
Carbon Sequestration via Bituminous Composites Containing Recycled High-Density Polyethylene

1
Department of Transportation, University of Isfahan, Isfahan 81746-73441, Iran
2
School of Sustainable Engineering and the Built Environmentt, Arizona State University, 660 S. College Avenue, Tempe, AZ 85287-3005, USA
*
Author to whom correspondence should be addressed.
J. Compos. Sci. 2024, 8(3), 100; https://0-doi-org.brum.beds.ac.uk/10.3390/jcs8030100
Submission received: 11 January 2024
/
Revised: 19 February 2024
/
Accepted: 26 February 2024
/
Published: 11 March 2024
(This article belongs to the Special Issue Recycled Polymer Composites: Futuristic Sustainable Material)
Abstract
:This paper presents an innovative bituminous composite containing recycled high-density polyethylene (HDPE) as a means of carbon sequestration. To prepare the composite, rejuvenators and recycled HDPE were introduced to reclaimed asphalt pavement (RAP), separately and in combination. To evaluate efficacy of rejuvenators, this study used the following three rejuvenators: waste engine oil (WEO), oleic acid (OA), and vacuum bottom (VB). The performance of the bituminous composite containing HDPE and rejuvenators was evaluated using the indirect tensile fatigue test, the rutting resistance test, the resilient modulus test, and the semi-circular bending test. Results showed that applying a combination of rejuvenators and recycled HDPE improved the resistance to fatigue, rutting, and cracking. Particularly, in terms of improving resistance to cracking, OA proved to be the most effective rejuvenator, followed by WEO and VB. In all bituminous composites studied here, the hybrid application of HDPE and rejuvenator proved to be more effective than the rejuvenator or HDPE alone.
1. Introduction
The circular economy (CE) has gained undeniable importance in various fields. The circular economy challenges the traditional approach and is considered a suitable alternative to the obsolete linear economy (make, use, dispose). The circular economy aims to maximize economic value while reducing waste and environmental pollution [1]. Nonetheless, the construction industry, specifically road engineering, is still in the initial stages of embracing this concept [1,2]. There have been alarming reports of the increase in greenhouse gases caused by the construction industry and the consequences thereof on the ecosystem [1]. Reports indicate that 36% of energy consumption and 37% of CO2 emissions are related to the construction industry [1]; 28% of energy consumption and 22% of CO2 emissions are related to road engineering [3]. These statistics have led the global community toward circular and low-carbon construction [1,4]. Implementing a circular economy in the road engineering industry can help reduce waste and carbon footprints while avoiding increased costs, delays, and other financial market consequences such as material instability [5].
Today, the length of the asphalt road network in the United States and the European Union has reached more than 8.5 million kilometers [6]. Considering that one kilometer of road with a width of 10 m and a thickness of 150 mm requires 3750 tons of hot-mix asphalt (HMA), millions of tons of recycled asphalt pavement (RAP) are produced annually during road maintenance [7]. The amount of RAP stored in the world’s developed countries amounts to one billion tons, of which only 47% has been used in the construction of new pavements [8,9,10]. However, using RAP in asphalt mixtures can significantly reduce carbon footprints and increase economic efficiency [4]. The use of one ton of asphalt containing 93% RAP has been reported to reduce 64% of the carbon [11] and up to 97% of other pollutants such as CH4, NOx, CO, and SO2 [9,11,12]. Moreover, using 20–50% RAP reduces costs by 15–40% [13,14]. Despite the advantages of RAP over decarbonization, the utilization of these materials in asphalt mixtures also presents disadvantages. Aged bitumen in RAP is stiffer than virgin bitumen, and mixtures containing RAP are more rigid and brittle [15]. Studies have shown that using mixtures containing over 20% RAP weakens the asphalt mixture’s resistance to cracking and fatigue [15,16,17,18]. Therefore, in many countries, the use of RAP is limited to low percentages. To improve the performance of asphalt mixtures containing RAP, rejuvenators and softer bitumen are used; in recent years, to develop a circular economy, waste oils have been considered as rejuvenators [15].
Reports indicate that more than 208 million tons of waste cooking oil (WCO) and 400 million tons of waste engine oil (WEO) are produced annually, of which only 40% are recycled [9,19,20,21,22]. Improper disposal of these materials causes environmental pollution; one liter of WEO can contaminate one million liters of fresh water [19,23]. Moreover, the discharge of WCO in water has caused the algal bloom phenomenon: excessive growth of phytoplankton, microorganisms, and algae [24]. Since both these types of waste oil have low viscosity, high aromatic content, and molecular structures similar to asphalt binder, the use of these materials in asphalt mixtures containing RAP not only improves the asphalt’s performance but also contributes to the development of a circular economy [9,23,25,26]. Table 1 lists several studies investigating the addition of various rejuvenators to RAP. Despite the mentioned advantages, waste oils are not used in some areas because the oily structure of these materials reduces the rutting resistance of mixtures containing RAP [15]. Therefore, virgin asphalt and modified polymer bitumen in combination with rejuvenated RAP are suggested. The rutting performance of asphalt mixtures has been improved using polymers such as polyethylene (PE) [27,28], polyethylene terephthalate (PET) [29,30], and polypropylene (PP) [31]. Despite the proper performance of polymers in asphalt mixtures, producing these materials has become a serious environmental concern. Statistics show that plastic production has increased from 15 million tons to 311 million tons in the last 50 years; a significant share of this amount is high-density polyethylene (HDPE), with an annual production of 58 million tons [32,33]. It is expected that if this trend continues, the emission of greenhouse gases caused by plastic waste will increase by more than 282% by 2050 [34]. Reports indicate that only 18% of the world’s plastic waste was recycled in 2015, and 4.8 to 12.7 million tons of plastic waste enter the oceans annually [32,35]. In light of the existing pollution, reusing waste plastic in asphalt mixtures could help develop a circular economy and reduce carbon footprints.
Today, the advancement of the circular economy within various sectors of civil engineering, particularly in road construction, has garnered significant attention. The utilization of reclaimed asphalt pavement (RAP) in new constructions has emerged as a focal point, not only for its cost-saving benefits but also for its contribution to reducing carbon emissions. Moreover, the incorporation of diverse additives such as rejuvenators and recycled polymers, alongside the mitigation of environmental pollutants in RAP, underscores the significance of this endeavor. This multifaceted approach not only diminishes environmental pollutants and carbon emissions but also enhances the performance of asphalt mixtures containing RAP.
However, due to the disparate chemical compositions of rejuvenators and the aged bitumen present in RAP, the selection and dosage of rejuvenators compatible with recycled polymers are paramount. It is imperative to comprehensively evaluate the performance of RAP containing such additives. Hence, this research endeavors to address this challenge by utilizing three distinct types of rejuvenators that vary in chemical composition: waste engine oil (paraffin oil-based), oleic acid (derived from waste cooking oil) from the fatty acid category, and VB from the basic bitumen category. These rejuvenators were employed at four different percentages. Additionally, recycled high-density polyethylene (HDPE) was utilized at four different percentages, both separately and concurrently with the rejuvenators.
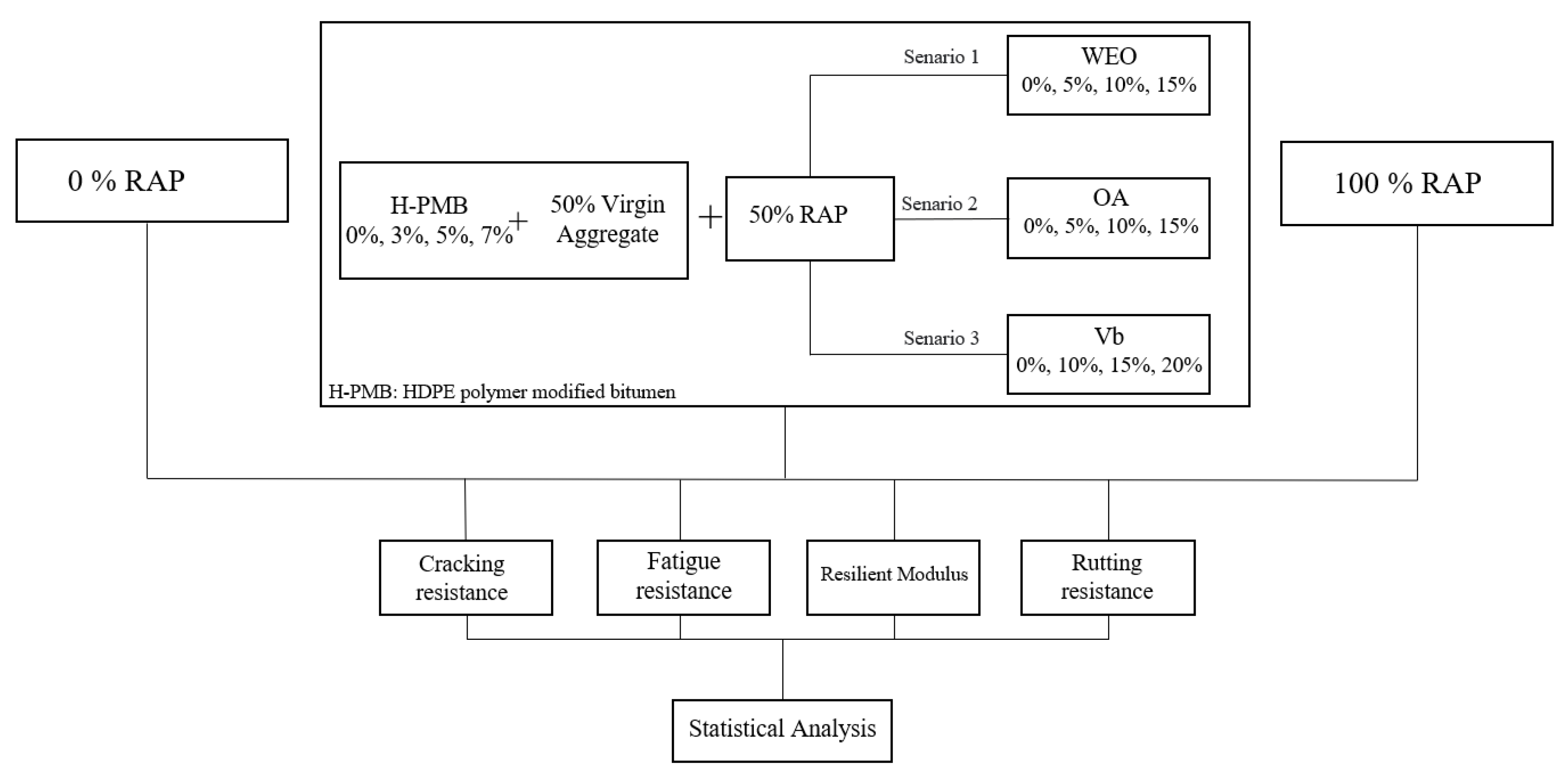
Subsequently, the performance of the modified RAP mixtures was evaluated across a spectrum of temperatures, encompassing low, medium, and high ranges. Assessments encompassed crack resistance at −12 °C, fatigue resistance and resilient modulus at 25 °C, and rutting resistance at 50 °C. The obtained results were meticulously analyzed. The process of conducting experiments is presented in Figure 1.
