Screening Life Cycle Assessment of Tall Oil-Based Polyols Suitable for Rigid Polyurethane Foams


Polymer Department, Latvian State Institute of Wood Chemistry, 27 Dzerbenes str., LV-1006 Riga, Latvia
*
Author to whom correspondence should be addressed.
Energies 2020, 13(20), 5249; https://0-doi-org.brum.beds.ac.uk/10.3390/en13205249
Submission received: 29 June 2020
/
Revised: 8 September 2020
/
Accepted: 15 September 2020
/
Published: 9 October 2020
(This article belongs to the Special Issue Analysis of Bio-Based Products for the Circular Economy)
Abstract
:A screening Life Cycle Assessment (LCA) of tall oil-based bio-polyols suitable for rigid polyurethane (PU) foams has been carried out. The goal was to identify the hot-spots and data gaps. The system under investigation is three different tall oil fatty acids (TOFA)-based bio-polyol synthesis with a cradle-to-gate approach, from the production of raw materials to the synthesis of TOFA based bio-polyols at a pilot-scale reactor. The synthesis steps that give the most significant environmental footprint hot-spots were identified. The results showed the bio-based feedstock was the main environmental hot-spot in the bio-polyol production process. Future research directions have been highlighted.
1. Introduction
Most industrial polymers are presently produced from fossil resources that are non-renewable because they cannot be replenished at a rate comparable to the exploitation rate [1]. Moreover, the use of fossil resources has put the polymer industry under pressure due to environmental and sustainability issues [2,3,4]. Environmental considerations have been one of the main driving forces to stimulate the development of bio-based polymers [5,6].
Bio-based polymers represent a wide and highly diverse group of products, where the environmental profile is highly dependent on the used feedstock and thus the environmental profile is case-specific [3,6]. This stresses the necessity to carry out a case-specific Life Cycle Assessment (LCA) to determine the environmental profile of bio-based polymer. LCA is the leading approach to assess the environmental performance of bio-based products and materials [2,7]. According to the International Organization for Standardization (ISO) 14040 series, the LCA is a standardized technique for assessing the potential environmental aspects associated with product or service, by compiling an inventory of relevant inputs and outputs, evaluating the potential environmental impacts associated with those inputs and outputs, interpreting the results of the inventory and impact phases in relation to the objectives of the study [8,9]. It has become one of the main methods to inform developers, policymakers and the public about the potential environmental impacts of developed products and technologies. Moreover, it is important to evaluate the possible environmental impact of novel bio-based products and production technologies and approaches, while the developed process is still at a low technology-readiness level (TRL). Most of the environmental issues of a product or process are determined at their design and early technology development phase [10].
Different pathways are present to synthesize polymers from the bio-based feedstock, one of them being polymerization of bio-based monomers [11]. Polyurethane (PU) polymers are produced using this pathway. PU polymers present a broad spectrum of materials that are produced to meet the needs for various applications, from the automotive industry, building and construction, appliances, furnishing, marine and medicine [12,13]. PU foam is one of the major applications and is used globally in significant amounts. It is estimated that around 50% of all produced PU foam is rigid PU foam [14]. Rigid PU foams have one of the best insulation properties from conventional thermal insulation materials. Thermal conductivity (λ) for rigid PU foams is in range of 19 to 30 mW m−1 K−1. Better insulation performance is only for so-called superinsulation materials vacuum insulation panels and aerogels [15].
In simplified terms, PU are prepared from the polyol component containing a reactive –OH group and isocyanates containing reactive –N=C=O group [16]. To date, it is realistic to make only polyol component from bio-based feedstock to be viable at a commercial scale. First-generation feedstock—various vegetable oils, such as palm-kernel, soybean, linseed, palm, and rapeseed—have been used for bio-based polyol development [17,18,19,20,21]. Vegetable oils are excellent bio-based feedstock for polyol production as there are several chemical routes, such as epoxidation, hydroformylation, ozonolysis, esterification, and others, to introduce hydroxyl group into the chemical structure of oil as most of them do not contain hydroxyl groups [22]. Epoxidation reaction yields epoxides which are efficiently convertible intermediates that have a broad commercial use due to their varied chemical activity, thus epoxidation is a commercially important reaction [23,24].
Epoxidized vegetable oils are commercially produced via the Prileshajev epoxidation process (the conventional process) by the peroxy acids in the presence of strong mineral acids. However, the drawbacks of the conventional process, such as by-product formation, lower selectivity, safety and environmental aspects, have led to the use of ion-exchange resin as a catalyst [24,25]. The use of ion exchange of resin as a catalyst can lead to several advantages, such as suppressed undesirable side reactions and improved selectivity, easier separation of the catalyst from the epoxidation products. It has been suggested that by utilizing heterogeneous catalysts especially ion exchange resin instead of conventional homogeneous catalysts can be made cleaner and environmental friendly [26,27].
Moreover, there are already commercially available few bio-based polyols based on vegetable oils [28,29,30,31,32,33]. However, the first-generation feedstock is in direct competition with food and feed. Due to this, during the last decade policymakers and scientists have been interested in developing bio-based polymers using second-generation feedstock [34].
Tall oil is a second-generation feedstock. Tall oil is a by-product of coniferous wood recovered in the Kraft (or sulfate method) pulping process [35]. Although tall oil is not vegetable oil, its chemical structure is similar to vegetable oil and it can be transformed into polyols. Crude tall oil distillation products, including tall oil fatty acids (TOFA), are a high-quality raw material used for various applications, from biofuels to chemical production [36]. Distilled TOFA are a mixture of unsaturated free fatty acids which mainly consists of oleic, linoleic and pinolenic acids [35].
Latvian State Institute of Wood Chemistry has developed bio-based polyols from second-generation feedstock: TOFA. However, it is not only important to assess the potential environmental consequences of the proposed bio-polyols but also to demonstrate that developed bio-based alternatives can be used in actual PU material development and deliver the same or even better technical performance. Latvian State Institute of Wood Chemistry developed rigid PU foam formulations with the end application as thermal insulation material using only bio-polyols in the polyol component with comparable thermal insulation properties to the petrochemical alternatives. High functionality bio-polyols from tall oil were synthesized by the combination of epoxy ring-opening and esterification of fatty acids with different polyfunctional alcohols leading to higher polyol functionality which ensured high crosslink density of PU matrix resulting in a rigid PU foam with increased mechanical properties, good dimensional stability and good thermal insulation properties [37].
