
Strength, Shrinkage and Early Age Characteristics of One-Part Alkali-Activated Binders with High-Calcium Industrial Wastes, Solid Reagents and Fibers



Abstract
:Highlights
- Development of high calcium industrial wastes-based alkali-activated binders
- Use of dry mixing technique, powdered reagents, and ambient curing
- Evaluation of fresh state, strength, durability, and microstructural characteristics
- Influence of combinations/proportions of high calcium wastes and reagents evaluated
- Effect of micro-confinement created by fibers on compressive strength and shrinkage
1. Introduction
2. Experimental Program, Methods, and Materials
2.1. Precursors of Alkali-Activated Binders
2.2. Reagents or Alkali Activators
2.3. Fibers and Superplasticizer
2.4. Mix Design and Specimen Preparation
2.5. Test Methods
3. Results and Discussions
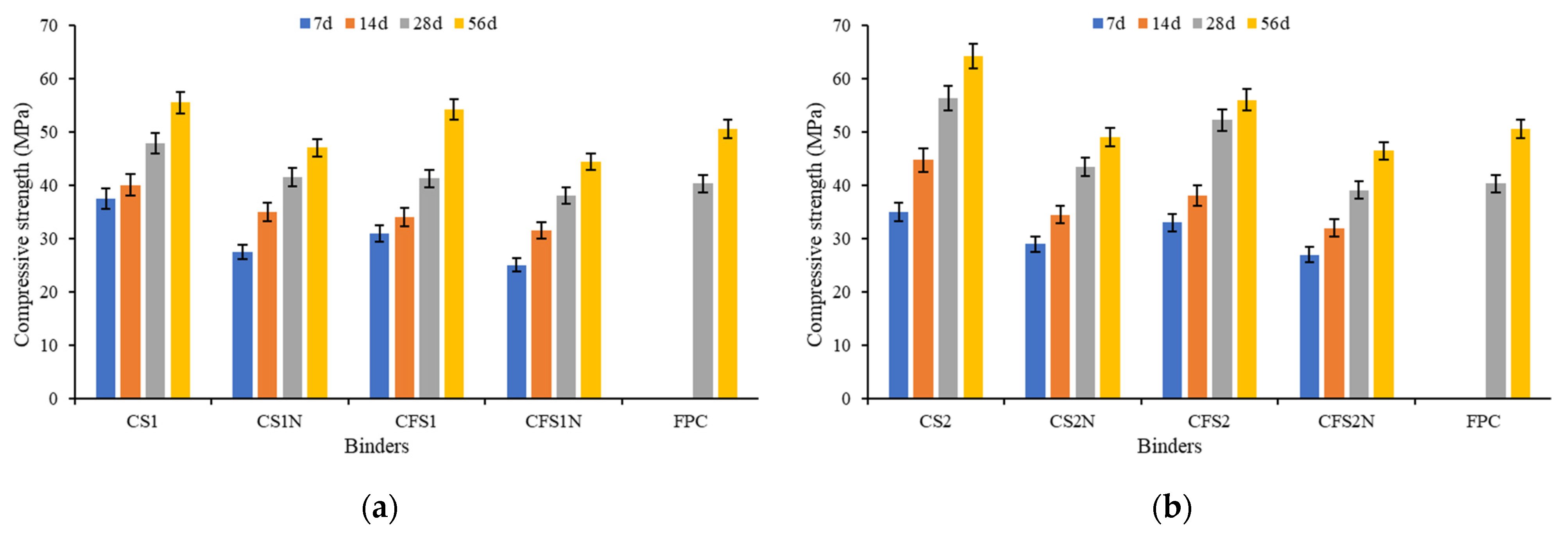
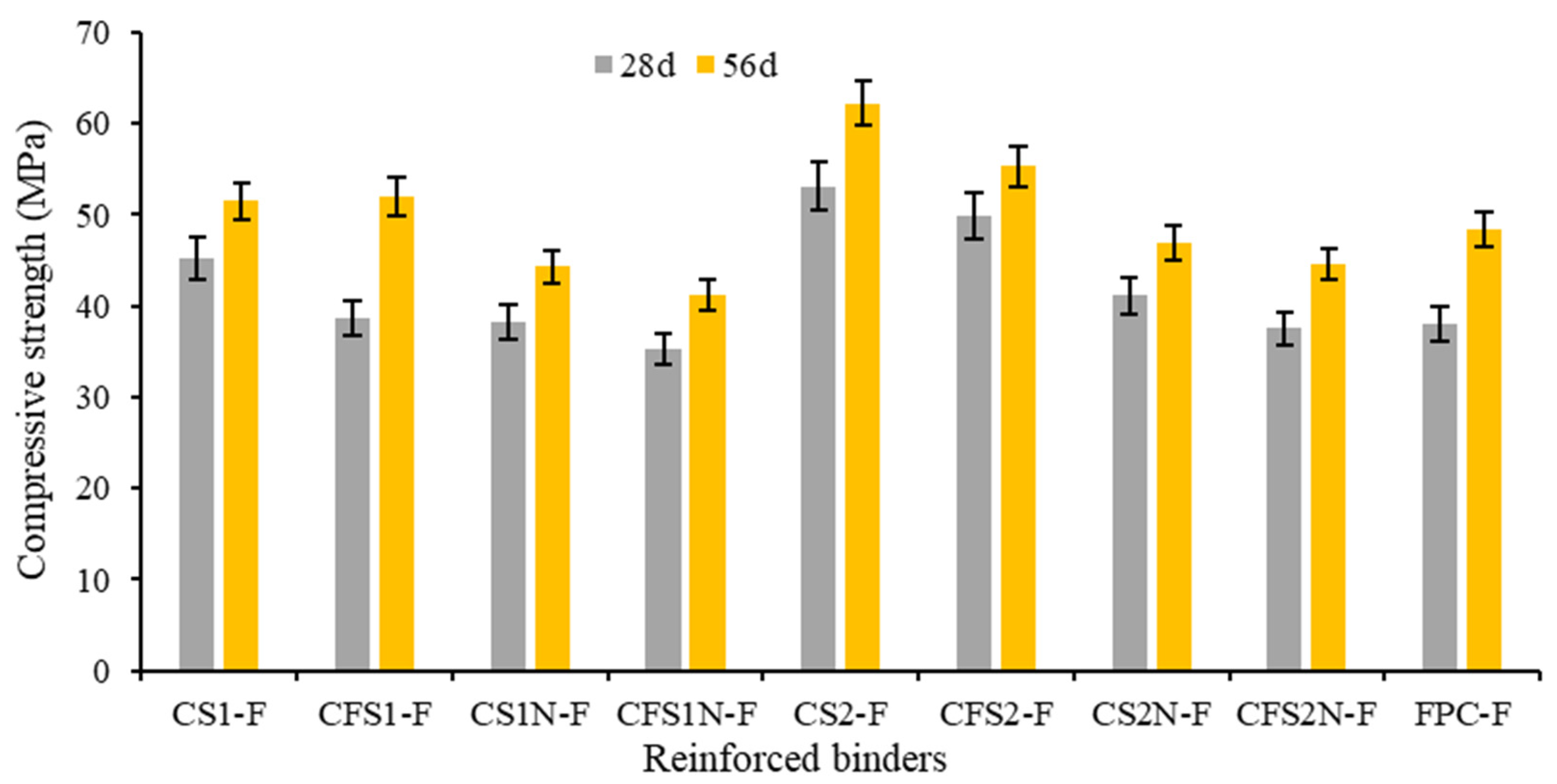
3.1. Compressive Strength of Binders without and with Fibers Having Different Reagents
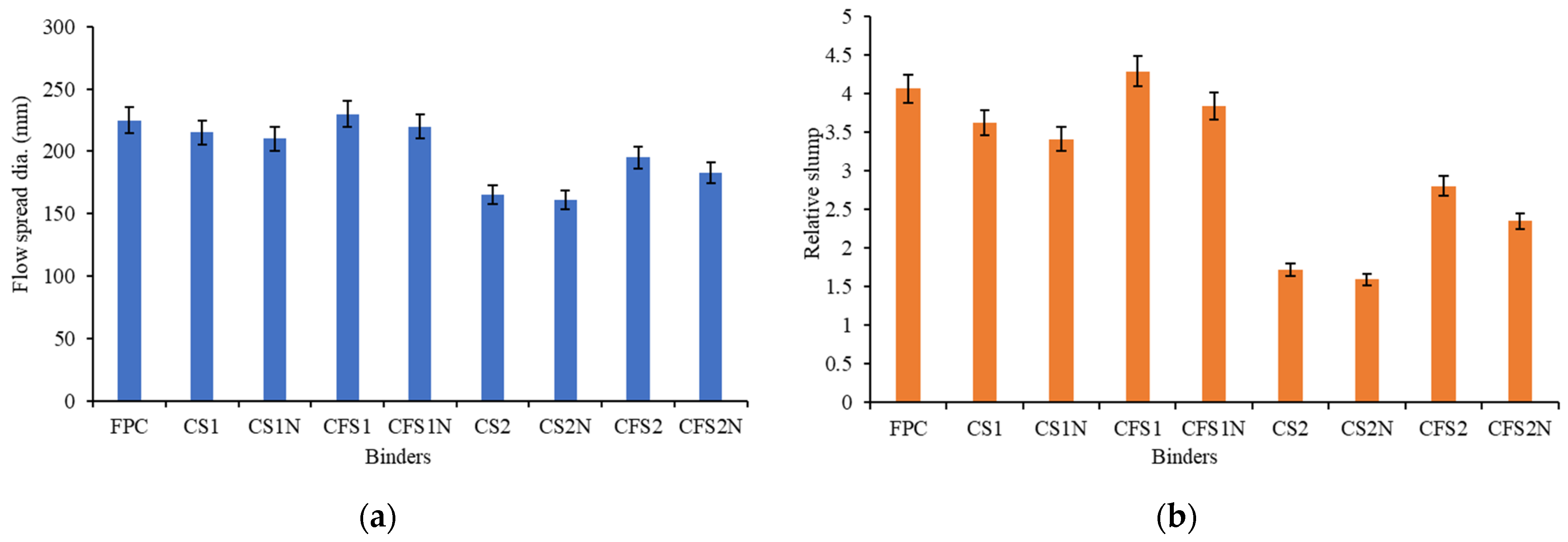
3.2. Workability of Binders
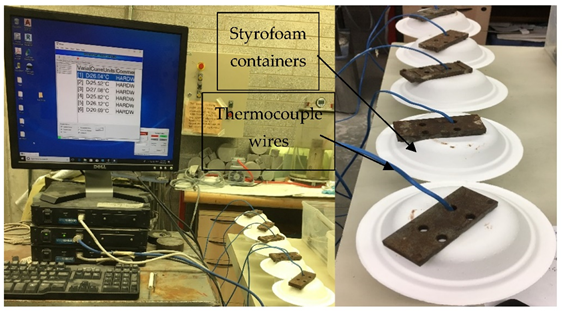
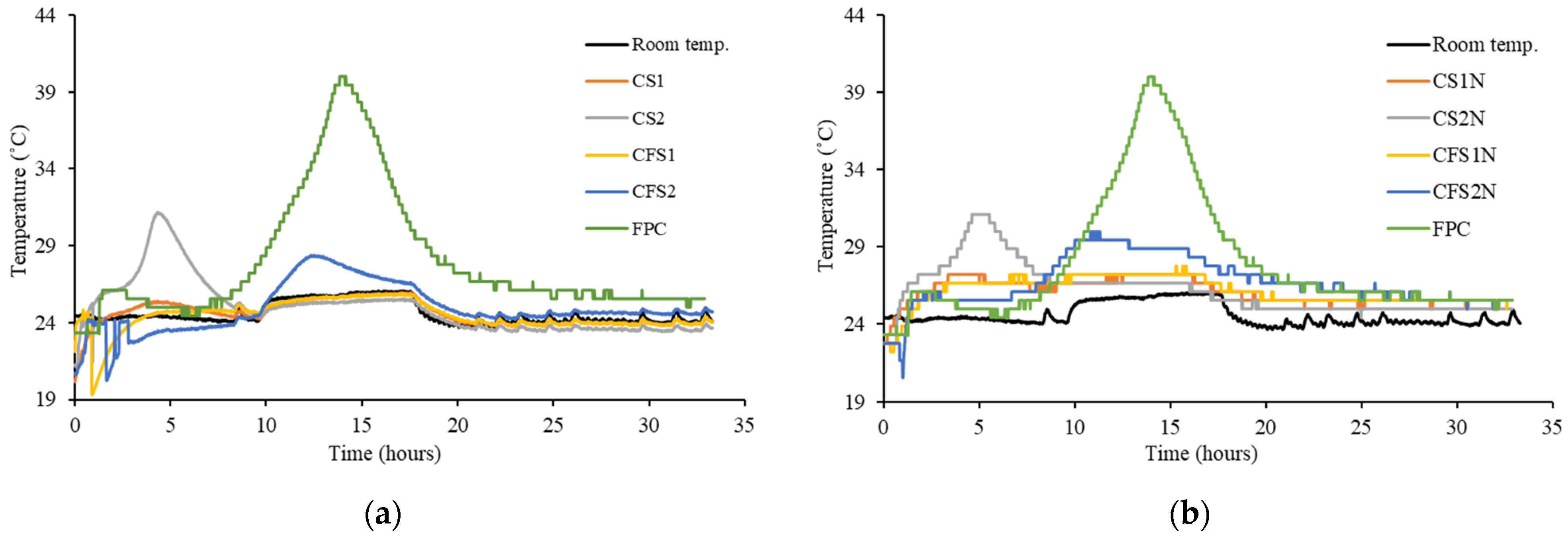
3.3. Heat Evolution of Binders
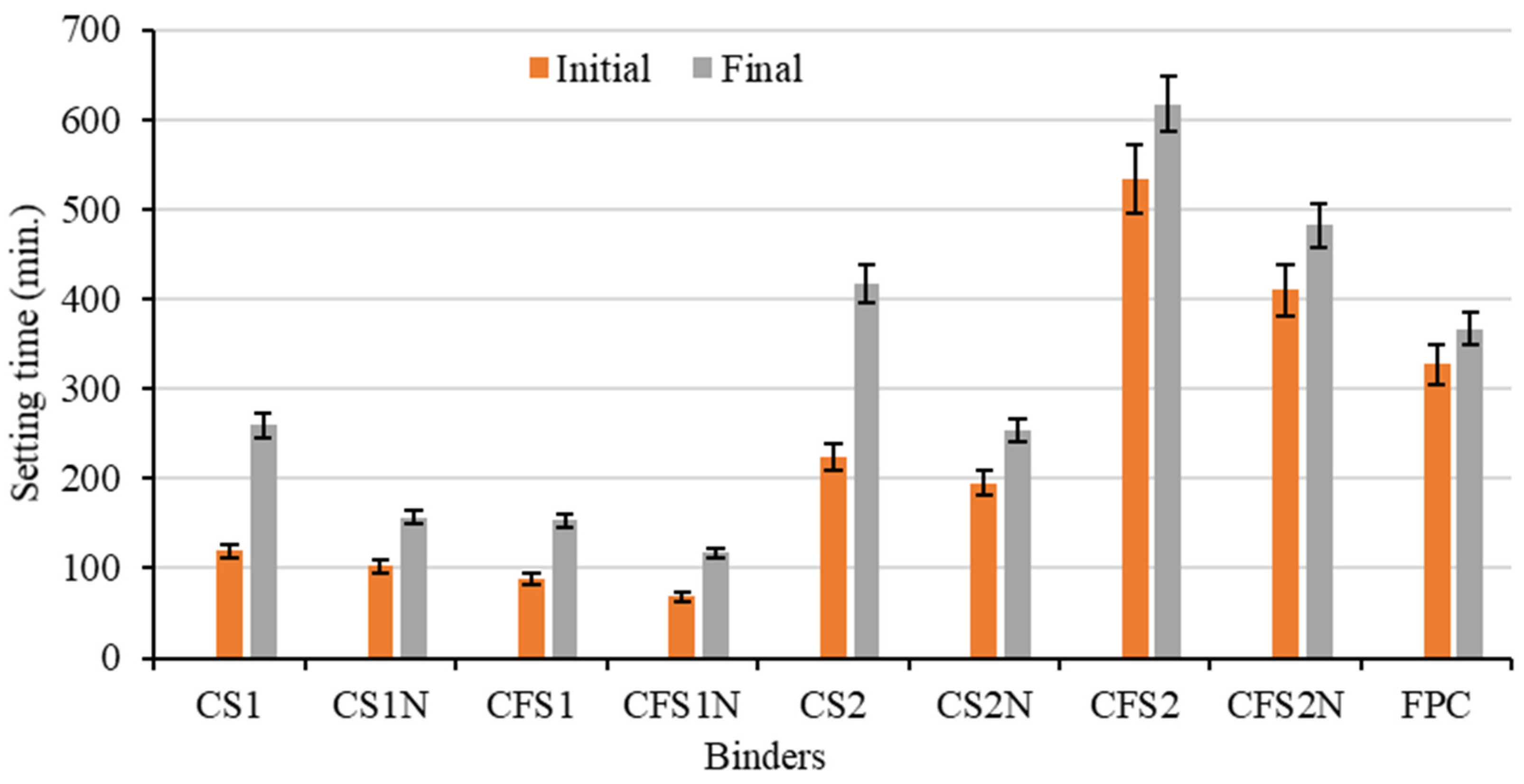
3.4. Setting Time of Binders
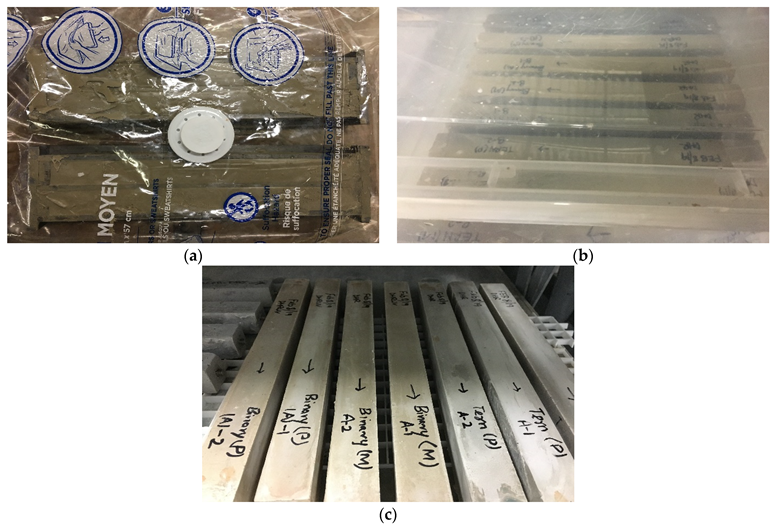
3.5. Shrinkage, Expansion, and Mass Change of Binders with and without Fibers
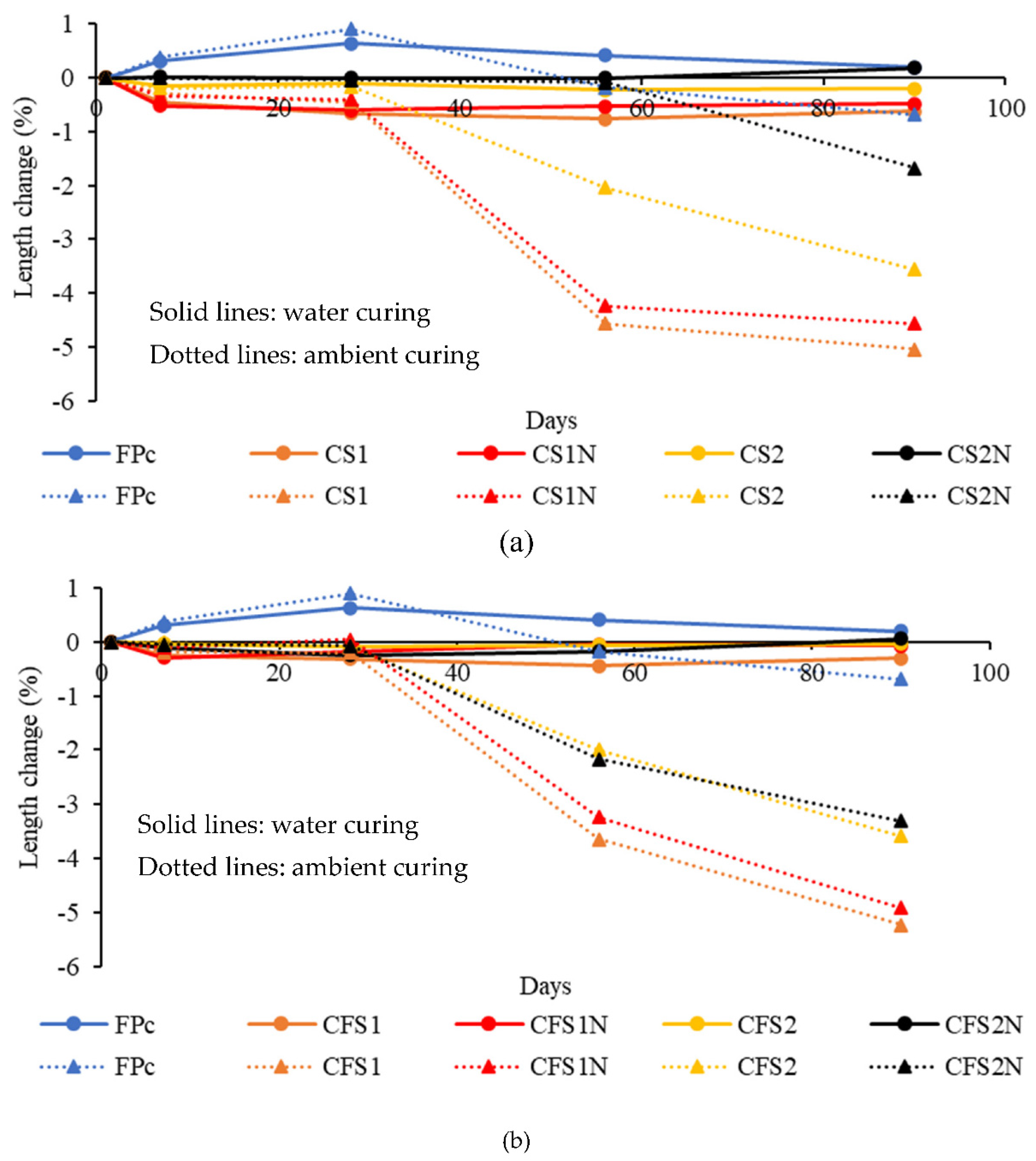
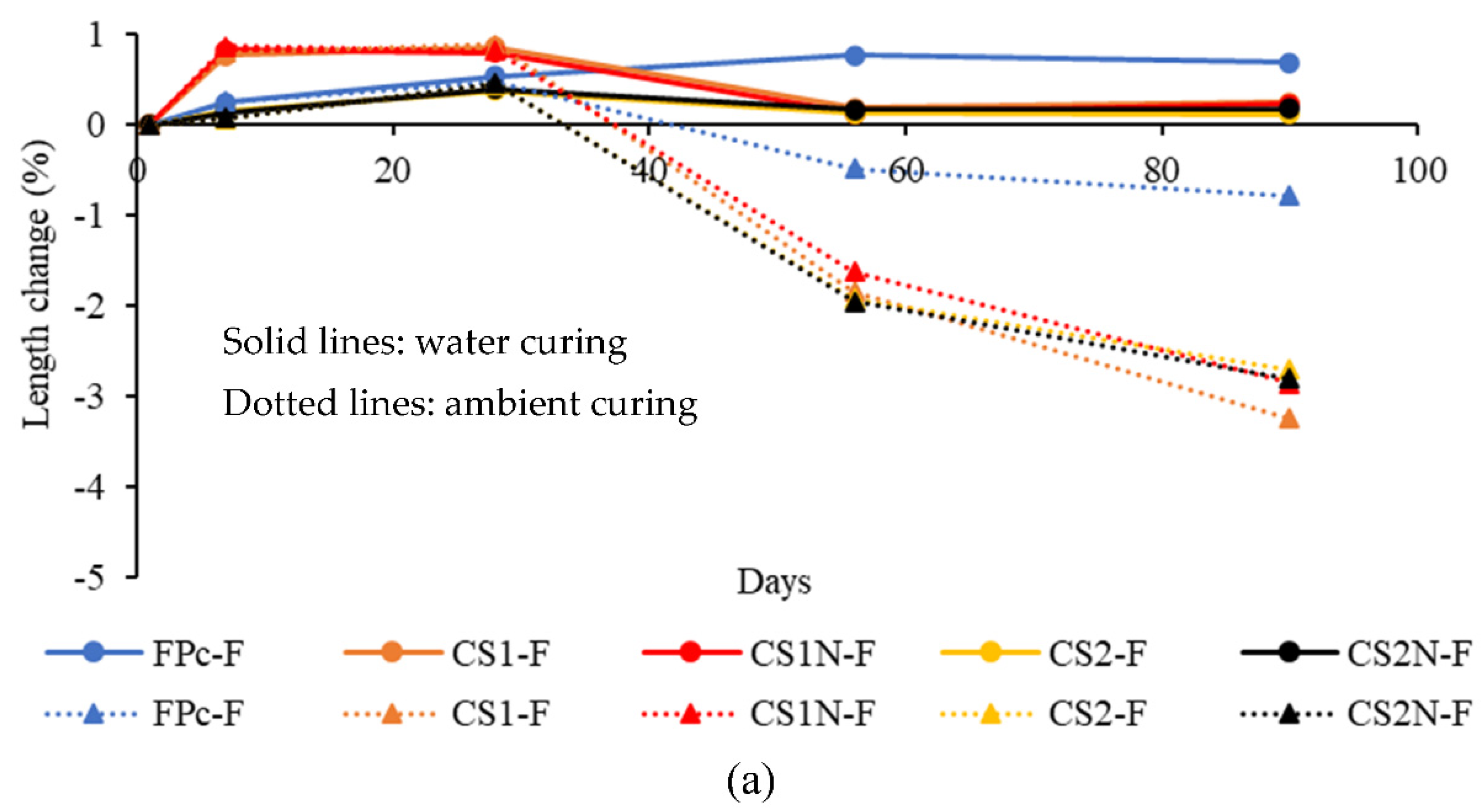
3.5.1. Length Change of Unreinforced Binders in Water Curing Regime
3.5.2. Length Change of Unreinforced Binders in Air Curing Regime
