
Effect of Fiber Orientation on the Tribological Performance of Abaca-Reinforced Epoxy Composite under Dry Contact Conditions

 ,
,  , and
, and 
Abstract
:1. Introduction
2. Materials and Methods
2.1. Material Preparation
2.2. Sample Preparation
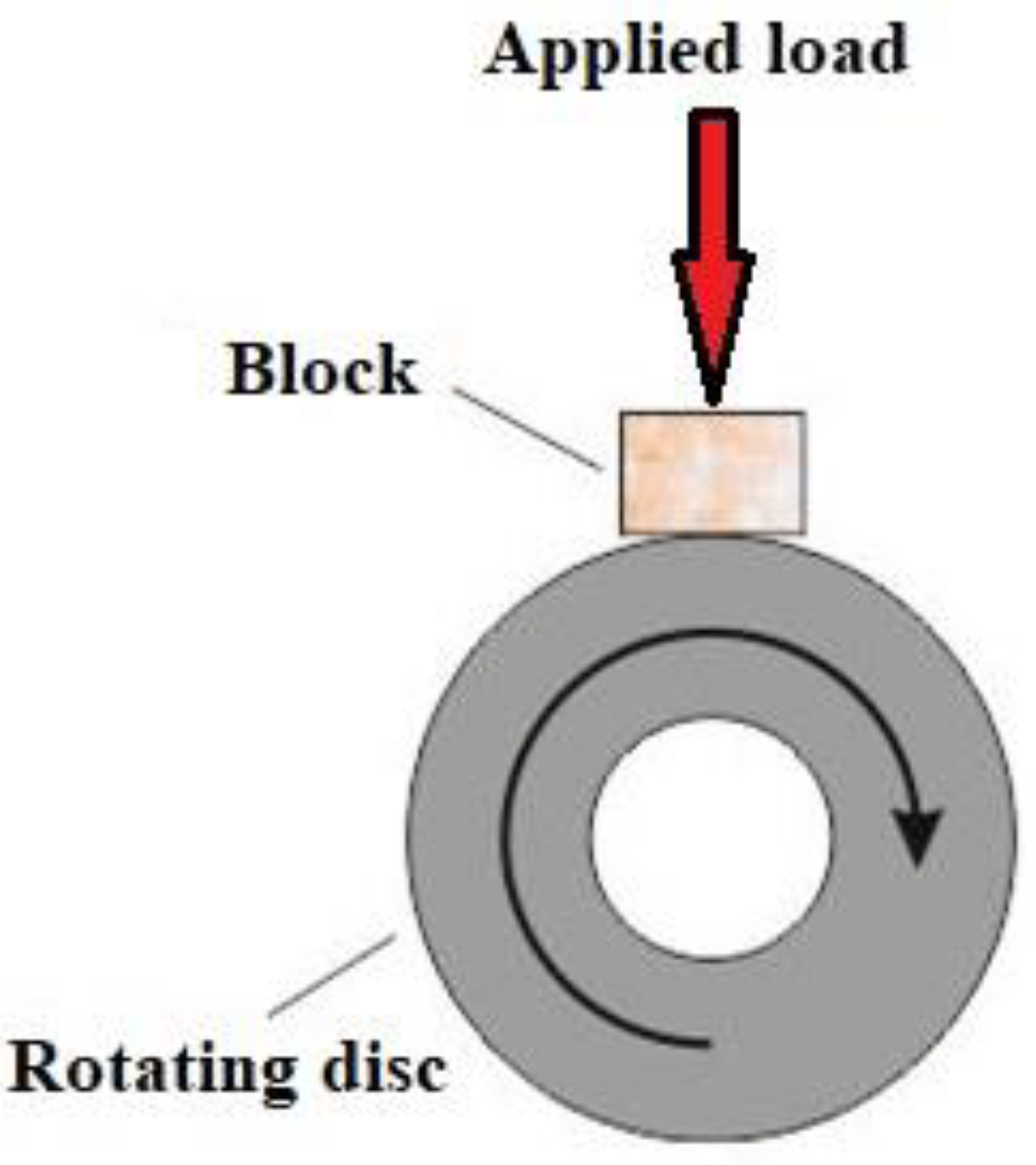
2.3. Experimental Procedures
3. Results and Discussion
3.1. Determination of Roughness Characteristics of Contact Surfaces
3.2. Tribological Experiments
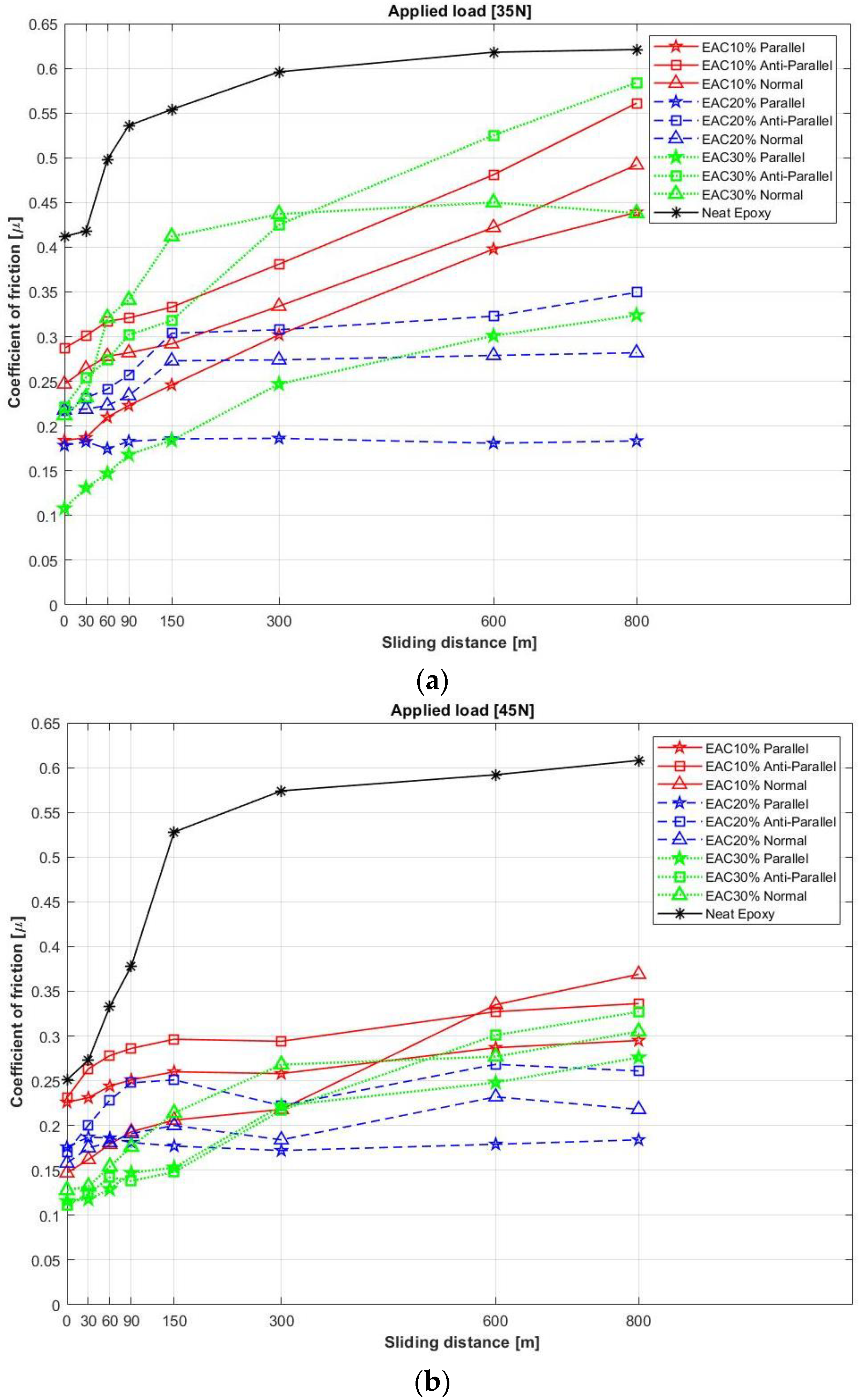
3.2.1. Friction
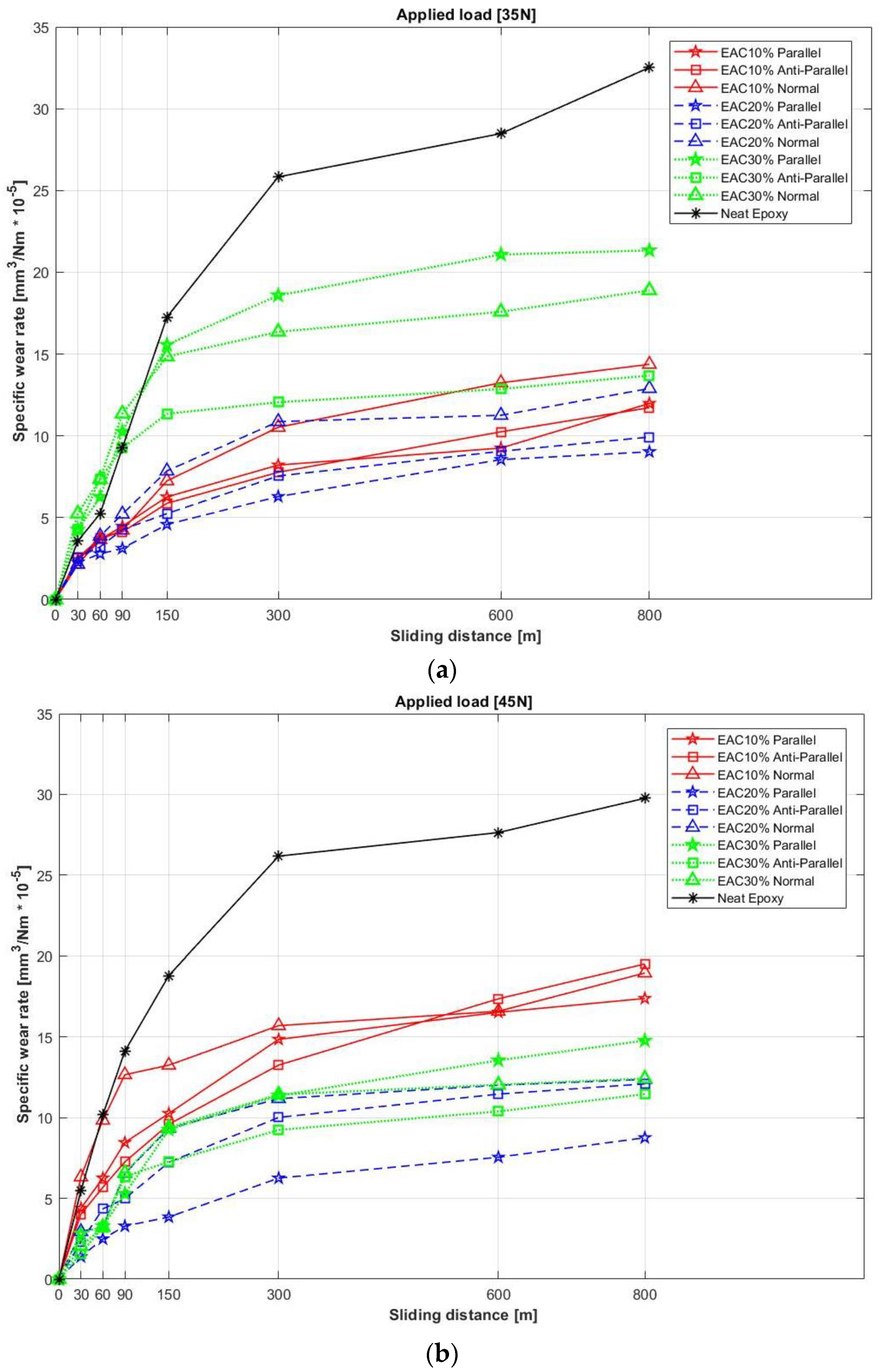
3.2.2. Wear
4. Conclusions
- All samples had a trend of decreasing coefficient of friction with increasing applied load due to the influence of a third body in the contact zone. It is concluded that when increasing the sliding distance, the samples with anti-parallel-oriented fibers respecting the sliding direction had the highest coefficient of friction compared to other tested reinforced materials;
- Wear volume values had a trend of progressive growth with increasing values of normal load, in all types of tested materials;
- The lowest value of the wear rate was shown for epoxy resin reinforced with 20 vol% abaca, whereas samples with parallel-oriented fibers showed better wear resistance compared to other types of materials. The lowest wear resistance was shown by the samples made of neat epoxy;
- Experimental studies have shown that epoxy reinforced with a 20% volume fraction of abaca fibers has the best wear resistance and coefficient of friction.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Dawoud, M.M.; Saleh, H.M. Introductory Chapter: Background on Composite Materials. In Characterizations of Some Composite Materials; Chapter 1; Saleh, H., Ed.; Intech d.o.o: Rijeka, Croatia, 2018. [Google Scholar]