In essence, the novelty of our research lies in its holistic approach to evaluating the performance of recycled asphalt mixtures, considering the combined effects of different rejuvenators and recycled polyethylene across a range of temperatures. This approach allows for a thorough understanding of how these materials interact and perform under varying environmental conditions, thereby contributing to the advancement of knowledge in the field of sustainable pavement materials and carbon sequestration.
2. Materials and Methods
2.1. Aggregate
The virgin aggregates used in this study were limestone aggregates; their properties are presented in Table 2. RAP material was obtained from one of the highways of Isfahan City in Iran. Figure 2 shows the gradation of virgin aggregate and RAP. Ultimately, the angularity of RAP was calculated on both sides; its value was determined to be 92%, in accordance with the ASTM-D5821 standard [44].
2.2. Virgin Bitumen and Bitumen from RAP
Bitumen in RAP materials was separated from RAP aggregates using gasoline solvent according to the ASTM D2172 method. The bitumen content of RAP material was 5.3 percent by weight of the mixture [48]. The binder used in the RAP materials was a type with a penetration degree of 60/70, so the same type of binder was used to make new mixtures [49]. The essential characteristics of virgin bitumen are presented in Table 3.
2.3. Recycled HDPE
In this study, recycled HDPE was used to prepare polymer bitumen. Recycled HDPE in the form of granules was obtained from Aria Pishgam Polymer Company. Recycled HDPE was added to virgin bitumen at four percentages (0%, 3%, 5%, and 7%) of the weight of aged bitumen in RAP. Table 4 shows the properties of recycled HDPE.
2.4. Rejuvenators
Three rejuvenators (waste engine oil, oleic acid, and vacuum bottom) were used at dosages ranging from 5% to 20% based on the weight of the RAP binder. The first rejuvenator was waste engine oil, which is in the category of paraffin oils. To prepare this rejuvenator, waste engine oil was collected from three car repair centers, and the collected samples were combined. Before use, the waste engine oil was passed through a 1 mm filter to remove impurities [44]. Waste engine oil was used at 4 percentages (0%, 5%, 10%, and 15%) of the weight of aged bitumen in RAP. This oil had a flash point of 221 °C, a density of 0.88 gr/cm3, and a viscosity of 102 cP at 40 °C.
The second rejuvenator used in this research was oleic acid. Chemically, oleic acid is a fatty acid [57]. The composition of waste cooking oil (WCO) contains over 43% oleic acid [58]. Oleic acid is known as an anti-aging oil in asphalt binder [59]. This oil is colorless and odorless. The oleic acid used in this research was obtained from the Kimyagaran company. Oleic acid, like WEO, was used at 4 different percentages (0, 5, 10, and 15%). Table 5 shows the characteristics of the oleic acid.
The third rejuvenator used in this research was vacuum bottom (VB). VB has been used as a rejuvenator of aged bitumen because of its low cost, availability, and having properties similar to bitumen. VB was used at four percentages (0%, 10%, 15%, and 20%) of the weight of aged bitumen in RAP. Table 6 shows the physical characteristics of the vacuum bottom [18].
2.5. Sample Preparation
Virgin bitumen was mixed with different percentages of recycled HDPE using a high-shear mixer. The mixing process was executed with an angular speed of 3000 rpm for 30 min at a temperature of 160 °C [61]. To prepare samples, virgin aggregates were kept at 175 °C for 16 h, and virgin bitumen and RAP materials were both kept for 2 h at 165 °C. After that, the rejuvenator was added directly to the RAP material and mixed for 30 s. Then, the rejuvenated RAP material was combined with the virgin material [62].
The Marshall mix design method was used to determine the optimal binder content according to the ASTM D-1559 standard [63]. All the samples were compacted to reach the desired air voids. Air voids were checked for all samples because this parameter affects the laboratory results (7 ± 1% for the wheel track test and 4 ± 0.5% for the resilient modulus, ITFT, and SCB tests) [39,64]. Table 7 lists the 24 types of asphalt mixtures that were evaluated in this study.
3. Testing Program
3.1. Resilient Modulus Test
The resilient modulus is considered an essential characteristic of asphalt mixtures that is used as an input for the design of pavement structures [39,65,66]. To investigate the effect of aging on the hardness of materials, a test for the resilient modulus was conducted according to the ASTM-D7369 standard [43]. This test measures the resilient modulus by applying a load on the samples with 400 N haversine and 1 Hz frequency [67]. For this study, a cyclic linear load with a loading time of 100 milliseconds and a rest period of 900 milliseconds was applied to the cylindrical samples. The experiment was conducted in a temperature-controlled chamber at 25 °C [68]; the samples were placed in a temperature-controlled chamber at 25 °C for 2 h before testing.
3.2. Indirect Tensile Fatigue Test
The fatigue life behavior of the mixtures was evaluated using an indirect tensile fatigue test (ITFT) with a controlled stress level of 300 kPa at a temperature of 25 °C. Cylindrical samples according to BS EN 12697-24 standards were used in this test [69]. The samples were placed in a temperature-controlled chamber at 25 °C for 2 h before testing. The samples were loaded along the diameter with a constant stress of 300 kPa. The loading cycle width was 0.1 s, followed by a rest period of 0.4 s [67]. Before applying the principal stress, a preload was used to eliminate gaps between the loading plates and the specimen [44]. The criterion for fatigue resistance was defined as the load cycle in which the sample is destroyed [39].
3.3. Hamburg Wheel-Track Test
Rutting has been one of the most critical problems in asphalt pavements [70]. This study used the Hamburg wheel-track test (HWTT) to investigate the rutting resistance of asphalt mixtures according to the AASHTO T324-17 standard [71]. This research used two adjacent cylindrical samples for testing [72]. Cylindrical samples are usually preferred because of the ease of sample preparation compared to beam samples. The samples were kept in a chamber at 50 °C for 4 h. Then, two cylindrical samples were fixed in plastic molds and subjected to a rut wheel with a diameter of 203 mm and a width of 47 mm [73]. After 10,000 loading cycles under a force of 705 ± 4 N and a passing speed of 0.305 m/s, the rutting depth was measured [31].
3.4. Semi-Circular Bending Test
Damage caused by cracking is another type of damage in asphalt pavements. Test methods such as the bending beam test, the indirect tension test, the disc-shaped compact tension test, and the semicircular bending (SCB) test are performed to evaluate the cracking resistance of an asphalt mixture. The SCB test can reasonably estimate an asphalt mixture’s cracking resistance and is one of the simplest methods among the mentioned tests [70]. Current standards for SCB testing, such as ASTM D8044-16 [74], AASHTO TP 105-13 [75], EN 12697-44:2010 [76], and AASHTO TP 124-18 [77], use a diameter of 150 mm as the standard diameter for test specimens. Recently, considering that the reason for not using samples with a diameter of 100 mm is not mentioned in the relevant regulations, the use of samples with a diameter of 100 mm has been investigated. Its applicability has been confirmed for use in the SCB test [78,79]. Cylindrical samples with a diameter of 100 mm were used in this research. To prepare SCB samples, a waterjet machine was used to cut cylindrical samples into half-disk samples with a thickness of 30 mm. Then, a notch with a length of 10 mm and a width of 2 mm was created in the samples [79].
The SCB test was conducted to evaluate the cracking performance of asphalt mixtures at −12 °C under mode I failure using the universal UTM-25 device. The samples were kept at −12 °C for 18 h until all parts of the sample reached this temperature. The distance between the supports was set to 80 mm, and the loading rate was set to 3 mm/min [64]. Three laboratory samples were tested for each loading mode [80].
To evaluate the cracking resistance of the samples, the fracture energy (Gf) and the cracking resistance index (CRI) were used. Fracture energy is one of the main output parameters in the SCB test. The work required to initiate and propagate a crack until failure is called the fracture energy, represented by the area under the curve of load versus displacement [79]. The fracture energy is calculated from Equation (1) [79].
where:
Gf = fracture energy in J/m2;
Wf = amount of work executed until end of the test in terms of J;
Arealig = t × (r − a) in m2;
r = radius of the sample in mm;
a = notch length in mm.
Considering the complex behavior of asphalt materials and different loading conditions, using a single parameter to determine the cracking resistance of asphalt mixtures is viewed as a weakness.
In 2018, Kaseer et al. introduced a new index to evaluate the cracking performance of an asphalt mixture. The cracking resistance index (CRI) is calculated using the load displacement data obtained from the SCB test. Preliminary results showed that the CRI can differentiate between asphalt mixtures [81,82]. The CRI is calculated according to Equation (2) [82].
where:
CRI = cracking resistance index,
Gf = fracture energy, and
Pmax = maximum load
4. Results and Discussion
4.1. Resilient Modulus
Figure 3 shows the results of the resilient modulus (Mr) test at 25 °C. As can be seen, with an increase in RAP percentage, the value of Mr also increases [39,83]. The Mr of the sample containing 100% recycled asphalt is 32% higher than the Mr of the sample containing 100% virgin material. Mr is a parameter used to determine a pavement’s needed thickness and evaluate the material’s relative quality. The value of Mr significantly depends on the properties of an asphalt mixture’s components. This measure is the response of asphalt to dynamic stresses and related strains. A higher value of Mr indicates a stiffer mixture that can lead to better resistance to repeated loads and, thus, to less pavement thickness [83].