This paper is the third paper in a series of papers where the following aspects of rigid PU foam development from TOFA have been analyzed:
- TOFA epoxidation using ion exchange resin [38];
- chemical synthesis of TOFA based bio-polyols, their characterization and chemical structure and development of rigid PU foam thermal insulation from the said bio-polyols and their characterization (published by our group’s researcher, Kirpluks et al.) [37].
- Screening LCA of bio-polyol synthesis method (present paper).
This study aims to perform screening LCA, the cradle-to-gate environmental impact of three different TOFA based bio-polyols that have been demonstrated as suitable for the development of rigid PU thermal insulation that is based solely on tall oil polyols. The main goal can be subdivided into subgoals: (1) which synthesis steps give the most significant environmental footprint hot-spots, (2) to identify major gaps in the available inventory data.
2. Materials and Methods
The study generally follows the provisions set out in ISO 14040 and ISO 14044 [8,9]. The analysis was performed using SimaPro 9.0 software by Pré Consultants, Ecoinvent v3.5 was used for background processes.
2.1. Description of the Production Processes
TOFA based bio-polyol synthesis is a two-step synthesis, where the first step is epoxidation of double bonds (C=C) present in the tall oil using peracetic acid which is in-situ formed from acetic acid (CH3COOH) and hydrogen peroxide (H2O2) in the presence of ion exchange resin catalyst, followed by epoxy ring-opening reaction and subsequent esterification of epoxidized TOFA (ETOFA). Both reactions are scaled up and are carried out in a pilot-scale reactor with a volume of 50 L. Detailed description about bio-polyol synthesis and characterization and rigid PU foam thermal insulation developed solely based on can be found in our previous papers by Abolins et al. [38] and Kirpluks et al. [37].
2.1.1. Step 1: TOFA Epoxidation
For the epoxidation reaction, the molar ratio between (C=C/CH3COOH/H2O2) was 1/0.5/1.5 and a catalyst Amberlite IR-120 H as 20% of TOFA mass was used. The calculated amount of acetic acid and ion exchange resin Amberlite IR-120 H, as the catalyst, was added to TOFA and heated to 40 °C. Then, the calculated amount of H2O2) solution was added to the reactants dropwise over 30 min, maintaining the temperature not higher than 60 ± 2 °C. After the addition was completed, the reaction mixture was stirred at 1000 rpm, and the stirring was continued at a temperature not higher than 60 ± 2 °C. The end of epoxidation was to be considered when the epoxy group content reached a plateau. The unpurified epoxidized TOFA was washed with warm distilled water to remove acetic acid and H2O2) residue. The ion exchange resin was removed from the reactor. Afterwards, purified and still moist epoxidized TOFA was concentrated by evaporation at 60 °C up to 15 mbar vacuum to remove excess moisture. As a result, ETOFA was obtained as a precursor for polyol synthesis.
2.1.2. Step 2: Bio-Polyol Synthesis
From previously synthesized ETOFA, three different polyfunctional alcohols, namely, trimethylolpropane (TMP), triethanolamine (TEOA) and diethylene glycol (DEG), were used for polyol synthesis. Following acronyms were used for each polyol: ETOFA/TMP; ETOFA/TEOA and ETOFA/DEG. Polyol synthesis was performed using epoxy ring-opening reaction, which was carried out in 120 °C for 2 h, and subsequent esterification reaction until the acid value of the mixture decreased below 10 mg KOH/g. After oxirane ring-opening reaction, temperatures were raised to 180 °C, 200 °C, and 200 °C in the case of ETOFA/TEOA, ETOFA/TMP and ETOFA/DEG, respectively. The molar ratios between reagents in polyol synthesis were 1:1; catalyst (LiOCl4) was added as 0.5% of ETOFA mass. The given polyol synthesis process does not require additional purification and/or filtration steps.
2.1.3. Characterization of the Developed TOFA Based Bio-Polyols
The main characteristics of synthesized TOFA based bio-polyols, such as hydroxyl value, viscosity, acid value, moisture content, density, number average functionality and average molar mass are summarized in Table 1.
ETOFA/DEG bio-polyol showed the lowest viscosity (Table 1) due to low OH group functionality which reduced amount of hydrogen bond formation between polyol moieties. The low hydroxyl value of ETOFA/DEG polyol is still sufficient for it to be used in rigid PU foam formulation development. The other two bio-polyols, ETOFA/TMP and ETOFA/TEOA have much higher OH values which were 390 ± 15 mg KOH/g and 500 ± 15 mg KOH/g, respectively. The viscosity of ETOFA/TMP and ETOFA/TEOA bio-polyols is relatively high which can be explained by the hydrogen bonding and high functionality. The relatively high viscosity might be a challenge at the industrial scale; thus, the developed bio-polyols would be more suitable as crosslinking reagents in rigid and soft PU formulations. Moreover, ETOFA/TEOA bio-polyol also exhibits autocatalytic properties due to the tertiary amine group in its chemical structure [37]. This would allow lowering or eliminating the use of amine-based catalysts in PU formulations.
2.2. Goal and Scope Definition
The purpose of this work is to perform screening of the environmental performance of different TOFA based bio-polyols. The performed LCA is based on a cradle-to-gate approach, from the production of raw materials to the synthesis of TOFA based bio-polyols at a pilot-scale reactor. The assessment is based on experimental data from the following synthesis methods developed at Latvian State Institute of Wood Chemistry:
The system boundary of TOFA based bio-polyols production is depicted in Figure 1.
The use and the end of life phases are not included in the system boundaries, as they would remain the same as in the case of PU based solely on petrochemical polyols. In this case, the introduction of bio-based building block for PU development do not affect their end-of-life phase.
In this study, the functional unit (FU) selected was 1 kg of TOFA based bio-polyol, capable of being used to make rigid PU thermal insulation foams with comparable properties to conventional PU foams. The presented bio-polyol production is a two-step process where the first step is oil epoxidation using ion exchange resin, followed by ring-opening with polyfunctional alcohol.
