
Prediction of Machining Condition Using Time Series Imaging and Deep Learning in Slot Milling of Titanium Alloy

Abstract
:1. Introduction
2. Materials & Methods
3. Signal Selection
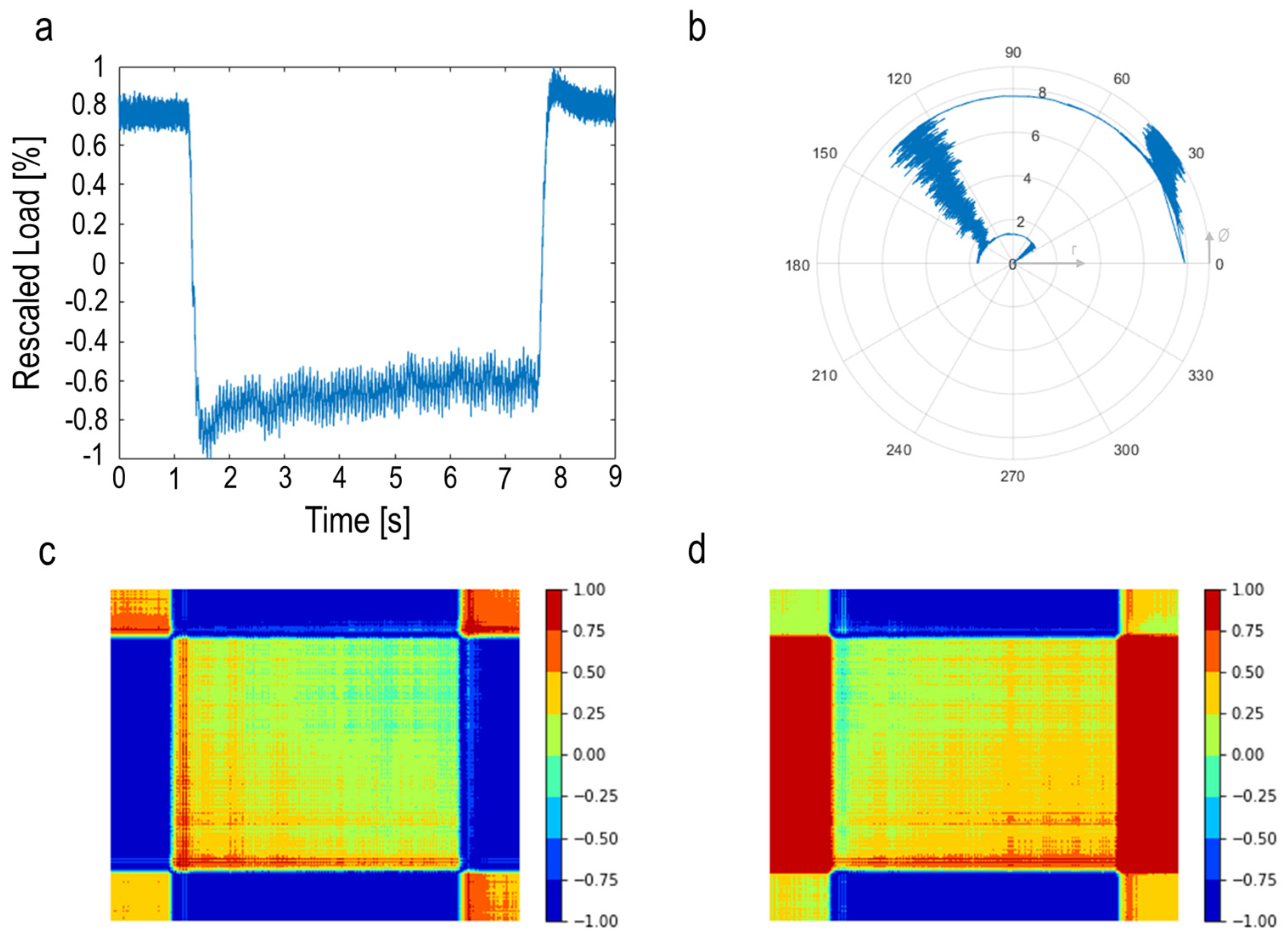
4. Gramian Angular Field (GAF)
5. Clustering Images
6. Convolutional Neural Network (CNN)
7. Classification Model
8. Results and Discussion
9. Conclusions
- -
- The potential of Gramian angular field (GAF) was evaluated for signals from a SE Box. Instead of applying algorithms for feature detection, the raw signals were converted into several images. This method guarantees no loss of information, and also provide temporal correlation between different points of the signal. Using GASF images, it was indicated that the critical machining condition could be detected through changing in their patterns and colors.
