
Comparison of the Effects of Conching Parameters on the Contents of Three Dominant Flavan3-ols, Rheological Properties and Sensory Quality in Chocolate Milk Mass Based on Liquor from Unroasted Cocoa Beans

 , , ,
, , ,  ,
,
Abstract
:1. Introduction
2. Results and Discussion
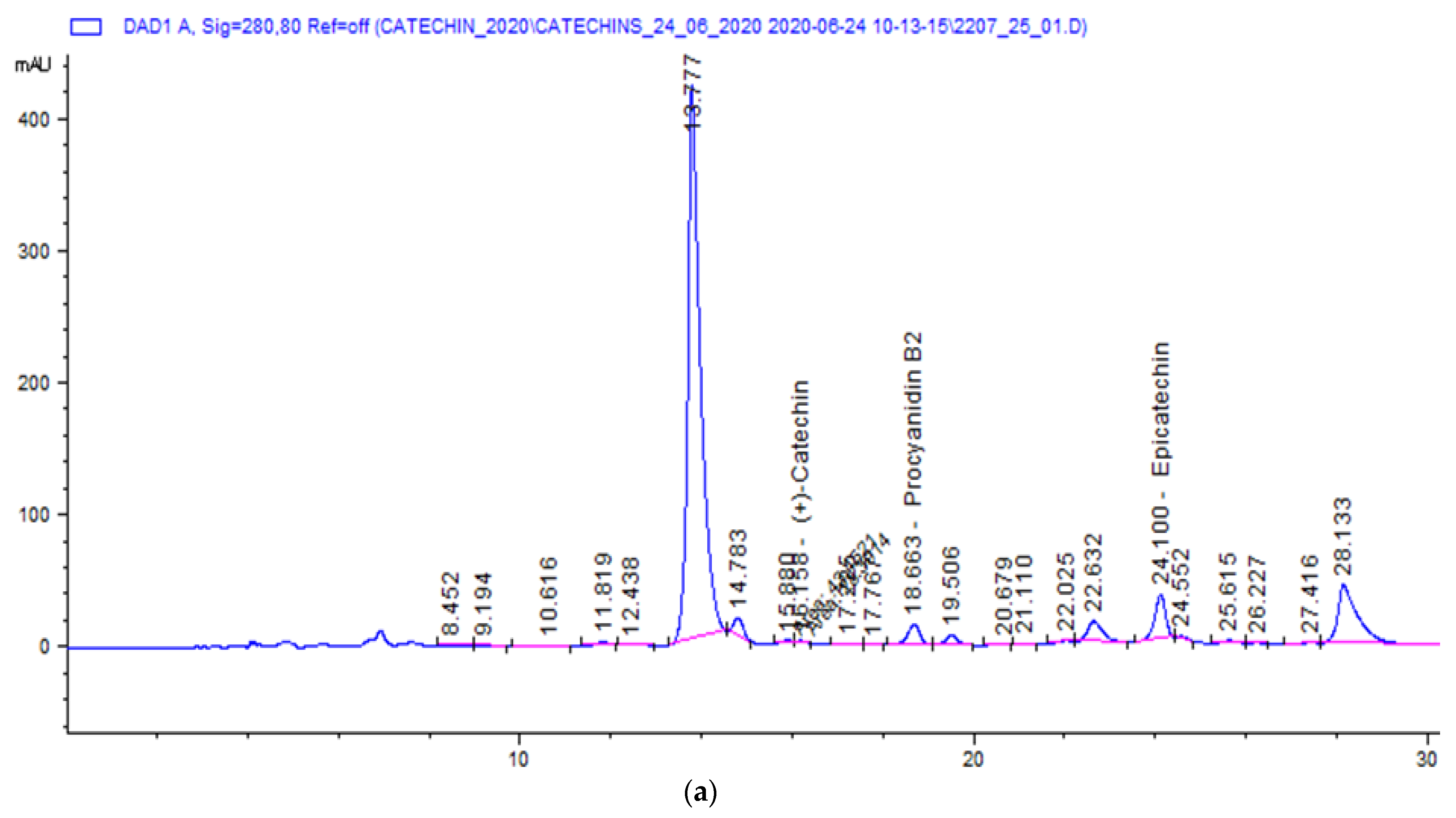
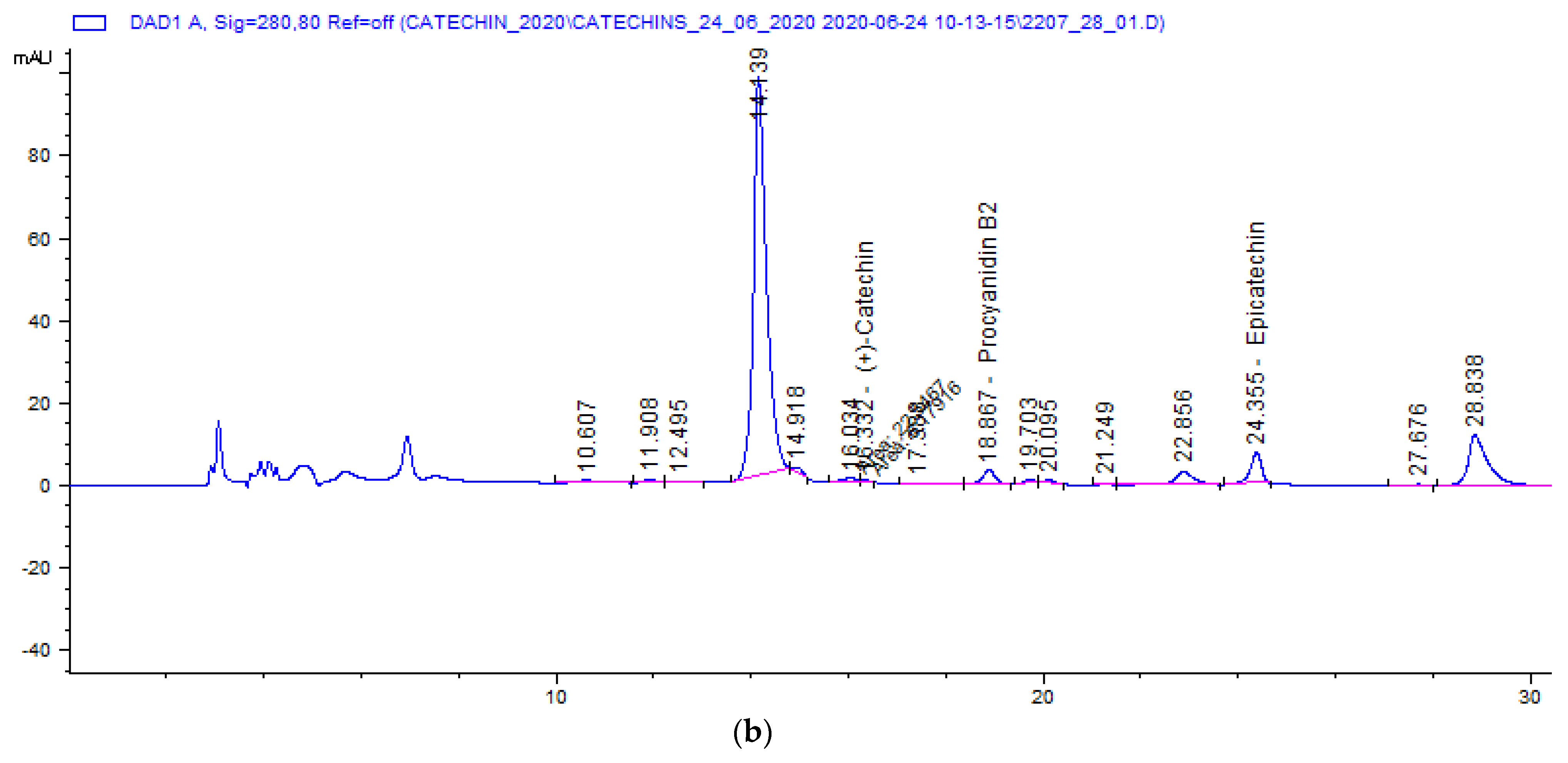
2.1. Determination of the Content of Dominant Flavanols in Raw Materials Used to Produce CMM
2.1.1. Catechin Content in Raw Materials
2.1.2. Epicatechin Content in Raw Materials
2.1.3. Procyanidin B2 Content in Raw Materials
2.2. Analysis of the Content of Major Flavanoids in CMM
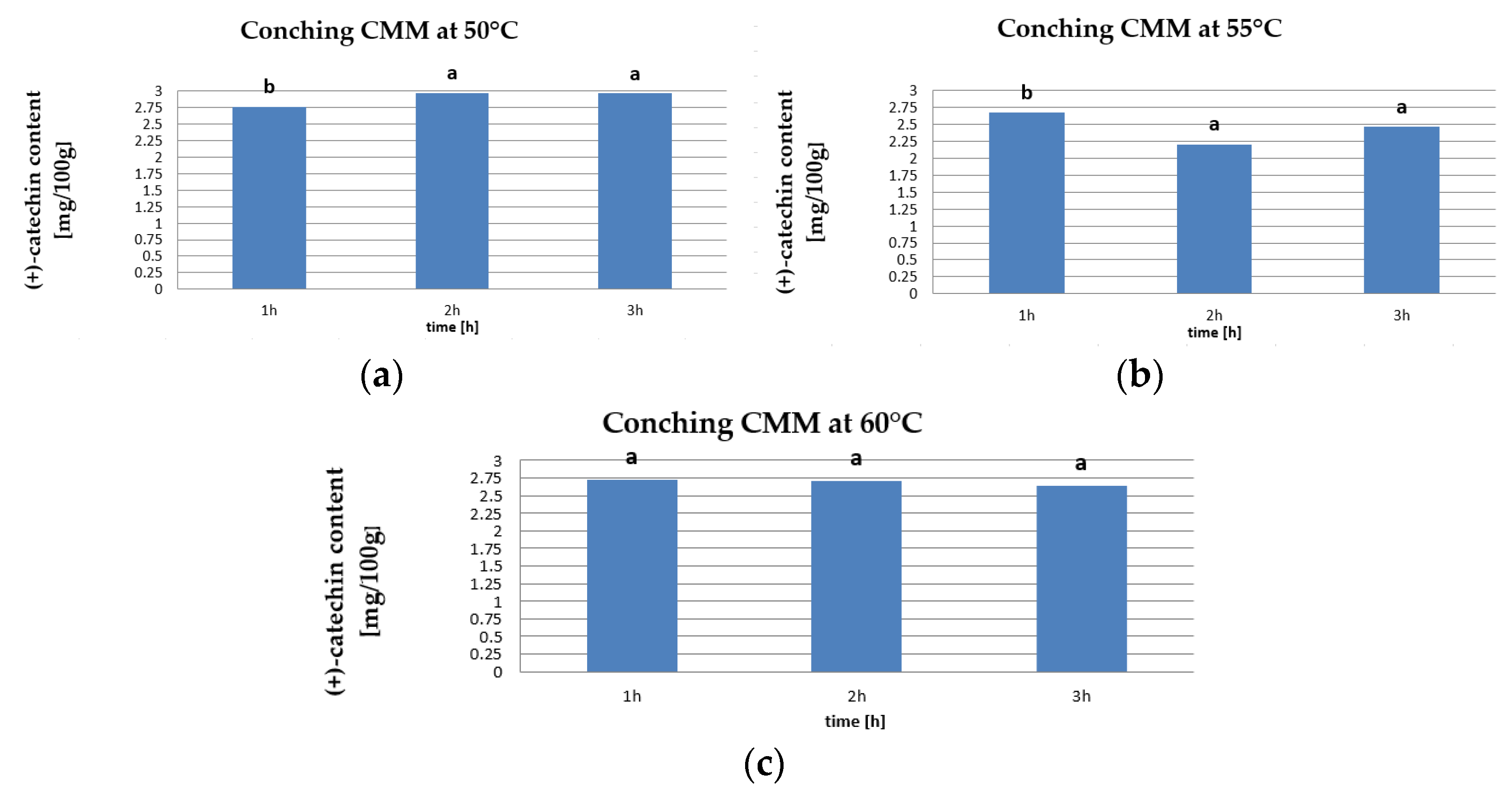
2.2.1. Catechins Content in CMM
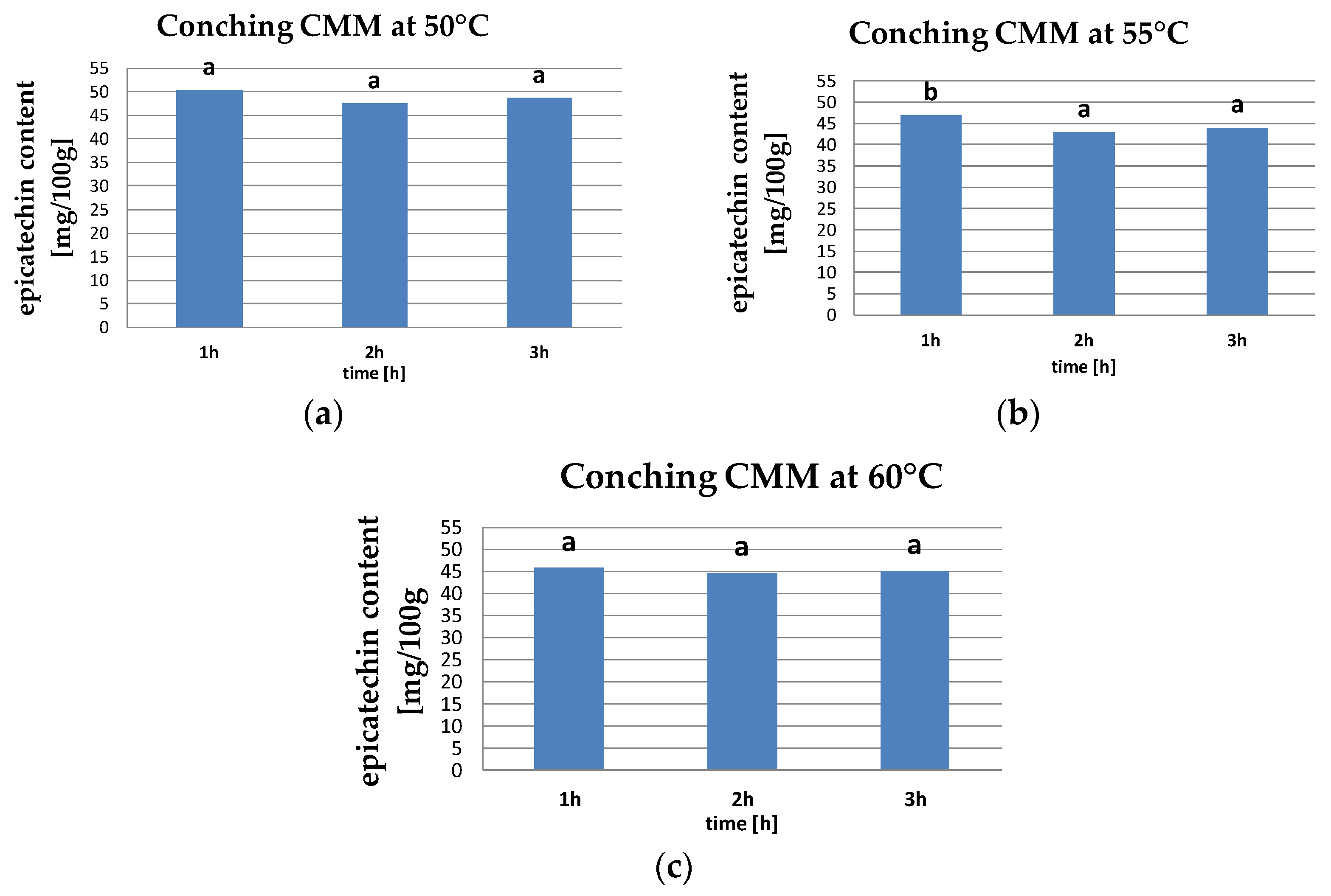
2.2.2. Epicatechins Content in CMM
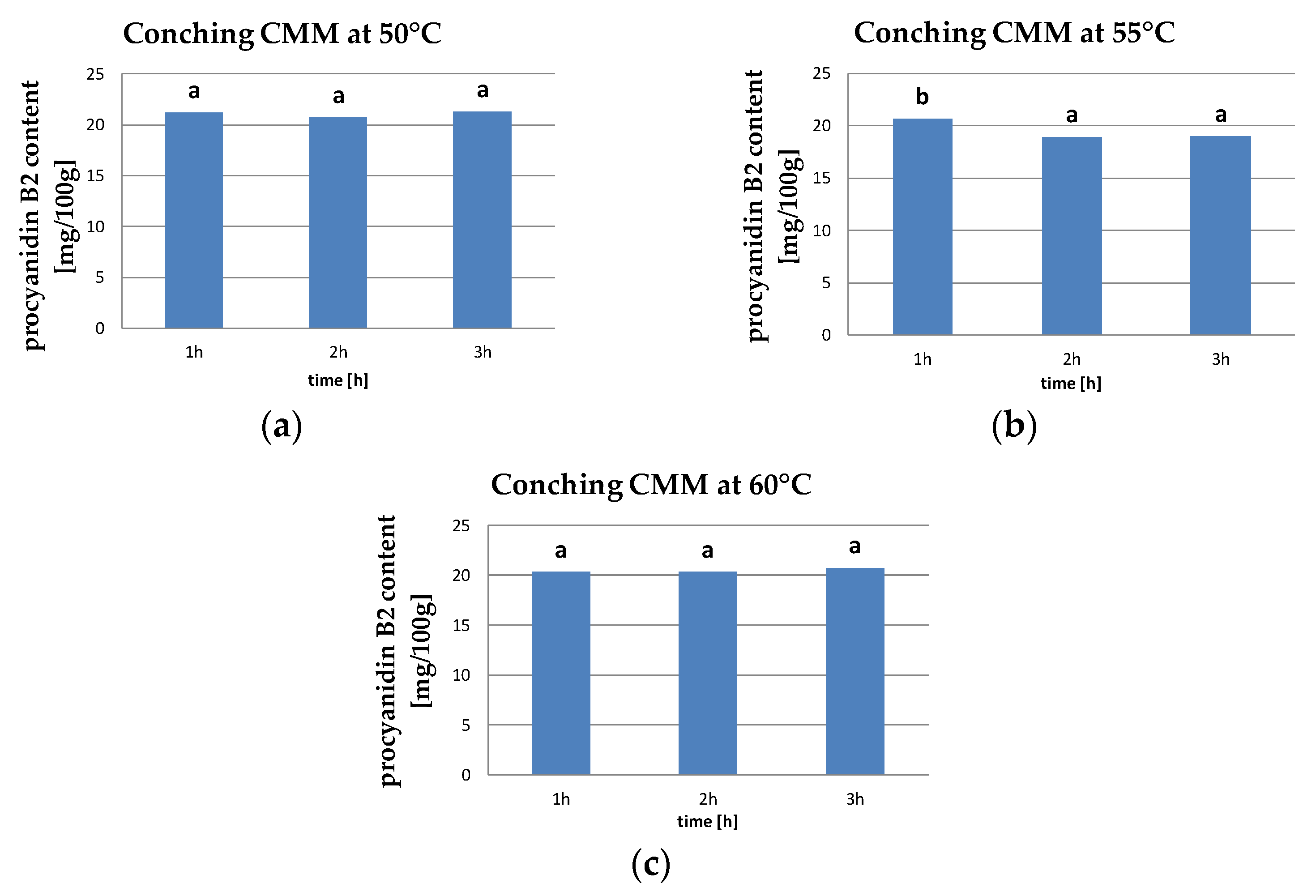
2.2.3. Procyanidin B2 Content in CMM
2.3. Rheological Properties of CMM
2.4. Sensor Analysis of CMM
3. Materials and Methods
3.1. Research Material
- -
- Cocoa liquor—16%
- -
- Cocoa fat—20%
- -
- Sugar—45%
- -
- Milk powder—18%
- -
- Lecithin—0.5%
3.2. Technological Process
3.3. Analytical Methods
3.3.1. The Determination of Flavanols Using High Performance Liquid Chromatography
3.3.2. The Determination of the Protein Content
3.3.3. Rheological Properties
3.3.4. Sensory Evaluation
3.3.5. Statistical Analysis
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
Sample Availability
References
- Jaramillo Flores, M.E. Cocoa Flavanols: Natural Agents with Attenuating Effects on Metabolic Syndrome Risk Factors. Nutrients 2019, 11, 751. [Google Scholar] [CrossRef] [Green Version]
- Żyżelewicz, D.; Oracz, J.; Bojczuk, M.; Budryn, G.; Jurgoński, A.; Juśkiewicz, J.; Zduńczyk, Z. Effects of Raw and Roasted Cocoa Bean Extracts Supplementation on Intestinal Enzyme Activity, Biochemical Parameters, and Antioxidant Status in Rats Fed a High-Fat Diet. Nutrients 2020, 12, 889. [Google Scholar] [CrossRef] [Green Version]
- Nasar-Abbas, S.M.; E-Huma, Z.; Vu, T.-H.; Khan, M.K.; Esbenshade, H.; Jayasena, V. Carob Kibble: A Bioactive-Rich Food Ingredient. Compr. Rev. Food Sci. Food Saf. 2015, 15, 63–72. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Abdel-Shafy, H.I.; Mansour, M.S. A review on polycyclic aromatic hydrocarbons: Source, environmental impact, effect on human health and remediation. Egypt. J. Pet. 2016, 25, 107–123. [Google Scholar] [CrossRef] [Green Version]
- Cory, H.; Passarelli, S.; Szeto, J.; Tamez, M.; Mattei, J. The Role of Polyphenols in Human Health and Food Systems: A Mini-Review. Front. Nutr. 2018, 5, 87. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Rusconi, M.; Conti, A. Theobroma cacao L., the Food of the Gods: A scientific approach beyond myths and claims. Pharmacol. Res. 2010, 61, 5–13. [Google Scholar] [CrossRef]
