New Design of Copper–Inconel 601 Ground Electrode Spark Plug Based on a Thermo-Mechanical Model

 ,
,
Abstract
:1. Introduction
2. Experimental
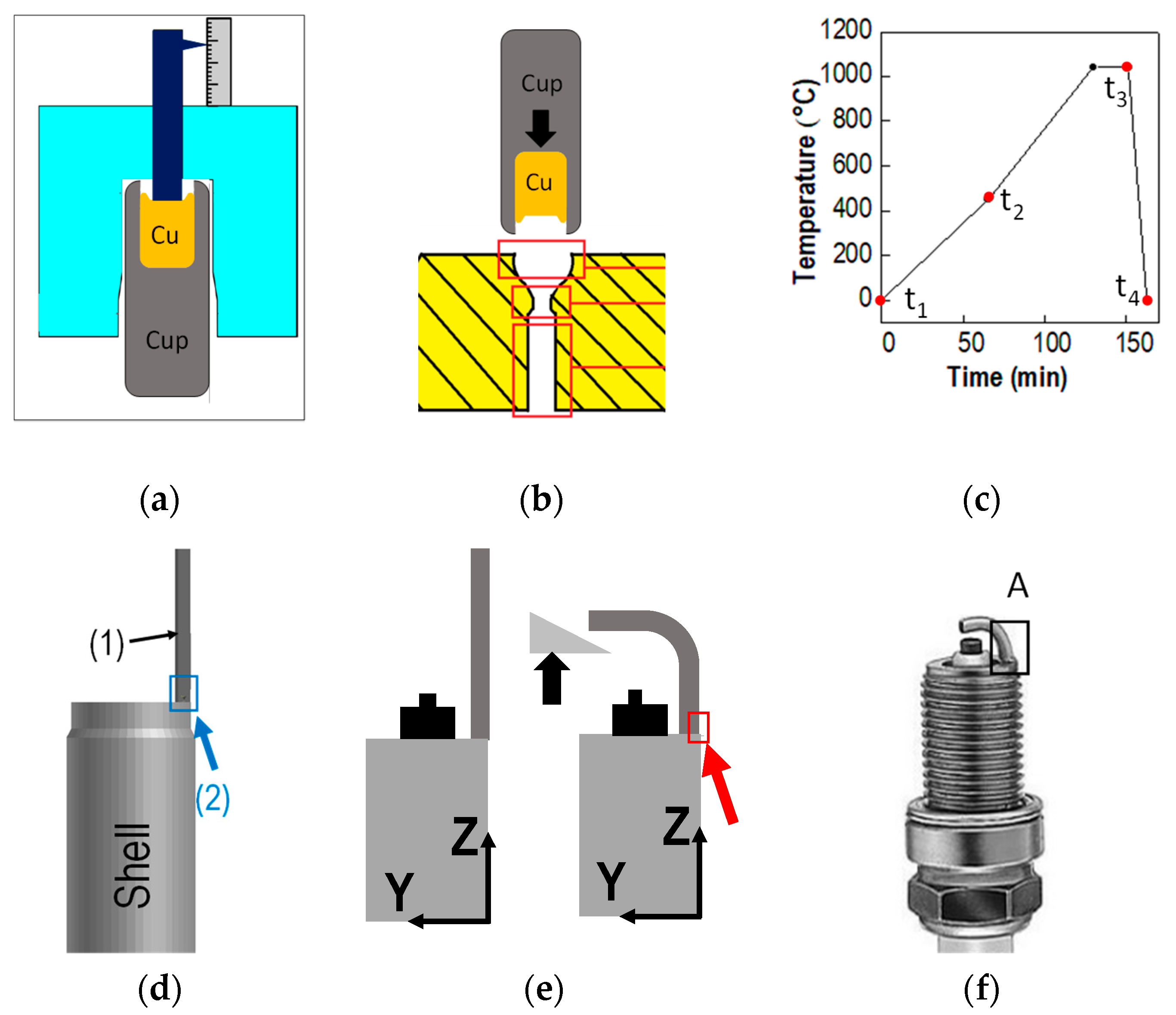
2.1. Materials and Process
2.2. Interface Gaps after Heat Treatment
2.3. Cracking during Bending
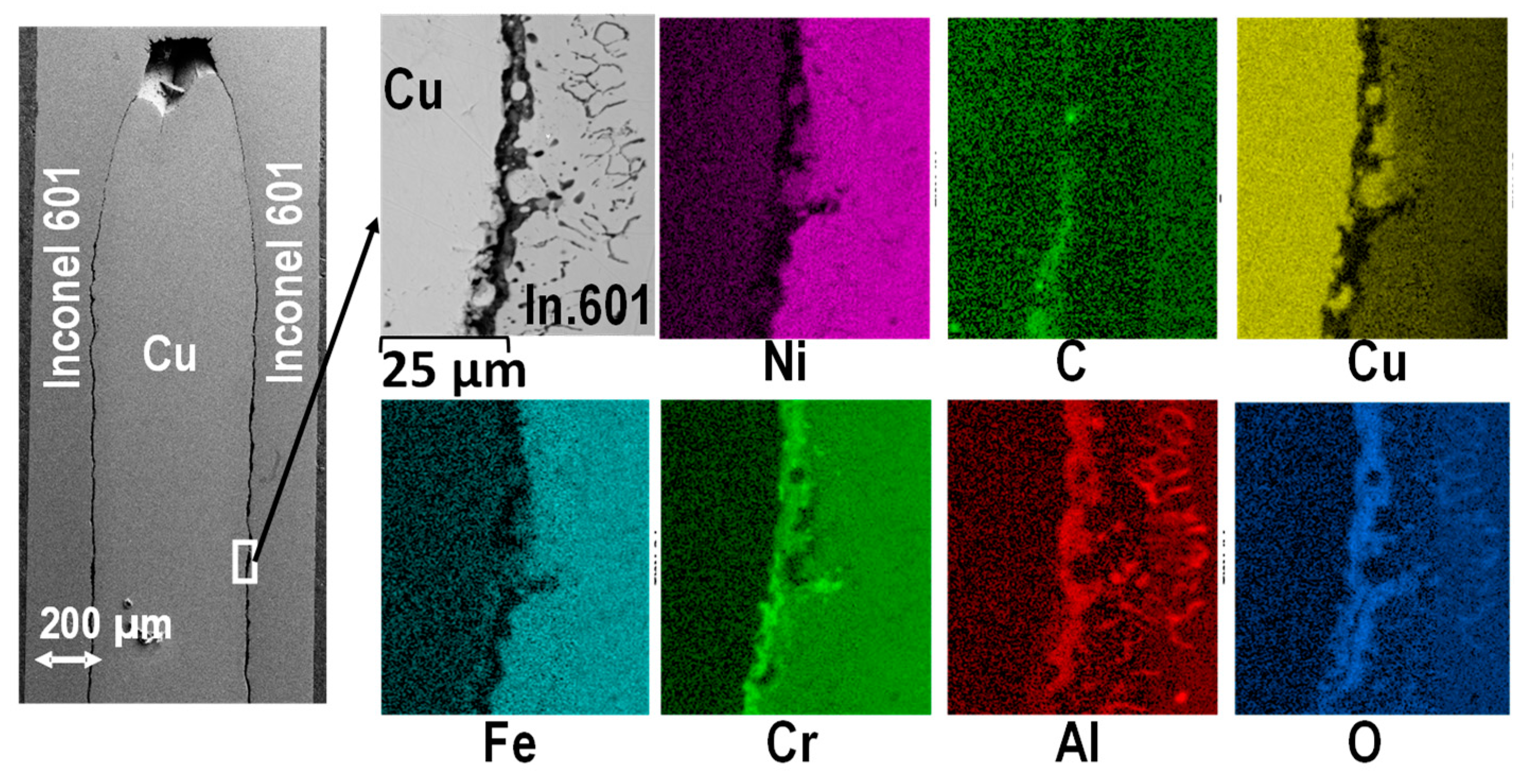
2.4. Characterization of the Inconel–Cu Interface
3. Thermo-Mechanical Analysis of Current Ground Electrode Design
3.1. Geometry and Finite Element Mesh
3.2. Thermo-Mechanical Loading
3.3. Stress Distribution in the Electrode during Annealing
3.4. Gaps versus Time
4. Cracking during Bending Due to Micro-Movements
4.1. Model Description
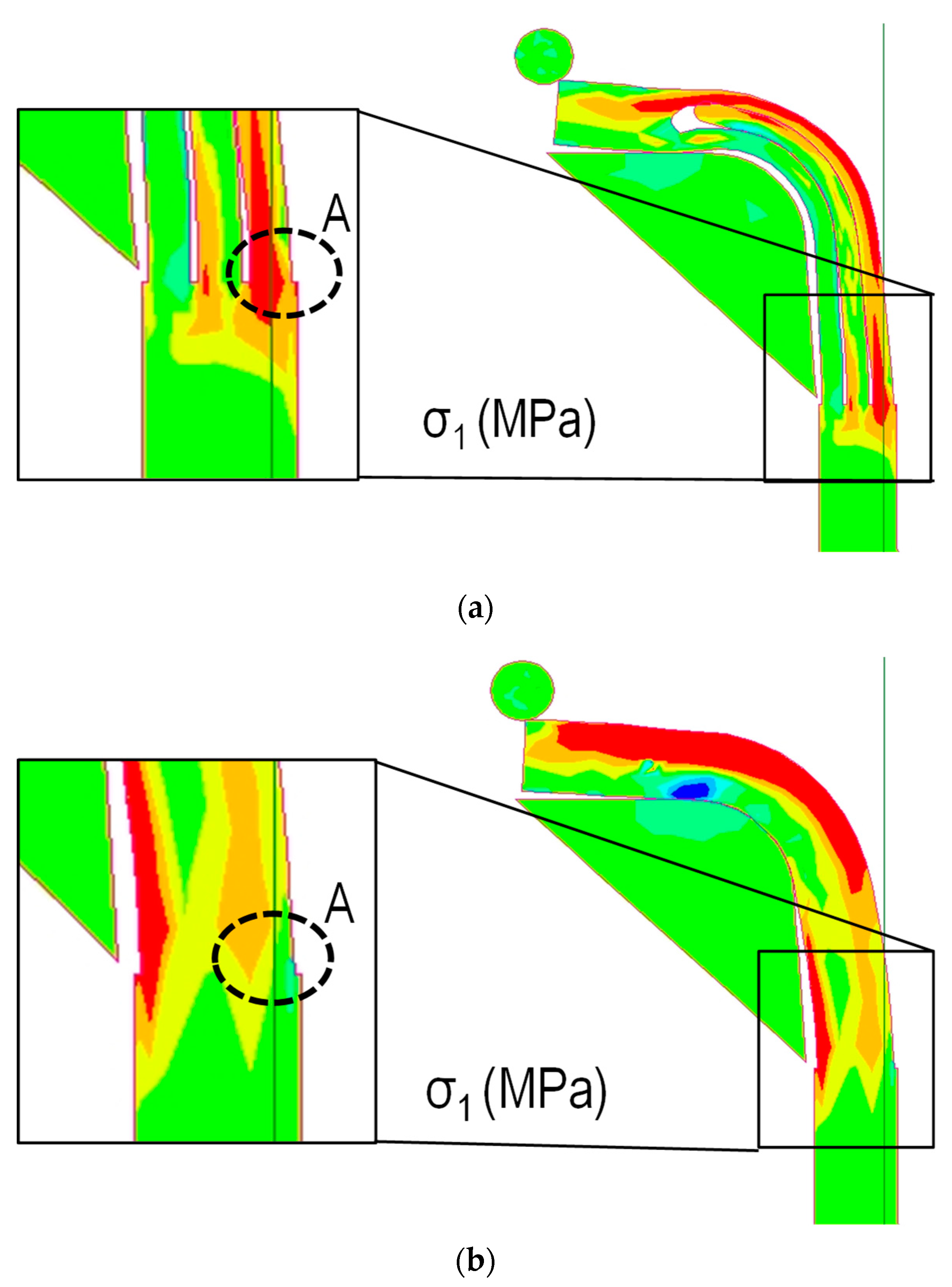
4.2. Stress Distribution in the Welded Area after Bending
5. New Design of the Ground Electrode Avoiding Micro-Movements
5.1. Geometry and Finite Element Mesh
5.2. Stress Distribution in the Electrode during Annealing
5.3. Gaps versus Time
6. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Javant, S.; Hosseini, S.V.; Alaviyoun, S.S. An Experimental Investigation of Spark Plug Temperature in Bi-fuel Engine and Its Effect on Electrode Erosion. Int. J. Automot. Eng. 2012, 2, 21–29. [Google Scholar]
- Lee, M.J.; Hall, M.; Ezekoye, O.A.; Matthews, R. Voltage, and Energy Deposition Characteristics of Spark Ignition Systems. J. Soc. Automot. Engine (SAE) 2006, 01, 231–243. [Google Scholar]
- Singh, H.; Sidhu, T.S.; Kalsi, S.S. Microstructure Study of Cold Sprayed 50%Ni–50%Cr Coating on Inconel-601. Surf. Eng. 2015, 31, 825–831. [Google Scholar] [CrossRef]
- Upadhyay, C.; Saurav, D.; Manoj, M.; Siba, S.M. An Experimental Investigation Emphasizing Surface Characteristics of Electro-Discharge-Machined Inconel 601. J. Braz. Soc. Mech. Sci. Eng. 2017, 39, 3051–3066. [Google Scholar] [CrossRef]
- Tahri, C.; Bertoni, C.; Klocker, H.; Feulvarch, E.; Bergheau, J.M. Numerical modeling of the resistance braze welded assembly of a Copper Inconel 601 ground electrode, and a Steel shell. Numer. Heat Transf. Part A Appl. 2020, 78, 1–20. [Google Scholar] [CrossRef]
- Lamineries Matthey. A Unit of Notz Metal SA, Montagu 38, Case Postale CH-2520, LA Neuveville. Available online: https://www.matthey.ch/en/alliages/cuivre/ (accessed on 8 July 2020).
- Lim, Y.Y.; Chaudhri, M.M. The effect of the indenter load on the nano-hardness of ductile metals: An experimental study on polycrystalline work hardened and annealed oxygen-free copper. Philos. Mag. A 1999, 2979–3000. [Google Scholar] [CrossRef]
- Buscail, H.; Perrier, S.; Josse, C. Oxidation Mechanism of the Inconel 601 Alloy at High Temperatures. Mater. Corros. 2011, 62, 416–422. [Google Scholar] [CrossRef]
- Special Metals, 3200 Riverside Drive Huntington, WV 25705-1771. Available online: www.specialmetals.com (accessed on 8 July 2020).
