
Stiffness Retention in Cyclic-Loaded CFRP Composites Produced via Novel Automatic Tape Laying


Abstract
:1. Introduction
2. Methodology
2.1. Material Characteristics and Resin Curing
2.2. Fill Multilayer Tape Laying
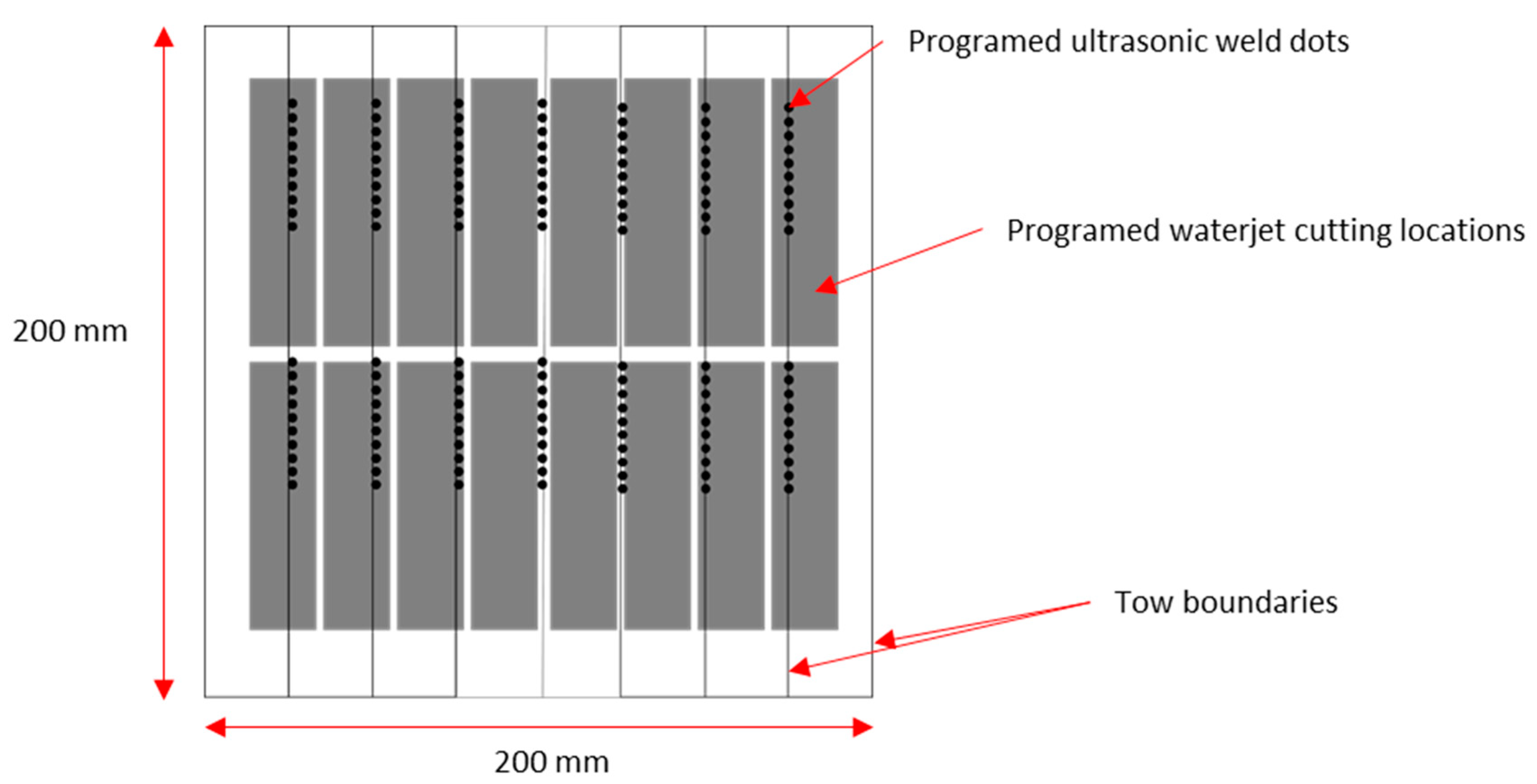
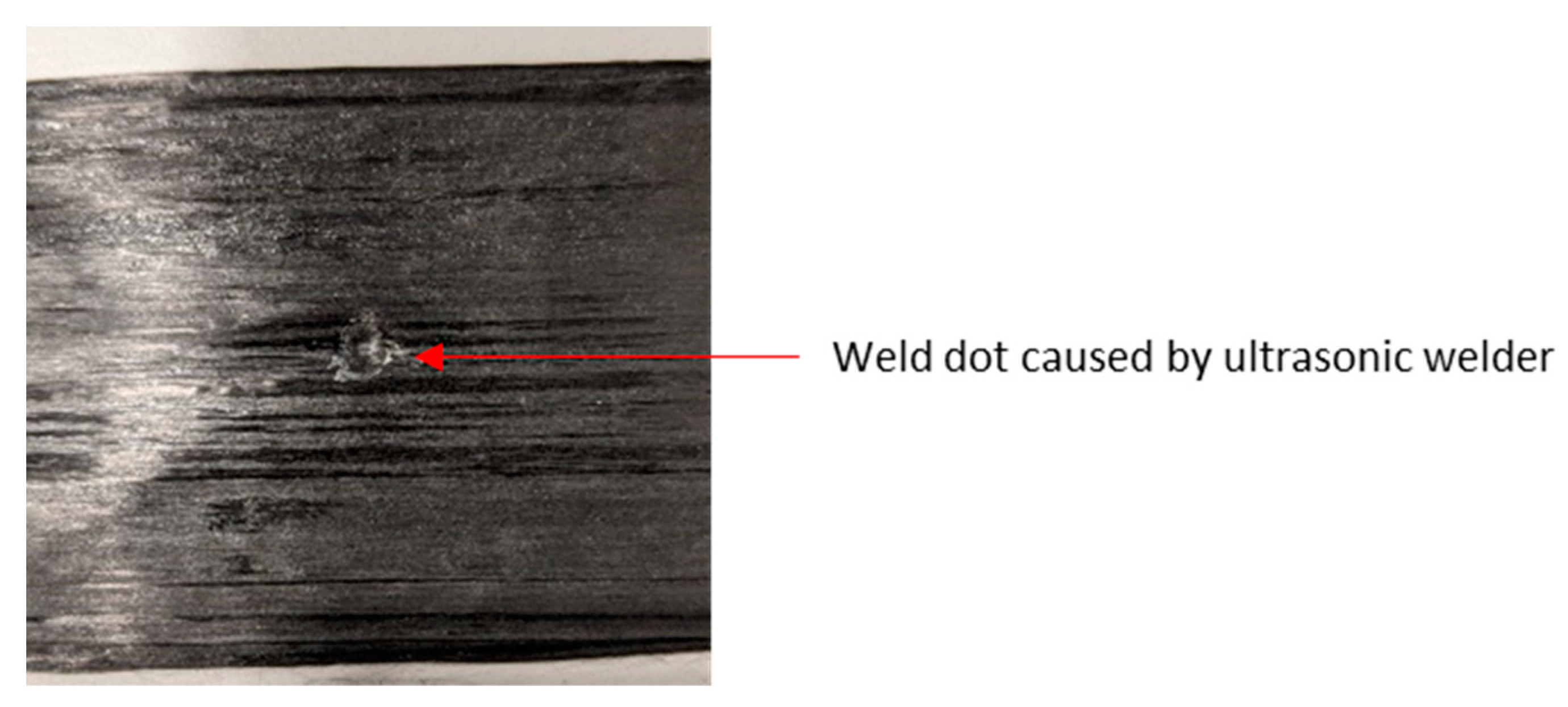
2.3. Tape-Laying Optimisation and Ultrasonic Welding Defect Mitigation
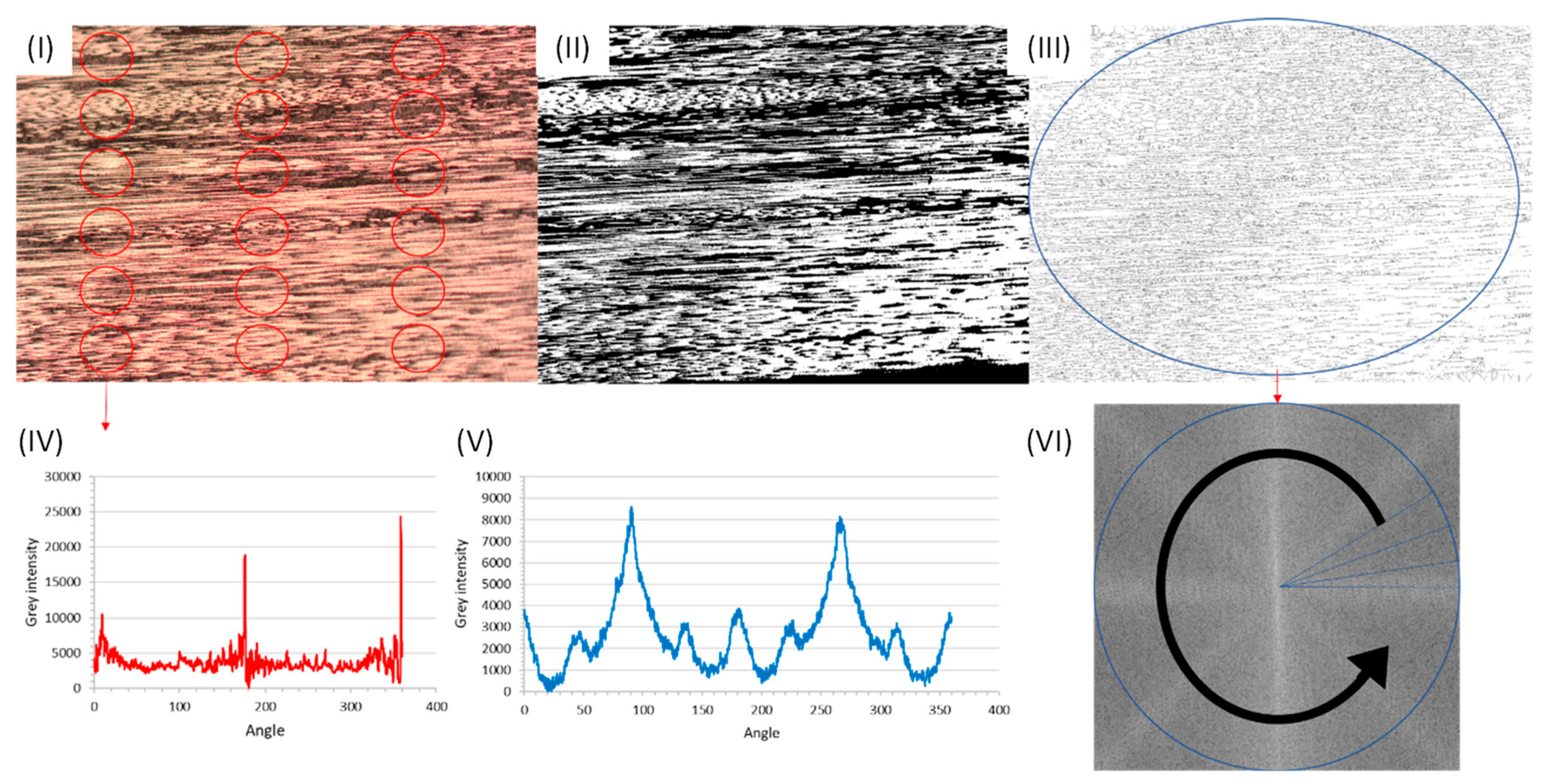
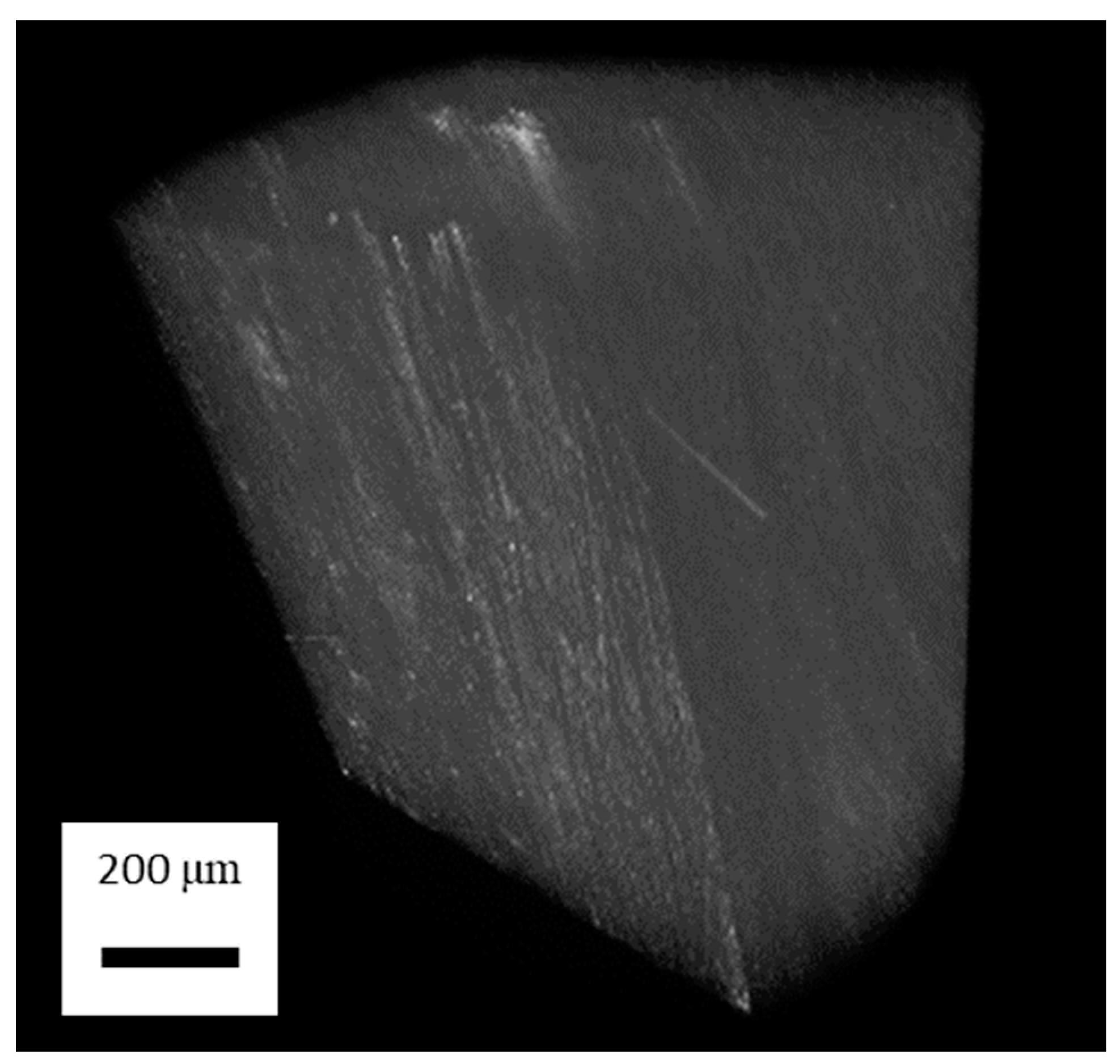
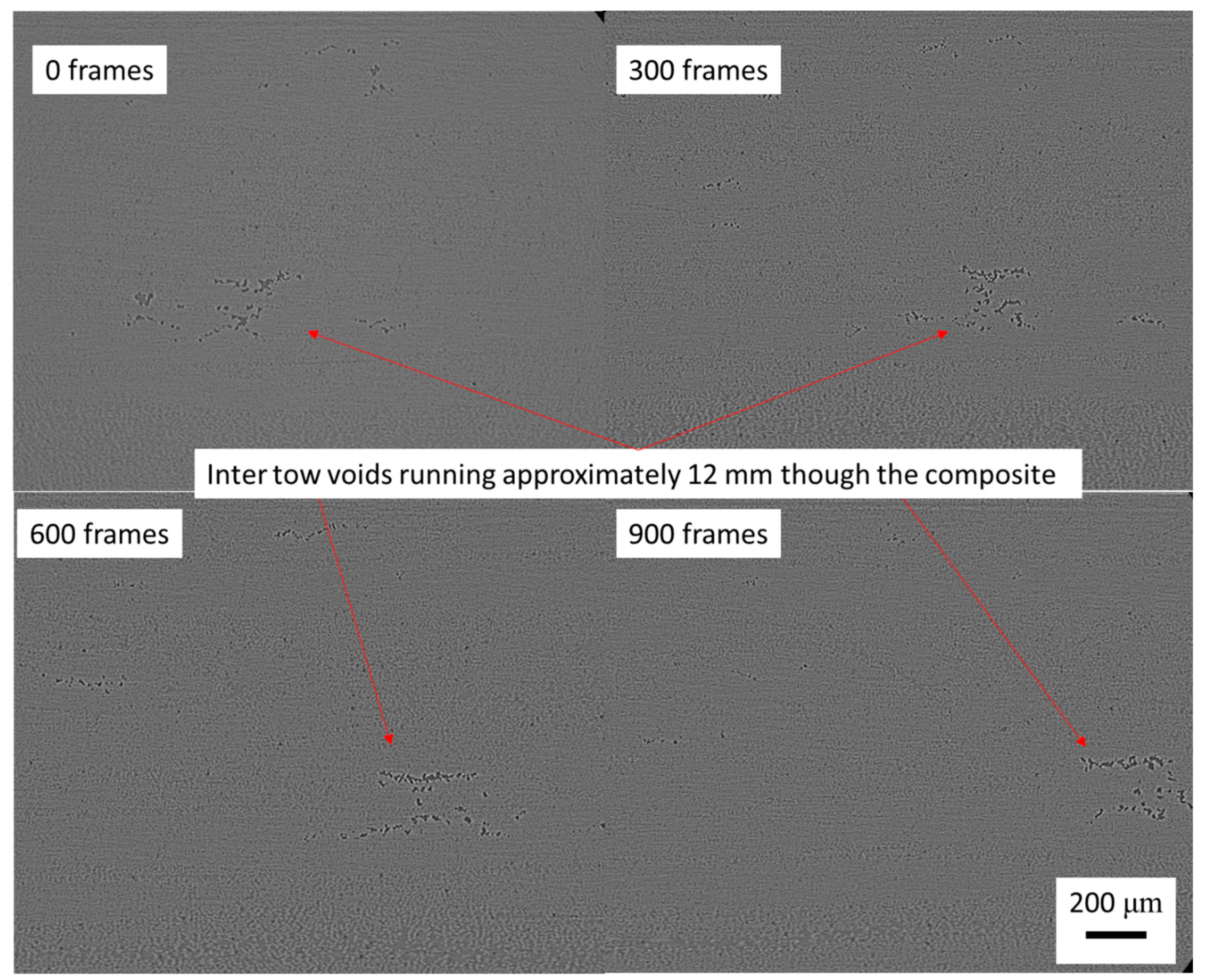
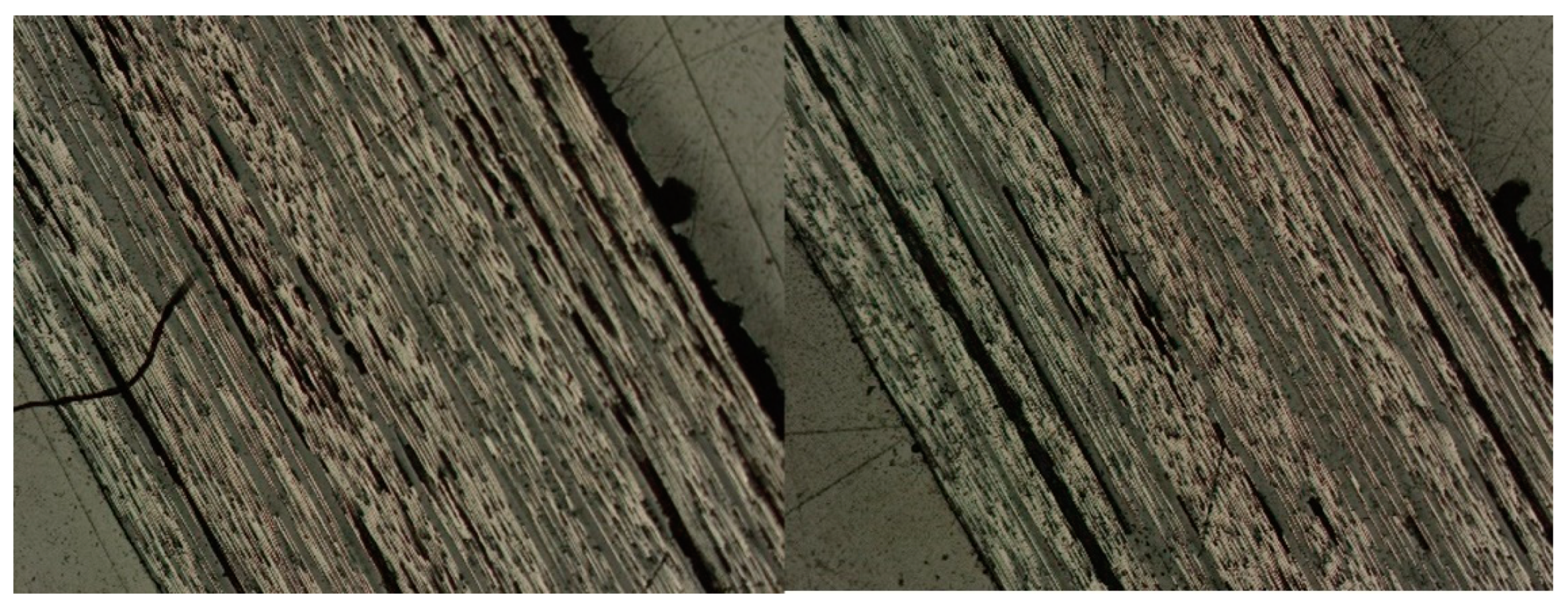
2.4. Optical Investigation of Fibre Alignment and Void Content of CFRP
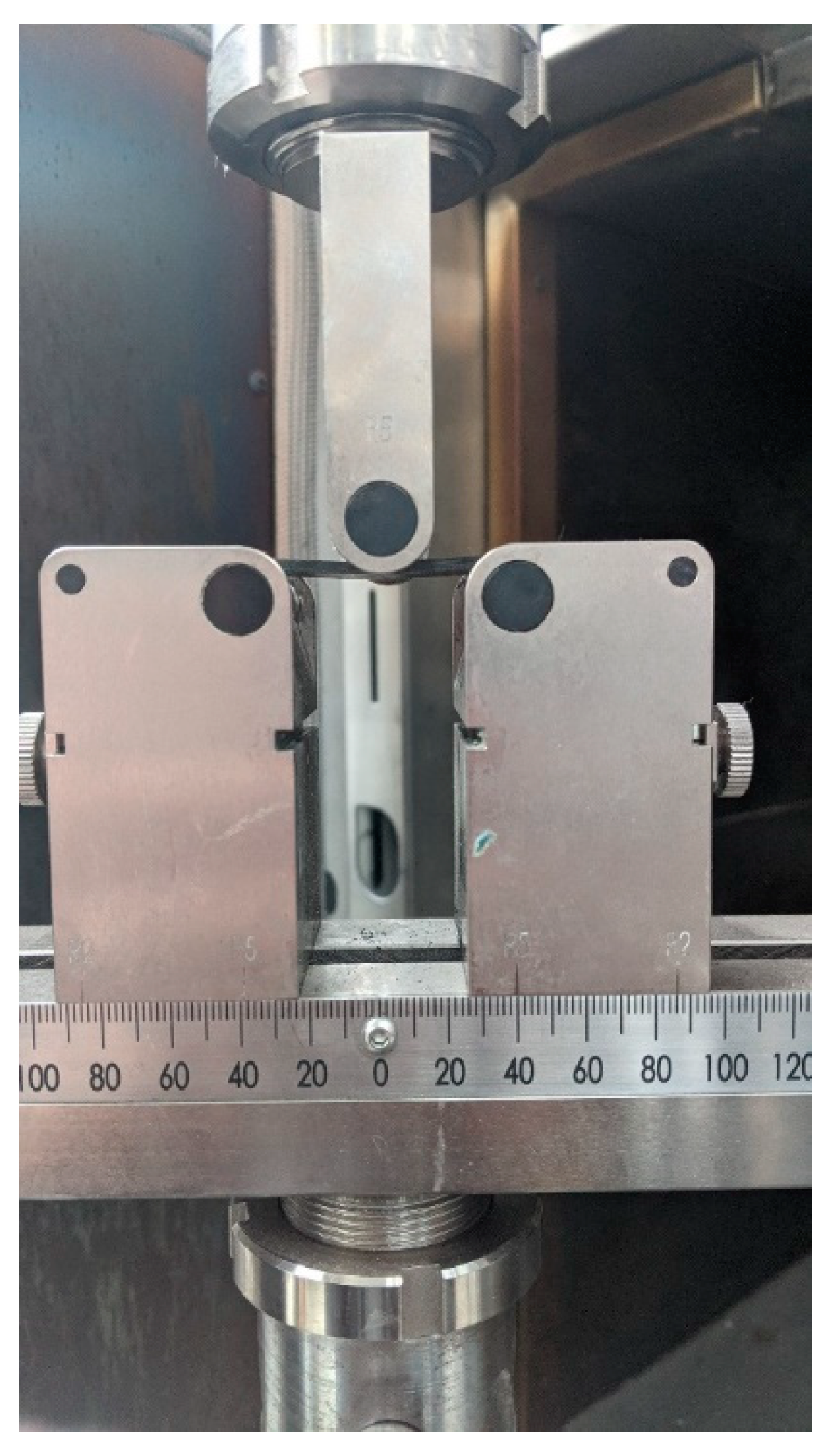
2.5. Three-Point Bending in Cyclic and Quasi-Static Bending Setup
2.6. Testing Parameters for Fatigue Loading
3. Results and Discussion
