
Combination of Material Processing and Characterization Methods for Miniaturization of Field-Effect Gas Sensor

 ,
, {kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
2. Materials and Methods
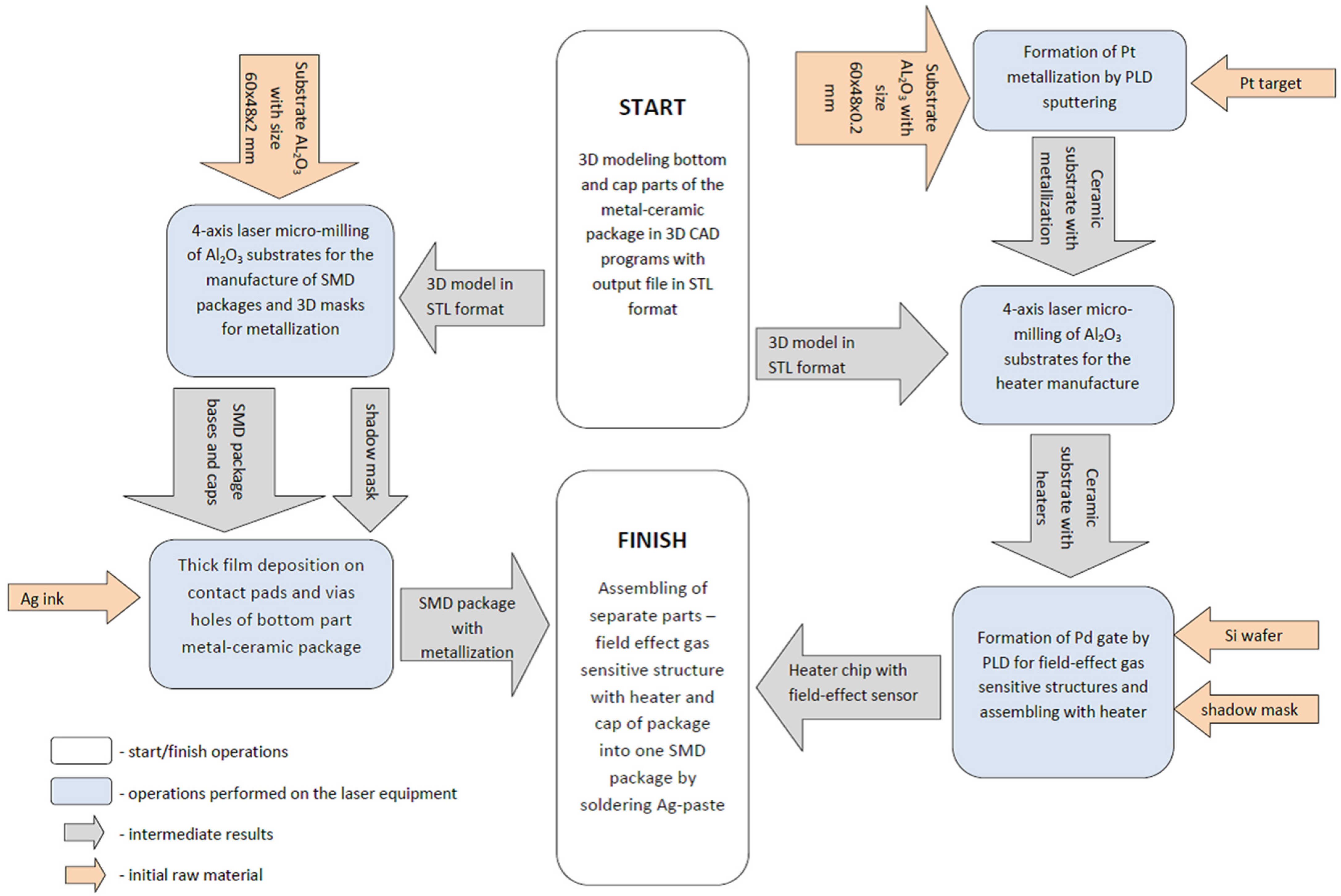
2.1. The 3D Modeling and Digital Flow
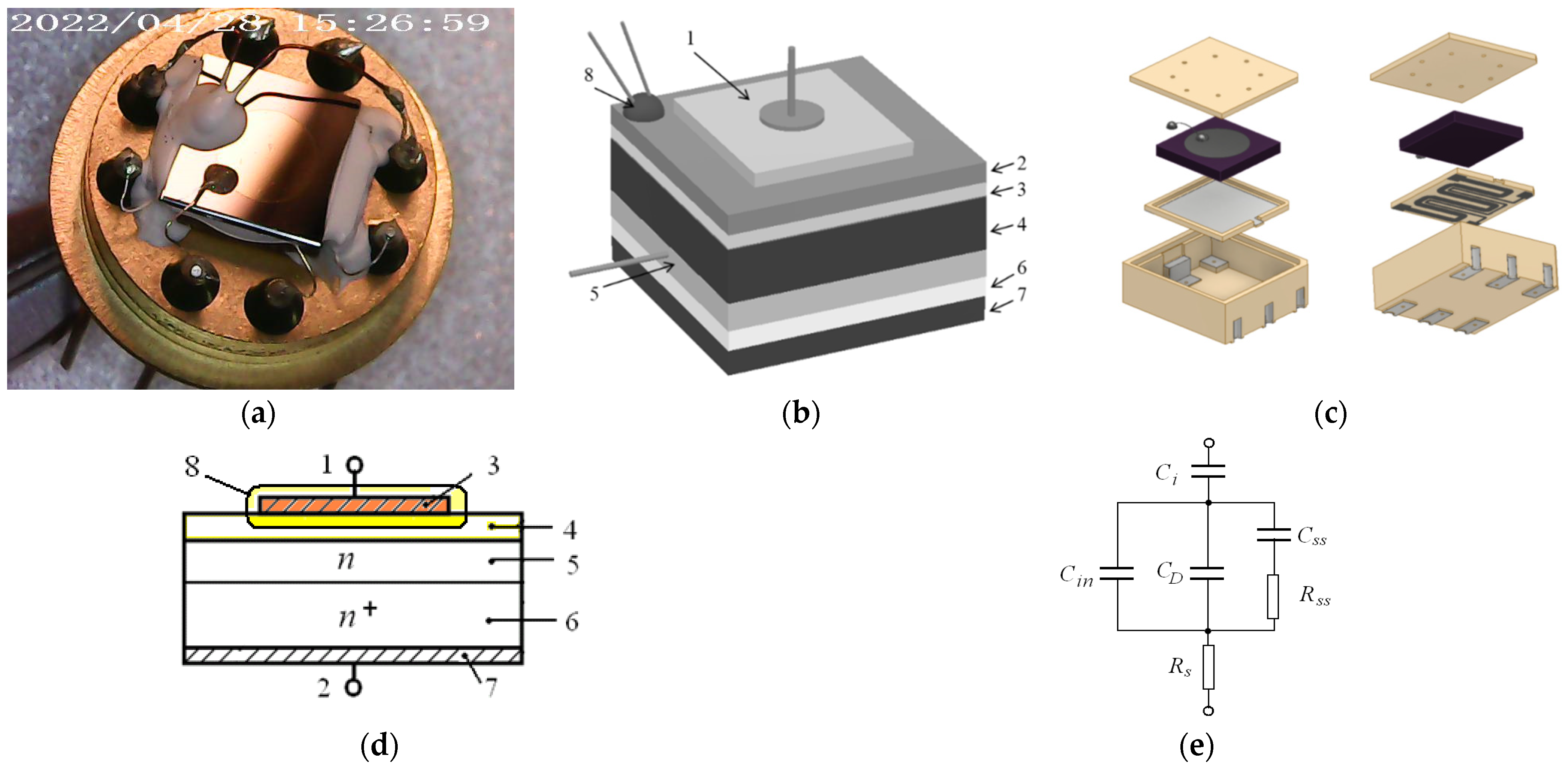
2.2. Field-Effect Gas-Sensing Structure