- Gottumukkala, R.V.S.S.; Nadimpalli, N.; Sukala, K.; Subbaraju, G.V. Determination of Catechin and Epicatechin Content in Chocolates by High-Performance Liquid Chromatography. Int. Sch. Res. Not. 2014, 2014, 628196. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- E.U. Directive 2000/36/EC of the European parliament and of the council of 23 June 2000 relating to cocoa and chocolate products intended. Off. J. 2020, 197, 19–25.
- Jalil, A.M.M.; Ismail, A. Polyphenols in Cocoa and Cocoa Products: Is There a Link between Antioxidant Properties and Health? Molecules 2008, 13, 2190–2219. [Google Scholar] [CrossRef] [Green Version]
- Toker, O.S.; Palabiyik, I.; Konar, N. Chocolate quality and conching. Trends Food Sci. Technol. 2019, 91, 446–453. [Google Scholar] [CrossRef]
- Owusu, M.; Petersen, M.A.; Heimdal, H. Relationship of sensory and instrumental aroma measurements of dark chocolate as influenced by fermentation method, roasting and conching conditions. J. Food Sci. Technol. 2011, 50, 909–917. [Google Scholar] [CrossRef] [Green Version]
- Bolenz, S.; Thiessenhusen, T. Fast conching for milk chocolate. Eur. Food Res. Technol. 2003, 218, 62–67. [Google Scholar] [CrossRef]
- Paul, S.; Jeanne, M. Chemico-physical Aspects of Chocolate Processing—A Review. Can. Inst. Food Sci. Technol. J. 1981, 14, 269–282. [Google Scholar] [CrossRef]
- Engeseth, N.J.; Pangan, M.F.A. Current context on chocolate flavor development—A review. Curr. Opin. Food Sci. 2018, 21, 84–91. [Google Scholar] [CrossRef]
- Jolly, M.S.; Blackburn, S.; Beckett, S.T. Energy reduction during chocolate conching using a reciprocating multihole extruder. J. Food Eng. 2003, 59, 137–142. [Google Scholar] [CrossRef]
- Tan, J.; Balasubramanian, B.M. Particle size measurements and scanning electron microscopy (SEM) of cocoa particles re-fined/conched by conical and cylindirical roller stone melangers. J. Food Eng. 2017, 212, 146–153. [Google Scholar] [CrossRef]
- Saputro, A.D.; de Walle, D.V.; Caiquo, B.A.; Hinneh, M.; Kluczykoff, M.; Dewettinck, K. Rheological behaviour and micro-structural properties of dark chocolate produced by combination of a ball mill and liquefier device as small scale produc-tion system. LWT-Food Sci. Technol. 2019, 100, 10–19. [Google Scholar] [CrossRef]
- Bolenz, S.; Amtsberg, K.; Lipp, E. New concept for fast continuous conching of milk chocolate. Eur. Food Res. Technol. 2004, 220, 47–54. [Google Scholar] [CrossRef]
- Bolenz, S.; Kutschke, E.; Lipp, E.; Senkpiehl, A. Pre-dried refiner flakes allow very short or even continuous conching of milk chocolate. Eur. Food Res. Technol. 2007, 226, 153–160. [Google Scholar] [CrossRef]
- Bolenz, S.; Kutschke, E.; Lipp, E. Using extra dry milk ingredients for accelerated conching of milk chocolate. Eur. Food Res. Technol. 2008, 227, 1677–1685. [Google Scholar] [CrossRef]
- Schumacher, A.B.; Brandelli, A.; Schumacher, E.W.; Macedo, F.C.; Pieta, L.; Klug, T.V.; De Jong, E.V. Development and evaluation of a laboratory scale conch for chocolate production. Int. J. Food Sci. Technol. 2009, 44, 616–622. [Google Scholar] [CrossRef]