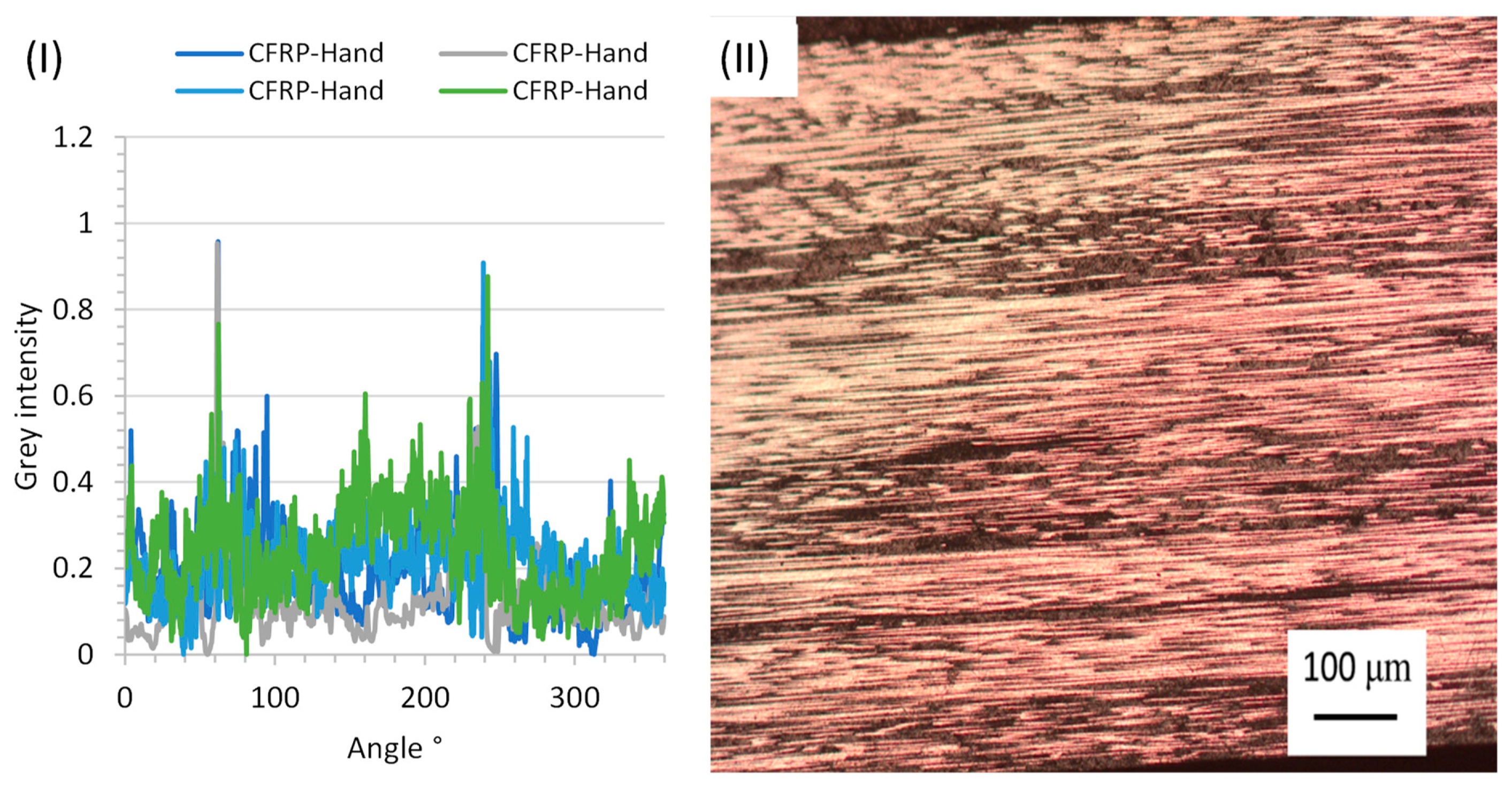
3.1. Waviness Effect of CFRP in Hand-Layered Composites
3.2. Alignment of CFRP Fibres Created by Hand Laying and the Fill Multilayer

3.3. Alignment of Fibre Stacks at Different Layup Orientations
3.4. Quasi-Static Three-Point Bending of CFRP-UD Fabrics
3.5. Tape-Laying Accuracy at Different Fibre Angles
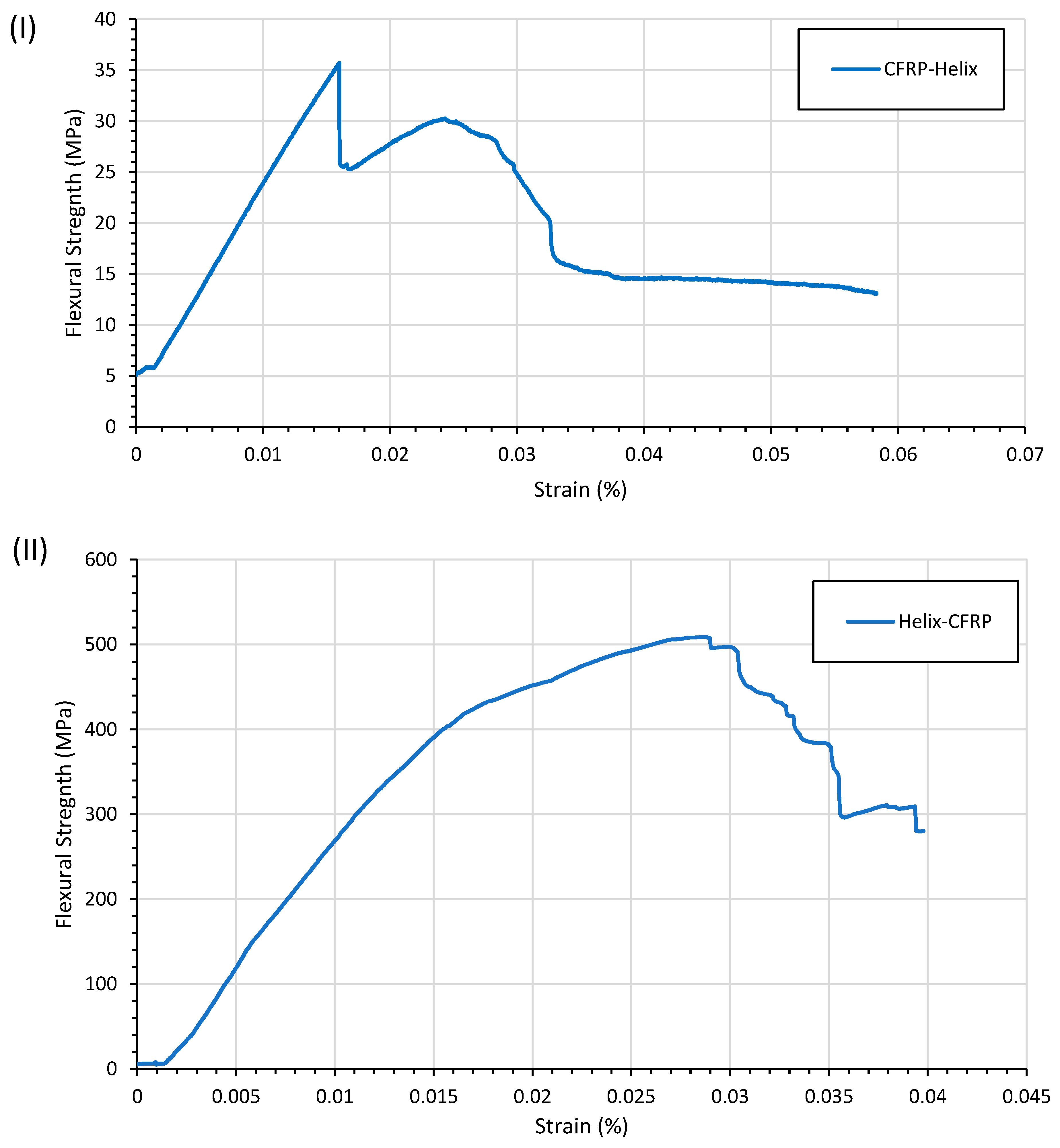
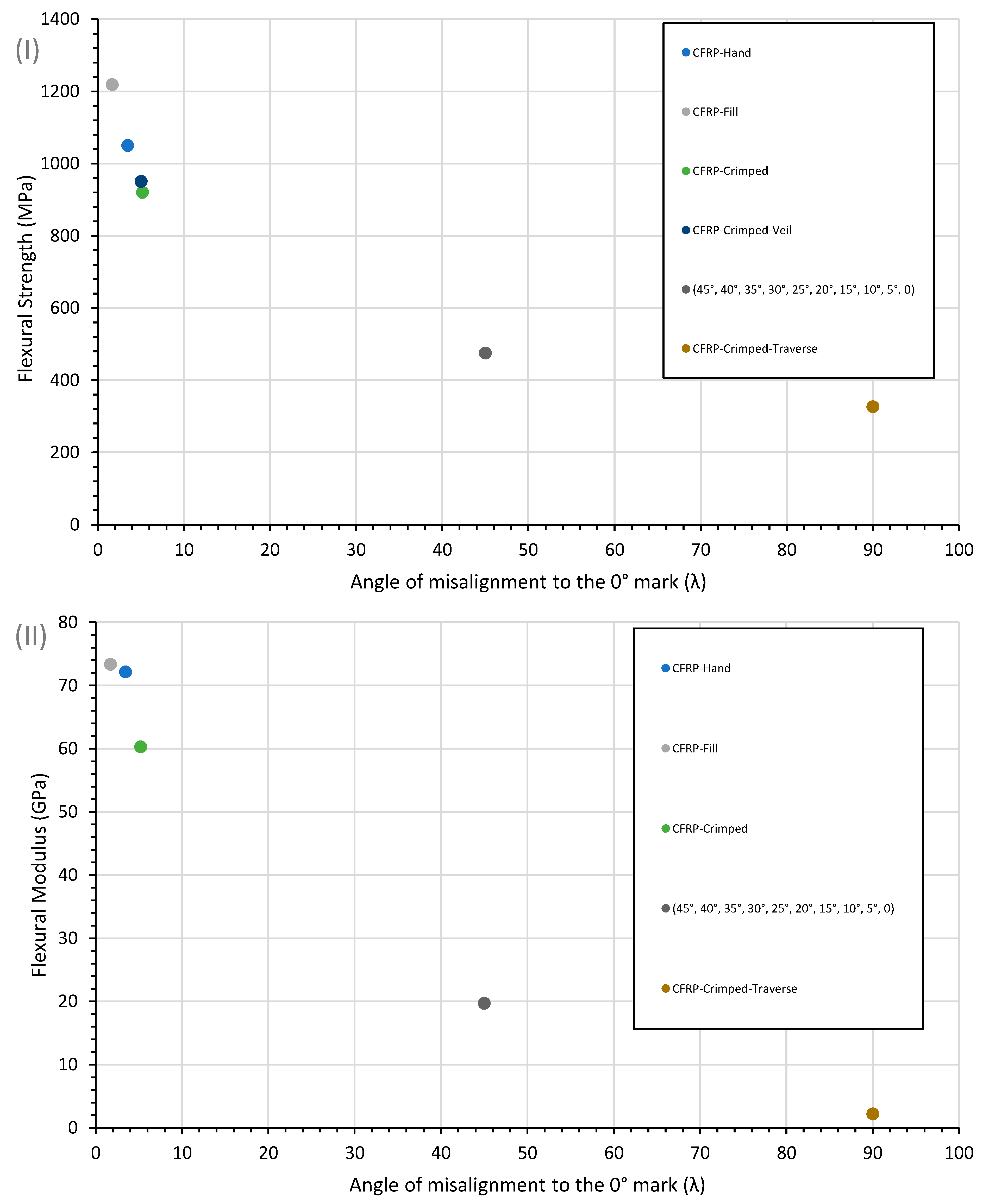
3.6. Examination of the Flexural Strength at Different Fibre Misalignment Angles
3.7. Dynamic Testing of CFRP
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Blythe, A.; Fox, B.; Nikzad, M.; Eisenbart, B.; Chai, B.X.; Blanchard, P.; Dahl, J. Evaluation of the Failure Mechanism in Polyamide Nanofibre Veil Toughened Hybrid Carbon/Glass Fibre Composites. Materials 2022, 15, 8877. [Google Scholar] [CrossRef] [PubMed]
