Linear Displacement Calibration System Integrated with a Novel Auto-Alignment Module for Optical Axes †


Abstract
:1. Introduction
2. Measurement Principle and Optomechatronic Design
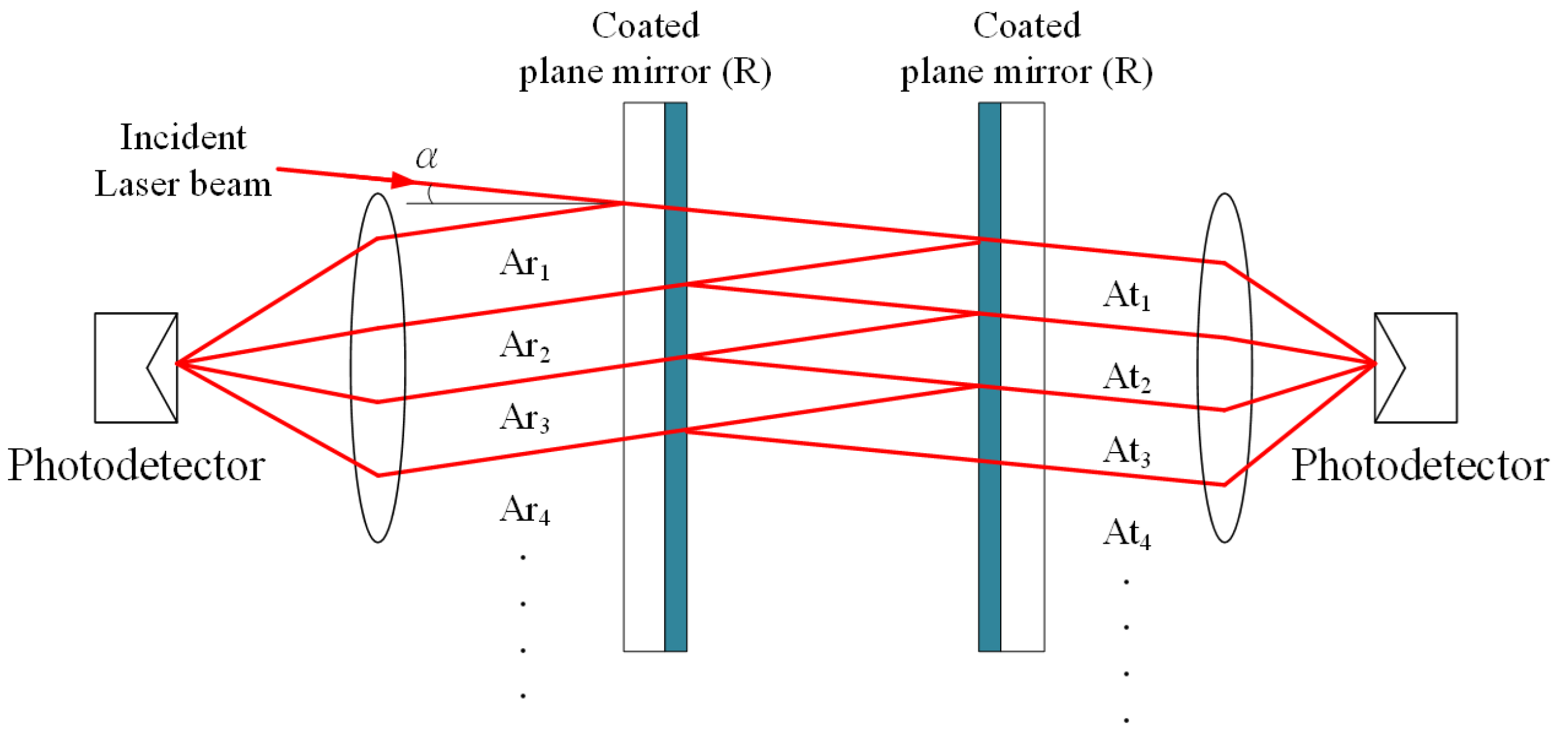
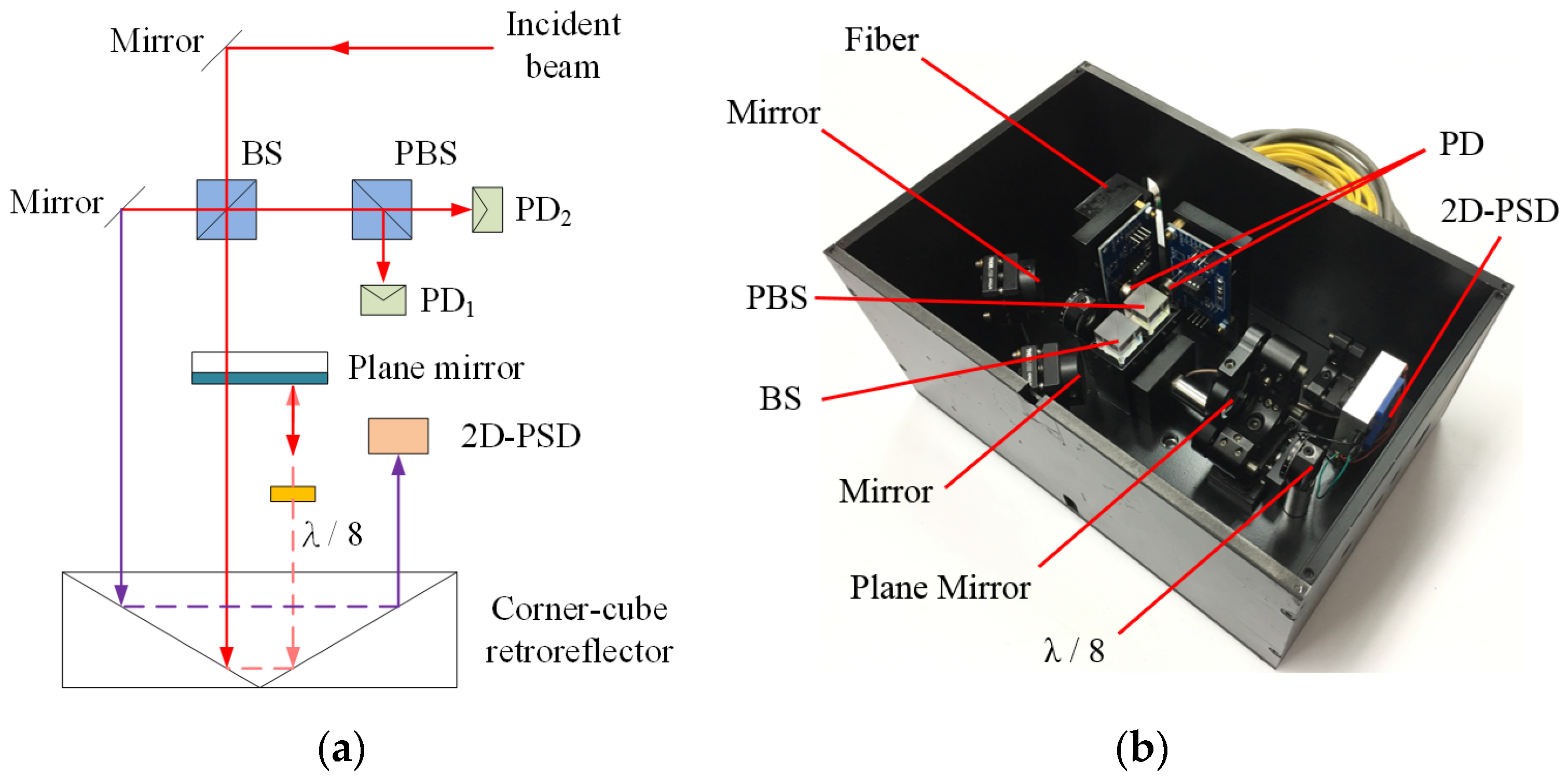
2.1. Measurement Module for Linear Displacement
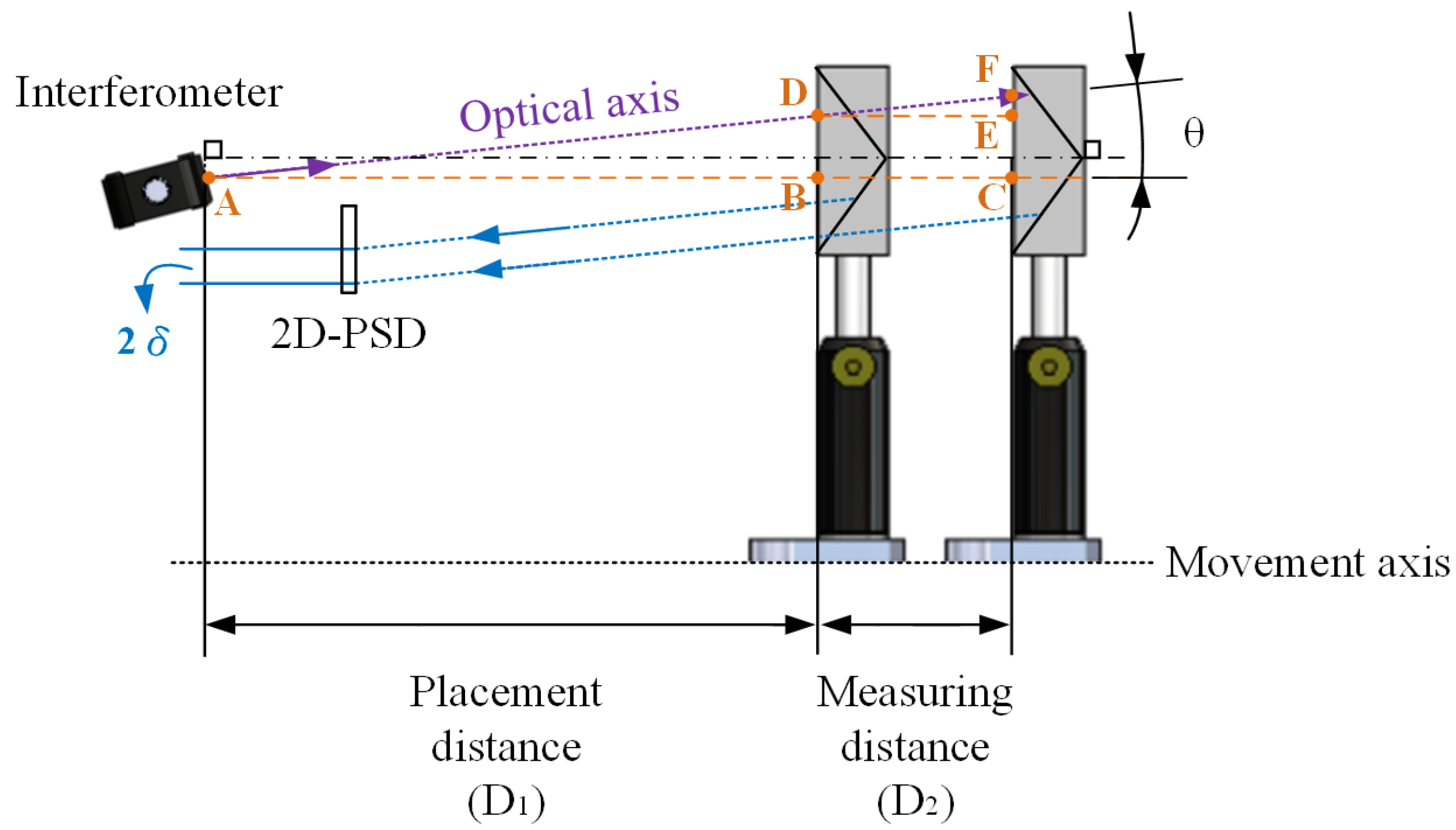
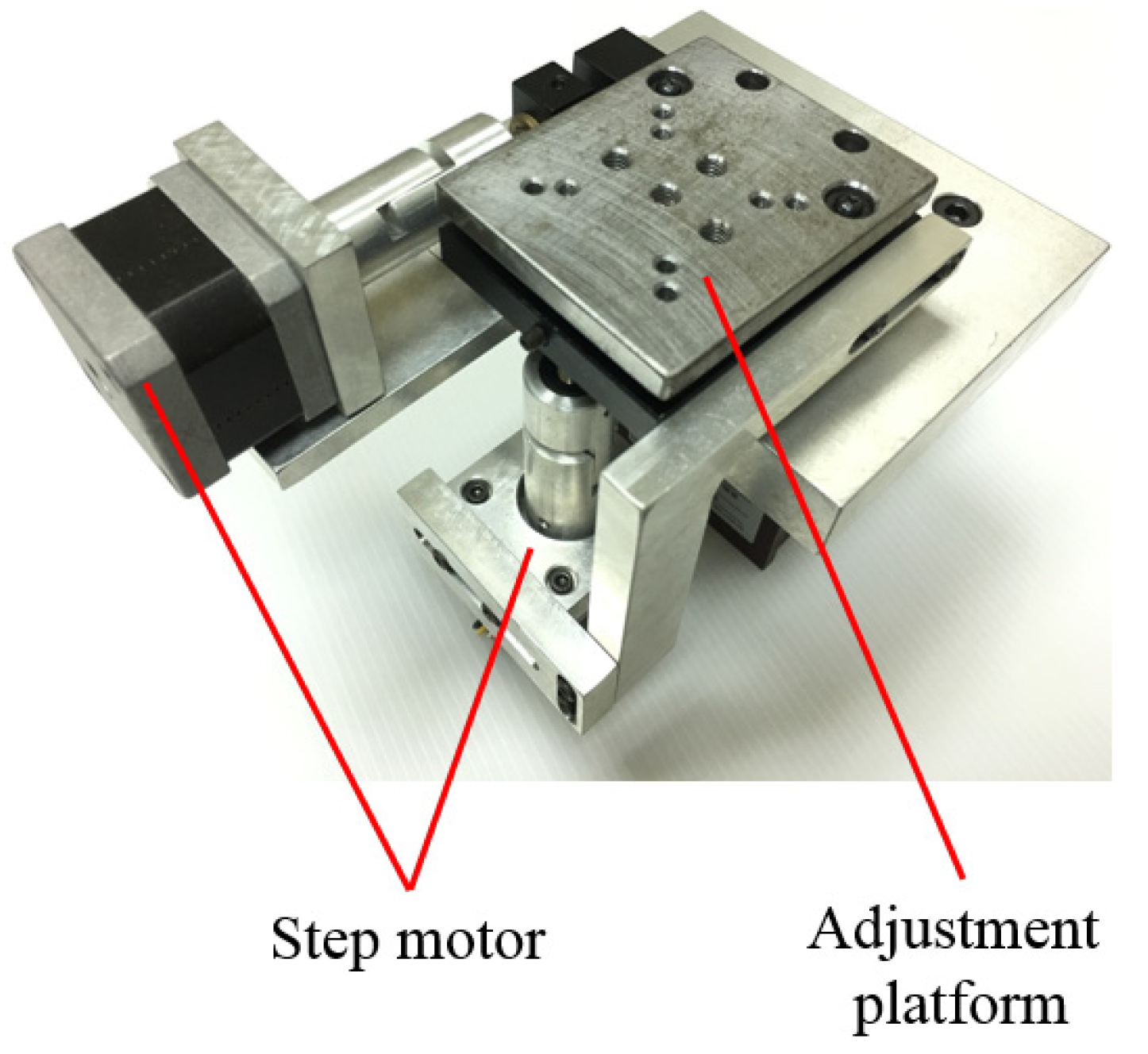
2.2. Auto-Alignment Module for Optical Axes
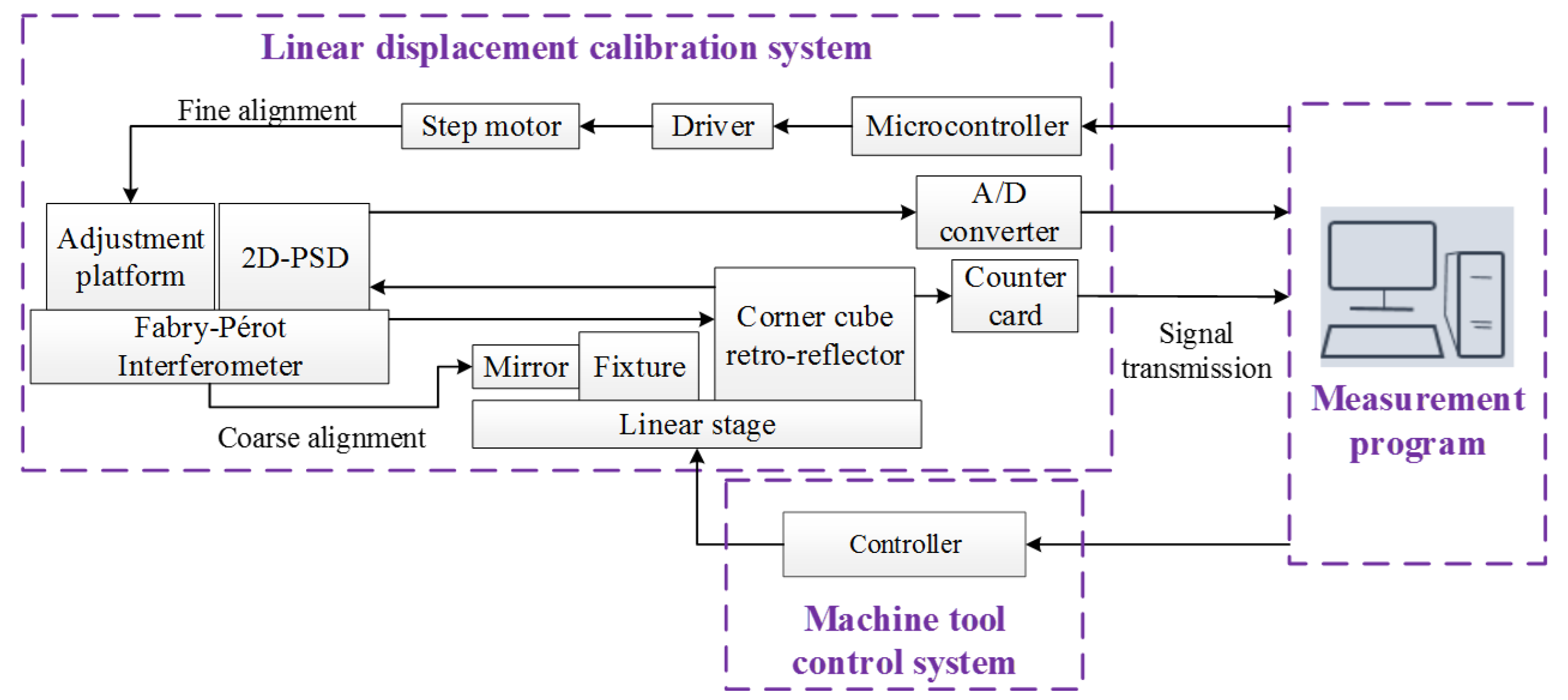
2.3. Linear Displacement Calibration System
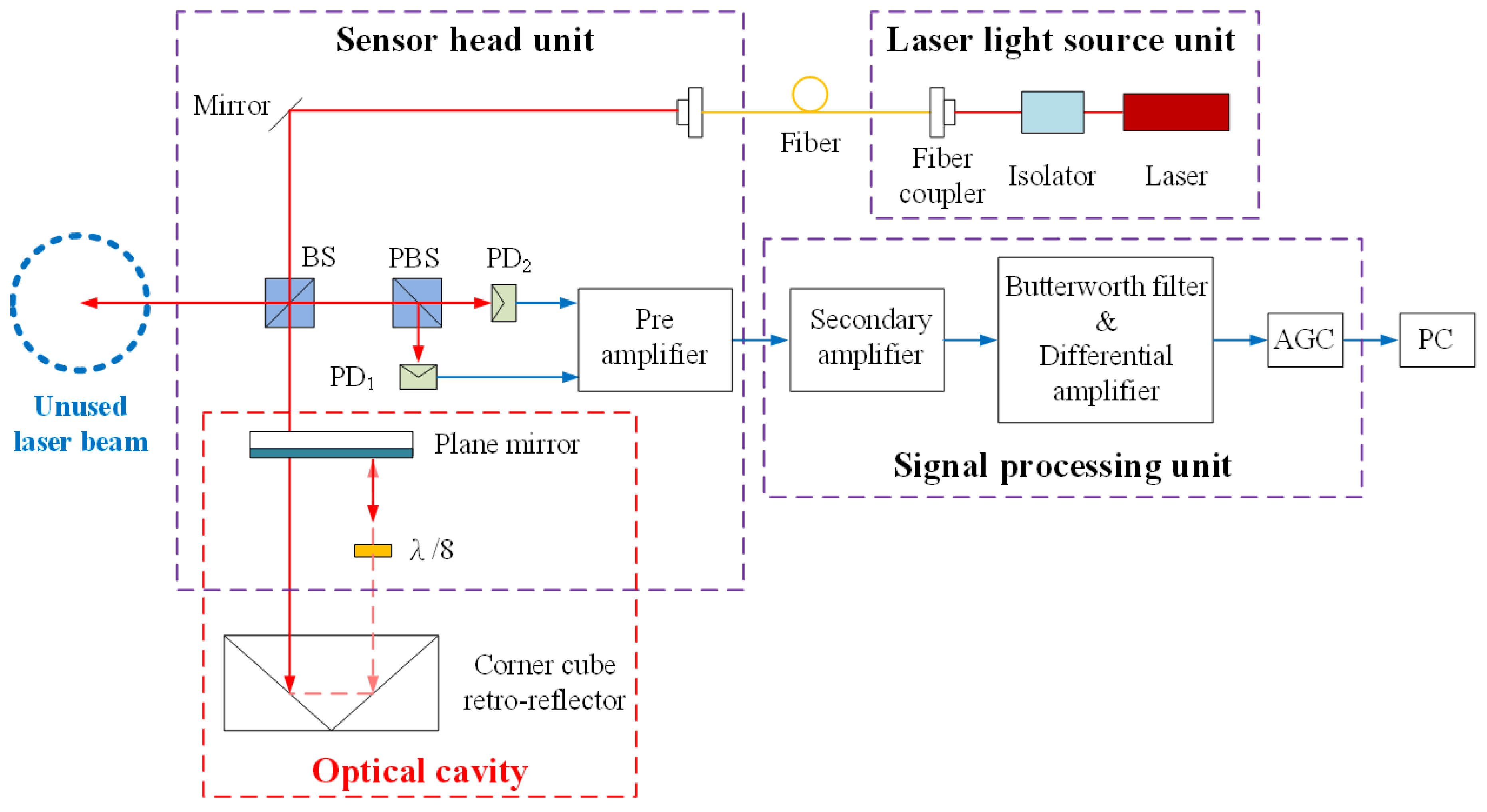
3. System Structure
4. Results and Analysis
4.1. Auto-Alignment for Optical Axes
4.1.1. Calibration Test of 2D-PSD
4.1.2. Optical Alignment
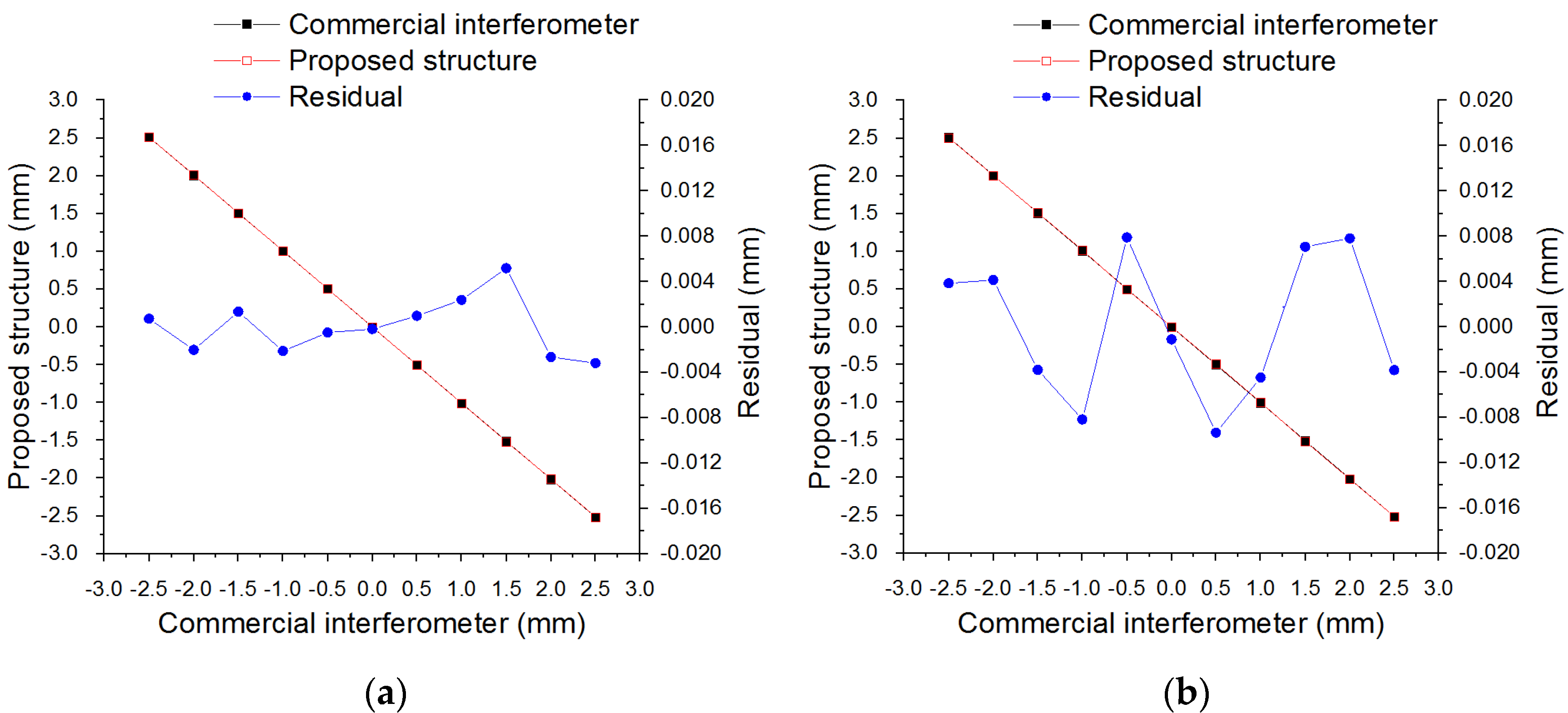
4.2. Comparison Experiment of Linear Displacement
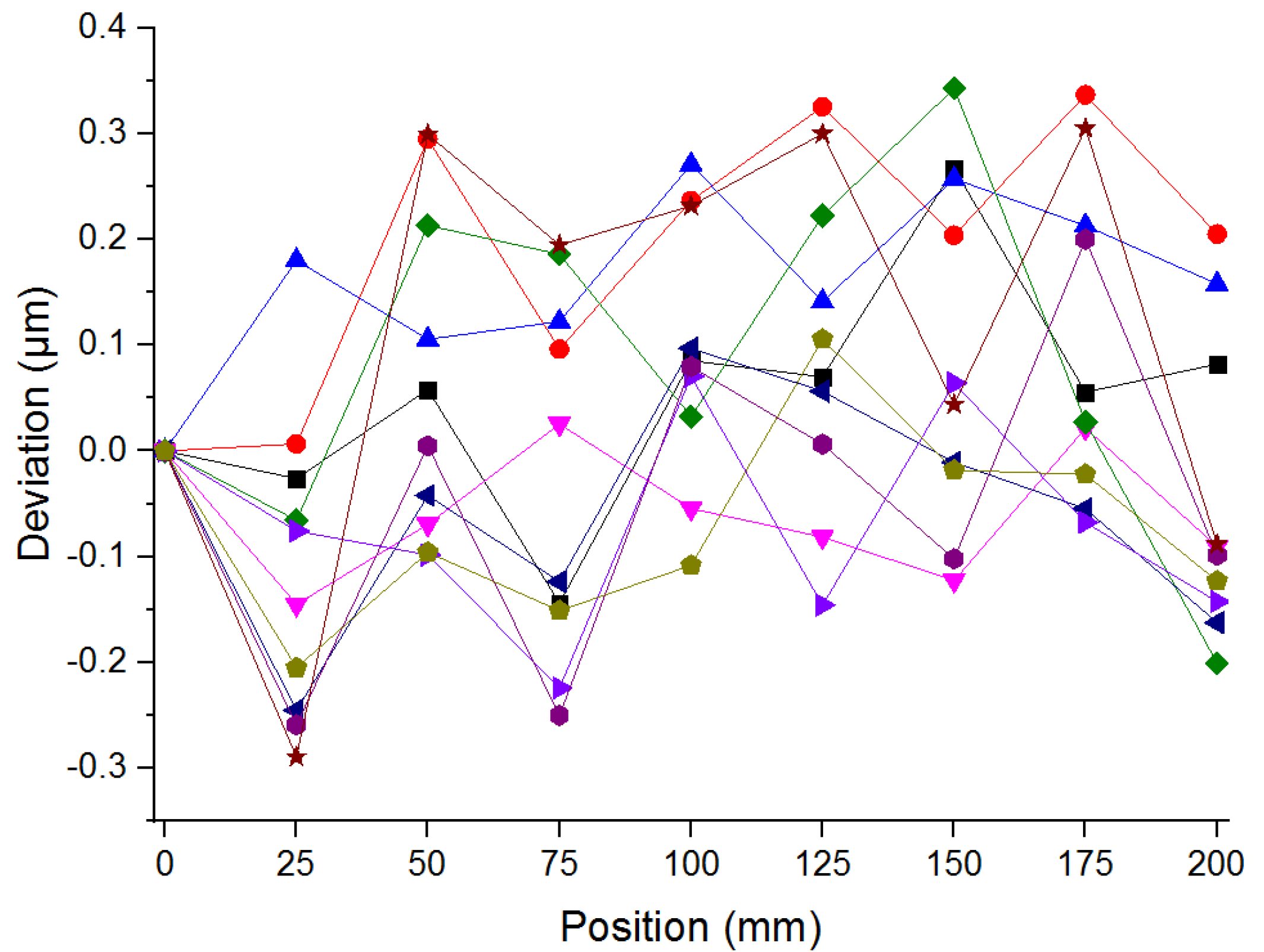
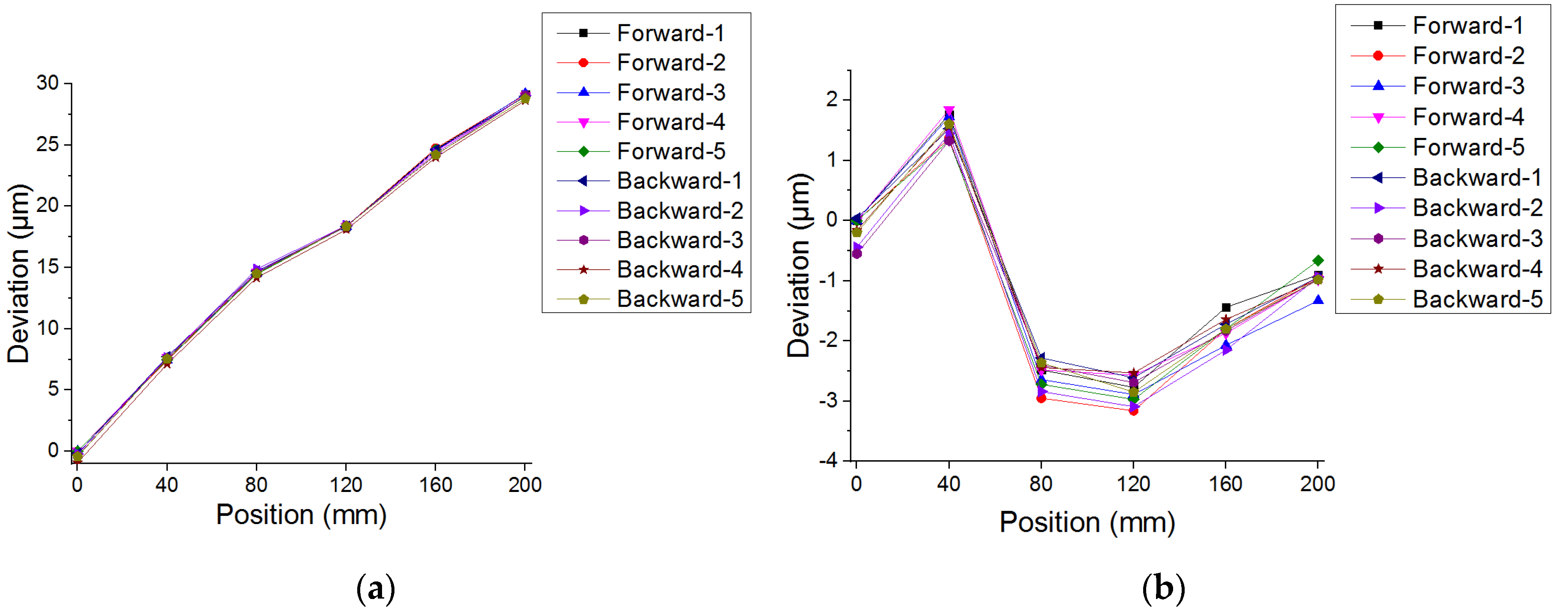
4.3. Linear Displacement Calibration of the Machine Tool
5. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Jaeger, G. Three-Dimensional Nanopositioning, Nanomeasuring Machine with a Resolution of 0.1 nm. Optoelectronics. Instrum. Data Process. 2010, 46, 318–323. [Google Scholar] [CrossRef]
