1. Introduction
Automakers are interested in the application of injection-moulded composites for light weighting applications to increase the energy efficiency of vehicles. In semi-structural applications such as load bearing oil pans [
1], fuel rails [
2], and clutch pedals [
3], the fatigue life of the material becomes a major concern. Many studies have been conducted on the fatigue life of injection-moulded composites for high production applications [
4]. Another major consideration of automakers is the cost of the products and weighing the expense of different materials and manufacturing technologies versus the benefits in terms of reduced energy consumption. For injection-moulded composites, the temperature, fibre length, and fibre orientation are known to affect the resulting material properties. In this study, the effect of fibre length distribution (FLD) on the fatigue performance of a commercially available carbon fibre PA66 injection moulding feedstock is evaluated. The FLD has an impact on the cost of the feedstock, and it is of interest to evaluate the impact of the FLD on the resulting temperature-dependent fatigue behaviour.
Temperature has a major impact on the response of polymer materials, especially in operation near their glass transition temperature where their response changes from glass-like to more rubber-like. Handa et al. determined that internal heating during fatigue loading of a glass fibre polyamide composite results in different behaviours depending on if the temperature is above or below the matrix glass transition temperature [
5]. Bellenger et al. have studied the effects of temperature and internal heating on the fatigue life of PA66 glass fibre composites, finding that 2 Hz loading frequency avoids internal heating [
6]. Casado et al. have similarly studied the effect of temperature on the fatigue failure of components for structural rail fasteners operating near the glass transition temperature [
7]. The temperature effects on the fatigue failure of injection-moulded PA66 glass fibre composites have been studied by Esmaeillou et al. [
8]. Sonsino and Moosbrugger have shown how fatigue strength is reduced with increasing temperature for a glass-fibre-reinforced PA66 for fully reversed loading [
2]. High temperature fatigue life under compression–compression fatigue loading has not been investigated.
The FLD in injection moulding composites has been shown to affect the material properties and fatigue life. Karsli et al. have shown that slight changes to the FLD with differing initial fibre lengths has minimal effect on the mechanical properties for monotonic loadings at room temperature [
9]. Yilmazer and Cansever have shown that there is a correlation between the FLD average length and the tensile strength of resulting injection moulding [
10]. Similar tends in strength have been shown by Thomason with initial elastic modulus being independent of FLD [
11]. Karger-Kocsis and Friedrich have studied the effect of two fibre lengths and have shown that longer fibres increase the fatigue life [
12]. Meneghetti et al. have studied the effect of two fibre lengths, 1 mm and 10 mm, on the fatigue life of injection-moulded composites at room temperature under fully reversed loading and found there to be a slight decrease for the longer fibre length [
13]. Subramanian and Senthilvelan have studied the effect of two FLD on the fatigue internal heating under tension–tension displacement-controlled fatigue of glass-fibre-reinforced polypropylene. The FLDs had average fibre lengths of 1.35 mm and 0.28 mm, and the short fibres increased internal heating during the fatigue life [
14]. Sasayama et al. have shown that both the FLD and fibre orientation have effects on the resulting material properties [
15]. A combination of temperature and FLD have not been studied for injection-moulded composites.
Fibre orientation evolution during manufacturing has a strong effect on the resulting material properties of injection moulding material [
16]. Launay et al. have shown how the fibre orientation affects the resulting material properties and how it can be accounted for in fatigue loading [
17,
18]. De Monte et el. have studied the effect of macro-scale fibre orientation on the fatigue life of injection-moulded glass fibre PA66 at room and elevated temperatures under tension–tension and fully reversed loading [
19]. Jain et al. found that the fibre orientation does not change the loss of stiffness during fatigue loading of injection-moulded materials [
20]. Sabiston et al. have shown that the variability in the fatigue life prediction can be significantly reduced by accounting for fibre orientation in injection-moulded composites [
21]. The effects of fibre orientation will not be considered in the present study, but its importance cannot be overlooked.
The effect of the stress ratio and other properties have been studied for injection-moulded composites. Capela et al. have studied the effects of fibre volume content on the fatigue life of short-fibre-reinforced composites [
22]. Mallick and Zhou studied the effect of mean stress on the fatigue life of tension–tension injection-moulded glass fibre PA6.6 [
23]. De Monte et al. studied the fatigue life of injection-moulded PA66 glass fibre composite under different loadings and at 130 °C [
24].
To fully understand the fatigue life of composites, the micromechanics-based failure methods must be considered. Horst and Spoormaker proposed that fatigue failure in injection-moulded composites initiates by void formation, and that cracks do not travel, but many form, leading to reduction in strength which leads to final failure [
25]. Noda et al. suggested that these effects are also temperature-dependent when operating around the glass transition temperature [
26]. It was not until recently that these fatigue damage mechanisms could be confirmed. Klimkeit et al. showed that damage has a spatial distribution, and that final failure is due to the accumulation of damaged regions and not the growth of a single crack [
27]. Arif et al. studied the damage initiation mechanisms using X-ray micro computed tomography (
μCT) of tension–tension fatigue loading of glass-fibre-reinforced PA66, and found that damage nucleates in the form of fibre-matrix debonding along the interface [
28]. Cosmi and Bernasconi also applied
μCT to investigate damage nucleation during tension–tension fatigue loading in short glass fibre injection-moulded composites and found that micro voids appear in the matrix during fatigue loading; no comment was made on the preferential location of these voids [
29]. Belmonte et al. have studied the crack initiation of notched short-fibre-reinforced polyamide subjected to tension–tension fatigue where a
μCT measured microstructure was used as input to a finite element model to simulate the local stress fields to develop a fracture initiation criterion [
30]. These micromechanics-based failure criteria are only for tension-based fatigue loading, and there is little on the compression fatigue failure of injection-moulded composite materials.
In this study, the effect of FLD on the fatigue performance of and injection-moulded carbon-fibre-reinforced PA66 is investigated. Fully reversed fatigue loading at room temperature along with three different stress ratios at 120 °C was conducted to evaluate the effect of temperature and FLD on the fatigue life. Preliminary results of these fatigue tests were presented in [
31]. Failed specimens are subjected to electron microscopy to evaluate the primary failure methods and contrast differences, depending on the temperature and fibre length. Compression–compression fatigue life and failure are evaluated at 120 °C for the first time.