In the aged bitumen present in RAP, functional chemical groups such as carbonyl (C=O) and sulfoxide (S=O) have deviated from equilibrium, resulting in a decreased maltene-to-asphaltene ratio. Consequently, the aged bitumen possesses a higher asphaltene content and is stiffer than virgin samples. Therefore, the Mr of samples containing RAP is higher than the Mr of samples containing virgin materials. The Mr increases with the age of the samples [39,83]. Furthermore, the addition of rejuvenators has led to a decrease in Mr. Studies have shown that the number of honeycomb-like structures increases with binder aging. Adding a rejuvenator to RAP reduces the honeycomb structure and restores the morphology of the old binder. Consequently, during this process, the maltene-to-asphaltene ratio reaches equilibrium, resulting in reduced mixture stiffness and improved flexibility. However, the percentage of reduction varies among rejuvenators depending on their composition. The effect of VB on reducing the Mr was less than the effects of the other two rejuvenators. Because of VB’s higher viscosity compared to the other two rejuvenators and VB’s good adhesion, VB acts like a viscoelastic liquid and somewhat maintains the adhesion of the sample components. For this reason, the stiffness of the samples is less affected. Further, the addition of recycled HDPE caused a significant increase in Mr. The addition of 7% recycled HDPE increased the Mr by 35% compared to the control sample (RL). These results are caused by the stiffening effect of recycled HDPE [83]. In other words, this material has a higher elastic component and can withstand more load before failure [84]. Finally, the simultaneous addition of the rejuvenator and recycled HDPE increased the Mr compared to the samples containing only the rejuvenator. It decreased the Mr compared to the samples containing only the recycled HDPE. The highest increase was related to samples containing VB and recycled HDPE. Among the simultaneous additions, the lowest Mr was related to the sample containing oleic acid and recycled HDPE. Because of its lower viscosity compared to the other two rejuvenators, oleic acid had a more significant effect on reducing the stiffness of the samples.
4.2. Fatigue Resistance
Figure 4 shows the results of the indirect tensile fatigue test at 25 °C. As can be seen, the fatigue life decreased with an increase in RAP [85]. Because of the lack of proper adhesion between asphalt mastic and RAP in samples containing RAP, micro-fatigue cracks propagate rapidly. The fatigue cracks are generally divided into two stages: crack initiation and crack propagation. Mixtures containing RAP perform weakly in the crack propagation stage due to the presence of aged bitumen and inadequate adhesion between mixture components. Consequently, fatigue cracks propagate rapidly, resulting in a relatively low fatigue life. However, in the L100 sample, because of adequate bonding between the asphalt mastic and aggregate, crack propagation occurs at a lower speed [78], resulting in higher fatigue life. In addition, adding any of the three rejuvenators improved a sample’s fatigue life. Due to oxidation, the polarity of asphaltene molecules in RAP increases, leading to an enlargement of large molecular structures (LMS) and a reduction in the average (MMS) and small molecular sizes (SMS). The addition of rejuvenators has resulted in a decrease in the number of LMS and an increase in the number of MMS and SMS. This process facilitates the softening of aged bitumen and enhances its flexibility in asphalt mixtures. The most significant improvement was related to the samples RLE15 and RLV20, which improved the fatigue life compared to the control sample (RL) by 71% and 63%, respectively. Adding WEO improved the mixing process and increased the mixture’s homogeneity, uniformity, and flexibility. Moreover, previous studies have shown that the microstructure of mixtures containing WEO is significantly improved compared to the sample without a rejuvenator. This confirms the aged binder’s activation and increases the mixtures’ flexibility [86]. Furthermore, adding VB increased the adhesion between asphalt mastic and RAP at 25 °C. As a result, the initiation and propagation of micro-fatigue cracks occur more slowly in this state. As a result, it leads to improvement in fatigue life. Adding rejuvenators generally causes decreases in the carbonyl index, the sulfoxide index, and the colloidal index. As a result, this process stabilizes the colloidal structure and restores the chemical composition of the aged binder [87]. Further, the addition of recycled HDPE significantly increased the fatigue life of the mixtures. As can be seen, the addition of 7% recycled HDPE improved the fatigue life of asphalt mixtures by 164% compared to the control sample. The addition of recycled HDPE increases the adhesion between the asphalt mastic and RAP, increasing the cracking resistance of the samples [18]. The improved adhesion between the asphalt components causes small cracks to form later and propagate more slowly [39,44,88].
Further, adding engine oil or VB combined with recycled HDPE significantly improved fatigue life. Compared to the control sample (RL), the fatigue life of RLE15P7 and RLV20P7 was enhanced by 241% and 156%, respectively. Rejuvenators improve the microstructure and increase the participation of aged bitumen in the asphalt mixture. Moreover, the addition of recycled HDPE increased the stiffness and adhesion of the mix, which significantly increased the fatigue life. This means that the simultaneous use of rejuvenators and recycled HDPE substantially increases the fatigue resistance of asphalt mixtures.
4.3. Rutting Resistance
Figure 5 shows the results of the rutting test at a temperature of 50 °C. As can be seen, the rutting depth decreased with an increase in RAP percentage. In other words, the mixtures containing RAP were more resistant to permanent deformation than those without RAP [39,49,83]. These results are attributed to the higher stiffness of aged binders in RAP. Aged bitumen in RAP has a stiffer colloidal structure than virgin bitumen [90]. Therefore, aged bitumen positively affected the rutting resistance of asphalt binders [49]. As the amount of RAP increases, the depth of rutting decreases [44]. The results showed that the rutting depth of the R100 sample is 40% less than the rutting depth of the L100 sample.
The addition of rejuvenators hindered the improvement of rutting performance and increased the depth of rutting. The addition of rejuvenators increased the degree of penetration and plasticity of asphalt and decreased the softening point and viscosity [91]. Moreover, at a higher percentage of rejuvenators, the effect of lubrication on the aggregates increases, which causes interlocking of the aggregates to be interrupted and increases the depth of rutting [68].
The addition of recycled HDPE significantly reduced the depth of rutting. The addition of 7% recycled HDPE reduced the rutting depth by 80% compared to the control mixture (RL). Recycled HDPE reduces the penetration and increases the softening point of asphalt mixtures. As a result, modified mixtures have higher stiffness and lower temperature sensitivity. Furthermore, recycled HDPE increases adhesion and interlocking between asphalt binder and aggregate. Recycled HDPE is a type of thermoplastic material that enhances the adhesion of bitumen, leading to improved bonding between bitumen and aggregates. This process reduces the deformation under repeated loading. Additionally, increasing the content of recycled HDPE can absorb more light-phase components from the bitumen, resulting in increased stiffness of the bitumen and enhanced elastic response. This factor also contributes to the increased stiffness of the mixture and its elastic response, ultimately improving its resistance to rutting. For these reasons, recycled HDPE increases rutting resistance [88].
The combined addition of rejuvenator and recycled HDPE increased the rutting depth compared to samples containing only recycled HDPE. However, in samples containing only a rejuvenator, the rutting resistance was reduced compared to the control mixture (RL). These results show that the addition of recycled HDPE and a rejuvenator is a suitable combination to compensate for the reduced rutting resistance caused by the addition of only a rejuvenator. Regarding prioritization, the mixture containing only recycled HDPE at 7% had the highest resistance to permanent deformation. This was followed by the mixtures containing only recycled HDPE at 5% and 3%. Next in order were the mixtures containing rejuvenating compounds and recycled HDPE, the sample containing 100% RAP, the sample containing 50% RAP + 50% virgin materials, the samples containing only rejuvenating agents, and finally, the sample containing 100% pure materials.
4.4. Cracking Resistance
Figure 6 shows the results of the fracture energy at −12 °C. As can be seen, the fracture energy decreased significantly with an increase in the RAP percentage. The fracture energy of samples containing 100% virgin materials was 31% higher than that of samples containing 100% RAP. These results show that aged bitumen is very brittle at low temperatures and has low flexibility. Next, the amount of fracture energy was improved by adding a rejuvenator. So, adding 15% oleic acid, 15% waste engine oil, or 15% VB rejuvenator improved the fracture energy by 76%, 36%, or 12%, respectively, compared to the control mixture. The rejuvenator made aged bitumen more active and made stone materials adhere to it better [92]. Also, because of the presence of OH groups in oleic acid, strong covalent bonds are formed, causing a further improvement in the fracture energy of samples containing oleic acid. Further, the amount of fracture energy was slightly improved with the addition of recycled HDPE. Adding recycled HDPE causes an asphalt sample to harden and increases the peak load. Increasing the peak load also increases the area under the graph in the diagram and increases the fracture energy. Finally, using the simultaneous combination of a rejuvenator and recycled HDPE improved the fracture energy of asphalt mixtures. The RLE15P7 sample had the most positive effect among the samples that had rejuvenator and recycled HDPE. The fracture energy of this sample was enhanced by 66% compared to the control sample and by 18% compared to the sample containing 100% virgin materials. The added rejuvenator interacted with asphaltene molecules, leading to the disentanglement and separation of nano asphaltenes [93]. Also, adding recycled HDPE increased the adhesion between asphalt binder and aggregate [88], improving the fracture energy.
