

Preparation and Characterization of Microencapsulated Ammonium Polyphosphate with Polyurethane Shell and Its Flame Retardance in Polypropylene
 , ,
, ,
Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Methods
2.2.1. Preparation of Flame-Retarded PP Composites
2.2.2. Characterizations
3. Results and Discussion
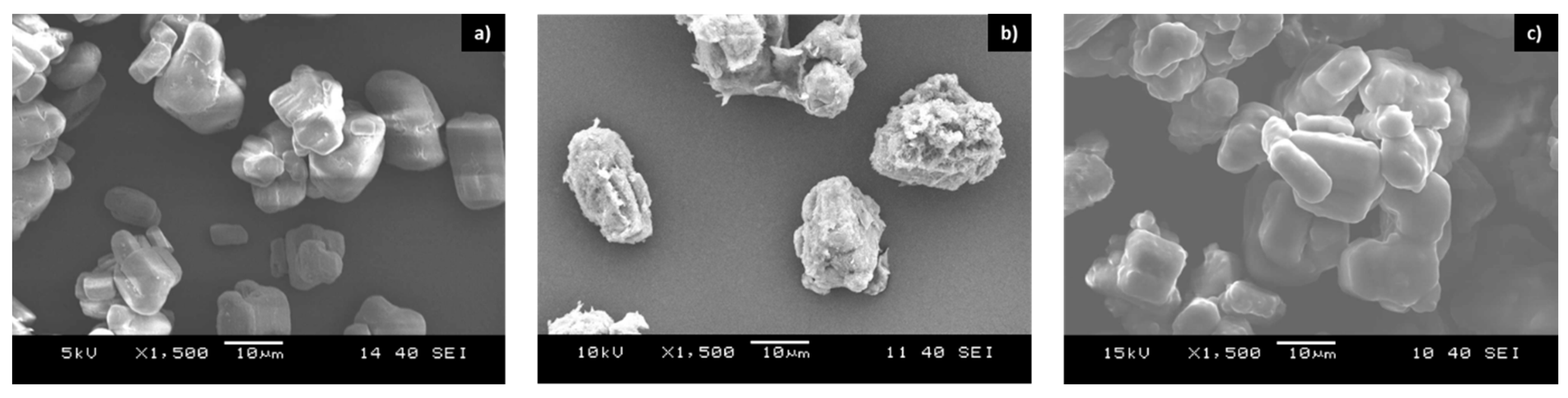
3.1. Preparation of Microencapsulated Ammonium Polyphosphate
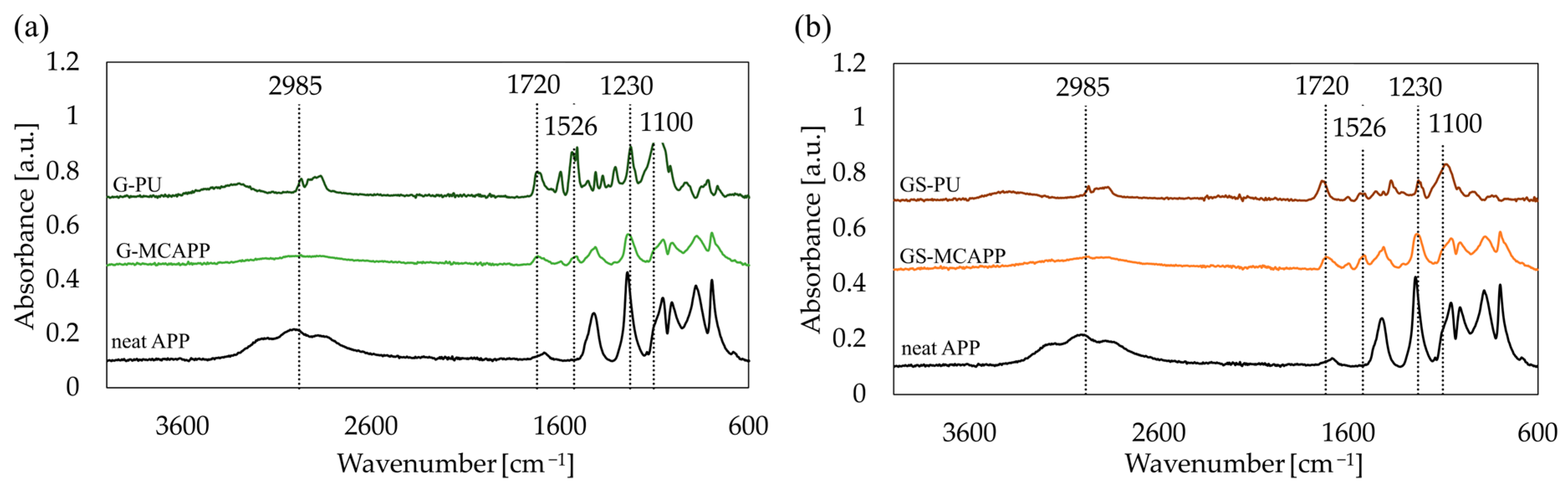
3.2. Characterization of Polyurethane Shell Microencapsulated Ammonium Polyphosphate
3.3. Characterization of Flame-Retarded Polypropylene Composites
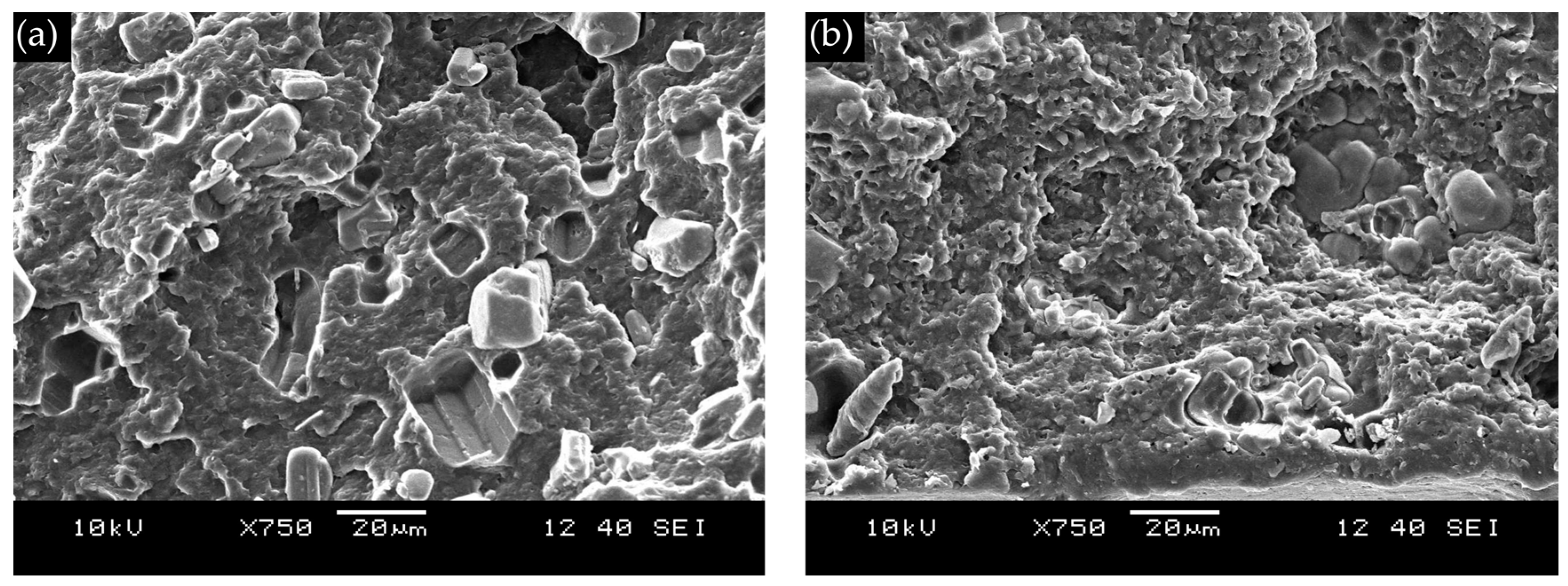
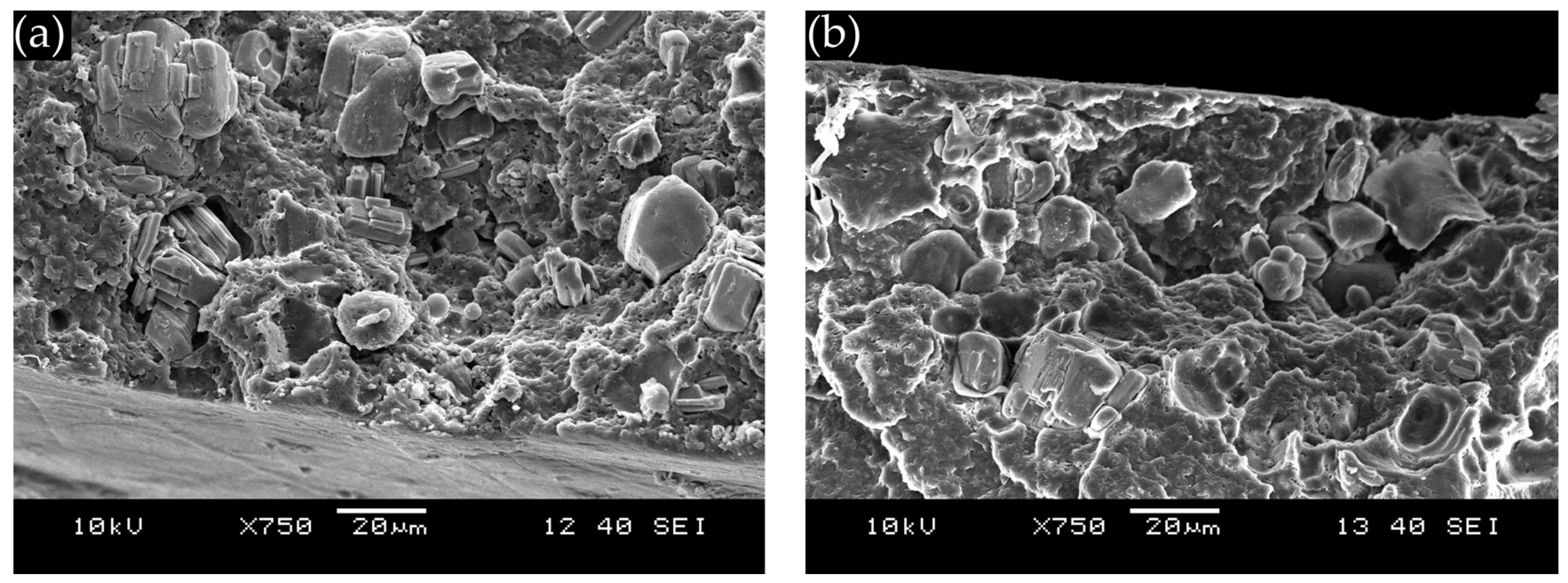
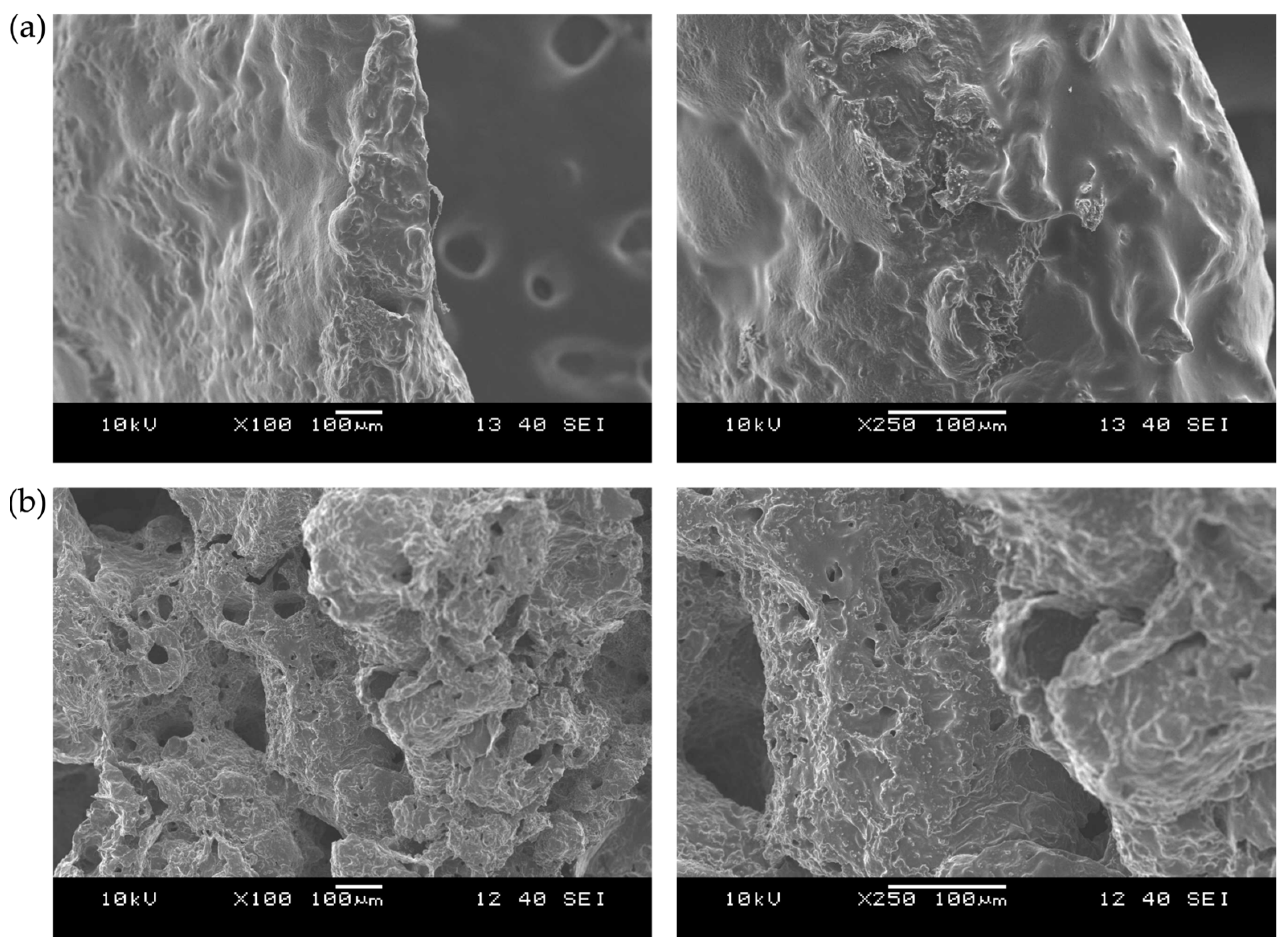
3.3.1. Fracture Surface Analysis by Scanning Electron Microscopy (SEM)
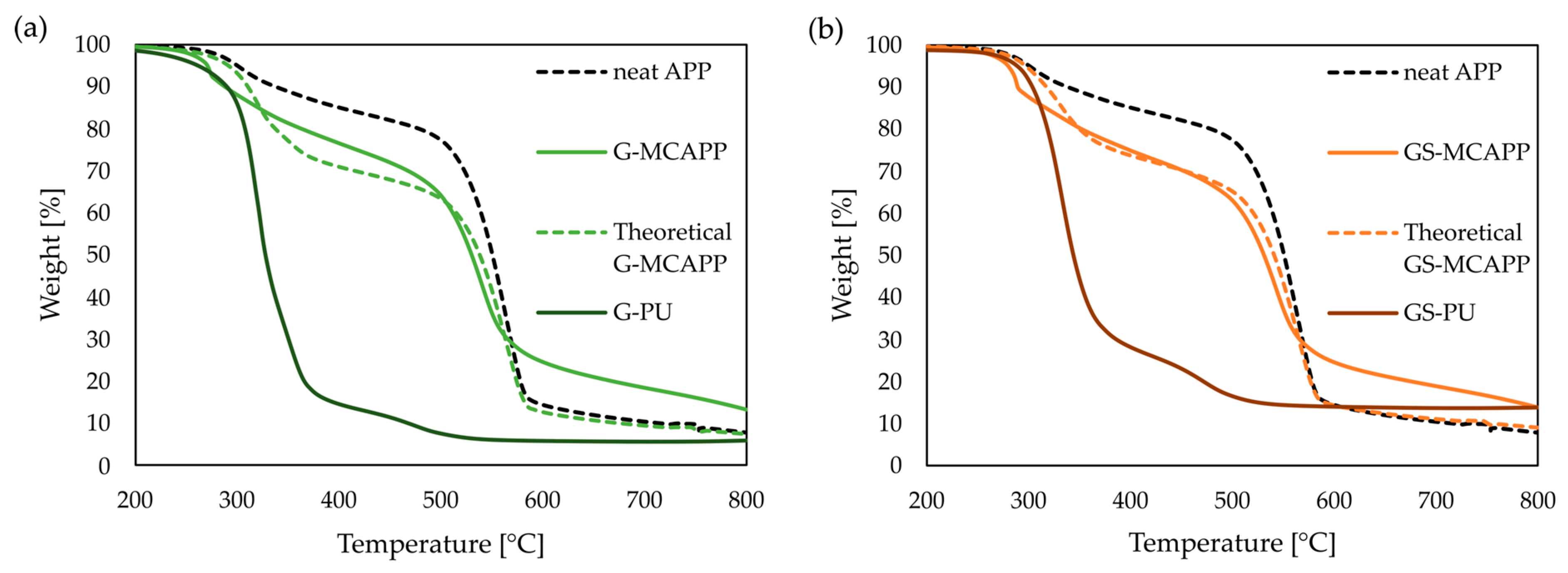
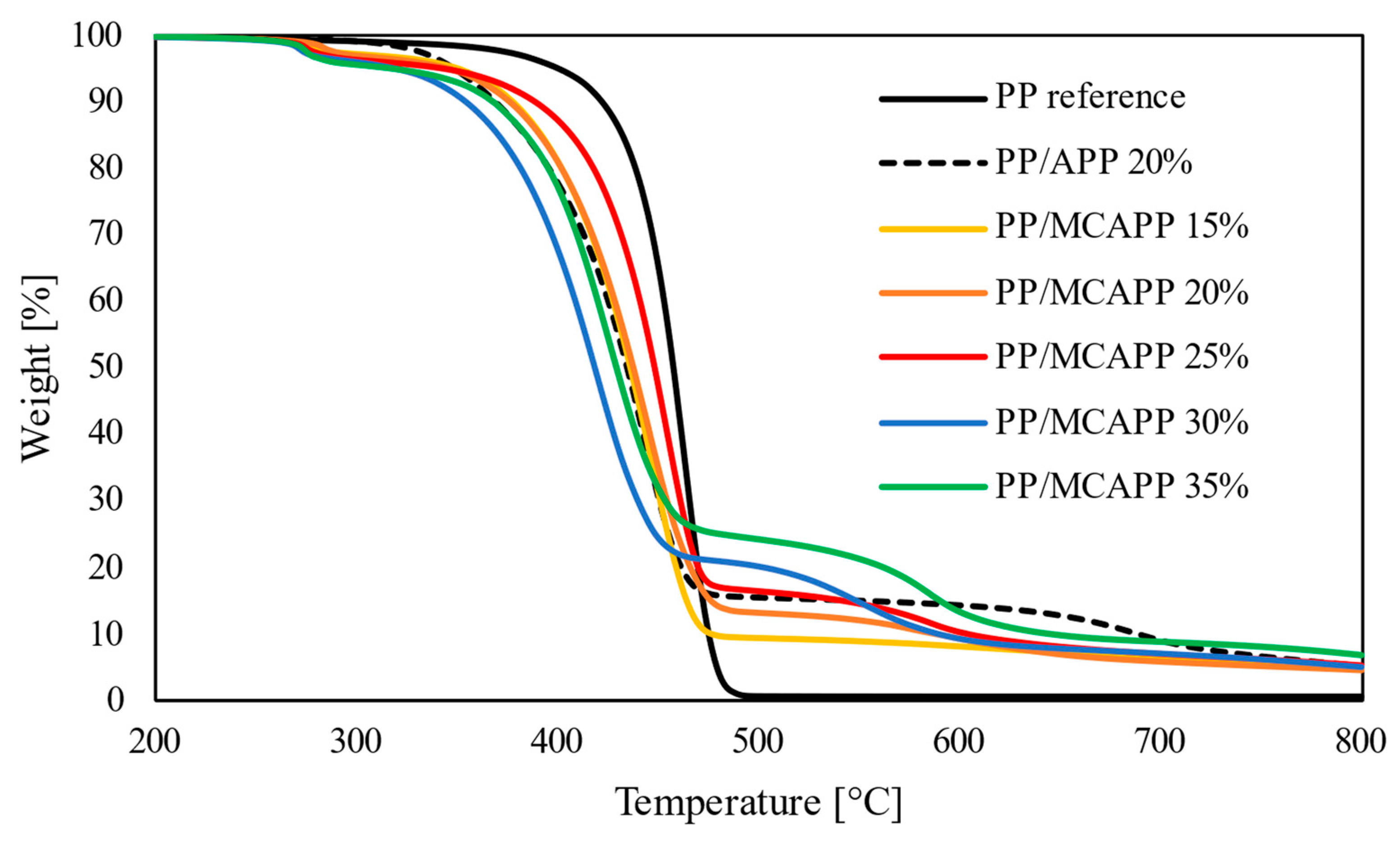
3.3.2. Thermogravimetric Analysis (TGA)
3.3.3. UL94 and LOI Flammability Tests
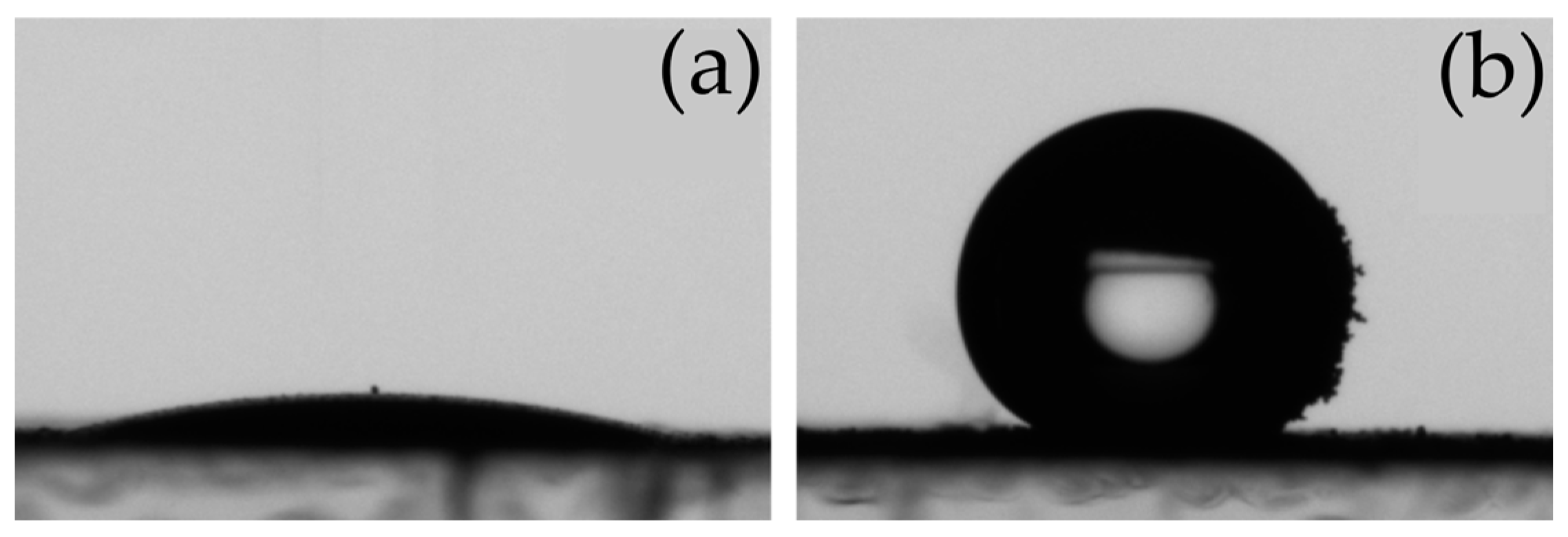
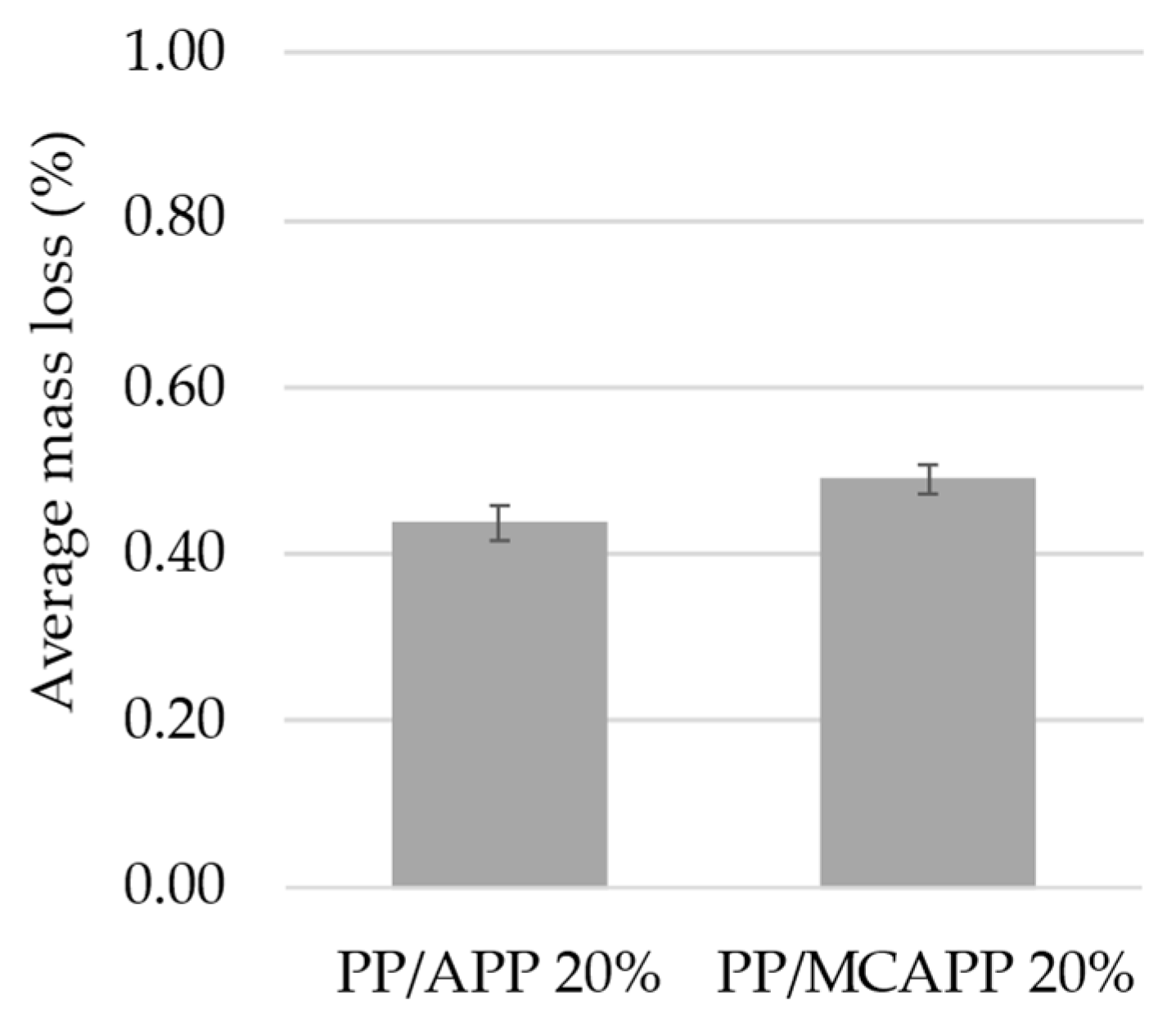
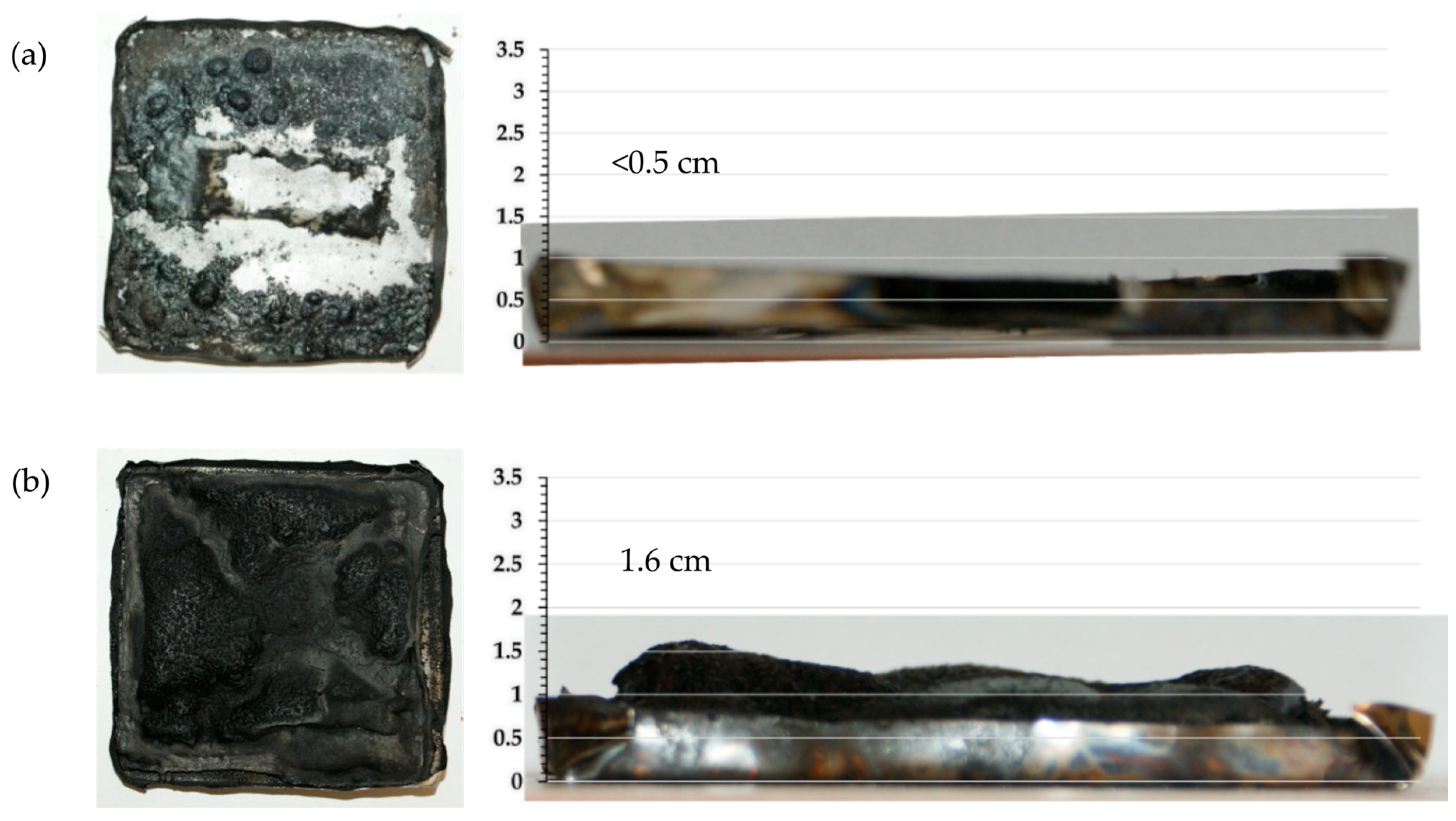
3.3.4. Water Resistance Test
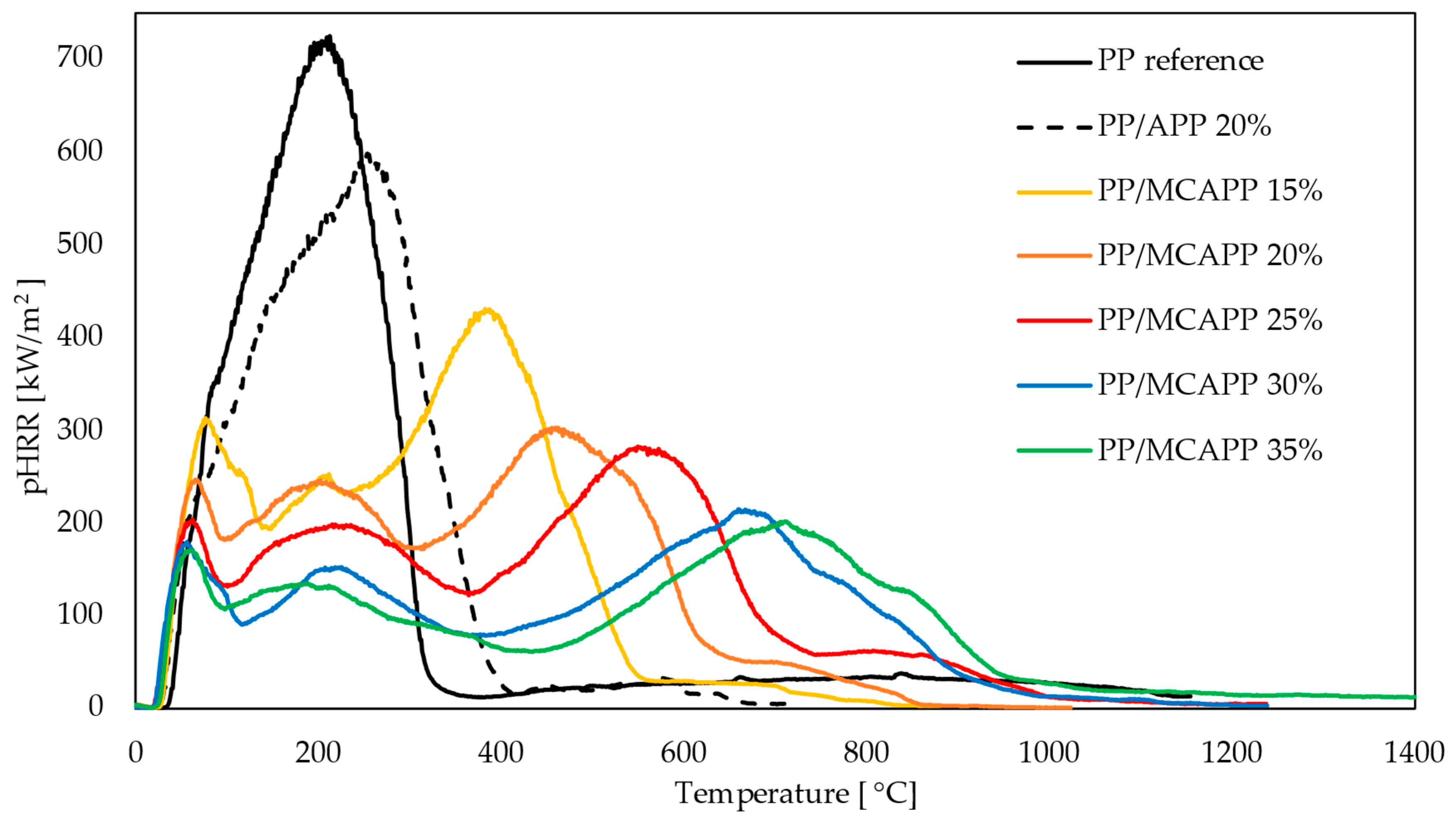
3.3.5. Cone Calorimetry
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Younis, A.A. Flammability properties of polypropylene containing montmorillonite and some of silicon compounds. Egypt. J. Pet. 2017, 26, 1–7. [Google Scholar] [CrossRef]