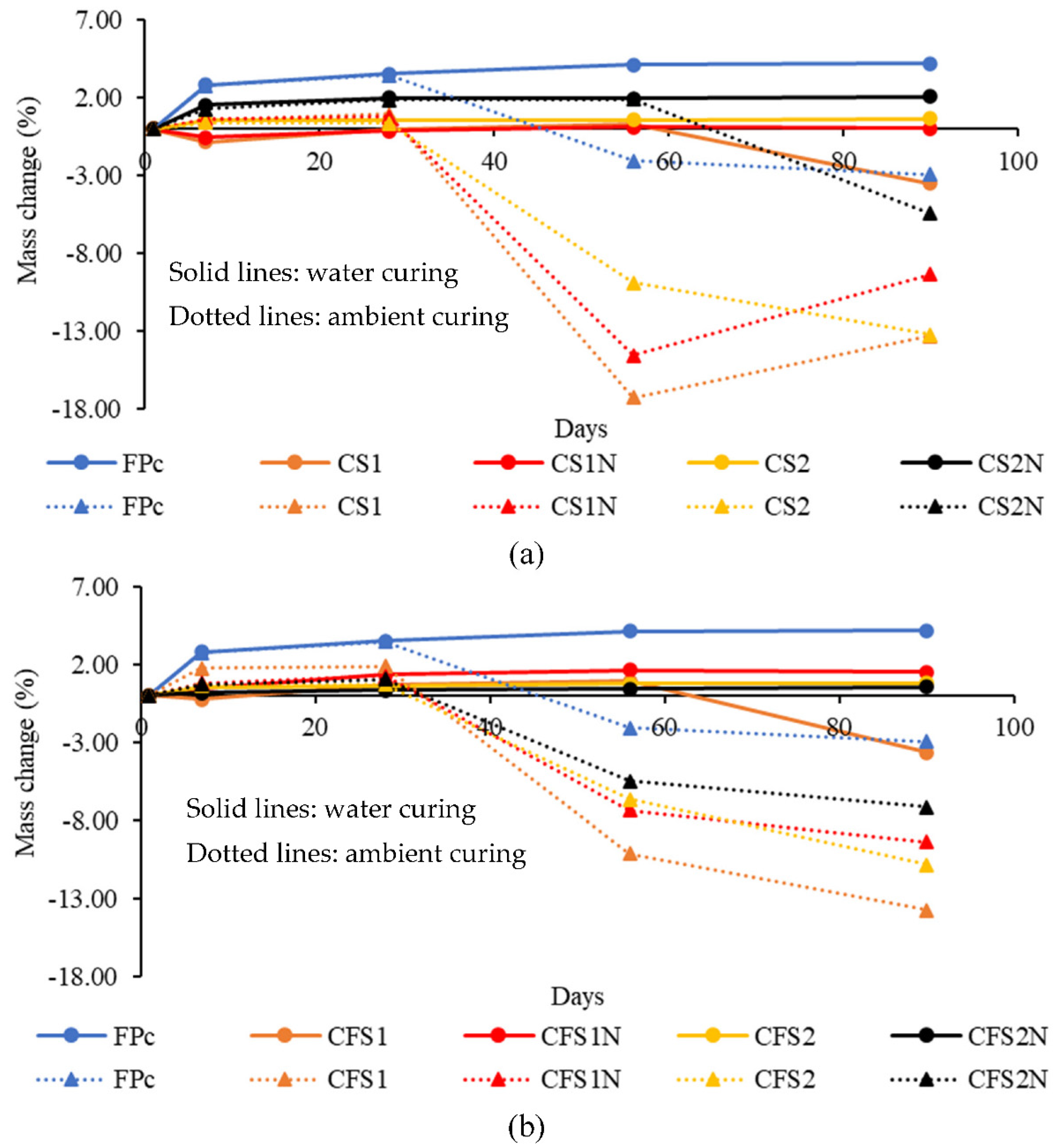
3.5.3. Mass Change of Unreinforced Binders in Water Curing Regime
3.5.4. Mass Change of Unreinforced Binders in Air Curing Regime
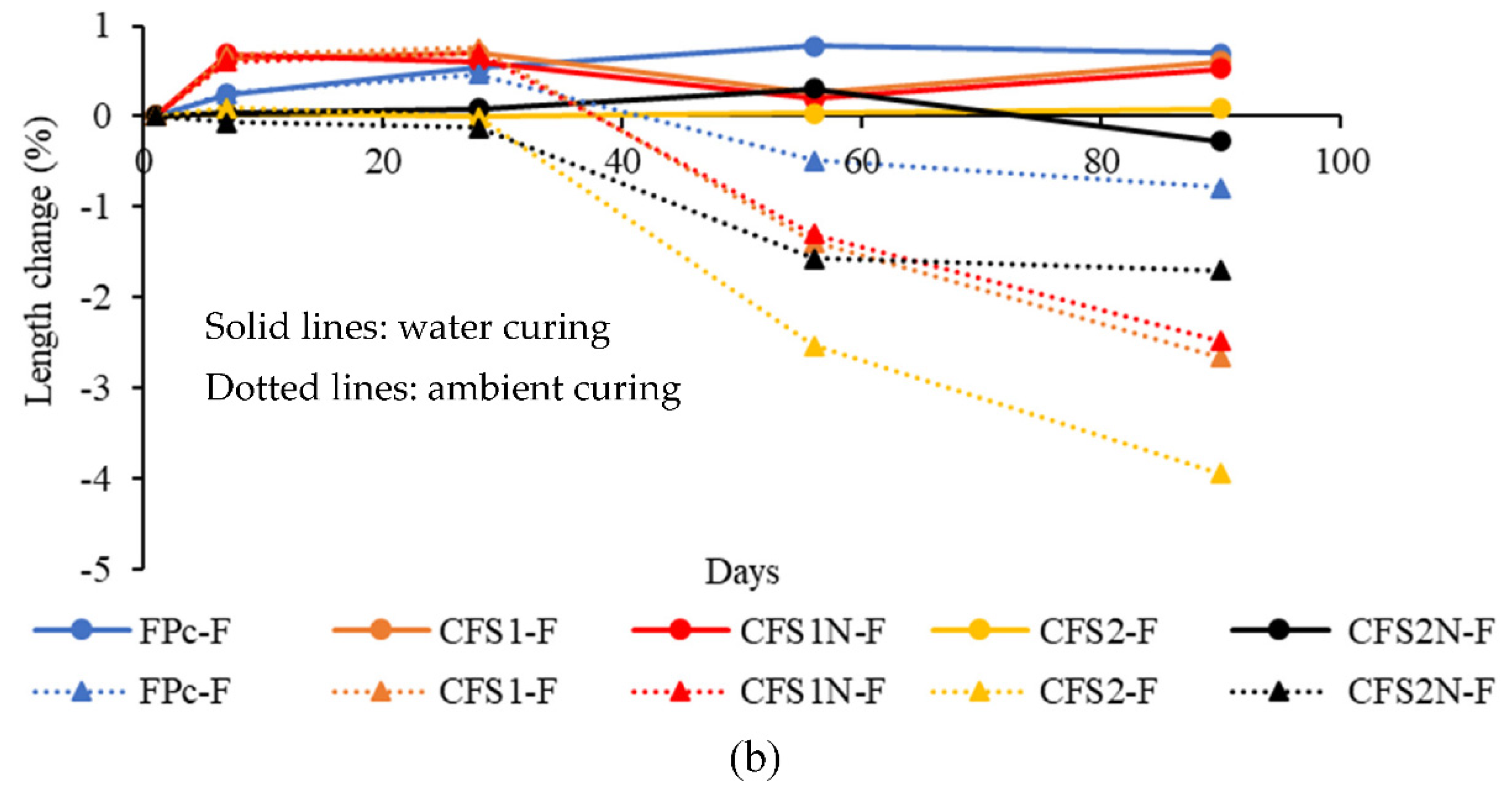
3.5.5. Length Change of Binders with Fibers in Water Curing Regime
3.5.6. Length Change of Binders Reinforced with PVA Fibers in Air Curing Regime
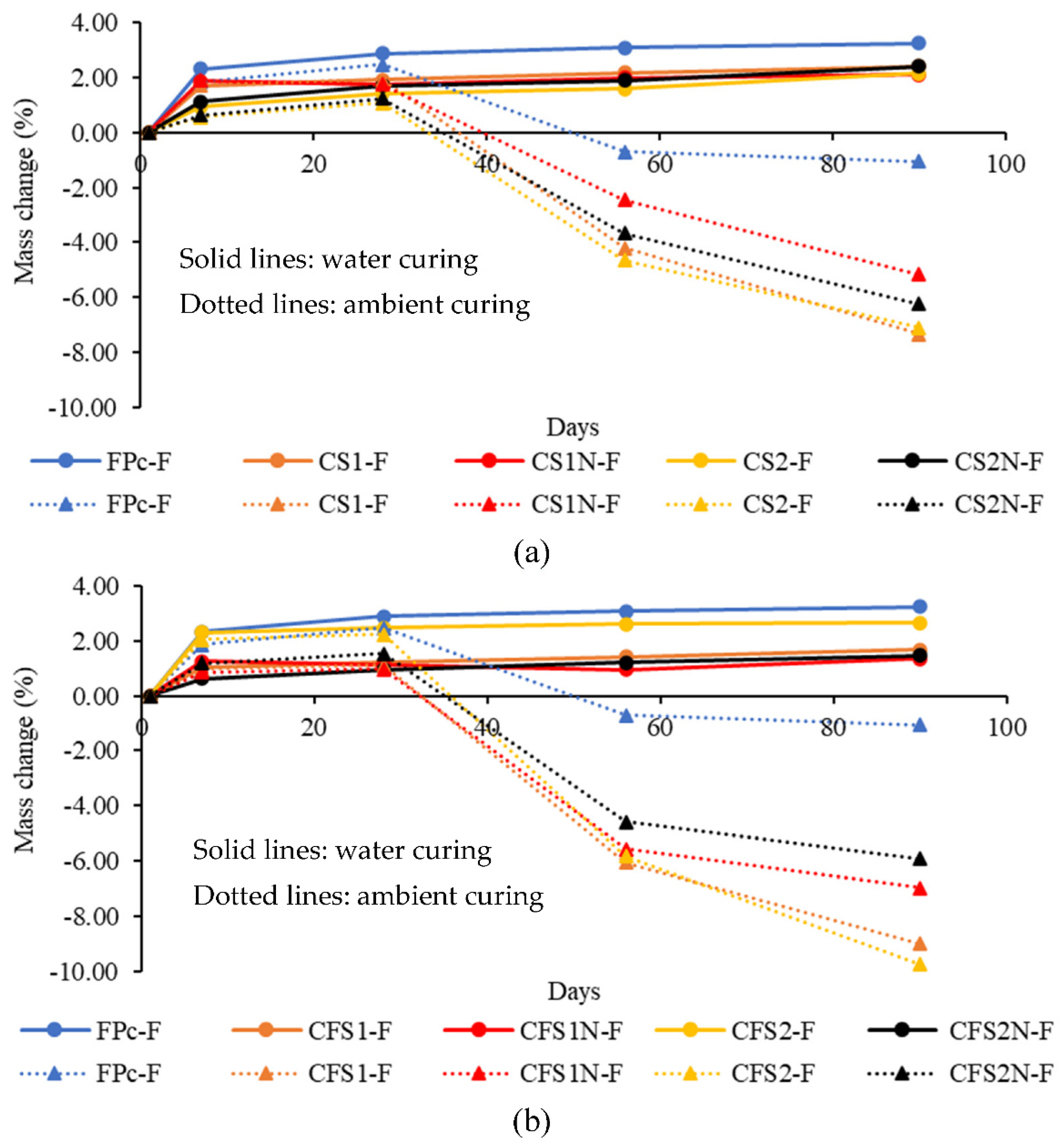
3.5.7. Mass Change of Binders Reinforced with PVA Fibers in Water Curing Regime
3.5.8. Mass Change of Binders Reinforced with PVA Fibers in Air Curing Regime
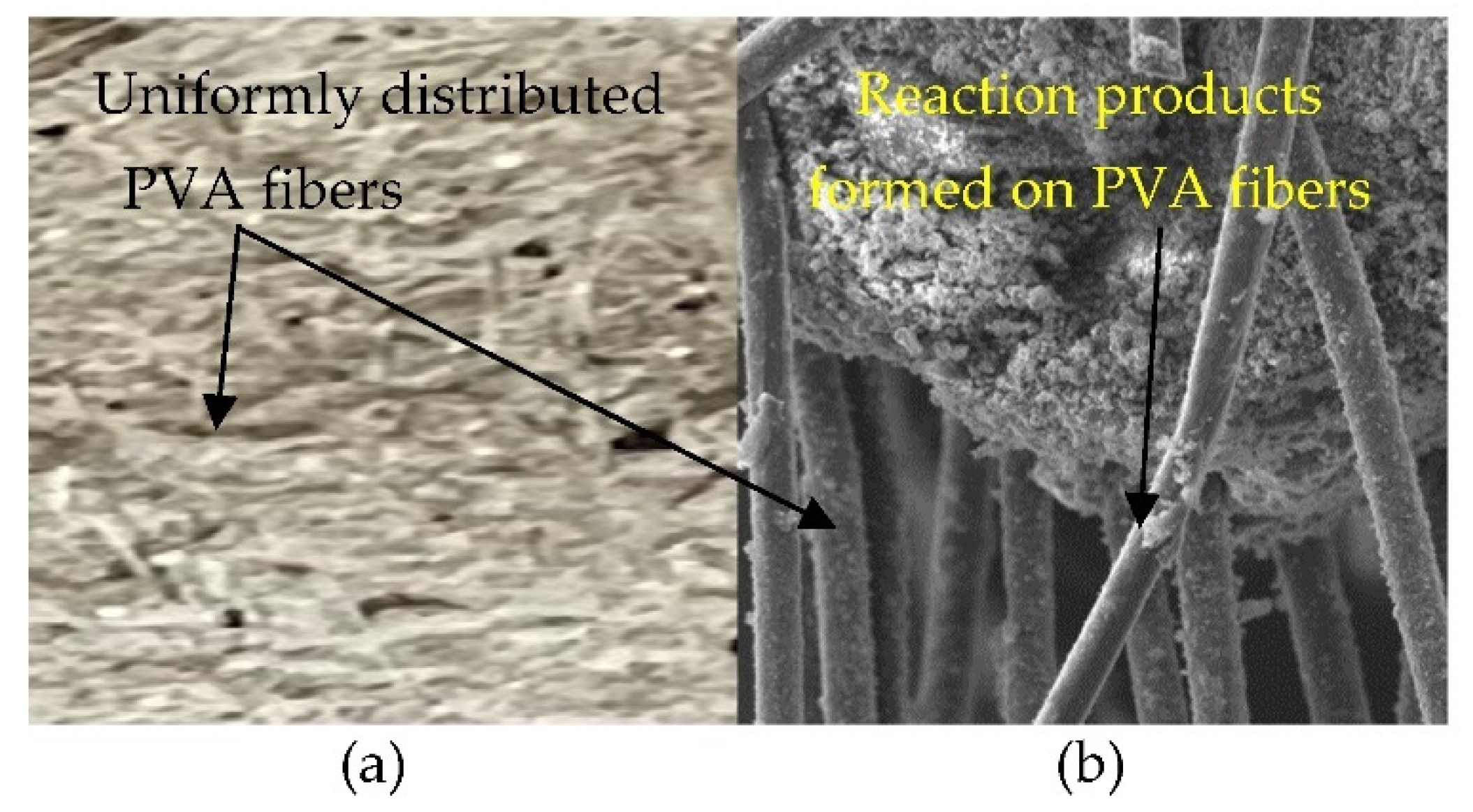
3.6. Microstructural Analysis
4. Conclusions
- Binary and ternary binders without fibers with 40% to 45% GGBFS content demonstrated 8% to 34% higher compressive strengths than their counterparts (having 50% FA and 50% GGBFS), irrespective of the type of reagent. The use of GGBFS more than 45% had the adverse effect of reducing the compressive strength of the binders. There seemed to be a threshold of calcium content in the system, as a 5% to 10% increase in the proportion of GGBFS in binary and ternary binders resulted in an 8% to 25% reduction of compressive strength. GGBFS content of 45% in the binder mix compositions was found to be the optimum, according to strength characteristics.
- The fiber incorporation did not play a significant role in the compressive strength development as the binders with and without fibers obtained comparable strength at 28 and 56 days. The effect of additional porosity created by the fibers was balanced by the fiber bridging action controlling crack opening and propagation.
