
Non-Destructive Testing Using Eddy Current Sensors for Defect Detection in Additively Manufactured Titanium and Stainless-Steel Parts


Abstract
:1. Introduction
- Conductivity Testing—The ability of eddy current testing to measure conductivity can be used to identify and sort ferrous and nonferrous alloys, as well as to verify heat treatment.
- Surface Inspection—Eddy current can easily detect surface cracks in machined parts and metal stock. Inspection of the area around fasteners in aircraft and other critical applications falls under this category.
- Detection of Corrosion—Eddy current instruments can detect and quantify corrosion on the inside of thin metals such as aluminum aircraft skin [8].
- Bolt Hole Inspection—Cracking inside bolt holes can be detected using bolt hole probes, which are frequently used in conjunction with automated rotary scanners.
- Tubing inspection—Common eddy current applications include in-line inspection of tubing during the manufacturing process as well as field inspection of tubing such as heat exchangers [7].
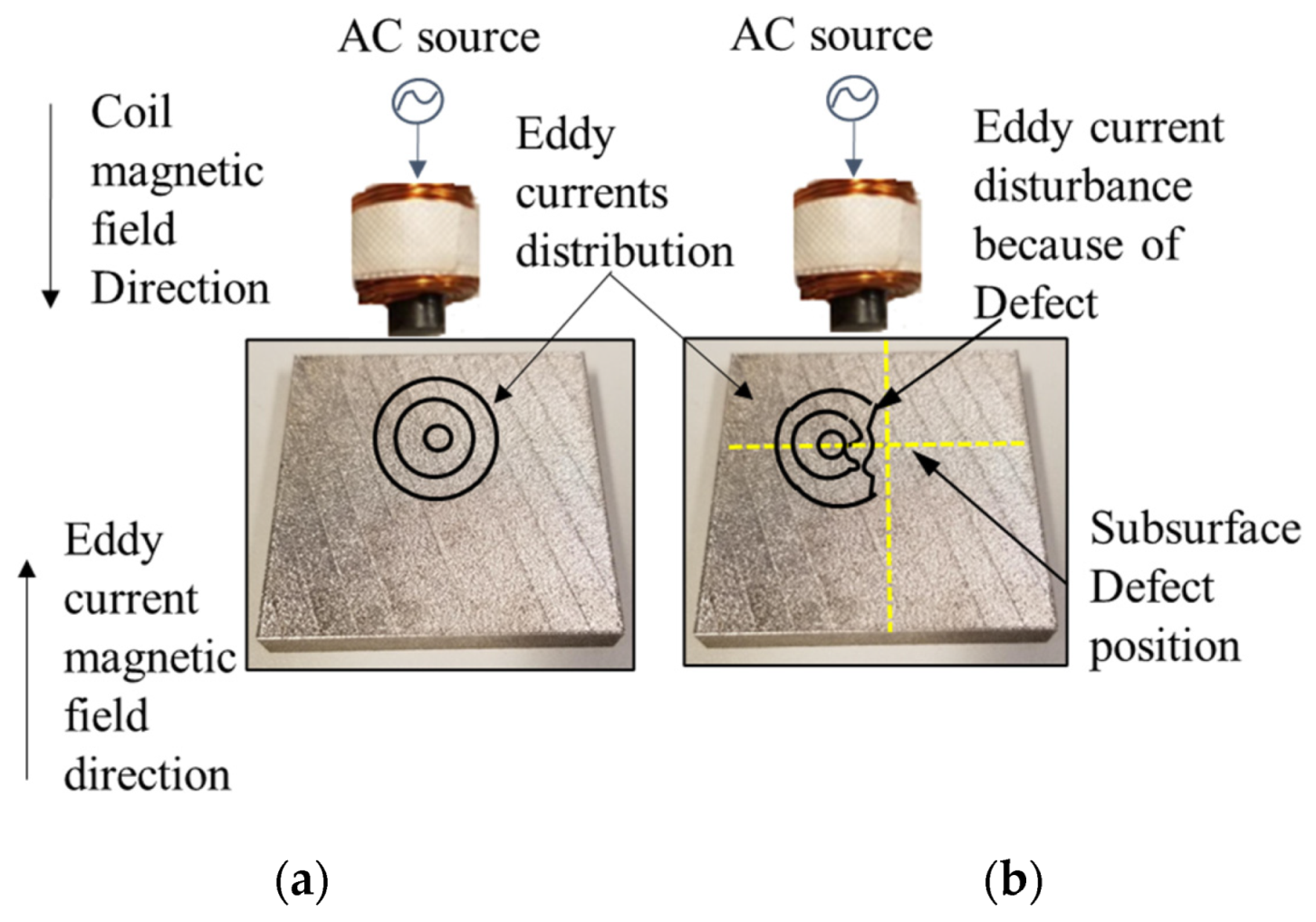
- The technique is very susceptible to any changes in the magnetic permeability and conductivity of the material.; any type of changes is shown as a false defect signal because of the disturbance of the eddy currents distribution, especially in ferromagnetic materials.