- Seidi, F.; Movahedifar, E.; Naderi, G.; Akbari, V.; Ducos, F.; Shamsi, R.; Vahabi, H.; Saeb, M.R. Flame Retardant Polypropylenes: A Review. Polymers 2020, 12, 1701. [Google Scholar] [CrossRef]
- Vahabi, H.; Paran, S.M.R.; Shabanian, M.; Dumazert, L.; Sonnier, R.; Movahedifar, E.; Zarrintaj, P.; Saeb, M.R. Triple-faced polypropylene: Fire retardant, thermally stable, and antioxidative. J. Vinyl Addit. Technol. 2019, 25, 366–376. [Google Scholar] [CrossRef]
- Hapuarachchi, T.D.; Peijs, T.; Bilotti, E. Thermal degradation and flammability behavior of polypropylene/clay/carbon nanotube composite systems. Polym. Adv. Technol. 2013, 24, 331–338. [Google Scholar] [CrossRef]
- Zhang, Y.K.; Wu, K.; Zhang, K.; Wei, X.R.; Shen, M. Influence of Microencapsulation on Combustion Behavior and Thermal Degradation of Intumescent Flame-Retarded Epoxy Composite. Polym.-Plast. Technol. Eng. 2012, 51, 1054–1061. [Google Scholar] [CrossRef]
- Ni, J.; Song, L.; Hu, Y.; Zhang, P.; Xing, W. Preparation and characterization of microencapsulated ammonium polyphosphate with polyurethane shell by in situ polymerization and its flame retardance in polyurethane. Polym. Adv. Technol. 2009, 20, 999–1005. Available online: https://0-onlinelibrary-wiley-com.brum.beds.ac.uk/doi/full/10.1002/pat.1354 (accessed on 6 April 2020). [CrossRef]