2. Materials and Methods
In this study, 305 mm square flat plaques of carbon fibre-reinforced PA66 injection-moulded material were manufactured using an industrial injection moulding machine operating under steady state conditions. The average thickness of the plaques was 4 mm. Two different feedstocks were used for production of the plaques. Both feedstocks contain 40 weight percent carbon fibres in the same PA66 polymer. The fibres were premixed in the feedstock, preventing testing of the neat matrix material. The difference between the feedstocks is the FLD one with shorter fibres, which will be referred to as short carbon fibre (SCF), and the other with longer fibres, referred to as long carbon fibre (LCF). The PA66 matrial used in this study was produced by BASF (Ludwigshafen, Germany).
It is of interest to test the effects of the FLD on the mechanical properties and failure of the injection-moulded composites. It is of interest to evaluate the fatigue and mechanical properties of the injection-moulded composite at room and elevated temperatures. For this study, a high temperature of 120 °C was used for applications in internal combustion engines.
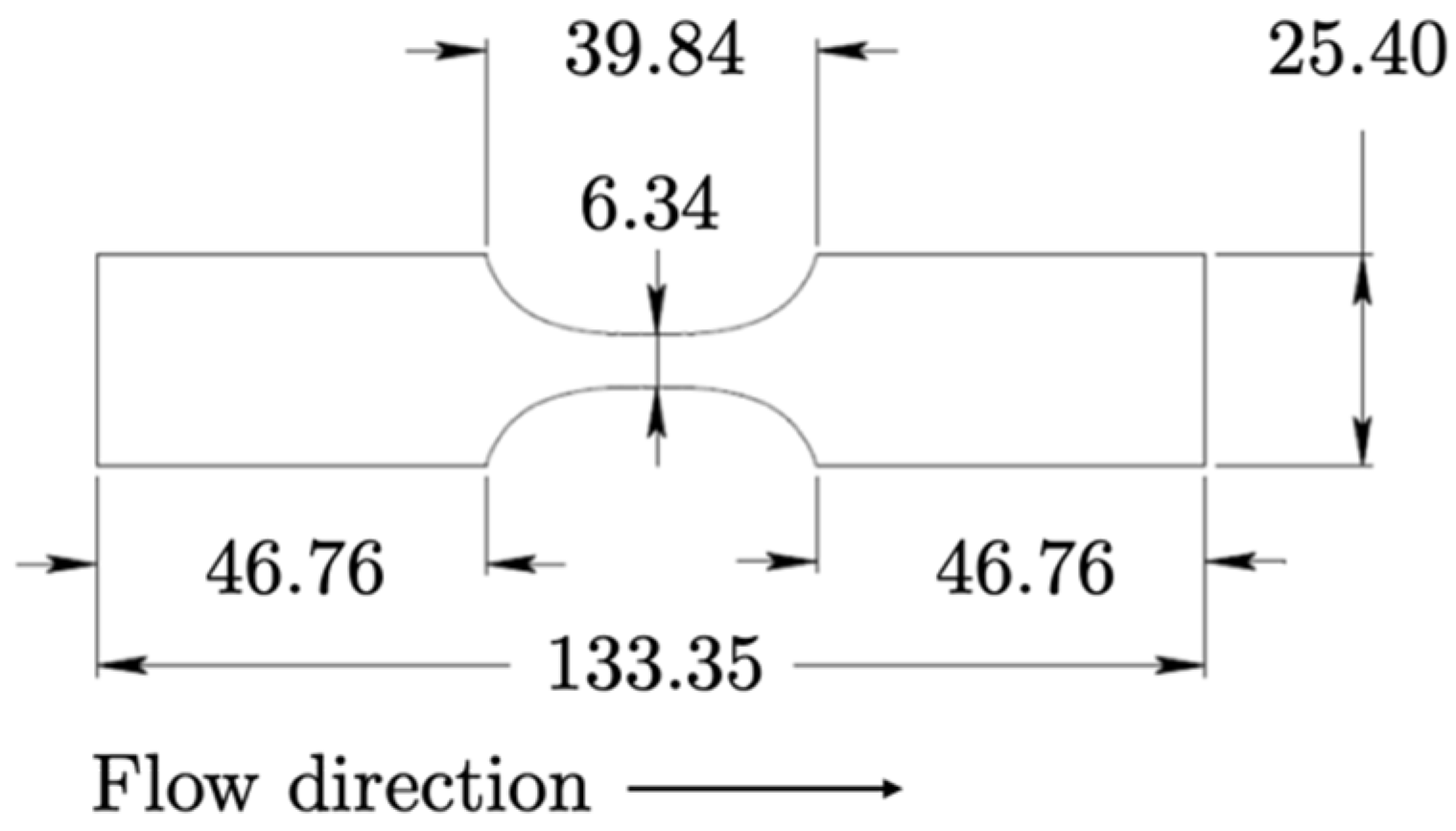
The flat plaques were cut into fatigue test coupons with their main axis aligned with the direction of flow during the injection moulding process. The samples were prepared with waterjet cutting, followed by grinding with 800 grit sandpaper to remove any visible machining imperfections. The fatigue coupon geometry has been presented in [
31,
32,
33] and shown to work for both tensile and compression without use of anti-buckling fixtures. The specimen geometry is shown in
Figure 1.