- Hewidy, M.S.; El-Taweel, T.A.; El-Safty, M.F. Modelling the Machining Parameters of Wire Electrical Discharge Machining of Inconel 601 Using RSM. J. Mater. Process. Technol. 2005, 169, 328–336. [Google Scholar] [CrossRef]
- Gonzalez-Rodriguez, J.G.; Salinas-Bravo, V.M.; Martinez-Villafane, A. Low-temperature stress corrosion cracking of alloy 601 in thiosulfate and chloride solutions. Corrosion 1999, 55, 1–38. [Google Scholar] [CrossRef]
- Nishikata, A.; Numata, H.; Tsuru, T. Electrochemistry of molten-salt corrosion. Mater. Sci. Eng. A Struct. 1991, 146, 15–31. [Google Scholar] [CrossRef]
- Vossen, J.P.T.; Plomp, L.; Dewit, J.H.W.; Rietveld, G. Corrosion behavior of stainless-steel and nickel-base alloys in molten-carbonate. J. Electrochem. Soc. 1995, 142, 3327–3335. [Google Scholar] [CrossRef]
- RRUFF Project, Department of Geosciences; University of Arizona: Tucson, AZ, USA; Available online: https://rruff.info/chem=cr%20/display=default/ (accessed on 8 July 2020).