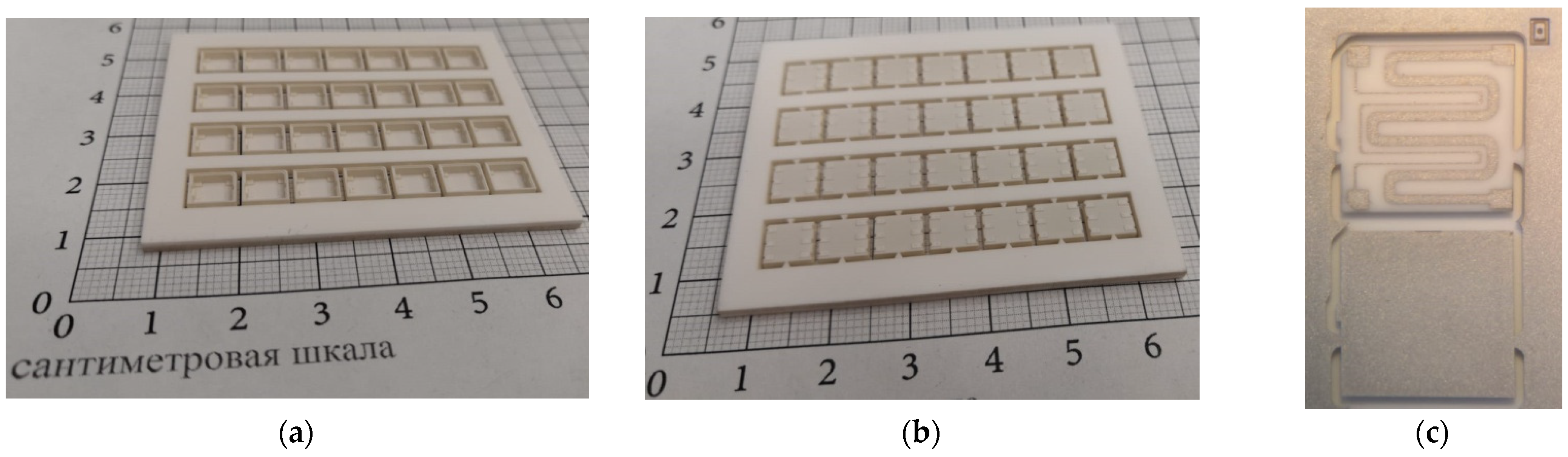
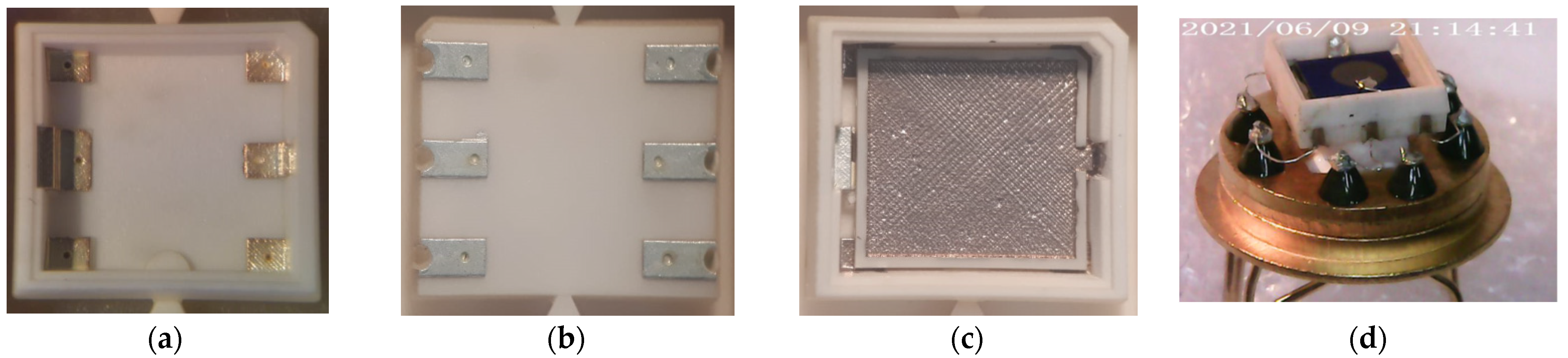
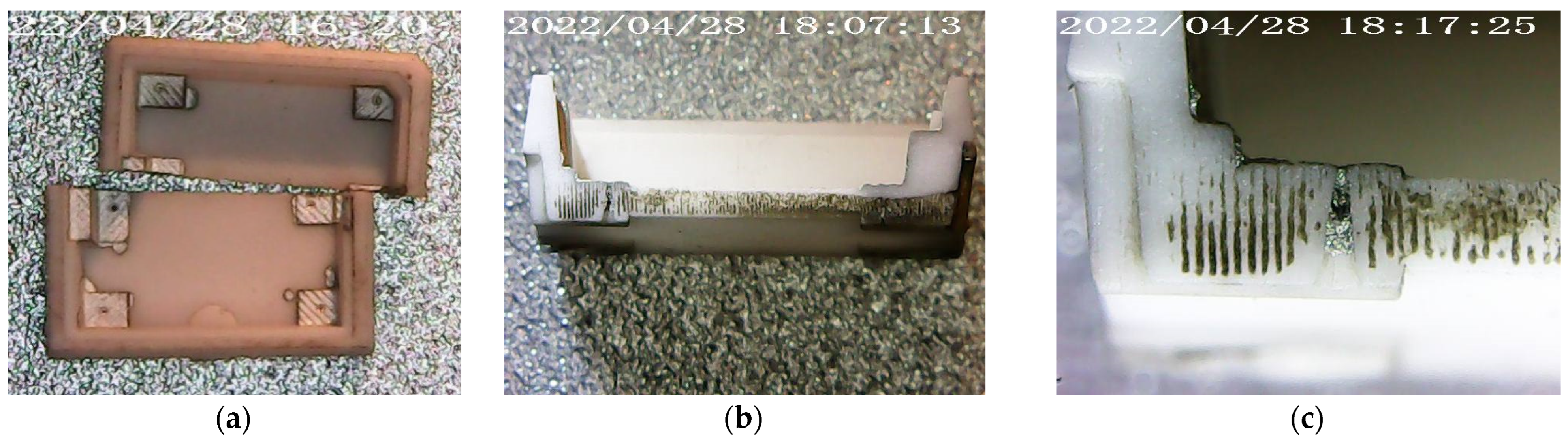
2.3. Package Assembling
3. Results
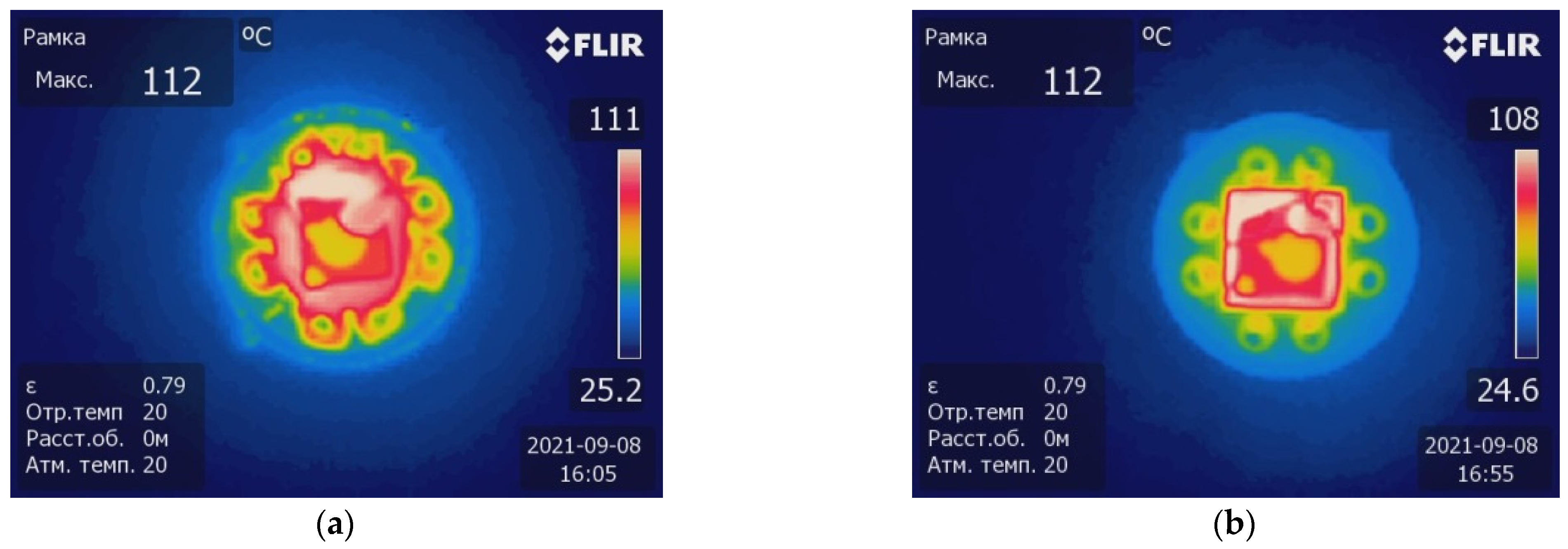
