
The Future of Scandium Recovery from Wastes †



1
GeoRessources, Université de Lorraine, F-54000 Nancy, France
2
Centre National de la Recherche Scientifique (CNRS), GeoRessources, Université de Lorraine, F-54000 Nancy, France
*
Author to whom correspondence should be addressed.
†
Presented at the International Conference on Raw Materials and Circular Economy, Athens, Greece, 5–9 September 2021.
Mater. Proc. 2021, 5(1), 55; https://0-doi-org.brum.beds.ac.uk/10.3390/materproc2021005055
Published: 3 December 2021
(This article belongs to the Proceedings of International Conference on Raw Materials and Circular Economy)
Abstract
:With growing demand for renewable and clean energy technologies, the need in rare earth metals is increasing. Scandium, which is often considered a rare earth element (REE), is a critical metal mainly used in solid oxide fuel cells (SOFCs) and high strength aluminum alloys used in aerospace and 3D printing applications. Furthermore, scandium supply is limited due to its scarcity and the high cost of its production in Asia and Russia while Europe has no production of scandium. Therefore, scandium extraction from alternative resources such as secondary resources located in Europe is of great concern. Within this context, this work provides a condensed state-of-art review of the issue of scandium recovery from industrial wastes. Priority was given to addressing the technological and economic challenges associated with the recovery of scandium from the said residues, with particular emphasis on the bauxite residue from alumina production, which represents nearly 5 million tons on dry basis per year in Europe.
1. Introduction
Scandium is a transition metal mostly used in a developing technology of solid oxide fuel cells (SOFCs) and Sc-Al alloys. In the year of 2017, scandium entered the list of critical raw materials (CRMs), assessed separately from the rest of rare earth elements (REEs). According to Dittrich and Yagmurlu [1], the world production of scandium as of 2018 was mostly concentrated in three countries: China (66%), Russia (26%) and Ukraine (7%). Because of the scarcity of deposits containing high concentration of scandium, the absence of its mining and production on the territory of the EU and virtually no recycling from end-of-life products [2], scandium is characterized with a relatively high supply risk [3]. Regarding substitution, there are several options, for example, scandium can be replaced by yttrium in SOFCs and by titanium and lithium in Sc-Al alloys. It has to be noted, however, that yttrium, titanium, and lithium all belong to CRMs as well [4].
One possible way of avoiding a potential supply disruption of scandium is finding alternative sources. Secondary sources, such as some industrial residues, present a promising potential for scandium recovery. Industrial residues characterized with relatively high scandium content include ashes, generated during coal combustion and bauxite residues, containing on average 2.9 and 11.6 times the average concentration of scandium in ores [5]. Nevertheless, despite the attractive concentrations and large available tonnages of these residues, the extraction of scandium from them presents significant technological and economic challenges.
2. Background
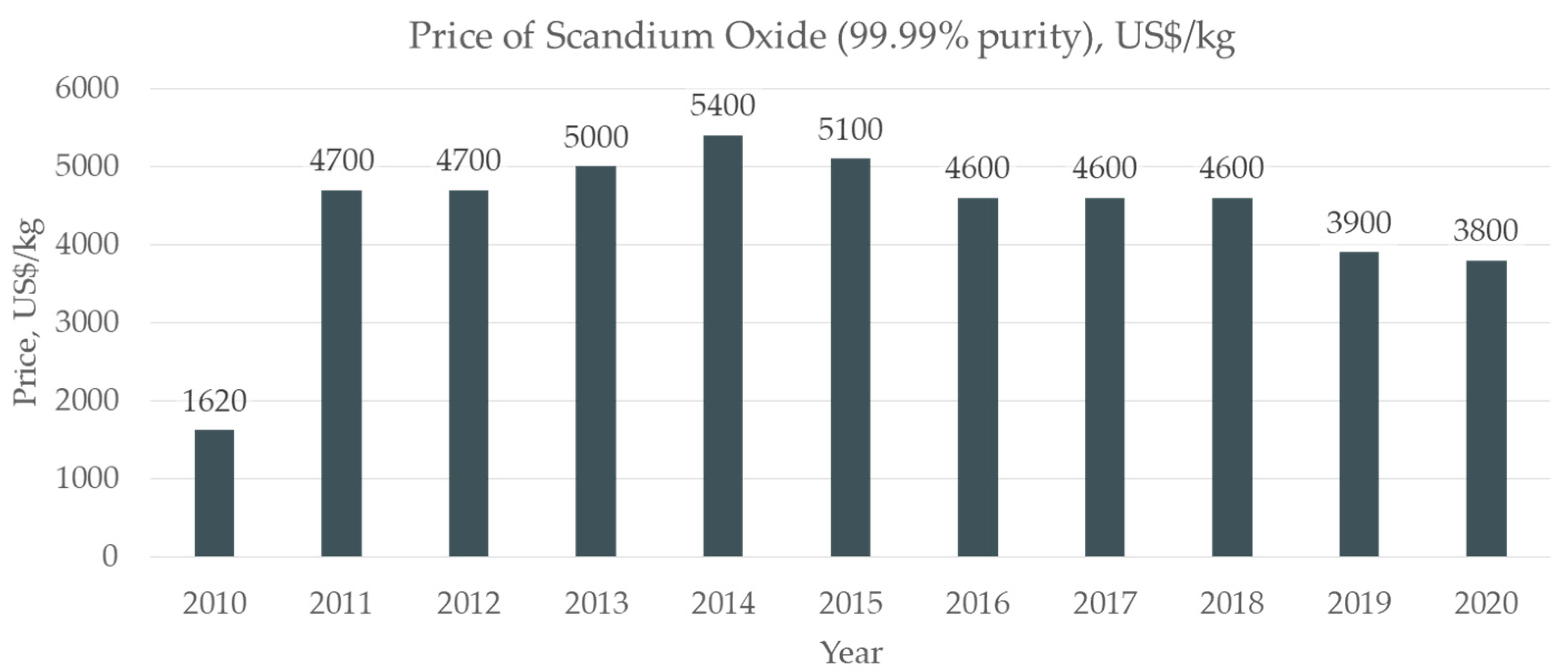