- Bohua, Y.; Li, Y.; Nie, Y.; Mei, H. High Temperature Oxidation Behavior of a Novel Cobalt-Nickel-Base Superalloy. J. Alloys Compd. 2018, 765, 1148–1157. [Google Scholar] [CrossRef]
- Wallwork, G.R. The oxidation of alloys. Rep. Prog. Phys. 1976, 39, 401–485. [Google Scholar] [CrossRef]
- Garat, V.; Cloue, J.M.; Poquillon, D.; Andrieu, E. Influence of Portevin–Le Chatelier effect on rupture mode of alloy 718 specimens. J. Nucl. Mater. 2008, 375, 95–101. [Google Scholar] [CrossRef] [Green Version]
- SYSWELD™. User’s Manual; ESI Group: Paris, France, 2019. [Google Scholar]
- Khan, J.A.; Xu, L.; Chao, Y.-J.; Broach, K. Numerical Simulation of Resistance Spot Welding Process. Numer. Heat Transf. A 2000, 37, 425–446. [Google Scholar]
- Feulvarch, E.; Robin, V.; Bergheau, J.M. Thermometallurgical and Mechanical Modelling of Welding—Application to Multipass Dissimilar Metal Girth Welds. Sci. Technol. Weld. Join. 2011, 16, 221–231. [Google Scholar] [CrossRef]
- Feulvarch, E.; Bergheau, J.M. Modeling and Numerical Simulation of Resistance Spot Welding Process. In Encyclopedia of Thermal Stresses; Richard Hetnarski, B., Ed.; Springer: Dordrecht, The Netherlands, 2014; pp. 3112–3123. [Google Scholar] [CrossRef]
- Feulvarch, E.; Rogeon, P.; Carré, P.; Robin, V.; Sibilia, G.; Bergheau, J.M. Resistance Spot Welding Process: Experimental and Numerical Modeling of the Weld Growth Mechanisms with Consideration of Contact Conditions. Numer. Heat Transf. Part A Appl. 2006, 49, 345–367. [Google Scholar] [CrossRef]
- Bergheau, J.M.; Fortunier, R. Finite Element Simulation of Heat Transfer; ISTE & Wiley: London, UK, 2008; pp. 1–279. [Google Scholar] [CrossRef]
- Ishikawa, H. A thermoplastic solution for a circular solid cylinder subjected to heating and cooling. J. Therm. Stresses 1978, 1–2, 211–222. [Google Scholar] [CrossRef]
- Bengeri, M.; Mack, W. The Influence of the Temperature Dependence of the Yield Stress on the Stress Distribution in a Thermally Assembled Elastic-Plastic Shrink Fit. Acta Mech. 1994, 103, 243–257. [Google Scholar] [CrossRef]
- Pascon, F.; Cescotto, S.; Habraken, A.M. A 2.5D Finite Element Model for Bending and Straightening in Continuous Casting of Steel Slabs. Int. J. Numer. Methods Eng. 2006, 68, 125–149. [Google Scholar] [CrossRef]
- Yabo, G.; Pourboghrat, F. Fourier Series Based Finite Element Analysis of Tube Hydroforming—Generalized Plane Strain Model. J. Mater. Process. Technol. 2008, 197, 379–392. [Google Scholar] [CrossRef]

















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Wt (%) | Nickel | Copper | Chromium | Iron | Aluminum | Carbon | Magnesium | Bismuth | Sulfur | Silicon |