- Marosi, G.; Hirsch, E.; Bocz, K.; Toldy, A.; Szolnoki, B.; Bodzay, B.; Csontos, I.; Farkas, A.; Balogh, A.; Démuth, B.; et al. Pharmaceutical and Macromolecular Technologies in the Spirit of Industry 4.0. Period. Polytech. Chem. Eng. 2018, 62, 457–466. [Google Scholar] [CrossRef]
- Wang, B.; Sheng, H.; Shi, Y.; Hu, W.; Hong, N.; Zeng, W.; Ge, H.; Yu, X.; Song, L.; Hu, Y. Recent advances for microencapsulation of flame retardant. Polym. Degrad. Stab. 2015, 113, 96–109. [Google Scholar] [CrossRef]
- Nguyen Thanh, T.T.; Decsov, K.E.; Bocz, K.; Marosi, G.; Szolnoki, B. Development of Intumescent Flame Retardant for Polypropylene: Bio-epoxy Resin Microencapsulated Ammonium-polyphosphate. Period. Polytech. Chem. Eng. 2022, 66, 313–324. [Google Scholar] [CrossRef]
- Lim, K.S.; Bee, S.T.; Sin, L.T.; Tee, T.T.; Ratnam, C.T.; Hui, D.; Rahmat, A.R. A review of application of ammonium polyphosphate as intumescent flame retardant in thermoplastic composites. Compos. Part B Eng. 2016, 84, 155–174. [Google Scholar] [CrossRef]
- Saihi, D.; Vroman, I.; Giraud, S.; Bourbigot, S. Microencapsulation of ammonium phosphate with a polyurethane shell part I: Coacervation technique. React. Funct. Polym. 2005, 64, 127–138. [Google Scholar] [CrossRef]