2.3. Life Cycle Inventory, Limitations and Assumptions
The Life Cycle Inventory (LCI) data for the foreground system (i.e., raw materials, water, chemicals, energy consumption) was based on primary data that were measured in the laboratory during the two-step bio-polyol synthesis at a pilot-scale reactor as described in Section 2.1. In this case, the different synthesis steps (Figure 1) carried out during polyol synthesis were only aimed at the production of TOFA based bio-polyols and no co-products were obtained. Thus, no allocation procedure was required.
Background processes used in the LCA model are based on the Ecoinvent v3.5 database. The background system considers the production of raw materials (TOFA and chemicals) and energy used in the different production stages, as well as wastewater treatment (see Figure 1).
To determine energy consumption for synthesis a Hobo Onset data logger U12-006 218 with CTV-A sensors was used. The detailed description of the installation and calculations is described in our previous paper by Fridrihsone et al. [39]. For electricity use, Latvian electricity grid was chosen from the Ecoinvent v3.5 database.
The standard ISO 14040 (2006) requires that all of a study’s limitations be transparently defined and discussed, clearly and adequately identified in accordance with the study’s aim and scope [8].
One of the main limitations, but not limited, of LCA are incomplete or lack of reliable and process-specific data. The assumptions that were made to address the limitations are presented below:
- The production of the catalyst LiOCl4 was not available in the Ecoinvent v3.5, NaOCl4 used as a proxy for LiOCl4.
- The production of polyfunctional TMP is not available in the Ecoinvent v3.5. The production of TMP is assumed to be similar to the production of other polyols [40]. Pentaerythritol was used as a proxy.
- The production of the ion exchange resin Amberlite IR-120 H was not available in the Ecoinvent v3.5, cation exchange resin dataset was used as a proxy.
- The potential environmental impacts of chemical‘s packaging materials are not included and are assumed to be negligible.
- The transportation of raw materials to the production site is not considered. These operations are deemed marginal, indicating that transport aspects of the chemical industry are minor to the LCA analysis as a whole [41].
The LCI data for TOFA based bio-polyol production at a pilot-scale reactor is depicted in Table 2.
2.4. Life Cycle Impact Assessment
Life Cycle Impact Assessment (LCIA) is a mandatory LCA step where potential environmental impacts throughout the product or process life cycle quantify the effect of the collected LCI data as in- and out-flows [6].
In this research, two single-issue LCIA methods were used to convert input and output data into environmental impact categories. The cumulative energy demand (CED) was applied to investigate the use of non-renewable energy use involved in the production of bio-polyols. LCIA was carried out using Cumulative Energy Demand V1.11 (CED). The IPCC 2013 GWP 100a method, which is based on data released by the Intergovernmental Panel on Climate Change (IPCC), was chosen. The method expresses the emissions of greenhouse gases generated, in kilograms of CO2 equivalent, over a time horizon of 100 years.
Furthermore, as the method of environmental assessment, the ReCiPe 2016 Endpoint (H) V1.03/World (2010) H/A method was used at the endpoint level to screen the most impacted endpoint categories.
3. Results and Discussion
The interest in the bio-based materials is growing mainly due to the concerns of greenhouse gases GHGs emissions and non-renewable energy use in the industrial sectors. GHG and non-renewable energy use are important parameters to characterize the performance of a bio-based product in comparison to the petrochemical counterpart; however, the potential environmental impacts are adverse [41,42,43].
3.1. CED as a Screening Impact Indicator
CED can be used as a good proxy indicator for environmental performance while having the lowest data requirements [44]. CED of a product or process represents the direct and indirect energy use in units of MJ throughout the life cycle [45]. CED takes into account primary energy use, both renewable and nonrenewable, and energy flows intended for both energy and material purposes [46].
This is an important aspect as, in general, the LCI phase of LCA is very laborious and time consuming [6,47]. Moreover, there might be challenges with data availability.
Figure 2 presents the CED results for the developed TOFA-based bio-polyols.
The lowest CED was for the ETOFA/TEOA polyol with 141 MJ/kg polyol, followed by ETOFA/TMP polyol with 148 MJ/kg and lastly the ETOFA/DEG polyol with 158 MJ/kg. The resulting CED for all three TOFA-based bio-polyols is similar as are the synthesis processes. The slight change in the CED is due to the synthesis temperature of the second synthesis step, TOFA/TEOA bio-polyol is carried out at the lowest temperature of 180 °C, while other two bio-polyols are synthesized at 200–205 °C in conjunction with longer synthesis time. In addition, this difference is contributed to the amount of ETOFA in each bio-polyol as this is the first synthesis step. In Table 1, the TOFA content in developed bio-polyols is reported.
The use of fossil fuel energy resources for energy production is largely responsible for the depletion of fossil resources and global warming [48,49]. The total CED is composed of non-renewable CED (NRCED) (fossil, nuclear, non-renewable biomass) and renewable CED (biomass, wind, solar, geothermal, water). The NRCED of total CED comprised 61% for ETOFA/TEOA bio-polyol, 59% for ETOFA/TMP and ETOFA/DEG. The fossil energy contributed 91% of the total NRCED. The high percentage of NRCED is due to TOFA. Crude tall oil distillation is an energy-intensive process and non-renewable energy resources are used. The renewable CED is ~40% for the bio-polyols. Renewable biomass category is the main contributor to the renewable CED category. As mentioned, TOFA is a product of crude tall oil distillation. Crude tall oil is co-product in the kraft pulping process where the pulp is produced from softwood renewable pine trees [36].