- Pozzo, W.D. Inference of cosmological parameters from gravitational waves: Applications to second generation interferometers. Phys. Rev. D Part. Fields 2011, 86, 3011. [Google Scholar]
- Raina, G. Atomic Force Microscopy as a Nanometrology Tool: Some Issues and Future Targets. J. Metrol. Soc. India 2013, 28, 311–319. [Google Scholar] [CrossRef]
- Lee, J.C.; Lee, K.I.; Yang, S.H. Development of compact three-degrees-of-freedom compensation system for geometric errors of an ultra-precision linear axis. Mech Mach Theory 2016, 99, 72–82. [Google Scholar] [CrossRef]
- Ramesh, R.; Mannan, M.A.; Poo, A.N. Error compensation in machine tools — a review Part I: Geometric, cutting-force induced and fixture-dependent errors. Int. J. Mach. Tools Manuf. 2000, 40, 1235–1256. [Google Scholar] [CrossRef]
- Viprey, F.; Nouira, H.; Lavernhe, S.; Tournier, C. Novel multi-feature bar design for machine tools geometric errors identification. Precis. Eng. 2016, 46, 323–338. [Google Scholar] [CrossRef] [Green Version]
- Tana, K.K.; Huang, S.N.; Lee, T.H. Dynamic S-function for geometrical error compensation based on neural network approximations. Measurement 2003, 34, 143–156. [Google Scholar] [CrossRef]