- -
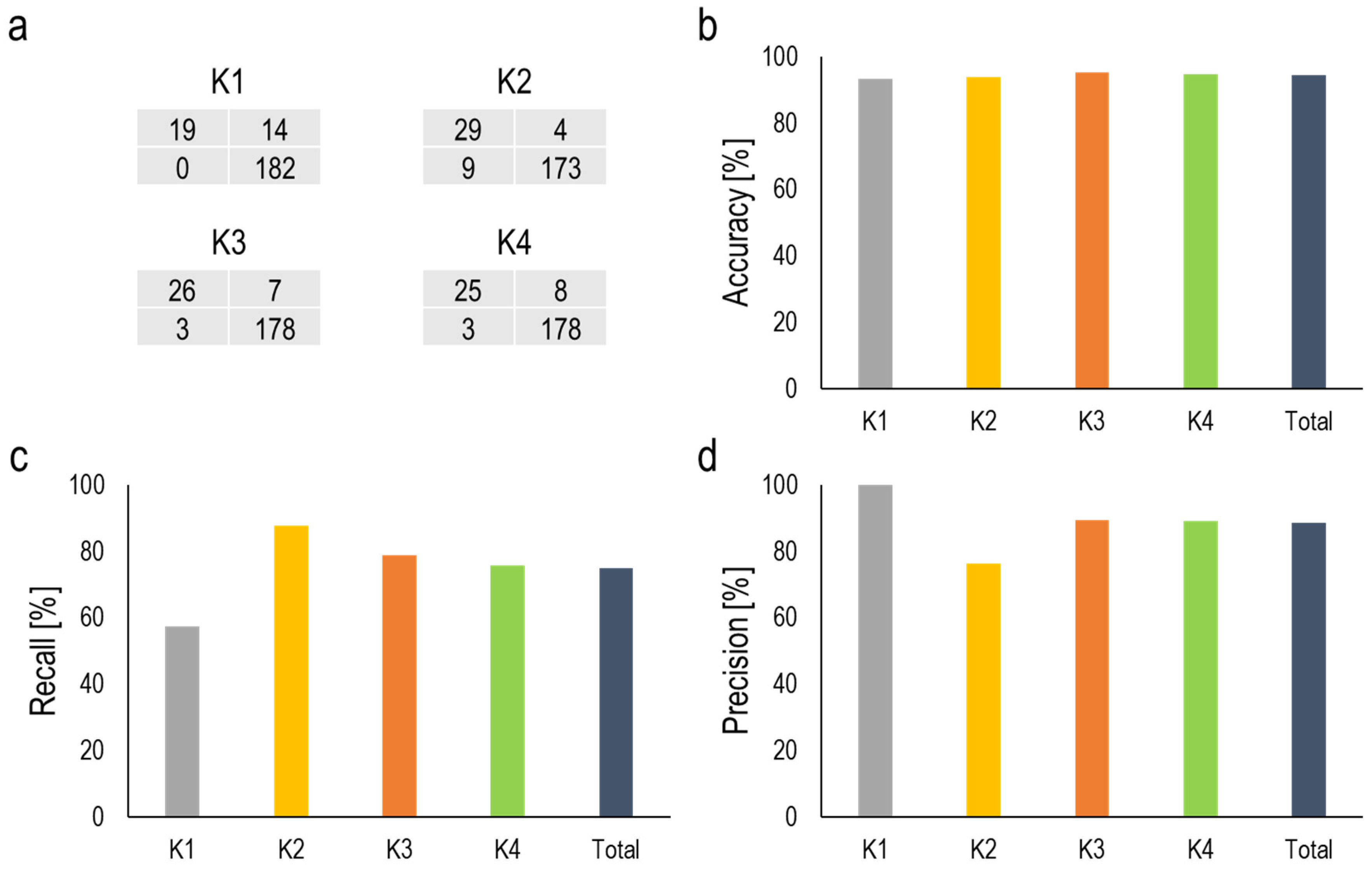
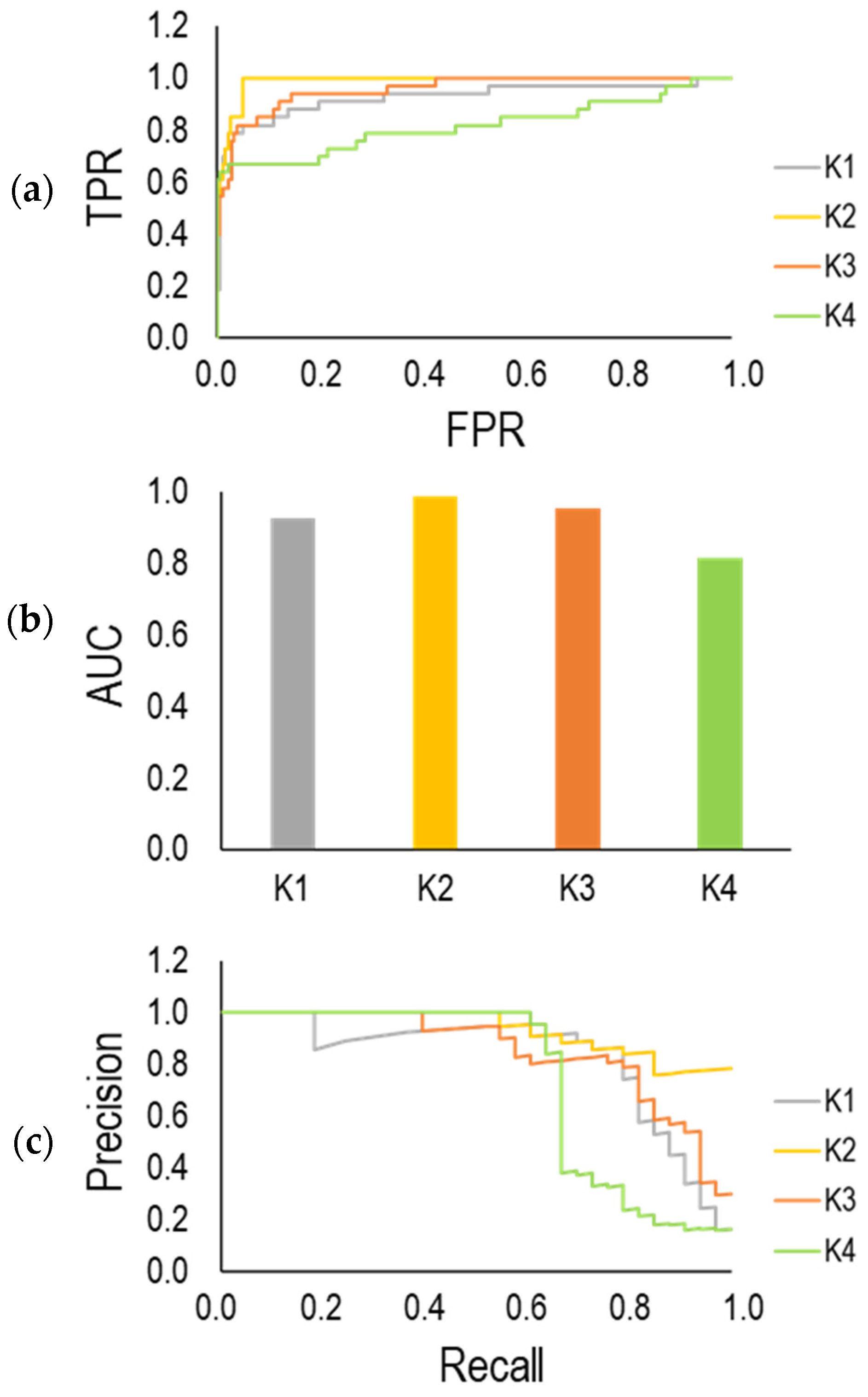
- The GASF images were classified into two groups. Group A contained images induced by stable process conditions (no tool breakage and acceptable surface quality). All images belonging to the experimental tests where tool breakage occurred, or the surface quality deteriorated dramatically, were classified in group B. The trained classification CNN model resulted in recall and precision with 75% and 88% values, respectively. According to the evaluation of the CNN model based on ROC and precision-recall curves, the trained models at K = 1, 2, 3 show acceptable performance compared to that at K = 4. Moreover, AUC value for K = 4 is lower than that for others at K = 1, 2, 3. This highlighted that the model suffers from an imbalanced dataset. The extension of the dataset, particularly for group B with a lower number of instances, is required to achieve a better model’s performance.
