1. Introduction
The contribution of hydrogen to the promotion of green energy is mainly driven by recent achievements, especially polymer electrolyte membrane (PEM) fuel cells, where hydrogen is used as the fuel. One obstacle for the development of the hydrogen economy is the safe storage and transportation challenge presented by hydrogen. Therefore, special attention has been paid to the development of economical hydrogen production methods by chemically converting hydrocarbons or alcohols to a hydrogen-rich synthesis gas stream. This process, generically called reforming, requires oxidizing agents. When water is used as the oxidant, the process is known as steam reforming [
1]. Among various hydrogen carriers, methanol stands out because of its properties of being liquid at ambient conditions and infinitely miscible with water. Moreover, methanol has a low boiling point (65 °C) for vaporization, a relatively high H/C ratio (4:1), a low reforming temperature (200–300 °C) owing to the absence of a strong C–C bond, and is producible from various carbon-based feedstocks, such as natural gas, biomass, and CO
2 [
2,
3,
4]. Under appropriate conditions, the most favored reaction stoichiometry is the methanol steam reforming (MSR) reaction. One of the major advantages of the MSR reaction is that 1/3 of the hydrogen product can be derived from water. In addition to the MSR reaction, there are normally other two reactions that happen during the reforming process: the water-gas shift (WGS) reaction and the methanol decomposition (MD) reaction. The three main reactions that take place within the methanol steam reformer are shown in the following equations [
5]:
Methanol steam reforming reaction (MSR):
Water-gas shift reaction (WGS):
Methanol decomposition reaction (MD):
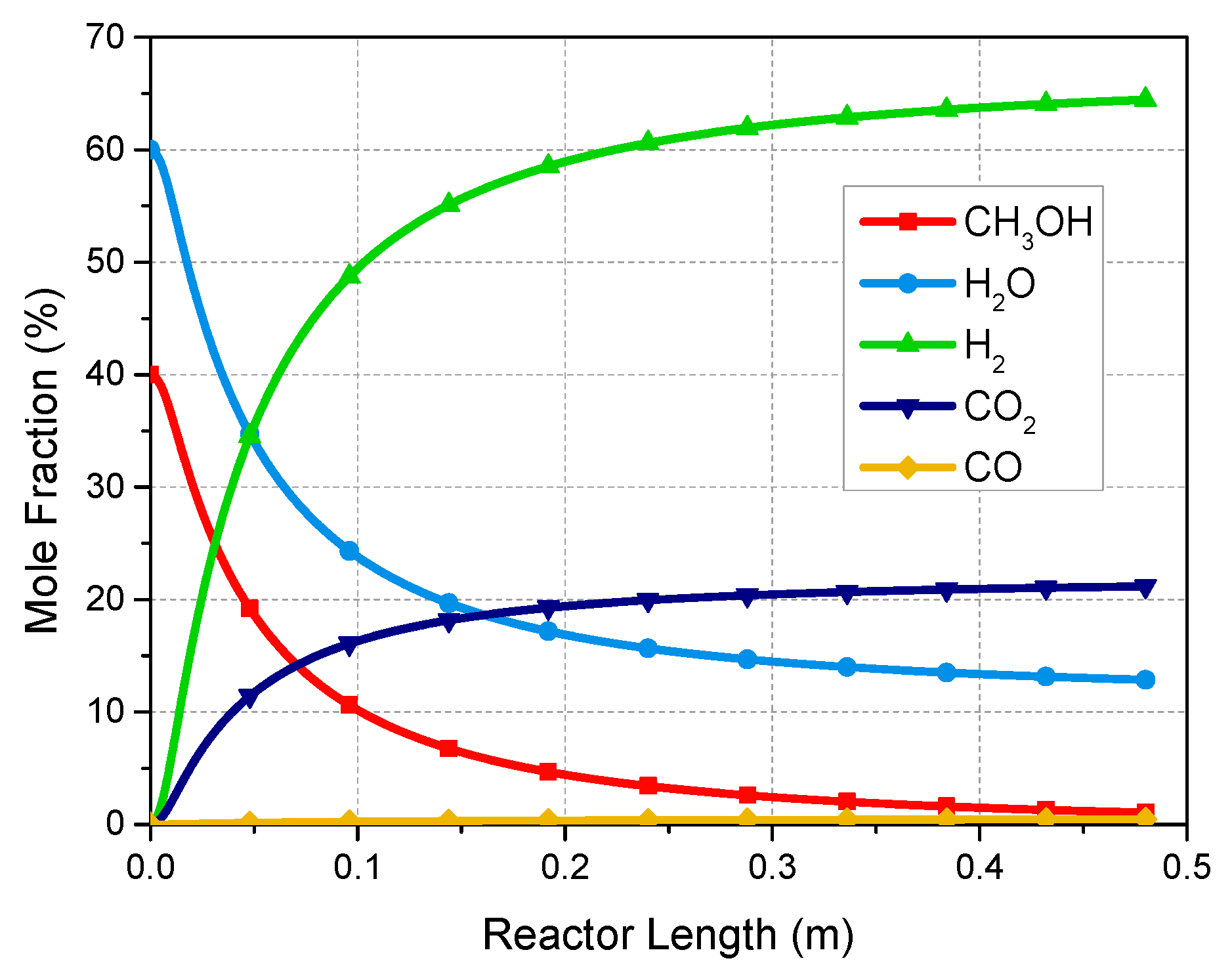
Although hydrogen is the only desired product, other by-products are inevitably formed in reformate gas mixture, such as carbon dioxide (CO
2), small amounts of carbon monoxide (CO), unconverted water and methanol vapor. The fractions of methanol, CO
2 and especially CO in the reformate gas should be minimized because of their poisoning effect on fuel cells [
6,
7]. Catalysts used for methanol steam reforming are supposed to have as main properties good activity and fast kinetics at low temperature, high selectivity to suppress CO production, good stability and long lifetime [
5]. The most widely used commercial catalysts for the MSR process are Cu-based catalysts, especially Cu/ZnO/Al
2O
3, due to their relatively high activity and selectivity [
8].