- Due to the way eddy currents is created, this technique is only effective on conductive material and the material must be able to support a flow of electrical current.
- Another constraint is that it won’t be able to detect defects that are parallel to the surface since the flow of the eddy currents are always parallel to the surface, if there is a planar defect that does not interface with the eddy current then the defect won’t be detected.
- In addition, if the surface roughness of the test part is large, it will interfere with the resultant signal [13,14]. The defect detection in parts made by AM processes using eddy current technique depends on the grain structure and surface finish of the part under test. There are some ways to filter any background noise or ripples in the result signal by applying filters to it or by machining the surface of the test part to smooth it out and arrive at a better detected signal.
2. Materials and Methods
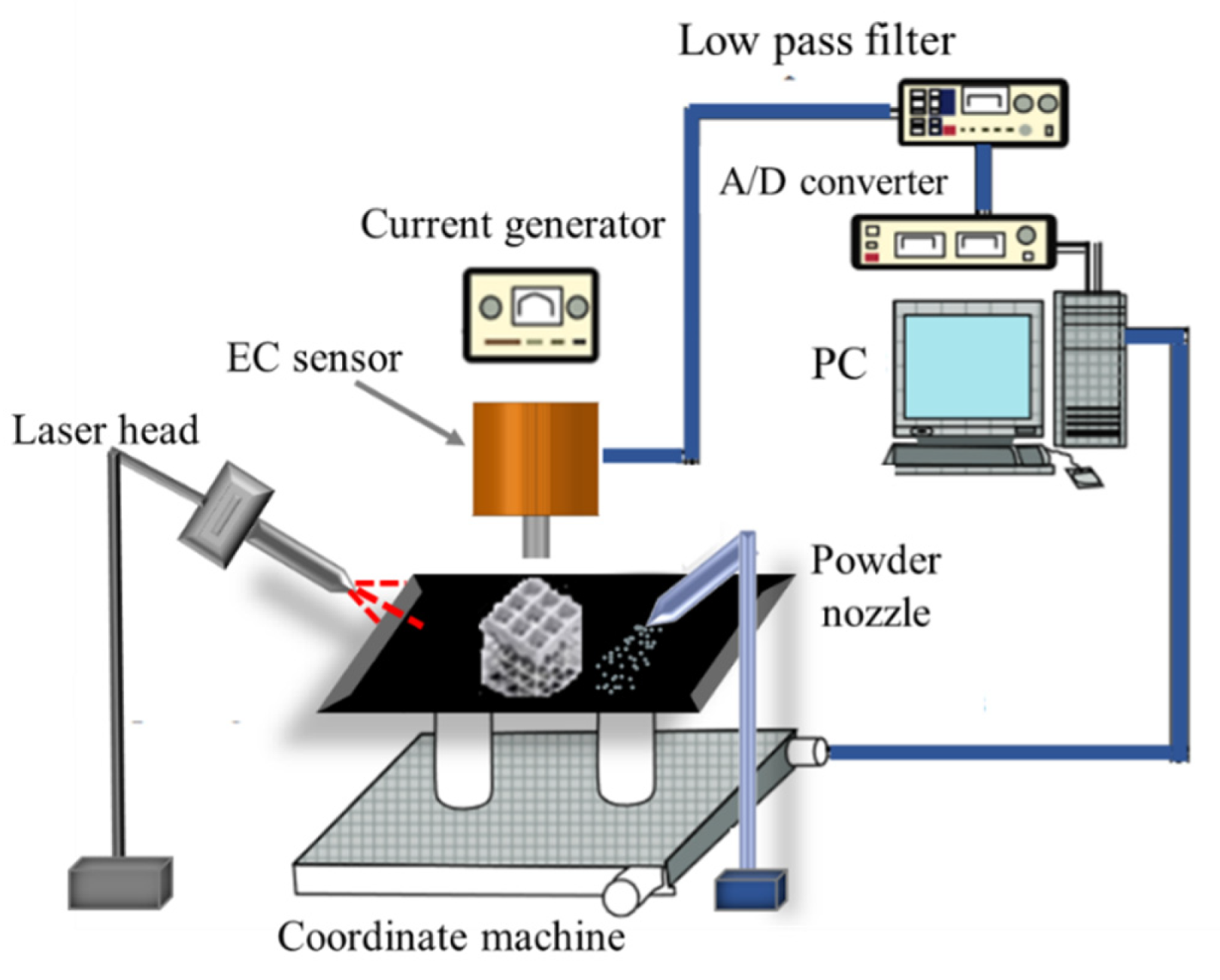
2.1. Overview
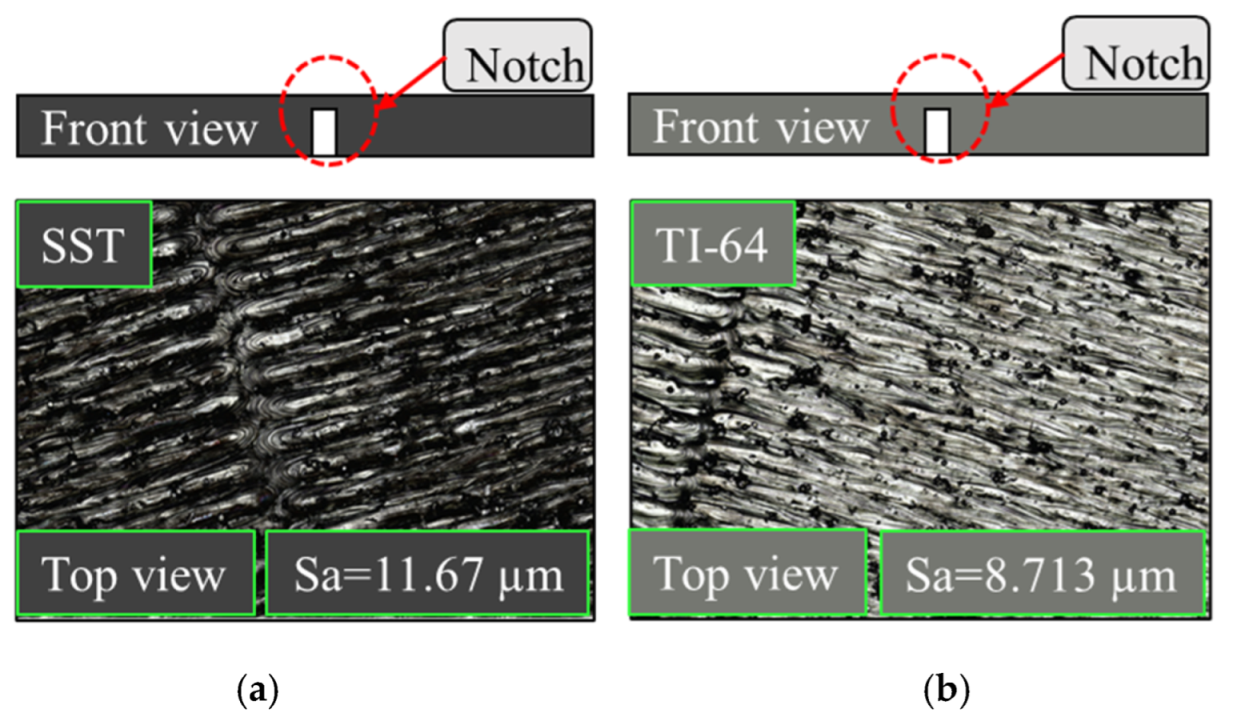
2.2. Samples Used for Experiment
- Voltage: 140 kV.
- Power: 10 kW.
- Exposure Time: 2.0 s.
- Source Distance: 110.2702 mm.
- Detector Distance: 27.0012 mm.
- Pixel Size: 55.1493 μm.
- Optical Magnification: 0.39328.
- 20× Magnification Lens.
- 0.5 μm Z-pitch.
- 693.630 μm X-Y calibration per pixel.
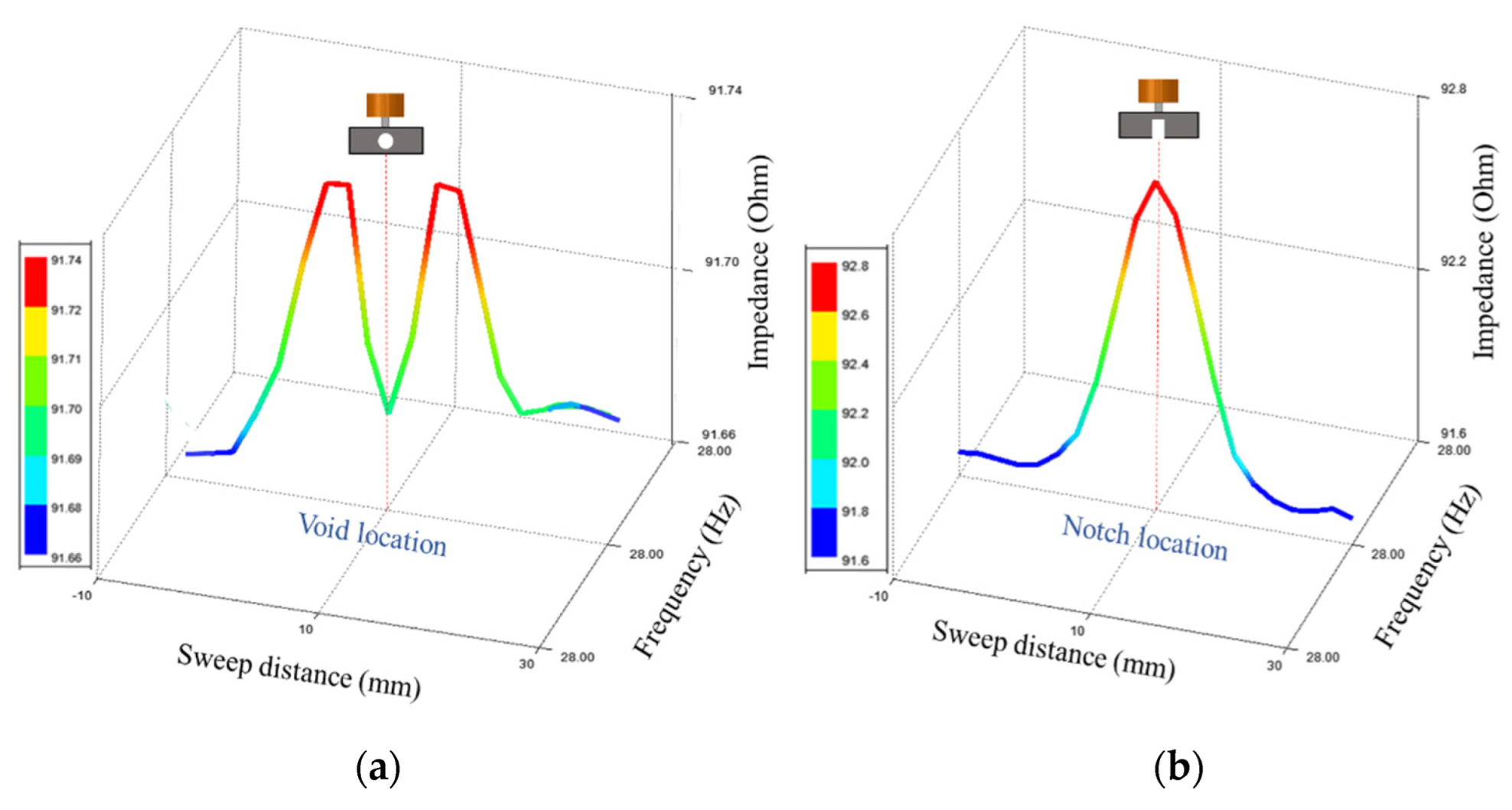
2.3. Simulation for Notches and Voids
2.4. Analytical Modeling
3. Measurement Results and Discussion