According to the European Commission [4], “scandium is not traded on any metals exchange, and there are no terminal or futures markets where buyers and sellers can fix an official price. Scandium products are sold between private parties at undisclosed prices”. The U.S. Geological Survey [6,7,8] has reported the variation of the price of scandium oxide between 2010 and 2020 (Figure 1). According to these data, in the period of 2018–2020 alone, the price of scandium oxide (99.99% purity) dropped by 17.4%, and by almost 30% from the year 2014, when the peak price was reported. The high price of scandium stems from complexity in extraction and limited world production; this partially justifies the expectations of the metal market price reduction in case of a supply increase. It is evident that the price volatility of scandium will affect the profitability of its extraction from residues. It is, thus, possible that the currently developing technologies targeting exclusively scandium will render unprofitable upon the market adjustment to the larger available tonnage. Hence, a technology allowing to produce multiple products from residues must be considered to ensure the financial security of the re-processing operation.
Apart from being economically viable, the re-processing technology must exhibit low environmental footprint; consequently, the development of technologies allowing comprehensive utilization of the residues gains its momentum worldwide. The zero-waste and low-carbon emission concepts are intensively promoted to assure the sustainability of the re-processing. Another very important concept stimulating today’s research progress is the concept of circular economy. Near-zero-waste and circular economy concepts are sometimes confused. It has to be mentioned that these concepts are not contradictory. While both are greatly oriented towards preservation of environment and smart resource utilization, circular economy is designed around the thought of keeping the materials in the supply chain, contrary to simply minimizing the waste disposal (near-zero-waste). Therefore, priority is given to technologies allowing, in the first place, to extract metal values from the residue and to return it into the loop, rather than to re-utilize the residue as bulk material (almost as is) in the construction industry, for example.
In the past 20 years, significant research addressed the problem of scandium recovery from industrial residues; the majority of these studies, however, is characterized with low technology readiness level (TRL), meaning that tests were mostly conducted at laboratory scale (TRL 4). Nevertheless, that research offers a valuable insight of the potential technological problems and bottlenecks to look out for while designing a process for metal recovery from residues. Below, the main technological and environmental challenges encountered in the literature addressing re-processing of bauxite residue and coal ash are reported. The review only concerned the technologies allowing the recovery of scandium as one of the final products of the operation.
3. Bauxite Residue
Bauxite residue (BR) is waste generated during alumina production via the Bayer process. Gräfe et al. [9] examined 63 BR samples and reported an average major constituent composition of the BR (Table 1), the data represents an average ± standard deviation of the population.
The average pH of the untreated residue liquor is 11.3 ± 1.0; the particle size distribution is between 100 nm and 200 µm [9]. The content of scandium in the BR varies depending on the origin of the bauxite and the parameters of the Bayer process. The scandium content in bauxite residues of different origin is reported in Table 2.