Methanol reforming methods carried out experimentally and industrially in packed-bed reactors will inevitably result in high investment and operating costs. Therefore, there are numerous studies on the kinetics and mechanisms of MSR over commercial Cu/ZnO/Al
2O
3 catalysts. Jiang et al. [
9] proposed an expression of reaction rates based on power rate law kinetics. It is assumed that there was only one kind of active site for reactions and the methyl formate was the intermediate. Peppley et al. [
10] studied the reaction network of MSR on the catalyst BASF K3-110. They assumed two distinct types of active sites, one type for MSR and WGS reactions and the other for MD reaction. And a comprehensive kinetic model was developed considering the surface mechanism of the catalyst. Agrell et al. [
11] investigated the MSR over a Cu/ZnO/Al
2O
3 catalyst from Süd-Chemie (G-66 MR) and developed a kinetic model. With operating temperatures below 220 °C, an Arrhenius-type function was used; and with higher temperatures, the mass transport hindered the reaction kinetics, hence a fifth degree polynomial was used instead of the Arrhenius expression. Sandra et al. [
12] and Herdem et al. [
13] compared several kinetic rate expressions of the MSR process. They found that a kinetic Langmuir-Hinshelwood model which was developed by Peppley et al. [
10] presented the best fit to the experimental data.
Another dominant factor for the reforming process is the reformer design. Conventional packed-bed reformers use catalyst particles in the form of pellets or cylinders, which are versatile for application at both the laboratory and industrial scale owing to their relatively low cost and easy operation [
14]. Nevertheless, one disadvantage of packed-bed reformers is the radial temperature gradient in the catalyst bed [
3]. Recent progress in micro-processing make it possible to manufacture wall-coated micro-channel reactors and membrane reactors, which present fewer heat and mass transfer limitations, less pressure drop, better selectivity, but also a drawback of lower specific catalyst load [
2,
9,
15,
16]. However, potential barriers for the commercialization of micro-channel and membrane reactors, such as high costs and low mechanical resistance, make packed-bed reformers still the most widely used types in the chemical industry for extracting hydrogen from methanol.
Because of the endothermic characteristic of the reforming process, an external heating source is needed to activate the reaction sites and prevent temperature drops in the catalyst bed. For on-site applications, it means that the reformer should be integrated with a heat supply unit, usually called a catalytic combustor or burner [
17,
18,
19]. In this system, a flow of thermal fluid is needed to transfer heat from the burner to the catalyst bed. Reaction rates of methanol reforming predominately depend on the local concentration and temperature correlated to heat and mass transfer mechanisms, which should be investigated when designing a reactor. Yoon et al. [
20] analyzed the dominant limiting mechanisms (heat transfer, mass transfer and chemical kinetics) in the methanol steam reformer theoretically and experimentally. Results showed that with the diminishing of catalyst size, the heat transfer limitation increased and the mass transfer limitation decreased. Also with the diameter of the reactor diminished, the heat and mass transfer were enhanced. Vadlamudi et al. [
21] analyzed a packed-bed reactor for autothermal reforming of methanol to produce sufficient hydrogen for a 100 W fuel cell stack. They developed a 1-D non-isothermal model considering the steady state mass and energy balance. The simulated results agreed well with experimental data and the pressure drop was considered to be negligible. Ma et al. [
22] investigated the hydrogen output and thermal behavior of a plant-scale fixed-bed reformer for methanol steam reforming based on a 2-D pseudo-homogenous model. The results showed that there was no obvious concentration gradients in the radial direction. Moreover, with a larger tube diameter, the limited heat transfer would lead to a larger radial temperature gradient in the catalyst bed. A similar result has been reported in [
23] that the small ratio of tube to particle diameter (
) and low reactant velocity introduced a large heat transport resistance between the tube wall and the catalyst particles. Mears et al. [
23] developed a criterion to evaluate the importance of radial temperature gradients in fixed bed catalytic reactors. Results showed that the heat transfer resistance between the wall and the catalyst bed cannot be neglected when
. Furthermore, the increased porosity of the bed near the wall caused a limited number of contact points between catalyst particles and the reactor wall. Hence, the major cause of the heat transport resistance between the catalyst bed and the reactor wall could be regarded as the gas film [
24], which has been considered in this study. Vázquez et al. [
25] employed a tubular-quartz reactor and a multichannel micro packed-bed reactor to perform the kinetic model of methanol steam reforming. The results represented both axial and radial temperature gradients in the catalyst bed. But for a small-scale multichannel reactor with a large length to width ratio (
), the radial temperature gradients in the catalyst bed can be considered negligible at an almost isothermal condition. The study proved that convective heat transfer properties in the catalyst bed could be improved by increasing the length to width ratio of reactors to increase the gas velocity and the contact surface of gas flow in reactors. Montebelli et al. [
26] compared the performance of two highly conductive structured multi-tubular reactors with a commercial multi-tubular packed-bed reactor for methanol synthesis. They concluded that the packed-bed reactor had a better performance than structured systems due to the effective convective heat transfer mechanism in the catalyst bed, which is shown as lower hot-spot temperatures and higher radial heat transfer rates. The effectiveness factor for catalysts in commercial size has been widely investigated owing to the strong effect of internal diffusion on reaction rates. Lee et al. [
27] estimated the effectiveness factor of catalyst particles to investigate the effect of the particle internal diffusion limitations and obtain the intrinsic kinetics of methanol steam reforming over Cu/ZnO/Al
2O
3 catalyst. Tesser et al. [
28] tested different kinetics of steam reforming of methanol in packed bed reactor, considering both mass and heat balance along the length of reactor and inside the catalyst particles.
