
Determinants of Remanufacturing Adoption for Circular Economy: A Causal Relationship Evaluation Framework



1
Institute of Business Management, GLA University, Mathura 281406, India
2
Department of Industrial Engineering, Faculty of Engineering, King Abdulaziz University, Jeddah 21589, Saudi Arabia
*
Author to whom correspondence should be addressed.
Appl. Syst. Innov. 2022, 5(4), 62; https://0-doi-org.brum.beds.ac.uk/10.3390/asi5040062
Submission received: 18 May 2022
/
Revised: 20 June 2022
/
Accepted: 22 June 2022
/
Published: 24 June 2022
(This article belongs to the Section Applied Mathematics)
Abstract
:Organizations are transforming their linear models into circular models in order to become more sustainable. Remanufacturing is an essential element of the circular model; thus, there is an urgent need to adopt remanufacturing. It can offer organizations economic and environmental advantages and facilitate the transition to a circular economy (CE). Several aspects are crucial to the use of remanufacturing methods in order to transition to the CE. Therefore, in this study, we aimed to develop a framework for investigating the causal relationship among determinants of adopting remanufacturing processes for the circular economy. Through an integrated approach comprising a literature review and the Modified Delphi Method, we identified ten remanufacturing adoption determinants. The causal relationship among these determinants was established using the DEMATEL method. Furthermore, we classified these determinants into cause and effect groups. Five determinants, “consumer preferences”, “remanufacturing adoption framework”, “market opportunities”, “management commitment”, and “preferential tax policies”, belong to the cause group, and the remaining five belong to the effect group based on the effect score. To implement remanufacturing processes and transition to a circular economy, it is necessary to pay greater attention to these identified determinants, especially those that belong to the cause group. The outcomes of this study may aid management and policy makers in formulating strategies for effectively implementing remanufacturing methods within their organizations.
1. Introduction
Unsustainable consumption and production contribute to the exhaustion of natural resources and the escalation of adverse ecological consequences, posing worldwide challenges for sustainable development. As economic activity has improved significantly throughout the world, the per capita consumption of goods and services has also increased [1,2]. As a result, greater demand for products and services puts pressure on resources and the environment [3]. To fulfill the current demand, contemporary linear production models based on “Take-Make-Use-Dispose” are utilized [4]. In the model, natural resources are extracted, transformed into goods, and disposed of at the end of their useful lives.
Consequently, the linear economy depends on the availability of natural resources [5]. To address the issue, industries are steadily moving their business models toward a circular economy (CE), pertaining to product shelf-life extension, waste management, and financial system sustainability through customer preference for substitute goods and services. Therefore, over the past decade, the concept of the CE has gained prominence and has become particularly associated with efforts to achieve a more sustainable society [6].
The CE aims to lower the requirement for fresh materials by reusing existing ones and continuously monitoring resource consumption. This CE target appears to be attainable through repurposing, repairing, reusing, remanufacturing, and recycling products [7]. Numerous businesses have now developed policies to promote CE processes and procedures for product design, production, and distribution, as well as end-of-life strategies for recovering value from discarded products [8]. Remanufacturing is one of the most important end-of-life techniques and can be considered a critical component of CE adoption. End-of-life and end-of-use products may be recycled, repaired, reused, refurbished, and remanufactured in the CE environment. Nonetheless, only remanufacturing assures that the quality of remanufactured items is the same as that of new ones [9,10]. Remanufacturing is restoring end-of-life and end-of-use items to a like-new state through repairing, refurbishing, or replacing old and worn-out components [11]. Remanufacturing offers various environmental advantages by prolonging the life cycle of end-of-life and end-of-use items. For example, remanufacturing minimizes the consumption of resources and energy and the requirement to dispose of waste items in landfills [12,13]. Due to these advantages, several firms, including IBM, HP, Fujifilm, Kodak, Caterpillar, etc., participate in massive remanufacturing.
Remanufacturing eliminates the need for virgin materials, energy, and the associated costs connected with their production. Wei et al. [14] defines remanufacturing as “…an industrial process whereby used products are restored to useful life”. It has gained significant importance in recent years among industries and consumers due to greater consumer awareness of the environment and government laws [15,16]. In a competitive business environment, several factors, such as advertising, preferential tax policies, consumer preferences, and rebates, influence supply chain participants’ actions regarding remanufacturing adoption. As a sales promotion strategy, it is common for manufacturers to incentivize retailers to sell remanufactured product in the current business [17].
Some studies address the remanufacturing issue in the context of CE. For example, Islam and Huda [18] believe that remanufacturing is one of the most important strategies for achieving CE objectives. Singhal, Tripathy, and Jena [19] discussed how several scholars pursue CE goals through remanufacturing. They found nineteen essential characteristics, the most significant of which are purchasing intention and awareness of the environment. Furthermore, Fofou, Jiang, and Wang [20] examined a variety of life cycle solutions that can aid in the improvement of remanufacturing and the promotion of a CE. Remanufacturing reduces product life cycle costs, machine downtime, and supply chain networks by reusing and recycling product components.
However, in order to achieve a successful and cost-effective transition to a CE, industries must implement remanufacturing processes. Numerous sectors are less familiar with how to commence remanufacturing methods and the related benefits linked with their adoption. Thus, for efficient remanufacturing procedures to be adopted, a number of factors are at play, including subsidies and tax reductions, customer attitude and culture, and channels for collecting used products [21,22,23,24]. These factors are necessary for properly implementing remanufacturing processes and transforming the linear economy into a circular one. As a result, determinants for adopting remanufacturing processes must be identified and assessed in the CE environment. To be more precise, this study’s objectives are as follows:
- (i)
- To identify the determinants of remanufacturing adoption for CE.
- (ii)
- To develop the causal relationship among these identified determinants.
- (iii)
- To categorize the identified determinants into cause and effect groups.
The remainder of this article is organized as follows. Section 2 discusses the literature review; Section 3 discusses the methodology used. Section 4 contains the analysis of data and the outcomes, while Section 5 presents the discussion. Implications are provided in Section 6. Finally, the study is concluded, and limitations and future scopes are provided in Section 7.
2. Literature Review
Certain parts and components are obsolete in their manufacture or are prohibitively challenging to replace [25]. However, a remanufacturing situation brings them back into production (thus performing reverse logistics). The closed-loop supply chain industry is gaining interest in remanufacturing, including remanufacturing as part of a closed-loop strategy [26]. Such strategies significantly contribute to CE goals, as shown in Figure 1.
Increasingly, CE is attracting the attention of policy makers, academia, and the industrial sector, primarily in the context of efforts to increase social sustainability [19]. This section summarizes the state of CE adoption and related activity. Additionally, the determinants of remanufacturing methods in the context of CE are identified.
2.1. A Brief Overview on CE
CE solutions reduce waste by retaining product value for as long as possible. They maintain resources within the value chain after a product has reached the end of its useful life so that it may be reused several times, continuing to generate and retain value for its users through multiple usage cycles. However, a transformation to a more circular economy necessitates alterations to the whole supply chain. These must be backed by technology and processes that facilitate success, such as discovering novel ways to convert waste into resources and modifying the behavior of product users and customers [27]. Government support supplemented by the private and public sectors helps provide soft loans, flexible financing options, program affiliations with OEMs, and green procurement, and manage resource efficiency standards [28]. This necessitates widespread systemic changes and innovation in technologies, organizations, social perspectives, and economic systems. The economic development framework takes into account circular practices even at a fundamental level [4]. Dey et al. [29] highlighted that supply chain functions found to be critical to CE adoption in the EU were explicitly the design function related to products, processes, and facilities that will significantly contribute to CE adoption.