- Marathe, U.; Bijwe, J. High performance polymer composites—Influence of processing technique on the fiber length and performance properties. Wear 2020, 203189, 446–447. [Google Scholar] [CrossRef]
- Faruk, O.; Bledzki, A.K.; Fink, H.-P.; Sain, M. Biocomposites reinforced with natural fibers: 2000–2010. Prog. Polym. Sci. 2012, 37, 1552–1596. [Google Scholar] [CrossRef]
- Sinha, A.K.; Narang, H.K.; Bhattacharya, S. Tensile Strength of Abaca Epoxy Laminated Composites. Mater. Today Proc. 2018, 5, 27861–27864. [Google Scholar] [CrossRef]
- Vinod, B.; Anandajothi, M. Mechanical and Tribological Properties of Abaca-Roselle/Cardanol Formaldehyde Hybrid Composites. Mater. Res. Express 2020, 6, 125363. [Google Scholar] [CrossRef]
- Narendiranath, B.T.; Himanth, K.T.; Sahith, K.; Kamal, B. Study on mechanical and tribological behaviour of sisal, abaca and sun-hemp hybrid reinforced epoxy composites. Int. J. Mech. Eng. Technol. 2018, 9, 865–875. [Google Scholar]
- Kurien, R.A.; Selvaraj, D.P.; Sekar, M.; Rajasekar, R.; Koshy, C.P. Experimental Investigation on Tribological Characteristics of NaOH Treated Chopped Abaca Fiber Reinforced Epoxy Composites. Mater. Sci. Forum 2019, 1019, 25–31. [Google Scholar] [CrossRef]
- Liu, Y.; Ma, Y.; Yu, J.; Zhuang, J.; Wu, S.; Tong, J. Development and characterization of alkali treated abaca fiber reinforced friction composites. Compos. Interfaces 2019, 26, 67–82. [Google Scholar] [CrossRef]