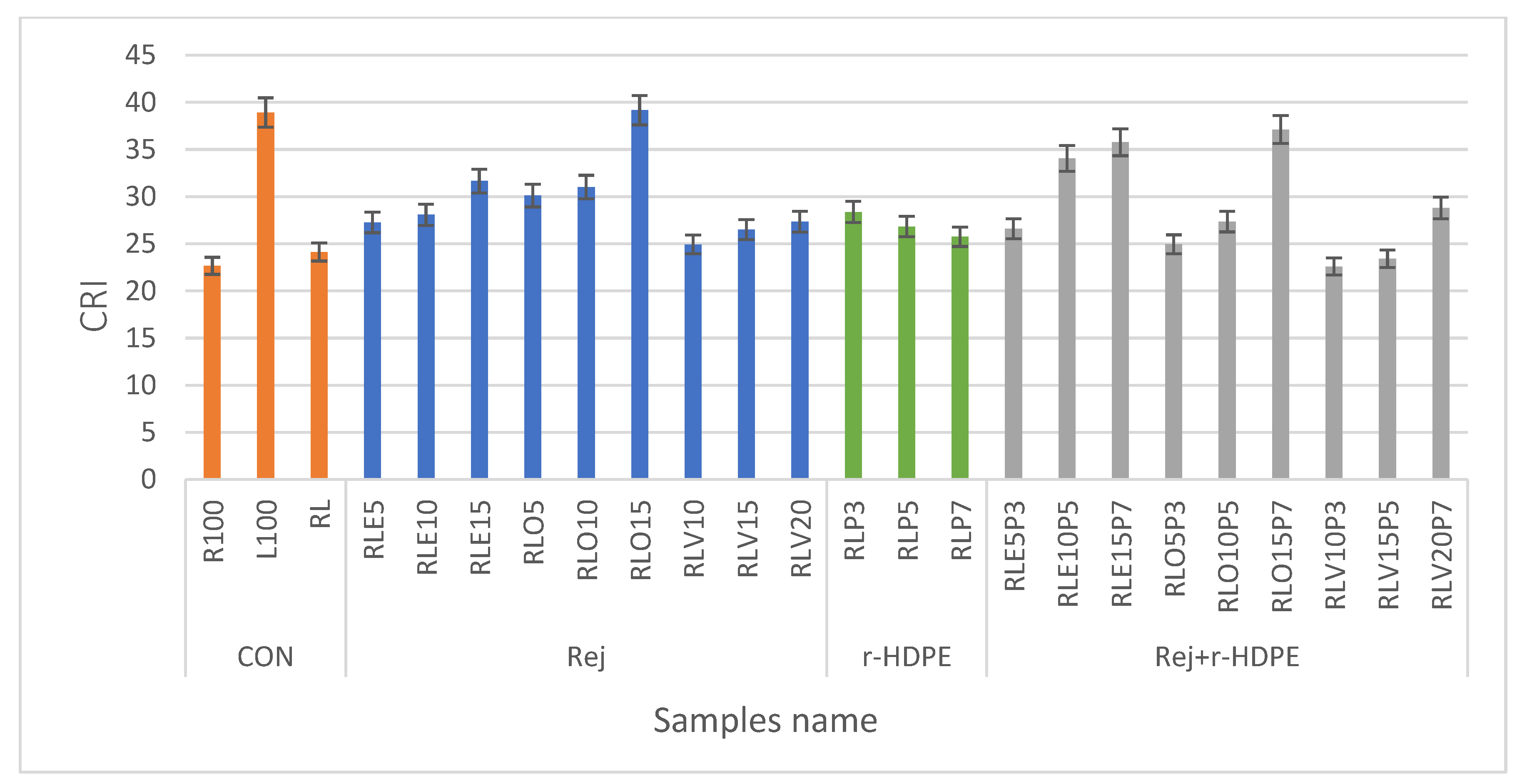
Figure 7 shows the results for the cracking resistance index (CRI) at −12 °C. As can be seen, the cracking resistance index decreased with an increase in RAP percentage. The CRI of the sample with 100% new materials is 72% higher than the CRI of the sample with 100% RAP. This means aged bitumen is brittle at low temperatures and does not resist cracks. Adding different types of rejuvenators with different amounts will increase the CRI value [49]. Adding rejuvenators can significantly reduce the large molecular size (LMS) caused by asphalt aging. Moreover, rejuvenators increase the medium molecular size (MMS) and small molecular size (SMS), thus reducing asphalt’s viscosity. As a result, there is increased flexibility in the samples containing the rejuvenating agents, and the resistance of these samples to crack initiation and propagation is improved [94,95]. Because of its low viscosity, oleic acid has a faster release rate and better effect against cracking than the other two rejuvenators. These results show that the molecular structures and type of rejuvenators affect its diffusion efficiency, and low viscosity of rejuvenators is required for proper diffusion at low temperatures [96].
Compared to the control, the addition of 3% recycled HDPE increases the value of CRI; however, the addition of 5% or 7% recycled HDPE leads to successively lower increases in the value of CRI compared to the control. These results mean that adding only 5% or 7% recycled HDPE provides less resistance against cracking than adding only 3% recycled HDPE because increasing the recycled HDPE makes the sample stiffer and it can thus withstand more peak load. As a result, according to Equation (2), the value of CRI decreases. At low temperatures, the presence of recycled HDPE (without rejuvenator) causes the sample to become brittle, causing cracks to propagate at a faster rate.
The simultaneous use of a rejuvenator and recycled HDPE led to an improvement in the CRI. Compared to the control sample (RL), the CRI of RLO15P7, RLE15P7, and RLV20P7 samples improved by 54%, 46%, and 19%, respectively. These results show that the simultaneous use of recycled HDPE and rejuvenator improves the resistance to crack initiation and propagation at low temperatures. Furthermore, rejuvenators have been able to decrease the glass transition temperature (Tg) to approach that of the virgin binder and establish chemical equilibrium between asphaltene and naphthalene.
5. Statistical Analysis
After investigating the effect of a rejuvenator and recycled HDPE on the performance of asphalt mixtures containing RAP, the importance of the type and amount of these materials on the performance of asphalt mixtures was analyzed with one-way analysis of variance (ANOVA) using SPSS version 26 software. Several studies have used ANOVA tests to evaluate the effect of various parameters in asphalt mixtures [97,98,99]. ANOVA statistical analysis is used to investigate the impact of an independent variable on a response variable [98]. The results of this test are summarized in Table 8; a significance level of 0.05 was used. A confidence level of 0.05 is commonly used in statistical analysis. In this research, the independent variables are the type and amount of rejuvenator and the type and amount of the combination of rejuvenator and recycled HDPE. As shown in Table 8, the rejuvenator dosage has a significant effect on the resilient modulus, and the rejuvenator dosage has a significant effect on fatigue. These results confirm the importance of the rejuvenator dosage on the resilient modulus and fatigue of asphalt mixtures containing RAP. Moreover, according to the F value, the impact of the rejuvenator dosage on fatigue performance was greater than the impact of the rejuvenator dosage on the resilient modulus. Another independent variable that was known to affect the performance of the samples was the combined amount of rejuvenator and recycled HDPE. As shown in Table 8, the significance level of this independent variable on rutting performance was less than 0.05. This result confirmed the importance of the combined rejuvenator and recycled HDPE on the rutting performance of asphalt mixtures containing RAP. The effect of other independent variables on the performance of asphalt mixtures was not significant at the 0.05 level.
In a continuation of the statistical analysis, Spearman’s and Pearson’s tests were used in this research to check the correlation between the performed tests [100,101]. Pearson’s correlation coefficient is one of the most popular methods of measuring the linear correlation between two variables or quantities. However, Pearson’s correlation coefficient has some weaknesses. The most critical weakness of Pearson’s correlation coefficient is that it analyzes linear dependence or connection between two variables; it cannot examine samples’ non-linear dependence or non-linear relationship. Another characteristic of Pearson’s correlation coefficient is that it is sensitive to outliers. These two weaknesses led to the discovery of ordinal correlations. Spearman’s rank correlation is one of the essential correlations to mitigate these weaknesses [100].
Spearman’s rank correlation coefficient is a statistic used to measure the ordinal association between two estimated quantities. The correlation coefficient values are always between +1 and −1. The number 1 indicates a positive correlation, 0 indicates no correlation, and −1 indicates a negative correlation [101,102]. Based on statistical methods [103], for both Pearson’s and Spearman’s methods, a correlation coefficient in absolute value higher than 0.7 indicates a relatively strong correlation between the two parameters, and a correlation coefficient in absolute value between 0.4 and 0.7 indicates a moderate correlation. Moreover, a correlation coefficient in absolute value less than 0.4 indicates a weak correlation or no correlation between the two parameters. This range of correlation coefficients has been considered in other studies related to asphalt mixtures [101,104]. As shown in Table 9, the value of the Pearson correlation coefficient between the CRI index and fracture energy is 92.5%, which indicates a relatively strong correlation between these two indices at −12 °C. Furthermore, a minimal significance value of zero (0.000) was obtained. Therefore, this correlation is significant with 99% confidence. In other words, it can be said that at −12 °C temperature, these two indicators can be used to predict each other. Table 10 for this case shows the value of Spearman’s correlation coefficient was 92.2%, a strong correlation confirming the Pearson test results. In addition, there was a relatively strong negative correlation between rutting and the resilient modulus. In this case, the Spearman correlation coefficient is −81.2% and the Pearson correlation coefficient is −83.2%. A minimal significance value of zero (0.000) was obtained in this case. Therefore, the correlation is significant in this case with 99% confidence. In this case, the Spearman and Pearson correlation coefficients are very close. From Table 9 and Table 10, there is a moderate positive correlation between fatigue and fracture energy, and there is a moderate negative correlation between rutting and fatigue. Significant indicators also show that all observed correlations are acceptable with 99% confidence.
6. Conclusions
The integration of reclaimed asphalt pavement (RAP) in asphalt pavements not only enhances the sustainability of pavement construction but also contributes significantly to carbon sequestration efforts. Here, we investigated the effectiveness of various rejuvenators, on their own or in combination with recycled high-density polyethylene (HDPE), as a means of carbon sequestration while improving pavement performance. The following key findings emerged from our study:
- The fatigue life of RAP mixtures containing only rejuvenators (not recycled HDPE) was higher than the fatigue life of RAP mixtures without rejuvenators. The fatigue life was improved by 71% for RLE15, followed by 63% for RLV20 and 44% for RLO15, compared to the control mixture (RL).
- The addition of 7% recycled HDPE reduced the rutting depth by 80% compared to the control mixture (RL). Also, adding a combination of rejuvenator and recycled HDPE reduced the rutting depth compared to the control mixture (RL) and samples containing only rejuvenator.