In the CE, resources are ideally circulated repeatedly in the resource loops to extend the useful life of products, components, and materials [30]. The objective of the CE is to increase the resource efficiency of the system through the systematic use of repair, reuse, upcycling, remanufacturing, and cascading materials recycling, and eventually reduce the requirement for new products, components, and virgin raw material [31]. Resources and energy efficiency regulations, infrastructure improvements (e.g., transportation facilities, IT), incentives, and tax reductions need to be implemented worldwide as part of the provisions of the circular remanufacturing strategy. CE preserves the embedded value of products/components/material at the highest possible utility by closing and slowing resource loops. An extended or increased use of a product slows the flow of resources across the supply chain. By recycling post-use materials and re-injecting them into the production system, resource loops are closed that maximize the useful life of material and product [32].
The CE addresses restoration options (i.e., repair, remanufacturing, refurbishing, and recycling) for the restoration of technical materials and regeneration concepts for biological materials to maintain zero waste. The EU report “Towards a circular economy: A zero waste programme for Europe” [33] highlights that the CE is a circular conceptual system with seven phases: raw material, design, manufacturing/remanufacturing, distribution, consumption/use/reuse/repair, collection, and recycling. These stages are interrelated because materials can be utilized in a cascade manner and are not necessarily confined to a particular pathway depending on their origin. For instance, companies may interchange by-products as repurposed outputs-to-inputs or remanufactured items, and customers may choose product service systems rather than ownership and disposal. Despite this, Jabbour et al. [34] stated that recycling may not be a sustainable strategy since it destroys the value associated with processing the material to create a new object. The objective of these circular flows is to decrease the number of resources that escape the circle, allowing the system to operate at its highest efficiency. The CE is then defined by the actions and processes that occur within these seven steps in order to preserve value and prevent waste. To develop a CE, the design of industrial processes, goods, and services is a vital starting point. Remanufacturers in a CE should remanufacture their products using the latest technology and be equipped with a warranty [19]. Products must be redesigned so that they may be used for a more extended time, repaired, updated, remanufactured, and finally recycled, as opposed to being abandoned (often to a landfill) and replaced. The reusability of goods and the reutilization of secondary raw materials from restorative sources must be enabled and accommodated in production processes.
2.2. Remanufacturing for CE
Globally, the idea of CE has improved industrial operations and increased resource efficiency [35]. Remanufacturing involves removing, cleaning, sorting, inspecting, reconditioning, and reassembling products to restore them to sound working conditions [36]. It has excellent potential for enhancing social, economic, and environmental benefits compared to simple repair and recycling at the base material level. Researchers have found that among the benefits are reductions in resource expenditure, intellectual property protection for OEMs, new business prospects in the aftersales market, and new employment options for trained people [36]. The used product is returned to useable life, passing a range of remanufacturing procedures (i.e., inspection, disassembly, part reprocessing, reassembly, and testing) to satisfy the required production requirements. Remanufacturing would keep products in circulation and store them long-term in the global metabolic system [37]. However, many companies have been skeptical about adopting these practices despite their benefits since they believe their competitors may exploit this trust for their gain [38].
Some studies are available in the existing literature related to remanufacturing in the context of CE. Bag et al. [39] pointed out that as part of CE, the 3R principle (reduce, reuse, recycle) is used to enhance the longevity of resources. Increasing profitability, shortening manufacturing cycle times, raising productivity, and eliminating waste can be achieved through technology enabling the remanufacturing business process. Singhal, Tripathy, and Jena [19] examined methods to boost the acceptance of remanufactured products in India. Wang, Hazen, and Mollenkopf [40] investigated consumers’ attitudes and behaviors toward remanufactured items and ways to positively change their perceptions and attract customers. Milios et al. [10] pointed out that developing an industry standard that outlines rules and specifications for reclaimed equipment is imperative. Through interviews with 12 enterprises, Matsumoto et al. (2020) examined the present state of remanufacturing businesses and associated legislation in Southeast Asia. They discussed the responsibilities of governments in promoting remanufacturing and identified the obstacles faced by enterprises engaged in remanufacturing. Recently, Khan et al. [6] conducted a study to model the CSFs of remanufacturing practices for CE transition. They found that tax reduction, research and development for remanufacturing, and top management support are the main factors in adopting remanufacturing practices.
3. Methodology
For this study, we used a three-phase methodology. Phase I focuses on identifying and finalizing determinants of remanufacturing adoption, while Phase II focuses on developing causal relationships between the determinants. Phase III ranks the determinants based on the prominence score. The first phase is to identify the determinants for remanufacturing adoption by reviewing the literature on CE, sustainable supply chain, and remanufacturing. The identified determinants are finalized by the Modified Delphi Method (MDM). The second phase identifies the relationships between the finalized determinants. Numerous methods for developing the causal relationship are available in the literature, including Interpretative Structural Modelling (ISM), Total Interpretative Structural Modelling (TISM), WING, and DEMATEL [41,42,43,44]. These approaches have some drawbacks—for example, ISM and TISM only provide qualitative assessment; quantitative components are absent from these methods [45]. Additionally, Gupta et al. [30] claim that DEMATEL has the ability to assess the degree of interaction between the barriers. As a result, it is preferable to employ DEMATEL to investigate the causal relationships between the finalized determinants. Figure 2 include the research framework of the proposed work.
3.1. Modified Delphi Method
Murry and Hammons [46] proposed the Modified Delphi Method (MDM), which was selected for this study. It supplemented the open-ended questionnaire test with extensive relevant literature and in-depth interviews with subject matter experts. It developed a structured questionnaire to replace the first Delphi method survey. In this study, we utilized an MDM questionnaire with three rounds. The initial phase included in-depth interviews and a literature review to develop a structured questionnaire [47]. The relevance of each determinant was then evaluated by experts (with 5 denoting the most significant and 1 denoting the least significant). After collecting the completed questionnaires and integrating and analyzing each determinant, a revised questionnaire was developed for the next round. In the next round, the mean, standard deviation, and interquartile range were utilized as assessment criteria to validate the consistency of the experts’ opinions. Based on the determinants’ means, the significance of the determinants was evaluated [48]. The mean represented each determinant’s relevance. A mean of 3.5 suggested that the Delphi experts believed the determinants are significant. When the standard deviation was more than 1, it suggested a significant degree of numerical discretization and dispersion across expert opinions.
3.2. DEMATEL
DEMATEL was created in 1976 to determine the causal relationship between variables. It is used in a wide range of emerging research areas such as health care, supply chain management, smart cities, traceability, and consumer behaviors [6]. The detailed steps of the DEMATEL technique are as follows.
3.2.1. Step I: Develop the Direct Influence Matrix
An expert panel was formulated for development, and their input was taken to construct the direct influence matrix. With the help of a questionnaire, these experts determine the relative influence of various determinants. As mentioned in Table 1, the impact of a determinant “i” over “j” is measured using a scale ranging from 0 to 4, where 0 is no influence and 4 is extremely high influence.
The element in the direct relationship matrix represents the effect of determinant “i” on determinant “j”, while 0 shows the diagonal element. The formula Ah = [aijh] is used to build an n × n matrix for each respondent, where h signifies the hth expert (1 ≤ h ≤ k). As a consequence, k experts produce k matrices denoted by the letters A1, A2, A3…. Ak. The form of the direct relationship matrix is as follows:
3.2.2. Step 2: Construct an Overall Direct Relation Matrix
An overall direct relationship matrix is constructed using the information from H experts; then, we apply Equation (1) to obtain the average matrix Ah = [aijh]:
3.2.3. Step 3: Create the Normalized Direct Relation Matrix
From Equations (3) and (4), we construct a normalized initial direct relation matrix:
D = A × S
3.2.4. Step 4: Calculate the Total Relation Matrix
We next develop the total relation matrix “T” using Equation (5):
where “I” represents identity matrix.