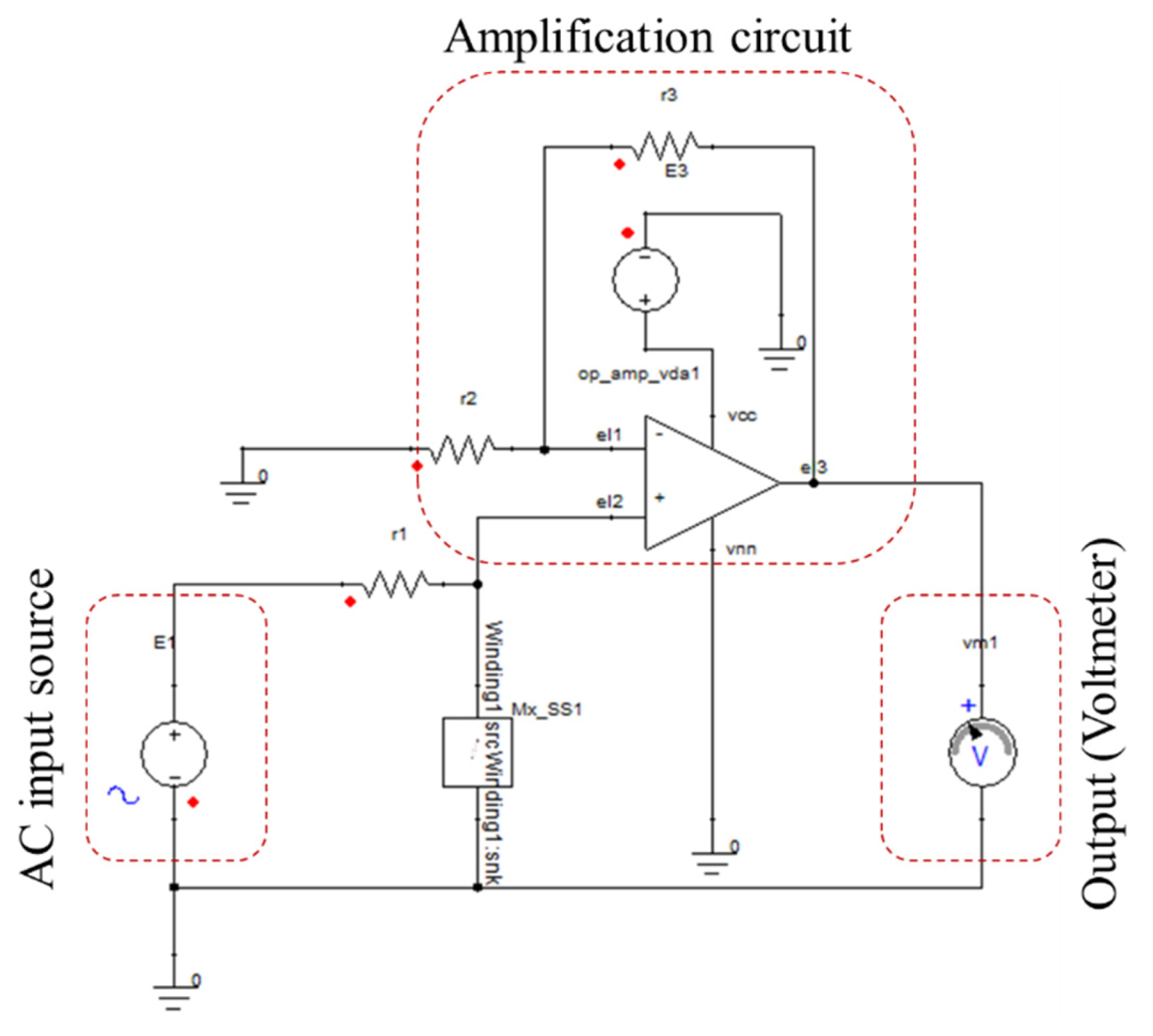
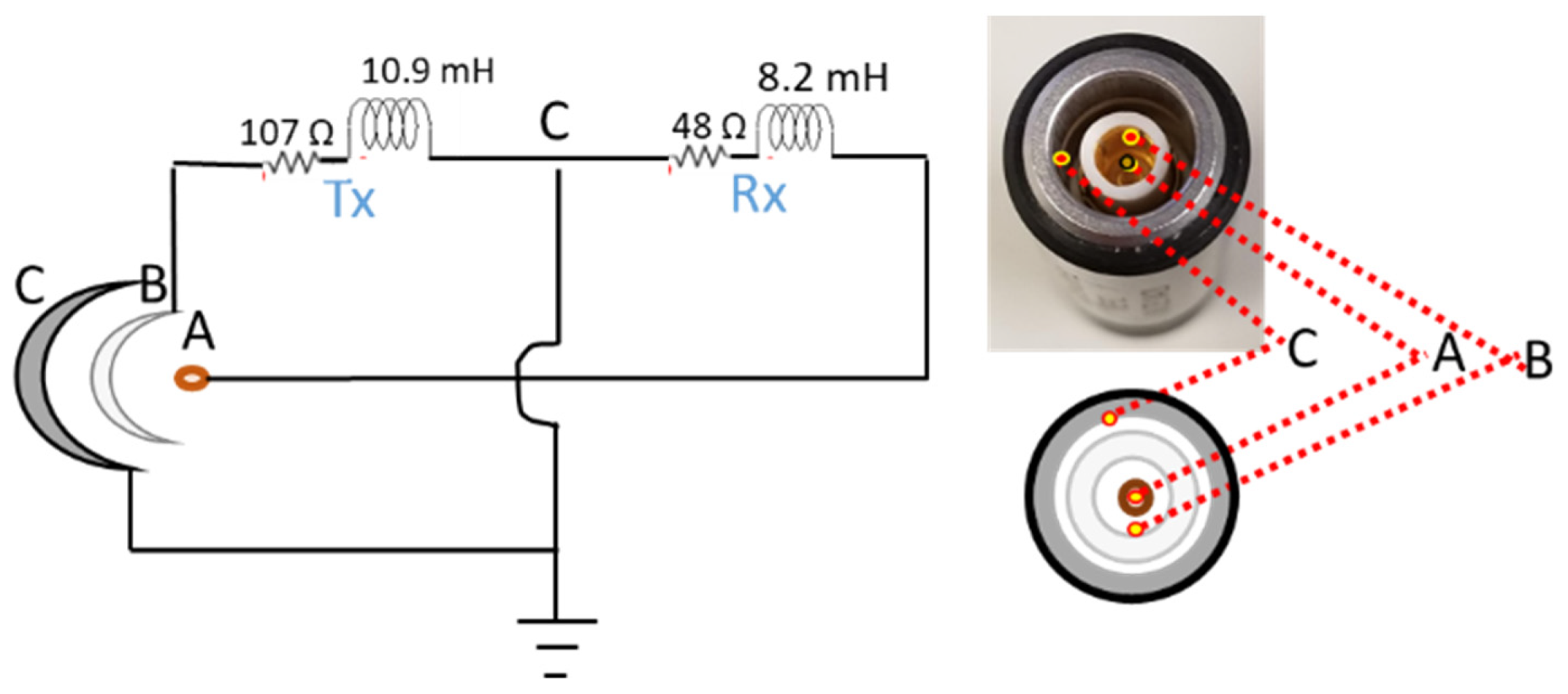
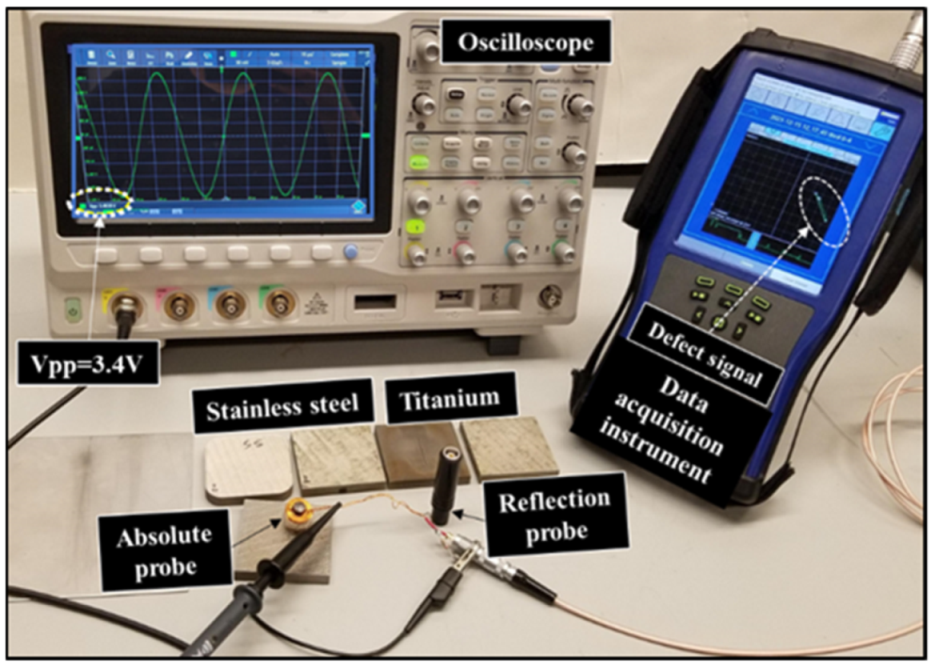
3.1. Measurements, Sensing and Circuitry
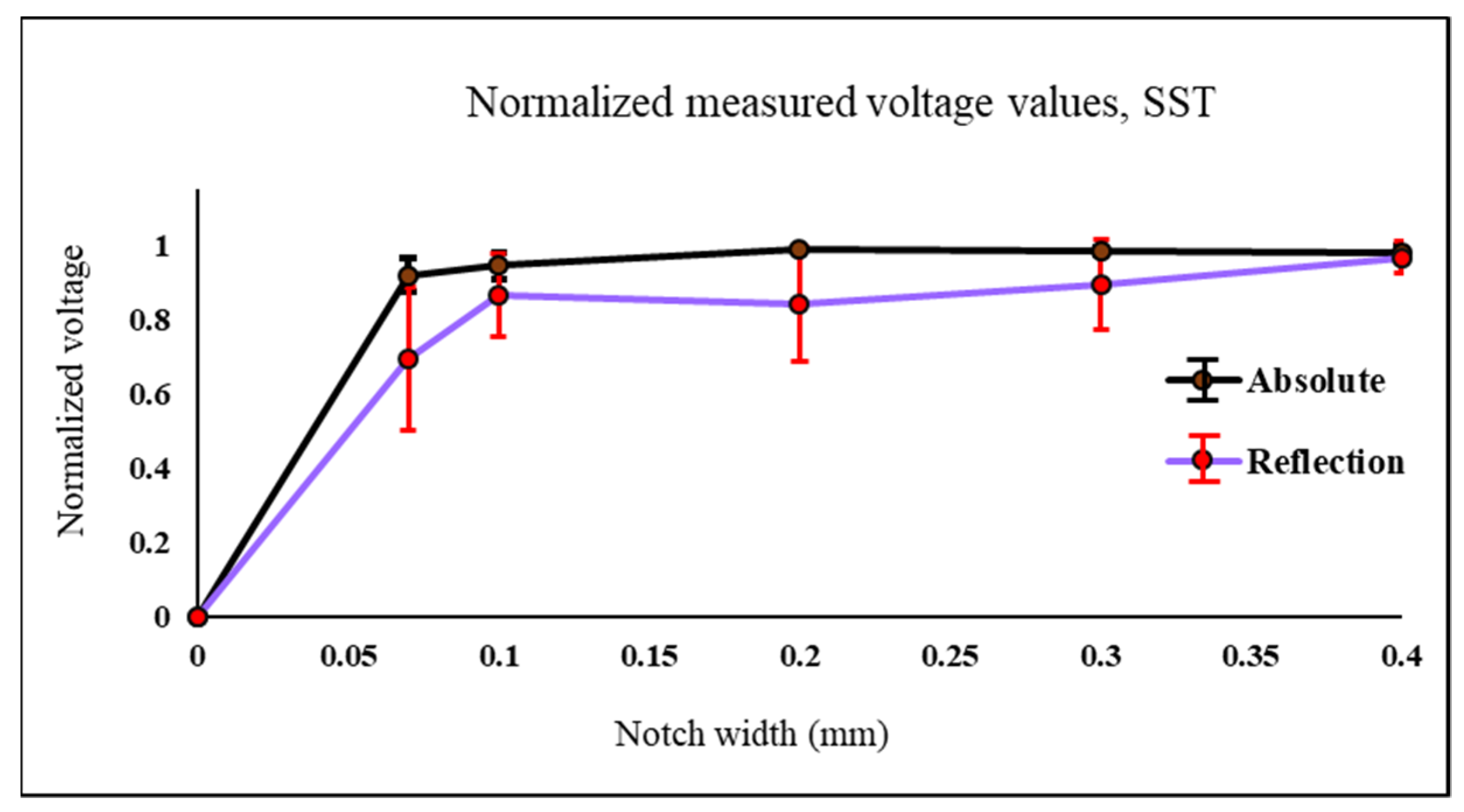
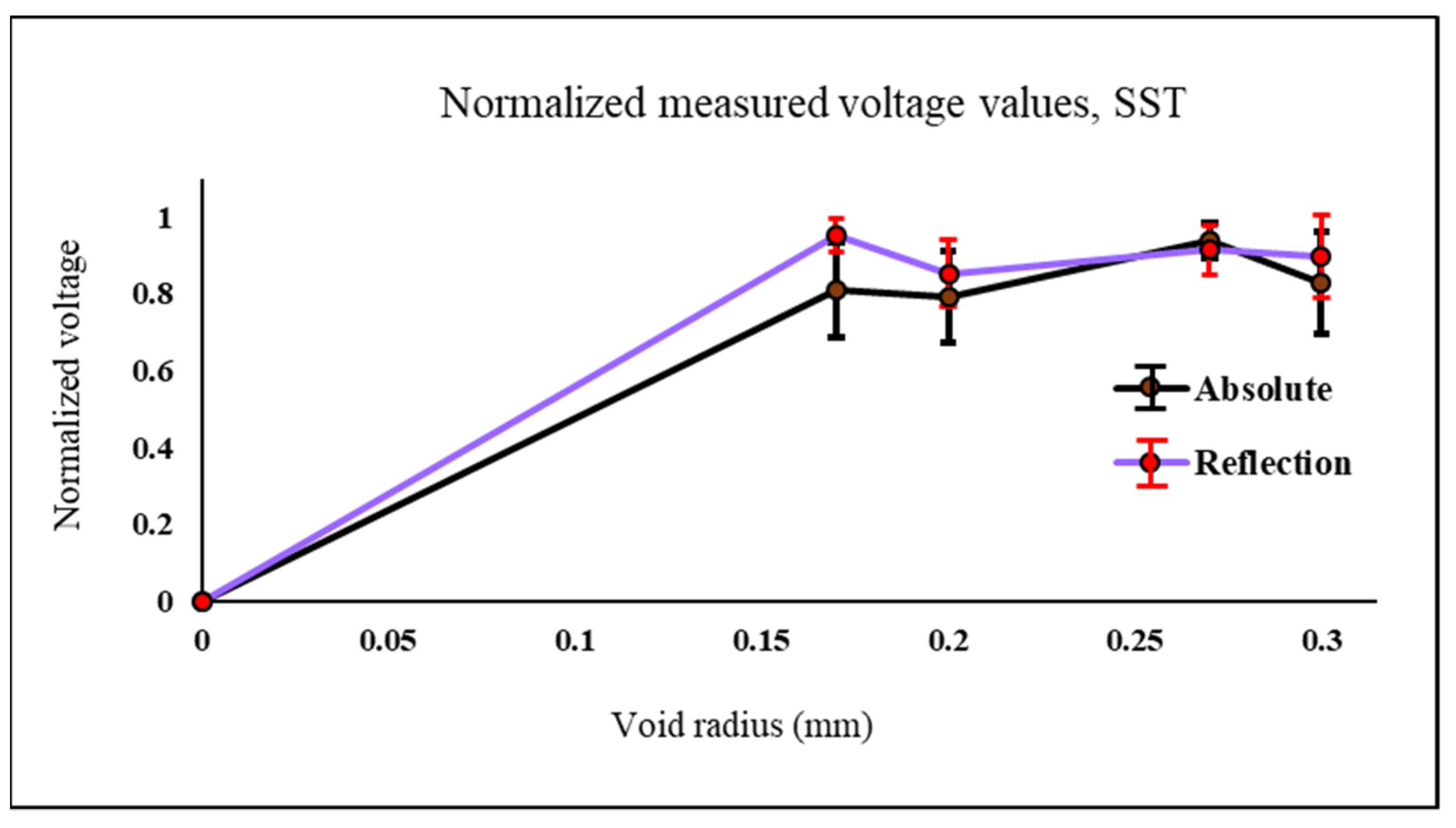
3.2. Detecting Defects on Stainless-Steel Samples
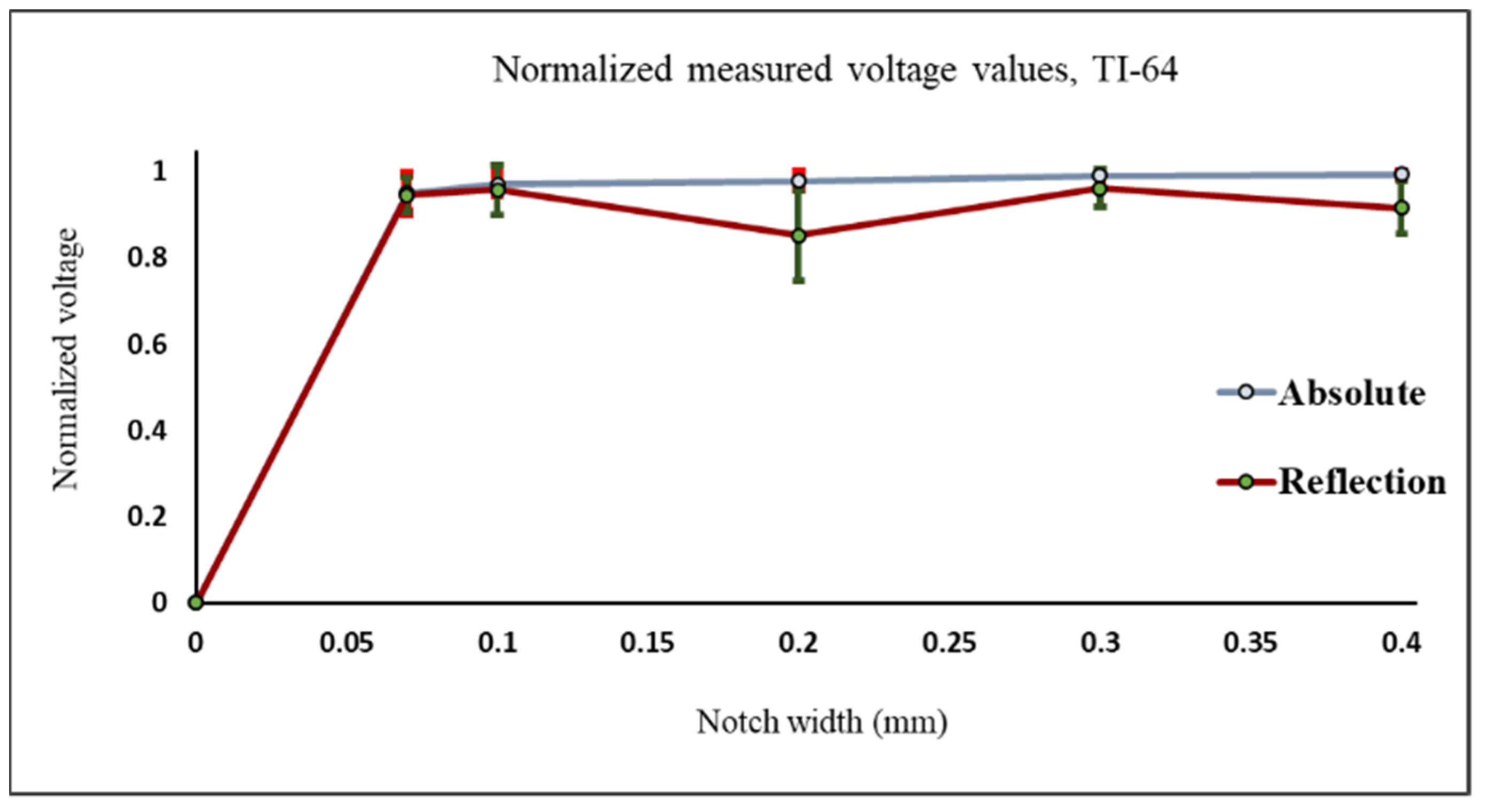
3.3. Detecting Defects on Titanium Samples

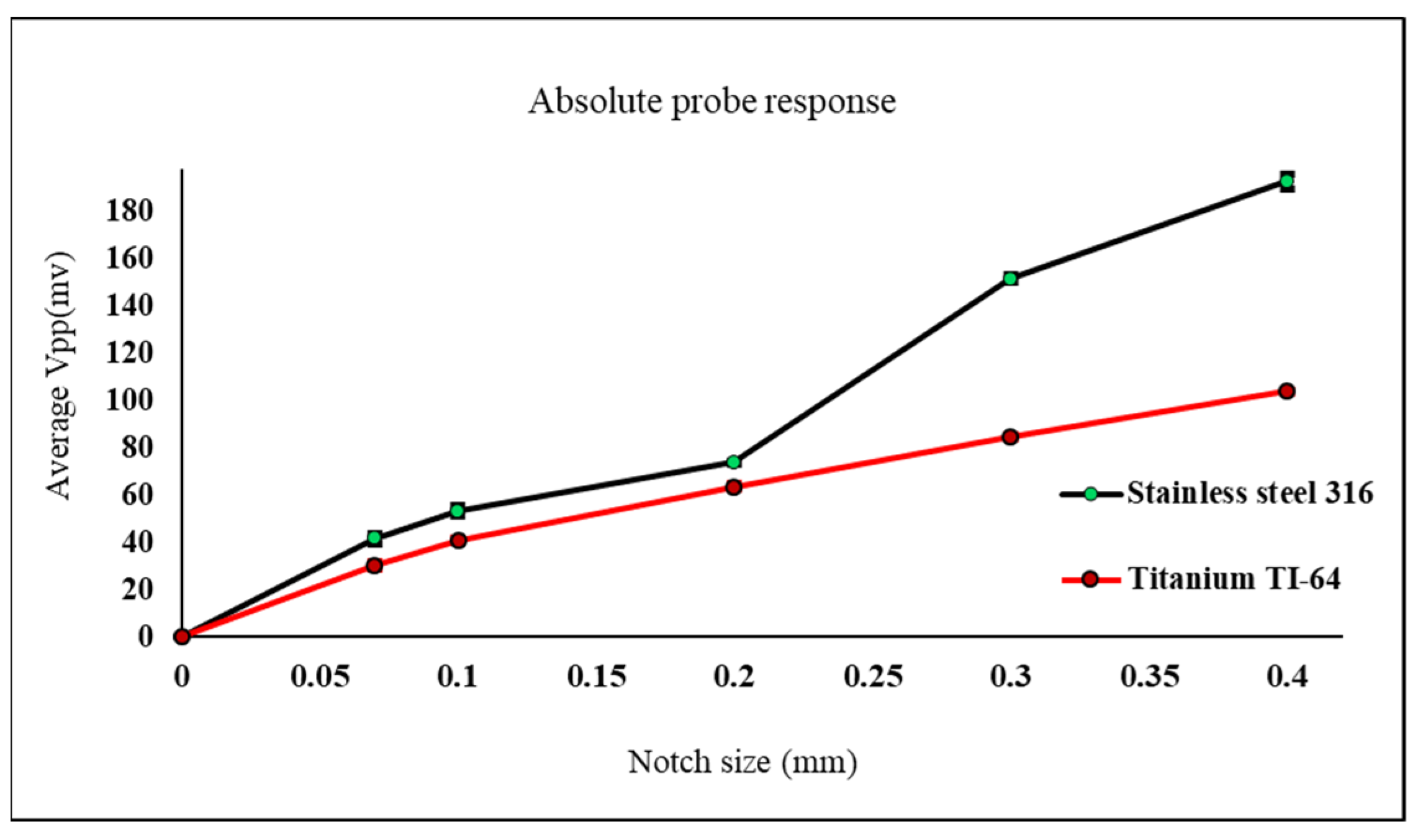
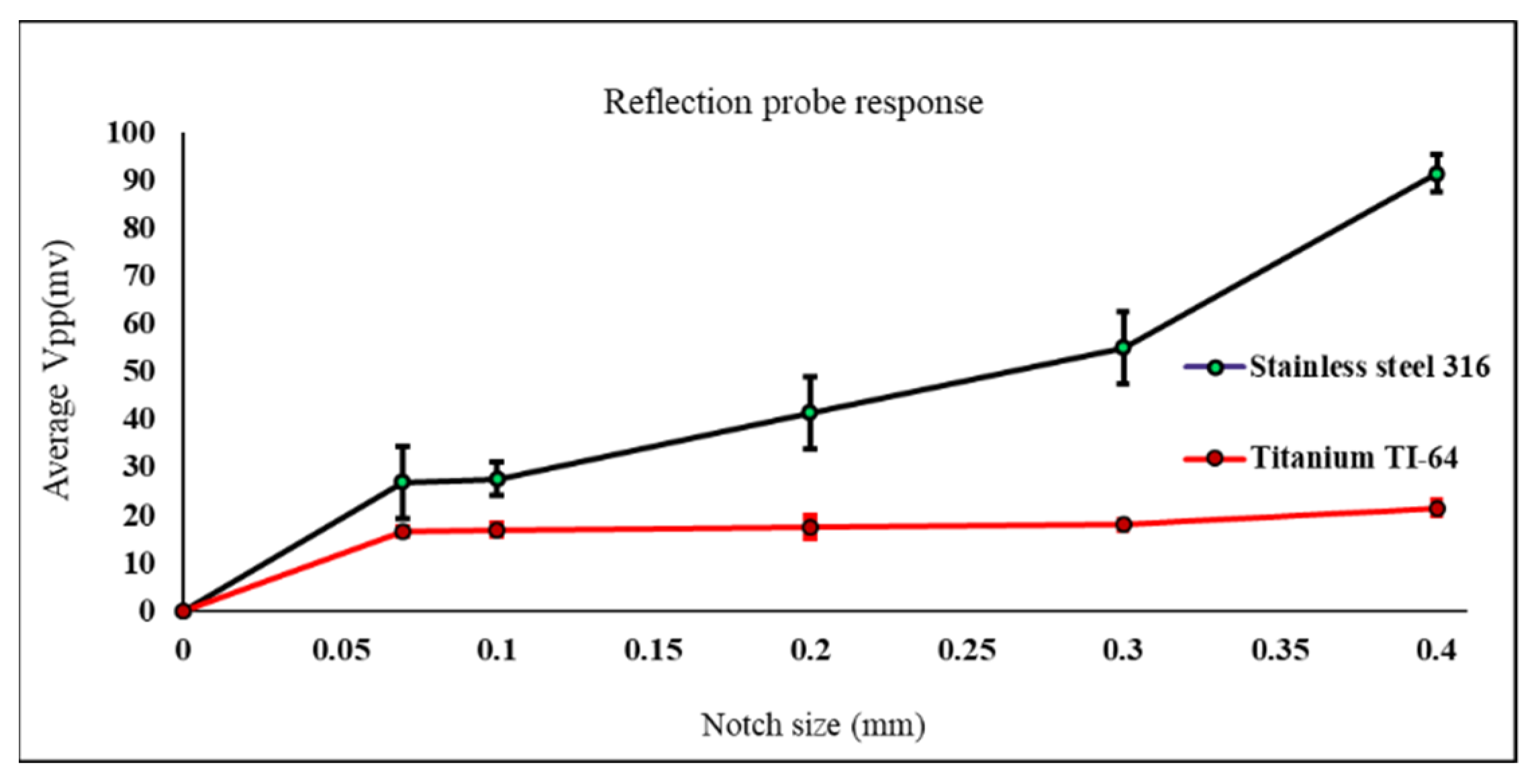
3.4. Material Conductivity Comparison for Both Probes


4. Sensitivity Analysis
4.1. Testing Close to an Edge
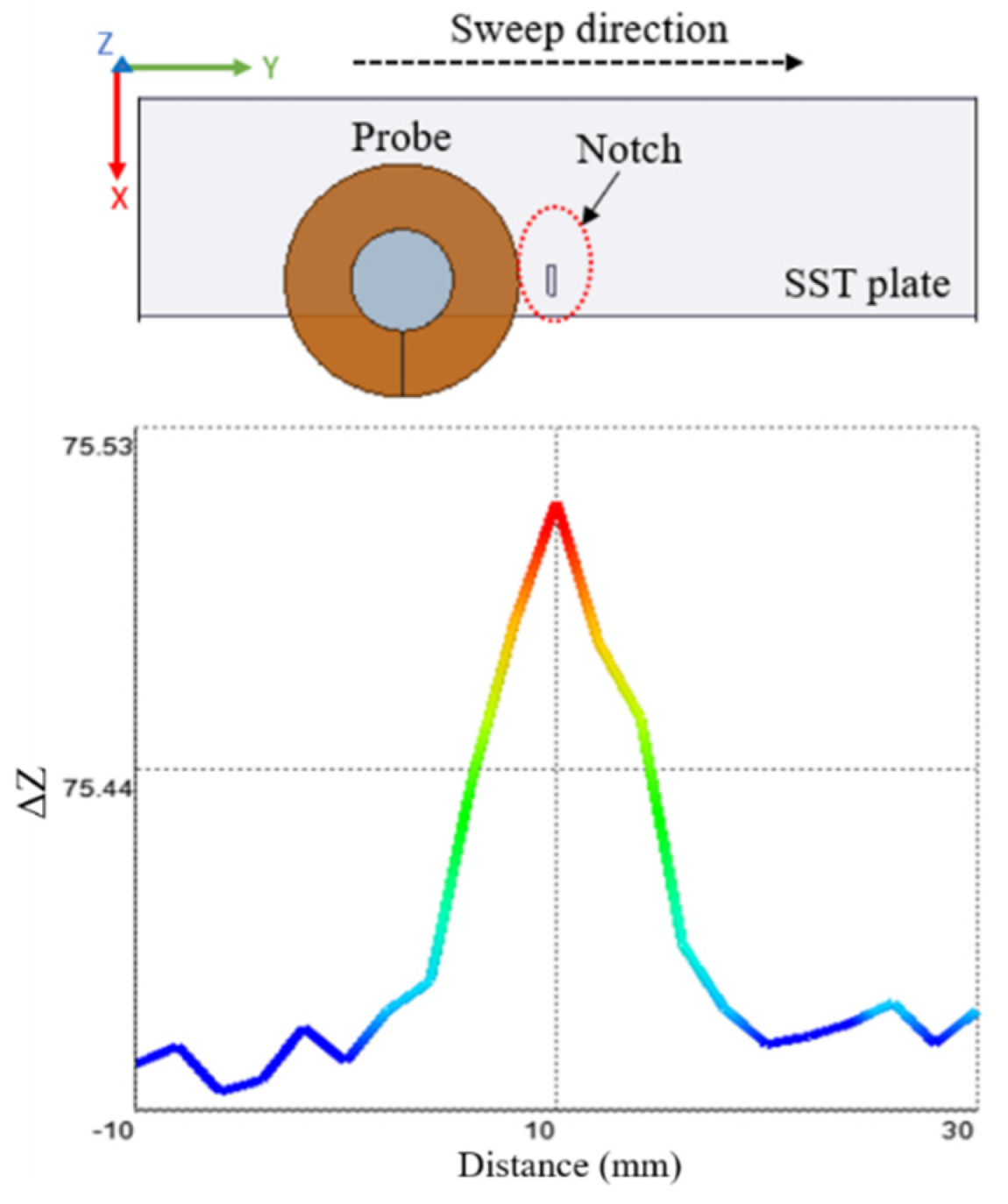
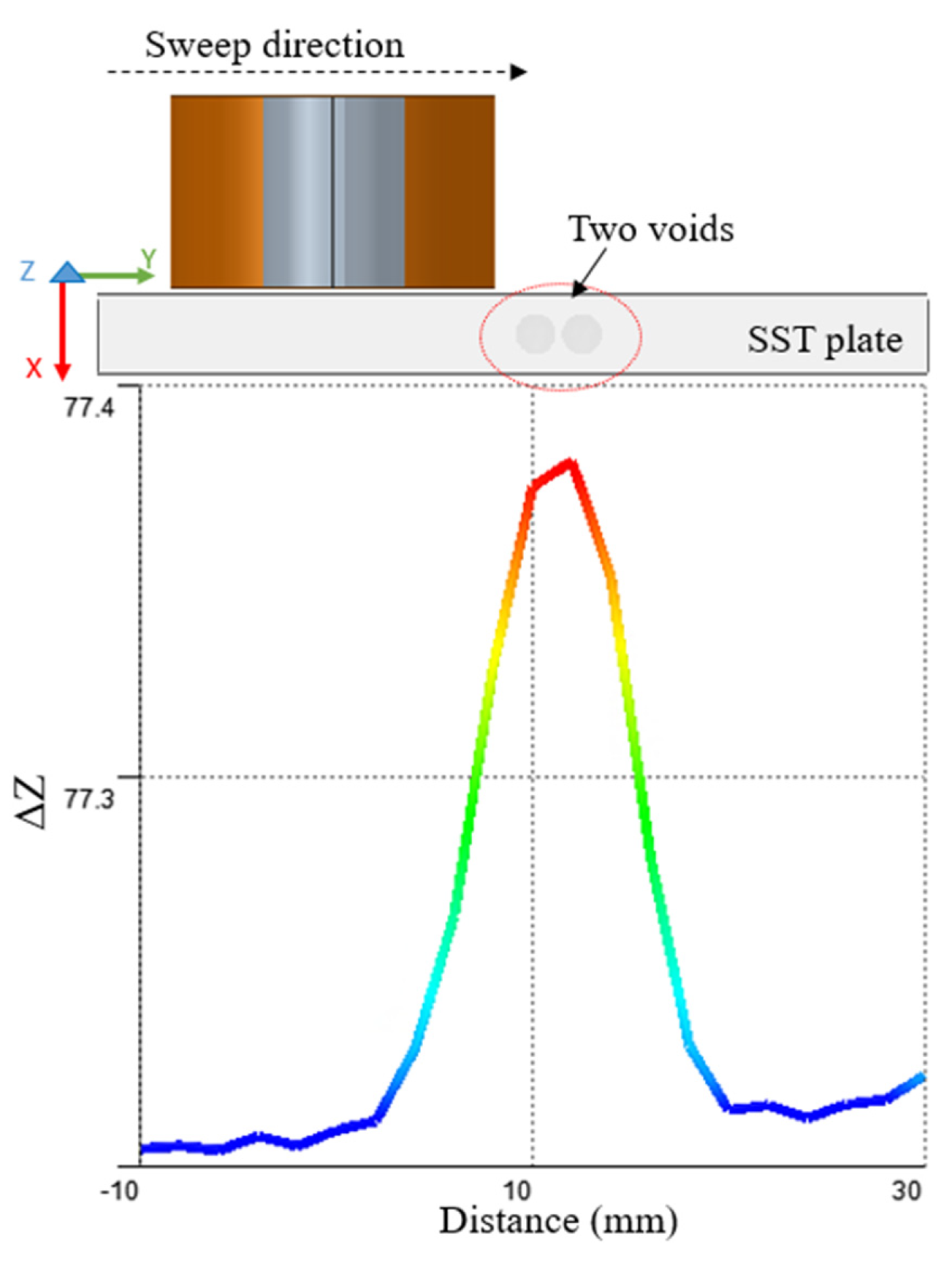
4.2. Multiple Defects in the Same Region
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Lu, Q.; Wong, C. Additive manufacturing process monitoring and control by non-destructive testing techniques: Challenges and in-process monitoring. Virtual Phys. Prototyp. 2017, 13, 39–48. [Google Scholar] [CrossRef]
- Taherkhani, K.; Sheydaeian, E.; Eischer, C.; Otto, M.; Toyserkani, E. Development of a defect-detection platform using photodiode signals collected from the melt pool of laser powder-bed fusion. Addit. Manuf. 2021, 46, 102152. [Google Scholar] [CrossRef]
- Qiu, Q. Imaging techniques for defect detection of fiber reinforced polymer-bonded civil infrastructures. Struct. Control Health Monit. 2020, 27, e2555. [Google Scholar] [CrossRef]