It has been reported [10,11,14,15,16] that scandium in BR is associated with Ti and Fe phases, and often occurs as a replacement in the lattice matrix of Fe(III) oxide or FeO(OH). Therefore, in order to achieve acceptable scandium extraction, dissolution or transformation of Sc-containing phases is required.
Common issues encountered during the direct acid leaching of BR with mineral acids include: (1) low extraction of Sc while using non-concentrated acids, and (2) high co-extraction of other elements (e.g., Fe, Si, Al, Na and others) while using concentrated acids [11,17,18,19]. Another problem frequently encountered while applying concentrated acids directly to BR is the dissolution of silica followed by the formation of silica gel. This may lead to issues in downstream operations, such as, for example, significantly reduced efficiency of filtration. To resolve this problem, several technologies allowing to prevent the formation of silica gel were developed, such as dry digestion [16], sulfation–roasting–leaching [20], concentrated sulfuric acid leaching at elevated temperatures [17], and direct leaching with ionic liquids [21,22].
Selectivity between scandium and iron phases can be achieved through applying what is called the “complex processing”. Complex processing is a combination of pyro- and hydrometallurgical methods in the same flowsheet designed for recovery of metal values from the residue [23]. Examples of such technologies include sulfation–roasting–leaching [20], ammonium sulfate roasting followed by ultrapure water leaching [24], acid baking followed by water leaching [10], reductive roasting and magnetic separation followed by the phosphoric acid leaching of non-magnetic fraction and alkali leaching [25,26,27].
Commonly reported ways to extract scandium from the BR leachates include solvent extraction using such extractants as P204 (bis-2-ethylhexyl phosphoric acid), P507 (2-ethylhexyl phosphonic acid mono-2-ethylhexyl ester), P350 (di-(1-methyl-heptyl) methyl phosphonate) and TBP (tri-n-butylphosphate), ion exchange resins and adsorption materials [28,29]. An important challenge raising at the extraction step is generation of dilute leachates with low concentration of scandium ions [30,31], which is known to be problematic for subsequent liquid-liquid extraction process. In order to address this issue, several methods were developed at laboratory scale, including extraction with ionic liquids [31] or supported ionic liquid phase [30], solid-liquid extraction with mesoporous silica [32], and precipitation-leaching [28]. In addition, the pre-concentration or purification of the leachate though major impurity removal with resins (adsorption and ion exchange) has been reported by Zhang et al. and Zhou et al. [33,34].
As it was stated before, BR is characterized with high alkalinity. This is not only problematic from an environmental point of view (e.g., due to unsafe disposal), but also from the point of view of re-processing, mainly, because of the high acid consumption during the leaching process. A systematic study conducted by Borra et al. [11] on direct acid leaching of bauxite residue with organic and mineral acids has demonstrated that water washing of BR prior to leaching is not feasible. The team performed four consecutive washing operations using fresh water at liquid to solid ratio as high as 50:1. Nevertheless, even after four washes, the pH remained around 10, which was explained by the buffering properties of the BR. Rivera et al. [15] reduced acid consumption during leaching by partial neutralization of the bauxite residue with carbon dioxide prior to leaching; however, Sc extraction did not improve significantly, and in highly neutralized BR it even decreased. It was also reported [9] that neutralization of BR can be achieved by using SO2 or microorganisms.
Fine particle size of BR, on one hand, can be beneficial for the leaching kinetics due to the high surface area available for the reaction with leaching solutions. On the other hand, fine particle management can be a complex task. Filtering and other solid–liquid separation operations can be negatively impacted by fine particles. Recycling of liquids brought in contact with the residue can be complicated due to contamination with fine particles. In aqueous solutions, a combination of fine particle size and high alkalinity can promote negative charging of the particle surfaces, hindering inter-particle coagulation through electrostatic mechanisms [9] and, thus, decreasing the liquid–solid separation rate and efficiency. In the latter case, the ionic strength of the solution plays a great role. Additionally, the chemistry-dependent rheology of fine particle suspensions has to be considered as an important parameter for process design.
4. Coal Ash
Coal ash originates from coal combustion in thermal power generation plants. This residue is commonly present in two forms: coal fly ash (found in the dust collector after combustion) and coal bottom ash (residue found in the bottom and on the walls of the incinerator). Coal ashes are mainly composed of SiO2, Fe2O3, Al2O3, CaO, K2O, TiO2, MgO, P2O5 and residual unburned organic matter. The quantity of scandium that can be found in the ashes varies in function of coal origin [35,36,37]. Park et al. [38] reported Sc concentration in the Korean fly and bottom ashes to be 63.9 ± 5.5 ppm and 54.4 ± 5.7 ppm, respectively. US fly ashes were reported to contain 1 to 4 times the content of scandium in the upper continental crust, with mean values per basin varying between 24 and 38.5 ppm [37]. Arbuzov et al. [35] reported scandium contents in the ashes resulting from the coals found in the Siberia, the Russian Far East, Mongolia, Kazakhstan and Iran (Table 3).