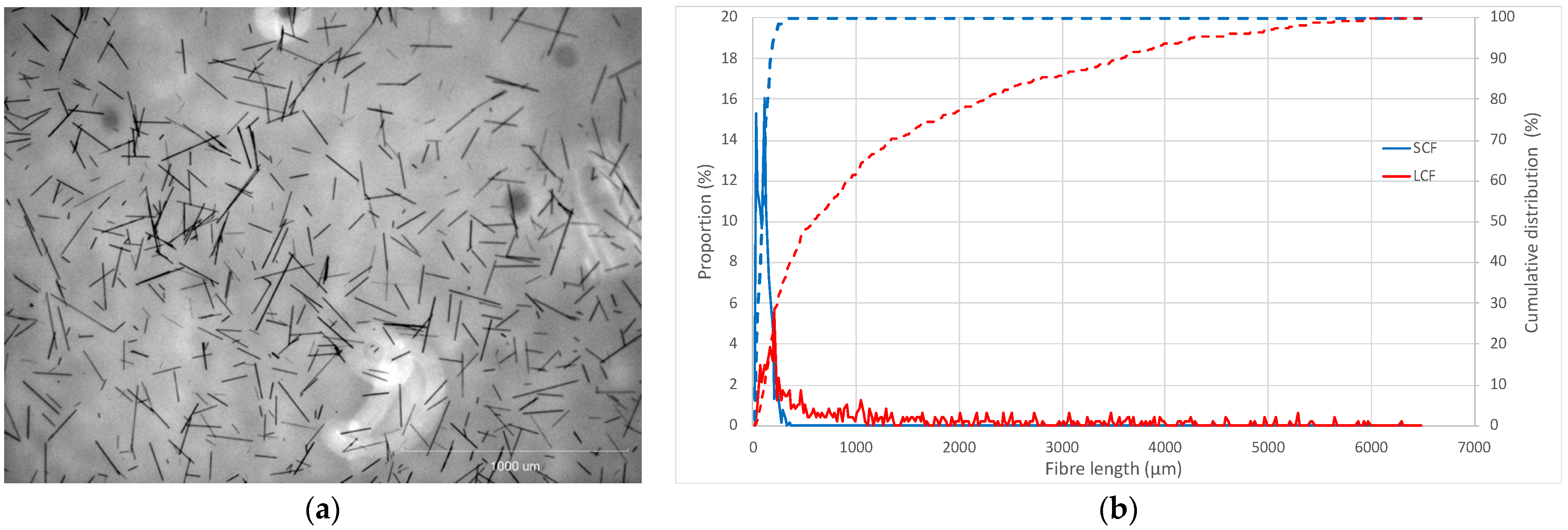
2.1. Fibre Length Measurement
Fibre length measurement was conducted using pyrolysis of the gauge section on the samples. The gauge section was placed in a ceramic crucible within a furnace in an air environment for burning off the PA66. The samples were heated from room temperature to 285 °C at 5 °C/min and held for 1 h at 285 °C. The sample was then heated from 285 °C to 450 °C at 5 °C/min and held for an hour at 450 °C. The samples were then cooled to room temperature. The fibres were placed in a glass container and separated using an aqueous solution. The glass containers were subjected to optical microscopy. The fibre length was measured from the optical microscopy images using Image J. Approximately 500 fibres for both the SCF and LCF were measured to create the FLD.
2.2. Mechanical Testing
Both the LCF and SCF composites were subjected to a series of mechanical testing including static monotonic loading along with fatigue testing with three different stress ratios.
2.2.1. Monotonic Loading
Tension and compression testing were completed using MTS (Eden Prairie, MN, USA) servo hydraulic test frames. The tests were conducted using quasi static (<1 × 10−3/s) strain rates until failure. The crosshead speeds used for these tests was 0.2 mm/min. The tests were conducted using the same specimen geometry as the fatigue tests. This was carried out to negate the need for anti-buckling fixtures for the compression tests. Strain was measured using digital image correlation for the monotonic loadings.
2.2.2. Fatigue Loading
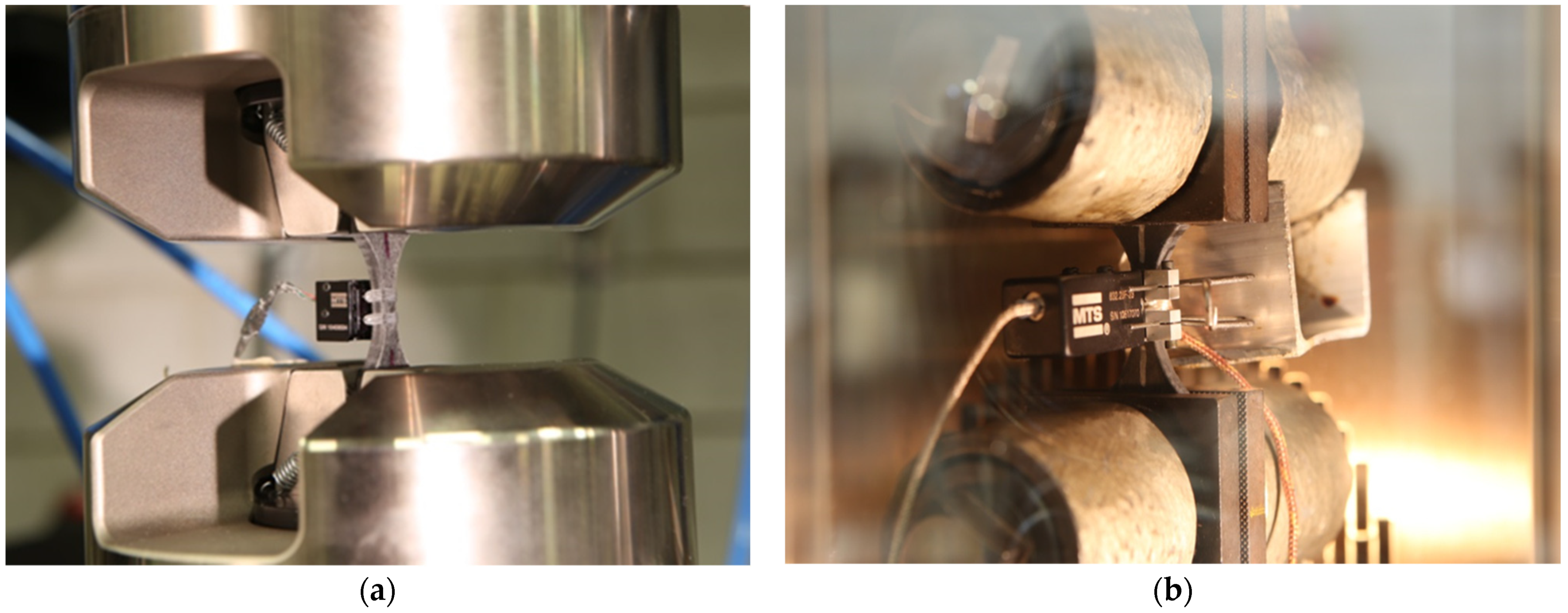
Fatigue testing was conducted under load control on MTS (Eden Prairie, MN, USA) servo hydraulic test frames. Tests were conducted until failure or 2 million cycles as a run-out value. The strain during the fatigue tests was measured using an extensometer with a 6 mm gauge length. For testing at 120 °C, an environmental chamber was added to the test setup and the temperature of the specimens was monitored with a thermocouple. A test frequency of 2 Hz was used for all testing to avoid internal heating of the samples due to the cyclic loading. The same loading frequency has been shown to avoid internal heating in [
6]. An image of the fatigue test setup is shown in
Figure 2 for room and elevated temperature testing.