- Lu, Q.Y.; Wong, C.H. Applications of non-destructive testing techniques for post-process control of additively manufactured parts. Virtual Phys. Prototyp. 2017, 12, 301–321. [Google Scholar] [CrossRef]
- Hamia, R.; Cordier, C.; Dolabdjian, C. Eddy-current non-destructive testing system for the determination of crack orientation. NDTE Int. 2014, 61, 24–28. [Google Scholar] [CrossRef] [Green Version]
- Pelesko, J.A.; Cesky, M.; Huertas, S. Lenz’s law and dimensional analysis. Am. J. Phys. 2005, 73, 37–39. [Google Scholar] [CrossRef] [Green Version]
- Förster, F. Sensitive eddy-current testing of tubes for defects on the inner and outer surfaces. Nondestruct. Test. 1974, 7, 28–36. [Google Scholar] [CrossRef]
- Pan, M.; He, Y.; Tian, G.; Chen, D.; Luo, F. PEC Frequency Band Selection for Locating Defects in Two-Layer Aircraft Structures with Air Gap Variations. IEEE Trans. Instrum. Meas. 2013, 62, 2849–2856. [Google Scholar] [CrossRef]
- Toyserkani, E.; Sarker, D.; Ibhadode, O.; Liravi, F.; Russo, P.; Taherkhani, K. Metal Additive Manufacturing, 1st ed.; John Wiley & Sons: Hoboken, NJ, USA, 2021; p. 624. ISBN 978-1-119-21078-8. [Google Scholar]
- Shull, P.J. Nondestructive Evaluation: Theory, Techniques, and Applications; CRC Press: New York, NY, USA, 2002. [Google Scholar]
- Scott, I.; Scala, C. A review of non-destructive testing of composite materials. NDT Int. 1982, 15, 75–86. [Google Scholar] [CrossRef]