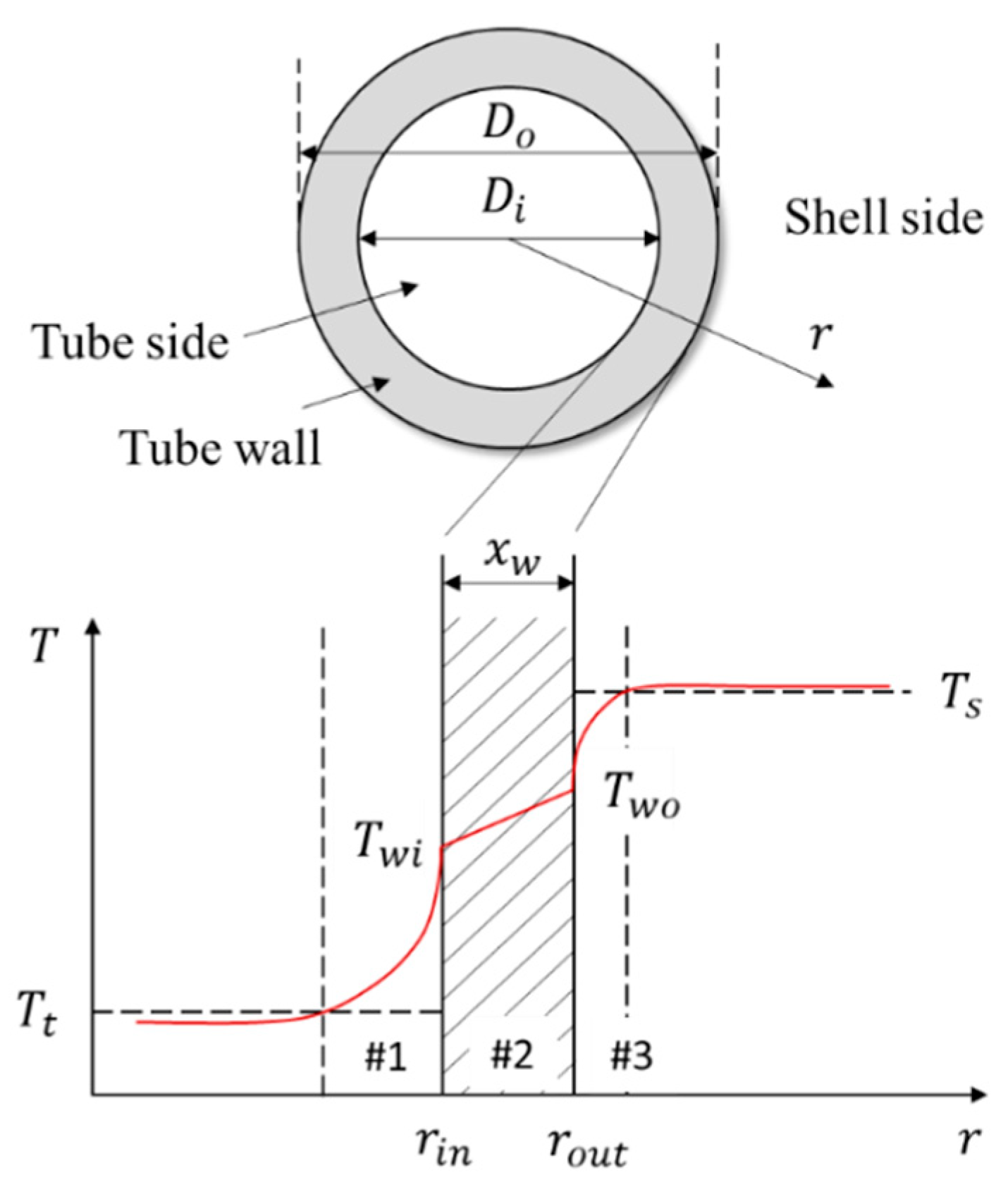
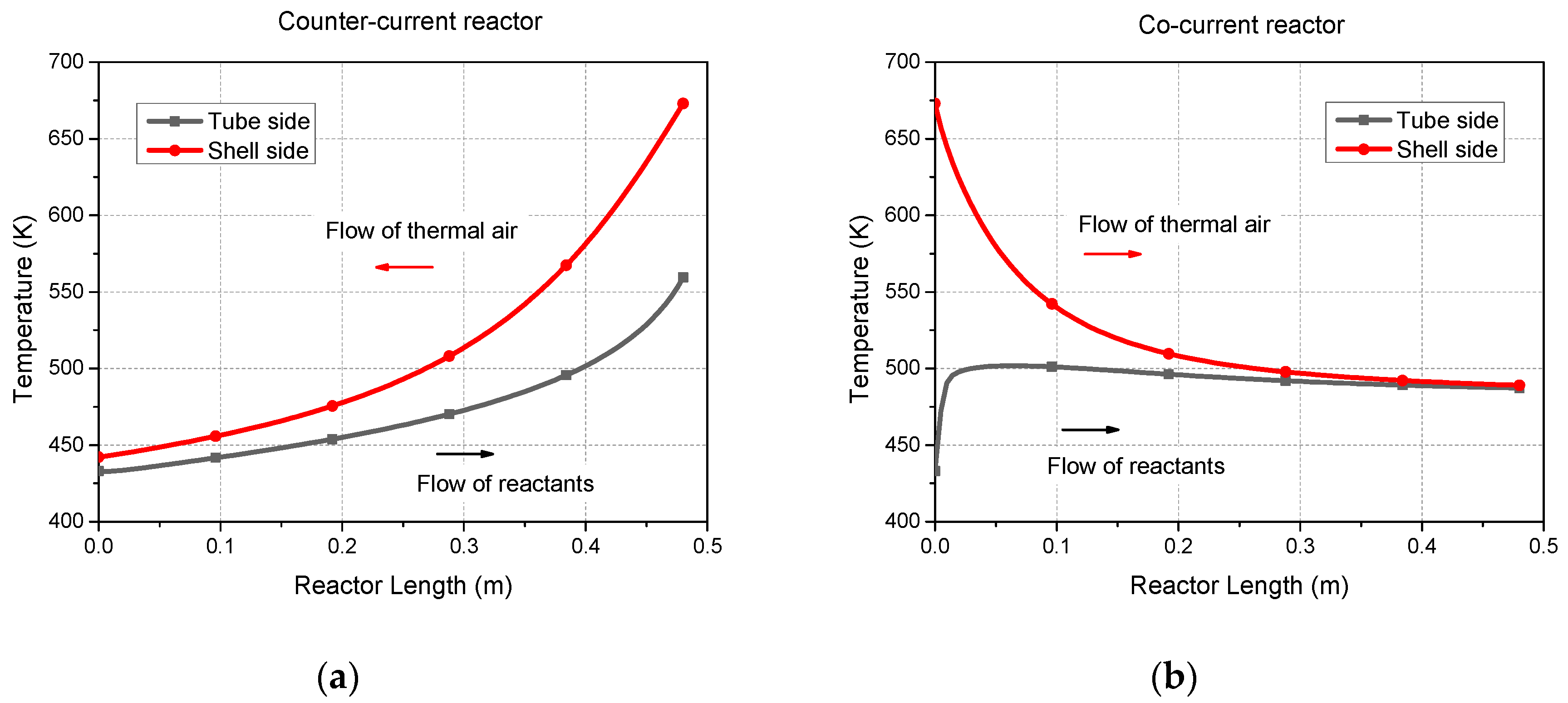
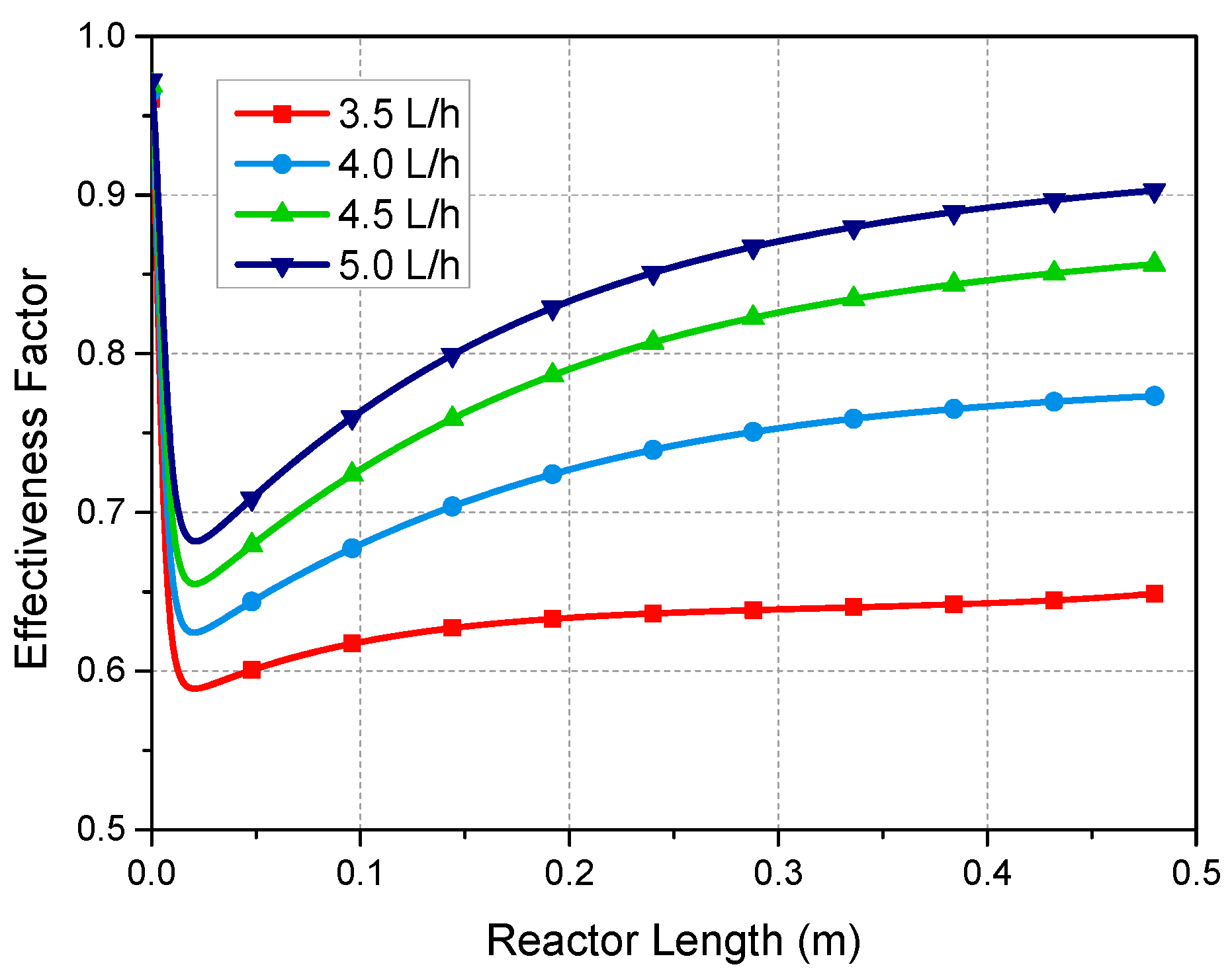
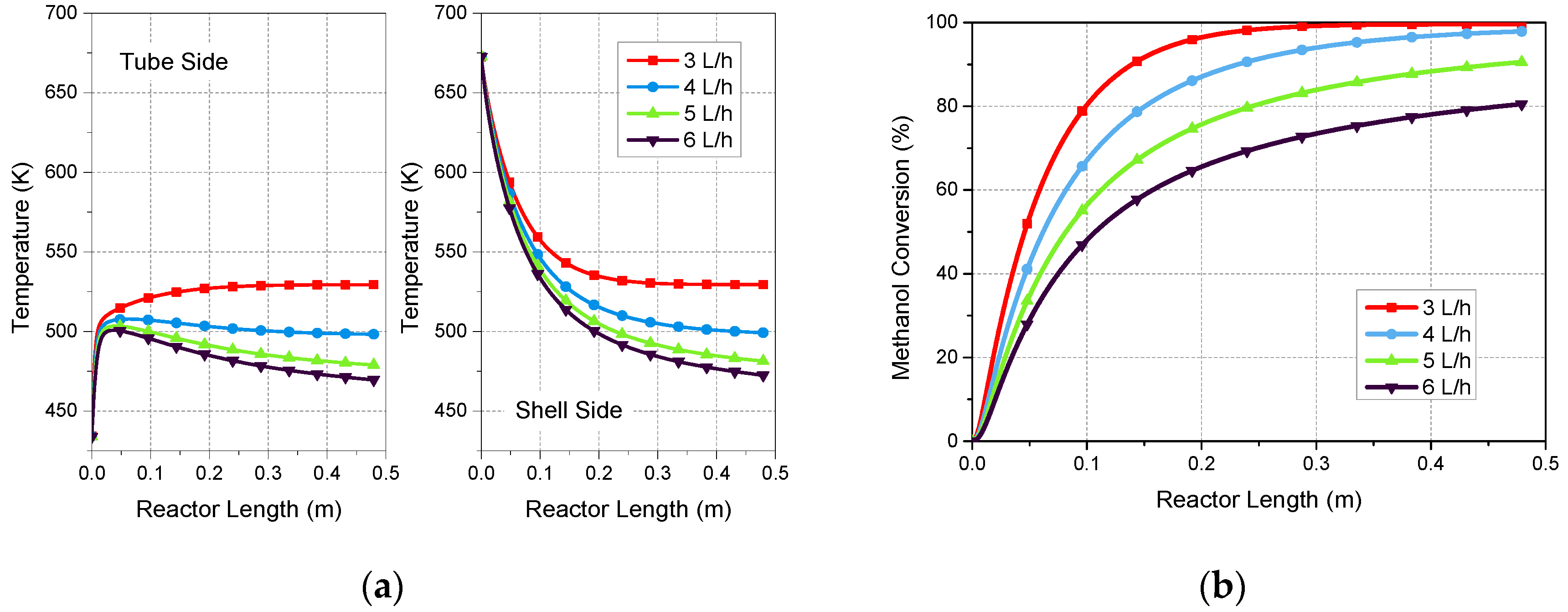
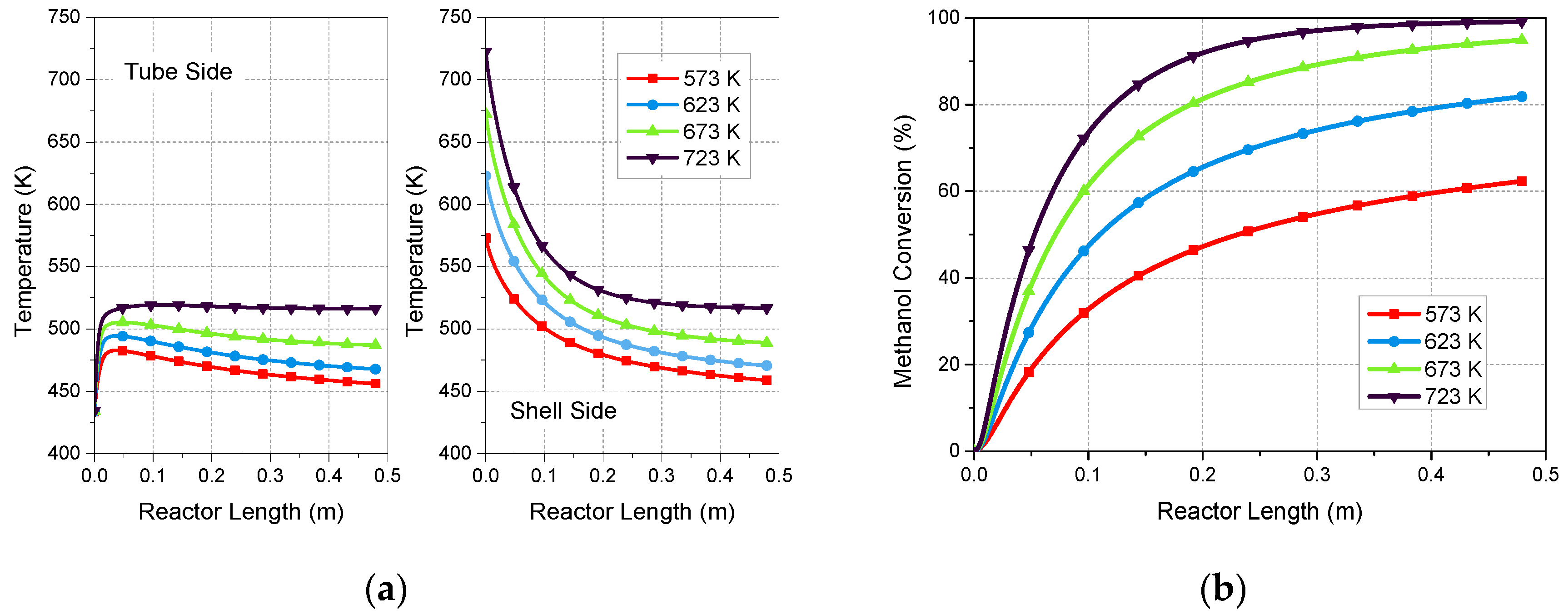
The multi-tubular packed-bed reformer is normally represented as an entire tube bundle immersed in an external heating source with a uniform and constant temperature when developing a mathematical model. However, in practical applications, the temperature of thermal fluid in inter-tubular space is variable along the length and has significant effect on the performance of the reformer. Therefore, the temperature profiles of both tube side and shell side along the reactor should be taken into consideration. Compared to the large heat transfer resistance between the tube wall and the catalyst bed, the convective and conductive heat transfer inside the catalyst bed is relatively efficient. Hence, with a large L/W of the reactor, we took into account the heat transfer resistance of gas film, and neglected the radial temperature gradient inside catalyst bed to simplify the model. The catalyst effectiveness factor is generally introduced for taking into account the internal diffusion resistance in commercial catalyst particles, especially when large size particles are used. In this paper, the Weisz-Prater Criterion was used to check if there were diffusion limitations, and the effectiveness factor was estimated for the reaction.
