
Vacuum Casting and Mechanical Characterization of Nanocomposites from Epoxy and Oxidized Multi-Walled Carbon Nanotubes

 and
and
Abstract
:1. Introduction
2. Results and Discussion
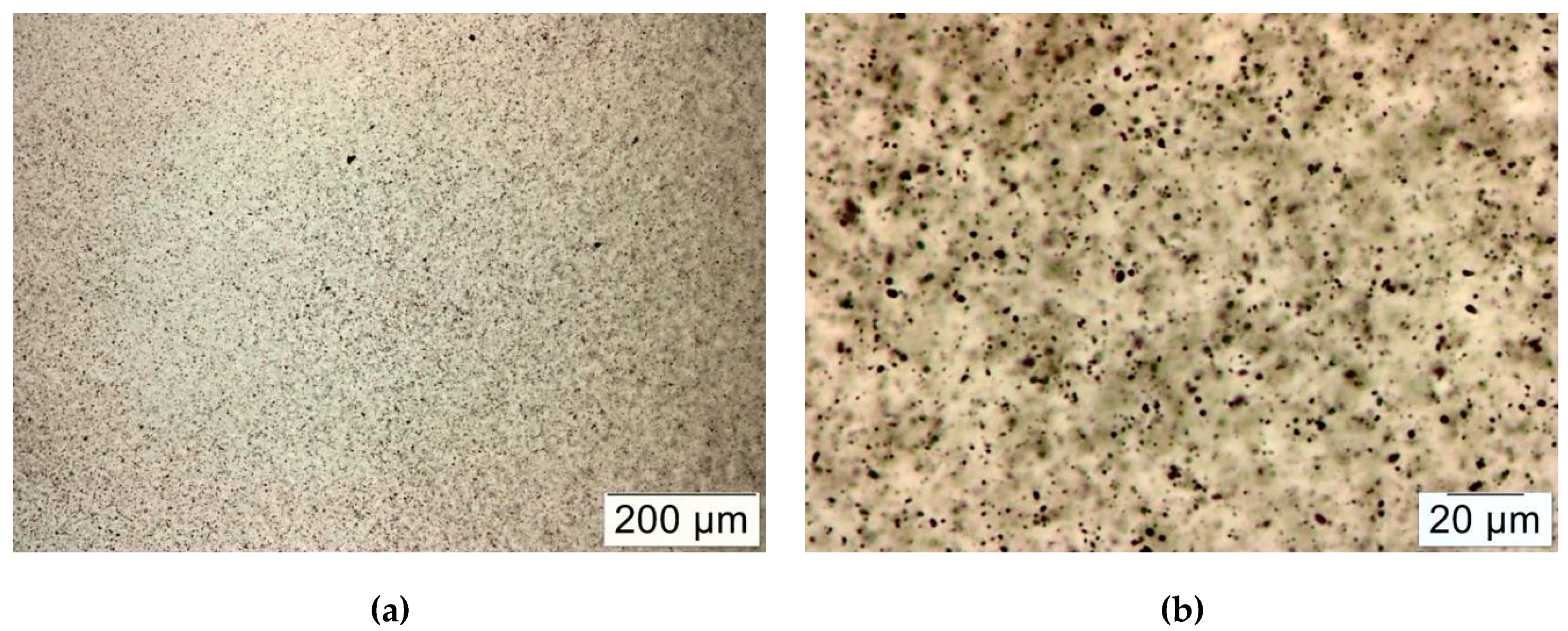
2.1. Dispersion
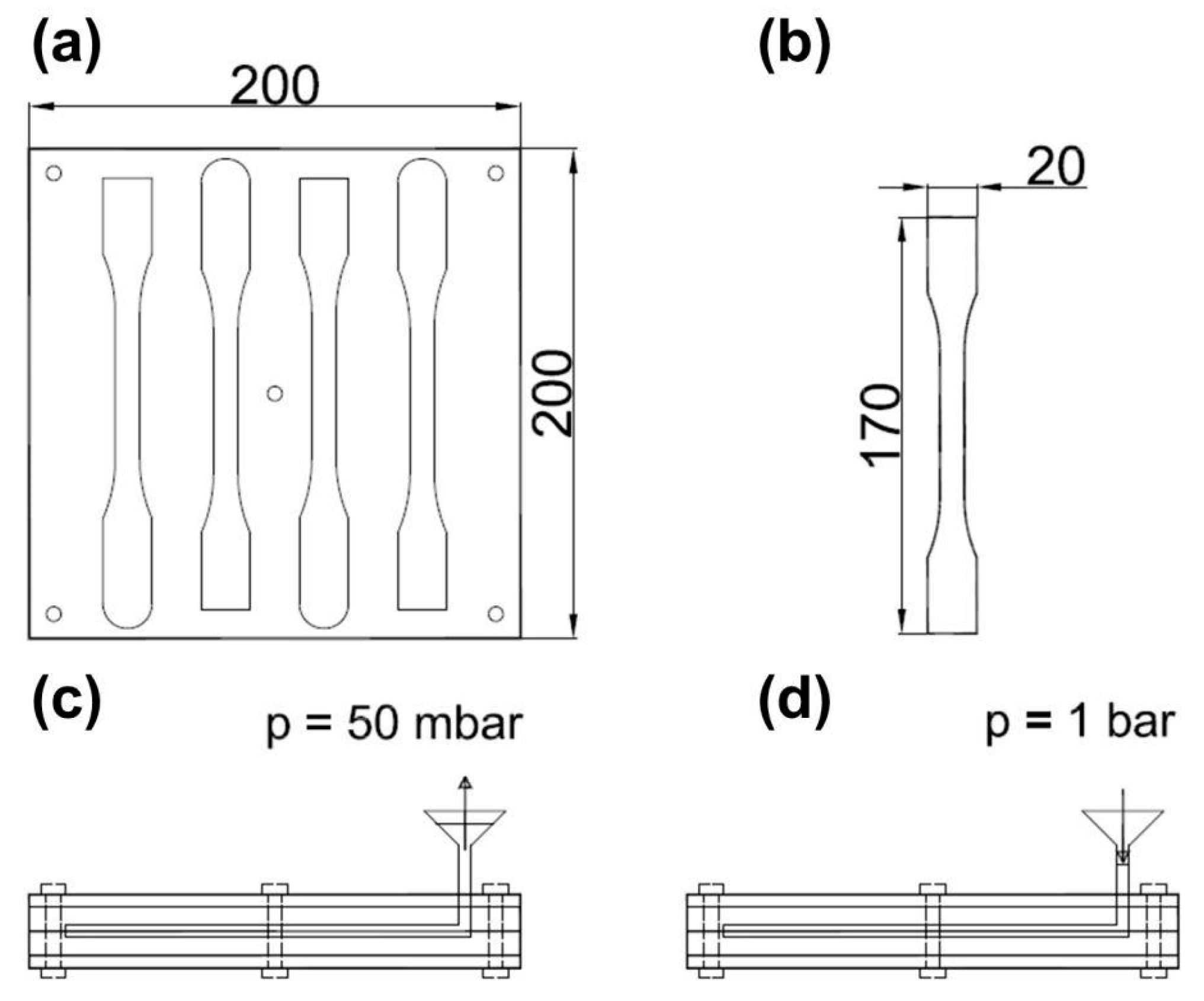
2.2. Vacuum Casting Technique
2.3. Mechanical Testing
2.3.1. Tensile Tests
2.3.2. Four-point Bending
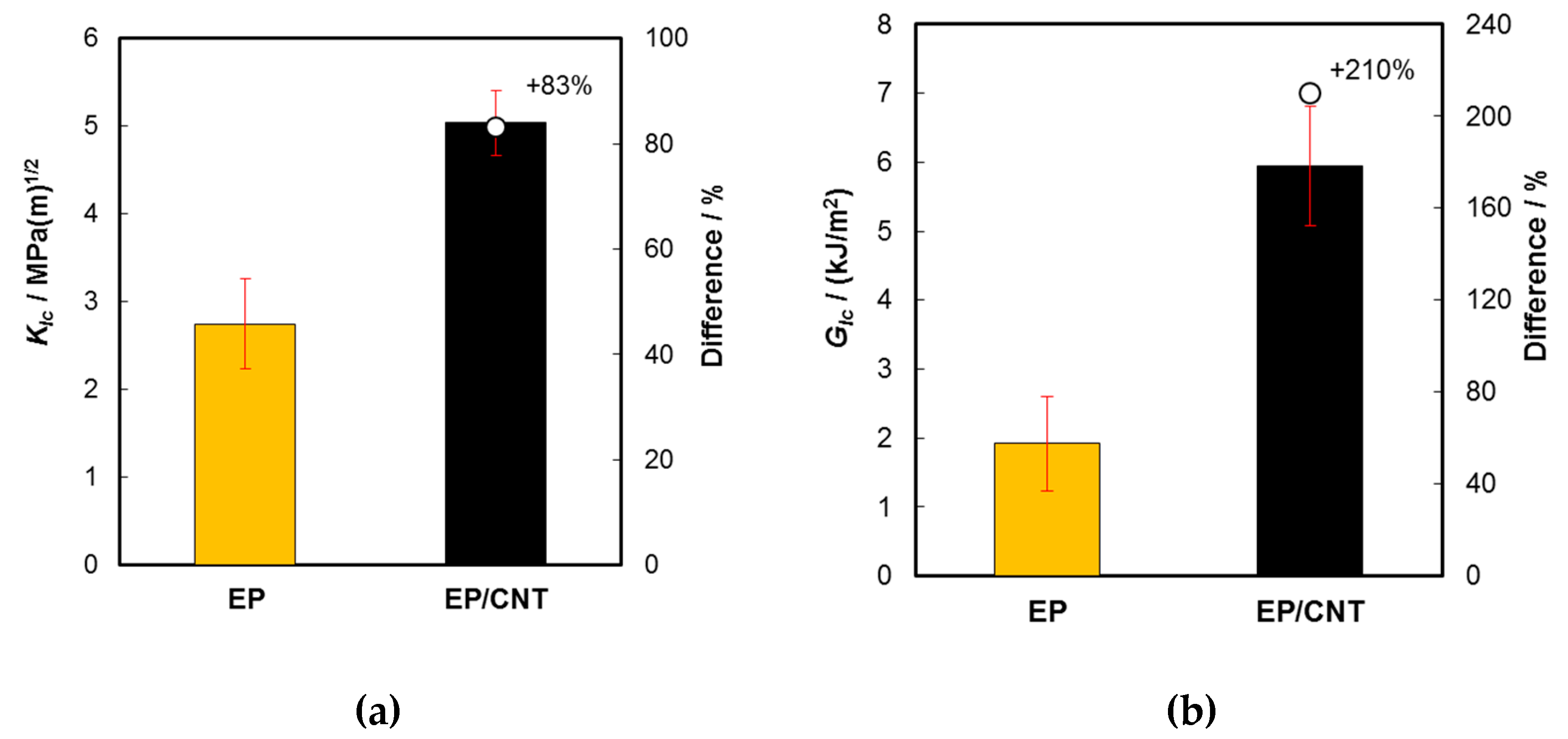
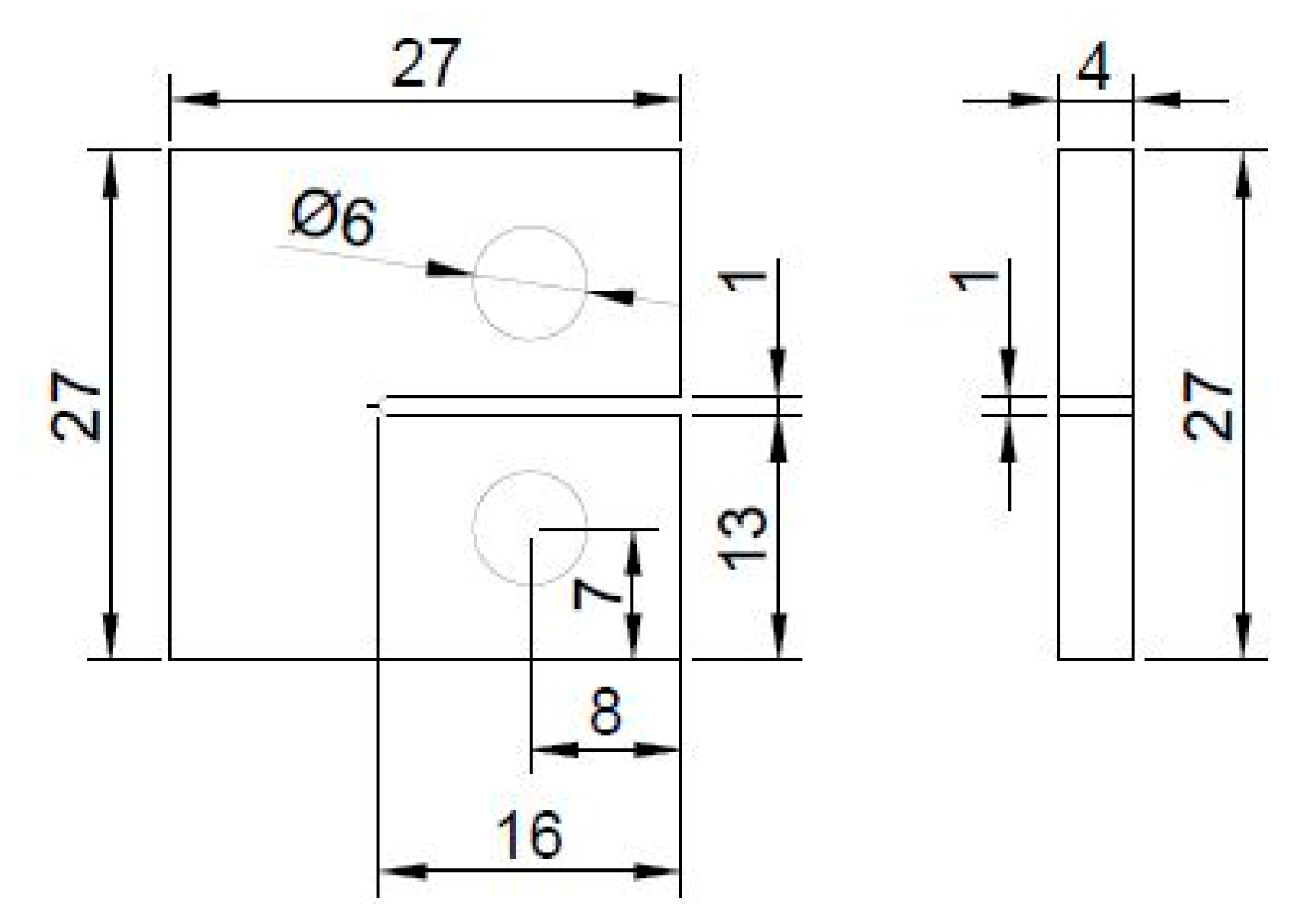
2.3.3. Compact Tension (CT) Tests
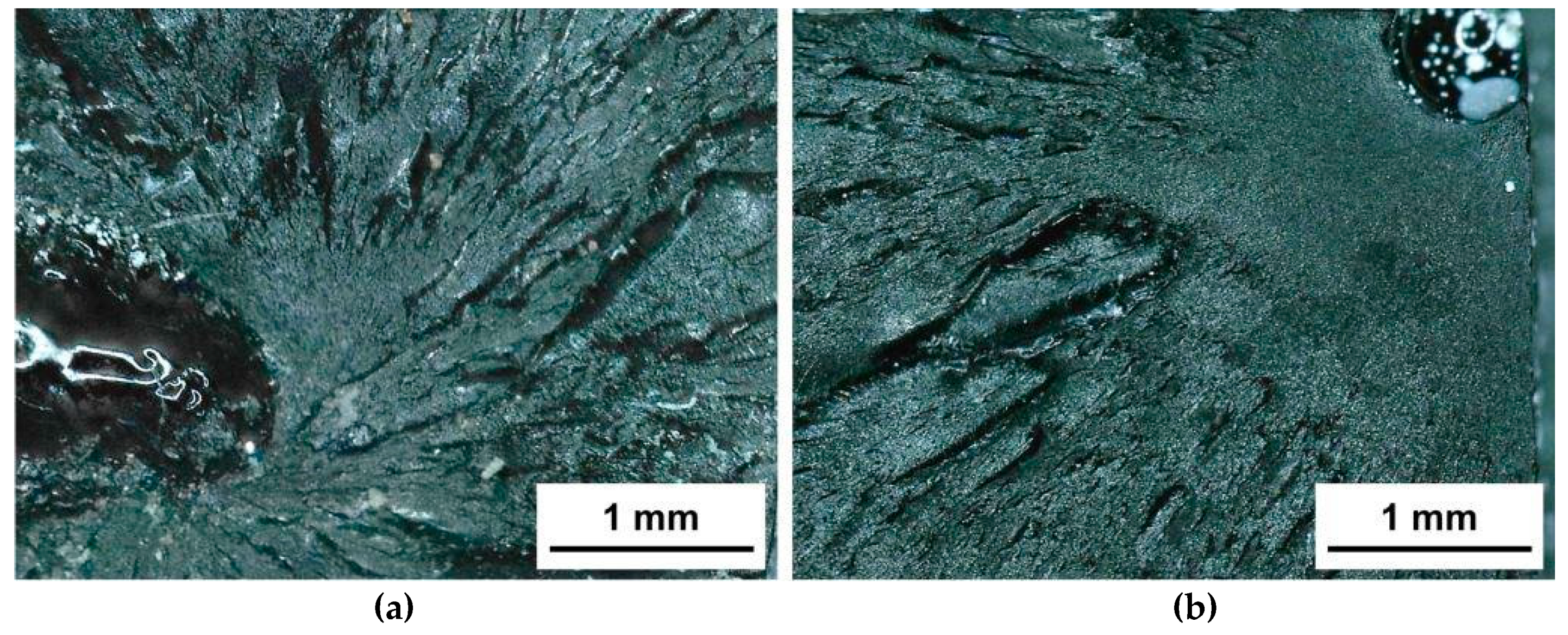
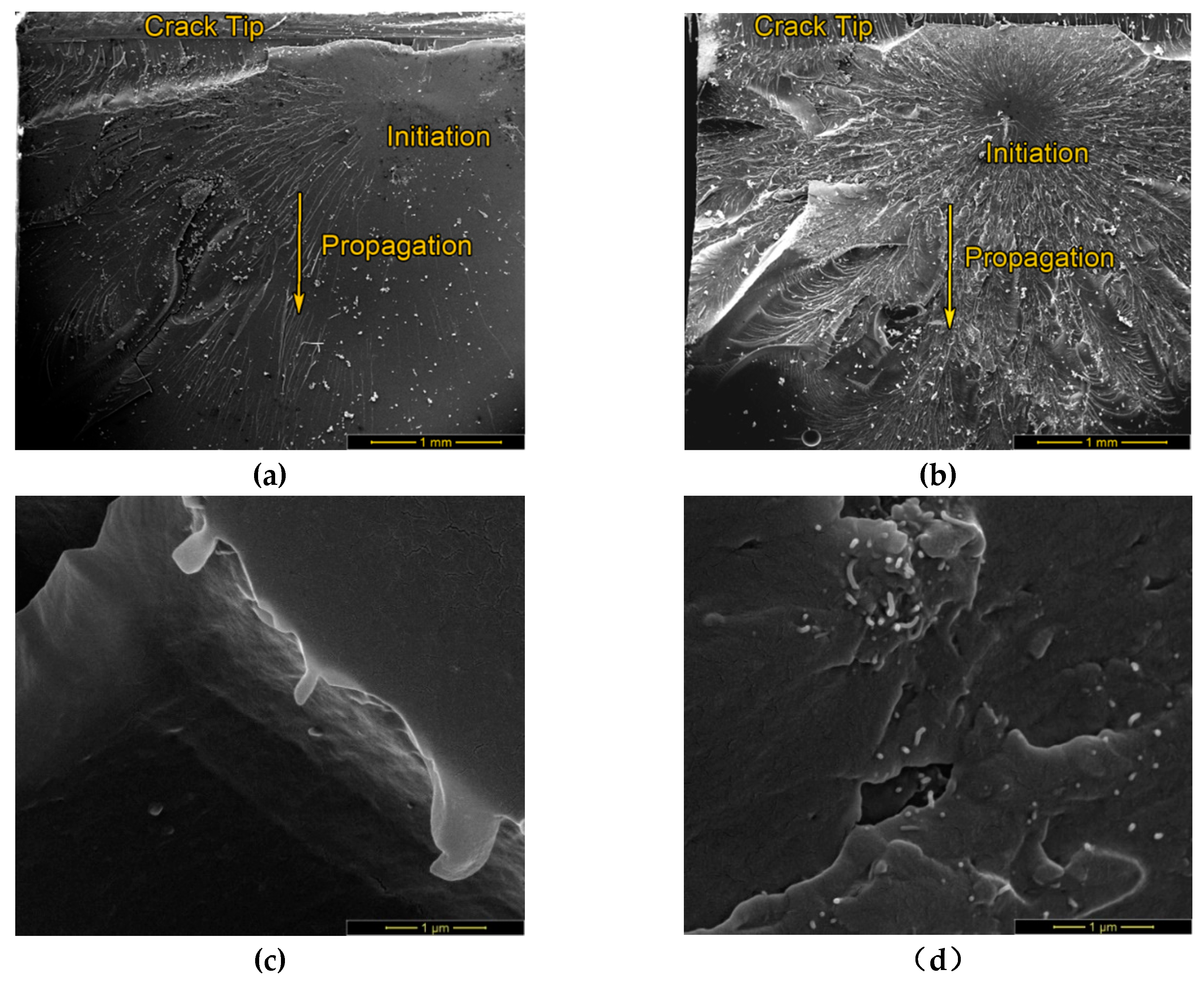
2.4. SEM Investigations
3. Materials and Methods
3.1. Nanocomposites
3.2. Mechanical Testing
3.3. Scanning Electron Microscopy (SEM)
4. Conclusions
Author Contributions
Acknowledgments
Conflicts of Interest
References