The fatigue test loads were established using the staircase method based on the progress in the fatigue tests. This method involves completing a test, then if there is a run-out point, to increase the stress amplitude by one step and progress until the sample fails during the test procedure. Conversely, if there is a failure at a given amplitude, the stress amplitude is reduced by one step to establish the stress level, which causes the sample to not fail during fatigue testing.
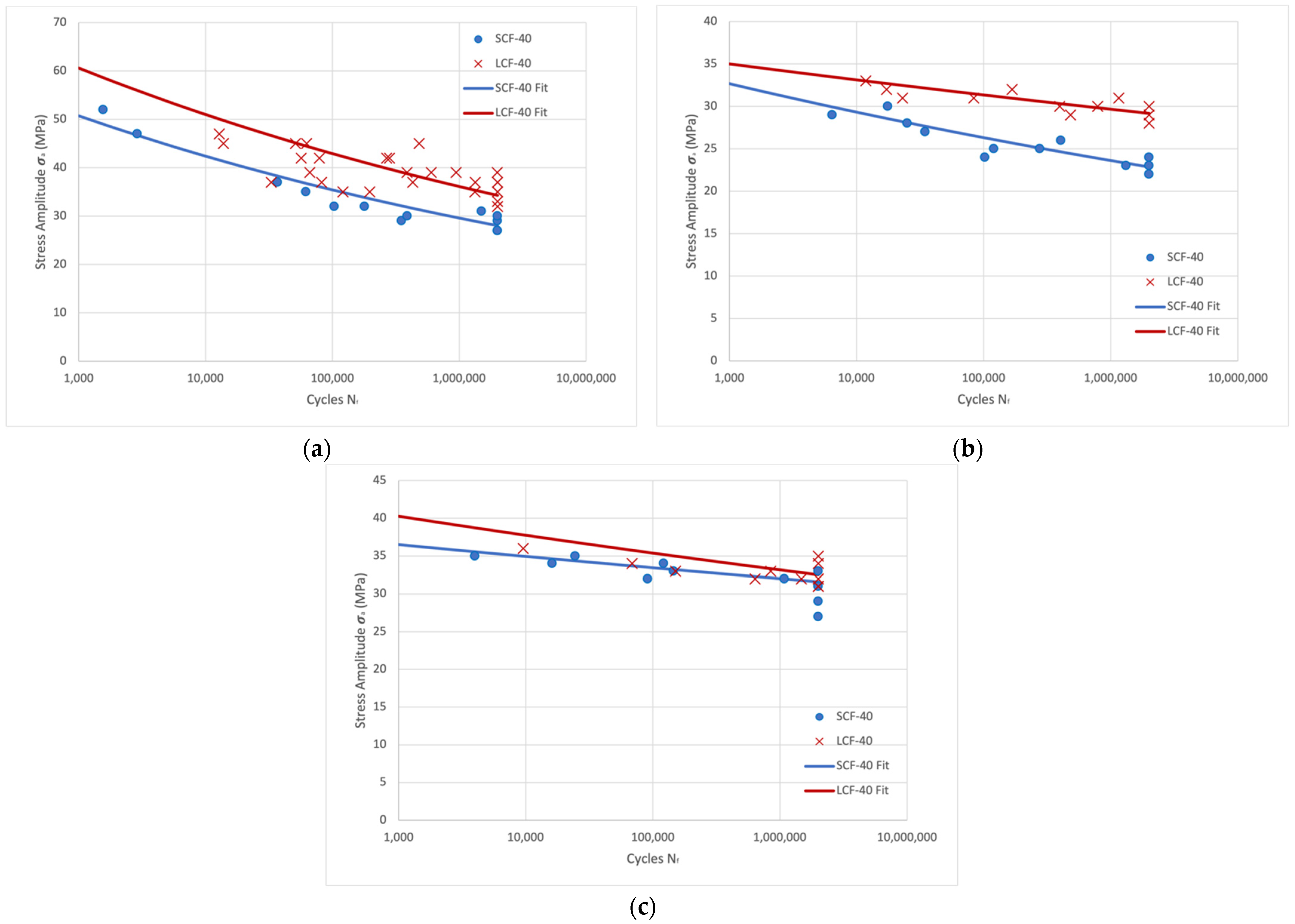
Fully reversed loading was completed at room temperature. At 120 °C, testing under three different stress ratios was completed with R ratios of R = 0.1, R = −1, and R = 10 for tension–tension, tension–compression, and compression–compression, respectively. These test conditions were repeated for both SCF and LCF coupons.
The fatigue test results were fit to a Basquin fatigue equation using the maximum likelihood method for fitting, which accounts for both the failed specimens and run-out points [
34]. The Basquin equation is given as
where
is the stress amplitude,
is the fatigue strength coefficient,
is the number of cycles to failure, and
is the fatigue strength exponent. In log space
represents the y-intercept value and
the slope of the fatigue curve. For the tension–tension and compression–compression fatigue tests, an equivalent stress amplitude was used.