- Chai, B.X.; Eisenbart, B.; Nikzad, M.; Fox, B.; Blythe, A.; Bwar, K.H.; Wang, J.; Du, Y.; Shevtsov, S. Application of KNN and ANN Metamodeling for RTM Filling Process Prediction. Materials 2023, 16, 6115. [Google Scholar] [CrossRef] [PubMed]
- Chai, B.X.; Eisenbart, B.; Nikzad, M.; Fox, B.; Wang, Y.; Bwar, K.H.; Zhang, K. Review of Approaches to Minimise the Cost of Simulation-Based Optimisation for Liquid Composite Moulding Processes. Materials 2023, 16, 7580. [Google Scholar] [CrossRef] [PubMed]
- Shevtsov, S.; Zhilyaev, I.; Chang, S.H.; Wu, J.K.; Snezhina, N. Multi-Criteria Decision Approach to Design a Vacuum Infusion Process Layout Providing the Polymeric Composite Part Quality. Polymers 2022, 14, 313. [Google Scholar] [CrossRef] [PubMed]
- Rodrigues, H.; Arêde, A.; Furtado, A.; Rocha, P. Seismic behavior of strengthened RC columns under biaxial loading: An experimental characterization. Constr. Build. Mater. 2015, 95, 393–405. [Google Scholar] [CrossRef]
- Rodrigues, H.; Arêde, A.; Furtado, A.; Rocha, P. Seismic Rehabilitation of RC Columns Under Biaxial Loading: An Experimental Characterization. Structures 2015, 3, 43–56. [Google Scholar] [CrossRef]
- Zhilyaev, I.; Chang, S.-H.; Shevtsov, S.; Snezhina, N. Preform Porosity and Final Thickness Variability Prediction after Controlled Post-Infusion External Pressure Application with the FEA Model. J. Compos. Sci. 2022, 6, 361. [Google Scholar] [CrossRef]