- The binary and ternary mixes without fibers having a GGBFS content of 50% exhibited a 6% to 16% lower relative slump than their counterpart AABs. Ternary binder ‘CFS1’ composed of 25% FA-C, 35% FA-F, and 40% GGBFS with reagent 1 obtained the highest slump flow spread of 230 mm and the highest relative slump of 4.3, achieving a 56-days compressive strength of 54 MPa.
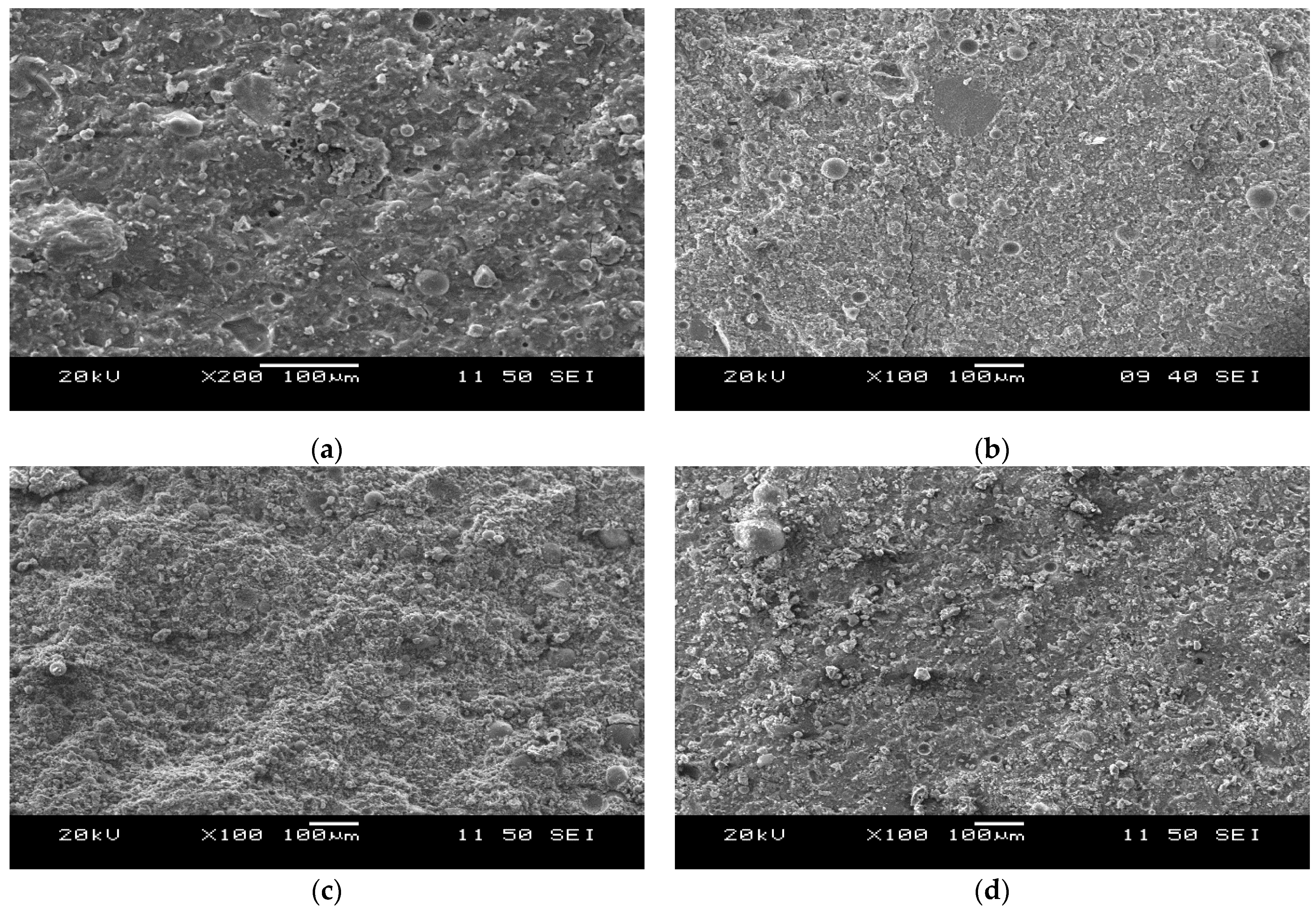
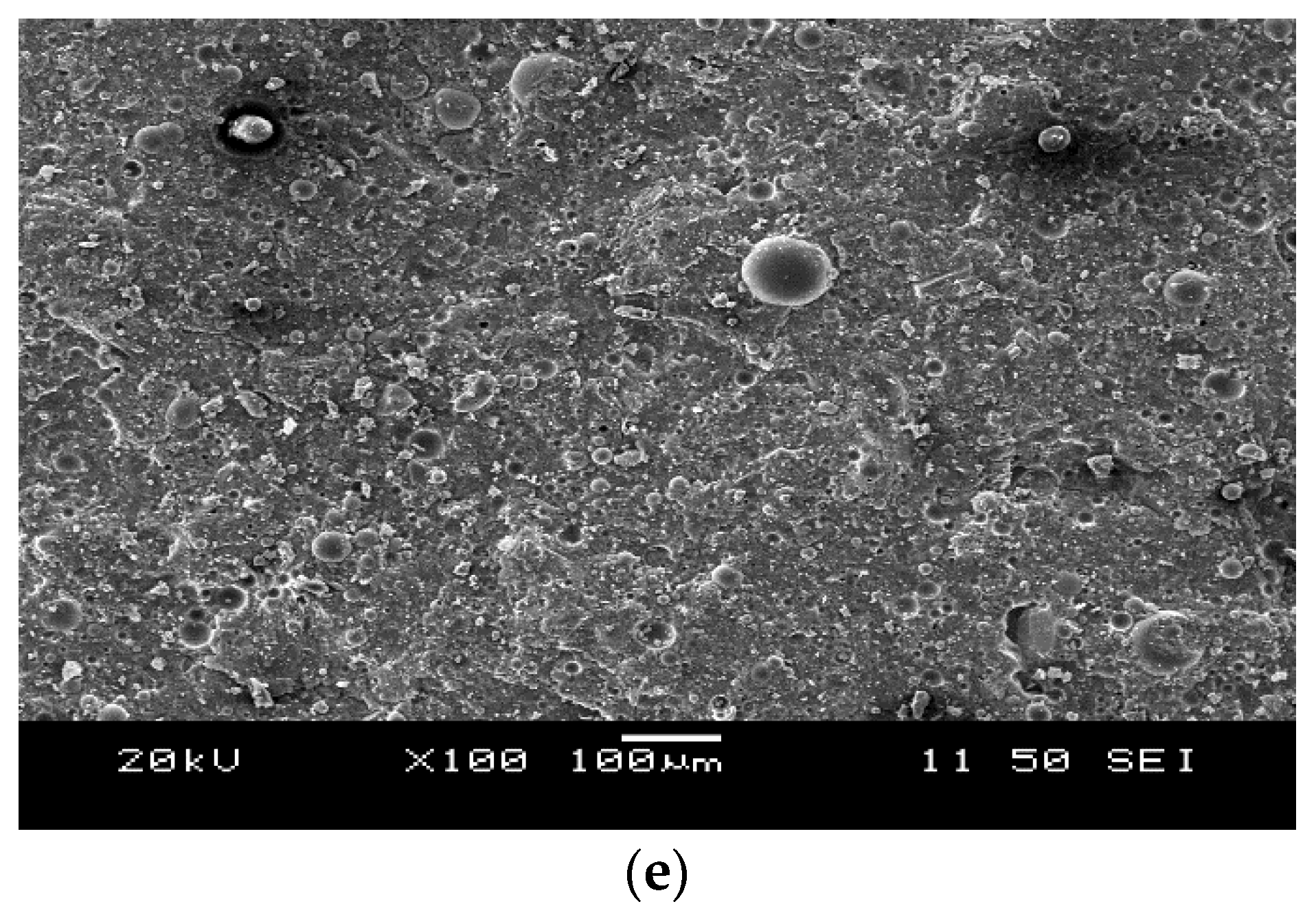
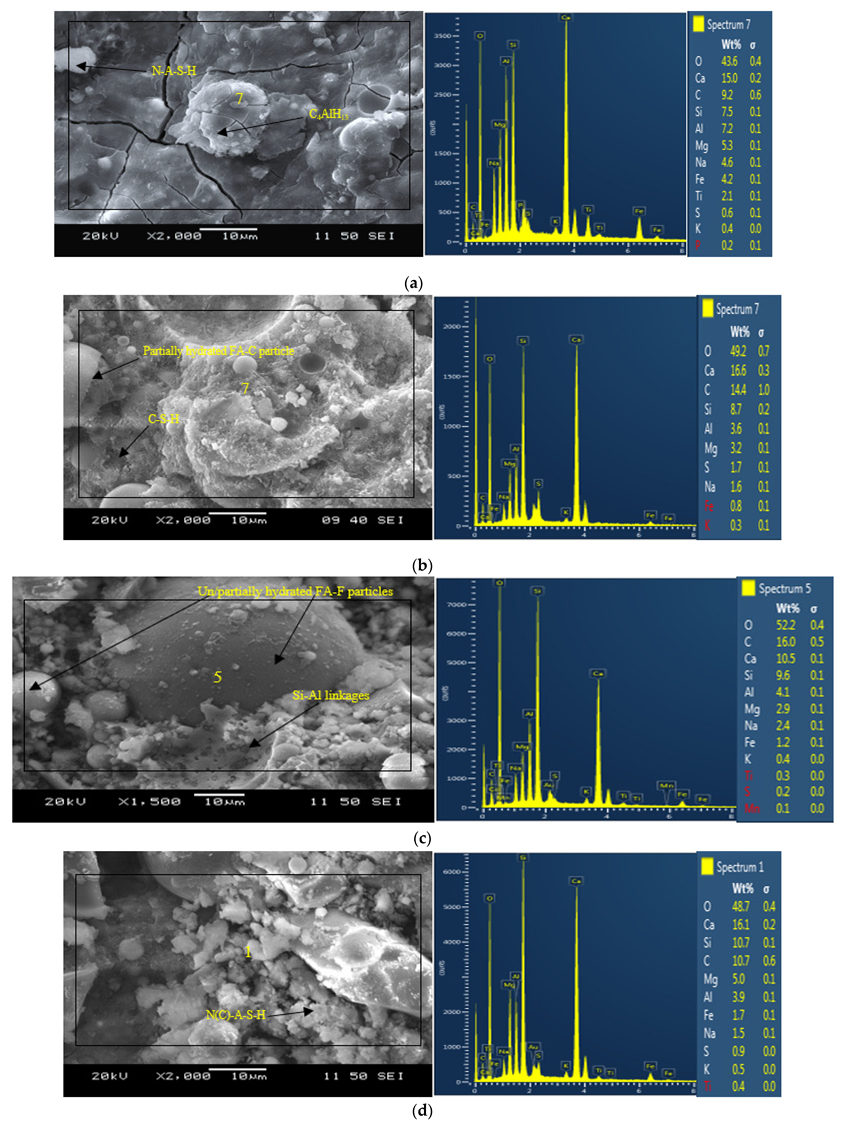
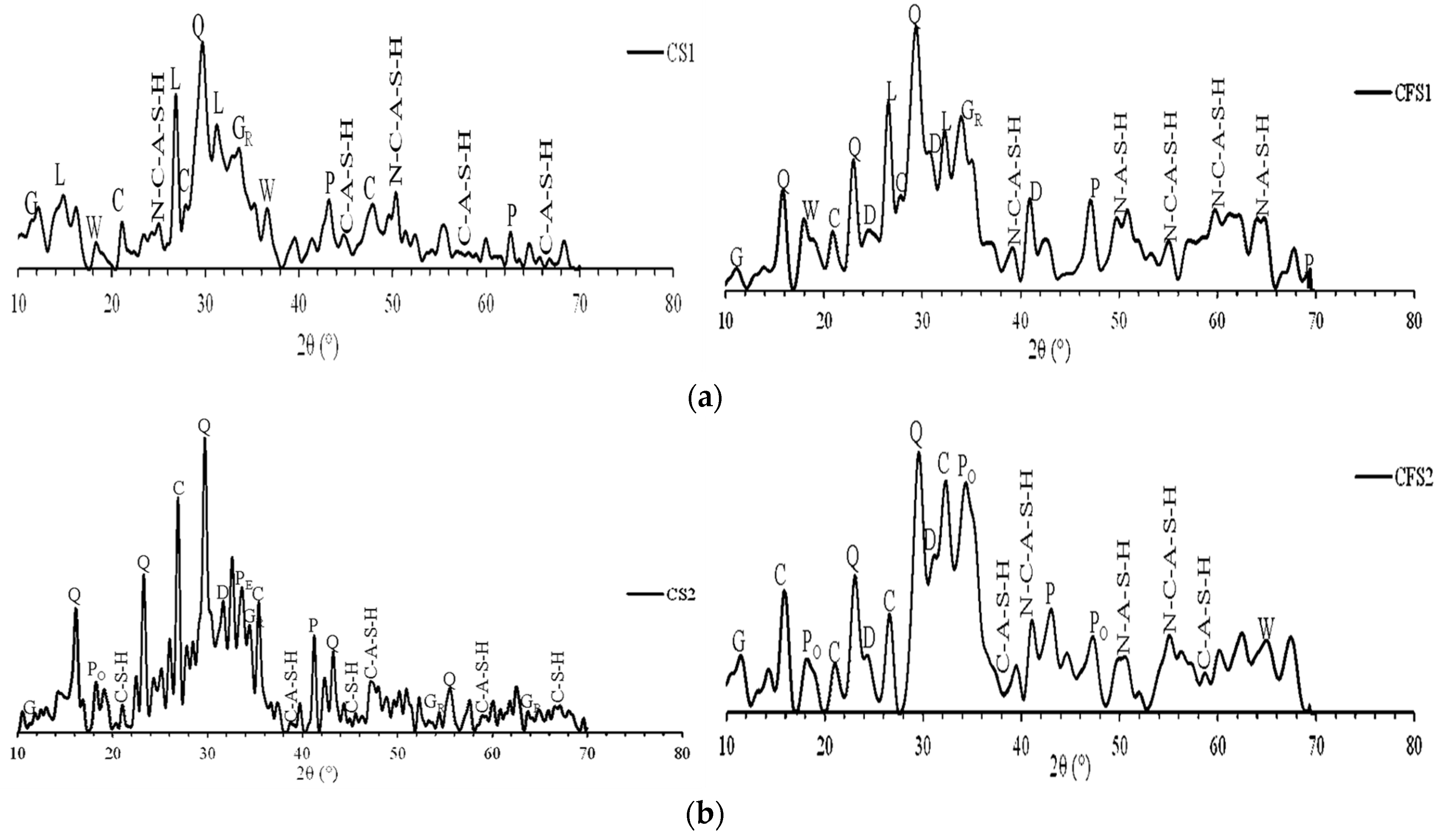
- The primary binding phases/gels in binary binders are a combination of C-A-S-H and C-S-H, as noted in SEM/EDS and XRD analyses. A combination of N-A-S-H or low calcium N(C)-A-S-H and C-A-S-H gels were the reaction products for ternary binders. The binders with reagent 2 generally produced higher compressive strength compared to their reagent 1 counterparts due to the presence of Portlandite, leading to the formation of additional C-S-H gel. The presence of sharper crystalline peaks in XRD consisting mainly of quartz and calcite for binders incorporating reagent 2 also supported the development of higher compressive strengths.
- A wide range of initial (68 to 533 min) and final (117 to 617 min) setting times were obtained for binary and ternary binders without fibers. Binders, both binary and ternary, having a GGBFS content of 50%, exhibited 14% to 23% lower initial and 21% to 40% lower final setting times than other AABs.
- Ternary binders without fibers demonstrated lower shrinkage strains (varying from 0.036% to 0.296% at 90 days) compared to their binary counterparts (ranging from 0.20% to 0.628%) in water immersion because the un-hydrated FA-F particles acted as inert material filling the voids as well as continuous supplying of released water during alkali activation. The formation of reaction products on the fibers with subsequent micro-confinement created by the fibers by bridging action and resisting crack opening in binary/ternary binders facilitated shrinkage mitigation.
- The binary and ternary binders without fibers having 40% to 45% GGBFS content incorporating reagents 1 and 2 were found to have better performance in terms of higher workability and gradual time-dependent heat evolution (peak temperatures between 25 °C and 31 °C), with lower heat of hydration (minimizing early age shrinkage cracks) and higher compressive strength.
- This study confirms the feasibility and commercial viability of producing sustainable binary/ternary green alkali-activated binders and composites using industrial wastes with satisfactory properties using a dry mixing method under ambient curing. PVA fiber-incorporated binders can also be used to develop alkali-activated engineered cementitious composites with strain-hardening and micro-cracking characteristics.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Conflicts of Interest
References
- Davidovits, J. Geopolymers Inorganic polymeric new materials. J. Therm. Anal. 1991, 37, 1633–1656. [Google Scholar] [CrossRef]
- Krishna, R.S.; Mishra, J.; Zribi, M.; Adeniyi, F.; Saha, S.; Baklouti, S.; Uddin, F.; Shaikh, A.; Gokce, H.S. A review on developments of environmentally friendly geopolymer technology. Materialia 2021, 20, 101212. [Google Scholar] [CrossRef]
- Slaty, F.; Khoury, H.; Wastiels, J.; Rahier, H. Characterization of alkali activated kaolinitic clay. Appl. Clay Sci. 2013, 75, 120–125. [Google Scholar] [CrossRef]
- Xu, H.; Deventer, J.S.J.V. The geopolymerisation of alumino-silicate minerals. Int. J. Miner. Process. 2000, 59, 247–266. [Google Scholar] [CrossRef] [Green Version]
- Görhan, G.; Aslaner, R.; Sinik, O. The effect of curing on the properties of metakaolin and fly ash-based geopolymer paste. Compos. Part. B Eng. 2016, 97, 329–335. [Google Scholar] [CrossRef]
- Duxson, P.; Fernandez-Jime, A.A.; Provis, A.J.L.; Lukey, G.C.; Palomo, A.A.; Deventer, J.S.J.V. Geopolymer technology: The current state of the art. J. Mater. Sci. 2006, 42, 2917–2933. [Google Scholar] [CrossRef]
- Shah, S.F.A.; Chen, B.; Oderji, S.Y.; Aminul, M.H.; Ahmad, M.R. Comparative study on the effect of fiber type and content on the performance of one-part alkali-activated mortar. Constr. Build. Mater. 2020, 243, 118221. [Google Scholar] [CrossRef]
- Farasat, S.; Shah, A.; Chen, B.; Yousefi, S.; Haque, M.A.; Riaz, M. Improvement of early strength of fly ash-slag based one-part alkali activated mortar. Constr. Build. Mater. 2020, 246, 118533. [Google Scholar]
- Wei, X.; Ming, F.; Li, D.; Chen, L.; Liu, Y. Influence of water content on mechanical strength and microstructure of alkali-activated Fly Ash/GGBFS mortars cured at cold and polar regions. Materials 2020, 13, 138. [Google Scholar] [CrossRef] [Green Version]
- Samantasinghar, S.; Singh, S.P. Fresh and Hardened Properties of Fly Ash–Slag Blended Geopolymer Paste and Mortar. Int. J. Concr. Struct. Mater. 2019, 13, 47. [Google Scholar] [CrossRef]
- Nematollahi, B.; Sanjayan, J.; Uddin, F.; Shaikh, A. Ceramics International Synthesis of heat and ambient cured one-part geopolymer mixes with different grades of sodium silicate. Ceram. Int. 2015, 41, 5696–5704. [Google Scholar] [CrossRef]
- Ding, Y.; Shi, C.J.; Li, N. Fracture properties of slag/fly ash-based geopolymer concrete cured in ambient temperature. Constr. Build. Mater. 2018, 190, 787–795. [Google Scholar] [CrossRef]
- Bong, S.H.; Nematollahi, B.; Nazari, A.; Xia, M.; Sanjayan, J. Efficiency of Different Superplasticizers and Retarders on Properties of “One-Part” Fly Ash-Slag Blended Geopolymers with Different Activators. Materials 2019, 12, 3410. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Nematollahi, B.; Sanjayan, J.; Qiu, J.; Yang, E.H. High ductile behavior of a polyethylene fiber-reinforced one-part geopolymer composite: A micromechanics-based investigation. Arch. Civ. Mech. Eng. 2017, 17, 555–563. [Google Scholar] [CrossRef]