- Gholizadeh, S. A review of non-destructive testing methods of composite materials. Procedia Struct. Integr. 2016, 1, 50–57. [Google Scholar] [CrossRef] [Green Version]
- Ippolito, R.; Iuliano, L.; Gatto, A. Benchmarking of rapid prototyping techniques in terms of dimensional accuracy and surface finish. CIRP Ann.-Manuf. Technol. 1995, 44, 157–160. [Google Scholar] [CrossRef]
- Chen, Y.; Peng, X.; Kong, L.; Dong, G.; Remani, A.; Leach, R. Defect inspection technologies for additive manufacturing. Int. J. Extrem. Manuf. 2021, 3, 022002. [Google Scholar] [CrossRef]
- Munsch, M. Laser Additive Manufacturing of Customized Prosthetics and Implants for Biomedical Applications; Woodhead Publishing: Sawston, UK, 2017; pp. 399–420. [Google Scholar]
- Liu, R.; Wang, Z.; Sparks, T.; Liou, F.; Newkirk, J. Aerospace Applications of Laser Additive Manufacturing; Woodhead Publishing: Sawston, UK, 2017; pp. 351–371. [Google Scholar] [CrossRef]
- He, D.; Wang, Z.; Kusano, M.; Kishimoto, S.; Watanabe, M. Evaluation of 3D-Printed titanium alloy using eddy current testing with high-sensitivity magnetic sensor. NDTE Int. 2019, 102, 90–95. [Google Scholar] [CrossRef]
- Xie, Y.; Li, J.; Tao, Y.; Wang, S.; Yin, W.; Xu, L. Edge effect analysis and edge defect detection of titanium alloy based on eddy current testing. Appl. Sci. 2020, 10, 8796. [Google Scholar] [CrossRef]