- The cracking resistance of RAP mixtures containing rejuvenators was higher than that of RAP mixtures without rejuvenators. For cracking resistance, the best rejuvenator performance was found for the oleic acid, followed by waste engine oil and vacuum bottom.
- The statistical results showed that the rejuvenator dosage has a significant effect on the performance of asphalt mixtures. Moreover, the results for the Spearman and Pearson correlation coefficients showed these relationships: a relatively strong positive correlation between the cracking resistance index and fracture energy; a relatively strong negative correlation between rutting and the resilient modulus; a moderate positive correlation between fatigue and fracture energy; and a moderate negative correlation between rutting and fatigue.
In conclusion, our findings highlight the potential of integrating RAP, along with different rejuvenators and recycled HDPE, to promote carbon sequestration while improving pavement performance. Future research should focus on optimizing material formulations and conducting comprehensive life cycle assessments and quantifying carbon sequestration, thus advancing sustainable practices in pavement engineering and contributing to global carbon sequestration efforts.
Author Contributions
Formal analysis, P.S.; Writing—original draft, A.G.; Writing—review & editing, E.F. All authors have read and agreed to the published version of the manuscript.
Funding
This research received no external funding.
Data Availability Statement
All data, models, and code generated or used during the study appear in the submitted article.
Conflicts of Interest
The authors declare no conflicts of interest.
References
- Ossio, F.; Salinas, C.; Hernández, H. Circular economy in the built environment: A systematic literature review and definition of the circular construction concept. J. Clean. Prod. 2023, 414, 137738. [Google Scholar] [CrossRef]
- van Stijn, A.; Eberhardt, L.M.; Jansen, B.W.; Meijer, A. A circular economy life cycle assessment (CE-LCA) model for building components. Resour. Conserv. Recycl. 2021, 174, 105683. [Google Scholar] [CrossRef]
- Hasan, U.; Whyte, A.; Al Jassmi, H. Life cycle assessment of roadworks in United Arab Emirates: Recycled construction waste, reclaimed asphalt pavement, warm-mix asphalt and blast furnace slag use against traditional approach. J. Clean. Prod. 2020, 257, 120531. [Google Scholar] [CrossRef]
- Zhou, W.; Yi, J.; Pei, Z.; Xie, S.; Feng, D. Preliminary design of recyclable epoxy asphalt: Regeneration feasibility analysis and environmental impact assessment. J. Appl. Polym. Sci. 2022, 139, 52349. [Google Scholar] [CrossRef]
- Wuni, I.Y. Mapping the barriers to circular economy adoption in the construction industry: A systematic review, Pareto analysis, and mitigation strategy map. Build. Environ. 2022, 223, 109453. [Google Scholar] [CrossRef]
- Gedik, A. A review on the evaluation of the potential utilization of construction and demolition waste in hot mix asphalt pavements. Resour. Conserv. Recycl. 2020, 161, 104956. [Google Scholar] [CrossRef]
- Yan, S.; Dong, Q.; Chen, X.; Zhou, C.; Dong, S.; Gu, X. Application of waste oil in asphalt rejuvenation and modification: A comprehensive review. Constr. Build. Mater. 2022, 340, 127784. [Google Scholar] [CrossRef]
- Mijic, Z.; Dayioglu, A.Y.; Hatipoglu, M.; Aydilek, A.H. Hydraulic and environmental impacts of using recycled asphalt pavement on highway shoulders. Constr. Build. Mater. 2020, 234, 117226. [Google Scholar] [CrossRef]
- Jahanbakhsh, H.; Karimi, M.M.; Naseri, H.; Nejad, F.M. Sustainable asphalt concrete containing high reclaimed asphalt pavements and recycling agents: Performance assessment, cost analysis, and environmental impact. J. Clean. Prod. 2020, 244, 118837. [Google Scholar] [CrossRef]
- Li, D.; Leng, Z.; Zhang, S.; Jiang, J.; Yu, H.; Wellner, F.; Leischner, S. Blending efficiency of reclaimed asphalt rubber pavement mixture and its correlation with cracking resistance. Resour. Conserv. Recycl. 2022, 185, 106506. [Google Scholar] [CrossRef]
- Bizarro, D.E.G.; Steinmann, Z.; Nieuwenhuijse, I.; Keijzer, E.; Hauck, M. Potential carbon footprint reduction for reclaimed asphalt pavement innovations: Lca methodology, best available technology, and near-future reduction potential. Sustainability 2021, 13, 1382. [Google Scholar] [CrossRef]
- Tahmoorian, F.; Bracken, R.; Wheatley, M.; Yeaman, J. Life cycle assessment of hot mix asphalt containing recycled materials: Case study in Australia. In Airfield and Highway Pavements 2019: Innovation and Sustainability in Highway and Airfield Pavement Technology; American Society of Civil Engineers: Reston, VA, USA, 2019; pp. 143–149. [Google Scholar]
- Zaumanis, M.; Mallick, R.B.; Frank, R. 100% recycled hot mix asphalt: A review and analysis. Resour. Conserv. Recycl. 2014, 92, 230–245. [Google Scholar] [CrossRef]
- Kaseer, F.; Martin, A.E.; Arámbula-Mercado, E. Use of recycling agents in asphalt mixtures with high recycled materials contents in the United States: A literature review. Constr. Build. Mater. 2019, 211, 974–987. [Google Scholar] [CrossRef]
- Ziari, H.; Ayar, P.; Amjadian, Y. Mechanical performance evaluation of crumb rubber enriched rejuvenator modified RAP mixtures. Constr. Build. Mater. 2022, 342, 127951. [Google Scholar] [CrossRef]
- Mirhosseini, A.F.; Kavussi, A.; Tahami, S.A.; Dessouky, S. Characterizing temperature performance of bio-modified binders containing RAP binder. J. Mater. Civ. Eng. 2018, 30, 04018176. [Google Scholar] [CrossRef]
- Obaid, A.; Nazzal, M.D.; Abu Qtaish, L.; Kim, S.S.; Abbas, A.; Arefin, M.; Quasem, T. Effect of RAP source on cracking resistance of asphalt mixtures with high RAP contents. J. Mater. Civ. Eng. 2019, 31, 04019213. [Google Scholar] [CrossRef]
- Sadeghi, P.; Goli, A. Investigating the cracking performance of asphalt mixture containing RAP using different cracking indices. Case Stud. Constr. Mater. 2023, 19, e02340. [Google Scholar] [CrossRef]
- Al-Saffar, Z.H.; Yaacob, H.; Satar, M.K.I.M.; Kamarudin, S.N.N.; Mahmud, M.Z.H.; Ismail, C.R.; Hassan, S.A.; Mashros, N. A review on the usage of waste engine oil with aged asphalt as a rejuvenating agent. Mater. Today Proc. 2021, 42, 2374–2380. [Google Scholar] [CrossRef]
- Elahi, Z.; Jakarni, F.M.; Muniandy, R.; Hassim, S.; Ab Razak, M.S.; Ansari, A.H.; Ben Zair, M.M. Waste cooking oil as a sustainable bio modifier for asphalt modification: A review. Sustainability 2021, 13, 11506. [Google Scholar] [CrossRef]
- Nabizadeh, H.; Haghshenas, H.F.; Kim, Y.-R.; Aragão, F.T.S. Effects of rejuvenators on high-RAP mixtures based on laboratory tests of asphalt concrete (AC) mixtures and fine aggregate matrix (FAM) mixtures. Constr. Build. Mater. 2017, 152, 65–73. [Google Scholar] [CrossRef]
- Mahpour, A.; Alipour, S.; Khodadadi, M.; Khodaii, A.; Absi, J. Leaching and mechanical performance of rubberized warm mix asphalt modified through the chemical treatment of hazardous waste materials. Constr. Build. Mater. 2023, 366, 130184. [Google Scholar] [CrossRef]
- Devulapalli, L.; Kothandaraman, S.; Sarang, G. Microstructural characterisation of reclaimed asphalt pavement with rejuvenators. Int. J. Pavement Eng. 2022, 23, 1038–1049. [Google Scholar] [CrossRef]
- Xu, N.; Wang, H.; Wang, H.; Kazemi, M.; Fini, E. Research progress on resource utilization of waste cooking oil in asphalt materials: A state-of-the-art review. J. Clean. Prod. 2022, 385, 135427. [Google Scholar] [CrossRef]
- Din, I.M.U.; Mir, M.S. Laboratory study on the use of reclaimed asphalt pavement and copper slag in warm mix asphalt pavements using waste engine oil as a rejuvenator. Int. J. Pavement Res. Technol. 2022, 15, 547–559. [Google Scholar]
- Khorshidi, M.; Ameri, M.; Goli, A. Cracking performance evaluation and modelling of RAP mixtures containing different recycled materials using deep neural network model. Road Mater. Pavement Des. 2023, 1–20. [Google Scholar] [CrossRef]
- Ma, Y.; Wang, S.; Zhou, H.; Hu, W.; Polaczyk, P.; Huang, B. Potential alternative to styrene–butadiene–styrene for asphalt modification using recycled rubber–plastic blends. J. Mater. Civ. Eng. 2021, 33, 04021341. [Google Scholar] [CrossRef]
- Ma, Y.; Wang, S.; Zhou, H.; Hu, W.; Polaczyk, P.; Zhang, M.; Huang, B. Compatibility and rheological characterization of asphalt modified with recycled rubber-plastic blends. Constr. Build. Mater. 2021, 270, 121416. [Google Scholar] [CrossRef]