- -
- Using the image augmentation technique for oversampling the dataset in the training procedure, the variation of ROC and precision-recall curves between different groups has been reduced. Precision-recall curves show higher precision and recall, and the AUC metric stands over 0.95 in different groups (K = 1, 2, 3 and 4).
- -
- According to the introduced metrics for the evaluation of the model, the combination of the GAF and CNN classification model for the prediction of critical machining conditions showed a good performance even in the presence of an imbalanced dataset. Improvement of the model in the future can be carried out by expanding the dataset, particularly for collecting more experimental data associated with the critical machining condition. Based on the obtained results, the robustness of time series imaging in combination with the CNN model can also be used in other machining processes to predict unwanted issues and eventually enhance the product’s quality.
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Ambhore, N.; Kamble, D.; Chinchanikar, S.; Wayal, V. Tool Condition Monitoring System: A Review. Mater. Today Proc. 2015, 2, 3419–3428. [Google Scholar] [CrossRef]
- Teti, R.; Jemielniak, K.; O’Donnell, G.; Dornfeld, D. Advanced monitoring of machining operations. CIRP Ann. 2010, 59, 717–739. [Google Scholar] [CrossRef] [Green Version]
- Mohanraj, T.; Shankar, S.; Rajasekar, R.; Sakthivel, N.R.; Pramanik, A. Tool condition monitoring techniques in milling process—A review. J. Mater. Res. Technol. 2020, 9, 1032–1042. [Google Scholar] [CrossRef]
- Nouri, M.; Fussell, B.K.; Ziniti, B.L.; Linder, E. Real-time tool wear monitoring in milling using a cutting condition independent method. Int. J. Mach. Tools Manuf. 2015, 89, 1–13. [Google Scholar] [CrossRef]
- Patra, K.; Jha, A.K.; Szalay, T.; Ranjan, J.; Monostori, L. Artificial neural network based tool condition monitoring in micro mechanical peck drilling using thrust force signals. Precis. Eng. 2017, 48, 279–291. [Google Scholar] [CrossRef]
- Drouillet, C.; Karandikar, J.; Nath, C.; Journeaux, A.-C.; El Mansori, M.; Kurfess, T. Tool life predictions in milling using spindle power with the neural network technique. J. Manuf. Process. 2016, 22, 161–168. [Google Scholar] [CrossRef]
- Demko, M.; Vrabeľ, M.; Maňková, I.; Ižol, P. Cutting tool monitoring while drilling using internal CNC data. Procedia CIRP 2022, 112, 263–267. [Google Scholar] [CrossRef]
- Zhang, X.Y.; Lu, X.; Wang, S.; Wang, W.; Li, W.D. A multi-sensor based online tool condition monitoring system for milling process. Procedia CIRP 2018, 72, 1136–1141. [Google Scholar] [CrossRef]
- Hesser, D.F.; Markert, B. Tool wear monitoring of a retrofitted CNC milling machine using artificial neural networks. Manuf. Lett. 2019, 19, 1–4. [Google Scholar] [CrossRef]
- Siddhpura, M.; Paurobally, R. A review of chatter vibration research in turning. Int. J. Mach. Tools Manuf. 2012, 61, 27–47. [Google Scholar] [CrossRef]
- Hall, S.; Newman, S.T.; Loukaides, E.; Shokrani, A. ConvLSTM deep learning signal prediction for forecasting bending moment for tool condition monitoring. Procedia CIRP 2022, 107, 1071–1076. [Google Scholar] [CrossRef]