- Sulistyowati, M.; Misnawi, J. Effects of alkali concentration and conching temperature on antioxidant activity and physical properties of chocolate. Int. Food Res. J. 2008, 15, 297–304. [Google Scholar]
- Di Mattia, C.; Martuscelli, M.; Sacchetti, G.; Beheydt, B.; Mastrocola, D.; Pittia, P. Effect of different conching processes on procyanidin content and antioxidant properties of chocolate. Food Res. Int. 2014, 63, 367–372. [Google Scholar] [CrossRef]
- Gonçalves, E.V.; da Silva Lannes, S.C. Rheology of chocolate. Food Sci. Technol. 2010, 30, 845–885. [Google Scholar] [CrossRef] [Green Version]
- Faccinetto-Beltrán, P.; Gómez-Fernández, A.R.; Orozco-Sánchez, N.E.; Pérez-Carrillo, E.; Marín-Obispo, L.M.; Hernández-Brenes, C.; Santacruz, A.; Jacobo-Velázquez, D.A. Physicochemical Properties and Sensory Acceptability of a Next-Generation Functional Chocolate Added with Omega-3 Polyunsaturated Fatty Acids and Probiotics. Foods 2021, 10, 333. [Google Scholar] [CrossRef]
- Servais, C.; Ranc, H.; Roberts, I.D. Determination of chocolate viscosity. J. Texture Stud. 2003, 34, 467–497. [Google Scholar] [CrossRef]
- Oracz, J.; Nebesny, E.; Żyżelewicz, D. Changes in the flavan-3-ols, anthocyanins, and flavanols composition of cocoa beans of different Theobroma cacao L. groups affected by roasting conditions. Eur. Food Res. Technol. 2015, 241, 663–681. [Google Scholar] [CrossRef] [Green Version]
- Delgado-Ospina, J.; Di Mattia, C.D.; Paparella, A.; Mastrocola, D.; Martuscelli, M.; Chaves-Lopez, C. Effect of Fermentation, Drying and Roasting on Biogenic Amines and Other Biocompounds in Colombian Criollo Cocoa Beans and Shells. Foods 2020, 9, 520. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Janszky, I.; Mukamai, K.J.; Ljung, R.; Ahnve, S.; Ahlbom, A.; Hallqvist, J. Chocolate consumption and mortality following a first acute myocardial infarction: The Stockholm Heart Epidemiology Study. J. Intern. Med. 2009, 266, 248–257. [Google Scholar] [CrossRef]
- Payne, M.J.; Hurst, W.J.; Miller, K.B.; Rank, C.; Stuart, D.A. Impact of fermentation, drying, roasting, and dutch processing on epicatechin and catechin content of cacao beans and cocoa ingredients. J. Agric. Food Chem. 2010, 58, 10518–10527. [Google Scholar] [CrossRef] [PubMed]
- Caligiani, A.; Cirlini, M.; Palla, G.; Ravaglia, R.; Arlorio, M. GC-MS detection of chiral markers in cocoa beans of different quality and geographic origin. Chirality 2007, 19, 329–334. [Google Scholar] [CrossRef] [PubMed]
- Hurst, W.J.; Krake, S.H.; Bergmeier, S.C.; Payne, M.J.; Miller, K.B.; Stuart, D. Impact of fermentation, drying, roasting and Dutch processing on flavan-3-ol stereochemistry in cacao beans and cocoa ingredients. Chem. Central J. 2011, 5, 53. [Google Scholar] [CrossRef] [Green Version]
- Racine, K.C.; Lee, A.H.; Wiersema, B.D.; Huang, H.; Lambert, J.D.; Stewart, A.C.; Neilson, A.P. Development and Characterization of a Pilot-Scale Model Cocoa Fermentation System Suitable for Studying the Impact of Fermentation on Putative Bioactive Compounds and Bioactivity of Cocoa. Foods 2019, 8, 102. [Google Scholar] [CrossRef] [Green Version]