- Ni, J.; Tai, Q.; Lu, H.; Hu, Y.; Song, L. Microencapsulated ammonium polyphosphate with polyurethane shell: Preparation, characterization, and its flame retardance in polyurethane. Polym. Adv. Technol. 2010, 21, 392–400. [Google Scholar] [CrossRef]
- Zhou, S.; Lu, H.; Song, L.; Wang, Z.; Hu, Y.; Ni, J.; Xing, W. Microencapsulated Ammonium Polyphosphate with Polyurethane Shell: Application to Flame Retarded Polypropylene/Ethylene-propylene Diene Terpolymer Blends. J. Macromol. Sci. Part A 2008, 46, 136–144. [Google Scholar] [CrossRef]
- Zheng, Z.; Qiang, L.; Yang, T.; Wang, B.; Cui, X.; Wang, H. Preparation of microencapsulated ammonium polyphosphate with carbon source- and blowing agent-containing shell and its flame retardance in polypropylene. J. Polym. Res. 2014, 21, 443. [Google Scholar] [CrossRef]
- Yu, S.; Xiao, S.; Zhao, Z.; Huo, X.; Wei, J. Microencapsulated ammonium polyphosphate by polyurethane with segment of dipentaerythritol and its application in flame retardant polypropylene. Chin. J. Chem. Eng. 2019, 27, 1735–1743. [Google Scholar] [CrossRef]
- Chen, M.; Xu, Y.; Chen, X.; Ma, Y.; He, W.; Yu, J.; Zhang, Z. Thermal stability and combustion behavior of flame-retardant polypropylene with thermoplastic polyurethane-microencapsulated ammonium polyphosphate. High Perform. Polym. 2014, 26, 445–454. [Google Scholar] [CrossRef]