It must be noted that the process parameters influence the phase transformation occurring in coals during combustion. It was demonstrated that, if present, REE-bearing apatite, zircon, monazite and xenotime go through no or very little change during coal combustion, whereas hydrated REE-bearing phosphates convert into their anhydrous form [39]; REE-organic complexes and REE(-bearing) carbonates decompose to REE(-bearing) oxides. Monazite shattering (grain fragmentation) can occur upon rapid heating to 1400 °C [39,40], without chemical change of the mineral; in the presence of CaO melting temperature of monazite can decrease to as low as 600 °C leading to formation of REE oxides. It is possible that REE(-bearing) oxides formed during combustion diffuse in the aluminosilicate glass phase, ending up dispersed throughout the phase [39].
The discussion about scandium-bearing phases in the coal ashes is still open; it was suggested that scandium in ash is associated with Al2O3, present in the form of alumosilicates, clay minerals [36]. At the same time, Arbuzov et al. [35] suggested that in some coals, scandium cannot be entirely associated with clays, proposing that a part of scandium is associated with the organic matter; after ashing (laboratory, at 800 °C) scandium was found in Sc-containing zircon or zircon minerals of complex composition in an aluminium–silicate matrix or in slaggy aggregates of complex composition (Si, Zr, Al, Ca, Ti, V, Cr, Fe, Ni, O). The same study reported occurrence of Sc-containing xenotime in the coal sample, prior to ashing. Park et al. [38] found that most scandium dissolved during the last step of Tessier sequential extraction (using hydrofluoric and nitric acids under high temperature and pressure) and the last step of European Community Bureau of Reference sequential extraction (mixture of hydrochloric acid and nitric acid at elevated temperatures) indicating that scandium in the ashes was strongly bound in crystalline structures. A significant portion of other REEs was also extracted in this last extraction step, which explains the necessity of using strong acids for the recovery of REEs from fly ashes.
Some processes allowing extraction of REEs from coal ashes have reached the commercialization level [41,42]. Companies, such as RockTron, Expansion Energy and PSI Corp are conducting research and suggesting options for coal ash processing designed to extract REEs. Elixsys proposes a process involving ash leaching, precipitation, concentration and separation allowing to produce misch metal (REE alloy). Several pilot-plant projects were launched in the US aiming to extract REEs from coal and coal by-products. For example, the University of Kentucky proposed a process involving flotation, ion exchange and solvent extraction allowing to produce a concentrate with 2 wt % of REEs [43]. Physical Sciences Inc. (PSI), Center for Applied Energy Research (CAER), and Winner Water Services, LLC (WWS) united their efforts to extract REEs from coal ash; the teams suggested a flowsheet combining physical (froth flotation, magnetic separation) and chemical separation stages (digestion, solvent extraction) for the production of two separate concentrates: Sc-rich concentrate and REE-rich concentrate. Hower et al. [44] described the physical separation process in which the froth flotation was used to retrieve the carbon matter, the flotation tailings were directed to magnetic separation to remove iron-containing magnetic particles, after which the non-magnetic fraction was screened at 75 μm. It was found that relative to the feed (containing 26 ppm of Sc), the carbon-containing fraction and the non-magnetic −75 μm fraction were slightly enriched in scandium, containing 34 and 29 ppm of Sc, respectively. Similar findings (i.e., size fraction-dependent REE enrichment) were reported by Lin et al. [45]. Application of magnetic separation for REE enrichment from previously untreated coal ash has given mixed results, which could be related to the presence of REEs (including Sc) in both, non-magnetic, and magnetic/paramagnetic phases (e.g., xenotime and monazite); the degree of liberation of the aforementioned phases affects the separation efficiency as well.
Physical separation methods, such as gravity concentration (excluding heavy liquids) and magnetic separation have often lower environmental impact than hydrometallurgical processing. Hence, the main challenge to overcome by conventional leaching techniques is related to reducing the environmental impact of the process. Nonetheless, some common technological challenges such as selective extraction of REEs over major coal ash components and suppressing silica gel formation are encountered as well. The typical size distribution of coal fly ash is between 1 and 150 μm [45], justifying the preferential use of “wet” processing technologies (e.g., wet magnetic separation, flotation, leaching) over “dry” ones (e.g., dry magnetic separation).