- Aprotosoaie, A.C.; Luca, S.V.; Miron, A. Flavor Chemistry of Cocoa and Cocoa Products-An Overview. Compr. Rev. Food Sci. Food Saf. 2015, 15, 73–91. [Google Scholar] [CrossRef]
- Kofink, M.; Papagiannopoulos, M.; Galensa, R. (-)-Catechin in Cocoa and Chocolate: Occurence and Analysis of an Atypical Flavan-3-ol Enantiomer. Molecules 2007, 12, 1274–1288. [Google Scholar] [CrossRef]
- Peláez, P.; Bardón, I.; Camasca, P. Methylxanthine and catechin content of fresh and fermented cocoa beans, dried cocoa beans, and cocoa liquor. Sci. Agropecu. 2016, 7, 355–365. [Google Scholar] [CrossRef] [Green Version]
- Ioannone, F.; di Mattia, C.D.; de Gregorio, M.; Sergi, M.; Serafini, M.; Sacchetti, G. Flavanols, proanthocyanidins and antiox-idant activity changes during cocoa (Theobroma cacao L.) roasting as affected by temperature and time of processing. Food Chem. 2015, 174, 256–262. [Google Scholar] [CrossRef] [PubMed]
- Jolić, S.M.; Redovniković, I.R.; Marković, K.; Šipušić, Đ.I.; DeLonga, K. Changes of phenolic compounds and antioxidant capacity in cocoa beans processing. Int. J. Food Sci. Technol. 2011, 46, 1793–1800. [Google Scholar] [CrossRef]
- Kothe, L.; Zimmermann, B.F.; Galensa, R. Temperature influences epimerization and composition of flavanol monomers, dimers and trimers during cocoa bean roasting. Food Chem. 2013, 141, 3656–3663. [Google Scholar] [CrossRef] [PubMed]
- Wang, H.; Helliwell, K. Epimerisation of catechins in green tea infusions. Food Chem. 2000, 70, 337–344. [Google Scholar] [CrossRef]
- Tamrin, H.; Harijono, T.; Yuwono, S.S.; Estiasih, T.; Santoso, U. Various temperature of vacuum and conventional roasting on color alteration and polyphenols content of cocoa powder. J. Food Sci. Eng. 2012, 2, 642–651. [Google Scholar] [CrossRef]
- Kendari, T.; Yuwono, S.S.; Estiasih, T.; Santoso, U. The Change of Catechin Antioxidant during Vacuum Roasting of Cocoa Powder. J. Nutr. Food Sci. 2012, 2, 174–180. [Google Scholar] [CrossRef] [Green Version]
- Alañón, M.E.; Castle, S.M.; Siswanto, P.J.; Cifuentes-Gómez, T.; Spencer, J.P. Assessment of flavanol stereoisomers and caffeine and theobromine content in commercial chocolates. Food Chem. 2016, 208, 177–184. [Google Scholar] [CrossRef]
- Stanley, T.H.; Van Buiten, C.; Baker, S.A.; Elias, R.J.; Anantheswaran, R.C.; Lambert, J.D. Impact of roasting on the flavan-3-ol composition, sensory-related chemistry, and in vitro pancreatic lipase inhibitory activity of cocoa beans. Food Chem. 2018, 255, 414–420. [Google Scholar] [CrossRef]
- Zzaman, W.; Bhat, R.; Yang, T.A. Effect of Superheated Steam Roasting on the Phenolic Antioxidant Properties of Cocoa Beans. J. Food Process. Preserv. 2013, 38, 1932–1938. [Google Scholar] [CrossRef]
- Jorgensen, E.M.; Marin, A.B.; Kennedy, J.A. Analysis of the oxidative degradation of proanthocyanidins under basal condi-tions. J. Agric. Food Chem. 2004, 52, 2292–2296. [Google Scholar] [CrossRef]