- ISO 9772:2020; Cellular Plastics—Determination of Horizontal Burning Characteristics of Small Specimens Subjected to a Small Flame. International Organization for Standardization: Geneva, Switzerland, 2020.
- ISO 9773:1998; Plastics—Determination of Burning Behaviour in thin Flexible Vertical Specimens in Contact with a Small-Flame Ignition Source. International Organization for Standardization: Geneva, Switzerland, 1998.
- ISO 4589-2:2017; Plastics—Determination of Burning Behaviour by Oxygen Index Part 2: Ambient-Tempetature Test. International Organization for Standardization: Geneva, Switzerland, 2017.
- ISO 5660-1:2015; Reaction-to-Fire Tests—Heat Release, Smoke Production and Mass Loss Rate Part 1: Heat Release Rate (Cone Calorimeter Method) and Smoke Production Rate (Dynamic Measurement). International Organization for Standardization: Geneva, Switzerland, 2015.
- Ferrari, A.; Robertson, J. Interpretation of Raman spectra of disordered and amorphous carbon. Phys. Rev. B 2000, 61, 14095. [Google Scholar] [CrossRef]
- Yildirim Erbil, H. Dependency of Contact Angles on Three-Phase Contact Line: A Review. Colloids Interfaces 2021, 5, 8. [Google Scholar] [CrossRef]