- Copley, D.C. Eddy-Current Imaging for Defect Characterization. In Review of Progress in Quantitative Nondestructive Evaluation; Review of Progress in Quantitative Nondestructive Evaluation, Library of Congress Cataloging in Publication Data; Thompson, D.O., Chimenti, D.E., Eds.; Springer: Berlin/Heidelberg, Germany, 1983. [Google Scholar] [CrossRef] [Green Version]
- Klein, J.D.D.O.; Campestrini, L.; Brusamarello, V.J. Estimation of Unknown Parameters of the Equivalent Electrical Model During an Eddy Current Test. IEEE Trans. Instrum. Meas. 2019, 69, 5791–5798. [Google Scholar] [CrossRef]
- Ma, X.; Peyton, A.J. Eddy current measurement of the electrical conductivity and porosity of metal foams. In Proceedings of the IEEE Instrumentation and Measurement Technology Conference, Como, Italy, 18–20 May 2004; Volume 1, pp. 127–132. [Google Scholar] [CrossRef] [Green Version]
- Dodd, C.V.; Deeds, W.E. Analytical solutions to eddy-current probe-coil problems. J. Appl. Phys. 1968, 39, 2829–2838. [Google Scholar] [CrossRef] [Green Version]
- Lim, K.H.; Lee, J.-H.; Ye, G.; Liu, Q.H. An efficient forward solver in electrical impedance tomography by spectral element method. IEEE Trans. Med. Imaging 2006, 25, 1044–1051. [Google Scholar] [CrossRef]
- Zhang, B.; Li, Y.; Bai, Q. Defect Formation Mechanisms in Selective Laser Melting: A Review. Chin. J. Mech. Eng. 2017, 30, 515–527. [Google Scholar] [CrossRef] [Green Version]