- Kim, H.; Keeney, P.G. (-)-Epicatechin Content in Fermented and Unfermented Cocoa Beans. J. Food Sci. 1984, 49, 1090–1092. [Google Scholar] [CrossRef]
- Pettipher, G.L. Analysis of cocoa pulp and the formulation of a standardised artificial cocoa pulp medium. J. Sci. Food Agric. 1986, 37, 297–309. [Google Scholar] [CrossRef]
- Tomas-Barberán, F.A.; Cienfuegos-Jovellanos, E.; Marín, A.; Muguerza, B.; Gil-Izquierdo, A.; Cerdá, B.; Zafrilla, P.; Morillas, J.; Mulero, J.; Ibarra, A.; et al. A new process to develop a cocoa powder with higher flavonoid monomer content and enhanced bioavailability in healthy humans. J. Agric. Food Chem. 2007, 55, 3926–3935. [Google Scholar] [CrossRef]
- Jinap, S.M.; Jamilah, B.; Nazamid, S. Sensory properties of cocoa liquor as affected by polyphenol concentration and dura-tion of roasting. Food Qual. Prefer. 2004, 15, 403–409. [Google Scholar]
- Di Mattia, C.D.; Sacchetti, G.; Mastrocola, D.; Serafini, M. From cocoa to chocolate: The impact of processing on in vitro antioxidant activity and the e ects of chocolate on antioxidant markers in vivo. Front. Immunol. 2017, 8, 1207. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Lemarcq, V.; Tuenter, E.; Bondarenko, A.; Van de Walle, D.; De Vuyst, L.; Pieters, L.; Sioriki, E.; Dewettinck, K. Roasting-induced changes in cocoa beans with respect to the mood pyramid. Food Chem. 2020, 332, 127467. [Google Scholar] [CrossRef]
- Di Mattia, C.; Martuscelli, M.; Sacchetti, G.; Scheirlinck, I.; Beheydt, B.; Mastrocola, D.; Pittia, P. Effect of Fermentation and Drying on Procyanidins, Antiradical Activity and Reducing Properties of Cocoa Beans. Food Bioprocess Technol. 2013, 6, 3420–3432. [Google Scholar] [CrossRef]
- Gallo, M.; Vinci, G.; Graziani, G.; De Simone, C.; Ferranti, P. The interaction of cocoa polyphenols with milk proteins stud-ied by proteomic techniques. Food Res. Int. 2013, 54, 406–415. [Google Scholar] [CrossRef]
- Prawira, M.; Barringer, S. Effects of conching time and ingredients on preference of milk chocolate. J. Food Process. Preserv. 2009, 33, 571–589. [Google Scholar] [CrossRef]
- Żyżelewicz, D.; Budryn, G.; Oracz, J.; Antolak, H.; Kręgiel, D.; Kaczmarska, M. The effect on bioactive components and characteristics of chocolate by functionalization with raw cocoa beans. Food Res. Int. 2018, 113, 234–244. [Google Scholar] [CrossRef]
- Żyżelewicz, D.; Oracz, J.; Bogucki, M.; Chachuła, G.; Kaczmarska, M.; Harasimiuk, W. Właściwości czekolad Orgin dostep-nych na polskim rynku. In Proceedings of the Monografia naukowa: XLIV Konferencja Komitetu Nauk o Żywności I Żywieniu PAN, Łódź, Poland, 3–4 July 2019; pp. 33–44. [Google Scholar]
- Cooper, K.A.; Donovan, J.L.; Waterhouse, A.L.; Williamson, G. Cocoa and health: A decade of research. Br. J. Nutr. 2007, 99, 1–11. [Google Scholar] [CrossRef] [Green Version]
- Arts, I.C.W.; Van De Putte, B.; Hollman, P.C.H. Catechin Contents of Foods Commonly Consumed in The Netherlands. 1. Fruits, Vegetables, Staple Foods, and Processed Foods. J. Agric. Food Chem. 2000, 48, 1746–1751. [Google Scholar] [CrossRef]