- Punyamurthy, R.; Sampathkumar, D.; Ranganagowda, R.P.; Bennehalli, B.; Badyankal, P.; Venkateshappa, S.C. Surface modification of abaca fiber by benzene diazonium chloride treatment and its influence on tensile properties of abaca fiber reinforced polypropylene composites. Ciência Tecnol. Dos Mater. 2014, 26, 142–149. [Google Scholar] [CrossRef]
- Barba, B.J.D.; Madrid, J.F.; Penaloza, D.P., Jr. A Review of Abaca Fiber-Reinforced Polymer Composites: Different Modes of Preparation and Their Applications. J. Chil. Chem. Soc. 2020, 65, 4919–4924. [Google Scholar] [CrossRef]
- Tumolva, T.; Kubouchi, M.; Aoki, S.; Sakai, T. Effect of Fiber Loading on the Mechanical Strength of NFR Hybrid Composites. ASEAN J. Chem. Eng. 2010, 10, 22–27. [Google Scholar]
- Valášek, P.; Müller, M.; Šleger, V.; Kolář, V.; Hromasová, M.; D’Amato, R.; Ruggiero, A. Influence of Alkali Treatment on the Microstructure and Mechanical Properties of Coir and Abaca Fibers. Materials 2021, 14, 2636. [Google Scholar] [CrossRef]
- Cai, M.; Takagi, H.; Nakagaito, N.A.; Li, Y.; Waterhouse, I.N.G. Effect of alkali treatment on interfacial bonding in abaca fiber-reinforced composites. Compos. Part A Appl. Sci. Manuf. 2016, 90, 589–597. [Google Scholar] [CrossRef]
- Venkatesan, K.; Bhaskar, G.B. Evaluation and Comparison of Mechanical Properties of Natural Fiber Abaca-sisal Composite. Fibers Polym. 2020, 21, 1523–1534. [Google Scholar] [CrossRef]
- Bello, S.A.; Agunsoye, J.O.; Hassan, S.B.; Zebase Kana, M.G.; Raheem, I.A. Epoxy Resin Based Composites, Mechanical and Tribological Properties: A Review. Tribol. Ind. 2015, 37, 500–524. [Google Scholar]
- Jagtap, S.B.; Srinivasa Rao, V.; Ratna, D. Preparation of flexible epoxy/claynanocomposites: Effect of preparationmethod, clay modifier and matrix ductility. J. Reinf. Plast. Compos. 2013, 32, 183–196. [Google Scholar] [CrossRef]