- Detrich, Á.; Nyári, M.; Volentiru, E.; Hórvölgyi, Z. Estimation of contact angle for hydrophobic silica nanoparticles in their hexagonally ordered layer. Mater. Chem. Phys. 2013, 140, 602–609. [Google Scholar] [CrossRef]
- Schartel, B. Phosphorus-based Flame Retardancy Mechanisms—Old Hat or a Starting Point for Future Development? Materials 2010, 3, 4710–4745. [Google Scholar] [CrossRef]
- Grassie, N.; Mendoza, G.A.P. Thermal degradation of polyether-urethanes: Part 4—Effect of ammonium polyphosphate on the thermal degradation of polyether-urethanes prepared from methylene bis(4-phenylisocyanate) and low molecular weight poly(ethylene glycols). Polym. Degrad. Stab. 1985, 11, 145–166. [Google Scholar] [CrossRef]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| PU Formulation | G-Polyol [g/eq] | GS-Polyol [g/eq] | pMDI [g/eq] |
|---|---|---|---|
| G-PU | 1.1 | - | 1 |
| GS-PU | - | 0.9 | 1 |
| Sample | T5% [°C] | T50% [°C] | dTmax [%/°C] | Tmax [°C] | Mass Residue [%] |
|---|---|---|---|---|---|
| neat APP | 300.2 | 550.7 | 1.14 | 563.4 | 7.9 |
| G-MCAPP | 270.9 | 530.4 | 0.72 | 540.4 | 13.3 |
| GS-MCAPP | 279.7 | 531.0 | 0.70 | 542.8 | 13.9 |
| Sample Name | T5% [°C] | T50% [°C] | Tmax [°C] | dTmax [%/°C] | Mass Residue [%] |
|---|---|---|---|---|---|
| PP reference | 400.4 | 457.3 | 463.2 | 2.51 | 0.6 |
| PP/APP 20% | 348.4 | 434.4 | 442.9 | 1.28 | 5.2 |
