
Bio-Based Rigid Polyurethane Foam Composites Reinforced with Bleached Curauá Fiber

 , , and
, , and
Abstract
:1. Introduction
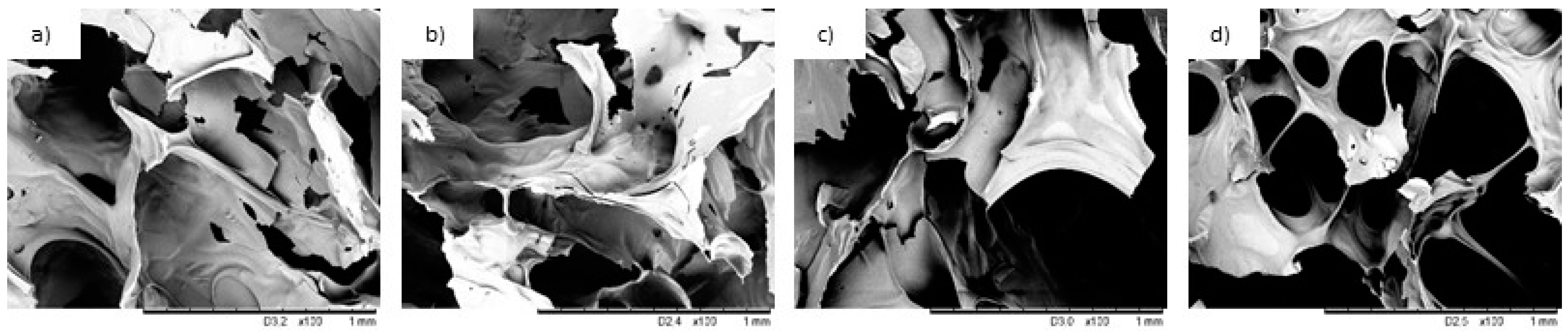
2. Results and Discussion
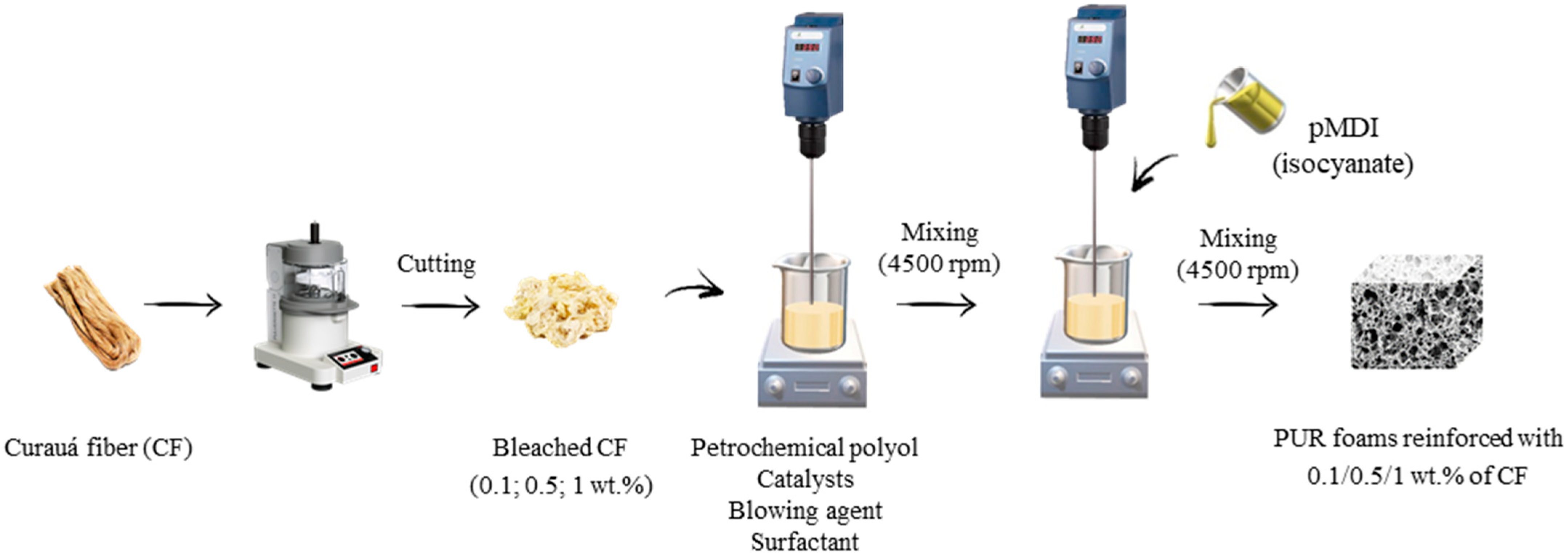
3. Materials and Methods
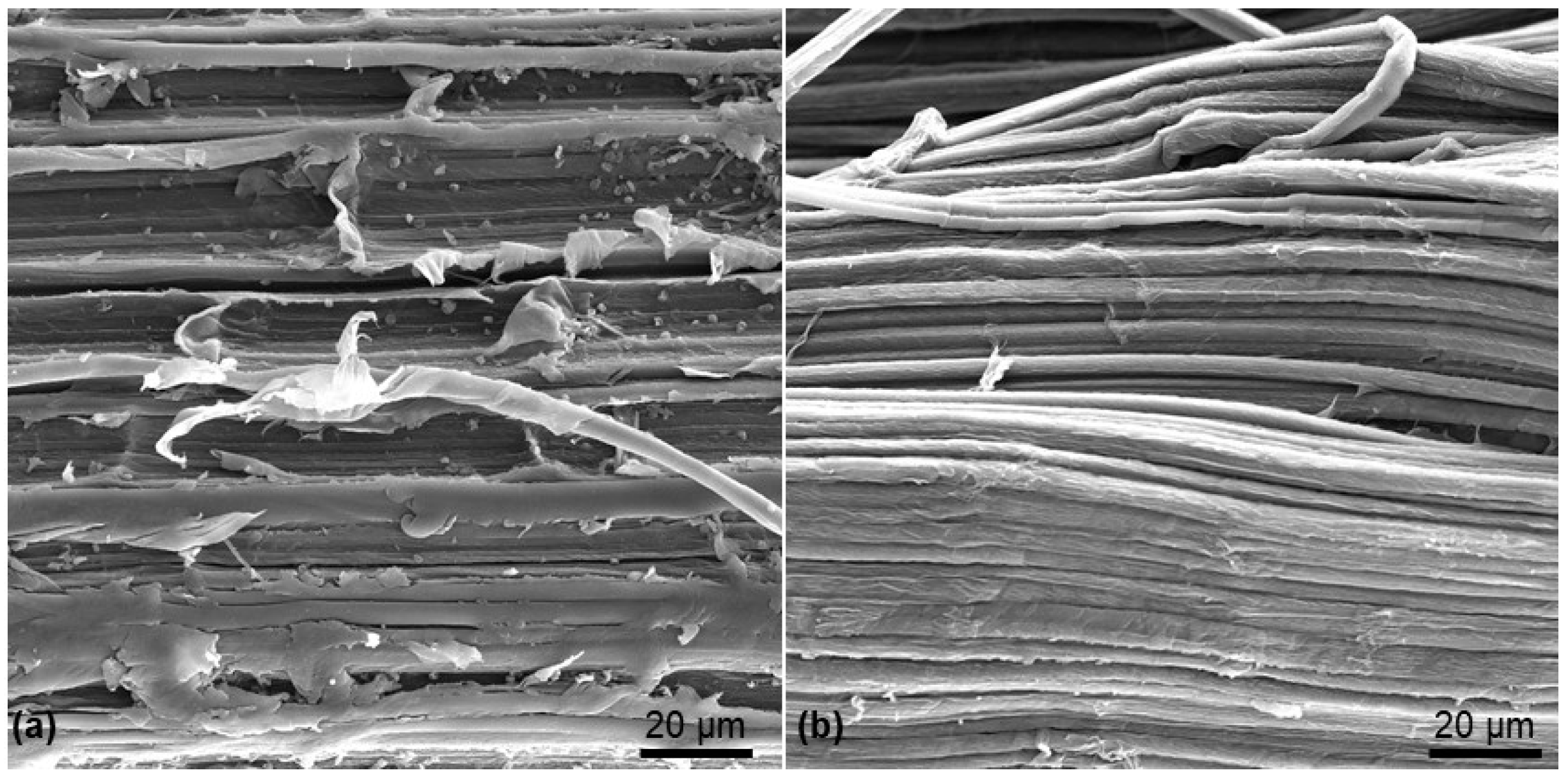
3.1. Bleaching of CF and Characterization
3.2. RPUF Preparation and Characterization
- 160.0 pbw—Polymeric diphenylmethane diisocyanate (MDI) (31% of NCO groups; Purocyn B, Purinova Company; Bydgoszcz, Poland);
- Catalysts: Kosmos 75 (6.0 pbw) (potassium octoate) and Kosmos 33 (0.8 pbw) (potassium acetate) (Evonik Industry; Essen, Germany);
- 2.5 pbw—Silicone-based surfactant: Tegostab B8513 (Evonik Industry (Essen, Germany));
- Blowing agents: (11.0 pbw) Pentane and cyclopentane (50:50 v/v; Sigma-Aldrich Corporation; Saint Louis, MO, USA). (0.5 pbw) distilled water.
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- De Avila Delucis, R.; Kerche, E.F.; Gatto, D.A.; Esteves, W.L.M.; Petzhold, C.L.; Amico, S.C. Surface response and photodegradation performance of bio-based polyurethane-forest derivatives foam composites. Polym. Test. 2019, 80, 106102. [Google Scholar] [CrossRef]
- Strąkowska, A.; Członka, S.; Kairytė, A.; Strzelec, K. Effects of Physical and Chemical Modification of Sunflower Cake on Polyurethane Composite Foam Properties. Materials 2021, 14, 1414. [Google Scholar] [CrossRef] [PubMed]
- Miedzińska, K.; Członka, S.; Strąkowska, A.; Strzelec, K. Biobased Polyurethane Composite Foams Reinforced with Plum Stones and Silanized Plum Stones. Int. J. Mol. Sci. 2021, 22, 4757. [Google Scholar] [CrossRef] [PubMed]
- Członka, S.; Strąkowska, A.; Kairytė, A. Coir Fibers Treated with Henna as a Potential Reinforcing Filler in the Synthesis of Polyurethane Composites. Materials 2021, 14, 1128. [Google Scholar] [CrossRef] [PubMed]
- Strąkowska, A.; Członka, S.; Konca, P.; Strzelec, K. New Flame Retardant Systems Based on Expanded Graphite for Rigid Polyurethane Foams. Appl. Sci. 2020, 10, 5817. [Google Scholar] [CrossRef]
- Kairytė, A.; Kremensas, A.; Vaitkus, S.; Członka, S.; Strąkowska, A. Fire Suppression and Thermal Behavior of Biobased Rigid Polyurethane Foam Filled with Biomass Incineration Waste Ash. Polymers 2020, 12, 683. [Google Scholar] [CrossRef] [Green Version]