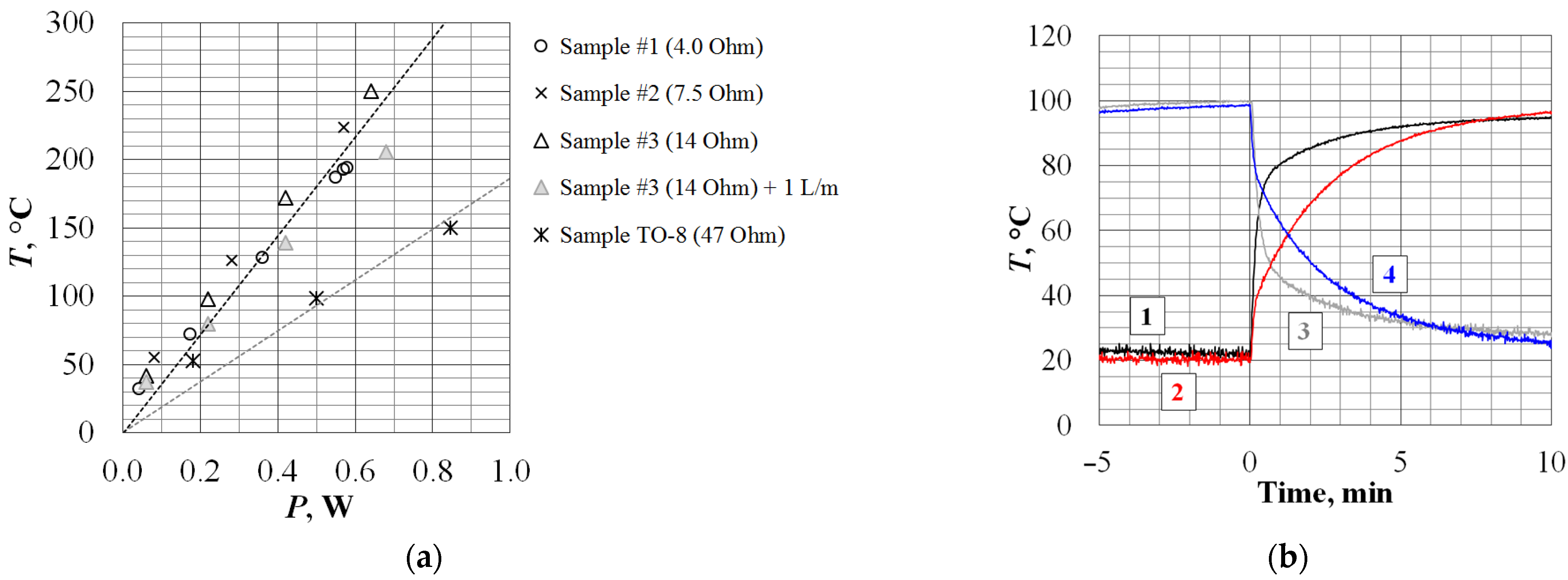
3.1. Thermal Characterization
3.2. Laser Characterization
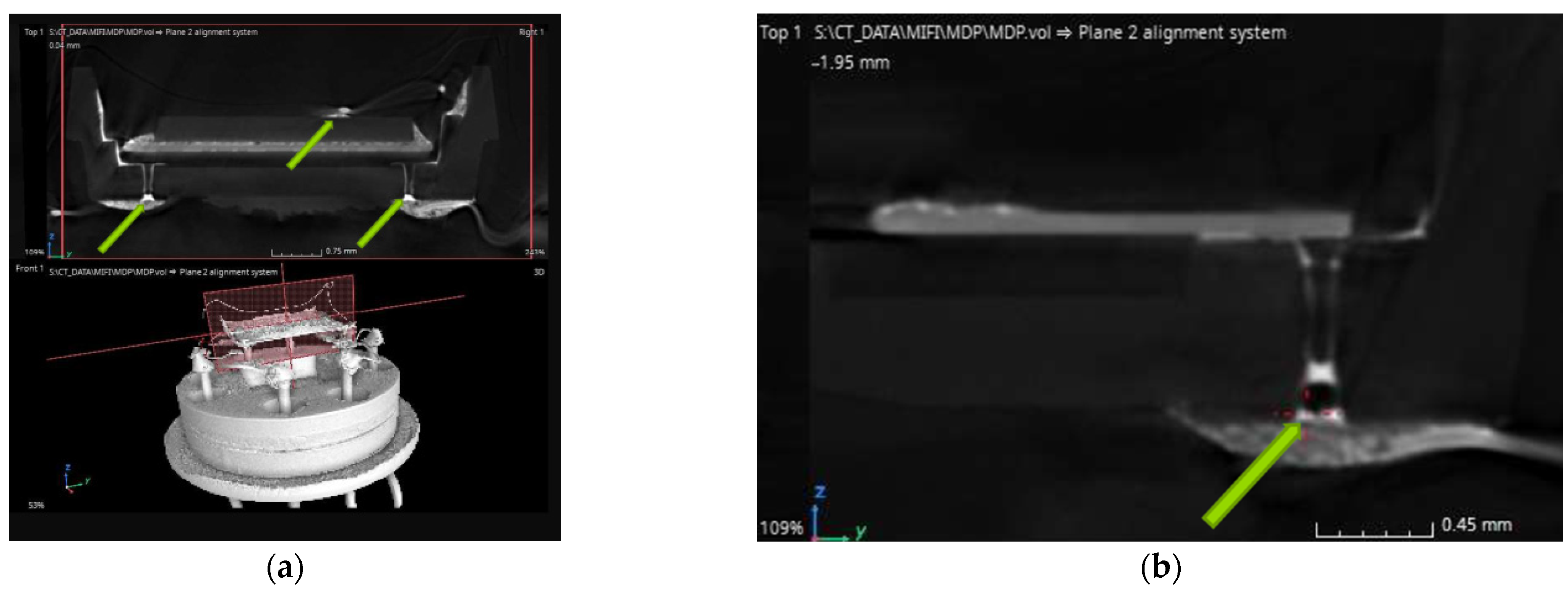
3.3. Tomography Characterization
4. Discussion
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- William, J. Greig, Integrated Circuit Packaging, Assembly and Interconnections; Springer: Berlin/Heidelberg, Germany, 2007. [Google Scholar]
- Surface Mount Ceramic Packages for Electronic Devices. Available online: https://global.kyocera.com/prdct/semicon/semi/smd_pkg/ (accessed on 6 December 2022).