- Milosevic, M.; Valášek, P.; Ruggiero, A. Tribology of Natural Fibers Composite Materials: An Overview. Lubricants 2020, 8, 42. [Google Scholar] [CrossRef] [Green Version]
- Alshammari, F.Z.; Saleh, K.H.; Yousif, B.F.; Alajmi, A.; Shalwan, A.; Alotaibi, J.G. The influence of fibre orientation on tribological performance of jute fibre reinforced epoxy composites considering different mat orientations. Tribol. Ind. 2018, 40, 335–348. [Google Scholar] [CrossRef] [Green Version]
- Valášek, P.; Ruggiero, A.; Müller, M. Experimental description of strength and tribological characteristic of EFB oil palm fibres/epoxy composites with technologically undemanding preparation. Compos. Part B Eng. 2017, 122, 79–88. [Google Scholar] [CrossRef]
- Gupta, M.K.; Srivastava, R.K. Tribological and dynamic mechanical analysis of epoxy based hybrid sisal/jute composite. Indian J. Eng. Mater. Sci. 2016, 23, 37–44. [Google Scholar]
- Chaudhary, V.; Bajpai, P.K.; Maheshwari, S. An Investigation on Wear and Dynamic Mechanical behavior of Jute/Hemp/Flax Reinforced Composites and Its Hybrids for Tribological Applications. Fibers Polym. 2018, 19, 403–415. [Google Scholar] [CrossRef]
- Rao, C.H.C.; Madhusudan, S.; Raghavendra, G.; Rao, E.V. Investigation in to Wear behavior of coir Fiber Reinforced Epoxy Composites with the Taguchi Method. Int. J. Eng. Res. Appl. 2012, 2, 371–374. [Google Scholar]
- Valášek, P.; D’Amato, R.; Müller, M.; Ruggiero, A. Mechanical properties and abrasive wear of white/brown coir epoxy composites. Compos. Part B Eng. 2018, 146, 88–97. [Google Scholar] [CrossRef]