- Członka, S.; Strąkowska, A.; Kairytė, A.; Kremensas, A. Nutmeg filler as a natural compound for the production of polyurethane composite foams with antibacterial and anti-aging properties. Polym. Test. 2020, 86, 106479. [Google Scholar] [CrossRef]
- Członka, S.; Kairytė, A.; Miedzińska, K.; Strąkowska, A. Polyurethane Hybrid Composites Reinforced with Lavender Residue Functionalized with Kaolinite and Hydroxyapatite. Materials 2021, 14, 415. [Google Scholar] [CrossRef]
- Augaitis, N.; Vaitkus, S.; Członka, S.; Kairytė, A. Research of Wood Waste as a Potential Filler for Loose-Fill Building Insulation: Appropriate Selection and Incorporation into Polyurethane Biocomposite Foams. Materials 2020, 13, 5336. [Google Scholar] [CrossRef]
- Kairytė, A.; Kremensas, A.; Balčiūnas, G.; Członka, S.; Strąkowska, A. Closed Cell Rigid Polyurethane Foams Based on Low Functionality Polyols: Research of Dimensional Stability and Standardised Performance Properties. Materials 2020, 13, 1438. [Google Scholar] [CrossRef] [Green Version]
- Członka, S.; Strąkowska, A.; Strzelec, K.; Kairytė, A.; Kremensas, A. Bio-Based Polyurethane Composite Foams with Improved Mechanical, Thermal, and Antibacterial Properties. Materials 2020, 13, 1108. [Google Scholar] [CrossRef] [Green Version]
- Członka, S.; Strąkowska, A. Rigid Polyurethane Foams Based on BioPolyol and Additionally Reinforced with Silanized and Acetylated Walnut Shells for the Synthesis of Environmentally Friendly Insulating Materials. Materials 2020, 13, 3245. [Google Scholar] [CrossRef]
- Kairytė, A.; Vaitkus, S.; Kremensas, A.; Pundienė, I.; Członka, S.; Strzelec, K. Moisture-mechanical performance improvement of thermal insulating polyurethane using paper production waste particles grafted with different coupling agents. Constr. Build. Mater. 2019, 208, 525–534. [Google Scholar] [CrossRef]
- Członka, S.; Sienkiewicz, N.; Kairytė, A.; Vaitkus, S. Colored polyurethane foams with enhanced mechanical and thermal properties. Polym. Test. 2019, 78, 105986. [Google Scholar] [CrossRef]
- Polaczek, K.; Kurańska, M.; Auguścik-Królikowska, M.; Prociak, A.; Ryszkowska, J. Open-cell polyurethane foams of very low density modified with various palm oil-based bio-polyols in accordance with cleaner production. J. Clean. Prod. 2021, 290, 125875. [Google Scholar] [CrossRef]