5. Conclusions
In this work, a brief summary of the economic and technological challenges and bottlenecks related to recovery of scandium form some industrial residues was given. The following major challenges to consider while designing the process for re-treatment of the residues with elevated concentration of scandium were reported: (1) for both, bauxite residue and coal ashes:
- selectivity between major (e.g., Fe, Al, Si) and trace (e.g., Sc, REEs) components;
- achievement of acceptable scandium extraction and recovery;
- silica gel formation;
- fine particle management;
- environmental impact of re-processing;
And (2) for bauxite residue specifically:
- generation of dilute leachates with low scandium concentration;
- alkalinity of the residue.
From the environmental and circular economy perspectives, these industrial residues must be at least partially recycled. Indubitably, the extraction of scandium alone from BR or coal ashes cannot justify the economic and environmental risks. While intensive research on bauxite residue reprocessing is ongoing, it is characterized with a clear lack of high-TRL studies (>4).
Funding
This research was supported by the INCO-Piles 2020 Project (Grant Agreement 19169), funded by European Institute of Innovation and Technology (EIT) RawMaterials in the Framework of EU Horizon 2020 research and innovation programme.
Institutional Review Board Statement
Not applicable.
Informed Consent Statement
Not applicable.
Conflicts of Interest
The authors declare no conflict of interest.
References
- Dittrich, C.; Yagmurlu, B. SCALE: An Emerging Project for European Scandium Supply. In Proceedings of the ALTA 2018 Uranium-REE-Lithium Conference, Perth, Australia, 24–25 May 2018; p. 7. [Google Scholar]
- Blengini, G.A.; Mathieux, F.; Mancini, L.; Nyberg, M.; Viegas, H.M.; Salminen, J.; Garbarino, E.; Orveillon, G.; Saveyn, H.; Mateos Aquilino, V.; et al. Recovery of Critical and Other Raw Materials from Mining Waste and Landfills: State of Play on Existing Practices; Publications Office of the European Union: Luxembourg, 2019; p. 130. [Google Scholar]
- European Commission. Study on the EU’s List of Critical Raw Materials—Final Report; European Commission: Brussels, Belgium, 2020. [Google Scholar]
- European Commission; Georgitzikis, K.; Torres de Matos, C.; Grohol, M.; Eynard, U.; Wittmer, D.; Mancini, L.; Unguru, M.; Pavel, C.; Carrara, S.; et al. Study on the EU’s List of Critical Raw Materials (2020), Factsheets on Critical Raw Materials; European Commission: Brussels, Belgium, 2020; p. 819. [Google Scholar]
- Gaustad, G.; Williams, E.; Leader, A. Rare Earth Metals from Secondary Sources: Review of Potential Supply from Waste and Byproducts. Resour. Conserv. Recycl. 2021, 167, 105213. [Google Scholar] [CrossRef]
- U.S. Geological Survey. Mineral Commodity Summaries 2021; United States Geological Survey: Reston, VA, USA, 2021; p. 200.
- U.S. Geological Survey. Mineral Commodity Summaries 2017; United States Geological Survey: Reston, VA, USA, 2017; p. 202.
- U.S. Geological Survey. Mineral Commodity Summaries 2015; United States Geological Survey: Reston, VA, USA, 2015; p. 196.