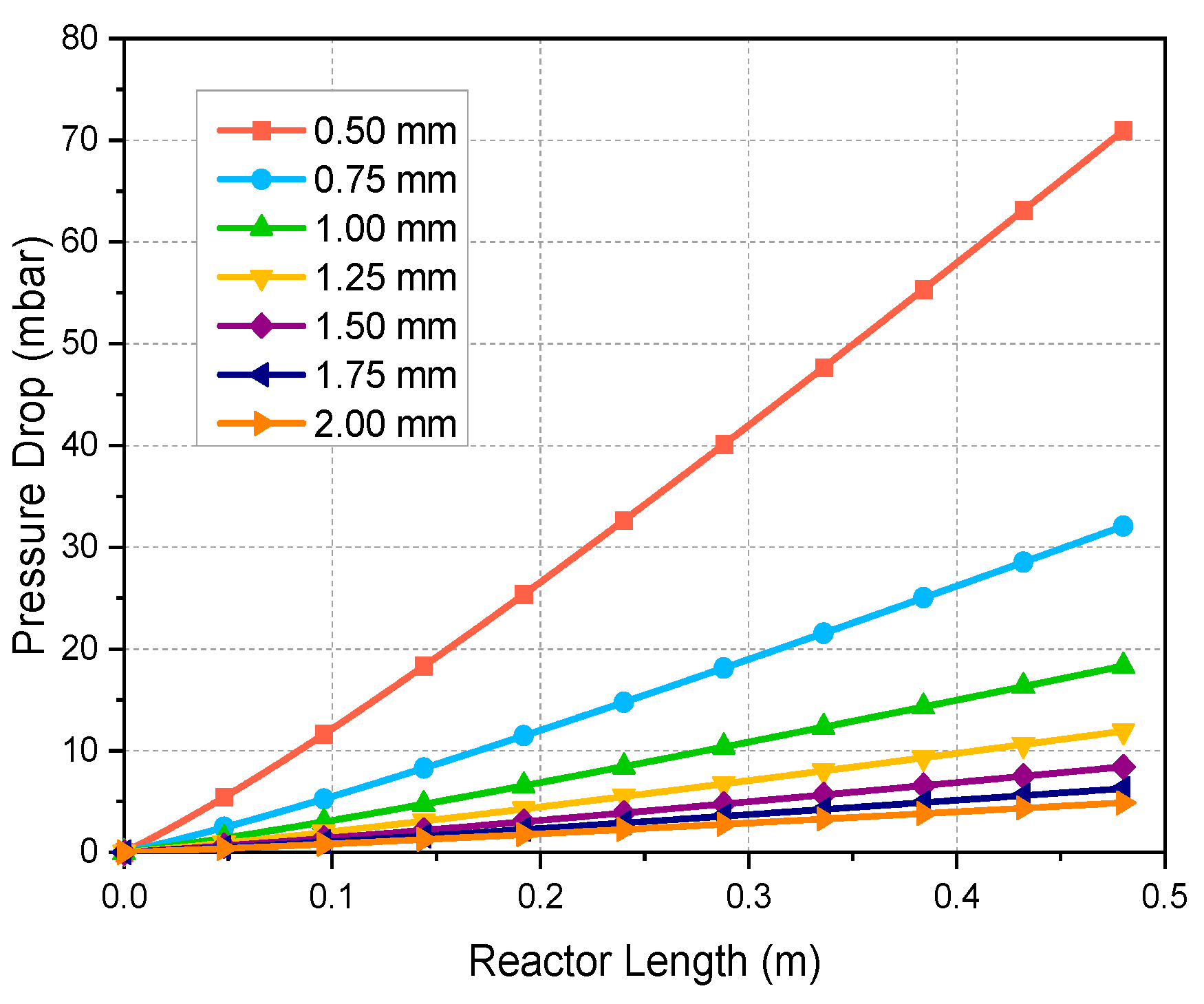
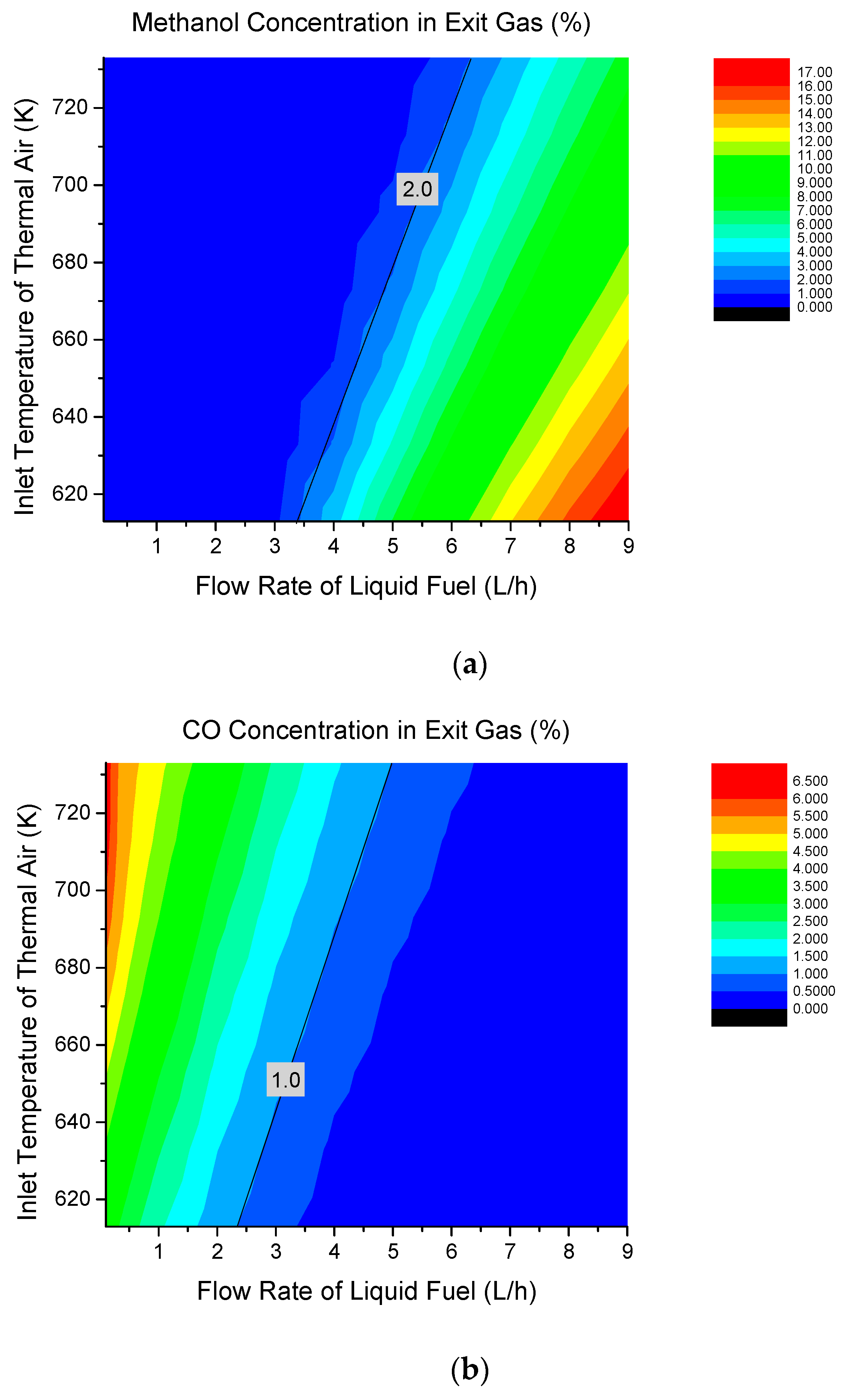