- Djavadifar, A.; Graham-Knight, J.B.; Kӧrber, M.; Lasserre, P.; Najjaran, H. Automated visual detection of geometrical defects in composite manufacturing processes using deep convolutional neural networks. J. Intell. Manuf. 2022, 33, 2257–2275. [Google Scholar] [CrossRef]
- Mehdikhani, M.; Gorbatikh, L.; Verpoest, I.; Lomov, S.V. Voids in fiber-reinforced polymer composites: A review on their formation, characteristics, and effects on mechanical performance. J. Compos. Mater. 2019, 53, 1579–1669. [Google Scholar] [CrossRef]
- Gokce, A.; Advani, S.G. Simultaneous gate and vent location optimization in liquid composite molding processes. Compos. Part A Appl. Sci. Manuf. 2004, 35, 1419–1432. [Google Scholar] [CrossRef]
- Falk, H.; Christian, W. Manufacturing-Induced Imperfections in Composite Parts Manufactured via Automated Fiber Placement. J. Compos. Sci. 2019, 3, 56. [Google Scholar] [CrossRef]
- Oromiehie, E.; Prusty, B.G.; Compston, P.; Rajan, G. Automated fibre placement based composite structures: Review on the defects, impacts and inspections techniques. Compos. Struct. 2019, 224, 110987. [Google Scholar] [CrossRef]
- Belnoue, J.P.H.; Mesogitis, T.; Nixon-Pearson, O.J.; Kratz, J.; Ivanov, D.S.; Partridge, I.K.; Potter, K.D.; Hallett, S.R. Understanding and predicting defect formation in automated fibre placement pre-preg laminates. Compos. Part A Appl. Sci. Manuf. 2017, 102, 196–206. [Google Scholar] [CrossRef]
- FILL Multilayer. Available online: https://www.fill.co.at/en/products/multilayer (accessed on 6 November 2023).