- Gräfe, M.; Power, G.; Klauber, C. Bauxite Residue Issues: III. Alkalinity and Associated Chemistry. Hydrometallurg 2011, 108, 60–79. [Google Scholar] [CrossRef]
- Anawati, J.; Azimi, G. Recovery of Scandium from Canadian Bauxite Residue Utilizing Acid Baking Followed by Water Leaching. Waste Manag. 2019, 95, 549–559. [Google Scholar] [CrossRef] [PubMed]
- Borra, C.R.; Pontikes, Y.; Binnemans, K.; Van Gerven, T. Leaching of Rare Earths from Bauxite Residue (Red Mud). Miner. Eng. 2015, 76, 20–27. [Google Scholar] [CrossRef] [Green Version]
- Gentzmann, M.C.; Schraut, K.; Vogel, C.; Gäbler, H.-E.; Huthwelker, T.; Adam, C. Investigation of Scandium in Bauxite Residues of Different Origin. Appl. Geochem. 2021, 126, 104898. [Google Scholar] [CrossRef]
- Ujaczki, É.; Feigl, V.; Molnár, M.; Cusack, P.; Curtin, T.; Courtney, R.; O’Donoghue, L.; Davris, P.; Hugi, C.; Evangelou, M.W.; et al. Re-Using Bauxite Residues: Benefits beyond (Critical Raw) Material Recovery: Re-Using Bauxite Residues. J. Chem. Technol. Biotechnol. 2018, 93, 2498–2510. [Google Scholar] [CrossRef] [Green Version]
- Liu, Z.; Zong, Y.; Li, H.; Zhao, Z. Characterization of Scandium and Gallium in Red Mud with Time of Flight-Secondary Ion Mass Spectrometry (ToF-SIMS) and Electron Probe Micro-Analysis (EPMA). Miner. Eng. 2018, 119, 263–273. [Google Scholar] [CrossRef]
- Rivera, R.M.; Ounoughene, G.; Borra, C.R.; Binnemans, K.; Van Gerven, T. Neutralisation of Bauxite Residue by Carbon Dioxide Prior to Acidic Leaching for Metal Recovery. Miner. Eng. 2017, 112, 92–102. [Google Scholar] [CrossRef]
- Rivera, R.M.; Ulenaers, B.; Ounoughene, G.; Binnemans, K.; Van Gerven, T. Extraction of Rare Earths from Bauxite Residue (Red Mud) by Dry Digestion Followed by Water Leaching. Miner. Eng. 2018, 119, 82–92. [Google Scholar] [CrossRef]
- Davris, P.; Marinos, D.; Balomenos, E.; Panias, D.; Paspaliaris, I. Hydrometallurgical Extraction of Scandium from Bauxite Residue Based on Sulfuric Acid Process. In Proceedings of the 2nd International Bauxite Residue Valorisation and Best Practices Conference, Athens, Greece, 7–10 May 2018; pp. 449–454. [Google Scholar]
- Ochsenkühn-Petropulu, M.; Lyberopulu, T.; Ochsenkühn, K.M.; Parissakis, G. Recovery of Lanthanides and Yttrium from Red Mud by Selective Leaching. Anal. Chim. Acta 1996, 319, 249–254. [Google Scholar] [CrossRef]
- Reid, S.; Tam, J.; Yang, M.; Azimi, G. Technospheric Mining of Rare Earth Elements from Bauxite Residue (Red Mud): Process Optimization, Kinetic Investigation, and Microwave Pretreatment. Sci. Rep. 2017, 7, 15252. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Borra, C.R.; Mermans, J.; Blanpain, B.; Pontikes, Y.; Binnemans, K.; Van Gerven, T. Selective Recovery of Rare Earths from Bauxite Residue by Combination of Sulfation, Roasting and Leaching. Miner. Eng. 2016, 92, 151–159. [Google Scholar] [CrossRef]
- Bonomi, C.; Giannopoulou, I.; Vind, J.; Panias, D. 1-Ethyl-3-Methylimidazolium Hydrogen Sulphate Ionic Liquid Leaching of Bauxite Residue: Iron, Titanium and Scanduim Recovery. In Proceedings of the 2nd Conference of Bauxite Residue Valorisation and Best Practices, Athens, Greece, 7–10 May 2018; pp. 271–274. [Google Scholar]
- Bonomi, C.; Alexandri, A.; Vind, J.; Panagiotopoulou, A.; Tsakiridis, P.; Panias, D. Scandium and Titanium Recovery from Bauxite Residue by Direct Leaching with a Brønsted Acidic Ionic Liquid. Metals 2018, 8, 834. [Google Scholar] [CrossRef] [Green Version]
- Binnemans, K.; Jones, P.T.; Blanpain, B.; Van Gerven, T.; Pontikes, Y. Towards Zero-Waste Valorisation of Rare-Earth-Containing Industrial Process Residues: A Critical Review. J. Clean. Prod. 2015, 99, 17–38. [Google Scholar] [CrossRef] [Green Version]