- Abdollahnejad, Z.; Mastali, M.; Falah, M.; Shaad, K.M.; Luukkonen, T.; Illikainen, M. Durability of the Reinforced One-Part Alkali-Activated Slag Mortars with Different Fibers. Waste Biomass Valoriz. 2021, 12, 487–501. [Google Scholar] [CrossRef] [Green Version]
- Alrefaei, Y.; Wang, Y.S.; Dai, J.G. The effectiveness of different superplasticizers in ambient cured one-part alkali activated pastes. Cem. Concr. Compos. 2019, 97, 166–174. [Google Scholar] [CrossRef]
- Luukkonen, T.; Sreenivasan, H.; Abdollahnejad, Z.; Yliniemi, J.; Kantola, A.; Telkki, V.V.; Kinnunen, P.; Illikainen, M. Influence of sodium silicate powder silica modulus for mechanical and chemical properties of dry-mix alkali-activated slag mortar. Constr. Build. Mater. 2020, 233, 117354. [Google Scholar] [CrossRef]
- Nematollahi, B.; Sanjayan, J.; Qiu, J.; Yang, E.-H. Micromechanics-based investigation of a sustainable ambient temperature cured one-part strain hardening geopolymer composite. Constr. Build. Mater. 2017, 131, 552–563. [Google Scholar] [CrossRef]
- Alrefaei, Y.; Dai, J.G. Tensile behavior and microstructure of hybrid fiber ambient cured one-part engineered geopolymer composites. Constr. Build. Mater. 2018, 184, 419–431. [Google Scholar] [CrossRef]
- Provis, J.L. Alkali-activated materials. Cem. Concr. Res. 2018, 114, 40–48. [Google Scholar] [CrossRef]
- Chi, M. Effects of dosage of alkali-activated solution and curing conditions on the properties and durability of alkali-activated slag concrete. Constr. Build. Mater. 2012, 35, 240–245. [Google Scholar] [CrossRef]
- Dong, M.; Elchalakani, M.; Karrech, A. Development of high strength one-part geopolymer mortar using sodium metasilicate. Constr. Build. Mater. 2020, 236, 117611. [Google Scholar] [CrossRef]
- Deb, P.S.; Nath, P.; Sarker, P.K. The effects of ground granulated blast-furnace slag blending with fly ash and activator content on the workability and strength properties of geopolymer concrete cured at ambient temperature. Mater. Des. 2014, 62, 32–39. [Google Scholar] [CrossRef] [Green Version]
- Sood, D.; Hossain, K.M.A. Optimizing Precursors and Reagents for the Development of Alkali-Activated Binders in Ambient Curing Conditions. J. Compos. Sci. 2021, 5, 59. [Google Scholar] [CrossRef]
- Neupane, K.; Kidd, P.; Chalmers, D.; Baweja, D.; Shrestha, R. Investigation on compressive strength development and drying shrinkage of ambient cured powder-activated geopolymer concretes. Aust. J. Civ. Eng. 2016, 14, 72–83. [Google Scholar] [CrossRef]
- Singh, B.; Gupta, M.; Bhattacharyya, S. Geopolymer concrete: A review of some recent developments. Constr. Build. Mater. 2015, 85, 78–90. [Google Scholar] [CrossRef]
- Lee, W.K.W.; Deventer, J.S.J.V. Effects of Anions on the Formation of Aluminosilicate Gel in Geopolymers. Ind. Eng. Chem. Res. 2002, 41, 4550–4558. [Google Scholar] [CrossRef]
- Neto, A.A.M.; Cincotto, M.A.; Repette, W. Drying and autogenous shrinkage of pastes and mortars with activated slag cement. Cem. Concr. Res. 2008, 38, 565–574. [Google Scholar] [CrossRef]
- Jeon, I.K.; Ryou, J.S.; Jakhrani, S.H. Effects of Light-Burnt Dolomite Incorporation on the Setting, Strength, and Drying Shrinkage of One-Part Alkali-Activated Slag Cement. Materials 2019, 12, 2874. [Google Scholar] [CrossRef] [Green Version]
- Xie, T.; Ozbakkaloglu, T. Behavior of low-calcium fly and bottom ash-based geopolymer concrete cured at ambient temperature. Ceram. Int. 2015, 41, 5945–5958. [Google Scholar] [CrossRef]
- Zhu, Y.; Yang, Y.; Yao, Y. Use of slag to improve mechanical properties of engineered cementitious composites (ECCs) with high volumes of fly ash. Constr. Build. Mater. 2012, 36, 1076–1081. [Google Scholar] [CrossRef]
- Yang, K.H.; Song, J.K.; Ashour, A.F.; Lee, E.T. Properties of cementless mortars activated by sodium silicate. Constr. Build. Mater. 2008, 22, 1981–1989. [Google Scholar] [CrossRef] [Green Version]
- Puertas, F.; Varga, C.; Alonso, M.M. Rheology of alkali-activated slag pastes. Effect of the nature and concentration of the activating solution. Cem. Concr. Compos. 2014, 53, 279–288. [Google Scholar] [CrossRef]
- Palacios, M.; Banfill, P.F.G.; Puertas, F. Rheology and setting of alkali-activated slag pastes and mortars: Effect if organic admixture. ACI Mater. J. 2008, 105, 140–148. [Google Scholar]
- Awoyera, P.; Adesina, A. A critical review on application of alkali activated slag as a sustainable composite binder. Case Stud. Constr. Mater. 2019, 11, e00268. [Google Scholar] [CrossRef]
- Puertas, F.; Gonz Alez-Fonteboa, B.; Gonz Alez-Taboada, I.; Alonso, M.M.; Torres-Carrasco, M.; Rojo, G.; Martínez-Abella, F. Alkali-activated slag concrete: Fresh and hardened behaviour. Cem. Concr. Compos. 2018, 85, 22–31. [Google Scholar] [CrossRef]
- Kani, E.N.; Allahverdi, A.; Provis, J.L. Calorimetric study of geopolymer binders based on natural pozzolan. J. Therm. Anal. Calorim. 2017, 127, 2181–2190. [Google Scholar] [CrossRef]
- Ma, C.; Zhao, B.; Guo, S.; Long, G.; Xie, Y. Properties and characterization of green one-part geopolymer activated by composite activators. J. Clean. Prod. 2019, 220, 188–199. [Google Scholar] [CrossRef]
- Luukkonen, T.; Abdollahnejada, Z.; Yliniemia, J.; Kinnunena, P.; Illikainen, M. One-part alkali-activated materials: A review. Cem. Concr. Res. 2017, 103, 21–34. [Google Scholar] [CrossRef]