- Chip on TO header. Available online: https://www.axetris.com/en/irs/products/emirs200/chip-on-header (accessed on 6 December 2022).
- SMD IR Source for Your Portable Applications. Available online: https://www.eoc-inc.com/smd-ir-source-for-your-portable-applications/ (accessed on 6 December 2022).
- Litvinov, A.; Samotaev, N.; Etrekova, M.; Ivanova, A.; Filipchukz, D. Hydrogen concentration control in oil-filled power transformers using field effect capacitive gas sensors. J. Electrochem. Soc. 2021, 168, 017503. [Google Scholar] [CrossRef]
- Sun, H.-C.; Huang, Y.-C.; Huang, C.-M. A Review of Dissolved Gas Analysis in Power Transformers. Energy Procedia 2012, 14, 1220–1225. [Google Scholar] [CrossRef] [Green Version]
- Sobocinski, M.; Khajavizadeh, L.; Andersson, M.; Lloyd Spetz, A.; Juuti, J.; Jantunen, H. Performance of LTCC embedded SiC gas sensors. Procedia Eng. 2015, 120, 253–256. [Google Scholar] [CrossRef] [Green Version]
- Spetz, A.L.; Sobocinski, M.; Halonen, N.; Puglisi, D.; Juuti, J.; Jantunen, H.; Andersson, M. LTCC, new packaging approach for toxic gas and particle detection. Procedia Eng. 2015, 120, 484–487. [Google Scholar] [CrossRef]
- Puglisi, D.; Eriksson, J.; Bur, C.; Schütze, A.; Spetz, A.L.; Andersson, M. Silicon carbide field effect transistors for detection of ultra-low concentrations of hazardous volatile organic compounds. Mater. Sci. Forum 2014, 778–780, 1067–1070. [Google Scholar] [CrossRef]
- Equipment for Production of Multilayer Based Components. Available online: http://www.keko-equipment.com/ (accessed on 6 December 2022).
- DuPont Low Temperature Co-Fired Ceramic (LTCC) Material Systems. Available online: https://www.dupont.com/products/low-temperature-co-fire-ceramic-materials.html (accessed on 6 December 2022).
- Khoong, L.E.; Tan, Y.M.; Lam, Y.C. Overview on fabrication of three-dimensional structures in multi-layer ceramic substrate. J. Eur. Ceram. Soc. 2010, 30, 1973–1987. [Google Scholar] [CrossRef]
- Samotaev, N.; Oblov, K.; Etrekova, M.; Veselov, D.; Ivanova, A.; Litvinov, A. Improvement of field effect capacity type gas sensor thermo inertial parameters by using laser micromilling technique. Mater. Sci. Forum 2020, 977, 256–260. [Google Scholar] [CrossRef]
- Samotaev, N.; Oblov, K.; Etrekova, M.; Ivanova, A.; Veselov, D.; Gorshkova, A. Thin platinum films topology formation on ceramic membranes. Mater. Sci. Forum 2020, 977, 272–276. [Google Scholar] [CrossRef]
- Samotaev, N.; Oblov, K.; Etrekova, M.; Veselov, D.; Gorshkova, A. Parameter studies of ceramic MEMS microhotplates fabricated by laser micromilling technology. Mater. Sci. Forum 2020, 977, 238–243. [Google Scholar] [CrossRef]
- Samotaev, N.N.; Oblov, K.Y.; Gorshkova, A.V.; Ivanova, A.V.; Philipchuk, D.V. Ceramic packages prototyping for electronic components by using laser micromilling technology. J. Phys. Conf. Ser. 2020, 1686, 012010. [Google Scholar] [CrossRef]
- HEL-700 Series Platinum RTD Temperature Sensors. Available online: https://www.tme.eu/Document/4e09b0698951a8be451d62938a0946bc/HEL-700.PDF (accessed on 6 December 2022).