- Li, R.; Leng, Z.; Yang, J.; Lu, G.; Huang, M.; Lan, J.; Zhang, H.; Bai, Y.; Dong, Z. Innovative application of waste polyethylene terephthalate (PET) derived additive as an antistripping agent for asphalt mixture: Experimental investigation and molecular dynamics simulation. Fuel 2021, 300, 121015. [Google Scholar] [CrossRef]
- Yao, L.; Leng, Z.; Lan, J.; Chen, R.; Jiang, J. Environmental and economic assessment of collective recycling waste plastic and reclaimed asphalt pavement into pavement construction: A case study in Hong Kong. J. Clean. Prod. 2022, 336, 130405. [Google Scholar] [CrossRef]
- Goli, A.; Sadeghi, P. Evaluation on the use of COVID-19 single-use face masks to improve the properties of hot mix asphalt. Road Mater. Pavement Des. 2022, 24, 1371–1388. [Google Scholar] [CrossRef]
- Jambeck, J.R.; Geyer, R.; Wilcox, C.; Siegler, T.R.; Perryman, M.; Andrady, A.; Narayan, R.; Law, K.L. Plastic waste inputs from land into the ocean. Science 2015, 347, 768–771. [Google Scholar] [CrossRef] [PubMed]
- Urbanek, A.K.; Rymowicz, W.; Mirończuk, A.M. Degradation of plastics and plastic-degrading bacteria in cold marine habitats. Appl. Microbiol. Biotechnol. 2018, 102, 7669–7678. [Google Scholar] [CrossRef]
- Zheng, J.; Suh, S. Strategies to reduce the global carbon footprint of plastics. Nat. Clim. Change 2019, 9, 374–378. [Google Scholar] [CrossRef]
- Geyer, R.; Jambeck, J.R.; Production, K.L.L. Production, use, and fate of all plastics ever made. Sci. Adv. 2017, 3, e1700782. [Google Scholar] [CrossRef] [PubMed]
- Mamun, A.A.; Wahhab, H.A.-A.; Dalhat, M. Comparative evaluation of waste cooking oil and waste engine oil rejuvenated asphalt concrete mixtures. Arab. J. Sci. Eng. 2020, 45, 7987–7997. [Google Scholar] [CrossRef]
- Hashim, T.M.; Nasr, M.S.; Jebur, Y.M.; Kadhim, A.; Alkhafaji, Z.; Baig, M.G.; Adekunle, S.K.; Al-Osta, M.A.; Ahmad, S.; Yaseen, Z.M. Evaluating Rutting Resistance of Rejuvenated Recycled Hot-Mix Asphalt Mixtures Using Different Types of Recycling Agents. Materials 2022, 15, 8769. [Google Scholar] [CrossRef]
- Li, H.; Zhang, F.; Feng, Z.; Li, W.; Zou, X. Study on waste engine oil and waste cooking oil on performance improvement of aged asphalt and application in reclaimed asphalt mixture. Constr. Build. Mater. 2021, 276, 122138. [Google Scholar] [CrossRef]
- Ziari, H.; Moniri, A.; Bahri, P.; Saghafi, Y. The effect of rejuvenators on the aging resistance of recycled asphalt mixtures. Constr. Build. Mater. 2019, 224, 89–98. [Google Scholar] [CrossRef]
- Majidifard, H.; Tabatabaee, N.; Buttlar, W. Investigating short-term and long-term binder performance of high-RAP mixtures containing waste cooking oil. J. Traffic Transp. Eng. 2019, 6, 396–406. [Google Scholar] [CrossRef]
- Lee, S.-Y.; Kim, Y.-M.; Le, T.H.M. Laboratory and Field Testbed Evaluation of the Performance of Recycled Asphalt Mixture Using High-Penetration Asphalt. Buildings 2023, 13, 529. [Google Scholar] [CrossRef]
- Lee, S.-Y.; Kwak, D.-Y.; Le, T.H.M. Laboratory evaluation on the aging susceptibility of reclaimed asphalt bitumen containing low-viscosity binder and cooking oil waste. Results Eng. 2023, 19, 101260. [Google Scholar] [CrossRef]
- Pradhan, S.K.; Sahoo, U.C. Influence of softer binder and rejuvenator on bituminous mixtures containing reclaimed asphalt pavement (RAP) material. Int. J. Transp. Sci. Technol. 2022, 11, 46–59. [Google Scholar] [CrossRef]
- Taherkhani, H.; Noorian, F. Comparing the effects of waste engine and cooking oil on the properties of asphalt concrete containing reclaimed asphalt pavement (RAP). Road Mater. Pavement Des. 2020, 21, 1238–1257. [Google Scholar] [CrossRef]
- C128-12; Standard Test Method for Density, Relative Density (Specific Gravity), and Absorption of Fine Aggregate. ASTM International: West Conshohocken, PA, USA, 2012.
- ASTM C131; Standard Test Method for Resistance to Degradation of Small-Size Coarse Aggregate by Abrasion and Impact in the Los Angeles Machine. ASTM International: West Conshohocken, PA, USA, 2006.
- ASTM C127; Standard Test Method for Relative Density (Specific Gravity) and 38 Absorption of Coarse Aggregate. American Society for Testing and Materials: Conshohocken, PA, USA, 2015.
- ASTM D2172/D2172M-17e; Standard Test Methods for Quantitative Extraction of Asphalt Binder from Asphalt Mixtures. ASTM International: West Conshohocken, PA, USA, 2017.
- Daryaee, D.; Ameri, M.; Mansourkhaki, A. Utilizing of waste polymer modified bitumen in combination with rejuvenator in high reclaimed asphalt pavement mixtures. Constr. Build. Mater. 2020, 235, 117516. [Google Scholar] [CrossRef]
- ASTM D 113-17; Standard Test Method for Ductility of Asphalt Materials. ASTM International: West Conshohocken, PA, USA, 2017.
- ASTM D5; Standard Test Method for Penetration of Bituminous Materials. ASTM International: West Conshohocken, PA, USA, 2006.
- ASTM D92-05; Standard Test Method for Flash and Fire Points by Cleveland Open Cup Tester. ASTM International: West Conshohoken, PA, USA, 2005.
- ASTM D36; Standard Test Method for Softening Point of Bitumen (Ring-and-Ball Apparatus). ASTM International: West Conshohocken, PA, USA, 2009.
- ASTM D70; Standard Test Method for Density of Semi-Solid Asphalt Binder (Pycnometer Method). ASTM International: West Conshohocken, PA, USA, 2018.
- ASTM D792-20; Standard Test Methods for Density and Specific Gravity (Relative Density) of Plastics by Displacement. ASTM Internationa: West Conshohocken, PA, USA, 1991.
- ASTM D1238; Standard Test Method for Melt Flow Rates of Thermoplastics by Extrusion Plastometer. ASTM: West Conshohocken, PA, USA, 2010.
- Ramadhansyah, P.; Masri, K.A.; Azahar, W.W.; Mashros, N.; Norhidayah, A.H.; Warid, M.M.; Satar, M.K.I.M.; Yaacob, H. Waste Cooking Oil as Bio Asphalt Binder: A Critical Review. In IOP Conference Series: Materials Science and Engineering; IOP Publishing: Bristol, UK, 2020; Volume 712, p. 012040. [Google Scholar]
- Azahar, W.N.A.W.; Bujang, M.; Jaya, R.P.; Hainin, M.R.; Mohamed, A.; Ngadi, N.; Jayanti, D.S. The potential of waste cooking oil as bio-asphalt for alternative binder—An overview. J. Teknol. 2016, 78, 4. [Google Scholar]
- Apostolidis, P.; Liu, X.; Kasbergen, C.; Scarpas, A.T. Synthesis of asphalt binder aging and the state of the art of antiaging technologies. Transp. Res. Rec. 2017, 2633, 147–153. [Google Scholar] [CrossRef]
- ASTM E203-16; Standard Test Method for Water Using Volumetric Karl Fisher Titration. ASTM International: West Conshohocken, PA, USA, 2016.
- Daryaee, D.; Habibpour, M.; Gulzar, S.; Underwood, B.S. Combined effect of waste polymer and rejuvenator on performance properties of reclaimed asphalt binder. Constr. Build. Mater. 2021, 268, 121059. [Google Scholar] [CrossRef]
- Ziari, H.; Aliha, M.; Moniri, A.; Saghafi, Y. Crack resistance of hot mix asphalt containing different percentages of reclaimed asphalt pavement and glass fiber. Constr. Build. Mater. 2020, 230, 117015. [Google Scholar] [CrossRef]
- AASHTO T 99/T 180 (22); Moisture-Density Relations of Soils Using a 2.5-kg (5.5-lb) Rammer and a 305-mm (12-1 in.) Drop. Standard Specifications for Transportation Materials and Methods of Sampling and Testing. American Association of State Highway and Transportation Officials: Washington, DC, USA, 2015; Volume 2.
- Devulapalli, L.; Kothandaraman, S.; Sarang, G. Fracture characterization of stone matrix asphalt mixtures incorporating reclaimed asphalt pavement and rejuvenator. J. Mater. Civ. Eng. 2021, 33, 04021320. [Google Scholar] [CrossRef]
- Pradhan, S.K.; Sahoo, U.C. Effectiveness of Pongamia pinnata oil as rejuvenator for higher utilization of reclaimed asphalt (RAP) material. Innov. Infrastruct. Solut. 2020, 5, 92. [Google Scholar] [CrossRef]
- Gong, M.; Zhu, H.; Pauli, T.; Yang, J.; Wei, J.; Yao, Z. Evaluation of bio-binder modified asphalt’s adhesion behavior using sessile drop device and atomic force microscopy. Constr. Build. Mater. 2017, 145, 42–51. [Google Scholar] [CrossRef]
- Ameri, M.; Abdipour, S.V.; Yengejeh, A.R.; Shahsavari, M.; Yousefi, A.A. Evaluation of rubberised asphalt mixture including natural Zeolite as a warm mix asphalt (WMA) additive. Int. J. Pavement Eng. 2022, 24, 2057977. [Google Scholar] [CrossRef]
- Goli, A. The study of the feasibility of using recycled steel slag aggregate in hot mix asphalt. Case Stud. Constr. Mater. 2022, 16, e00861. [Google Scholar] [CrossRef]
- EN 12697-22; Bituminous Mixtures. Test Methods for Hot Mix Asphalt. Part 22: Wheel Tracking. European Committee for Standardization: Brussels, Belgium, 2003.