- Clayton, L.M.; Sikder, A.K.; Kumar, A.; Cinke, M.; Meyyappan, M.; Gerasimov, T.G.; Harmon, J.P. Transparent Poly(methyl methacrylate)/Single-Walled Carbon Nanotube (PMMA/SWNT) Composite Films with Increased Dielectric Constants. Adv. Funct. Mater. 2005, 15, 101–106. [Google Scholar] [CrossRef]
- Lehman, J.; Yung, C.; Tomlin, N.; Conklin, D.; Stephens, M. Carbon nanotube-based black coatings. Appl. Phys. Rev. 2018, 5, 011103. [Google Scholar] [CrossRef] [Green Version]
- Singer, G.; Siedlaczek, P.; Sinn, G.; Rennhofer, H.; Mičušík, M.; Omastová, M.; Unterlass, M.; Wendrinsky, J.; Milotti, V.; Fedi, F.; et al. Acid Free Oxidation and Simple Dispersion Method of MWCNT for High-Performance CFRP. Nanomaterials 2018, 8, 912. [Google Scholar] [CrossRef] [PubMed]
- Singer, G.; Rennhofer, H.; Sinn, G.; Unterlass, M.M.; Wendrinsky, J.; Windberger, U.; Lichtenegger, H.C. Processing of Carbon Nanotubes and Carbon Nanofibers towards High Performance Carbon Fiber Reinforced Polymers. Key Eng. Mater. 2017, 742, 31–37. [Google Scholar] [CrossRef]