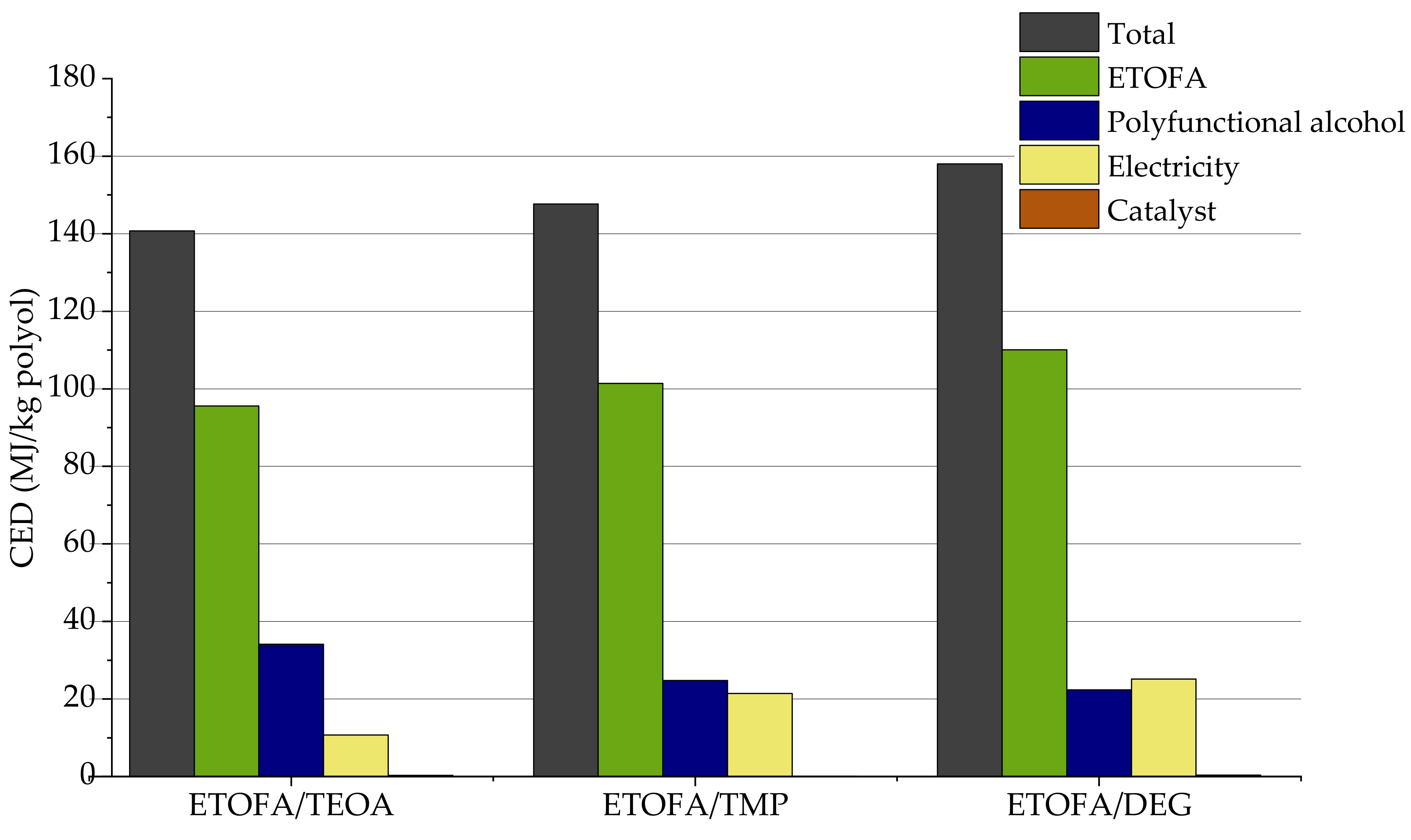
Figure 3 depicts a deeper insight into how each bio-polyol production inputs refer to the total CED of the bio-polyols.
Figure 3 reveals that the hot-spot and main contributor to the CED are the ETOFA, the source of the bio-based component (TOFA) in the bio-polyol.
The main contributors to the total CED of TOFA-based bio-polyols are as follows:
- ETOFA/TEOA: 67.9% is contributed to ETOFA, 24.2% to TEOA, 7.6% to electricity and 0.2% to catalyst;
- ETOFA/TMP: 68.7% is contributed to ETOFA, 16.8% to TMP proxy, 14.5% to electricity and 0.03% to catalyst;
- ETOFA/DEG: 69.7% is contributed to ETOFA, 15.9% to DEG, 23.6% to electricity and 0.2% to catalyst.
ETOFA is an outcome of the first synthesis step: TOFA epoxidation with ion exchange resin. In the present study in the LCI phase, Ecoinvent v3.5 dataset was used for TOFA modelling, where it is a global dataset representing 100% of USA stand-alone tall oil distillation capacity in 2011, which includes five sites and larger than 90% of the European capacity [50]. The specific polyfunctional alcohols were chosen to obtain the desired properties of the synthesized products. For ETOFA/TMP bio-polyol, the production of TMP was not available in the Ecoinvent v3.5. The production of TMP is assumed to be similar to the production of other polyfunctional alcohols [40]. Depending on bio-polyol and its synthesis pathway, the contribution of electricity is from 8% to 24%. The impact of catalyst for bio-polyol synthesis has a negligible influence as the contribution is below 0.5%. However, it must be noted that proxy not a full dataset from Ecoinvent was used to model catalyst; thus, the contribution might be underestimated.
In the present study, the aim was to identify the hot-spots of the bio-polyol production process and clearly, ETOFA production is the largest hot-spot and thus, in future studies, a separate LCA should be carried out analyzing the hot-spots of TOFA epoxidation process. There are several ways to perform epoxidation, from the conventional Prileshajev epoxidation process to use of more environmentally sound approaches, such as ion exchange resin (as in the present study) and chemo-enzymatic epoxidation. It would be valuable to perform comparative LCA of different TOFA epoxidation pathways to assess their environmental performance. Moreover, it would be valuable to perform that in conjunction with a technical-economic feasibility study, as for new synthesis method to be applied in industrial production, it has to offer several advantages in comparison to the conventional, such as better performance, environmental benefits and cheaper or equivalent price compared with the conventional method.