- Castro, H.F.F.; Burdekin, M. Dynamic calibration of the positioning accuracy of machine tools and coordinate measuing machines using a laser interferometer. Int. J. Mach. Tools Manuf. 2003, 43, 947–954. [Google Scholar] [CrossRef]
- Renishaw XL-80 Laser Measurement System. Available online: https://www.renishaw.com/media/pdf/en/5d15dd21874642ba986dbdefb6ede174.pdf (accessed on 13 April 2020).
- Keysight Technologies 5530 Dynamic Calibrator. Available online: https://www.keysight.com/main/redirector.jspx?action=ref&cname=EDITORIAL&ckey=1750511&c=cht&cc=TW&nfr=-536900386.0.00 (accessed on 13 April 2020).
- API XD LASER. Available online: https://apimetrology.com/machine-tool-brochure-form/213 (accessed on 13 April 2020).
- Renishaw XM-60 Multi-Axis Calibrator. Available online: http://resources.renishaw.com/en/details/brochure-xm-60-multi-axis-calibrator--111830 (accessed on 13 April 2020).
- Huang, Q.; Liu, X.; Sun, L. Homodyne laser interferometric displacement measuring system with nanometer accuracy. In Proceedings of the Ninth International Conference on Electronic Measurement & Instruments, Beijing, China, 16–19 August 2009. [Google Scholar]