- Langer, S.; Marshall, L.J.; Day, A.J.; Morgan, M.R.A. Flavanols and methylxanthines in commercially available dark choco-late: A study of the correlation with nonfat cocoa solids. J. Agric. Food Chem. 2011, 59, 8435–8441. [Google Scholar] [CrossRef]
- Šeremet, D.; Mandura, A.; Cebin, A.V.; Oskomić, M.; Champion, E.; Martinić, A.; Komes, D. Ruby chocolate—bioactive potential and sensory quality characteristics compared with dark, milk and white chocolate. Food Health Dis. Sci.-Prof. J. Nutr. Diet. 2019, 8, 89–96. [Google Scholar]
- Miller, K.B.; Hurst, W.J.; Flannigan, N.; Ou, B.; Lee, C.Y.; Smith, N.; Stuart, D.A. Survey of commercially available chocolate- and cocoa-containing products in the united states. 2. Comparison of flavan-3-ol content with nonfat cocoa solids, total polyphenols, and percent cacao. J. Agric. Food Chem. 2009, 57, 9169–9180. [Google Scholar] [CrossRef]
- Ackar, D.; Lendi, K.V.; Valek, M.; Šubari, D.; MiliIevi, B.; Babi, J.; Nedi, I. Cocoa Polyphenols: Can We Consider Cocoa and Chocolate as Potential Functional Food? J. Chem. 2013, 5, 1–7. [Google Scholar] [CrossRef]
- Gültekin-Özgüven, M.; Berktaş, I.; Özçelik, B. Influence of processing conditions on procyanidin profiles and antioxidant capacity of chocolates: Optimization of dark chocolate manufacturing by response surface methodology. LWT Food Sci. Technol. 2016, 66, 252–259. [Google Scholar] [CrossRef]
- Aidoo, H.; Sakyi-Dawson, E.; Abbey, L.; Tano-Debrah, K.; Saalia, F.K. Optimisation of chocolate formulation using dehydrated peanut-cowpea milk to replace dairy milk. J. Sci. Food Agric. 2011, 92, 224–231. [Google Scholar] [CrossRef]
- Vavreck, A.N. Flow of molten milk chocolate from an efflux viscometer under vibration at various frequencies and dis-placements. Int. J. Food Sci. Technol. 2004, 39, 465–468. [Google Scholar] [CrossRef]
- Schantz, B.; Rohm, H. Influence of lecithin–PGPR blends on the rheological properties of chocolate. LWT Food Sci. Technol. 2005, 38, 41–45. [Google Scholar] [CrossRef]
- Afoakwa, E.O.; Paterson, A.; Fowler, M. Factors influencing rheological and textural qualities in chocolate—A review. Trends Food Sci. Technol. 2007, 18, 290–298. [Google Scholar] [CrossRef]
- Aeschlimann, J.-M.; Beckett, S.T. International inter-laboratory trials to determine the factors affecting the measurement of chocolate viscosity. J. Texture Stud. 2000, 31, 541–576. [Google Scholar] [CrossRef]
- Afoakwa, E.O. Chocolate Science and Technology; Wiley-Blackwell Publishers: Oxford, UK, 2016; pp. 54–101. [Google Scholar]
- Maheshwari, B.; Reddy, S.Y. Application of kokum (Garcinia indica) fat as cocoa butter improver in chocolate. J. Sci. Food Agric. 2004, 85, 135–140. [Google Scholar] [CrossRef]
- Toker, O.S.; Sagdic, O.; Şener, D.; Konar, N.; Zorlucan, T.; Dağlıoğlu, O. The influence of particle size on some physicochemical, rheological and melting properties and volatile compound profile of compound chocolate and cocolin samples. Eur. Food Res. Technol. 2016, 242, 1253–1266. [Google Scholar] [CrossRef]