- Yadav, N.; Schledjewski, R. Review of in-process defect monitoring for automated tape laying. Compos. Part A Appl. Sci. Manuf. 2023, 173, 107654. [Google Scholar] [CrossRef]
- Sacco, C.; Baz Radwan, A.; Anderson, A.; Harik, R.; Gregory, E. Machine learning in composites manufacturing: A case study of Automated Fiber Placement inspection. Compos. Struct. 2020, 250, 112514. [Google Scholar] [CrossRef]
- Li, H.; Chen, C.; Yi, R.; Li, Y.; Wu, J. Ultrasonic welding of fiber-reinforced thermoplastic composites: A review. Int. J. Adv. Manuf. Technol. 2022, 120, 29–57. [Google Scholar] [CrossRef]
- Boros, R.; Sibikin, I.; Ageyeva, T.; Kovács, J.G. Development and Validation of a Test Mold for Thermoplastic Resin Transfer Molding of Reactive PA-6. Polymer 2020, 12, 976. [Google Scholar] [CrossRef]
- Crossley, R.J.; Schubel, P.J.; De Focatiis, D.S.A. Time–temperature equivalence in the tack and dynamic stiffness of polymer prepreg and its application to automated composites manufacturing. Compos. Part A Appl. Sci. Manuf. 2013, 52, 126–133. [Google Scholar] [CrossRef]
- Croft, K.; Lessard, L.; Pasini, D.; Hojjati, M.; Chen, J.; Yousefpour, A. Experimental study of the effect of automated fiber placement induced defects on performance of composite laminates. Compos. Part A Appl. Sci. Manuf. 2011, 42, 484–491. [Google Scholar] [CrossRef]
- Jeppesen, N.; Mikkelsen, L.P.; Dahl, A.B.; Christensen, A.N.; Dahl, V.A. Quantifying effects of manufacturing methods on fiber orientation in unidirectional composites using structure tensor analysis. Compos. Part A Appl. Sci. Manuf. 2021, 149, 106541. [Google Scholar] [CrossRef]
- Bodaghi, M.; Vanaerschot, A.; Lomov, S.V.; Correia, N.C. On the variability of mesoscale permeability of a 2/2 twill carbon fabric induced by variability of the internal geometry. Compos. Part A Appl. Sci. Manuf. 2017, 101, 394–407. [Google Scholar] [CrossRef]
- Bunea, M.; Bria, V.; Silva, F.S.; Birsan, I.G.; Buciumeanu, M. Influence of Fiber Orientation and Fillers on Low Velocity Impact Response of the Fabric Reinforced Epoxy Composites. Appl. Compos. Mater. 2021, 28, 1277–1290. [Google Scholar] [CrossRef]
- Nugroho, G.; Budiyantoro, C. Optimization of Fiber Factors on Flexural Properties for Carbon Fiber Reinforced Polypropylene. J. Compos. Sci. 2022, 6, 160. [Google Scholar] [CrossRef]
- Alam, P.; Mamalis, D.; Robert, C.; Floreani, C.; Ó Brádaigh, C.M. The fatigue of carbon fibre reinforced plastics—A review. Compos. Part B Eng. 2019, 166, 555–579. [Google Scholar] [CrossRef]
- Chai, B.X.; Eisenbart, B.; Nikzad, M.; Fox, B.; Blythe, A.; Blanchard, P.; Dahl, J. A novel heuristic optimisation framework for radial injection configuration for the resin transfer moulding process. Compos. Part A Appl. Sci. Manuf. 2023, 165, 107352. [Google Scholar] [CrossRef]
- Capricho, J.C.; Subhani, K.; Chai, B.X.; Bryant, G.; Salim, N.; Juodkazis, S.; Fox, B.L.; Hameed, N. Porous macroradical epoxy-based supercapacitors. Polymer 2022, 259, 125356. [Google Scholar] [CrossRef]
- Seyednourani, M.; Yildiz, M.; Sas, H.S. A two-stage optimization methodology for gate and vent locations and distribution media layout for liquid composite molding process. Compos. Part A Appl. Sci. Manuf. 2021, 149, 106522. [Google Scholar] [CrossRef]
- Li, J.; Zhang, C.; Liang, R.; Wang, B. Robust design of composites manufacturing processes with process simulation and optimisation methods. Int. J. Prod. Res. 2008, 46, 2087–2104. [Google Scholar] [CrossRef]
- Wang, Y.; Rao, Z.; Liao, S.; Wang, F. Ultrasonic welding of fiber reinforced thermoplastic composites: Current understanding and challenges. Compos. Part A Appl. Sci. Manuf. 2021, 149, 106578. [Google Scholar] [CrossRef]
- Fernandez Villegas, I.; Vizcaino Rubio, P. On avoiding thermal degradation during welding of high-performance thermoplastic composites to thermoset composites. Compos. Part A Appl. Sci. Manuf. 2015, 77, 172–180. [Google Scholar] [CrossRef]
- Tsiangou, E.; Kupski, J.; Teixeira de Freitas, S.; Benedictus, R.; Villegas, I.F. On the sensitivity of ultrasonic welding of epoxy- to polyetheretherketone (PEEK)-based composites to the heating time during the welding process. Compos. Part A Appl. Sci. Manuf. 2021, 144, 106334. [Google Scholar] [CrossRef]
- Terekhov, I.V.; Chistyakov, E.M. Binders used for the manufacturing of composite materials by liquid composite molding. Polymers 2021, 14, 87. [Google Scholar] [CrossRef]
- Bhudolia, S.K.; Gohel, G.; Leong, K.F.; Joshi, S.C. Damping, impact and flexural performance of novel carbon/Elium® thermoplastic tubular composites. Compos. Part B Eng. 2020, 203, 108480. [Google Scholar] [CrossRef]
- Dong, C. Flexural behaviour of carbon and glass reinforced hybrid composite pipes. Compos. Part C Open Access 2021, 4, 100090. [Google Scholar] [CrossRef]