3.2.5. Step 5: Determine the Causal Parameters
Then, we calculate the causal parameters with Equations (6) and (7):
where Ri signifies the row-wise summation and Cj is the column-wise summation.
3.2.6. Step 6: Determine the Prominence and Effect Score
Prominence and effect scores are calculated from Equations (8) and (9):
Pi = Ri + Ci
Ei = Ri − Ci
The prominence score (Pi) represents the amount of net influence of determinant i that contributes to the system. In contrast, the impact score (Ei) indicates the amount of net influence of determinant i that detracts from the system. If the effect score (Ei = Ri − Ci) is greater than zero, determinant i causes a net cause; otherwise, a net effect. The prominence score is presented on the x-axis, and the effect score is placed on the y-axis to create the causal diagram.
4. Result
4.1. Determinants of Remanufacturing Adoption in CE
In order to adopt remanufacturing practices, we applied a combination of literature review and the MDM method. Initially, twelve determinants were identified through the literature review of remanufacturing in the context of CE. The appropriate keywords were searched in the Scopus database to conduct the literature review. The Scopus database was chosen since it is the largest citation database, with over 24,000 journals. The remanufacturing in CE is better reflected by the keywords including “remanufacture*”, “circular economy”, “closed-loop supply chain”, and “circular supply chain”. These keywords were combined and searched in the Scopus database using Boolean operators. Only English-language articles published after the year 2000 were included. After that, the screening procedure was performed to select the articles that two authors independently examined. After the articles were finalized, a comprehensive review was conducted, and twelve determinants of remanufacturing implementation in the CE context were identified. An expert panel was formed with twelve experts, eight from industry, three from academia, and one consultant. These industry experts are well-versed in remanufacturing and CE. Experts were chosen based on their remanufacturing and reverse logistics experience. The professionals who participated in the study have a management-level experience of over twelve years. These professionals are employed by well-established companies that have been manufacturing or remanufacturing for at least 18 years. Three academicians working in the circular economy and remanufacturing field with sufficient knowledge of CE and remanufacturing operations also took part in this study. Appendix A contains information on the experts. After that, three rounds of the MDM method were conducted by using questionnaires (please refer to Appendix B’s Table A2 and Appendix C’s Table A3) in with twelve experts, as explained in the methodology section. The result of the MDM method is provided in Table 2 with accept and reject decisions.
As shown in Table 2, ten determinants have a mean value of more than 3.5 and a standard deviation within 1. Therefore, these ten determinants are considered significant for remanufacturing in the context of CE, and the remaining two are dropped for further analysis. The finalized determinants are explained in Table 3.
4.2. Causal Relationship among Determinants
The DEMATEL technique was used to construct a causal relationship between the determinants of remanufacturing adoption. An expert panel was formed with eight industry and academia members taken from the same pool of experts who participated in the MDM method (kindly refer to Table A1). To assist the experts in following the methodology, we offered them a quick overview of the DEMATEL. Following that, experts were asked to assign an influence effect to another using a five-point linguistic scale in the form of a direct relation matrix. This generated eight initial relationship matrices from eight experts. These matrices were transformed into an overall matrix of direct relationships using Equation (1), as illustrated in Table 4.
In addition, Equations (2) and (3) were employed to transform the direct relationship matrix into a normalized direct relationship matrix. The normalized direct relation matrix for the determinants is demonstrated in Table 5.
Following that, as indicated in Table 6, Equation (4) was utilized to convert this normalized relation matrix into a total relation matrix.
The causal parameters are determined using the value of the total relation matrix. The prominence ( = + ) and net effect () of and are calculated using Equations (7) and (8). The causal parameters are listed in Table 7.
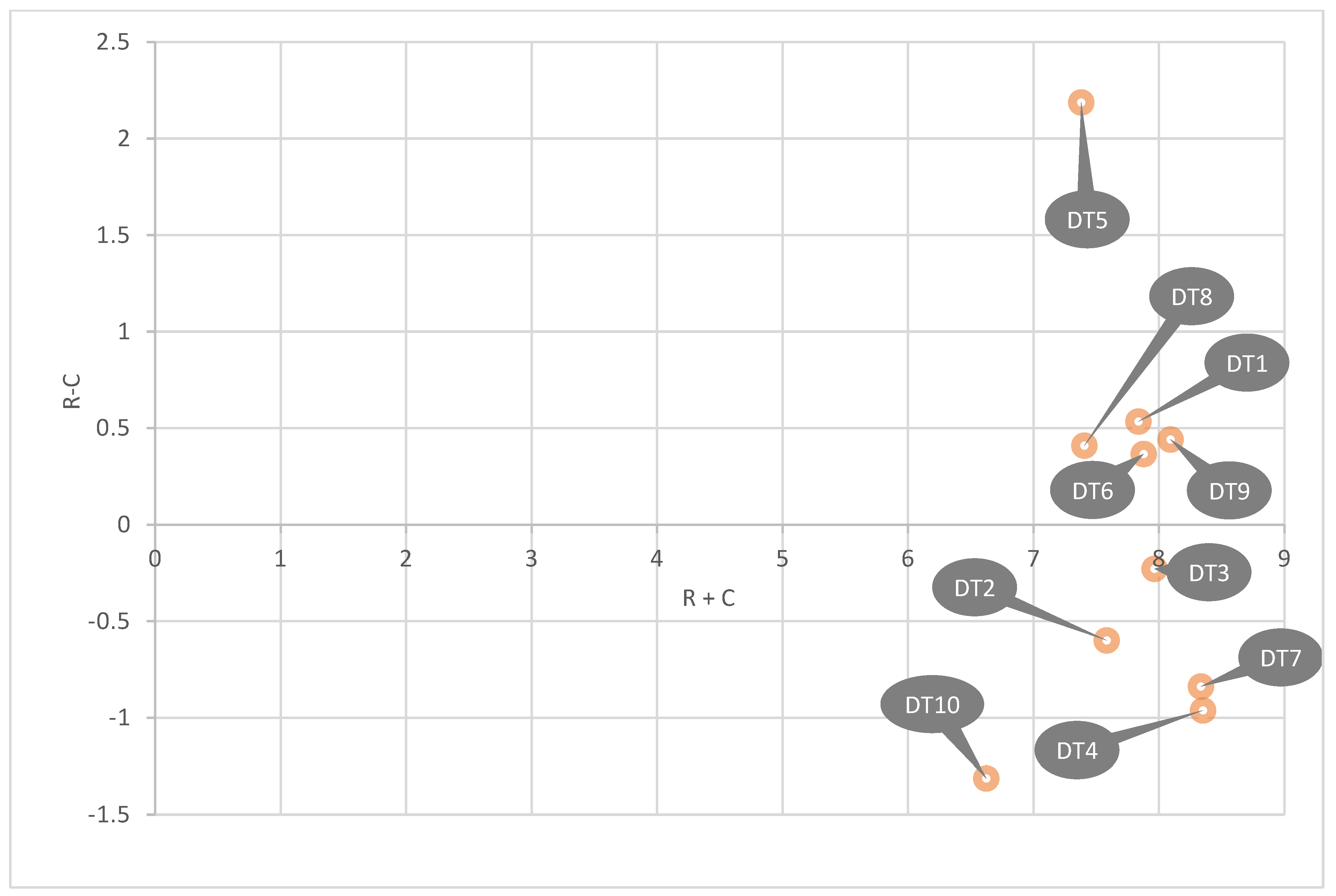
As per the value of (), the determinants are divided into an influential and influenced group. The prominence vector () is plotted on the horizontal axis, and the net effect vector () is plotted on the vertical axis. In this manner, the causal relationship map is established and shown in Figure 3.