- Vale, M.; Mateus, M.; dos Santos, R.G.; de Castro, C.N.; de Schrijver, A.; Bordado, J.C.; Marques, A.C. Replacement of petroleum-derived diols by sustainable biopolyols in one component polyurethane foams. J. Clean. Prod. 2018, 212, 1036–1043. [Google Scholar] [CrossRef]
- Kairytė, A.; Kirpluks, M.; Ivdre, A.; Cabulis, U.; Vaitkus, S.; Pundienė, I. Cleaner production of polyurethane foam: Replacement of conventional raw materials, assessment of fire resistance and environmental impact. J. Clean. Prod. 2018, 183, 760–771. [Google Scholar] [CrossRef]
- Hsieh, C.-C.; Chen, Y.-C. Synthesis of bio-based polyurethane foam modified with rosin using an environmentally-friendly process. J. Clean. Prod. 2020, 276, 124203. [Google Scholar] [CrossRef]
- Eaves, D. Handbook of Polymer Foams, 1st ed.; Rapra Technology: Shrewsbury, UK, 2004; ISBN 1859573886. [Google Scholar]
- Członka, S.; Kairytė, A.; Miedzińska, K.; Strąkowska, A. Casein/Apricot Filler in the Production of Flame-Retardant Polyurethane Composites. Materials 2021, 14, 3620. [Google Scholar] [CrossRef] [PubMed]
- Członka, S.; Strąkowska, A.; Kairytė, A. Effect of walnut shells and silanized walnut shells on the mechanical and thermal properties of rigid polyurethane foams. Polym. Test. 2020, 87, 106534. [Google Scholar] [CrossRef]
- Członka, S.; Strąkowska, A.; Pospiech, P.; Strzelec, K. Effects of Chemically Treated Eucalyptus Fibers on Mechanical, Thermal and Insulating Properties of Polyurethane Composite Foams. Materials 2020, 13, 1781. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Strąkowska, A.; Członka, S.; Kairytė, A. Rigid Polyurethane Foams Reinforced with POSS-Impregnated Sugar Beet Pulp Filler. Materials 2020, 13, 5493. [Google Scholar] [CrossRef] [PubMed]
- Kerche, E.F.; da Silva, V.D.; Jankee, G.D.S.; Schrekker, H.S.; Delucis, R.D.A.; Irulappasamy, S.; Amico, S.C. Aramid pulp treated with imidazolium ionic liquids as a filler in rigid polyurethane bio-foams. J. Appl. Polym. Sci. 2021, 138, 50492. [Google Scholar] [CrossRef]
- Członka, S.; Strąkowska, A.; Strzelec, K.; Kairytė, A.; Vaitkus, S. Composites of rigid polyurethane foams and silica powder filler enhanced with ionic liquid. Polym. Test. 2019, 75, 12–25. [Google Scholar] [CrossRef]