- Jywe, W.Y.; Hsieh, T.H.; Chen, P.Y.; Wang, M.S. An Online Simultaneous Measurement of the Dual-Axis Straightness Error for Machine Tools. Appl. Sci. 2018, 8, 2130. [Google Scholar] [CrossRef] [Green Version]
- Hsieh, T.H.; Chen, P.Y.; Jywe, W.Y.; Chen, G.W.; Wang, M.S. A Geometric Error Measurement System for Linear Guideway Assembly and Calibration. Appl. Sci. 2019, 9, 574. [Google Scholar] [CrossRef] [Green Version]
- Gregorčič, P.; Tomaž, P.; Janez, M. Quadrature phase-shift error analysis using a homodyne laser interferometer. Opt. Express 2009, 17, 16322–16331. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Greco, V.; Molesini, G.; Quercioli, F. Accurate polarization interferometer. Rev. Sci. Instrum. 1995, 66, 3729. [Google Scholar] [CrossRef]
- Rabinowitz, P.; Jacobs, S.F.; Shultz, T.; Gould, G. Cube-corner Fabry-Perot interferometer. J. Opt. Soc. Am. 1962, 52, 452–453. [Google Scholar] [CrossRef]
- Pietraszewski, K.A.R.B. Recent Developments in Fabry-Perot Interferometer. ASP Conference Series 2000, 195, 591–596. [Google Scholar]
- Lawall, J.R. Fabry-Perot metrology for displacements up to 50 mm. J. Opt. Soc. Am. A Opt. Image. Sci. Vis. 2005, 22, 2786–2798. [Google Scholar] [CrossRef]