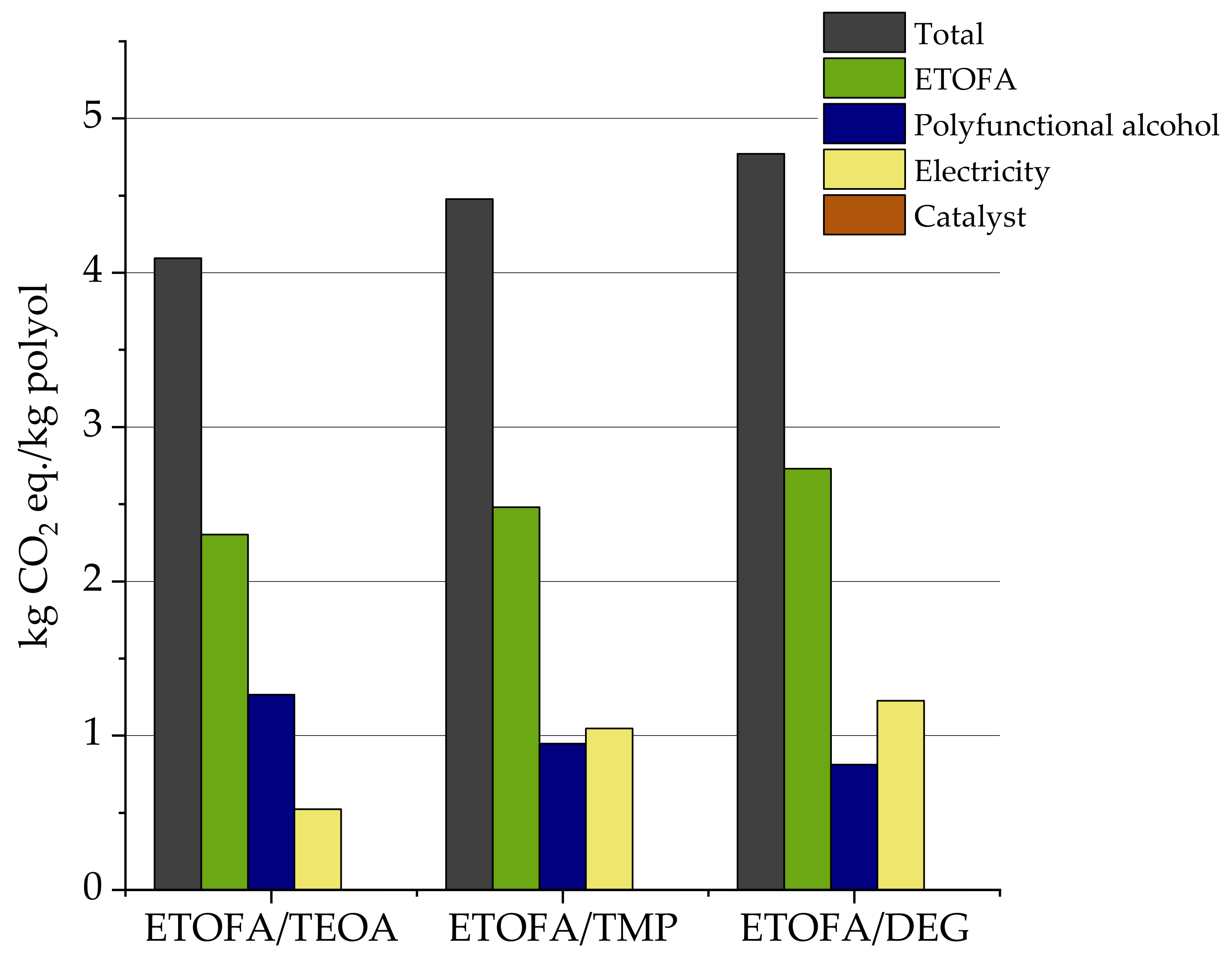
3.2. Life-Cycle Impact Assessment: IPCC 2013 GWP 100a
Figure 4 summarizes the distribution of GHG emissions associated with the production of TOFA-based bio-polyols. The total amount of emissions for ETOFA/TEOA bio-polyol is 4.09 kg CO2 eq/kg bio-polyol, being the lowest, while for ETOFA/TMP and ETOFA/DEG bio-polyols the total emissions are 4.48 and 4.77 kg CO2 eq/kg bio-polyol, respectively. Wherein, the emissions associated with ETOFA production are 55%–57%, the amount attributed to polyfunctional alcohols varies notably. Polyfunctional alcohol used for ETOFA/DEG bio-polyol synthesis contributed 17% to the total GHG emissions, while for ETOFA/TMP the number was slightly higher with 21% and TEOA production for ETOFA/TEOA bio-polyol synthesis contributed 31% of the total GHG emissions of the said bio-polyol. The electricity attribution varies depending on the bio-polyol synthesis pathway. For ETOFA/TEOA the contribution is 13%, while for ETOFA/TMP and ETOFA/DEG bio-polyol the amount attributed is higher, with 23% and 26%, respectively. The GHG emissions associated with catalyst are below 0.005%.
The LCI inventory was based on bio-polyol production at 50 L pilot-reactor which resulted in high-quality primary data for the bio-polyol synthesis inputs and outputs. It must be kept in mind that for large scale production of bio-polyols, different results will be yielded due to the differences in the production setup. In the present study, TOFA produced in Europe was used for polyol synthesis; thus, in an “ideal” LCA of the developed TOFA-based products, the TOFA production would be modelled from the data provided by the specific tall oil refinery. This would give a better representation. For example, Cashman et al. reported that the nonrenewable energy demand for cradle-to-gate crude tall oil distillation products is higher in the United States than in Europe, and thus, also in GHG emissions [36].
3.3. Life-Cycle Impact Assessment: ReCiPe 2016 Endpoint (H) V1.03/World (2010) H/A
The environmental impacts at the ReCiPe endpoint level are aggregated into three types of damage: human health, ecosystem and resources. The aggregated environmental effect, written in normalized and weighted mPt, is expressed as the ReCiPe score. ReCiPe results at endpoint level reveal that for all three TOFA based bio-polyols, the largest environmental impact is to human health category with 86%, followed by ecosystems with 12% impact. The contribution of category resources formed only 2% of the total ReCiPe Score. The largest contributor to the Human health category is ETOFA synthesis with ~60.4% for ETOFA/DEG bio-polyol, 61.5% for ETOFA/TEOA bio-polyol and 58.7% for ETOFA/TMP bio-polyol. Further research on the impacts of ETOFA synthesis should be carried out.
For the Ecosystem category, the largest contributor was ETOFA with a contribution of around 80% for all polyols. Depending on the bio-polyol type, the contribution of polyfunctional alcohol for epoxide ring-opening in the second synthesis step was 12.5% for ETOFA/TEOA bio-polyol, 9.2% for ETOFA/TMP and 6.9% for ETOFA/DEG bio-polyol. The electricity used for synthesis contributed 6.3%, 11.6% and 12.7%, respectively.
