.; Ossowski, T.; Beuscher, J.; Thiede, S.; Herrmann, C.; Dröder, K. Combining Simulation and Machine Learning as Digital Twin for the Manufacturing of Overmolded Thermoplastic Composites. J. Manuf. Mater. Process. 2020, 4, 92. [Google Scholar] [CrossRef]
- Vogel-Heuser, B.; Ribeiro, L. Bringing Automated Intelligence to Cyber-Physical Production Systems in Factory Automation. In Proceedings of the 2018 IEEE 14th International Conference on Automation Science and Engineering (CASE), Munich, Germany, 20–24 August 2018; pp. 347–352, ISBN 978-1-5386-3593-3. [Google Scholar]
- Zeng, W.; Yang, J. Quantitative Representation of Mechanical Behavior of the Surface Hardening Layer in Shot-Peened Nickel-Based Superalloy. Materials 2020, 13, 1437. [Google Scholar] [CrossRef] [Green Version]
- Li, X.; He, W.; Luo, S.; Nie, X.; Tian, L.; Feng, X.; Li, R. Simulation and Experimental Study on Residual Stress Distribution in Titanium Alloy Treated by Laser Shock Peening with Flat-Top and Gaussian Laser Beams. Materials 2019, 12, 1343. [Google Scholar] [CrossRef] [Green Version]
- Dong, P.; Peng, H.; Cheng, X.; Xing, Y.; Tang, W.; Zhou, X. Semi-Empirical Prediction of Residual Stress Profiles in Machining IN718 Alloy Using Bimodal Gaussian Curve. Materials 2019, 12, 3864. [Google Scholar] [CrossRef] [Green Version]
- Bock, F.E.; Keller, S.; Huber, N.; Klusemann, B. Hybrid Modelling by Machine Learning Corrections of Analytical Model Predictions towards High-Fidelity Simulation Solutions. Materials 2021, 14, 1883. [Google Scholar] [CrossRef]
















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Chemical Composition of EN-AW-6082 (wt. %) | |||||||
|---|---|---|---|---|---|---|---|
| Si | Fe | Cu | Mn | Mg | Cr | Zn | Ti |
| 0.87 | 0.42 | 0.08 | 0.57 | 0.66 | 0.02 | 0.2 | 0.02 |
| A [MPa] | B [MPa] | C [-] | n [-] | m [-] | ||
|---|---|---|---|---|---|---|
| [52] | 250.00 | 243.60 | 7.47 × 103 | 0.17 | 1.31 | 1.0 |
| [53] | 305.72 | 304.90 | 4.37 × 103 | 0.68 | - | 10−3 |
| [50] | 277.33 | 307.93 | 3.2 × 103 | 0.69 | 1.28 | 10−4 |
| A [MPa] | B [MPa] | C [-] | n [-] | m [-] | |
|---|---|---|---|---|---|
| 385.02 | 116.01 | 7.97 × 103 | 0.50 | - | 1.0 |
| Input Variable | Functionality |
|---|---|
| Radius | Possible variation in sphere radius |
| x_specimen | Width of investigated specimen |
| y_specimen | Depth of investigated specimen |
| rows | Number of rows of spheres |
| angle | Angle of sphere impact (initially 90°) |
| number_spheres | Number of spheres (per defined rows) |
| delta_x | Horizontal distance between each sphere |
| delta_y | Vertical distance between each sphere |
| row_offset | Offset between different rows |
| step_time_shot | Step time related to the impact phase |
| dens_mat; YM; pois; | Density and elastic behavior of investigated material |
| A; B; n; | JC material parameters for the investigated material |
| C; eps_dot_0 | Strain hardening parameters according to the JC model |
| damping_time | Additional step time for stress oscillation analysis |
| friction_coefficient | Defined friction state between specimens and impacting spheres |
| field frames | Number of field output frames within each step |
| v_shot | Shot velocity of spheres |
| mat | Density of spheres (depending on the material) |
| fine_mesh_region | Mesh size of direct impact zone |
| ground_mesh_region | Mesh size of the remaining geometry |
| RS_node | Node set definition for the residual stress analysis |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ralph, B.J.; Hartl, K.; Sorger, M.; Schwarz-Gsaxner, A.; Stockinger, M. Machine Learning Driven Prediction of Residual Stresses for the Shot Peening Process Using a Finite Element Based Grey-Box Model Approach. J. Manuf. Mater. Process. 2021, 5, 39. https://0-doi-org.brum.beds.ac.uk/10.3390/jmmp5020039
Ralph BJ, Hartl K, Sorger M, Schwarz-Gsaxner A, Stockinger M. Machine Learning Driven Prediction of Residual Stresses for the Shot Peening Process Using a Finite Element Based Grey-Box Model Approach. Journal of Manufacturing and Materials Processing. 2021; 5(2):39. https://0-doi-org.brum.beds.ac.uk/10.3390/jmmp5020039
Chicago/Turabian StyleRalph, Benjamin James, Karin Hartl, Marcel Sorger, Andreas Schwarz-Gsaxner, and Martin Stockinger. 2021. "Machine Learning Driven Prediction of Residual Stresses for the Shot Peening Process Using a Finite Element Based Grey-Box Model Approach" Journal of Manufacturing and Materials Processing 5, no. 2: 39. https://0-doi-org.brum.beds.ac.uk/10.3390/jmmp5020039