It is evident from Figure 3 that the determinants of remanufacturing for CE are categorized into cause and effect groups. Those determinants that fall above the x-axis are considered the cause group determinants, and those placed below the x-axis are considered effect group determinants. The cause group determinants have some influence on effect group determinants.
5. Discussion
The causal relationship among the determinants of remanufacturing adoption for CE is shown in Figure 3. The DEMATEL analysis provide two important insights based on the R + C and R − C. The R + C value represent the importance of the determinants and the R − C value provides the nature of cause or effect. It is evident from Figure 3 that the importance order of the determinants is collection channels > organisational image > market opportunities > collaboration > consumer preferences > management commitment traceability system > remanufacturing adoption framework > preferential tax polices > skilled workers. The most important determinant is establishing a collected channel for recovering the product from users. Furthermore, the organizational image also plays a crucial role in the implementation of remanufacturing. The organization’s green image motivates the organizations to adopt remanufacturing to become more sustainable. A sustainable corporate ethos is created when costs and environmental impacts are reduced. This increases customer acceptance and business opportunity, increasing social acceptance [1] and customer loyalty. In this row, the following important determinant is the market opportunities that push the organization to adopt remanufacturing. By adopting remanufacturing practices by focusing on these top ranking determinants, the organization can create their green image, resulting in market opportunities and increased market share. However, the promotion of remanufactured products with local requirements and regulations, secondary market penetration, and public awareness through campaigns, seminars, workshops, and a contest annually is required.
Furthermore, the DEMATEL analysis also classified the determinants into “influential” and “influenced” groups. As the influential determinants significantly influence the adoption of remanufacturing, this cluster of determinants must be prioritized in adoption. In a nutshell, if an organization improves only one or two factors, it will not improve the system since the factors are interdependent. In order to make a sound decision, it is necessary to classify the determinants into influential (cause) and influenced (effect) groups. First, the influential group determinants are boosted, and then the effect group determinants are improved. Following is a description of the influential group and influenced group determinants.
5.1. Cause Group Determinant
The influential cluster contains five determinants: “consumer preferences”, “remanufacturing adoption framework”, “market opportunities”, “management commitment”, and “preferential tax policies”. The most influential determinant is “consumer preferences” about the remanufactured product. These determinants are critical because they contain the measures necessary for the organization to implement the remanufacturing techniques to transition to CE. The customer has a preconception about the quality of the remanufactured product, influencing their purchase decision. The consumer preconception quality of remanufactured products is considered a significant factor in purchase decisions by Sharma et al. [23] and Khan et al. [6]. However, the quality of the remanufactured product is good when it is systematically remanufactured in a CE environment. Therefore, it is necessary to create awareness about the remanufactured product so that consumers make an informed purchase decision. The next influential factor is the “remanufacturing adoption framework” that is essential for the systematic adoption of remanufacturing. Thus, to adopt remanufacturing, businesses must develop the remanufacturing framework for adoption [57]. Furthermore, the market opportunities are another motivating force behind the adoption of remanufacturing for the organization. The market opportunities can be created through various means, such as creating awareness about the benefits of remanufactured products, price reduction, and tax relief on remanufactured products [6]. In this row, management commitment plays a significant role in remanufacturing adoption. The management commitment is required in terms of the financial, technological, and strategical adoption of remanufacturing to achieve sustainability. One more influencing determinant is the preferential tax policies that might motivate the organization to adopt remanufacturing practices [11]. The preferential tax policies reduce the cost of remanufacturing and ultimately reduce the price of the remanufactured products price. An industry must deal with waste and emissions economically. It will not be subject to landfill taxes if managed adequately through remanufacturing. Furthermore, remanufacturing protects the environment from hazardous materials (such as chemicals, metals, and plastics) and conserves natural resources.
5.2. Effect Group Determinant
Five determinants have a position in the influenced group, which is affected by the influencing determinants. Due to the dependent relationship between the influenced group determinants and the influencing group determinants, these factors may be strengthened if the cause group determinants improve. The influence determinants are “skilled workers”, “collection channels”, “organizational image”, “traceability system”, and “collaboration”. The creation of a competent workforce is influenced by several relevant elements, including the management support and the framework for adopting remanufacturing. Improvement in these determinants will lead to an improvement in a skilled workforce that facilitates the adoption of remanufacturing. Remanufacturing can be strengthened by establishing formal skills training programs through remanufacturing supply chains, ministry-driven government and educational institution collaborations, and formal educational programs to update technical skills about remanufacturing processes and remanufactured products. Similar to this, developing a collection channel is an important influenced determinant for tracking and collecting used goods. The development of such a system needs a substantial amount of effort. The collection channel’s growth is affected by top management’s commitment, the adoption of a traceability system, and market prospects. Improvement in these factors causes the development of a collection channel for the proper collection and return for the remanufactured product. Other influencing elements have an impact on “traceability system”, “organizational image”, and “collaboration”. A collaborative model for collective core recovery and reverse logistics is created by collaborating with multiple manufacturers and/or remanufacturers. As a result of joint operations, synergies are created, and additional knowledge is generated, benefiting everyone. The organization needs to develop strategies to focus on the influential determinant to improve the influenced determinant. Advanced manufacturing processes, virtualization, and resource-efficient manufacturing should be highlighted to demonstrate how technological innovations (e.g., Internet of Things, additive manufacturing, 3D printing) can profoundly affect remanufacturing. As remanufacturing technology evolves over the next few years, along with physical and intellectual infrastructure, global markets, and consistent quality, better business value will be created throughout the industry [27]. Improvement in remanufacturing can facilitate the achieving of CE objectives.
6. Implications
The findings of this study indicate that remanufacturing is necessary for progressing towards the CE. The proposed determinants assist managers and professionals in formulating an action plan to turn their linear model into a circular one. In addition, these findings also indicate that consumer preferences for remanufactured products are unfavorable. Therefore, hosting a seminar or publicizing the concept of remanufacturing and its effects on the environment and society is necessary. The DEMATEL analysis classified the determinants into groups of cause and effect. The cause group’s determinants are significantly more important since they have a substantial long-term impact on the organization. In order to concentrate on these determinants, management must take the initiative to develop effective policies and action plans. Remanufactured products can be sold at affordable prices by reducing the costs of manufacturing facilities because they use less energy and virgin material. The causal relation between the determinants will aid policy makers and managers in critically evaluating each determinant’s impact. This might help them satisfy stakeholders’ needs in a more organized manner. Through analyzing the causal relationship between the determinants, practitioners and managers may enhance their organizational capacities for beginning the adoption of remanufacturing and transitioning to CE practice. It should be highlighted that remanufacturing is in its infancy, particularly in developing nations. With this study, we aim to advance knowledge about remanufacturing to assist companies in enhancing their performance and resource use.