For Resources endpoint category, half of the total impact was from ETOFA for all TOFA-based bio-polyols; however, the impact of used polyfunctional alcohol differed significantly. Thus, TEOA contributed 41.7% of the Resource category impact, while for the ETOFA/TMP bio-polyol the contribution of polyfunctional alcohol was 27.5%, the DEG as polyfunctional alcohol contributed 25.5% to the total score of Resource category. The contributor of electricity also differed from 10.7% for ETOFA/TEOA bio-polyol to 23.5% for ETOFA/DEG bio-polyol.
The ReCiPe endpoint results show that tall oil epoxidation with ion exchange resin is the main contributor for all Endpoint impact categories. A separate study should be carried out where ETOFA process is analyzed from the LCA viewpoint.
4. Conclusions
A screening LCA of TOFA-based bio-polyols suitable for rigid PU foam development was performed in this study. The study had some limitations as the data about bio-based feedstock production were obtained from the Ecoinvent database. However, bearing in mind these limitations, very clear conclusions can be drawn up:
- the bio-based feedstock was the main environmental hot-spot in the bio-polyol production process;
- the other large environmental hot-spots are the used polyfunctional alcohols for the ring-opening and the use of electricity for the bio-polyol synthesis;
- the impact of catalyst is negligible;
- the efforts to improve the environmental performance of bio-polyols should be put on the production phase of the ETOFA.
Several future studies directions have been identified to perform separate LCA study on the epoxidation process of the TOFA to identify the environmental hot-spots in this bio-polyol synthesis stage. It would be valuable to compare different epoxidation processes to see which yields the lowest environmental impact. In future studies, it would be very useful to perform the LCA of the bio-polyols with data from the specific distillery where TOFA was sourced.
Author Contributions
Conceptualization, A.F.; methodology, A.F.; software, A.F.; validation, A.A., M.K.; formal analysis, A.F.; investigation, A.F., A.A.; resources, A.F., A.A.; data curation, A.F., A.A.; writing—original draft preparation, A.F.; writing—review and editing, M.K.; visualization, A.F. All authors have read and agreed to the published version of the manuscript.
Funding
This research was funded by the EUROPEAN REGIONAL DEVELOPMENT FUND, grant number. 1.1.1.1/16/A/031 “Rigid Polyurethane/Polyisocyanurate Foam Thermal Insulation Material Reinforced with Nano/MicroSize Cellulose”.
Conflicts of Interest
The authors declare no conflict of interest. The funders had no role in the design of the study; in the collection, analyses, or interpretation of data; in the writing of the manuscript, or in the decision to publish the results.
References
- Dotan, A. Biobased Thermosets. In Handbook of Thermoset Plastics; Dodiuk, H., Goodman, S.H., Eds.; William Andrew: Norwich, NY, USA, 2013; pp. 577–622. [Google Scholar]
- Patel, M.; Bastioli, C.; Marini, L.; Würdinger, E. Life-cycle Assessment of Bio-based Polymers and Natural Fiber Composites. Biopolym. Online 2005. [Google Scholar] [CrossRef]
- Philp, J.C.; Ritchie, R.J.; Guy, K. Biobased plastics in a bioeconomy. Trends Biotechnol. 2013, 31, 65–67. [Google Scholar] [CrossRef] [PubMed]
- Saharan, B.S.; Deepansh, A.; Deepansh, S. Bioplastics-For Sustainable Development: A Review. Int. J. Microb. Resour. Technol. 2012, 1, 11–23. [Google Scholar]
- Álvarez-Chávez, C.R.; Edwards, S.; Moure-Eraso, R.; Geiser, K. Sustainability of bio-based plastics: General comparative analysis and recommendations for improvement. J. Clean. Prod. 2012, 23, 47–56. [Google Scholar] [CrossRef]
- Hauschild, M.Z.; Rosenbaum, R.K.; Olsen, S.I. Life Cycle Assessment: Theory and Practice; Hauschild, M.Z., Rosenbaum, R.K., Olsen, S., Eds.; Springer International Publishing: Cham, Switzerland, 2017; ISBN 9783319564753. [Google Scholar]
- Ronzon, T.; Lusser, M.; Klinkenber, M.; Landa, L.; Sanchez Lopez, L.; M’Barek, R.; Hadjamu, G.; Belward, A.; Camia, A.; Giuntoli, J.; et al. JRC Scientific and Policy Report. Bioeconomy Report 2016. EUR 28468 EN. Available online: https://publications.jrc.ec.europa.eu/repository/bitstream/JRC103138/kjna28468enn.pdf (accessed on 17 October 2018).