- Członka, S.; Strąkowska, A.; Strzelec, K.; Kairytė, A.; Kremensas, A. Melamine, silica, and ionic liquid as a novel flame retardant for rigid polyurethane foams with enhanced flame retardancy and mechanical properties. Polym. Test. 2020, 87, 106511. [Google Scholar] [CrossRef]
- Członka, S.; Strąkowska, A.; Kairytė, A. The Impact of Hemp Shives Impregnated with Selected Plant Oils on Mechanical, Thermal, and Insulating Properties of Polyurethane Composite Foams. Materials 2020, 13, 4709. [Google Scholar] [CrossRef]
- Członka, S.; Kairytė, A.; Miedzińska, K.; Strąkowska, A.; Adamus-Włodarczyk, A. Mechanically Strong Polyurethane Composites Reinforced with Montmorillonite-Modified Sage Filler (Salvia officinalis L.). Int. J. Mol. Sci. 2021, 22, 3744. [Google Scholar] [CrossRef]
- Fonseca, A.D.S.; Panthapulakkal, S.; Konar, S.K.; Sain, M.; Bufalinof, L.; Raabe, J.; Miranda, I.P.D.A.; Martins, M.A.; Tonoli, G.H.D. Improving cellulose nanofibrillation of non-wood fiber using alkaline and bleaching pre-treatments. Ind. Crop. Prod. 2019, 131, 203–212. [Google Scholar] [CrossRef]
- Neves, R.M.; Lopes, K.S.; Zimmermann, M.V.G.; Poletto, M.; Zattera, A.J. Characterization of polystyrene nanocomposites and expanded nanocomposites reinforced with cellulose nanofibers and nanocrystals. Cellulose 2019, 26, 4417–4429. [Google Scholar] [CrossRef]
- Kerche, E.F.; Bock, D.N.; Delucis, R.D.A.; Magalhães, W.L.E.; Amico, S.C. Micro fibrillated cellulose reinforced bio-based rigid high-density polyurethane foams. Cellulose 2021, 28, 4313–4326. [Google Scholar] [CrossRef]
- Kerche, E.F.; Delucis, R.D.A.; Petzhold, C.L.; Amico, S.C. Rigid bio-based wood/polyurethane foam composites expanded under confinement. J. Cell. Plast. 2020, 57, 757–768. [Google Scholar] [CrossRef]
- Członka, S.; Bertino, M.F.; Strzelec, K. Rigid polyurethane foams reinforced with industrial potato protein. Polym. Test. 2018, 68, 135–145. [Google Scholar] [CrossRef]
- Członka, S.; Sienkiewicz, N.; Strąkowska, A.; Strzelec, K. Keratin feathers as a filler for rigid polyurethane foams on the basis of soybean oil polyol. Polym. Test. 2018, 72, 32–45. [Google Scholar] [CrossRef]
- Septevani, A.A.; Evans, D.A.; Annamalai, P.K.; Martin, D. The use of cellulose nanocrystals to enhance the thermal insulation properties and sustainability of rigid polyurethane foam. Ind. Crop. Prod. 2017, 107, 114–121. [Google Scholar] [CrossRef]