- Yousif, B.F.; Chin, C.W. Epoxy Composite Based On Kenaf Fibers for Tribological Applications under Wet Contact Conditions. Surf. Rev. Lett. 2012, 19, 1250050. [Google Scholar] [CrossRef]
- Yogeshwaran, S.; Natrayan, L.; Udhayakumar, G.; Godwin, G.; Yuvaraj, L. Effect of waste tyre particles reinforcement on mechanical properties of jute and abaca fiber- epoxy hybrid composites with pre-treatment. Mater. Today Proc. 2021, 37, 1377–1380. [Google Scholar] [CrossRef]
- Kurien, R.A.; Selvaraj, D.P.; Koshy, C.P. Worn Surface Morphological Characterization of NaOH-Treated Chopped Abaca Fiber Reinforced Epoxy Composites. J. Bio- Tribo-Corros. 2021, 7, 31. [Google Scholar] [CrossRef]
- Tang, F.; Wu, X.; Ge, S.; Ye, J.; Zhu, H.; Hagiwara, M.; Schoenung, J. Dry sliding friction and wear properties of B4C particulate-reinforced Al-5083 matrix composites. Wear 2008, 264, 555–561. [Google Scholar] [CrossRef]
- Helmy, O.M.; El-Hofy, M.H.; El-Hofy, H. Effect of cutting fluid delivery method on ultrasonic assisted edge trimming of multidirectional CFRP composites at different machining conditions. Procedia CIRP 2018, 68, 450–455. [Google Scholar] [CrossRef]
- Babic, M.; Stojanovic, B.; Dzunic, D.; Pantic, M. Micro/nanoscale structural, mechanical and tribological characterization of ZA-27/SiC nanocomposites. J. Compos. Mater. 2020, 54, 2113–2129. [Google Scholar] [CrossRef]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample Code | Epoxy (vol%) | Abaca Fiber (vol%) |
|---|---|---|
| EAC10% | 90 | 10 |
| EAC20% | 80 | 20 |
| EAC30% | 70 | 30 |
| NE | 100 | 0 |
| NE | EAC10% | EAC20% | EAC30% | |||||||
|---|---|---|---|---|---|---|---|---|---|---|