- Wang, Y.C.; Shyu, L.H.; Chang, C.P. The Comparison of Environmental Effects on Michelson and Fabry-Perot Interferometers Utilized for the Displacement Measurement. Sensors 2010, 10, 2577–2586. [Google Scholar] [CrossRef] [Green Version]
- Vaughan, J.M. Fabry–Perot Interferometer History Theory Practice and Applications; Adam Hilger: Bristol, PA, USA, 1989; pp. 1–43. [Google Scholar]
- Murphy, K.A.; Gunther, M.F.; Vengsarkar, A.M.; Claus, R.O. Quadrature phase-shifted, extrinsic Fabry–Perot optical fiber sensors. Opt. Lett. 1991, 16, 273–275. [Google Scholar] [CrossRef]
- Shyu, L.H.; Wang, Y.C.; Chang, C.P.; Tung, P.C.; Manske, E. Investigation on displacement measurements in the large measuring range by utilizing multibeam interference. Sens. Lett. 2012, 10, 1109–1112. [Google Scholar] [CrossRef]
- Chang, C.P.; Tung, P.C.; Shyu, L.H.; Wang, Y.C.; Manske, E. Modified Fabry-Perot Interferometer for Displacement Measurement in Ultra Large Measuring Range. Rev. Sci. Instrum. 2013, 84, 053105. [Google Scholar] [CrossRef]