- Yu, Y.H.; Choi, I.; Nam, S.; Gil Lee, D. Cryogenic characteristics of chopped glass fiber reinforced polyurethane foam. Compost. Struct. 2014, 107, 476–481. [Google Scholar] [CrossRef]
- Kim, M.-S.; Kim, J.-D.; Lee, J.-M. Mechanical Performance Degradation of Glass Fiber-reinforced Polyurethane Foam Subjected to Repetitive Low-energy Impact. Int. J. Mech. Sci. 2020, 194, 106188. [Google Scholar] [CrossRef]
- Lameira, O.A. Aspectos técnicos e sócio-econômicos da aplicação da micropropagação na produção de fibras: O caso do curauá. In Proceedings of the IV Congresso Brasileiro de Cultura de Tecidos de Plantas, Aracaju, SE, Brasil; 2009; pp. 1–7. [Google Scholar]
- Satyanarayana, K.; Guimarães, J.; Wypych, F. Studies on lignocellulosic fibers of Brazil: Part I: Source, production, morphology, properties and applications. Compost. Part A Appl. Sci. Manuf. 2007, 38, 1694–1709. [Google Scholar] [CrossRef]
- Pickering, K.; Efendy, M.A.; Le, T. A review of recent developments in natural fibre composites and their mechanical performance. Compost. Part A Appl. Sci. Manuf. 2016, 83, 98–112. [Google Scholar] [CrossRef] [Green Version]
- Almeida, J.H.S.; Amico, S.C.; Botelho, E.C.; Amado, F.D.R. Hybridization effect on the mechanical properties of curaua/glass fiber composites. Compost. Part B Eng. 2013, 55, 492–497. [Google Scholar] [CrossRef]
- Castro, D.; Ruvolo-Filho, A.; Frollini, E. Materials prepared from biopolyethylene and curaua fibers: Composites from biomass. Polym. Test. 2012, 31, 880–888. [Google Scholar] [CrossRef]
- Luiz Ornaghi, H., Jr.; da Silva, H.S.P.; Zattera, A.J.; Amico, S.C. Dynamic mechanical properties of curaua composites. J. Appl. Polym. Sci. 2012, 125, E110–E116. [Google Scholar] [CrossRef]
- Misra, S.; Misra, M.; Tripathy, S.S.; Nayak, S.K.; Mohanty, A.K. The influence of chemical surface modification on the performance of sisal-polyester biocomposites. Polym. Compost. 2002, 23, 164–170. [Google Scholar] [CrossRef]
- Campos, A.; Correa, A.C.; Cannella, D.; Teixeira, E.D.M.; Marconcini, J.M.; Dufresne, A.; Mattoso, L.H.C.; Cassland, P.; Sanadi, A.R. Obtaining nanofibers from curauá and sugarcane bagasse fibers using enzymatic hydrolysis followed by sonication. Cellulose 2013, 20, 1491–1500. [Google Scholar] [CrossRef]