- Abdollahnejad, Z.; Luukkonen, T.; Mastali, M.; Giosue, C.; Favoni, O.; Ruello, M.L.; Kinnunen, P.; Illikainen, M. Microstructural Analysis and Strength Development of One-Part Alkali-Activated Slag/Ceramic Binders Under Different Curing Regimes. Waste Biomass Valoriz. 2020, 11, 3081–3096. [Google Scholar] [CrossRef] [Green Version]
- Luukkonen, T.; Abdollahnejad, Z.; Yliniemi, J.; Kinnunen, P.; Illikainen, M. Comparison of alkali and silica sources in one-part alkali-activated blast furnace slag mortar. J. Clean. Prod. 2018, 187, 171–179. [Google Scholar] [CrossRef]
- Sood, D.; Hossain, K.M.A.; Manzur, T.; Hasan, M.J. Developing Geopolymer Pastes Using Dry Mixing Technique. In Proceedings of the 7th International Conference on Engineering Mechanics and Materials (CSCE 2019), Laval, QC, Canada, 12–15 June 2019; pp. 1–8. [Google Scholar]
- ASTM C618. Standard Specification for Coal Fly Ash and Raw or Calcined Natural Pozzolan for Use in Concrete; ASTM International: West Conshohocken, PA, USA, 2019. [Google Scholar]
- ASTM C989/C989M. Standard Specification for Slag Cement for Use in Concrete and Mortars; ASTM International: West Conshohocken, PA, USA, 2018. [Google Scholar]
- Sherir, M.A.; Hossain, K.M.A.; Lachemi, M. Self-healing and expansion characteristics of cementitious composites with high volume fly ash and MgO-type expansive agent. Constr. Build. Mater. 2016, 127, 80–92. [Google Scholar] [CrossRef]
- Sherir, M.A.; Hossain, K.M.A.; Lachemi, M. Permeation and Transport Properties of Self-Healed Cementitious Composite Produced with MgO Expansive Agent. J. Mater. Civ. Eng. 2018, 30, 04018291. [Google Scholar] [CrossRef]
- ASTM C109/C109M. Standard Test Method for Compressive Strength of Hydraulic Cement Mortars (Using 2-in. or [50-mm] Cube Specimens); ASTM International: West Conshohocken, PA, USA, 2016. [Google Scholar]
- ASTM C1437. Standard Test Method for Flow of Hydraulic Cement Mortar; ASTM International: West Conshohocken, PA, USA, 2015. [Google Scholar]
- Nematollahi, B.; Sanjayan, J. Effect of different superplasticizers and activator combinations on workability and strength of fly ash based geopolymer. Mater. Des. 2014, 57, 667–672. [Google Scholar] [CrossRef]
- ASTM C1753/C1753M. Standard Practice for Evaluating Early Hydration of Hydraulic Cementitious Mixtures Using Thermal Measurements; ASTM International: West Conshohocken, PA, USA, 2015. [Google Scholar]
- ASTM C191. Standard Test Methods for Time of Setting of Hydraulic Cement by Vicat Needle; ASTM International: West Conshohocken, PA, USA, 2018. [Google Scholar]
- ASTM C490/C490M. Standard Practice for Use of Apparatus for the Determination of Length Change of Hardened Cement Paste, Mortar, and Concrete; ASTM International: West Conshohocken, PA, USA, 2017. [Google Scholar]
- ASTM C596. Standard Test Method for Drying Shrinkage of Mortar Containing Hydraulic Cement; ASTM International: West Conshohocken, PA, USA, 2017. [Google Scholar]
- ASTM C157/C157M. Standard Test Method for Length Change of Hardened Hydraulic-Cement Mortar and Concrete; ASTM International: West Conshohocken, PA, USA, 2017. [Google Scholar]
- Nematollahi, B.; Sanjayan, J.; Shaikh, F.U.A. Tensile Strain Hardening Behavior of PVA Fiber-Reinforced Engineered Geopolymer Composite. J. Mater. Civil Eng. 2015, 27, 04015001. [Google Scholar] [CrossRef]
- Chi, M.; Huang, R. Binding mechanism and properties of alkali-activated fly ash/slag mortars. Constr. Build. Mater. 2012, 40, 291–298. [Google Scholar] [CrossRef]
- Sood, D.; Hossain, K.M.A. Fresh State, Rheological and Microstructural Characteristics of Alkali-Activated Mortars Developed Using Novel Dry Mixing Technique under Ambient Conditions. Appl. Sci. 2021, 11, 8920. [Google Scholar] [CrossRef]
- Sood, D.; Hossain, K.M.A. Strength, Fracture and Durability Characteristics of Ambient Cured Alkali-Activated Mortars Incorporating High Calcium. Crystals 2021, 11, 1167. [Google Scholar] [CrossRef]
- Nath, P.; Sarker, P.K. Effect of GGBFS on setting, workability and early strength properties of fly ash geopolymer concrete cured in ambient condition. Constr. Build. Mater. 2014, 66, 163–171. [Google Scholar] [CrossRef] [Green Version]
- Pan, Z.; Tao, Z.; Cao, Y.F.; Wuhrer, R.; Murphy, T. Compressive strength and microstructure of alkali-activated fly ash/ slag binders at high temperature. Cem. Concr. Compos. 2018, 86, 9–18. [Google Scholar] [CrossRef]
- Abdollahnejad, Z.; Mastali, M.; Luukkonen, T.; Kinnunen, P.; Illikainen, M. Fiber-reinforced one-part alkali-activated slag/ceramic binders. Ceram. Int. 2018, 44, 8963–8976. [Google Scholar] [CrossRef]
- Korniejenko, K.; Lin, W.T.; Simonova, H. Mechanical properties of short polymer fiber-reinforced geopolymer composites. J. Compos. Sci. 2020, 4, 128. [Google Scholar] [CrossRef]
- Kim, M.S.; Jun, Y.; Lee, C.; Oh, J.E. Use of CaO as an activator for producing a price-competitive non-cement structural binder using ground granulated blast furnace slag. Cem. Concr. Res. 2013, 54, 208–214. [Google Scholar] [CrossRef]
- Askarian, M.; Tao, Z.; Samali, B.; Adam, G.; Shuaibu, R. Mix composition and characterisation of one-part geopolymers with different activators. Constr. Build. Mater. 2019, 225, 526–537. [Google Scholar] [CrossRef]
- Perera, D.S.; Uchida, A.O.; Vance, A.E.R.; Finnie, A.K.S. Influence of curing schedule on the integrity of geopolymers. J. Mater. Sci. 2007, 42, 3099–3106. [Google Scholar] [CrossRef]
- Abdollahnejad, Z.; Mastali, M.; Woof, B.; Illikainen, M. High strength fiber reinforced one-part alkali activated slag/fly ash binders with ceramic aggregates: Microscopic analysis, mechanical properties, drying shrinkage, and freeze-thaw resistance. Constr. Build. Mater. 2020, 241, 118129. [Google Scholar] [CrossRef]