- Lei, Y.-Z. General series expression of eddy-current impedance for coil placed above multi-layer plate conductor. Chin. Phys. B 2018, 27, 060308. [Google Scholar] [CrossRef]
- Apostol, E.; Nedelcu, A.; Daniel, D.V.; Chirita, I.; Tanase, N. Mathematical modeling of eddy current non- destructive testing. In Proceedings of the 10th International Symposium on Advanced Topics in Electrical Engineering (ATEE), Bucharest, Romania, 23–25 March 2017. [Google Scholar] [CrossRef]
- Theodoulidis, T.; Bowler, J. The Truncated Region Eigenfunction Expansion Method for the Solution of Boundary Value Problems in Eddy Current Nondestructive Evaluation. AIP Conf. Proc. 2005, 760, 403–408. [Google Scholar] [CrossRef]
- Du Plessis, A.; Yadroitsev, I.; Yadroitsava, I.; Le Roux, S.G. X-Ray Microcomputed Tomography in Additive Manufacturing: A Review of the Current Technology and Applications. 3D Print. Addit. Manuf. 2018, 5, 227–247. [Google Scholar] [CrossRef] [Green Version]
- Mohr, G.; Altenburg, S.J.; Ulbricht, A.; Heinrich, P.; Baum, D.; Maierhofer, C.; Hilgenberg, K. In-Situ Defect Detection in Laser Powder Bed Fusion by Using Thermography and Optical Tomography—Comparison to Computed Tomography. Metals 2020, 10, 103. [Google Scholar] [CrossRef] [Green Version]















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
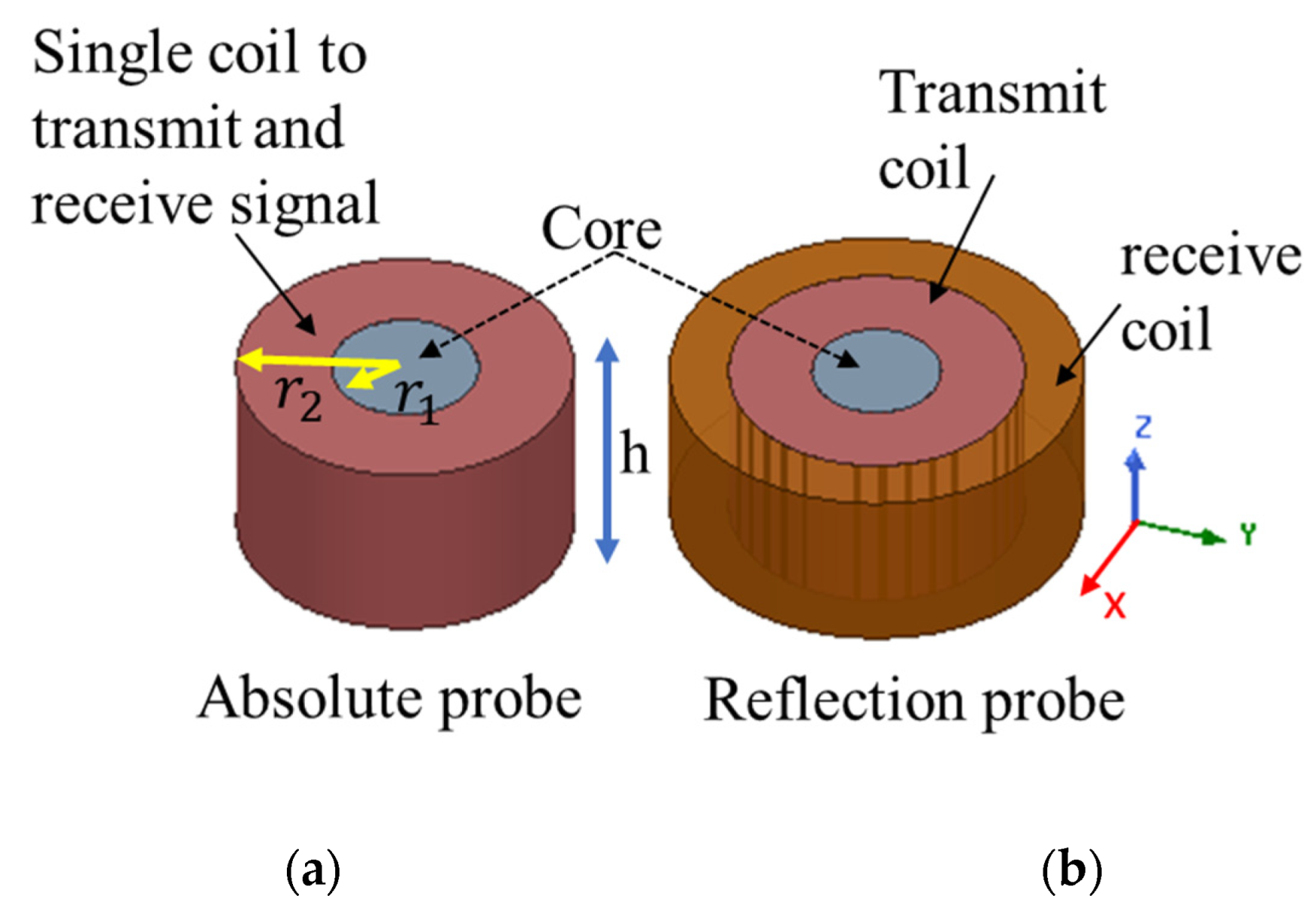
| Coil outer radius ) | 8 mm |
| Coil inner radius ) | 3.5 mm |
| Coil length (h) | 9.435 mm |