2.3. Fracture Surface Analysis
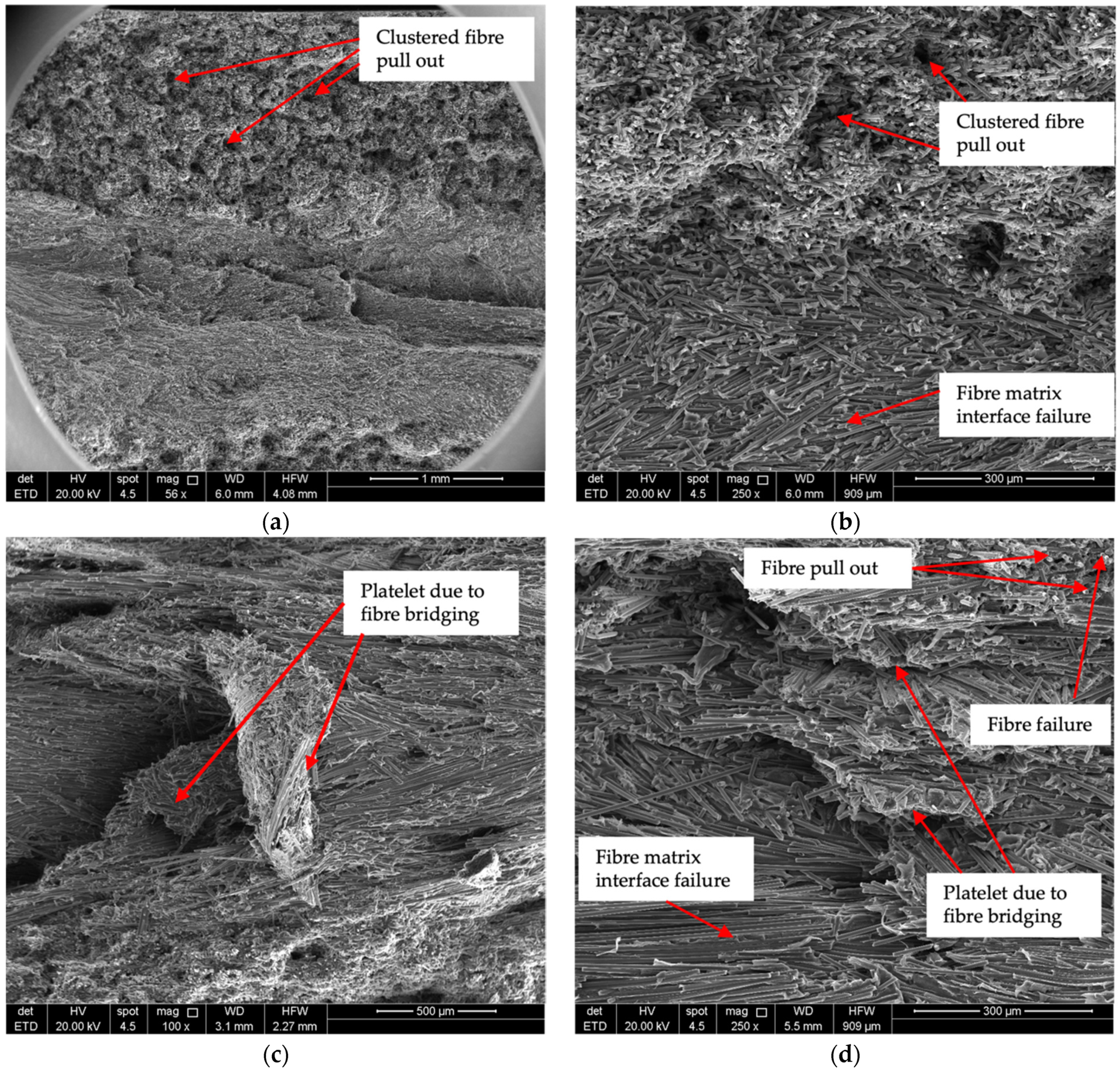
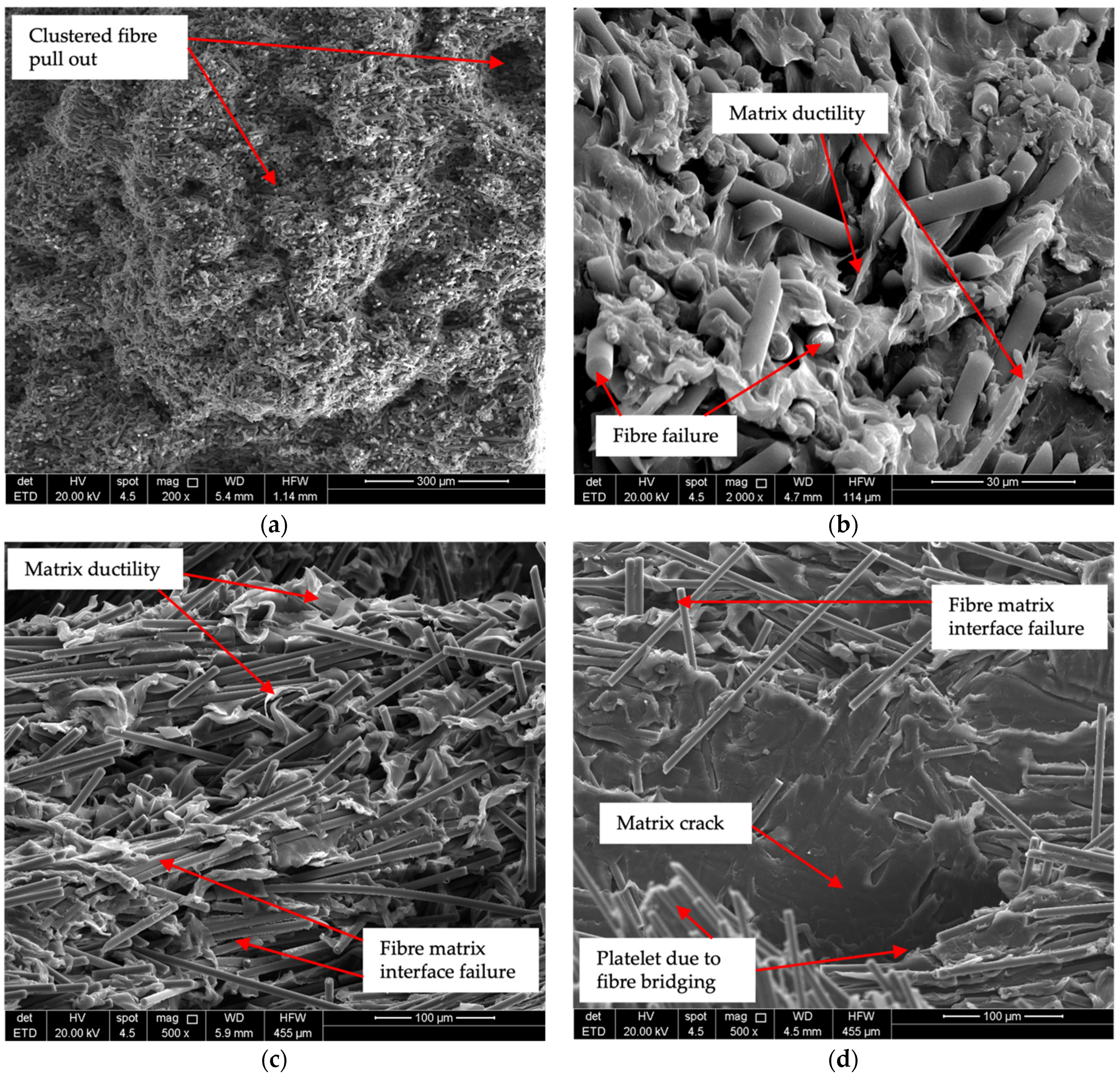
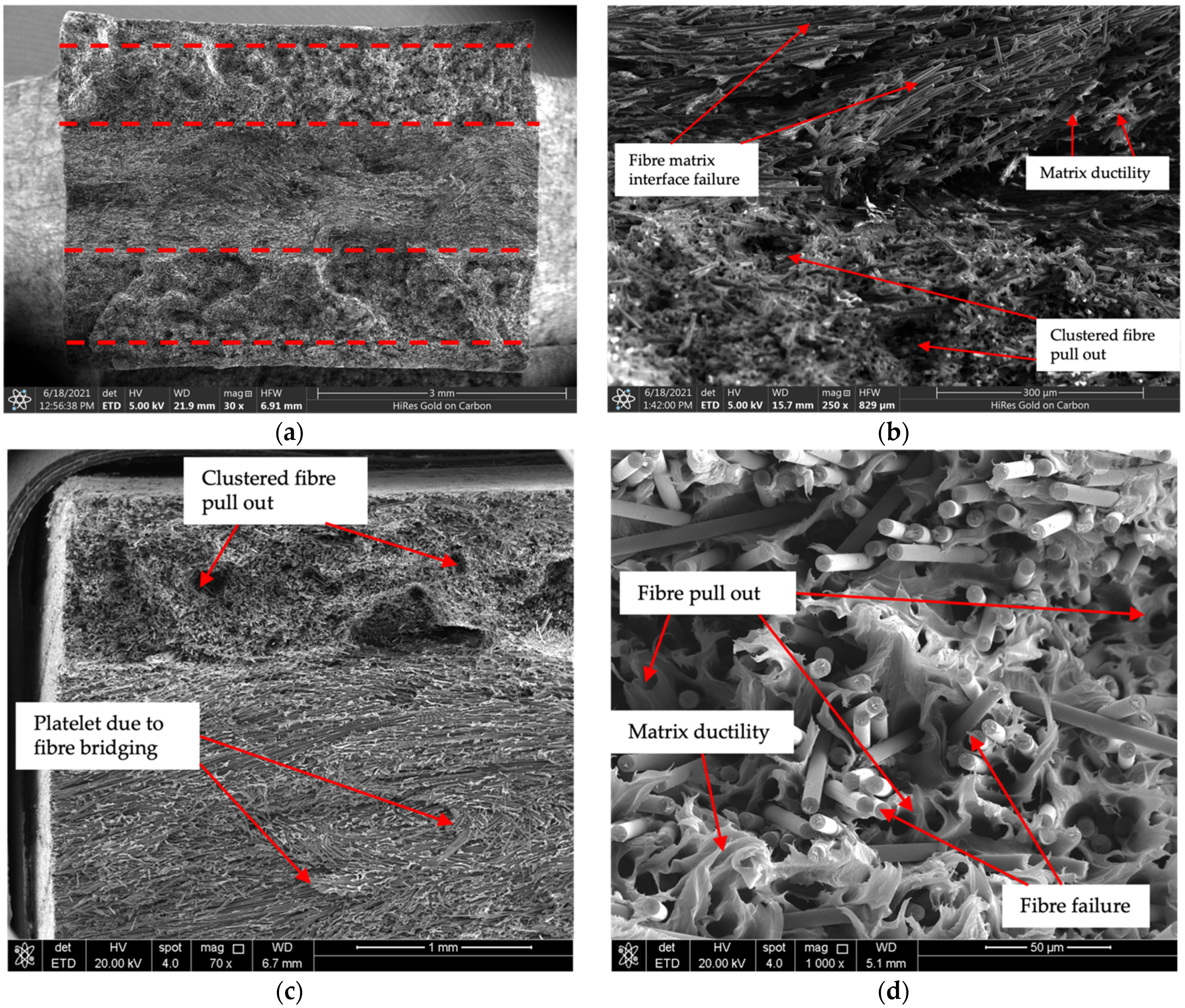
After testing to failure, selected fatigue test specimens were subjected to scanning electron microscopy (SEM) to evaluate the failure modes present under the different fatigue loading conditions. SEM was used to evaluate the fracture surfaces as it does not require mounting or polishing of the samples before viewing, allowing preservation of the fracture details such as fibre breakage, matrix cracking, fibre pull-out, fibre buckling, and interfacial failure. The SEM analysis allows for qualitative analysis of the fracture modes present and to compare the differences between the observed failure for the different load cases.
4. Discussion
Our findings on the monotonic loading properties of injection-moulded material in terms of stiffness are consistent with those of [
9]. However, our findings on strength differ as the average fibre lengths in the FLDs studied by [
9] were much more similar (230–280 μm) than the ones considered in this study (100–580 μm). Our trends match those of Yilazer and Cansever, where the tensile strength is proportional to the average fibre length in the FLD [
10]. The trends observed also match those of Thomason in terms of strength and stiffness dependence on fibre length [
11]. Overall, matching earlier observations confirms that the material is acting as expected with respect to FLD, and that the specimens work well for monotonic characterization.