- Aidoo, R.P.; De Clerq, N.; Afoakwa, E.O.; Dewettinck, K. Optimization of processing conditions and rheological properties using stephan mixer as conche in small-scale chocolate processing. Int. J. Food Sci. Technol. 2014, 49, 740–746. [Google Scholar] [CrossRef]
- Pirouzian, H.R.; Peighambardoust, S.H.; Azadmard-Damirchi, S. Rheological properties of sugarfree milk chocolate: Com-parative study and optimisation. Czech J. Food Sci. 2017, 35, 440–448. [Google Scholar]
- Medina-Mendoza, M.; Rodriguez-Pérez, R.J.; Rojas-Ocampo, E.; Torrejón-Valqui, L.; Fernández-Jeri, A.B.; Idrogo-Vásquez, G.; Cayo-Colca, I.S.; Castro-Alayo, E.M. Rheological, bioactive properties and sensory preferences of dark chocolates with partial incorporation of Sacha Inchi (Plukenetia volubilis L.) oil. Heliyon 2021, 7, e06154. [Google Scholar] [CrossRef]
- Oberrauter, L.-M.; Januszewska, R.; Schlich, P.; Majchrzak, D. Sensory evaluation of dark origin and non-origin chocolates applying Temporal Dominance of Sensations (TDS). Food Res. Int. 2018, 111, 39–49. [Google Scholar] [CrossRef]
- Popov-Raljić, J.V.; Laličić-Petronijević, J.G. Sensory Properties and Color Measurements of Dietary Chocolates with Different Compositions During Storage for Up to 360 Days. Sensors 2009, 9, 1996–2016. [Google Scholar] [CrossRef]
- Guinard, J.X.; Mazzuchelli, R. Effect of sugar and fat on sensory properties of milk chocolate: Descriptive analysis and in-strumental measurement. J. Sci. Food. Agric. 1999, 79, 1331–1399. [Google Scholar] [CrossRef]
- Drewnowski, A.; Schwartz, M. Invisible fats: Sensory assessment of sugar/fat mixtures. Appetite 1990, 14, 203–217. [Google Scholar] [CrossRef] [Green Version]
- Biancolillo, A.; Preys, S.; Gaci, B.; Le-Quere, J.-L.; Laboure, H.; Deuscher, Z.; Cheynier, V.; Sommerer, N.; Fayeulle, N.; Costet, P.; et al. Multi-block classification of chocolate and cocoa samples into sensory poles. Food Chem. 2021, 340, 127904. [Google Scholar] [CrossRef]
- Liu, J.; Liu, M.; He, C.; Song, H.; Guo, J.; Wang, Y.; Yang, H.; Su, X. A comparative study of aroma-active compounds be-tween dark and milk chocolate: Relationship to sensory perception. J. Sci. Food Agric. 2014, 95, 1362–1372. [Google Scholar] [CrossRef]
- Rottiers, H.; Sosa, D.A.T.; De Winne, A.; Ruales, J.; De Clippeleer, J.; De Leersnyder, I.; De Wever, J.; Everaert, H.; Messens, K.; Dewettinck, K. Dynamics of volatile compounds and flavor precursors during spontaneous fermentation of fine flavor Trinitario cocoa beans. Eur. Food Res. Technol. 2019, 245, 1917–1937. [Google Scholar] [CrossRef]
- Hinneh, M. Evaluation of the Effects of Pod Storage and Roasting on Ghanaian cocoa and Chocolate Quality. Ph.D. Thesis, Universiteit Gent. Faculteit Bio-Ingenieurswetenschappen, Gent, Belgium, 2020. Available online: http://hdl.handle.net/1854/LU-8674107 (accessed on 15 February 2021).