- Wang, Z.; Cheng, Y.; Yang, M.; Huang, J.; Cao, D.; Chen, S.; Xie, Q.; Lou, W.; Wu, H. Dielectric properties and thermal conductivity of epoxy composites using core/shell structured Si/SiO2/Polydopamine. Compos. Part B: Eng. 2018, 140, 83–90. [Google Scholar] [CrossRef]
- Jia, Z.; Lin, K.; Wu, G.; Xing, H.; Wu, H. Recent Progresses of High-Temperature Microwave-Absorbing Materials. Nano 2018, 13, 1830005. [Google Scholar] [CrossRef]
- Lan, D.; Qin, M.; Yang, R.; Chen, S.; Wu, H.; Fan, Y.; Fu, Q.; Zhang, F. Facile synthesis of hierarchical chrysanthemum-like copper cobaltate-copper oxide composites for enhanced microwave absorption performance. J. Colloid Interface Sci. 2019, 533, 481–491. [Google Scholar] [CrossRef] [PubMed]
- Ma, P.-C.; Siddiqui, N.A.; Marom, G.; Kim, J.-K. Dispersion and functionalization of carbon nanotubes for polymer-based nanocomposites: A review. Compos. Part A: Appl. S. 2010, 41, 1345–1367. [Google Scholar] [CrossRef]
- Spitalsky, Z.; Tasis, D.; Papagelis, K.; Galiotis, C. Carbon nanotube–polymer composites: Chemistry, processing, mechanical and electrical properties. Prog. Polym. Sci. 2010, 35, 357–401. [Google Scholar] [CrossRef]
- Sydlik, S.A.; Lee, J.-H.; Walish, J.J.; Thomas, E.L.; Swager, T.M. Epoxy functionalized multi-walled carbon nanotubes for improved adhesives. Carbon 2013, 59, 109–120. [Google Scholar] [CrossRef] [Green Version]
- Martinez-Rubi, Y.; Ashrafi, B.; Guan, J.; Kingston, C.; Johnston, A.; Simard, B.; Mirjalili, V.; Hubert, P.; Deng, L.; Young, R.J. Toughening of epoxy matrices with reduced single-walled carbon nanotubes. ACS Appl. Mater. Inter. 2011, 3, 2309–2317. [Google Scholar] [CrossRef] [PubMed]