- Chang, C.P.; Tung, P.C.; Shyu, L.H.; Wang, Y.C.; Manske, E. Fabry–Perot displacement interferometer for the measuring range up to 100 mm. Measurement 2013, 46, 4094–4099. [Google Scholar] [CrossRef]
- Shih, H.T.; Wang, Y.C.; Shyu, L.H.; Tung, P.C.; Chang, C.P.; Jywe, W.Y.; Chen, J.H. Automatic calibration system for micro-displacement devices, Measurement Science and Technology. Meas. Sci. Technol. 2018, 29, 084003. [Google Scholar] [CrossRef] [Green Version]
- Wang, Y.C.; Shyu, L.H.; Chang, C.P. Fabry–Pérot interferometer utilized for displacement measurement in a large measuring range. Rev. Sci. Instrum. 2010, 81, 093102. [Google Scholar] [CrossRef] [PubMed]
- Shyu, L.H.; Wang, Y.C.; Chang, C.P.; Shih, H.T.; Manske, E. A signal interpolation method for fabry-perot interferometer utilized in mechanical vibration measurement. Measurement 2016, 92, 83–88. [Google Scholar] [CrossRef]
- Shyu, L.H.; Chang, C.P.; Wang, Y.C. Influence of Intensity Loss in the Cavity of a Folded Fabry-Perot Interferometer on Interferometric Signals. Rev. Sci. Instrum. 2011, 82, 063103. [Google Scholar] [CrossRef]
- Wang, Y.C.; Shyu, L.H.; Tung, P.C.; Shih, H.T.; Lin, J.C.; Lee, B.Y.; Li, J.S. Optimization of the optical parameters in Fabry-Perot interferometer. Ilmenau Sci. Colloq. 2017, 59. [Google Scholar]