| PP/MCAPP 15% | 350.5 | 436.1 | 446.7 | 1.38 | 4.7 |
| PP/MCAPP 20% | 345.2 | 437.5 | 445.2 | 1.23 | 4.5 |
| PP/MCAPP 25% | 343.3 | 448.1 | 453.9 | 1.59 | 5.3 |
| PP/MCAPP 30% | 319.4 | 418.3 | 419.4 | 1.08 | 5.0 |
| PP/MCAPP 35% | 317.7 | 429.0 | 425.9 | 1.08 | 6.8 |
| Sample Name | UL94 | LOI [V/V%] |
|---|---|---|
| PP reference | HB (horizontal burning) | 18 |
| PP/APP 20% | HB (horizontal burning) | 19 |
| PP/MCAPP 15% | HB (horizontal burning) | 23 |
| PP/MCAPP 20% | HB (horizontal burning) | 24 |
| PP/MCAPP 25% | HB (burning time > V-2) | 27 |
| PP/MCAPP 30% | HB (burning time > V-2) | 29 |
| PP/MCAPP 35% | V-2 (ignition of cotton) | 32 |
| Sample | PP Reference | PP/ APP 20% | PP/ MCAPP 15% | PP/ MCAPP 20% | PP/ MCAPP 25% | PP/ MCAPP 30% | PP/ MCAPP 35% |
|---|---|---|---|---|---|---|---|
| TTI [s] | 37 | 29 | 28 | 24 | 21 | 22 | 26 |
| pHRR [kW/m2] | 724.9 | 598.1 | 430.6 | 302.6 | 282.1 | 214.4 | 201.3 |
| tpHRR [s] | 212 | 253 | 382 | 459 | 549 | 659 | 710 |
| THR [MJ/m2] | 148.0 | 137.8 | 139.6 | 138.0 | 139.1 | 115.1 | 118.0 |
| SRR [(m2/s)/m2] | 12.35 | 12.03 | 10.51 | 6.66 | 5.76 | 5.07 | 5.28 |
| SPR [m2/s] | 0.110 | 0.106 | 0.093 | 0.059 | 0.051 | 0.045 | 0.047 |
| Mass Residue [%] | 0.3 | 15.4 | 8.4 | 12.0 | 15.8 | 19.5 | 23.4 |