- Meng, F.; Li, X.; Shi, L.; Li, Y.; Gao, F.; Wei, Y. Selective Extraction of Scandium from Bauxite Residue Using Ammonium Sulfate Roasting and Leaching Process. Miner. Eng. 2020, 157, 106561. [Google Scholar] [CrossRef]
- Deng, B.; Li, G.; Luo, J.; Ye, Q.; Liu, M.; Peng, Z.; Jiang, T. Enrichment of Sc2O3 and TiO2 from Bauxite Ore Residues. J. Hazard. Mater. 2017, 331, 71–80. [Google Scholar] [CrossRef]
- Li, G.; Ye, Q.; Deng, B.; Luo, J.; Rao, M.; Peng, Z.; Jiang, T. Extraction of Scandium from Scandium-Rich Material Derived from Bauxite Ore Residues. Hydrometallurgy 2018, 176, 62–68. [Google Scholar] [CrossRef]
- Li, G.; Liu, M.; Rao, M.; Jiang, T.; Zhuang, J.; Zhang, Y. Stepwise Extraction of Valuable Components from Red Mud Based on Reductive Roasting with Sodium Salts. J. Hazard. Mater. 2014, 280, 774–780. [Google Scholar] [CrossRef]
- Lei, Q.; He, D.; Zhou, K.; Zhang, X.; Peng, C.; Chen, W. Separation and Recovery of Scandium and Titanium from Red Mud Leaching Liquor through a Neutralization Precipitation-Acid Leaching Approach. J. Rare Earths 2021, 39, 1126–1132. [Google Scholar] [CrossRef]
- Wang, W.; Pranolo, Y.; Cheng, C.Y. Recovery of Scandium from Synthetic Red Mud Leach Solutions by Solvent Extraction with D2EHPA. Sep. Purif. Technol. 2013, 108, 96–102. [Google Scholar] [CrossRef]
- Avdibegović, D.; Regadío, M.; Binnemans, K. Recovery of Scandium(III) from Diluted Aqueous Solutions by a Supported Ionic Liquid Phase (SILP). RSC Adv. 2017, 7, 49664–49674. [Google Scholar] [CrossRef] [Green Version]
- Onghena, B.; Borra, C.R.; Van Gerven, T.; Binnemans, K. Recovery of Scandium from Sulfation-Roasted Leachates of Bauxite Residue by Solvent Extraction with the Ionic Liquid Betainium Bis(Trifluoromethylsulfonyl)Imide. Sep. Purif. Technol. 2017, 176, 208–219. [Google Scholar] [CrossRef]
- Giret, S.; Hu, Y.; Masoumifard, N.; Boulanger, J.-F.; Juère, E.; Kleitz, F.; Larivière, D. Selective Separation and Preconcentration of Scandium with Mesoporous Silica. ACS Appl. Mater. Interfaces 2018, 10, 448–457. [Google Scholar] [CrossRef] [PubMed]
- Zhang, X.; Zhou, K.; Wu, Y.; Lei, Q.; Peng, C.; Chen, W. Separation and Recovery of Iron and Scandium from Acid Leaching Solution of Red Mud Using D201 Resin. J. Rare Earths 2020, 38, 1322–1329. [Google Scholar] [CrossRef]
- Zhou, G.; Li, Q.; Sun, P.; Guan, W.; Zhang, G.; Cao, Z.; Zeng, L. Removal of Impurities from Scandium Chloride Solution Using 732-Type Resin. J. Rare Earths 2018, 36, 311–316. [Google Scholar] [CrossRef]
- Arbuzov, S.; Volostnov, A.V.; Mashen’kin, V.S.; Mezhibor, A.M. Scandium in the Coals of Northern Asia (Siberia, the Russian Far East, Mongolia, and Kazakhstan). Russ. Geol. Geophys. 2014, 55. [Google Scholar] [CrossRef]
- Bielowicz, B. Ash Characteristics and Selected Critical Elements (Ga, Sc, V) in Coal and Ash in Polish Deposits. Resources 2020, 9, 115. [Google Scholar] [CrossRef]
- Taggart, R.K.; Hower, J.C.; Dwyer, G.S.; Hsu-Kim, H. Trends in the Rare Earth Element Content of U.S.-Based Coal Combustion Fly Ashes. Environ. Sci. Technol. 2016, 50, 5919–5926. [Google Scholar] [CrossRef]
- Park, S.; Kim, M.; Lim, Y.; Yu, J.; Chen, S.; Woo, S.W.; Yoon, S.; Bae, S.; Kim, H.S. Characterization of Rare Earth Elements Present in Coal Ash by Sequential Extraction. J. Hazard. Mater. 2021, 402, 123760. [Google Scholar] [CrossRef]
- Liu, P.; Yang, L.; Wang, Q.; Wan, B.; Ma, Q.; Chen, H.; Tang, Y. Speciation Transformation of Rare Earth Elements (REEs) during Heating and Implications for REE Behaviors during Coal Combustion. Int. J. Coal Geol. 2020, 219, 103371. [Google Scholar] [CrossRef]