- Wang, Y.; Emerson, M.J.; Conradsen, K.; Dahl, A.B.; Dahl, V.A.; Maire, E.; Withers, P.J. Evolution of fibre deflection leading to kink-band formation in unidirectional glass fibre/epoxy composite under axial compression. Compos. Sci. Technol. 2021, 213, 108929. [Google Scholar] [CrossRef]
- Quan, D.; Yue, D.; Ma, Y.; Zhao, G.; Alderliesten, R. On the mix-mode fracture of carbon fibre/epoxy composites interleaved with various thermoplastic veils. Compos. Commun. 2022, 33, 101230. [Google Scholar] [CrossRef]
- Tsotsis, T.K. Interlayer toughening of composite materials. Polym. Compos. 2009, 30, 70–86. [Google Scholar] [CrossRef]
- Cheng, C.; Zhang, C.; Zhou, J.; Jiang, M.; Sun, Z.; Zhou, S.; Liu, Y.; Chen, Z.; Xu, L.; Zhang, H.; et al. Improving the interlaminar toughness of the carbon fiber/epoxy composites via interleaved with polyethersulfone porous films. Compos. Sci. Technol. 2019, 183, 107827. [Google Scholar] [CrossRef]
- Blythe, A.; Fox, B.; Nikzad, M.; Eisenbart, B.; Chai, B.X. Stiffness Degradation under Cyclic Loading Using Three-Point Bending of Hybridised Carbon/Glass Fibres with a Polyamide 6,6 Nanofibre Interlayer. J. Compos. Sci. 2022, 6, 270. [Google Scholar] [CrossRef]
- Sebaey, T.A.; Bouhrara, M.; O’Dowd, N. Fibre Alignment and Void Assessment in Thermoplastic Carbon Fibre Reinforced Polymers Manufactured by Automated Tape Placement. Polymers 2021, 13, 473. [Google Scholar] [CrossRef]
- Kratmann, K.K.; Sutcliffe, M.P.F.; Lilleheden, L.T.; Pyrz, R.; Thomsen, O.T. A novel image analysis procedure for measuring fibre misalignment in unidirectional fibre composites. Compos. Sci. Technol. 2009, 69, 228–238. [Google Scholar] [CrossRef]
- Santulli, C.; Gil, R.G.; Long, A.C.; Clifford, M.J. Void Content Measurements in Commingled E-Glass/Polypropylene Composites Using Image Analysis from Optical Micrographs. Sci. Eng. Compos. Mater. 2002, 10, 77–90. [Google Scholar] [CrossRef]
- D7264/D7264M-15; Standard Test Method for Flexural Properties of Polymer Matrix Composite Materials. ASTM International: Newark, DE, USA, 2015.
- Brod, M.; Dean, A.; Scheffler, S.; Gerendt, C.; Rolfes, R. Numerical modeling and experimental validation of fatigue damage in Cross-Ply CFRP composites under inhomogeneous stress states. Compos. Part B Eng. 2020, 200, 108050. [Google Scholar] [CrossRef]
- Stinchcomb, W.W.; Bakis, C.E. Chapter 4—Fatigue Behavior of Composite Laminates. In Composite Materials Series; Reifsnider, K.L., Ed.; Elsevier: Amsterdam, The Netherlands, 1991; Volume 4, pp. 105–180. [Google Scholar]
- Pinto, F.; Iervolino, O.; Scarselli, G.; Ginzburg, D.; Meo, M. Bioinspired Twisted Composites Based on Bouligand Structures; SPIE: Bellingham, WA, USA, 2016; p. 97970E-E-13. [Google Scholar]
- Apichattrabrut, T.; Ravi-Chandar, K. Helicoidal Composites. Mech. Adv. Mater. Struct. 2006, 13, 61–76. [Google Scholar] [CrossRef]
- Qin, X.; Marchi, B.C.; Meng, Z.; Keten, S. Impact resistance of nanocellulose films with bioinspired Bouligand microstructures. Nanoscale Adv. 2019, 1, 1351–1361. [Google Scholar] [CrossRef] [PubMed]
- Cheng, L.; Thomas, A.; Glancey, J.L.; Karlsson, A.M. Mechanical behavior of bio-inspired laminated composites. Compos. Part A Appl. Sci. Manuf. 2011, 42, 211–220. [Google Scholar] [CrossRef]
























{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material Type | Tensile Strength (MPa) | Tensile Modulus (GPa) |
|---|---|---|
| Crimped CFRP | 1235 | 126.6 |
| Non-crimped CFRP | 2137 | 135 |
| Sample | Fibre Alignment | Flexural Strength MPa | Flexural Modulus GPa |
|---|---|---|---|
| CFRP-Hand | 3.45 ° | 1049.81 ± 35.45 | 72.15 ± 6.85 |
| CFRP-Fill | 1.68 ° | 1218.57 ± 78.85 | 73.33 ± 4.01 |
| (45°, 40°, 35°, 30°, 25°, 20°, 15°, 10°, 5°, 0) | 2.21 ° | 475.128 ± 38.46 | 19.7 ± 0.49 |
| (0°, 5°, 10°, 15°, 20°, 25°, 30°, 35°, 40°, 45°) | 2.21 ° | 31.8 ± 1.92 | 6.57 ± 0.38 |
| CFRP-Crimped | 5.18 ° | 920.33 ± 39.8 | 60.28 ± 5.86 |
| CFRP-Crimped-Traverse | 5.04 ° | 326.25 ± 45.2 | 2.17 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Blythe, A.; Fox, B.; Nikzad, M.; Eisenbart, B.; Chai, B.X. Stiffness Retention in Cyclic-Loaded CFRP Composites Produced via Novel Automatic Tape Laying. J. Compos. Sci. 2024, 8, 92. https://0-doi-org.brum.beds.ac.uk/10.3390/jcs8030092
Blythe A, Fox B, Nikzad M, Eisenbart B, Chai BX. Stiffness Retention in Cyclic-Loaded CFRP Composites Produced via Novel Automatic Tape Laying. Journal of Composites Science. 2024; 8(3):92. https://0-doi-org.brum.beds.ac.uk/10.3390/jcs8030092
Chicago/Turabian StyleBlythe, Ashley, Bronwyn Fox, Mostafa Nikzad, Boris Eisenbart, and Boon Xian Chai. 2024. "Stiffness Retention in Cyclic-Loaded CFRP Composites Produced via Novel Automatic Tape Laying" Journal of Composites Science 8, no. 3: 92. https://0-doi-org.brum.beds.ac.uk/10.3390/jcs8030092