- Adesina, A.; Das, S. Drying shrinkage and permeability properties of fibre reinforced alkali-activated composites. Constr. Build. Mater. 2020, 251, 119076. [Google Scholar] [CrossRef]
- Li, Z.; Liu, J.; Ye, G. Drying shrinkage of alkali-activated slag and fly ash concrete; A comparative study with ordinary Portland cement concrete. Heron 2019, 64, 149–163. [Google Scholar]
- Kuenzel, C.; Vandeperre, L.J.; Donatello, S.; Boccaccini, A.R.; Cheeseman, C. Ambient temperature drying shrinkage and cracking in metakaolin-based geopolymers. J. Am. Ceram. Soc. 2012, 95, 3270–3277. [Google Scholar] [CrossRef] [Green Version]
- Kani, E.N.; Allahverdi, A. Investigating shrinkage changes of natural pozzolan based geopolymer cementpaste. Iran. J. Mater. Sci. Eng. 2011, 8, 50–60. [Google Scholar]
- Sasui, S.; Kim, G.; Nam, J.; Koyama, T.; Chansomsak, S. Strength and Microstructure of Class-C Fly Ash and GGBS Blend Geopolymer Activated in NaOH & NaOH+ Na2SiO3. Materials 2020, 13, 59. [Google Scholar] [CrossRef] [Green Version]




















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Chemical Compounds (%) | Fly Ash Class-C (FA-C) | Fly Ash Class-F (FA-F) | Ground Granulated Blast Furnace Slag (GGBFS) | Cement |
|---|---|---|---|---|
| SiO2 | 36.53 | 55.66 | 35.97 | 19.35 |
| Al2O3 | 18.26 | 22.09 | 9.18 | 5.31 |
| Fe2O3 | 5.66 | 4.26 | 0.50 | 3.10 |
| CaO | 20.97 | 7.97 | 38.61 | 62 |
| MgO | 5.08 | 1.16 | 10.99 | 3 |
| K2O | 0.68 | 1.49 | 0.36 | - |
| Na2O | 4.04 | 4.10 | 0.28 | 0.23 |
| MnO | 0.03 | 0.03 | 0.25 | - |
| TiO2 | 1.26 | 0.61 | 0.39 | - |
| P2O5 | 0.96 | 0.43 | 0.01 | - |
| LOI. | 2.18 | 1.05 | 0.74 | 2.40 |
| Physical properties | FA-C | FA-F | GGBFS | Cement |
| Density (g/cm3) | 2.61 | 2.02 | 2.87 | 3.15 |
| Retained on 45 µ, % | 18 | 3 | ||
| Blaine fineness (m2/kg) | 315 | 306 | 489.30 | 410 |
| Mix. Designation of Binders * | SCMs + PC | PC | SCMS | R./B | Chemical Ratios (SCMs + Reagents) | 28-Day Compressive Strength (MPa) | |||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| FA-C | FA-F | GGBFS | SiO2/ Al2O3 | Na2O/ SiO2 | CaO/ SiO2 | Na2O/ Al2O3 | |||||
| CS1, CS1-F | 1 | 0 | 0.55 | 0 | 0.45 | 0.09 | 2.62 | 0.09 | 0.84 | 0.23 | 47.8, 45.2 |
| CS1N, CS1N-F | 1 | 0 | 0.50 | 0 | 0.50 | 0.09 | 2.71 | 0.08 | 0.87 | 0.23 | 41.5, 38.2 |
| CFS1, CFS1-F | 1 | 0 | 0.25 | 0.35 | 0.40 | 0.09 | 2.75 | 0.08 | 0.59 | 0.22 | 41.3, 38.6 |
| CFS1N, CFS1N-F | 1 | 0 | 0.25 | 0.25 | 0.50 | 0.09 | 2.86 | 0.07 | 0.69 | 0.21 | 38, 35.3 |
| CS2, CS2-F | 1 | 0 | 0.55 | 0 | 0.45 | 0.12 | 2.56 | 0.14 | 1.02 | 0.35 | 56.3, 53.1 |
| CS2N, CS2N-F | 1 | 0 | 0.50 | 0 | 0.50 | 0.12 | 2.64 | 0.13 | 1.02 | 0.35 | 43.4, 41.2 |
| CFS2, CFS2-F | 1 | 0 | 0.25 | 0.35 | 0.40 | 0.12 | 2.69 | 0.12 | 0.73 | 0.32 | 52.2, 49.8 |
| CFS2N, CFS2N-F | 1 | 0 | 0.25 | 0.25 | 0.50 | 0.12 | 2.80 | 0.12 | 0.84 | 0.33 | 39.1, 37.5 |
| FPC, FPC-F | 1 | 0.45 | 0 | 0.55 | 0 | - | 2.70 | 0.06 | 0.82 | 0.16 | 40.3, 38.1 |
| Binders—Unreinforced | Strain (%) | Mass Change (%) | Binders—Reinforced | Strain (%) | Mass Change (%) | ||||
|---|---|---|---|---|---|---|---|---|---|
| 56d | 90d | 56d | 90d | 56d | 90d | 56d | 90d | ||
| FPC | 0.42 | 0.20 | 4.13 | 4.20 | FPC-F | 0.77 | 0.69 | 3.09 | 3.25 |
| CS1 | −0.77 | −0.63 | 0.26 | −3.5 | CS1-F | 0.19 | 0.25 | 2.18 | 2.40 |
| CS1N | −0.54 | −0.48 | 0.12 | 0.02 | CS1N-F | 0.12 | 0.23 | 1.98 | 2.10 |
| CS2 | −0.22 | −0.20 | 0.59 | 0.64 | CS2-F | 0.12 | 0.12 | 1.59 | 2.15 |
| CS2N | 0 | 0.18 | 1.95 | 2.05 | CS2N-F | 0.17 | 0.17 | 1.89 | 2.40 |
| CFS1 | −0.44 | −0.30 | 0.93 | −3.66 | CFS1-F | 0.27 | 0.60 | 1.42 | 1.69 |
| CFS1N | −0.05 | −0.06 | 1.66 | 1.53 | CFS1N-F | 0.20 | 0.52 | 0.96 | 1.36 |
| CFS2 | −0.06 | −0.04 | 0.78 | 0.82 | CFS2-F | 0.03 | 0.08 | 2.62 | 2.66 |
| CFS2N | −0.18 | 0.06 | 0.43 | 0.56 | CFS2N-F | 0.30 | −0.27 | 1.22 | 1.46 |
| Binder—Unreinforced | Strain (%) | Mass Change (%) | Binder—Reinforced | Strain (%) | Mass Change (%) | ||||
|---|---|---|---|---|---|---|---|---|---|
| 56d | 90d | 56d | 90d | 56d | 90d | 56d | 90d | ||
| FPC | −0.18 | −0.69 | −2.07 | −2.94 | FPC-F | −0.48 | −0.78 | −0.71 | −1.05 |
| CS1 | −4.56 | −5.04 | −17.29 | −13.32 | CS1-F | −1.84 | −3.25 | −4.21 | −7.33 |
| CS1N | −4.23 | −4.56 | −14.56 | −9.36 | CS1N-F | −1.62 | −2.86 | −2.46 | −5.16 |
| CS2 | −2.04 | −3.56 | −9.92 | −13.23 | CS2-F | −1.92 | −2.71 | −4.66 | −7.09 |
| CS2N | −0.08 | −1.67 | 1.89 | −5.46 | CS2N-F | −1.95 | −2.80 | −3.67 | −6.24 |
| CFS1 | −3.64 | −5.24 | −10.12 | −13.76 | CFS1-F | −1.38 | −2.66 | −6.07 | −8.99 |
| CFS1N | −3.24 | −4.91 | −7.37 | −9.38 | CFS1N-F | −1.29 | −2.48 | −5.56 | −6.96 |
| CFS2 | −2.00 | −3.59 | −6.67 | −10.85 | CFS2-F | −2.53 | −3.94 | −5.83 | −9.74 |
| CFS2N | −2.17 | −3.30 | −5.50 | −7.14 | CFS2N-F | −1.57 | −1.70 | −4.59 | −5.93 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Sood, D.; Hossain, K.M.A. Strength, Shrinkage and Early Age Characteristics of One-Part Alkali-Activated Binders with High-Calcium Industrial Wastes, Solid Reagents and Fibers. J. Compos. Sci. 2021, 5, 315. https://0-doi-org.brum.beds.ac.uk/10.3390/jcs5120315
Sood D, Hossain KMA. Strength, Shrinkage and Early Age Characteristics of One-Part Alkali-Activated Binders with High-Calcium Industrial Wastes, Solid Reagents and Fibers. Journal of Composites Science. 2021; 5(12):315. https://0-doi-org.brum.beds.ac.uk/10.3390/jcs5120315
Chicago/Turabian StyleSood, Dhruv, and Khandaker M. A. Hossain. 2021. "Strength, Shrinkage and Early Age Characteristics of One-Part Alkali-Activated Binders with High-Calcium Industrial Wastes, Solid Reagents and Fibers" Journal of Composites Science 5, no. 12: 315. https://0-doi-org.brum.beds.ac.uk/10.3390/jcs5120315