| Core diameter | 7 mm |
| Core length | 13.435 mm |
| Input current | 0.0148 RMS AMP |
| Wire gauge | AWG-25 |
| Diameter of the wire | 0.45466 mm |
| Frequency (f) | 28 KHz |
| Voltage | 5 V |
| Plain core type | Ferrite |
| Coil inductance | 444.942 μH |
| Number of turns (w) | 164 |
| Plate thickness | 8 mm |
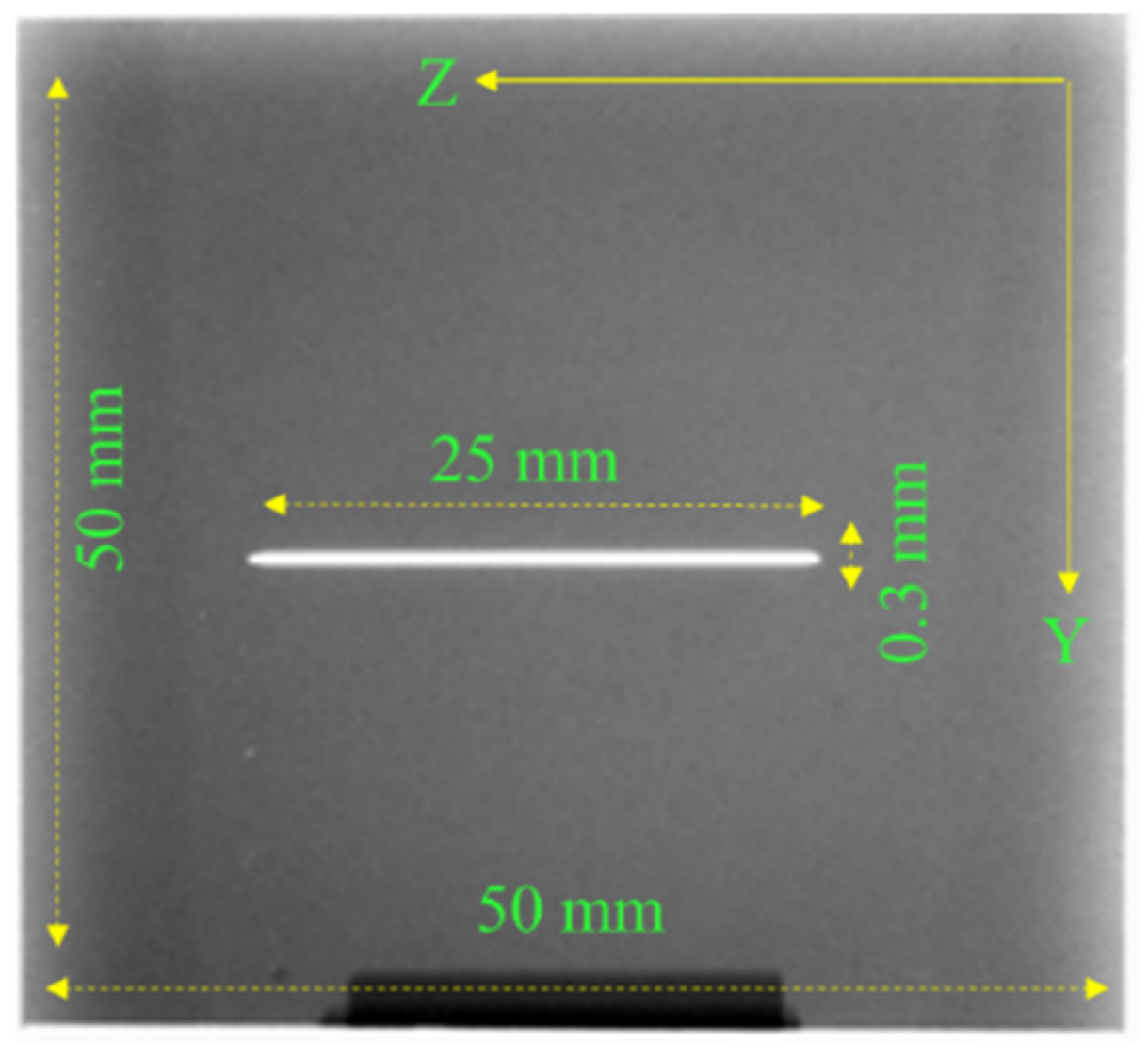
| Plate length | 50 mm |
| Material | Stainless-steel (316) |
| Notch length | 15 mm |
| Notch width | 0.4 mm |
| Void radius | 1.5 mm |
| Lift off distance | 0.2 mm |
| Defect location | 10 mm in Y direction |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
E. Farag, H.; Toyserkani, E.; Khamesee, M.B. Non-Destructive Testing Using Eddy Current Sensors for Defect Detection in Additively Manufactured Titanium and Stainless-Steel Parts. Sensors 2022, 22, 5440. https://0-doi-org.brum.beds.ac.uk/10.3390/s22145440
E. Farag H, Toyserkani E, Khamesee MB. Non-Destructive Testing Using Eddy Current Sensors for Defect Detection in Additively Manufactured Titanium and Stainless-Steel Parts. Sensors. 2022; 22(14):5440. https://0-doi-org.brum.beds.ac.uk/10.3390/s22145440
Chicago/Turabian StyleE. Farag, Heba, Ehsan Toyserkani, and Mir Behrad Khamesee. 2022. "Non-Destructive Testing Using Eddy Current Sensors for Defect Detection in Additively Manufactured Titanium and Stainless-Steel Parts" Sensors 22, no. 14: 5440. https://0-doi-org.brum.beds.ac.uk/10.3390/s22145440