7. Conclusions
The CE concept provides a path to sustainability by reversing the existing patterns of fast resource depletion and waste production. Engaging in product life extension activities such as reuse and remanufacturing makes it possible to preserve and recover the economic value normally lost in the conventional linear system. Remanufacturing is considered one of the best options to restore economic value and reduce waste generation. Therefore, this study focuses on adopting remanufacturing to transform the linear model into the circular model. As long as the CE processes are appropriately configured, remanufacturing is an environmentally sustainable option. In this research, the significant determinants of the adoption of remanufacturing practices for CE are explored. Ten remanufacturing determinants are identified through a literature survey and the involvement of industry experts. The causal relationship among the determinants is developed using the DEMATEL method. The most significant determinants are collection channels, organizational image, and market opportunities. Furthermore, we also classified the determinants of remanufacturing for CE into cause and effect groups. Five determinants, “consumer preferences”, “remanufacturing adoption framework”, “market opportunities”, “management commitment”, and “preferential tax policies”, belong to the cause group. These determinants need to be considered to integrate remanufacturing into the CE framework. The effect group contains the remaining determinants, namely, “skilled workers”, “collection channels”, “organizational image”, “traceability system”, and “collaboration”. These determinants depend on the cause group determinants. This study can facilitate organizations to adopt remanufacturing practices; however, the identification of the factors using accessible literature and expert validation is a limitation of this study. There is a possibility of overlooking relevant remanufacturing adoption determinants for CE transformation. Some large and medium-sized enterprises have implemented the CE model for growth, productivity, and competitive advantage. However, the concept is not widely accepted, especially in small-scale industries.
Furthermore, the DEMATEL method is used to develop a causal model based on an expert’s opinion. The expert’s opinion could be biased as per their working position and sector. Additionally, the input is taken in the linguistic form with some subjectivity issues. This could be overcome in future studies by integrating fuzzy and grey theory. Furthermore, these determinants are modeled using other structural modeling techniques, such as structural equation modeling (SEM). These determinants could be analyzed in future studies, such as the prioritization of identified determinants using MDMs such as AHP, ANP, BCM, BWM, and WASPAS.
Author Contributions
Conceptualization, S.K. and S.S.A.; methodology, S.K. and S.S.A.; software, S.K. and S.S.A.; validation, S.K., S.S.A. and R.S.; formal analysis, S.K. and S.S.A.; investigation, S.K. and S.S.A.; resources, S.K. and S.S.A.; data curation, S.K. and S.S.A.; writing—original draft preparation, S.K., R.S., and S.S.A.; writing—review and editing, S.K., R.S., and S.S.A.; visualization, S.S.A. and S.K.; supervision, S.S.A. and S.K.; project administration, S.S.A.; funding acquisition, S.S.A. All authors have read and agreed to the published version of the manuscript.
Funding
This research received no external funding.
Institutional Review Board Statement
Not applicable.
Informed Consent Statement
Not applicable.
Data Availability Statement
Data is available with the authors.
Conflicts of Interest
The authors declare no conflict of interest.
Appendix A

{kind=link}
{kind=link}
{kind=link}
Table A1.
Details of participating experts.
| S. No. | Organization | Designation | Experience | Educational Qualification | Expertise Area | No. of Experts Participated in MDM | No. of Experts Participated in DEMATEL |
|---|---|---|---|---|---|---|---|
| 1. | Public and private enterprises | Managers | More than 12 years | Post-graduate and above | Remanufacturing/manufacturing/logistics/CE | 8 | 5 |
| 2. | Academic institution | Professor/Associate Professor | More than 15 years | PhD | CE/remanufacturing/manufacturing | 3 | 2 |
| 3. | Consultancy services | Senior Consultant | 14 years | PhD | Closed-loop supply chain | 1 | 1 |
Appendix B
In your opinion, indicate to what extent the following determinants are important using the five-point scale (very low, low, medium, high, very high) in the context of CE.
Table A2.
Questionnaire for Modified Delphi Method.
| S. No. | Determinants | Very Low | Low | Medium | High | Very High |
|---|---|---|---|---|---|---|
| 1. | Management commitment | |||||
| 2. | Traceability system | |||||
| 3. | Collaboration | |||||
| 4. | Government pressure | |||||
| 5. | Collection channels | |||||
| 6. | Preferential tax polices | |||||
| 7. | Consumer preferences | |||||
| 8. | Organizational image | |||||
| 9. | Competitor availability | |||||
| 10. | Remanufacturing adoption framework | |||||
| 11. | Market opportunities | |||||
| 12. | Skilled workers |
Appendix C
Kindly provide the degree of influence of determinants of remanufacturing (row-wise) over other determinants (column-wise) based on the five-point linguistic scale (No influence: NO, Very low influence: VL, Low influence: L, High influence: H, and Very high influence: VH).
Table A3.
Questionnaire for DEMATEL.
| Determinants of Remanufacturing in CE | Management Commitment | Traceability System | Collaboration | Collection Channels | Preferential Tax Polices | Consumer Preferences | Organizational Image | Remanufacturing Adoption Framework | Market Opportunities | Skilled Workers |
|---|---|---|---|---|---|---|---|---|---|---|
| Management commitment | ||||||||||
| Traceability system | ||||||||||
| Collaboration | ||||||||||
| Collection channels | ||||||||||
| Preferential tax polices | ||||||||||
| Consumer preferences | ||||||||||
| Organizational image | ||||||||||
| Remanufacturing adoption framework | ||||||||||
| Market opportunities | ||||||||||
| Skilled workers |
References
- Ali, S.S.; Kaur, R. Effectiveness of corporate social responsibility (CSR) in implementation of social sustainability in warehousing of developing countries: A hybrid approach. J. Clean. Prod. 2021, 324, 129154. [Google Scholar] [CrossRef]
- Ali, S.S.; Kaur, R.; Persis, D.J.; Saha, R.; Pattusamy, M.; Sreedharan, V.R. Developing a hybrid evaluation approach for the low carbon performance on sustainable manufacturing environment. Ann. Oper. Resh. 2020, 682, 1–33. [Google Scholar] [CrossRef]
- Govindan, K.; Hasanagic, M. A systematic review on drivers, barriers, and practices towards circular economy: A supply chain perspective. Int. J. Prod. Res. 2018, 56, 278–311. [Google Scholar] [CrossRef]
- Ghisellini, P.; Cialani, C.; Ulgiati, S. A review on circular economy: The expected transition to a balanced interplay of environmental and economic systems. J. Clean. Prod. 2016, 114, 11–32. [Google Scholar] [CrossRef]
- Franklin-Johnson, E.; Figge, F.; Canning, L. Resource duration as a managerial indicator for Circular Economy performance. J. Clean. Prod. 2016, 133, 589–598. [Google Scholar] [CrossRef]
- Khan, S.; Haleem, A.; Fatma, N. Effective adoption of remanufacturing practices: A step towards circular economy. J. Remanufacturing 2022, 12, 167–185. [Google Scholar] [CrossRef]
- MacArthur, E. Towards a Circular Economy: Business Rationale for an Accelerated Transition. Available online: https://www.ellenmacarthurfoundation.org/assets/downloads/TCE_Ellen-MacArthur-Foundation_9-Dec-2015.pdf (accessed on 25 October 2019).