- Neves, R.M.; Lopes, K.S.; Zimmermann, M.G.; Poletto, M.; Zattera, A.J. Cellulose Nanowhiskers Extracted from Tempo-Oxidized Curaua Fibers. J. Nat. Fibers 2019, 17, 1355–1365. [Google Scholar] [CrossRef]
- Członka, S.; Kairytė, A.; Miedzińska, K.; Strąkowska, A. Polyurethane Composites Reinforced with Walnut Shell Filler Treated with Perlite, Montmorillonite and Halloysite. Int. J. Mol. Sci. 2021, 22, 7304. [Google Scholar] [CrossRef]
- Park, K.-B.; Kim, M.-S.; Kim, J.-H.; Kim, S.-K.; Lee, J.-M. Analysis of the mechanical properties of polymer materials considering lateral confinement effects. J. Polym. Eng. 2019, 39, 432–441. [Google Scholar] [CrossRef]
- Hamilton, A.; Thomsen, O.T.; Madaleno, L.A.; Jensen, L.R.; Rauhe, J.C.M.; Pyrz, R. Evaluation of the anisotropic mechanical properties of reinforced polyurethane foams. Compost. Sci. Technol. 2013, 87, 210–217. [Google Scholar] [CrossRef] [Green Version]
- Neves, R.M.; Zattera, A.J.; Amico, S.C. Enhancing thermal and dynamic-mechanical properties of epoxy reinforced by amino-functionalized microcrystalline cellulose. J. Appl. Polym. Sci. 2021, 138, 51329. [Google Scholar] [CrossRef]
- Kerche, E.F.; da Silva, V.D.; Fonseca, E.; Salles, N.A.; Schrekker, H.S.; Amico, S.C. Epoxy-based composites reinforced with imidazolium ionic liquid-treated aramid pulp. Polymer 2021, 226, 123787. [Google Scholar] [CrossRef]
- Septevani, A.A.; Evans, D.A.; Martin, D.; Annamalai, P.K. Hybrid polyether-palm oil polyester polyol based rigid polyurethane foam reinforced with cellulose nanocrystal. Ind. Crop. Prod. 2018, 112, 378–388. [Google Scholar] [CrossRef]
- Ye, L.; Meng, X.-Y.; Liu, X.-M.; Tang, J.-H.; Li, Z.-M. Flame-retardant and mechanical properties of high-density rigid polyurethane foams filled with decabrominated dipheny ethane and expandable graphite. J. Appl. Polym. Sci. 2008, 111, 2372–2380. [Google Scholar] [CrossRef]
- Ju, Z.; He, Q.; Zhang, H.; Zhan, T.; Chen, L.; Li, S.; Hong, L.; Lu, X. Steam explosion of windmill palm fiber as the filler to improve the acoustic property of rigid polyurethane foams. Polym. Compost. 2020, 41, 2893–2906. [Google Scholar] [CrossRef]