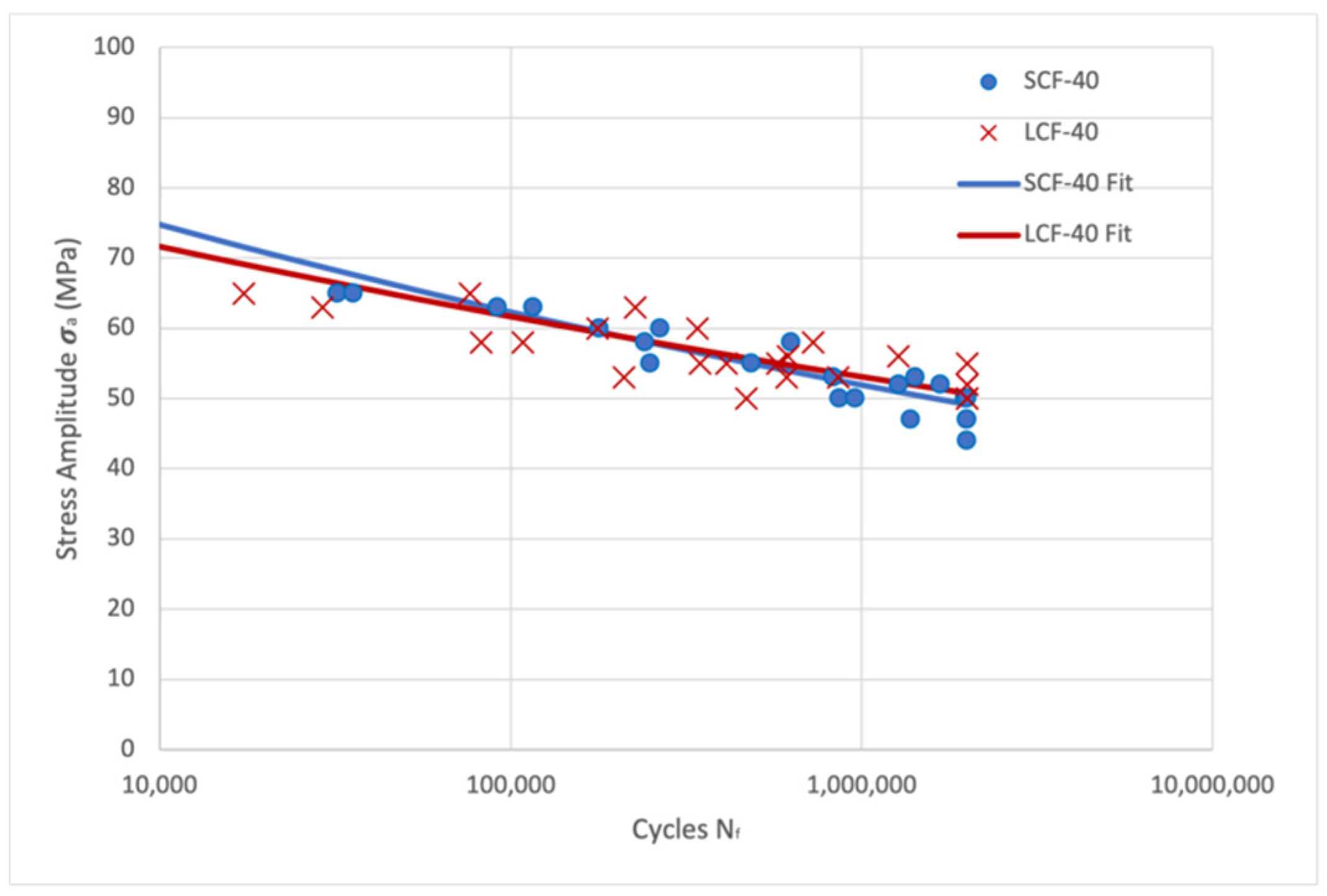
Our fatigue results at room temperature show different trends to Meneghetti et al. with respect to FLD where 10 mm fibres lead to decreased fatigue life under fully reversed loading compared with 1 mm fibres, but the difference may be due to the fibre lengths considered [
13]. The trends in our fatigue data match those of Karger-Kocsis and Friedrich where increased fibre length increases the fatigue life [
12]. However, there experiments showed a larger change, which is likely due to the tension–tension fatigue loading considered [
12]. In our study, only fully reversed loading at room temperature was considered.
Following general observations on material properties and fatigue, it is important to consider the fracture surfaces observed in this study compared with previous research. Bellenger et al. have shown a similar temperature-dependent fracture surface appearance to the ones shown in this study where above the glass transition temperature the final matrix tensile failure has a stretched and curved appearance [
6]. De Monte et al. have shown similar fracture surface appearance during fatigue loading at 130 °C to those shown here where there is matrix plasticity and fibre pull out [
24]. Esmaeillou et al. have shown that there appears to be a sheath of matrix material around the fibres under tension–tension fatigue loading at elevated temperatures [
8]. In our study, these sheaths were not present under tension–tension loading, which may be influenced by the loading frequency used by Esmaeillou [
8] being an order of magnitude higher than the frequency in the current study.
Belmonte et al. have predicted that the likely cause of fatigue failure in injection mouldings is stress concentrations surrounding the fibre [
30]. This has been shown to be the case by Arif et al. who identified the damage initiation mechanism for injection-moulded glass fibre PA66 subjected to tension–tension fatigue as fibre matrix debonding [
28]. This is consistent with our observed fracture surfaces where there appears to be no matrix material bonded with the fibres on fracture planes. The presented fracture surfaces for tension–tension fatigue show expected shell-core orientation differences where the fracture surfaces match the behaviour shown in [
4].
Pitting behaviour of SCF material may be attributed to stress concentrations at fibre ends which are reduced in the LCF material. Karger-Kocsis and Friedrich have shown similar pitting behaviour for their short fibre length tension–tension fatigue [
12]. Horst and Spoormaker [
25] have suggested that multiple voids will form at different locations, leading to localized cracking and a rough fracture surface, which is the phenomenon observed here. Longer fibres likely lead to more fibre bridging which increases the fatigue life as observed in this study. Similar distribution of damage has been evaluated in Klimkeit et al. for tension–tension fatigue loading [
27]. The fibre-length-dependent fracture surfaces presented by Meneghetti et al. do not exhibit the pitting failure, which is likely due to a combination of the longer fibres used in their study along with lower fibre volume content [
13].