- Xia, X.; Govindan, K.; Zhu, Q. Analyzing internal barriers for automotive parts remanufacturers in China using grey-DEMATEL approach. J. Clean. Prod. 2015, 87, 811–825. [Google Scholar] [CrossRef]
- Subramanian, R.; Subramanyam, R. Key Factors in the Market for Remanufactured Products. Manuf. Serv. Oper. Manag. 2012, 14, 315–326. [Google Scholar] [CrossRef] [Green Version]
- Milios, L.; Matsumoto, M. Consumer Perception of Remanufactured Automotive Parts and Policy Implications for Transitioning to a Circular Economy in Sweden. Sustainability 2019, 11, 6264. [Google Scholar] [CrossRef] [Green Version]
- Jiang, Z.; Ding, Z.; Zhang, H.; Cai, W.; Liu, Y. Data-driven ecological performance evaluation for remanufacturing process. Energy Convers. Manag. 2019, 198, 111844. [Google Scholar] [CrossRef]
- Khor, K.; Hazen, B. Remanufactured products purchase intentions and behaviour: Evidence from Malaysia. Int. J. Prod. Res. 2016, 55, 2149–2162. [Google Scholar] [CrossRef]
- Chakraborty, K.; Mondal, S.; Mukherjee, K. Critical analysis of enablers and barriers in extension of useful life of automotive products through remanufacturing. J. Clean. Prod. 2019, 227, 1117–1135. [Google Scholar] [CrossRef]
- Wei, S.; Tang, O.; Sundin, E. Core (product) Acquisition Management for remanufacturing: A review. J. Remanuf. 2015, 5, 4. [Google Scholar] [CrossRef] [Green Version]
- Govindan, K.; Madan Shankar, K.; Kannan, D. Application of fuzzy analytic network process for barrier evaluation in automotive parts remanufacturing towards cleaner production—A study in an Indian scenario. J. Clean. Prod. 2016, 114, 199–213. [Google Scholar] [CrossRef]
- Li, Y.; Kannan, D.; Garg, K.; Gupta, S.; Gandhi, K.; Jha, P. Business orientation policy and process analysis evaluation for establishing third party providers of reverse logistics services. J. Clean. Prod. 2018, 182, 1033–1047. [Google Scholar] [CrossRef]
- Feng, H.; Li, J.; Zhao, D. Retailer’s optimal replenishment and payment policies in the EPQ model under cash discount and two-level trade credit policy. Appl. Math. Model. 2013, 37, 3322–3339. [Google Scholar] [CrossRef]
- Islam, M.; Huda, N. Reverse logistics and closed-loop supply chain of Waste Electrical and Electronic Equipment (WEEE)/E-waste: A comprehensive literature review. Resour. Conserv. Recycl. 2018, 137, 48–75. [Google Scholar] [CrossRef]
- Singhal, D.; Tripathy, S.; Jena, S. Acceptance of remanufactured products in the circular economy: An empirical study in India. Manag. Decis. 2019, 57, 953–970. [Google Scholar] [CrossRef]
- Fofou, R.; Jiang, Z.; Wang, Y. A Review on the Lifecycle Strategies Enhancing Remanufacturing. Appl. Sci. 2021, 11, 5937. [Google Scholar] [CrossRef]
- Zhang, T.; Chu, J.; Wang, X.; Liu, X.; Cui, P. Development pattern and enhancing system of automotive components remanufacturing industry in China. Resour. Conserv. Recycl. 2011, 55, 613–622. [Google Scholar] [CrossRef]
- Kilic, E.; Ali, S.S.; Weber, G.W.; Dubey, R. A value-adding approach to reliability under preventive maintenance costs and its applications. Optim. J. Math. Program. Oper. Res. 2014, 63, 1805–1816. [Google Scholar]
- Sharma, V.; Garg, S.; Sharma, P. Identification of major drivers and roadblocks for remanufacturing in India. J. Clean. Prod. 2016, 112, 1882–1892. [Google Scholar] [CrossRef]
- Kumar, A.; Dixit, G. An analysis of barriers affecting the implementation of e-waste management practices in India: A novel ISM-DEMATEL approach. Sustain. Prod. 2018, 14, 36–52. [Google Scholar] [CrossRef]
- Milios, L.; Beqiri, B.; Whalen, K.; Jelonek, S. Sailing towards a circular economy: Conditions for increased reuse and remanufacturing in the Scandinavian maritime sector. J. Clean. Prod. 2019, 225, 227–235. [Google Scholar] [CrossRef]
- Ali, S.S.; Poksoy, T.; Torğul, B.; Kaur, R. Reverse logistics optimization of an industrial air conditioner manufacturing company for designing sustainable supply chain: A fuzzy hybrid multi-criteria decision-making approach. Wirel. Netw. 2020, 26, 5759–5782. [Google Scholar] [CrossRef]
- Javaid, M.; Haleem, A.; Pratap Singh, R.; Khan, S.; Suman, R. Sustainability 4.0 and its applications in the field of manufacturing. Internet Things Cyber-Phys. Syst. 2022, 2, 82–90. [Google Scholar] [CrossRef]
- Ali, S.S.; Kaur, R.; Ersöz, F.; Lotero, L.; Weber, G.-W. Evaluation of the effectiveness of green practices in Indian manufacturing sector using CHAID analysis. J. Remanuf. 2019, 9, 3–27. [Google Scholar] [CrossRef]
- Dey, P.K.; Malesios, C.; Chowdhury, S.; Saha, K.; Budhwar, P.; De, D. Adoption of circular economy practices in small and medium-sized enterprises: Evidence from Europe. Int. J. Prod. Econ. 2022, 248, 108496. [Google Scholar] [CrossRef]
- Gupta, R.; Rathore, B.; Srivastava, A.; Biswas, B. Decision-making framework for identifying regions vulnerable to transmission of COVID-19 pandemic. Comput. Ind. Eng. 2022, 169, 108207. [Google Scholar] [CrossRef]
- Khan, S.; Haleem, A.; Khan, M. A grey-based framework for circular supply chain management: A forward step towards sustainability. Manag. Environ. Qual. Int. J. 2022. ahead-of-print. [Google Scholar] [CrossRef]
- Hahladakis, J.; Iacovidou, E. Closing the loop on plastic packaging materials: What is quality and how does it affect their circularity? Sci. Total Environ. 2018, 630, 1394–1400. [Google Scholar] [CrossRef] [PubMed]
- Deselnicu, D.C.; Militāru, G.; Deselnicu, V.; Zăinescu, G.; Albu, L. Towards a Circular Economy: A Zero Waste Programme for Europe; European Commission (EU): Brussels, Belgium, 2014. [Google Scholar]
- Jabbour, C.; Jabbour, A.; Sarkis, J.; Filho, M. Unlocking the circular economy through new business models based on large-scale data: An integrative framework and research agenda. Technol. Forecast. Soc. Change 2019, 144, 546–552. [Google Scholar] [CrossRef]
- Ali, S.S.; Kaur, R.; Khan, S. Evaluating sustainability initiatives in warehouse for measuring sustainability performance: An emerging economy perspective. Ann. Oper. Research 2022, 682. [Google Scholar] [CrossRef]
- Guidat, T.; Barquet, A.; Widera, H.; Rozenfeld, H.; Seliger, G. Guidelines for the Definition of Innovative Industrial Product-service Systems (PSS) Business Models for Remanufacturing. Procedia CIRP 2014, 16, 193–198. [Google Scholar] [CrossRef] [Green Version]
- Kim, Y.N. Implementing a Pilot Scale-Eco-county Concept Towards Circular Economy and Sustainability. Circ. Econ. Sustain. 2022, 207. [Google Scholar] [CrossRef]
- Mangla, S.; Luthra, S.; Mishra, N.; Singh, A.; Rana, N.; Dora, M.; Dwivedi, Y. Barriers to effective circular supply chain management in a developing country context. Prod. Plan. Control 2018, 29, 551–569. [Google Scholar] [CrossRef] [Green Version]
- Bag, S.; Gupta, S.; Luo, Z. Examining the role of logistics 4.0 enabled dynamic capabilities on firm performance. Int. J. Logist. Manag. 2020, 31, 607–628. [Google Scholar] [CrossRef]