- Wang, S.; Liang, R.; Wang, B.; Zhang, C. Load-transfer in functionalized carbon nanotubes/polymer composites. Chem. Phys. Lett. 2008, 457, 371–375. [Google Scholar] [CrossRef]
- Singh, B.P.; Singh, D.; Mathur, R.B.; Dhami, T.L. Influence of Surface Modified MWCNTs on the Mechanical, Electrical and Thermal Properties of Polyimide Nanocomposites. Nanoscale Res. Lett. 2008, 3, 444–453. [Google Scholar] [CrossRef] [Green Version]
- Thostenson, E.T.; Chou, T.-W. Processing-structure-multi-functional property relationship in carbon nanotube/epoxy composites. Carbon 2006, 44, 3022–3029. [Google Scholar] [CrossRef]
- Gojny, F.H.; Wichmann, M.H.G.; Köpke, U.; Fiedler, B.; Schulte, K. Carbon nanotube-reinforced epoxy-composites: Enhanced stiffness and fracture toughness at low nanotube content. Compos. Sci. Technol. 2004, 64, 2363–2371. [Google Scholar] [CrossRef]
- Domun, N.; Hadavinia, H.; Zhang, T.; Sainsbury, T.; Liaghat, G.H.; Vahid, S. Improving the fracture toughness and the strength of epoxy using nanomaterials – a review of the current status. Nanoscale 2015, 7, 10294–10329. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Delpeux, S.; Benoit, R.; Salvetat, J.P.; Sinturel, C.; Beguin, F.; Bonnamy, S.; Desarmot, G.; Boufendi, L. Functionalization of multiwall carbon nanotubes: Properties of nanotubes-epoxy composites AU–Breton, Y. Mol. Cryst. Liq. Cryst. 2002, 387, 135–140. [Google Scholar] [CrossRef]
- Cha, J.; Jun, G.H.; Park, J.K.; Kim, J.C.; Ryu, H.J.; Hong, S.H. Improvement of modulus, strength and fracture toughness of CNT/Epoxy nanocomposites through the functionalization of carbon nanotubes. Compos. Part B: Eng. 2017, 129, 169–179. [Google Scholar] [CrossRef]