- Gokulachandran, J.; Bharath Krishna Reddy, B. A study on the usage of current signature for tool condition monitoring of drill bit. Mater. Today Proc. 2021, 46, 4532–4536. [Google Scholar] [CrossRef]
- Zhou, C.; Guo, K.; Sun, J. An integrated wireless vibration sensing tool holder for milling tool condition monitoring with singularity analysis. Measurement 2021, 174, 109038. [Google Scholar] [CrossRef]
- Ajayram, K.A.; Jegadeeshwaran, R.; Sakthivel, G.; Sivakumar, R.; Patange, A.D. Condition monitoring of carbide and non-carbide coated tool insert using decision tree and random tree—A statistical learning. Mater. Today Proc. 2021, 46, 1201–1209. [Google Scholar] [CrossRef]
- González, G.; Schwär, D.; Segebade, E.; Heizmann, M.; Zanger, F. Chip segmentation frequency based strategy for tool condition monitoring during turning of Ti-6Al-4V. Procedia CIRP 2021, 102, 276–280. [Google Scholar] [CrossRef]
- Zhang, P.; Gao, D.; Lu, Y.; Ma, Z.; Wang, X.; Song, X. Cutting tool wear monitoring based on a smart toolholder with embedded force and vibration sensors and an improved residual network. Measurement 2022, 199, 111520. [Google Scholar] [CrossRef]
- del Olmo, A.; de Lacalle, L.L.; de Pissón, G.M.; Pérez-Salinas, C.; Ealo, J.; Sastoque, L.; Fernandes, M. Tool wear monitoring of high-speed broaching process with carbide tools to reduce production errors. Mech. Syst. Signal Process. 2022, 172, 109003. [Google Scholar] [CrossRef]
- Nasir, V.; Dibaji, S.; Alaswad, K.; Cool, J. Tool wear monitoring by ensemble learning and sensor fusion using power, sound, vibration, and AE signals. Manuf. Lett. 2021, 30, 32–38. [Google Scholar] [CrossRef]
- Ou, J.; Li, H.; Liu, B.; Peng, D. Deep Transfer Residual Variational Autoencoder with Multi-sensors Fusion for Tool Condition Monitoring in Impeller Machining. Measurement 2022, 204, 112028. [Google Scholar] [CrossRef]
- Kuntoğlu, M.; Sağlam, H. Investigation of signal behaviors for sensor fusion with tool condition monitoring system in turning. Measurement 2021, 173, 108582. [Google Scholar] [CrossRef]
- Johansson, D.; Hägglund, S.; Bushlya, V.; Ståhl, J.-E. Assessment of Commonly used Tool Life Models in Metal Cutting. Procedia Manuf. 2017, 11, 602–609. [Google Scholar] [CrossRef]
- Wang, C.; Bao, Z.; Zhang, P.; Ming, W.; Chen, M. Tool wear evaluation under minimum quantity lubrication by clustering energy of acoustic emission burst signals. Measurement 2019, 138, 256–265. [Google Scholar] [CrossRef]
- Tahir, N.; Muhammad, R.; Ghani, J.A.; Nuawi, M.Z.; Haron, C.H.C. Monitoring the flank wear using piezoelectric of rotating tool of main cutting force in end milling. J. Teknol. 2016, 78, 45–51. [Google Scholar] [CrossRef] [Green Version]
- Zhou, C.; Guo, K.; Sun, J. Sound singularity analysis for milling tool condition monitoring towards sustainable manufacturing. Mech. Syst. Signal Process. 2021, 157, 107738. [Google Scholar] [CrossRef]
- Liu, Y.; Guo, L.; Gao, H.; You, Z.; Ye, Y.; Zhang, B. Machine vision based condition monitoring and fault diagnosis of machine tools using information from machined surface texture: A review. Mech. Syst. Signal Process. 2022, 164, 108068. [Google Scholar] [CrossRef]