- ISO 14040 International Standard. Environmental Management—Life Cycle Assessment—Principles and Framework; ISO: Geneva, Switzerland, 2006; p. 20. [Google Scholar]
- ISO 14044 International Standard. Environmental Management—Life Cycle Assessment—Requirements and Guidelines; ISO: Geneva, Switzerland, 2006; p. 46. [Google Scholar]
- Tischner, U.; Schmincke, E.; Rubik, F.; Prosler, M. (Eds.) How to Do Ecodesign? A Guide for Environmentally and Economically Sound Design; Art Books Intl Ltd: Berlin, Germany, 2000. [Google Scholar]
- Rudin, A.; Choi, P. Biopolymers. In The Elements of Polymer Science & Engineering; Academic Press: Waltham, MA, USA; Oxford, UK, 2013; Chapter 13; pp. 521–535. ISBN 9780123821782. [Google Scholar]
- Ionescu, M. Chemistry and Technology of Polyols for Polyurethane; Smithers Rapra Press: Shropshire, UK, 2008; ISBN 978-1859575017. [Google Scholar]
- Petrovic, Z.S. Polyurethanes from vegetable oils. Polym. Rev. 2008, 48, 109–155. [Google Scholar] [CrossRef]
- Akindoyo, J.O.; Beg, M.D.H.; Ghazali, S.; Islam, M.R.; Jeyaratnam, N.; Yuvaraj, A.R. Polyurethane types, synthesis and applications-a review. RSC Adv. 2016, 6, 114453–114482. [Google Scholar] [CrossRef] [Green Version]
- Villasmil, W.; Fischer, L.J.; Worlitschek, J. A review and evaluation of thermal insulation materials and methods for thermal energy storage systems. Renew. Sustain. Energy Rev. 2019, 103, 71–84. [Google Scholar] [CrossRef]
- Sharmin, E.; Zafar, F. Polyurethane: An Introduction. In Polyurethane; Zafar, F., Ed.; InTech: London, UK, 2012; pp. 3–16. [Google Scholar]
- Badri, K.H.; Ahman, S.; Zakaria, S. The production of a high-functionality RBD palm kernel-based polyester polyol. J. Appl. Polym. Sci. 2001, 81, 384–389. [Google Scholar] [CrossRef]
- Petrović, Z.S.; Yang, L.; Zlatanić, A.; Zhang, W.; Javni, I. Network Structure and Properties of Polyurethanes from Soybean Oil. J. Appl. Polym. Sci. 2007, 105, 2717–2727. [Google Scholar] [CrossRef]
- Prociak, A.; Malewska, E.; Kurańska, M.; Bąk, S.; Budny, P. Flexible polyurethane foams synthesized with palm oil-based bio-polyols obtained with the use of different oxirane ring opener. Ind. Crops Prod. 2018, 115, 69–77. [Google Scholar] [CrossRef]
- Stirna, U.; Fridrihsone, A.; Lazdiņa, B.; Misane, M.; Vilsone, D. Biobased Polyurethanes from Rapeseed Oil Polyols: Structure, Mechanical and Thermal Properties. J. Polym. Environ. 2013, 21, 952–962. [Google Scholar] [CrossRef]
- Yadav, S.; Zafar, F.; Hasnat, A.; Ahmad, S. Poly (urethane fatty amide) resin from linseed oil-A renewable resource. Prog. Org. Coat. 2009, 64, 27–32. [Google Scholar] [CrossRef]
- Desroches, M.; Escouvois, M.; Auvergne, R.; Caillol, S.; Boutevin, B. From vegetable oils to polyurethanes: Synthetic routes to polyols and main industrial products. Polym. Rev. 2012, 52, 38–79. [Google Scholar] [CrossRef] [Green Version]
- Loebel, O. Thermal Insulation Materials Made of Rigid Polyurethane Foam; Federation of European Rigid Polyurethane Foam Associations: Belgium, Brussels, 2012; Volume 1. [Google Scholar]
- Tan, S.G.; Chow, W.S. Biobased epoxidized vegetable oils and its greener epoxy blends: A review. Polym. Plast. Technol. Eng. 2010, 49, 1581–1590. [Google Scholar] [CrossRef]
- Jalil, M.J.; Azmi, I.S.; Mohammad Daud, A.R. An Overview of Epoxidation of Vegetable Oils with Peracid-Reaction Mechanism. Recent Innov. Chem. Eng. Formerly Recent Patents Chem. Eng. 2017, 10. [Google Scholar] [CrossRef]
- Milchert, E.; Malarczyk-Matusiak, K.; Musik, M. Technological aspects of vegetable oils epoxidation in the presence of ion exchange resins: A review. Polish J. Chem. Technol. 2016, 18, 128–133. [Google Scholar] [CrossRef] [Green Version]
- Mungroo, R.; Pradhan, N.C.; Goud, V.V.; Dalai, A.K. Epoxidation of canola oil with hydrogen peroxide catalyzed by acidic ion exchange resin. J. Am. Oil Chem. Soc. 2008, 85, 887–896. [Google Scholar] [CrossRef]
- BASF Solutions from the Nature—Sovermol®. Available online: https://www.basf.com/cn/en/products/paint-coating-industry/sovermol.html (accessed on 25 July 2019).
- NEUKAPOL Polyols. Available online: http://www.altropol.de/en/produkte/neukapol-polyole/ (accessed on 17 October 2018).
- Nivapol. Available online: http://www.nivapol.com/en/products/ (accessed on 17 October 2018).
- PolyLabs. Available online: http://www.polylabs.eu/en/about-us (accessed on 17 October 2018).
- Vandeputte Oleo Polyfunctional polyester polyols. Available online: http://www.vandeputte.com/en/linseed-linseeds__239__329.aspx (accessed on 17 October 2018).
- Vertellus–Polycin® Polyols. Available online: http://www.vertellus.com/products/case/polycin-polyols (accessed on 17 October 2018).
- Carus, M.; Dammer, L. Food or Non-Food: Which Agricultural Feedstocks Are Best for Industrial Uses? Ind. Biotechnol. 2013, 9, 171–176. [Google Scholar] [CrossRef]
- Demirbas, A. Methylation of wood fatty and resin acids for production of biodiesel. Fuel 2011, 90, 2273–2279. [Google Scholar] [CrossRef]
- Cashman, S.A.; Moran, K.M.; Gaglione, A.G. Greenhouse Gas and Energy Life Cycle Assessment of Pine Chemicals Derived from Crude Tall Oil and Their Substitutes. J. Ind. Ecol. 2016, 20, 1108–1121. [Google Scholar] [CrossRef] [Green Version]
- Kirpluks, M.; Vanags, E.; Abolins, A.; Michalowski, S.; Fridrihsone, A.; Cabulis, U. High Functionality Bio-Polyols from Tall Oil and Rigid Polyurethane Foams Formulated Solely Using Bio-Polyols. Materials 2020, 13, 1985. [Google Scholar] [CrossRef] [PubMed]
- Abolins, A.; Kirpluks, M.; Vanags, E.; Fridrihsone, A.; Cabulis, U. Tall Oil Fatty Acid Epoxidation Using Homogenous and Heterogeneous Phase Catalysts. J. Polym. Environ. 2020. [Google Scholar] [CrossRef]