- Wang, Y.; Hazen, B.; Mollenkopf, D. Consumer value considerations and adoption of remanufactured products in closed-loop supply chains. Ind. Manag. Data Syst. 2018, 118, 480–498. [Google Scholar] [CrossRef]
- Ali, S.; Faizi, B.; Waqas, H.; Ahmed, W.; Shah, S. Analysis of the socioeconomic barriers in implementing public health measures to contain COVID-19 transmission in Pakistan: A DELPHI–DEMATEL-based approach. Kybernetes 2021. ahead-of-print. [Google Scholar] [CrossRef]
- Ramadani, V.; Agarwal, S.; Caputo, A.; Agrawal, V.; Dixit, J. Sustainable competencies of social entrepreneurship for sustainable development: Exploratory analysis from a developing economy. Bus. Strategy Environ. 2022, 1–17. [Google Scholar] [CrossRef]
- Asim, Z.; Jalil, S.; Javaid, S.; Muneeb, S. A bi-level multi objective programming approach to solve grey problems: An application to closed loop supply chain network. J. Model. Manag. 2021, 16, 765–798. [Google Scholar] [CrossRef]
- Singh, S.; Agrawal, V.; Mohanty, R. Multi-criteria decision analysis of significant enablers for a competitive supply chain. J. Adv. Manag. Res. 2022, 19, 414–442. [Google Scholar] [CrossRef]
- Khan, S.; Haleem, A.; Khan, M. Risk management in Halal supply chain: An integrated fuzzy Delphi and DEMATEL approach. J. Model. Manag. 2020, 16, 172–214. [Google Scholar] [CrossRef]
- Murry, J.; Hammons, J. Delphi: A Versatile Methodology for Conducting Qualitative Research. Rev. High. Educ. 1995, 18, 423–436. [Google Scholar] [CrossRef]
- Ko, W.; Lu, M. Evaluation of the Professional Competence of Kitchen Staff to Avoid Food Waste Using the Modified Delphi Method. Sustainability 2020, 12, 8078. [Google Scholar] [CrossRef]
- Linstone, H.; Turoff, M. Delphi: A brief look backward and forward. Technol. Forecast. Soc. Change 2011, 78, 1712–1719. [Google Scholar] [CrossRef]
- Vasanthakumar, C.; Vinodh, S.; Ramesh, K. Application of interpretive structural modelling for analysis of factors influencing lean remanufacturing practices. Int. J. Prod. Res. 2016, 54, 7439–7452. [Google Scholar] [CrossRef]
- Xu, B. Remanufacture engineering and its development in China. China Surf. Eng. 2010, 23, 1–6. (In Chinese) [Google Scholar]
- Mukherjee, K.; Mondal, S. Analysis of issues relating to remanufacturing technology—A case of an Indian company. Technol. Anal. Strateg. Manag. 2009, 21, 639–652. [Google Scholar] [CrossRef]
- Ansari, Z.; Kant, R.; Shankar, R. Prioritizing the performance outcomes due to adoption of critical success factors of supply chain remanufacturing. J. Clean. Prod. 2019, 212, 779–799. [Google Scholar] [CrossRef]
- Subramoniam, R.; Huisingh, D.; Chinnam, R.; Subramoniam, S. Remanufacturing Decision-Making Framework (RDMF): Research validation using the analytical hierarchical process. J. Clean. Prod. 2013, 40, 212–220. [Google Scholar] [CrossRef]
- Gao, L. Three Drag of Remanufacturing Industry. Chin. Natl. Cond. Strength 2012, 10. (In Chinese) [Google Scholar]
- Ning, Y. Influencing Factors of Development of Remanufacturing Industry in China; Programme for Europe; Beijing Jiaotong University: Beijing, China, 2012. (In Chinese) [Google Scholar]
- Kapetanopoulou, P.; Tagaras, G. Drivers and obstacles of product recovery activities in the Greek industry. Int. J. Oper. Prod. Manag. 2011, 31, 148–166. [Google Scholar] [CrossRef]
- Kerin, M.; Pham, D. Smart remanufacturing: A review and research framework. J. Manuf. Technol. Manag. 2020, 31, 1205–1235. [Google Scholar] [CrossRef]
Figure 1.
Role of remanufacturing in CE context.

Figure 2.
Proposed research framework for this study.

Figure 3.
Cause and effect of determinants of remanufacturing adoption in CE.

Table 1.
Linguistic scale for influential score.
| Scale | Influence Intensity |
|---|---|
| 0 | No |
| 1 | Low |
| 2 | Moderate |
| 3 | High |
| 4 | Very High |
Table 2.
Result of the MDM for finalization of determinant of remanufacturing in CE.
| Determinant | Mean | Mode | Standard Deviation | Decision |
|---|---|---|---|---|
| Management commitment | 4.083333 | 5 | 0.862007 | Accept |
| Traceability system | 3.666667 | 3 | 0.942809 | Accept |
| Collaboration | 3.916667 | 4 | 0.759203 | Accept |
| Government pressure | 3.416667 | 4 | 1.497683 | Reject |
| Collection channels | 3.833333 | 3 | 0.799305 | Accept |
| Preferential tax polices | 4.166667 | 4 | 0.552771 | Accept |
| Consumer preferences | 4.166667 | 4 | 0.552771 | Accept |
| Organizational image | 3.916667 | 4 | 0.759203 | Accept |
| Competitor availability | 3.166667 | 4 | 0.799305 | Reject |
| Remanufacturing adoption framework | 4.083333 | 4 | 0.759203 | Accept |
| Market opportunities | 4.25 | 5 | 0.924211 | Accept |
| Skilled workers | 4.166667 | 4 | 0.687184 | Accept |
Table 3.
Determinants of remanufacturing adoption.
| S. No. | Determinants | Code | Description | References |
|---|---|---|---|---|
| 1. | Management commitment | DT1 | A comprehensive understanding of the benefits of adopting remanufacturing processes would reinforce top management’s commitment. | Govindan et al. [15]; Vasanthakumar et al. [49] |
| 2. | Traceability system | DT2 | A transparent information system is critical for the effective adoption of remanufacturing methods, and this can be built through the flow of credible and pertinent information throughout the remanufacturing process, both within and outside the organization. | Vasanthakumar et al. [49] |
| 3. | Collaboration | DT3 | Enterprises and research institutions are collaborating actively to develop technology for remanufacturing. | Xu [50] |
| 4. | Collection Channels | DT4 | Establish collecting centers and support systems to facilitate consumers’ return of used products. | Kumar and Dixit [24] |
| 5. | Preferential tax Polices | DT5 | Subsidies and tax reductions for remanufacturers can help bring down the cost of remanufactured products. | Sharma et al. [23]; Zhang et al. [21]; |
| 6. | Consumer Preferences | DT6 | By improving customer awareness about CE, we can alter the “one-time consumption” attitude. | Sharma et al. [23]; Ali et al. [1] |
| 7. | Organizational image | DT7 | Adopting remanufacturing processes establishes an organization’s green image in the market, attracting more customers. | Mukherjee and Mondal [51]; Ansari et al. [52] |
| 8. | Remanufacturing adoption framework | DT8 | Create a framework to guide the adoption of remanufacturing methods. | Sharma et al. [23] |
| 9. | Market opportunities | DT9 | Adopting remanufacturing is a differentiating approach, creating a new market and more outstanding market share. | Subramoniam et al. [53]; Ansari et al. [52]; Ali et al. [26] |
| 10. | Skilled workers | DT10 | Provide education and training to develop skilled employees, professionals, and technical personnel for remanufacturing operations and management. | Gao [54]; Ning [55]; Kapetanopoulou and Tagaras [56] |
Table 4.