|---|---|---|---|---|---|---|---|---|---|---|
| Inconel 601 | 58–63 | 1 | 21–25 | 18 | 1–1.7 | 0.1 | 1 | - | 0.015 | 0.5 |
| Copper | - | 99.95 | - | - | - | - | - | <510−3 | - | - |
| With Oil | Without Oil | |||
|---|---|---|---|---|
| Gap Values | Mean | SD | Mean | SD |
| Z1 (µm) | 164 | 128 | 84 | 52 |
| Z3 (µm) | 23 | 11 | 6.1 | 2.9 |
| T (°C) | 20 | 100 | 200 | 300 | 400 | 500 | 600 | 700 | 800 | 900 | 1000 |
|---|---|---|---|---|---|---|---|---|---|---|---|
| (W/m·k) | 11.2 | 12.7 | 14.3 | 16.0 | 17.7 | 19.5 | 21.0 | 22.8 | 24.4 | 26.1 | 27.8 |
| (J/Kg·k) | 448 | 469 | 498 | 523 | 548 | 578 | 603 | 632 | 657 | 686 | 712 |
| α (10−6K−1) | 9.8 | 10.98 | 11 | 12.25 | 12.19 | 11.1 | 13.12 | 13.88 | 13.36 | 12 | 13.32 |
| E (GPa) | 206 | 202 | 197 | 191.2 | 184.8 | 178.2 | 170.8 | 161.3 | 150.2 | 137.9 | 124.7 |
| Rp02 (MPa) | 240 | 230 | 200 | 170 | 150 | 150 | 160 | 160 | 160 | 120 | 90 |
| T (°C) | 20 | 100 | 200 | 300 | 400 | 500 | 600 | 700 | 800 | 900 | 1000 |
|---|---|---|---|---|---|---|---|---|---|---|---|
| (W/m·k) | 410 | 398 | 386 | 380 | 360 | 353 | 348 | 340 | 335 | 330 | 320 |
| (J/Kg·k) | 386 | 396 | 400 | 410 | 415 | 420 | 440 | 450 | 460 | 470 | 500 |
| α (10−6K−1) | 13.5 | 13.96 | 14.25 | 14.62 | 15.47 | 15.09 | 14.01 | 15.12 | 14.84 | 15.35 | 19.17 |
| E (GPa) | 117 | 119 | 114 | 98 | 68 | 50 | - | - | - | - | - |
| Rp02 (MPa) | 170 | 160 | 150 | 120 | 90 | 50 | - | - | - | - | - |
| Location | |||||
|---|---|---|---|---|---|
| Model versus Experiment | Z1 | Z2 | Z3 | Z4 | |
| 2D plane strain model (µm) | 41 | 1.5 | 15 | 40 | |
| Light optical measurements (µm) | Mean | 29 | 2.1 | 17 | 30.1 |
| SD | 2.2 | 0.9 | 2.0 | 2.5 | |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Tahri, C.; Klocker, H.; Beaugiraud, B.; Bertoni, C.; Feulvarch, E.; Bergheau, J.-M. New Design of Copper–Inconel 601 Ground Electrode Spark Plug Based on a Thermo-Mechanical Model. Energies 2020, 13, 3798. https://0-doi-org.brum.beds.ac.uk/10.3390/en13153798
Tahri C, Klocker H, Beaugiraud B, Bertoni C, Feulvarch E, Bergheau J-M. New Design of Copper–Inconel 601 Ground Electrode Spark Plug Based on a Thermo-Mechanical Model. Energies. 2020; 13(15):3798. https://0-doi-org.brum.beds.ac.uk/10.3390/en13153798
Chicago/Turabian StyleTahri, Chawki, Helmut Klocker, Bernard Beaugiraud, Christophe Bertoni, Eric Feulvarch, and Jean-Michel Bergheau. 2020. "New Design of Copper–Inconel 601 Ground Electrode Spark Plug Based on a Thermo-Mechanical Model" Energies 13, no. 15: 3798. https://0-doi-org.brum.beds.ac.uk/10.3390/en13153798