- Dutta, S.; Pal, S.K.; Sen, R. Progressive tool condition monitoring of end milling from machined surface images. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2018, 232, 251–266. [Google Scholar] [CrossRef]
- Lin, W.-J.; Lo, S.-H.; Young, H.-T.; Hung, C.-L. Evaluation of Deep Learning Neural Networks for Surface Roughness Prediction Using Vibration Signal Analysis. Appl. Sci. 2019, 9, 1462. [Google Scholar] [CrossRef] [Green Version]
- Bhandari, B.; Park, G. Non-contact surface roughness evaluation of milling surface using CNN-deep learning models. Int. J. Comput. Integr. Manuf. 2022, 1–15. [Google Scholar] [CrossRef]
- Rifai, A.P.; Aoyama, H.; Tho, N.H.; Md Dawal, S.Z.; Masruroh, N.A. Evaluation of turned and milled surfaces roughness using convolutional neural network. Measurement 2020, 161, 107860. [Google Scholar] [CrossRef]
- Magalhães, L.C.; Magalhães, L.C.; Ramos, J.B.; Moura, L.R.; de Moraes, R.E.N.; Gonçalves, J.B.; Hisatugu, W.H.; Souza, M.T.; de Lacalle, L.N.L.; Ferreira, J.C.E. Conceiving a Digital Twin for a Flexible Manufacturing System. Appl. Sci. 2022, 12, 9864. [Google Scholar] [CrossRef]
- Liu, S.; Lu, Y.; Zheng, P.; Shen, H.; Bao, J. Adaptive reconstruction of digital twins for machining systems: A transfer learning approach. Robot. Comput.-Integr. Manuf. 2022, 78, 102390. [Google Scholar] [CrossRef]
- Liu, J.; Wen, X.; Zhou, H.; Sheng, S.; Zhao, P.; Liu, X.; Kang, C.; Chen, Y. Digital twin-enabled machining process modeling. Adv. Eng. Inform. 2022, 54, 101737. [Google Scholar] [CrossRef]
- Wang, Z.; Oates, T. Imaging Time-Series to Improve Classification and Imputation. arXiv 2015, arXiv:1506.00327v1. [Google Scholar]
- Martínez-Arellano, G.; Terrazas, G.; Ratchev, S. Tool wear classification using time series imaging and deep learning. Int. J. Adv. Manuf. Technol. 2019, 104, 3647–3662. [Google Scholar] [CrossRef]


















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Cutting Speed vc [m/min] | Feed per Tooth fz [µm/tooth] | Radial Depth of Cut ae [mm] | Axial Depth of Cut ap [mm] | Coolant |
|---|---|---|---|---|
| 50–113 | 17–50 | 3 | 1 | Oil/Dry |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Hojati, F.; Azarhoushang, B.; Daneshi, A.; Hajyaghaee Khiabani, R. Prediction of Machining Condition Using Time Series Imaging and Deep Learning in Slot Milling of Titanium Alloy. J. Manuf. Mater. Process. 2022, 6, 145. https://0-doi-org.brum.beds.ac.uk/10.3390/jmmp6060145
Hojati F, Azarhoushang B, Daneshi A, Hajyaghaee Khiabani R. Prediction of Machining Condition Using Time Series Imaging and Deep Learning in Slot Milling of Titanium Alloy. Journal of Manufacturing and Materials Processing. 2022; 6(6):145. https://0-doi-org.brum.beds.ac.uk/10.3390/jmmp6060145
Chicago/Turabian StyleHojati, Faramarz, Bahman Azarhoushang, Amir Daneshi, and Rostam Hajyaghaee Khiabani. 2022. "Prediction of Machining Condition Using Time Series Imaging and Deep Learning in Slot Milling of Titanium Alloy" Journal of Manufacturing and Materials Processing 6, no. 6: 145. https://0-doi-org.brum.beds.ac.uk/10.3390/jmmp6060145