Sample Availability: Not available. |







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| E (MPa) | SD | ν (-) | SD | σ (MPa) | SD | ε (%) | SD | |
|---|---|---|---|---|---|---|---|---|
| EP | 3366 | 153 | 0.41 | 0.02 | 30.2 | 2.3 | 1.12 | 0.12 |
| EP/CNT | 3647 | 150 | 0.39 | 0.05 | 43.5 | 4.6 | 1.49 | 0.21 |
| Ef (MPa) | SD | σf (Mpa) | SD | εf (%) | SD | |
|---|---|---|---|---|---|---|
| EP | 3045 | 153 | 66.2 | 15.5 | 1.99 | 0.41 |
| EP/CNT | 3401 | 144 | 98.5 | 10.2 | 3.66 | 0.89 |
| Step | Gap 1 | Gap 2 |
|---|---|---|
| 1 | 120 µm | 40 µm |
| 2 | 30 µm | 10 µm |
| 3 | 15 µm | 5 µm |
| 4 | 5 µm | 10 N/mm |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Singer, G.; Siedlaczek, P.; Sinn, G.; Kirner, P.H.; Schuller, R.; Wan-Wendner, R.; Lichtenegger, H.C. Vacuum Casting and Mechanical Characterization of Nanocomposites from Epoxy and Oxidized Multi-Walled Carbon Nanotubes. Molecules 2019, 24, 510. https://0-doi-org.brum.beds.ac.uk/10.3390/molecules24030510
Singer G, Siedlaczek P, Sinn G, Kirner PH, Schuller R, Wan-Wendner R, Lichtenegger HC. Vacuum Casting and Mechanical Characterization of Nanocomposites from Epoxy and Oxidized Multi-Walled Carbon Nanotubes. Molecules. 2019; 24(3):510. https://0-doi-org.brum.beds.ac.uk/10.3390/molecules24030510
Chicago/Turabian StyleSinger, Gerald, Philipp Siedlaczek, Gerhard Sinn, Patrick H. Kirner, Reinhard Schuller, Roman Wan-Wendner, and Helga C. Lichtenegger. 2019. "Vacuum Casting and Mechanical Characterization of Nanocomposites from Epoxy and Oxidized Multi-Walled Carbon Nanotubes" Molecules 24, no. 3: 510. https://0-doi-org.brum.beds.ac.uk/10.3390/molecules24030510