- Fridrihsone, A.; Romagnoli, F.; Kirsanovs, V.; Cabulis, U. Life Cycle Assessment of vegetable oil based polyols for polyurethane production. J. Clean. Prod. 2020, 266, 121403. [Google Scholar] [CrossRef]
- Ekman, A.; Börjesson, P. Life cycle assessment of mineral oil-based and vegetable oil-based hydraulic fluids including comparison of biocatalytic and conventional production methods. Int. J. Life Cycle Assess. 2011, 16, 297–305. [Google Scholar] [CrossRef]
- Moussa, H.I.; Elkamel, A.; Young, S.B. Assessing energy performance of bio-based succinic acid production using LCA. J. Clean. Prod. 2016, 139, 761–769. [Google Scholar] [CrossRef]
- Weiss, M.; Haufe, J.; Carus, M.; Brandão, M.; Bringezu, S.; Hermann, B.; Patel, M.K. A Review of the Environmental Impacts of Biobased Materials. J. Ind. Ecol. 2012, 16. [Google Scholar] [CrossRef]
- Pawelzik, P.; Carus, M.; Hotchkiss, J.; Narayan, R.; Selke, S.; Wellisch, M.; Weiss, M.; Wicke, B.; Patel, M.K. Critical aspects in the life cycle assessment (LCA) of bio-based materials—Reviewing methodologies and deriving recommendations. Resour. Conserv. Recycl. 2013, 73, 211–228. [Google Scholar] [CrossRef]
- Huijbregts, M.A.J.; Hellweg, S.; Frischknecht, R.; Hendriks; Harrie, W.M.; Hungerbühler, K.; Hendriks, A.J. Cumulative Energy Demand As Predictor for the Environmental Burden of Commodity Production. Environ. Sci. Technol. 2010, 44, 2189–2196. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Huijbregts, M.; Rombouts, L.; Hellweg, S.; Frischknecht, R.; Hendriks, A.; Van de Meent, D.; Ragas, A.; Reijnders, L.; Struijs, J. Is Cumulative Fossil Energy Demand a Useful Indicator for the Environmental Performance of Products? Environ. Sci. Technol. 2006, 40, 641–648. [Google Scholar] [CrossRef] [Green Version]
- Arvidsson, R.; Svanstrom, M. A Framework for Energy Use Indicators and Their Reporting in Life Cycle Assessment. Integr. Environ. Assess. Manag. 2015, 12, 429–436. [Google Scholar] [CrossRef] [Green Version]
- Curran, M.A. Life Cycle Assessment Handbook; Scrivener Publishing LLC: Beverly, MA, USA; John Wiley & Sons, Inc: Hoboken, NJ, USA, 2012; ISBN 9781118099728. [Google Scholar]
- Letcher, T.M. Why do we have global warming. In Managing Global Warming? Letcher, T.M., Ed.; Elsevier: London, UK; Academic Press: San Diego, CA, USA, 2019; pp. 3–15. ISBN 9780128141045. [Google Scholar]
- Willem, P.N.; Cooper, C.J. Implications of fossil fuel constraints on economic growth and global warming. Energy Policy 2009, 37, 166–180. [Google Scholar] [CrossRef]
- Ecoinvent Centre. Ecoinvent Database (Version 3.5). [Cut-Off System Model]. Retrieved from Simapro Software Version 9.0. Dataset. Tall Oil Refinery Operation, Global. 2016. Available online: https://www.ecoinvent.org/database/older-versions/ecoinvent-35/ecoinvent-35.html (accessed on 30 August 2018).
Figure 1.
System boundaries of TOFA based bio-polyol production.

Figure 2.
CED of TOFA-based bio-polyols.

Figure 3.
CED results for TOFA-based bio-polyols from the perspective of their production inputs.

Figure 4.
Balance of GHG emissions assigned to TOFA based bio-polyol production in total and per individual production step.
Figure 4.
Balance of GHG emissions assigned to TOFA based bio-polyol production in total and per individual production step.


{kind=link}
{kind=link}
{kind=link}
{kind=link}
Table 1.
The characterization of tall oil-based bio-polyols [37].
Table 1.
The characterization of tall oil-based bio-polyols [37].
| Polyol | OH Value, mg KOH/g | Viscosity (25 °C), mPa·s | Acid Value, mg KOH/g | wH2O, % | Density (20 °C), g/cm3 | fn | Mn | TOFA Content in Bio-Polyol, % |
|---|---|---|---|---|---|---|---|---|
| ETOFA/TMP | 390 ± 15 | 77,000 ± 1000 | 7 ± 2 | <0.1 | 1.056 | 9.3 | 1264 | 62.2 |
| ETOFA/DEG | 260 ± 10 | 1060 ± 40 | 5 ± 2 | <0.1 | 1.039 | 5.8 | 1854 | 67.9 |
| ETOFA/TEOA | 500 ± 15 | 7400 ± 100 | 3 ± 2 | <0.5 | 1.047 | 7.9 | 888 | 59.5 |
Table 2.
LCI data for the production of 1 kg of TOFA based bio-polyol production.
| Inputs | Unit | ETOFA/TMP | ETOFA/TEOA | ETOFA/DEG | Comments/Data Source |
|---|---|---|---|---|---|
| ETOFA | kg | 0.69 | 0.66 | 0.76 | TOFA dataset from Ecoinvent v3.5 |
| Catalyst | kg | 0.0035 | 0.0033 | 0.0038 | NaOCl4 used as a proxy for LiOCl4 |
| Polyfunctional alcohol Pentaerythritol | kg | 0.41 | - | - | Used as a proxy for TMP |
| Polyfunctional alcohol TEOA | kg | - | 0.44 | - | |
| Polyfunctional alcohol DEG | kg | - | - | 0.36 | |
| Electricity | kWh | 1.62 | 0.81 | 1.90 | |
| Outputs | |||||
| TOFA based bio-polyol | kg | 1 | 1 | 1 | |
| Wastewater | kg | 0.05 | 0.05 | 0.05 | Negligible |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
MDPI and ACS Style
Fridrihsone, A.; Abolins, A.; Kirpluks, M. Screening Life Cycle Assessment of Tall Oil-Based Polyols Suitable for Rigid Polyurethane Foams. Energies 2020, 13, 5249. https://0-doi-org.brum.beds.ac.uk/10.3390/en13205249
AMA Style
Fridrihsone A, Abolins A, Kirpluks M. Screening Life Cycle Assessment of Tall Oil-Based Polyols Suitable for Rigid Polyurethane Foams. Energies. 2020; 13(20):5249. https://0-doi-org.brum.beds.ac.uk/10.3390/en13205249
Chicago/Turabian StyleFridrihsone, Anda, Arnis Abolins, and Mikelis Kirpluks. 2020. "Screening Life Cycle Assessment of Tall Oil-Based Polyols Suitable for Rigid Polyurethane Foams" Energies 13, no. 20: 5249. https://0-doi-org.brum.beds.ac.uk/10.3390/en13205249
Note that from the first issue of 2016, this journal uses article numbers instead of page numbers. See further details here.