| ±SD | P-O ± SD | AP-O ± SD | N-O ± SD | P-O ± SD | AP-O ± SD | N-O ± SD | P-O ± SD | AP-O ± SD | N-O ± SD | |
| Ra | 0.16 ± 0.003 | 0.32 ± 0.002 | 0.18 ± 0.001 | 0.15 ± 0.008 | 0.12 ± 0.007 | 0.27 ± 0.005 | 0.24 ± 0.01 | 0.21 ± 0.002 | 0.42 ± 0.004 | 0.25 ± 0.008 |
| Rt | 0.96 ± 0.001 | 2.34 ± 0.002 | 1.23 ± 0.001 | 0.98 ± 0.003 | 1.33 ± 0.002 | 2.31 ± 0.001 | 1.87 ± 0.004 | 1.41 ± 0.005 | 2.34 ± 0.001 | 1.49 ± 0.004 |
| Rp | 0.45 ± 0.003 | 1.01 ± 0.001 | 0.52 ± 0.006 | 0.46 ± 0.002 | 0.46 ± 0.004 | 0.78 ± 0.004 | 0.73 ± 0.001 | 0.72 ± 0.007 | 0.76 ± 0.002 | 0.74 ± 0.003 |
| Rv | 0.51 ± 0.002 | 1.33 ± 0.002 | 0.7 ± 0.005 | 0.51 ± 0.002 | 0.87 ± 0.003 | 1.53 ± 0.001 | 1.14 ± 0.006 | 0.69 ± 0.005 | 1.58 ± 0.009 | 0.75 ± 0.007 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Milosevic, M.; Dzunic, D.; Valasek, P.; Mitrovic, S.; Ruggiero, A. Effect of Fiber Orientation on the Tribological Performance of Abaca-Reinforced Epoxy Composite under Dry Contact Conditions. J. Compos. Sci. 2022, 6, 204. https://0-doi-org.brum.beds.ac.uk/10.3390/jcs6070204
Milosevic M, Dzunic D, Valasek P, Mitrovic S, Ruggiero A. Effect of Fiber Orientation on the Tribological Performance of Abaca-Reinforced Epoxy Composite under Dry Contact Conditions. Journal of Composites Science. 2022; 6(7):204. https://0-doi-org.brum.beds.ac.uk/10.3390/jcs6070204
Chicago/Turabian StyleMilosevic, Marko, Dragan Dzunic, Petr Valasek, Slobodan Mitrovic, and Alessandro Ruggiero. 2022. "Effect of Fiber Orientation on the Tribological Performance of Abaca-Reinforced Epoxy Composite under Dry Contact Conditions" Journal of Composites Science 6, no. 7: 204. https://0-doi-org.brum.beds.ac.uk/10.3390/jcs6070204