| MARHE [kW/m2] | 426.9 | 375.2 | 264.7 | 214.9 | 180.5 | 129.4 | 119.1 |
| MLR10–90 [g/m2s] | 4.65 | 5.21 | 4.33 | 3.68 | 2.95 | 2.76 | 2.17 |
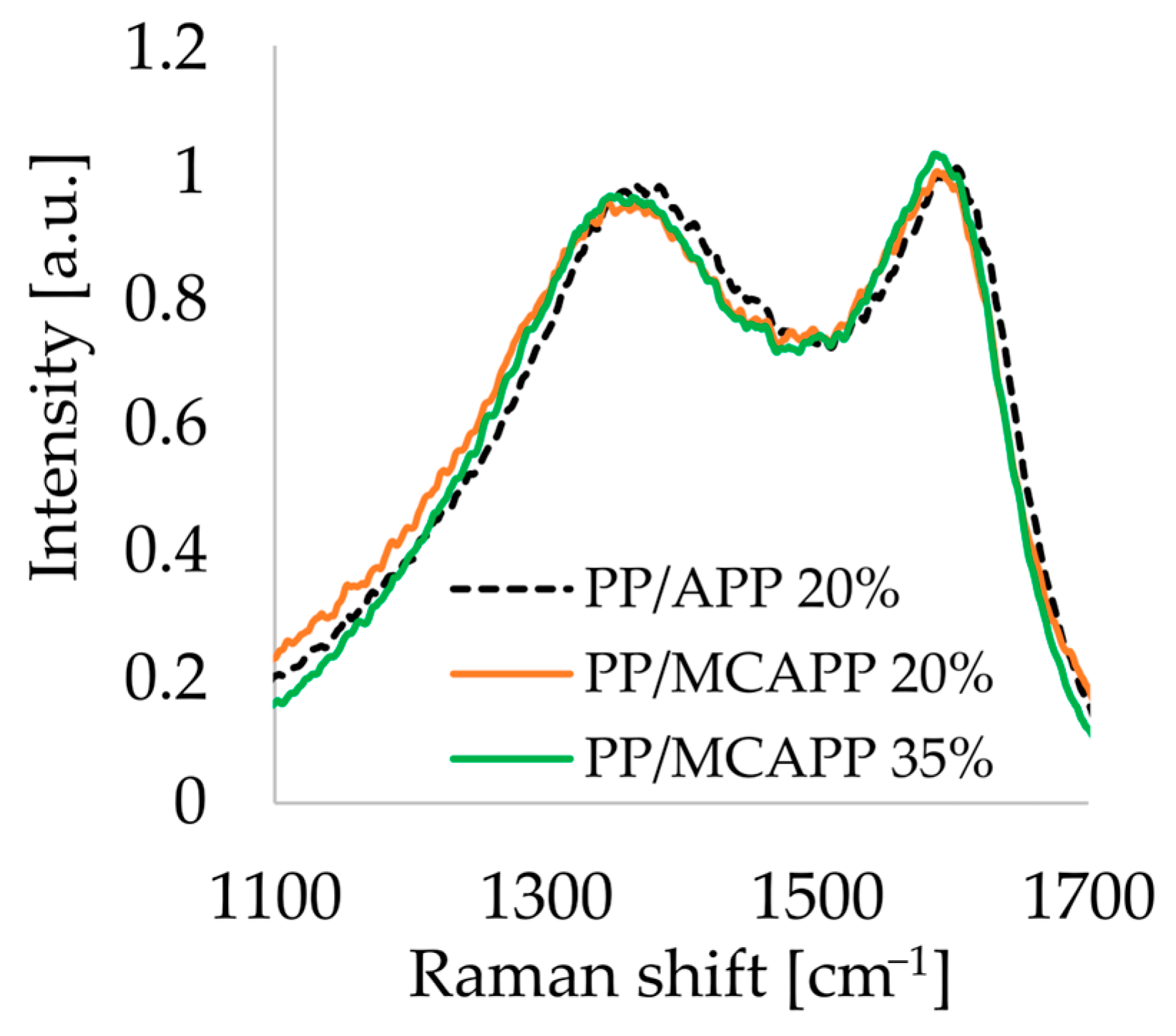
| Sample | AD/AG |
|---|---|
| PP/APP 20% | 2.73 |
| PP/MCAPP 20% | 2.61 |
| PP/MCAPP 35% | 2.57 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Nguyen Thanh, T.T.; Yusifov, Z.; Tóth, B.; Bocz, K.; Márton, P.; Hórvölgyi, Z.; Marosi, G.; Szolnoki, B. Preparation and Characterization of Microencapsulated Ammonium Polyphosphate with Polyurethane Shell and Its Flame Retardance in Polypropylene. Fire 2024, 7, 97. https://0-doi-org.brum.beds.ac.uk/10.3390/fire7030097
Nguyen Thanh TT, Yusifov Z, Tóth B, Bocz K, Márton P, Hórvölgyi Z, Marosi G, Szolnoki B. Preparation and Characterization of Microencapsulated Ammonium Polyphosphate with Polyurethane Shell and Its Flame Retardance in Polypropylene. Fire. 2024; 7(3):97. https://0-doi-org.brum.beds.ac.uk/10.3390/fire7030097
Chicago/Turabian StyleNguyen Thanh, Thuy Tien, Ziya Yusifov, Bence Tóth, Katalin Bocz, Péter Márton, Zoltán Hórvölgyi, György Marosi, and Beáta Szolnoki. 2024. "Preparation and Characterization of Microencapsulated Ammonium Polyphosphate with Polyurethane Shell and Its Flame Retardance in Polypropylene" Fire 7, no. 3: 97. https://0-doi-org.brum.beds.ac.uk/10.3390/fire7030097