- Hood, M.; Taggart, R.; Smith, R.; Hsu-Kim, H.; Henke, K.; Graham, U.; Groppo, J.; Unrine, J.; Hower, J. Rare Earth Element Distribution in Fly Ash Derived from the Fire Clay Coal, Kentucky. Coal Combust. Gasif. Prod. 2017, 9, 22–33. [Google Scholar] [CrossRef]
- Gollakota, A.R.K.; Volli, V.; Shu, C.-M. Progressive Utilisation Prospects of Coal Fly Ash: A Review. Sci. Total Environ. 2019, 672, 951–989. [Google Scholar] [CrossRef] [PubMed]
- Tolhurst, L. Commercial Recovery of Metals from Coal Ash. In Proceedings of the 2015 World of Coal Ash (WOCA) Conference, Nashville, TN, USA, 5–7 May 2015. [Google Scholar]
- Honaker, R.Q.; Groppo, J.; Noble, A.; Herbst, J.A.; Luttrell, G.H.; Yoon, R.H. Pilot-Scale Testing of an Integrated Circuit for the Extraction of Rare Earth Minerals and Elements from Coal and Coal Byproducts Using Advance Separation Technologies. In Proceedings of the 2016 NETL Crosscutting Technology Research Review Meeting, Pittsburgh, PA, USA, 18–22 April 2016. [Google Scholar]
- Hower, J.C.; Groppo, J.G.; Joshi, P.; Preda, D.V.; Gamliel, D.P.; Mohler, D.T.; Wiseman, J.D.; Hopps, S.D.; Morgan, T.D.; Beers, T.; et al. Distribution of Lanthanides, Yttrium, and Scandium in the Pilot-Scale Beneficiation of Fly Ashes Derived from Eastern Kentucky Coals. Minerals 2020, 10, 105. [Google Scholar] [CrossRef] [Green Version]
- Lin, R.; Howard, B.H.; Roth, E.A.; Bank, T.L.; Granite, E.J.; Soong, Y. Enrichment of Rare Earth Elements from Coal and Coal By-Products by Physical Separations. Fuel 2017, 200, 506–520. [Google Scholar] [CrossRef] [Green Version]
- Pan, J.; Hassas, B.V.; Rezaee, M.; Zhou, C.; Pisupati, S.V. Recovery of Rare Earth Elements from Coal Fly Ash through Sequential Chemical Roasting, Water Leaching, and Acid Leaching Processes. J. Clean. Prod. 2021, 284, 124725. [Google Scholar] [CrossRef]
- Stoy, L.; Diaz, V.; Huang, C.-H. Preferential Recovery of Rare-Earth Elements from Coal Fly Ash Using a Recyclable Ionic Liquid. Environ. Sci. Technol. 2021, 55, 9209–9220. [Google Scholar] [CrossRef]


{kind=link}
Table 1.
Major constituents of bauxite residues [9].
Table 1.
Major constituents of bauxite residues [9].
| Constituent | Average Content, % |
|---|---|
| Fe2O3 | 40.9 ± 15.6 |
| Al2O3 | 16.3 ± 6.4 |
| SiO2 | 9.6 ± 6.7 |
| TiO2 | 8.8 ± 4.4 |
| CaO | 8.6 ± 9.4 |
| Na2O | 4.5 ± 3.3 |
| Loss of ignition | 10 ± 2.8 |
| Residue Origin | Scandium Content, ppm |
|---|---|
| Greece | 121 |
| Australia | 54 |
| Canada | 31 |
| China | 158 |
| Hungary | 80 |
| India | 58 |
| Russia | 73–228 |
| Jamaica | 98–112 |
Table 3.
Scandium content in the coal ashes reported by [35].
Table 3.
Scandium content in the coal ashes reported by [35].
| Residue Origin | Scandium Content, ppm | ||
|---|---|---|---|
| Min | Max | Mean | |
| Siberian region | 9.8 | 150 | 19.2–43.3 |
| Russian Far East region | 10.9 | 60.3 | 15.4–28.9 |
| Kazakhstan | 23 | 79.7 | 32.7–46.3 |
| Mongolia | 7.3 | 78.4 | 15.6–49.9 |
| Iran | 33.1 | 63.9 | 48.3 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
MDPI and ACS Style
Chernoburova, O.; Chagnes, A. The Future of Scandium Recovery from Wastes. Mater. Proc. 2021, 5, 55. https://0-doi-org.brum.beds.ac.uk/10.3390/materproc2021005055
AMA Style
Chernoburova O, Chagnes A. The Future of Scandium Recovery from Wastes. Materials Proceedings. 2021; 5(1):55. https://0-doi-org.brum.beds.ac.uk/10.3390/materproc2021005055
Chicago/Turabian StyleChernoburova, Olga, and Alexandre Chagnes. 2021. "The Future of Scandium Recovery from Wastes" Materials Proceedings 5, no. 1: 55. https://0-doi-org.brum.beds.ac.uk/10.3390/materproc2021005055