- Edlen, B. The Refractive Index of Air. Metrologia 1966, 2, 71–80. [Google Scholar] [CrossRef]
- Test Code for Machine Tools–Part 2: Determination of Accuracy and Repeatability of Positioning of Numerically Controlled Axes; International Organization for Standardization: Geneva, Switzerland, 1997.












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Times | 1 | 2 | 3 | |||
|---|---|---|---|---|---|---|
| Direction | X | Y | X | Y | X | Y |
| Deviation (mm) | −0.395 | 0.335 | −0.193 | 0.328 | 0.305 | 0.344 |
| Angle (degree) | −0.226 | 0.192 | −0.110 | 0.188 | 0.175 | 0.197 |
| Alignment time (s) | 30 | |||||
| Times | 1 | 2 | 3 | 4 | 5 | |||||
|---|---|---|---|---|---|---|---|---|---|---|
| Direction | X | Y | X | Y | X | Y | X | Y | X | Y |
| Deviation (μm) | −3 | −6 | 9 | 11 | 10 | 9 | −8 | 12 | −4 | 7 |
| Angle (degree × 10−3) | −0.9 | −1.7 | 2.6 | 3.2 | 2.9 | 2.6 | −2.3 | 3.4 | −1.1 | 2.0 |
| Cosine error (nm) | 0.02 | 0.09 | 0.20 | 0.30 | 0.25 | 0.20 | 0.16 | 0.36 | 0.04 | 0.12 |
| Average alignment time (s) | 45 | |||||||||
| Item | Resolution (nm) | Dynamic Range (mm) | Repeatability (μm) | |