- Li, Q.; Wang, J.; Chen, L.; Shi, H.; Hao, J. Ammonium polyphosphate modified with β-cyclodextrin crosslinking rigid polyurethane foam: Enhancing thermal stability and suppressing flame spread. Polym. Degrad. Stab. 2019, 161, 166–174. [Google Scholar] [CrossRef]
- Członka, S.; Strąkowska, A.; Strzelec, K.; Adamus-Włodarczyk, A.; KAIRYTĖ, A.; Vaitkus, S. Composites of Rigid Polyurethane Foams Reinforced with POSS. Polymers 2019, 11, 336. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Jiao, L.; Xiao, H.; Wang, Q.; Sun, J. Thermal degradation characteristics of rigid polyurethane foam and the volatile products analysis with TG-FTIR-MS. Polym. Degrad. Stab. 2013, 98, 2687–2696. [Google Scholar] [CrossRef]
- Luo, X.; Xiao, Y.; Wu, Q.; Zeng, J. Development of high-performance biodegradable rigid polyurethane foams using all bioresource-based polyols: Lignin and soy oil-derived polyols. Int. J. Biol. Macromol. 2018, 115, 786–791. [Google Scholar] [CrossRef]
- Roberts, A.; Garboczi, E. Elastic moduli of model random three-dimensional closed-cell cellular solids. Acta Mater. 2001, 49, 189–197. [Google Scholar] [CrossRef] [Green Version]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample | Temperature (°C) | Viscosity (mPa·s) | Cream Time (s) | Total Expansion Time (s) | Tack-Free Time (s) |
|---|---|---|---|---|---|
| Neat RPUF | 154 ± 4 | 870 ± 10 | 42 ± 1 | 295 ± 5 | 358 ± 7 |
| CF 0.1 | 155 ± 5 | 910 ± 12 | 44 ± 2 | 310 ± 6 | 360 ± 9 |
| CF 0.5 | 152 ± 5 | 1110 ± 14 | 44 ± 2 | 325 ± 6 | 350 ± 7 |
| CF 1 | 146 ± 3 | 1480 ± 15 | 46 ± 3 | 365 ± 5 | 345 ± 8 |
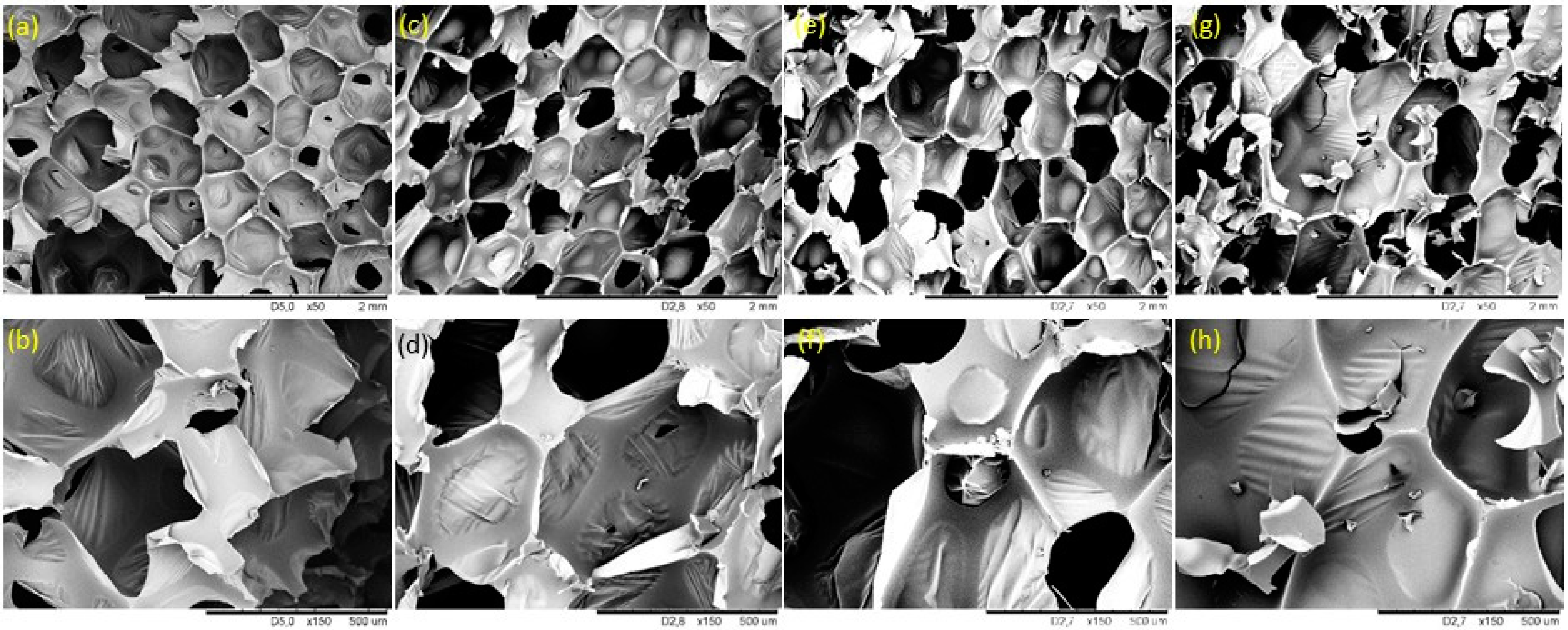
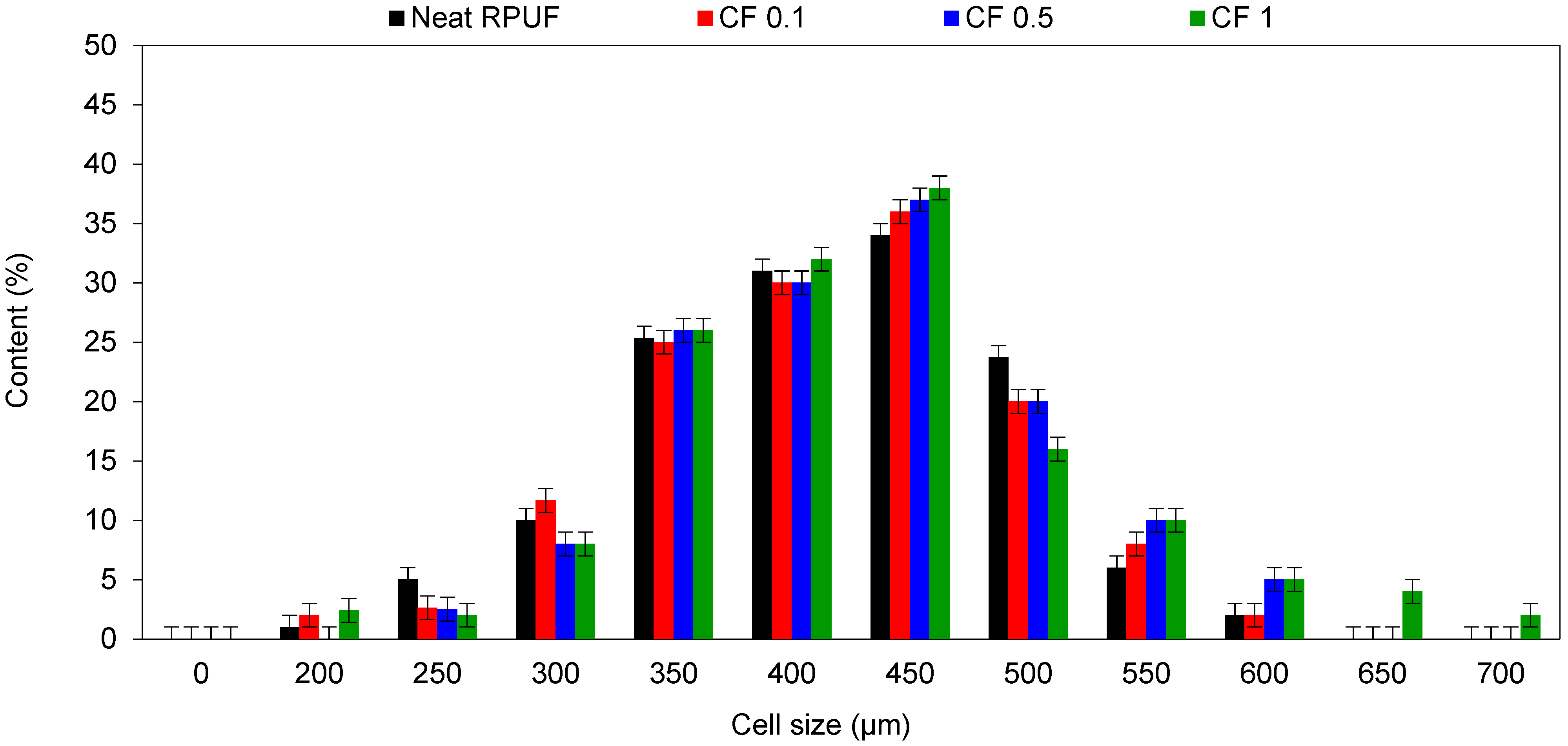
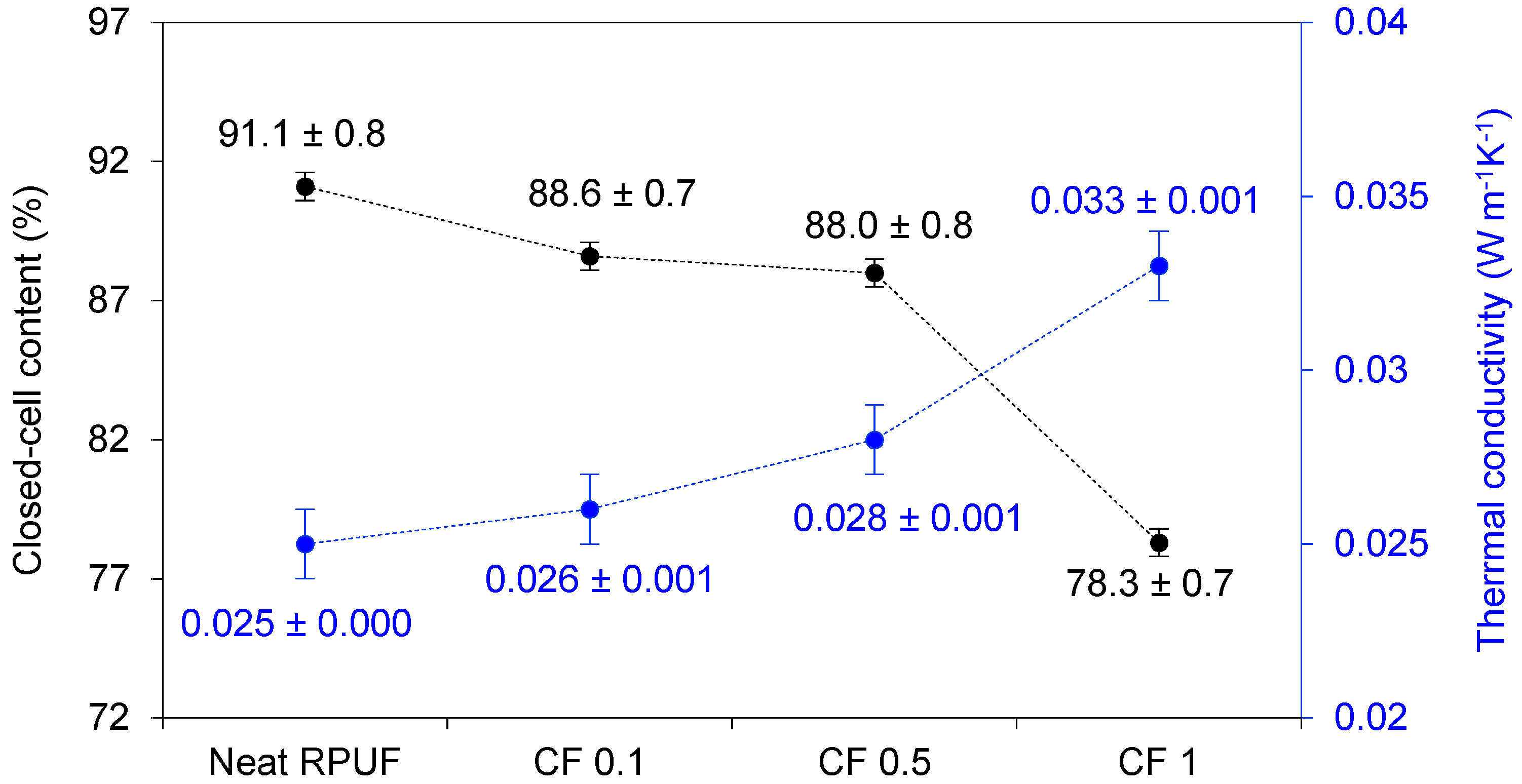
| Sample | Apparent Density (kg m−3) * | Cell Size (μm) * | R (μm) * |
|---|---|---|---|
| Neat RPUF | 38.10.5 B | 4801.0 C | 1.113.0 A |
| CF 0.1 | 38.40.4 C | 4850.8 C | 1.617.2 B |
| CF 0.5 | 37.90.6 B | 4701.1 B | 1.59.1 B |
| CF 1 | 37.60.4 A | 4501.1 A | 1.79.2 B |
| F (p < 0.01) | 28.7 | 31.6 | 7.4 |
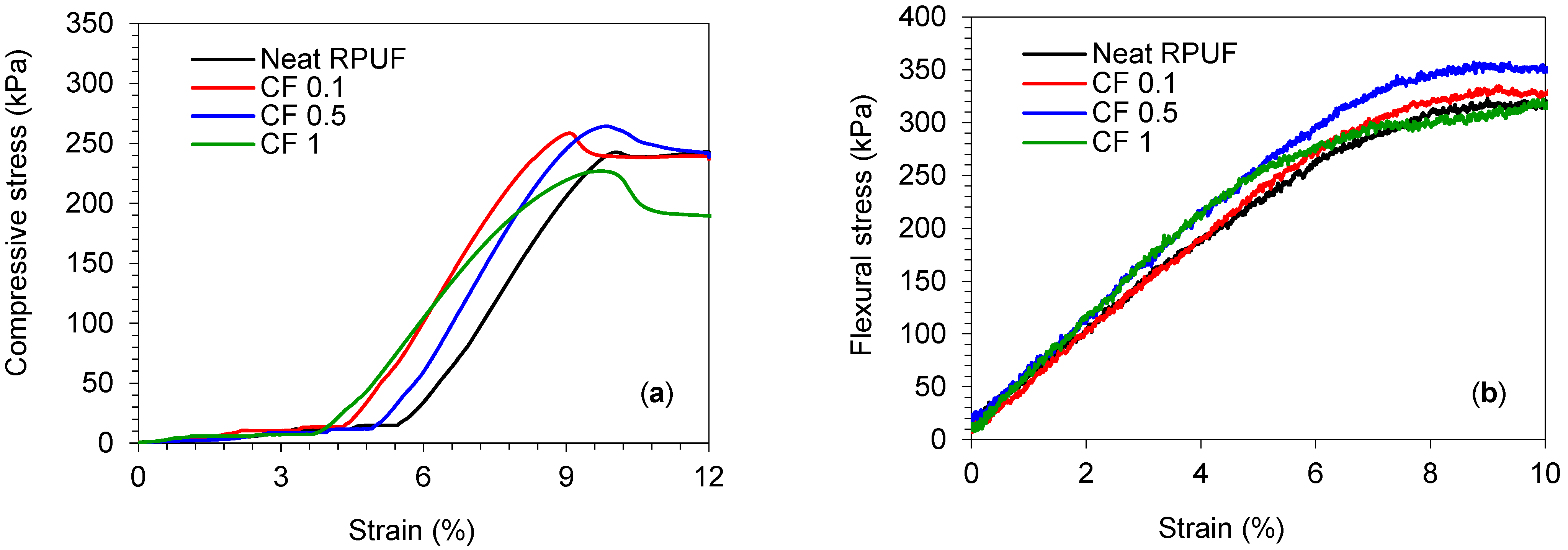
| Sample | Compressive Strength (Parallel) (kPa) * | Compressive Strength (Perpendicular) (kPa) * | Flexural Strength (kPa) * | Maximum Elongation at Flexural Strength (%) * | ΓCparallel | ΓCperpendicular | ΓF |
|---|---|---|---|---|---|---|---|
| Neat RPUF | 239.62.3 B | 140.42.9 B | 325.20.7 B | 11.22.7 A | |||