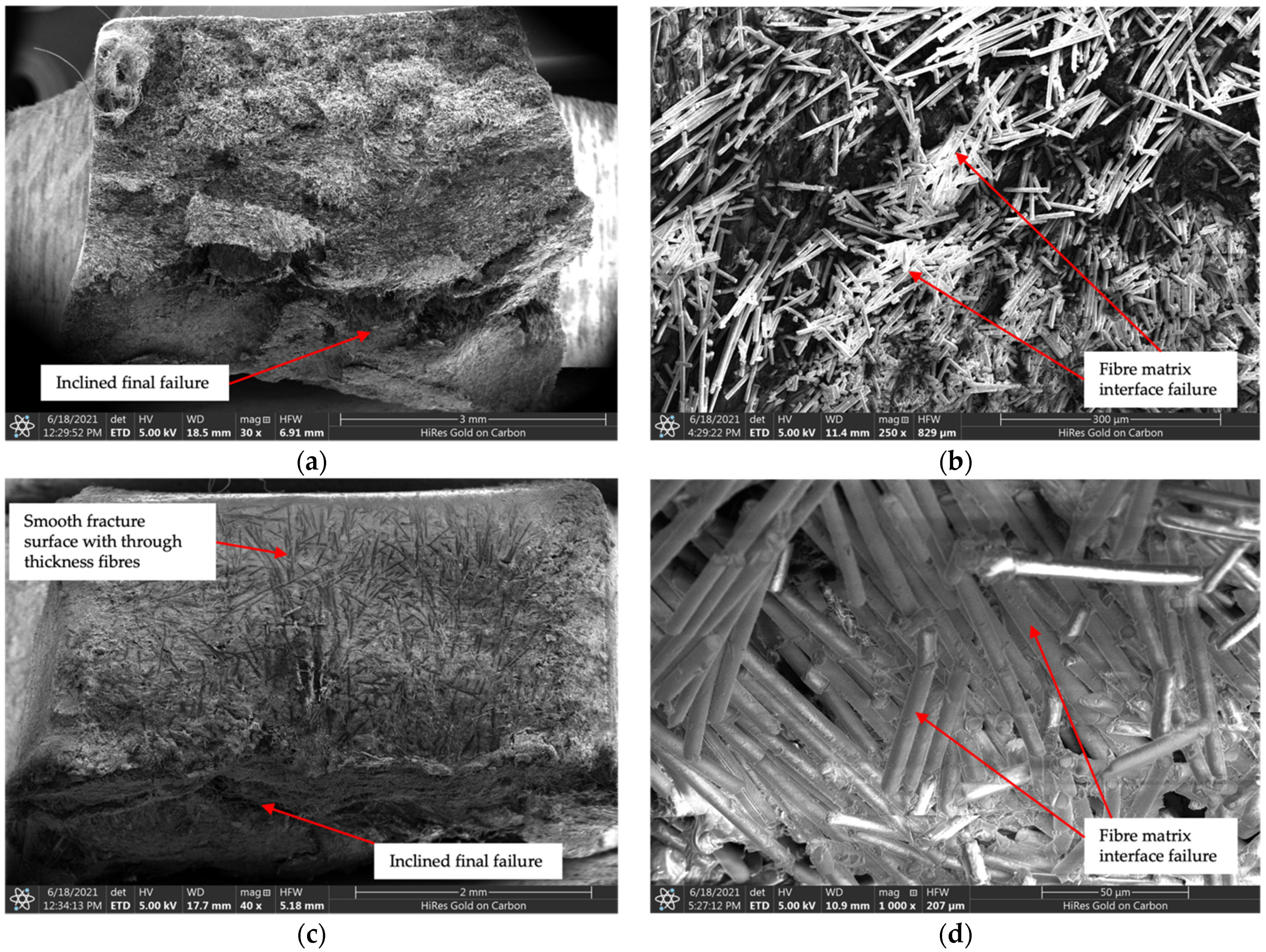
For the compression–compression fatigue, the failure mechanism is matrix-dominated. This results in very little difference in the fatigue life between the SCF and LCF material, as seen in
Figure 5c. The low slope of the S-N curve shows that the fatigue failure is dominated by a maximum stress level, below which the samples reach the run-out point. The similar behaviour of the two FLD in compression–compression compared with the other load cases further support this theory.
5. Conclusions
The results from 136 fatigue tests conducted on injection-moulded carbon-fibre-reinforced PA66 with two distinct FLD are presented. The SCF material has an average fibre length of 100 microns, and the LCF material has an average fibre length of 580 microns. When subjected to quasi-static tensile testing, there is a 22.4% reduction in the tensile stress from the LCF material to the SCF material. When subjected to compressive loading at 120 °C, the LCF material is 6.7% stronger than the SCF material. The FLD has minimal effect on the elastic modulus as reported in previous studies on the subject.
At room temperature, there is little separating the fatigue performance of the SCF and LCF material. However, at 120 °C there is a significant difference in the fatigue life between the two materials under tension–tension and fully reversed fatigue loading. Under fully reversed loading, the fatigue life of the SCF material is 10 times shorter than the LCF material. Under tension–tension fatigue the SCF material results in failure below 100,000 cycles for stress amplitudes which are run-out points in the LCF material. For compression–compression fatigue loading, the failure is matrix dominated and should be treated as a maximum compressive stress failure criterion.
The fatigue failures are dominated by fibre matrix decohesion leading to reduced strength, propagation of cracks and final failure. The tensile-loaded SCF material fracture surfaces exhibit pitting in regions where the fibres are aligned with the loading direction, indicative of cracks propagating across bundles of fibres. These failures are attributed to stress concentrations at fibre ends which are suppressed in the LCF material due to increased fibre length. The LCF material under fully reversed loading results in fragments or chips of material, which remain intact across the fracture surface indicating how the longer fibres contribute to increased fatigue life for a given loading. Under compression–compression fatigue it appears that failure still initiates along the fibre matrix interface; however, the fracture surface is very smooth indicating that the fibres likely fail due to out of plane bending along the crack surface and final failure due to buckling.














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}