- Fakhri, M.; Shahryari, E.; Ahmadi, T. Investigate the use of recycled polyvinyl chloride (PVC) particles in improving the mechanical properties of stone mastic asphalt (SMA). Constr. Build. Mater. 2022, 326, 126780. [Google Scholar] [CrossRef]
- AASHTO 324; Standard Method of Test for Hamburg Wheel-Track Testing of Compacted Hot Mix Asphalt (HMA). American Association of State Highway and Transportation Officials (AASHTO): Washington, DC, USA, 2011.
- Al-Bayati, H.K.A.; Tighe, S.L. Effect of recycled concrete aggregate on rutting and stiffness characteristics of asphalt mixtures. J. Mater. Civ. Eng. 2019, 31, 04019219. [Google Scholar] [CrossRef]
- Lee, J.; Haddock, J.E.; Alvarez, D.D.B.; Rahbar-Rastegar, R. Quality Control and Quality Assurance of Asphalt Mixtures Using Laboratory Rutting and Cracking Tests; Indiana Department of Transportation: Indianapolis, IN, USA, 2020. [Google Scholar]
- ASTM 8044; Standard Test Method for Evaluation of Asphalt Mixture Cracking Resistance using the SemiCircular Bend Test (SCB) at Intermediate Temperatures. American Society for Testing and Materials: West Conshohocken, PA, USA, 2016.
- AASHTO TP 105-13; Standard Method of Test for Determining the Fracture Energy of Asphalt Mixtures Using the Semicircular Bend Geometry (SCB). AASHTO: Washington DC, USA, 2013.
- EN 12697-44Bituminous Mixtures—Test Methods for Hot Mix Asphalt—Part 44: Crack Propagation by Semi-Circular Bending Test; European Committee for Standardization CEN: Paris, France, 2010.
- AASHTO 124-18; Determining the Fracture Potential of Asphalt Mixtures Using the Flexibility Index Test (FIT). American Association of State and Highway Transportation Officials: Washington, DC, USA, 2018.
- Lu, D.X.; Nguyen, N.H.; Saleh, M.; Bui, H.H. Experimental and numerical investigations of non-standardised semi-circular bending test for asphalt concrete mixtures. Int. J. Pavement Eng. 2021, 22, 960–972. [Google Scholar] [CrossRef]
- Bui, H.H.; Saleh, M. Effects of specimen size and loading conditions on the fracture behaviour of asphalt concretes in the SCB test. Eng. Fract. Mech. 2021, 242, 107452. [Google Scholar]
- Podolsky, J.H.; Chen, C.; Hernández, N.B.; Williams, R.C.; Cochran, E.W. Low temperature performance of HMA using vacuum tower distillation bottoms modified with bio-derived rejuvenators according to the SCB test. Int. J. Pavement Eng. 2022, 23, 231–239. [Google Scholar] [CrossRef]
- Seitllari, A.; Boz, I.; Habbouche, J.; Diefenderfer, S.D. Assessment of cracking performance indices of asphalt mixtures at intermediate temperatures. Int. J. Pavement Eng. 2022, 23, 70–79. [Google Scholar] [CrossRef]
- Kaseer, F.; Yin, F.; Arámbula-Mercado, E.; Martin, A.E.; Daniel, J.S.; Salari, S. Development of an index to evaluate the cracking potential of asphalt mixtures using the semi-circular bending test. Constr. Build. Mater. 2018, 167, 286–298. [Google Scholar] [CrossRef]
- Yousefi, A.; Behnood, A.; Nowruzi, A.; Haghshenas, H. Performance evaluation of asphalt mixtures containing warm mix asphalt (WMA) additives and reclaimed asphalt pavement (RAP). Constr. Build. Mater. 2021, 268, 121200. [Google Scholar] [CrossRef]
- Yan, K.; Lan, H.; Duan, Z.; Liu, W.; You, L.; Wu, S.; Miljković, M. Mechanical performance of asphalt rejuvenated with various vegetable oils. Constr. Build. Mater. 2021, 293, 123485. [Google Scholar] [CrossRef]
- Zhang, J.; Zhang, X.; Liang, M.; Jiang, H.; Wei, J.; Yao, Z. Influence of different rejuvenating agents on rheological behavior and dynamic response of recycled asphalt mixtures incorporating 60% RAP dosage. Constr. Build. Mater. 2020, 238, 117778. [Google Scholar] [CrossRef]
- Chen, M.; Leng, B.; Wu, S.; Sang, Y. Physical, chemical and rheological properties of waste edible vegetable oil rejuvenated asphalt binders. Constr. Build. Mater. 2014, 66, 286–298. [Google Scholar] [CrossRef]
- Ziari, H.; Bananezhad, S.; Bananezhad, A.; Ziari, M.A. Immediate and Long-Term Characteristics of Recycling Agents in the Restoration of Chemical Properties of Aged Asphalt Binder. J. Mater. Civ. Eng. 2022, 34, 04022318. [Google Scholar] [CrossRef]
- Nejad, F.M.; Azarhoosh, A.; Hamedi, G.H. Effect of high density polyethylene on the fatigue and rutting performance of hot mix asphalt–a laboratory study. Road Mater. Pavement Des. 2014, 15, 746–756. [Google Scholar] [CrossRef]
- Mogawer, W.S.; Austerman, A.J.; Kluttz, R.; Puchalski, S. Using polymer modification and rejuvenators to improve the performance of high reclaimed asphalt pavement mixtures. Transp. Res. Rec. 2016, 2575, 10–18. [Google Scholar] [CrossRef]
- Mansourkhaki, A.; Ameri, M.; Daryaee, D. Application of different modifiers for improvement of chemical characterization and physical-rheological parameters of reclaimed asphalt binder. Constr. Build. Mater. 2019, 203, 83–94. [Google Scholar] [CrossRef]
- Azahar, W.N.A.W.; Jaya, R.P.; Hainin, M.R.; Bujang, M.; Ngadi, N. Chemical modification of waste cooking oil to improve the physical and rheological properties of asphalt binder. Constr. Build. Mater. 2016, 126, 218–226. [Google Scholar] [CrossRef]
- El-Shorbagy, A.M.; El-Badawy, S.M.; Gabr, A.R. Investigation of waste oils as rejuvenators of aged bitumen for sustainable pavement. Constr. Build. Mater. 2019, 220, 228–237. [Google Scholar] [CrossRef]
- Rajib, A.I.; Samieadel, A.; Zalghout, A.; Kaloush, K.E.; Sharma, B.K.; Fini, E.H. Do all rejuvenators improve asphalt performance? Road Mater. Pavement Des. 2022, 23, 358–376. [Google Scholar] [CrossRef]
- Fini, E.; Rajib, A.I.; Oldham, D.; Samieadel, A.; Hosseinnezhad, S. Role of chemical composition of recycling agents in their interactions with oxidized asphaltene molecules. J. Mater. Civ. Eng. 2020, 32, 04020268. [Google Scholar] [CrossRef]
- Fini, E.H.; Samieadel, A.; Rajib, A. Moisture damage and its relation to surface adsorption/desorption of rejuvenators. Ind. Eng. Chem. Res. 2020, 59, 13414–13419. [Google Scholar] [CrossRef]
- Han, Z.; Cong, P.; Qiu, J. Microscopic experimental and numerical research on rejuvenators: A review. J. Traffic Transp. Eng. 2022, 9, 180–207. [Google Scholar] [CrossRef]
- Apay, A.C.; Özgan, E.; Turgay, T.; Akyol, K. Investigation and modelling the effects of water proofing and water repellent admixtures dosage on the permeability and compressive strengths of concrete. Constr. Build. Mater. 2016, 113, 698–711. [Google Scholar] [CrossRef]
- Devulapalli, L.; Kothandaraman, S.; Sarang, G. Effect of rejuvenating agents on stone matrix asphalt mixtures incorporating RAP. Constr. Build. Mater. 2020, 254, 119298. [Google Scholar] [CrossRef]
- Fakhri, M.; Amoosoltani, E.; Aliha, M. Crack behavior analysis of roller compacted concrete mixtures containing reclaimed asphalt pavement and crumb rubber. Eng. Fract. Mech. 2017, 180, 43–59. [Google Scholar] [CrossRef]
- Ishaq, M.A.; Giustozzi, F. Correlation between rheological tests on bitumen and asphalt low temperature cracking tests. Constr. Build. Mater. 2022, 320, 126109. [Google Scholar] [CrossRef]
- Zhang, R.; Zhang, W.; Shen, S.; Wu, S.; Zhang, Y. Evaluation of the correlations between laboratory measured material properties with field cracking performance for asphalt pavement. Constr. Build. Mater. 2021, 301, 124126. [Google Scholar] [CrossRef]
- Goli, A.; Emadi, H.; Sadeghi, P. Investigating the effect of using steel slag on abrasion resistance of roller-compacted concrete pavement. Innov. Infrastruct. Solut. 2022, 7, 297. [Google Scholar] [CrossRef]
- Agresti, A. Analysis of Ordinal Categorical Data; John Wiley & Sons: Hoboken, NJ, USA, 2010. [Google Scholar]
- Sias, J.E.; Dave, E.V.; Zhang, R.; Rahbar-Rastegar, R. Incorporating Impact of Aging on Cracking Performance of Mixtures during Design; Department of Civil and Environmental Engineering, University of New Hampshire: Manchester, NH, USA, 2019. [Google Scholar]
Figure 1.
Flowchart of the experiment procedure.

Figure 2.
Aggregate gradation of the used asphalt mixture.

Figure 3.
Resilient modulus test at 25 °C.

Figure 4.
Indirect tensile fatigue test at 25 °C.

Figure 5.
Rutting test at 50 °C.

Figure 6.
Fracture energy at −12 °C.

Figure 7.
Cracking resistance index at −12 °C.


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Table 1.