| CF 0.1 | 250.21.3 C | 145.82.3 C | 335.41.1 C | 10.82.8 A | 0.71 | 1.00 | 0.70 |
| CF 0.5 | 260.41.2 D | 154.81.2 D | 354.80.7 D | 10.63.8 A | 0.79 | 1.09 | 0.79 |
| CF 1 | 225.41.3 A | 120.23.0 A | 309.60.6 A | 13.52.2 B | 0.61 | 0.82 | 0.62 |
| F (p < 0.01) | 75.2 | 94.6 | 231.6 | 50.1 |
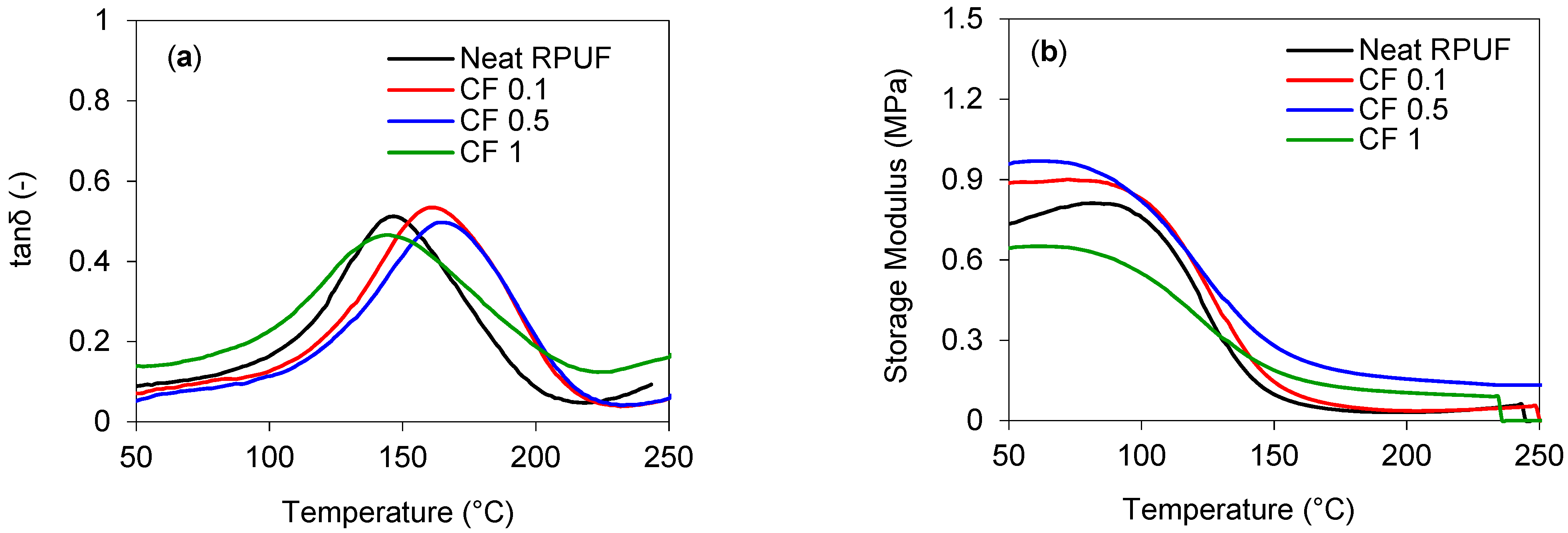
| Sample | E’ Curves | Tan Delta Curves | ||||
|---|---|---|---|---|---|---|
| E’g (kPa) | E’r (kPa) | C | Peak Height | FWHM (°C) | Tg (°C) | |
| Neat RPUF | 735 | 30 | - | 0.51 | 52.9 | 146 |
| CF 0.1 | 887 | 36 | 1.00 | 0.53 | 58.3 | 162 |
| CF 0.5 | 959 | 155 | 0.25 | 0.49 | 53.9 | 165 |
| CF 1.0 | 644 | 105 | 0.24 | 0.46 | 66.0 | 144 |
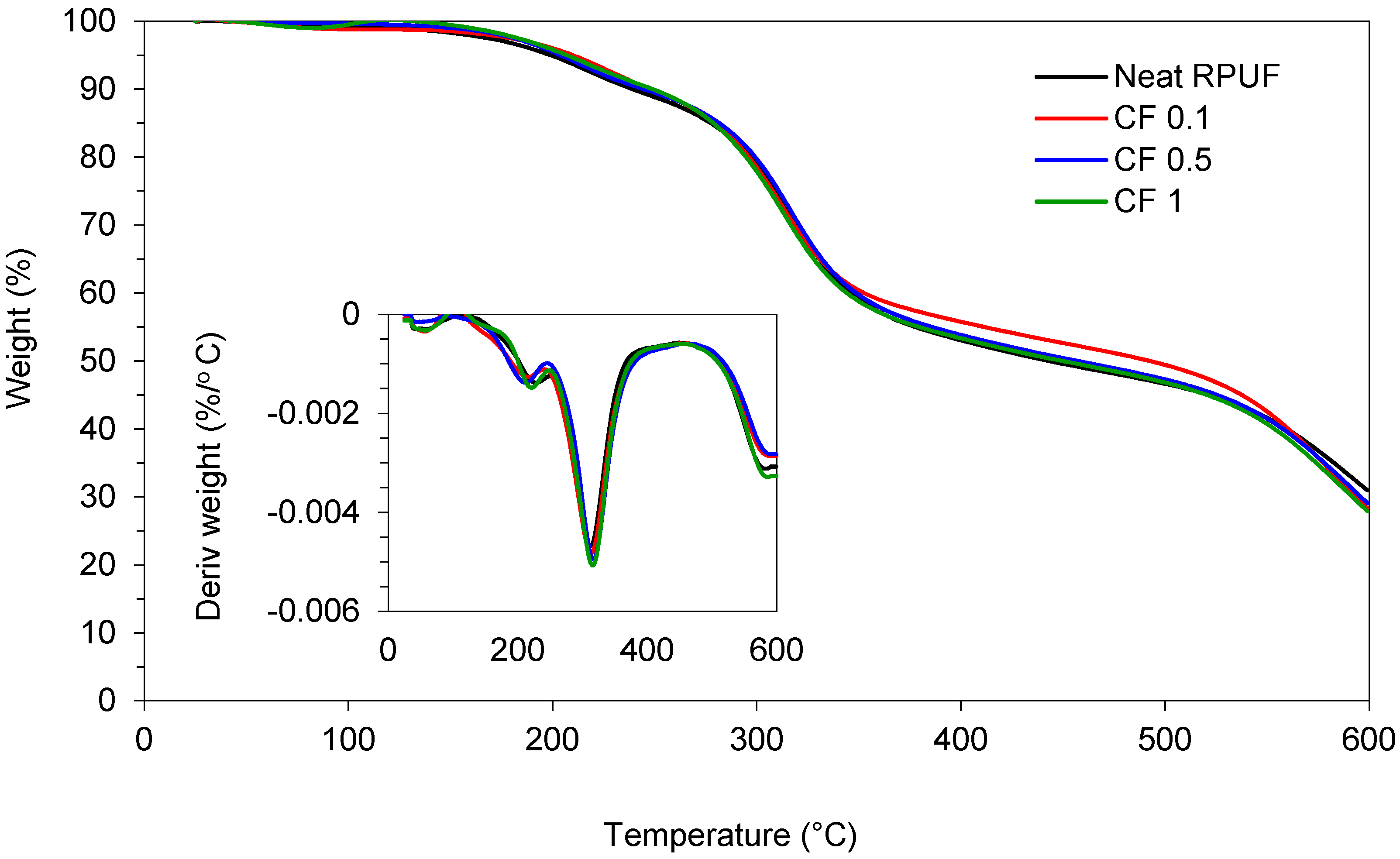
| Sample | Tmax (°C) | Residue (at 600 °C) (wt.%) | ||
|---|---|---|---|---|
| 1st Stage | 2nd Stage | 3rd Stage | ||
| Neat RPUF | 221 | 307 | 579 | 30.4 |
| CF 0.1 | 215 | 309 | 583 | 29.8 |
| CF 0.5 | 219 | 310 | 595 | 29.7 |
| CF 1 | 229 | 311 | 593 | 29.6 |
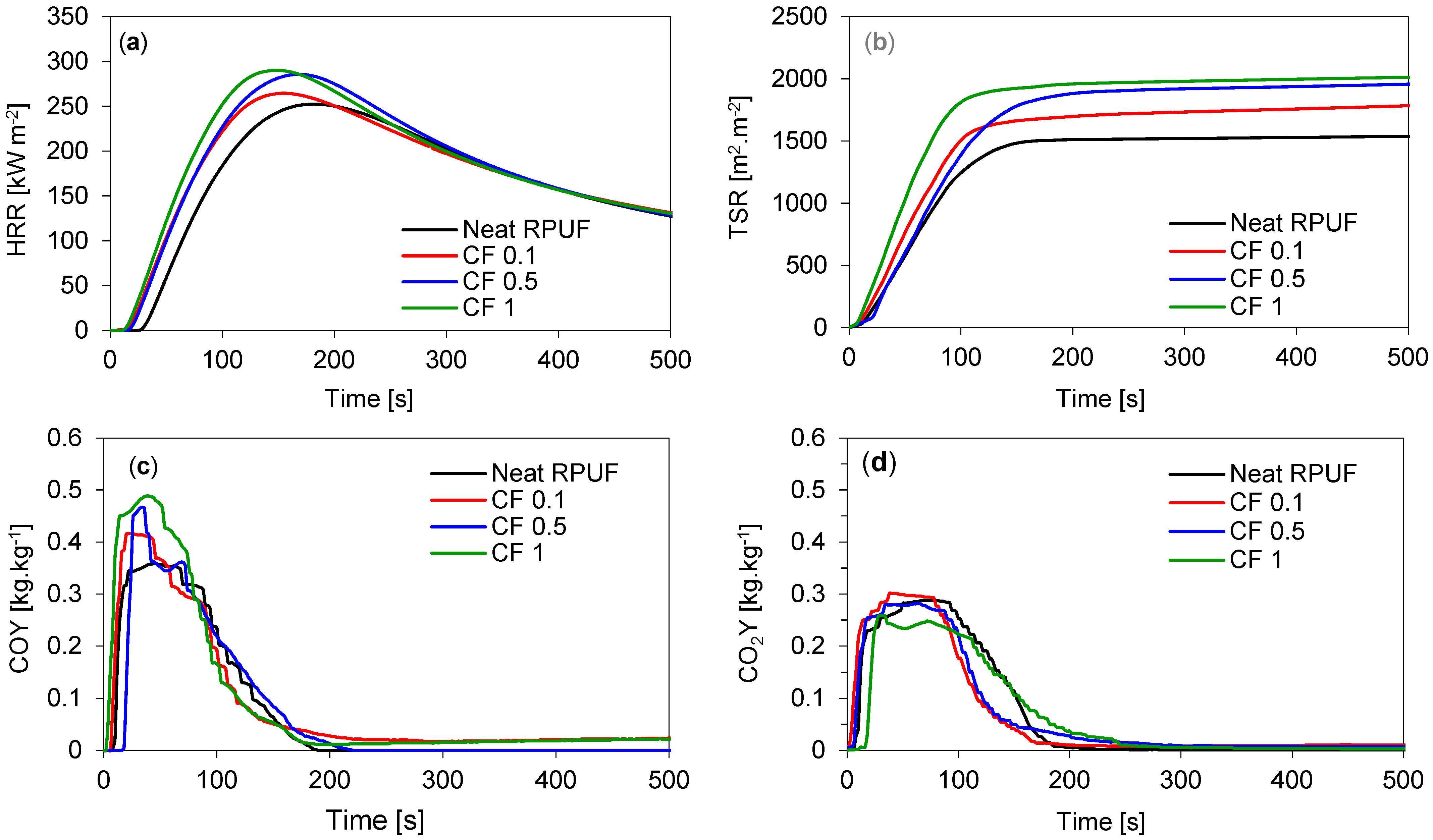
| Sample | IT (s) | pHRR (kW m−2) | TSR (m2 m−2) | THR (MJ m−2) | COY (kg kg−1) | CO2Y (kg kg−1) | COY/CO2Y (-) | LOI (%) |
|---|---|---|---|---|---|---|---|---|
| Neat RPUF | 4 | 257 | 1513 | 21.7 | 0.35 | 0.27 | 1.3 | 20.1 |
| CF 0.1 | 4 | 264 | 1720 | 21.8 | 0.41 | 0.29 | 1.4 | 19.8 |
| CF 0.5 | 3 | 285 | 1990 | 22.4 | 0.47 | 0.27 | 1.7 | 19.00 |
| CF 1 | 3 | 290 | 1995 | 23.9 | 0.48 | 0.24 | 2.0 | 18.1 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Członka, S.; Fischer Kerche, E.; Motta Neves, R.; Strąkowska, A.; Strzelec, K. Bio-Based Rigid Polyurethane Foam Composites Reinforced with Bleached Curauá Fiber. Int. J. Mol. Sci. 2021, 22, 11203. https://0-doi-org.brum.beds.ac.uk/10.3390/ijms222011203
Członka S, Fischer Kerche E, Motta Neves R, Strąkowska A, Strzelec K. Bio-Based Rigid Polyurethane Foam Composites Reinforced with Bleached Curauá Fiber. International Journal of Molecular Sciences. 2021; 22(20):11203. https://0-doi-org.brum.beds.ac.uk/10.3390/ijms222011203
Chicago/Turabian StyleCzłonka, Sylwia, Eduardo Fischer Kerche, Roberta Motta Neves, Anna Strąkowska, and Krzysztof Strzelec. 2021. "Bio-Based Rigid Polyurethane Foam Composites Reinforced with Bleached Curauá Fiber" International Journal of Molecular Sciences 22, no. 20: 11203. https://0-doi-org.brum.beds.ac.uk/10.3390/ijms222011203