The overall direct relationship matrix (A).
| Determinants | DT1 | DT2 | DT3 | DT4 | DT5 | DT6 | DT7 | DT8 | DT9 | DT10 |
|---|---|---|---|---|---|---|---|---|---|---|
| DT1 | 0.000 | 3.750 | 3.875 | 3.125 | 1.000 | 2.000 | 2.250 | 2.000 | 1.000 | 3.125 |
| DT2 | 1.125 | 0.000 | 1.250 | 3.500 | 1.125 | 3.125 | 3.125 | 1.375 | 1.875 | 1.125 |
| DT3 | 1.875 | 3.000 | 0.000 | 3.750 | 1.000 | 1.250 | 2.125 | 3.250 | 1.000 | 3.125 |
| DT4 | 1.000 | 3.000 | 1.125 | 0.000 | 1.125 | 4.000 | 3.125 | 1.000 | 3.125 | 1.125 |
| DT5 | 3.875 | 2.000 | 3.000 | 2.000 | 0.000 | 1.000 | 2.875 | 3.000 | 3.875 | 3.125 |
| DT6 | 3.000 | 1.000 | 1.000 | 2.625 | 2.000 | 0.000 | 3.000 | 2.250 | 4.000 | 1.875 |
| DT7 | 1.375 | 2.000 | 3.125 | 2.000 | 3.125 | 3.625 | 0.000 | 1.000 | 1.125 | 1.250 |
| DT8 | 3.000 | 2.000 | 2.000 | 3.000 | 1.125 | 1.000 | 2.000 | 0.000 | 3.000 | 3.125 |
| DT9 | 3.125 | 3.000 | 3.875 | 3.000 | 1.125 | 1.125 | 3.125 | 1.000 | 0.000 | 3.000 |
| DT10 | 1.000 | 1.000 | 2.000 | 1.000 | 1.000 | 1.000 | 2.000 | 3.250 | 1.000 | 0.000 |
Table 5.
Normalized direct relation matrix (D).
| Determinants | DT1 | DT2 | DT3 | DT4 | DT5 | DT6 | DT7 | DT8 | DT9 | DT10 |
|---|---|---|---|---|---|---|---|---|---|---|
| DT1 | 0 | 0.1515 | 0.1566 | 0.1263 | 0.0404 | 0.0808 | 0.0909 | 0.0808 | 0.0404 | 0.1263 |
| DT2 | 0.0455 | 0 | 0.0505 | 0.1414 | 0.0455 | 0.1263 | 0.1263 | 0.0556 | 0.0758 | 0.0455 |
| DT3 | 0.0758 | 0.1212 | 0 | 0.1515 | 0.0404 | 0.0505 | 0.0859 | 0.1313 | 0.0404 | 0.1263 |
| DT4 | 0.0404 | 0.1212 | 0.0455 | 0 | 0.0455 | 0.1616 | 0.1263 | 0.0404 | 0.1263 | 0.0455 |
| DT5 | 0.1566 | 0.0808 | 0.1212 | 0.0808 | 0 | 0.0404 | 0.1162 | 0.1212 | 0.1566 | 0.1263 |
| DT6 | 0.1212 | 0.0404 | 0.0404 | 0.1061 | 0.0808 | 0 | 0.1212 | 0.0909 | 0.1616 | 0.0758 |
| DT7 | 0.0556 | 0.0808 | 0.1263 | 0.0808 | 0.1263 | 0.1465 | 0 | 0.0404 | 0.0455 | 0.0505 |
| DT8 | 0.1212 | 0.0808 | 0.0808 | 0.1212 | 0.0455 | 0.0404 | 0.0808 | 0 | 0.1212 | 0.1263 |
| DT9 | 0.1263 | 0.1212 | 0.1566 | 0.1212 | 0.0455 | 0.0455 | 0.1263 | 0.0404 | 0 | 0.1212 |
| DT10 | 0.0404 | 0.0404 | 0.0808 | 0.0404 | 0.0404 | 0.0404 | 0.0808 | 0.1313 | 0.0404 | 0 |
Table 6.
The total relation matrix (T).
| Determinants | DT1 | DT2 | DT3 | DT4 | DT5 | DT6 | DT7 | DT8 | DT9 | DT10 |
|---|---|---|---|---|---|---|---|---|---|---|
| DT1 | 0.3105 | 0.4928 | 0.4896 | 0.5232 | 0.2659 | 0.4099 | 0.4846 | 0.3826 | 0.3708 | 0.4558 |
| DT2 | 0.3095 | 0.2978 | 0.3439 | 0.4659 | 0.2390 | 0.3990 | 0.4523 | 0.3020 | 0.3558 | 0.3272 |
| DT3 | 0.3581 | 0.4395 | 0.3245 | 0.5106 | 0.2483 | 0.3591 | 0.4496 | 0.3993 | 0.3489 | 0.4296 |
| DT4 | 0.3236 | 0.4226 | 0.3591 | 0.3613 | 0.2507 | 0.4421 | 0.4729 | 0.3035 | 0.4144 | 0.3449 |
| DT5 | 0.5037 | 0.4898 | 0.5274 | 0.5423 | 0.2578 | 0.4126 | 0.5612 | 0.4602 | 0.5130 | 0.5158 |
| DT6 | 0.4269 | 0.3971 | 0.4016 | 0.4968 | 0.3006 | 0.3251 | 0.5057 | 0.3803 | 0.4733 | 0.4145 |
| DT7 | 0.3434 | 0.3938 | 0.4315 | 0.4413 | 0.3206 | 0.4263 | 0.3617 | 0.3182 | 0.3510 | 0.3601 |
| DT8 | 0.4027 | 0.4131 | 0.4120 | 0.4893 | 0.2539 | 0.3492 | 0.4494 | 0.2843 | 0.4160 | 0.4377 |
| DT9 | 0.4297 | 0.4786 | 0.5044 | 0.5265 | 0.2757 | 0.3866 | 0.5219 | 0.3526 | 0.3312 | 0.4600 |
| DT10 | 0.2431 | 0.2662 | 0.3021 | 0.2994 | 0.1839 | 0.2457 | 0.3265 | 0.3148 | 0.2509 | 0.2230 |
Table 7.
Cause and effect of determinants of remanufacturing adoption for CE.
| Determinants | R | C | R + C | R − C | Cause/Effect |
|---|---|---|---|---|---|
| DT1 | 4.1857 | 3.6511 | 7.8368 | 0.5347 | Cause |
| DT2 | 3.4924 | 4.0913 | 7.5837 | −0.5989 | Effect |
| DT3 | 3.8676 | 4.0962 | 7.9638 | −0.2287 | Effect |
| DT4 | 3.6950 | 4.6566 | 8.3515 | −0.9616 | Effect |
| DT5 | 4.7839 | 2.5965 | 7.3803 | 2.1874 | Cause |
| DT6 | 4.1219 | 3.7555 | 7.8774 | 0.3664 | Cause |
| DT7 | 3.7479 | 4.5858 | 8.3337 | −0.8379 | Effect |
| DT8 | 3.9075 | 3.4978 | 7.4053 | 0.4098 | Cause |
| DT9 | 4.2671 | 3.8252 | 8.0923 | 0.4418 | Cause |
| DT10 | 2.6556 | 3.9685 | 6.6241 | −1.3129 | Effect |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
MDPI and ACS Style
Khan, S.; Ali, S.S.; Singh, R. Determinants of Remanufacturing Adoption for Circular Economy: A Causal Relationship Evaluation Framework. Appl. Syst. Innov. 2022, 5, 62. https://0-doi-org.brum.beds.ac.uk/10.3390/asi5040062
AMA Style
Khan S, Ali SS, Singh R. Determinants of Remanufacturing Adoption for Circular Economy: A Causal Relationship Evaluation Framework. Applied System Innovation. 2022; 5(4):62. https://0-doi-org.brum.beds.ac.uk/10.3390/asi5040062
Chicago/Turabian StyleKhan, Shahbaz, Sadia Samar Ali, and Rubee Singh. 2022. "Determinants of Remanufacturing Adoption for Circular Economy: A Causal Relationship Evaluation Framework" Applied System Innovation 5, no. 4: 62. https://0-doi-org.brum.beds.ac.uk/10.3390/asi5040062