- Mezo-Solís, J.A.; Moo-Huchin, V.M.; Sánchez-Zarate, A.; Gonzalez-Ronquillo, M.; Estrada-León, R.J.; Ibáñez, R.; Toro-Mujica, P.; Chay-Canul, A.J.; Vargas-Bello-Pérez, E. Physico-Chemical, Sensory and Texture Properties of an Aged Mexican Manchego-Style Cheese Produced from Hair Sheep Milk. Foods 2020, 9, 1666. [Google Scholar] [CrossRef]
- Le, S.; Husson, F. Sensominer: A package for sensory data analysis. J. Sens. Stud. 2008, 23, 14–25. [Google Scholar] [CrossRef]
- Leite, P.B.; Maciel, L.F.; Opretzka, L.C.F.; Soares, S.E.; Bispo, E.S. Phenolic compounds, methylxantines and antioxidant activityin cocoa massand chocolates produced from “witch broom disease” resistant and non resistant cocoa cultivars. Ciência e Agrotecnologia 2013, 37, 244–250. [Google Scholar] [CrossRef] [Green Version]
- Thamke, I.; Dürrschmid, K.; Rohm, H. Sensory description of dark chocolates by consumers. LWT Food Sci. Technol. 2009, 42, 534–539. [Google Scholar] [CrossRef]
- Lanza, C.; Mazzaglia, A.; Pagliarini, E. Sensory profile of a specialty Sicilian chocolate. Ital. J. Food Sci. 2011, 23, 23–2011. [Google Scholar]
- Misnawi, S.; Jamilah, B.; Nazamid, S.; Bakar, J. Changes in polyphenol ability to produce astringency during roasting of cocoa liquor. J. Sci. Food Agric. 2005, 85, 917–924. [Google Scholar] [CrossRef]
- Feichtinger, A.; Scholten, E.; Sala, G. Effect of particle size distribution on rheological properties of chocolate. Food Funct. 2020, 11, 9547–9559. [Google Scholar] [CrossRef] [PubMed]
- PN-98/A-88032. Confectionery—Sampling for Microbiological; The Polish Committee for Standardization (Polski Komitet Normalizacyjny—PKN): Warsaw, Poland, 1998; Testing. [Google Scholar]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample | (+)-Catechin [mg/100 g] | Epicatechin [mg/100 g] | Procyanidin B2 [mg/100 g] | epi/cat |
|---|---|---|---|---|
| C501h | 2.77 ± 0.15 | 50.36 ± 0.23 | 21.22 ± 0.05 | 18.21 |
| C502h | 2.97 ± 0.02 | 47.49 ± 0.34 | 20.73 ± 0.19 | 15.97 |
| C503h | 2.97 ± 0.13 | 48.71 ± 0.21 | 21.28 ± 0.14 | 16.41 |
| C551h | 2.68 ± 0.11 | 46.81 ± 0.09 | 20.64 ± 0.34 | 17.48 |
| C552h | 2.21 ± 0.05 | 42.87 ± 0.17 | 18.93 ± 0.26 | 19.42 |
| C553h | 2.46 ± 0.09 | 43.94 ± 0.07 | 18.99 ± 0.21 | 17.84 |
| C601h | 2.72 ± 0.07 | 45.74 ± 0.18 | 20.34 ± 0.04 | 16.79 |
| C602h | 2.7 ± 0.06 | 44.69 ± 0.23 | 20.33 ± 0.08 | 16.56 |
| C603h | 2.65 ± 0.14 | 45.07 ± 0.34 | 20.76 ± 0.32 | 17.04 |
| Raw Material Name | Content of (+)-Catechin [mg/100 g] | Content of Epicatechin [mg/100 g] | Content of Procyanidin B2 [mg/100 g] | Protein Content [%] |
|---|---|---|---|---|
| Cocoa beans (unroasted) | 13.56 | 261.34 | 107.13 | nb |
| Cocoa liquor (based on unroasted beans) | 11.61 | 226.65 | 93.0 | 13.82 |
| Sample | Yield Stress (Pa) | Viscosity (Pa·s) |
|---|---|---|
| C501h | 5.28 ± 0.25 a | 2.61 ± 0.34 b |
| C502h | 4.83 ± 0.34 a | 2.78 ± 0.02 c |
| C503h | 3.75 ± 0.78 b | 2.21 ± 0.04 a |
| C551h | 4.64 ± 0.65 a | 2.80 ± 0.23 b |
| C552h | 4.44 ± 0.23 a | 2.61 ± 0.12 a,b |
| C553h | 3.93 ± 0.13 b | 2.42 ± 0.23 a |
| C601h | 3.89 ± 0.45 a | 1.95 ± 0.13 a |
| C602h | 3.55 ± 0.65 a | 1.95 ± 0.32 a |
| C603h | 3.54 ± 0.54 a | 1.85 ± 0.14 a |
| Sample | Color | Hardness | Smoothness | Turn | Flavor | Taste |
|---|---|---|---|---|---|---|
| C501h | 4.17 | 2.99 | 2.7 | 2.9 | 4.8 | 3.15 |
| C502h | 4.133 | 3.27 | 2.9 | 2.7 | 4.7 | 3.34 |
| C503h | 4.57 | 3.075 | 3.1 | 2.8 | 4.6 | 3.65 |
| C551h | 3.9 | 2.85 | 2.95 | 3.5 | 3.9 | 4.55 |
| C552h | 4.3 | 3.05 | 3.1 | 3.65 | 4.15 | 4.2 |
| C553h | 4.1 | 3 | 3.35 | 3.9 | 4.25 | 3.9 |
| C601h | 4.15 | 3.69 | 3.35 | 3.7 | 4.45 | 3.75 |
| C602h | 4.35 | 3.8 | 3.48 | 3.85 | 3.9 | 3.55 |
| C603h | 4.65 | 3.88 | 3.89 | 4.15 | 4.2 | 4.1 |
| Code Sample | Conching Parameters [Temperature; Time] |
|---|---|
| C501h | Temp. 50 °C; 1 h |
| C502h | Temp. 50 °C; 2 h |
| C503h | Temp. 50 °C; 3 h |
| C551h | Temp. 55 °C; 1 h |
| C552h | Temp. 55 °C; 2 h |
| C553h | Temp. 55 °C; 3 h |
| C601h | Temp. 60 °C; 1 h |
| C602h | Temp. 60 °C; 2 h |
| C603h | Temp. 60 °C; 3 h |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Urbańska, B.; Kowalska, H.; Szulc, K.; Ziarno, M.; Pochitskaya, I.; Kowalska, J. Comparison of the Effects of Conching Parameters on the Contents of Three Dominant Flavan3-ols, Rheological Properties and Sensory Quality in Chocolate Milk Mass Based on Liquor from Unroasted Cocoa Beans. Molecules 2021, 26, 2502. https://0-doi-org.brum.beds.ac.uk/10.3390/molecules26092502
Urbańska B, Kowalska H, Szulc K, Ziarno M, Pochitskaya I, Kowalska J. Comparison of the Effects of Conching Parameters on the Contents of Three Dominant Flavan3-ols, Rheological Properties and Sensory Quality in Chocolate Milk Mass Based on Liquor from Unroasted Cocoa Beans. Molecules. 2021; 26(9):2502. https://0-doi-org.brum.beds.ac.uk/10.3390/molecules26092502
Chicago/Turabian StyleUrbańska, Bogumiła, Hanna Kowalska, Karolina Szulc, Małgorzata Ziarno, Irina Pochitskaya, and Jolanta Kowalska. 2021. "Comparison of the Effects of Conching Parameters on the Contents of Three Dominant Flavan3-ols, Rheological Properties and Sensory Quality in Chocolate Milk Mass Based on Liquor from Unroasted Cocoa Beans" Molecules 26, no. 9: 2502. https://0-doi-org.brum.beds.ac.uk/10.3390/molecules26092502