|---|---|---|---|---|
| Previous system/Reference number | [24] | 40 | 160 | 0.255 |
| [25] | 2.5 | 500 | 0.146 | |
| [26] | 40 | 100 | 0.211 | |
| Proposed system | 40 | 200 | 0.171 | |
| Parameters (μm) | Without Compensation | With Compensation |
|---|---|---|
| Systematic positional deviation (E) | 30 | 4 |
| Repeatability (R) | 1 | 1 |
| Accuracy (A) | 30 | 5 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Shih, Y.-C.; Tung, P.-C.; Wang, Y.-C.; Shyu, L.-H.; Manske, E. Linear Displacement Calibration System Integrated with a Novel Auto-Alignment Module for Optical Axes. Sensors 2020, 20, 2462. https://0-doi-org.brum.beds.ac.uk/10.3390/s20092462
Shih Y-C, Tung P-C, Wang Y-C, Shyu L-H, Manske E. Linear Displacement Calibration System Integrated with a Novel Auto-Alignment Module for Optical Axes. Sensors. 2020; 20(9):2462. https://0-doi-org.brum.beds.ac.uk/10.3390/s20092462
Chicago/Turabian StyleShih, Yi-Chieh, Pi-Cheng Tung, Yung-Cheng Wang, Lih-Horng Shyu, and Eberhard Manske. 2020. "Linear Displacement Calibration System Integrated with a Novel Auto-Alignment Module for Optical Axes" Sensors 20, no. 9: 2462. https://0-doi-org.brum.beds.ac.uk/10.3390/s20092462