Effect of rejuvenator type on properties of a recycled asphalt mixture.
| Rejuvenator Type | Rejuvenator Percentage (%) | RAP Content (%) | Results |
|---|---|---|---|
| WEO, WCO | 0, 7, 13, 20 | 0, 30, 40, 50 | WEO and WCO improved the indirect tensile strength and the resilient modulus [36]. |
| 0–20 | 20, 40, 60 | WEO and WCO reduced the rutting resistance [37]. | |
| 0, 1, 2, 3, 4 | 0, 30, 35, 40, 45 | WEO and WCO reduced the rutting resistance [38]. | |
| 0, 8 | 0, 50 | WCO reduced moisture susceptibility but weakened the resilient modulus, dynamic creep, and indirect tensile fatigue [39]. | |
| 0, 10, 16 | 0, 60 | WCO improved low-temperature performance but increased moisture susceptibility and reduced rutting resistance [40]. | |
| 13.3, 9.5 | 25, 50, 75 | WEO and WCO reduced rutting resistance but increased cracking resistance and reduced moisture sensitivity [15]. | |
| Softer binder | 4.6 | 29.5 | Softer binder improved the dynamic modulus and resistance to fatigue cracking but reduced resistance to rutting [41]. |
| 60, 100 | 40, 60, 100 | Adding soft bitumen to RAP provides better rutting performance and aging resistance than adding WCO to RAP [42]. | |
| - | 30–70 | By adding a softer binder to RAP, up to 60% of RAP can be successfully incorporated into HMA without compromising performance [43]. |
Table 2.
Physical properties of aggregates.
| Test | Unit | Standard Number | Result |
|---|---|---|---|
| Moisture absorption | % | ASTM C128 [45] | 0.97 |
| Los Angeles abrasion | % | ASTM C131 [46] | 22.8 |
| Specific gravity | gr/cm3 | ASTM C127 [47] | 2.6 |
Table 3.
Physical characteristics of virgin bitumen.
| Test | Unit | Standard Number | Result |
|---|---|---|---|
| Ductility test | cm | ASTM D113 [50] | 99 |
| Penetration test (25 °C, 100 gm, 5 s) | 0.01 mm | ASTM D5 [51] | 64 |
| Flash point test | °C | ASTM D92 [52] | 309 |
| Softening point test | °C | ASTM D36 [53] | 49 |
| Specific gravity | gr/cm3 | ASTM D70 [54] | 1.05 |
Table 4.
Properties of the recycled HDPE.
| Test | Unit | Standard | Results |
|---|---|---|---|
| Vicat softening point | °C | - | 64.4 |
| Specific gravity | gr/cm3 | ASTM-D792 [55] | 0.96 |
| Melting temperature (Tm) | °C | - | 142.9 |
| Melt flow index (MFI) | gr/10min | ASTM-D1238 [56] | 0.48 |
Table 5.
Characteristics of oleic acid from waste cooking oil.
| Test | Unit | Standard | Result |
|---|---|---|---|
| Saponification value | mg KOH/gr | - | 98 |
| Hydroxyl value | mg KOH/gr | - | 104 |
| Density at 25 °C | gr/cm3 | - | 0.98 |
| Viscosity at 25 °C | cP | - | 57 |
| Water | % | ASTM-E203 [60] | 0.4 |
Table 6.
Physical characteristics of the vacuum bottom.
| Physical Properties | Result | |
|---|---|---|
| Kinematic viscosity test (cSt.) | 80 °C | 2252 |
| 100 °C | 558 | |
| 135 °C | 107 | |
| Specific gravity (gr/cm3) | 1.009 | |
| Penetration test at 25 °C (0.1 mm) | 408 | |
Table 7.
Specifications of the 24 types of samples evaluated in this research.
| Assigned Name | Virgin Limestone (%) | RAP (%) | WEO (%) | OA (%) | VB (%) | Recycled HDPE (%) | |
|---|---|---|---|---|---|---|---|
| 1 | R100 | 0 | 100 | 0 | 0 | 0 | 0 |
| 2 | L100 | 100 | 0 | 0 | 0 | 0 | 0 |
| 3 | RL | 50 | 50 | 0 | 0 | 0 | 0 |
| 4 | RLE5 | 50 | 49.87 | 0.13 | 0 | 0 | 0 |
| 5 | RLE10 | 50 | 49.74 | 0.26 | 0 | 0 | 0 |
| 6 | RLE15 | 50 | 49.61 | 0.39 | 0 | 0 | 0 |
| 7 | RLO5 | 50 | 49.87 | 0 | 0.13 | 0 | 0 |
| 8 | RLO10 | 50 | 49.74 | 0 | 0.26 | 0 | 0 |
| 9 | RLO15 | 50 | 49.61 | 0 | 0.39 | 0 | 0 |
| 10 | RLV10 | 50 | 49.74 | 0 | 0 | 0.26 | 0 |
| 11 | RLV15 | 50 | 49.61 | 0 | 0 | 0.39 | 0 |
| 12 | RVL20 | 50 | 49.48 | 0 | 0 | 0.52 | 0 |
| 13 | RLP3 | 50 | 49.93 | 0 | 0 | 0 | 0.07 |
| 14 | RLP5 | 50 | 49.87 | 0 | 0 | 0 | 0.13 |
| 15 | RLP7 | 50 | 49.82 | 0 | 0 | 0 | 0.18 |
| 16 | RLE5P3 | 50 | 49.8 | 0.13 | 0 | 0 | 0.07 |
| 17 | RLE10P5 | 50 | 49.61 | 0.26 | 0 | 0 | 0.13 |
| 18 | RLE15P7 | 50 | 49.43 | 0.39 | 0 | 0 | 0.18 |
| 19 | RLO5P3 | 50 | 49.8 | 0 | 0.13 | 0 | 0.07 |
| 20 | RLO10P5 | 50 | 49.61 | 0 | 0.26 | 0 | 0.13 |
| 21 | RLO15P7 | 50 | 49.43 | 0 | 0.39 | 0 | 0.18 |
| 22 | RLV10P3 | 50 | 49.67 | 0 | 0 | 0.26 | 0.07 |
| 23 | RLV15P5 | 50 | 49.48 | 0 | 0 | 0.39 | 0.13 |
| 24 | RLV20P7 | 50 | 49.3 | 0 | 0 | 0.52 | 0.18 |
Table 8.
ANOVA test results.
| Statistical Factor | Rejuvenator Dosage | Rej + Recycled HDPE Dosage | Rejuvenator Type | Rej + Recycled HDPE Type | ||||
|---|---|---|---|---|---|---|---|---|
| F | p-Value | F | p-Value | F | p-Value | F | p-Value | |
| Mr | 4.92 | 0.05 | 2.18 | 0.19 | 1.01 | 0.41 | 2.63 | 0.15 |
| Fatigue | 10.4 | 0.01 | 2.85 | 0.13 | 0.47 | 0.64 | 1.39 | 0.31 |
| Rutting | 3.39 | 0.1 | 7 | 0.02 | 2.33 | 0.17 | 0.37 | 0.7 |
| Fracture energy | 2.03 | 0.21 | 2.18 | 0.19 | 1.36 | 0.32 | 1.44 | 0.3 |
| CRI | 1.46 | 0.3 | 3.65 | 0.09 | 3.72 | 0.08 | 1.58 | 0.28 |
Table 9.
Pearson correlation coefficient test results.
| Gf | CRI | Mr | Fatigue | Rutting | ||
|---|---|---|---|---|---|---|
| Gf | Correlation coefficient | 1 | 0.925 | −0.138 | 0.413 | 0.149 |
| Sig-(2 tailed) | - | 0.000 | 0.519 | 0.045 | 0.487 | |
| CRI | Correlation coefficient | 0.925 | 1 | −0.294 | 0.267 | 0.279 |
| Sig-(2 tailed) | 0.000 | - | 0.163 | 0.207 | 0.187 | |
| Mr | Correlation coefficient | −0.138 | −0.294 | 1 | 0.321 | −0.832 |
| Sig-(2 tailed) | 0.519 | 0.163 | - | 0.009 | 0.000 | |
| Fat | Correlation coefficient | 0.413 | 0.267 | 0.321 | 1 | −0.512 |
| Sig-(2 tailed) | 0.045 | 0.207 | 0.009 | - | 0.011 | |
| Rutt | Correlation coefficient | 0.149 | 0.279 | −0.832 | −0.512 | 1 |
| Sig-(2 tailed) | 0.487 | 0.187 | 0.000 | 0.011 | - | |
Table 10.
Spearman correlation coefficient test results.
| Gf | CRI | Mr | Fatigue | Rutting | ||
|---|---|---|---|---|---|---|
| Gf | Correlation coefficient | 1.000 | 0.922 | −0.241 | 0.409 | 0.106 |
| Sig-(2 tailed) | - | 0.000 | 0.257 | 0.047 | 0.621 | |
| CRI | Correlation coefficient | 0.922 | 1.000 | −0.396 | 0.297 | 0.221 |
| Sig-(2 tailed) | 0.000 | - | 0.055 | 0.158 | 0.299 | |
| Mr | Correlation coefficient | −0.241 | −0.396 | 1.000 | 0.312 | −0.812 |
| Sig-(2 tailed) | 0.257 | 0.055 | - | 0.138 | 0.000 | |
| Fat | Correlation coefficient | 0.409 | 0.297 | 0.312 | 1.000 | −0.502 |
| Sig-(2 tailed) | 0.047 | 0.158 | 0.138 | - | 0.012 | |
| Rutt | Correlation coefficient | 0.106 | 0.221 | −0.812 | −0.502 | 1.000 |
| Sig-(2 tailed) | 0.621 | 0.299 | 0.000 | 0.012 | - | |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
MDPI and ACS Style
Sadeghi, P.; Goli, A.; Fini, E. Carbon Sequestration via Bituminous Composites Containing Recycled High-Density Polyethylene. J. Compos. Sci. 2024, 8, 100. https://0-doi-org.brum.beds.ac.uk/10.3390/jcs8030100
AMA Style
Sadeghi P, Goli A, Fini E. Carbon Sequestration via Bituminous Composites Containing Recycled High-Density Polyethylene. Journal of Composites Science. 2024; 8(3):100. https://0-doi-org.brum.beds.ac.uk/10.3390/jcs8030100
Chicago/Turabian StyleSadeghi, Peyman, Ahmad Goli, and Elham Fini. 2024. "Carbon Sequestration via Bituminous Composites Containing Recycled High-Density Polyethylene" Journal of Composites Science 8, no. 3: 100. https://0-doi-org.brum.beds.ac.uk/10.3390/jcs8030100