- The 3130.8 (TO-8) Package. Available online: http://www.z-mars.ru/docum/57.pdf (accessed on 6 December 2022).
- Meinshausen, L.; Weide-Zaage, K.; Frémont, H. Electro- and thermo-migration induced failure mechanisms in Package on Package. Microelectron. Reliab. 2012, 52, 2889–2906. [Google Scholar] [CrossRef]
- Bíró, F.; Hajnal, Z.; Dücső, C.; Bársony, I. The Role of Phase Changes in TiO2/Pt/TiO2 Filaments. J. Electron. Mater. 2018, 47, 2322–2329. [Google Scholar] [CrossRef]
- Samotaev, N.; Litvinov, A.; Etrekova, M.; Oblov, K.; Filipchuk, D.; Mikhailov, A. Prototype of nitro compound vapor and trace detector based on a capacitive MIS sensor. Sensors 2020, 20, 1514. [Google Scholar] [CrossRef] [Green Version]
- Etrekova, M.; Litvinov, A.; Samotaev, N.; Filipchuk, D.; Oblov, K.; Mikhailov, A. Investigation of Selectivity and Reproducibility Characteristics of Gas Capacitive MIS Sensors. In Proceedings of the International Youth Conference on Electronics, Telecommunications and Information Technologies YETI-2020; Springer Proceedings in Physics book series (SPPHY, volume 255); Springer: Cham, Switzerland, 2020; pp. 87–95. [Google Scholar]
- Bolodurin, B.; Korchak, V.; Litvinov, A.; Mikhailov, A.; Nozdrya, D.; Pomazan, Y.; Filipchuk, D.; Etrekova, M. Comprehensive Research on the Response of MIS Sensors of Pd-SiO2-Si and Pd-Ta2O5-SiO2-Si Structures to Various Gases in Air. Russ. J. Gen. Chem. 2018, 88, 2732–2739. [Google Scholar] [CrossRef]
- Samotaev, N.N.; Litvinov, A.V.; Podlepetsky, B.I.; Etrekova, M.O.; Philipchuk, D.V.; Mikhailov, A.A.; Bukharov, D.G.; Demidov, V.M. Methods of Measuring the Output Signals of the Gas-Sensitive Sensors Based on MOS-Capacitors. Datchiki Syst. Sens. Syst. 2019, 5, 47–53. (In Russian) [Google Scholar]
- Xiaoning, M.; Mingshu, B.; Wei, G. Rapid response hydrogen sensor based on Pd@Pt/SnO2 hybrids at near-ambient temperature. Sens. Actuators B Chem. 2022, 370, 132406. [Google Scholar]
- Ivanov, I.; Baranov, A.; Mironov, S.; Akbari, S. Selective Low-Temperature Hydrogen Catalytic Sensor. IEEE Sens. Lett. 2022, 6, 1500404. [Google Scholar] [CrossRef]









Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Samotaev, N.; Litvinov, A.; Oblov, K.; Etrekova, M.; Podlepetsky, B.; Dzhumaev, P. Combination of Material Processing and Characterization Methods for Miniaturization of Field-Effect Gas Sensor. Sensors 2023, 23, 514. https://0-doi-org.brum.beds.ac.uk/10.3390/s23010514
Samotaev N, Litvinov A, Oblov K, Etrekova M, Podlepetsky B, Dzhumaev P. Combination of Material Processing and Characterization Methods for Miniaturization of Field-Effect Gas Sensor. Sensors. 2023; 23(1):514. https://0-doi-org.brum.beds.ac.uk/10.3390/s23010514
Chicago/Turabian StyleSamotaev, Nikolay, Artur Litvinov, Konstantin Oblov, Maya Etrekova, Boris Podlepetsky, and Pavel Dzhumaev. 2023. "Combination of Material Processing and Characterization Methods for Miniaturization of Field-Effect Gas Sensor" Sensors 23, no. 1: 514. https://0-doi-org.brum.beds.ac.uk/10.3390/s23010514