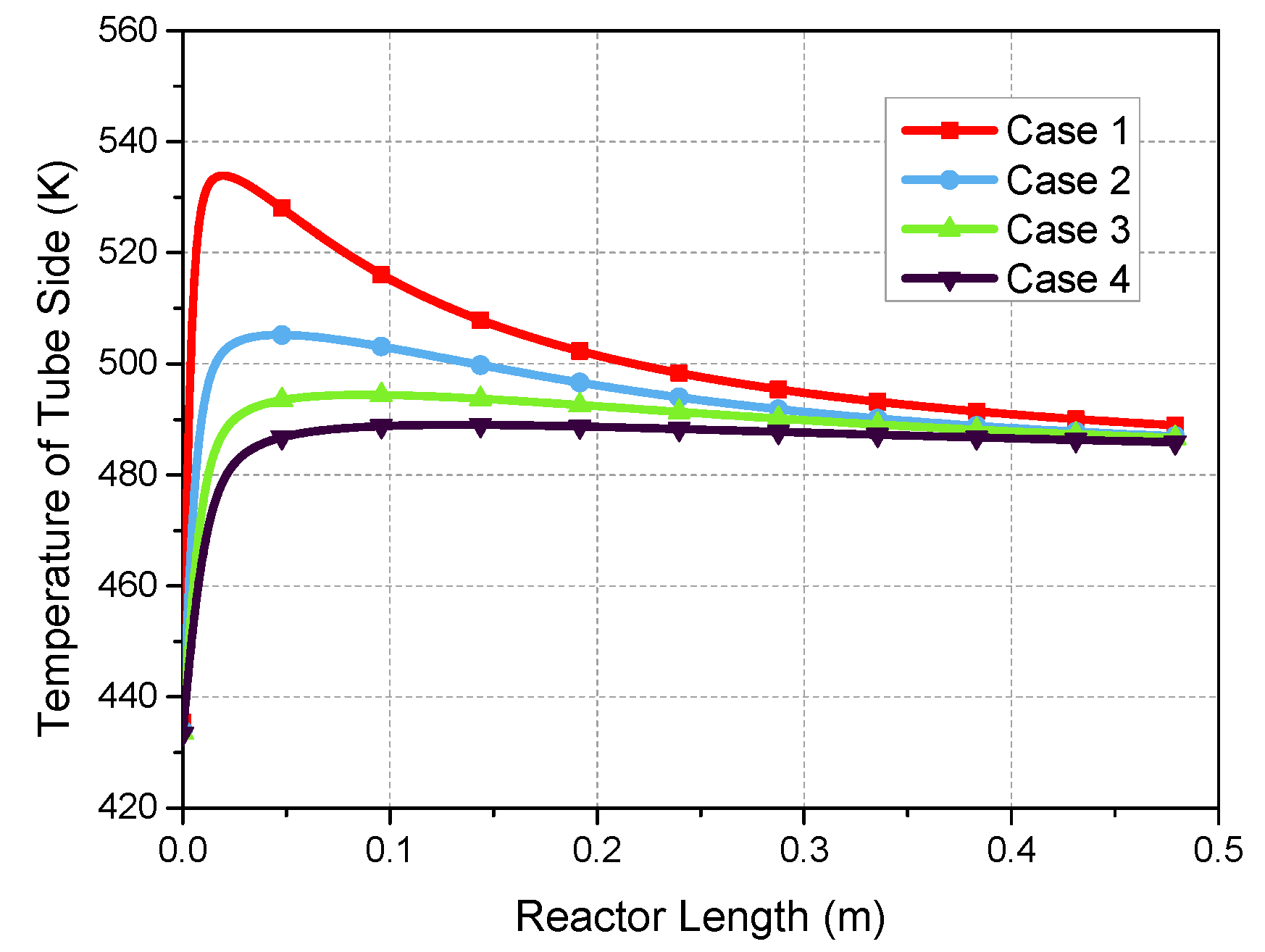
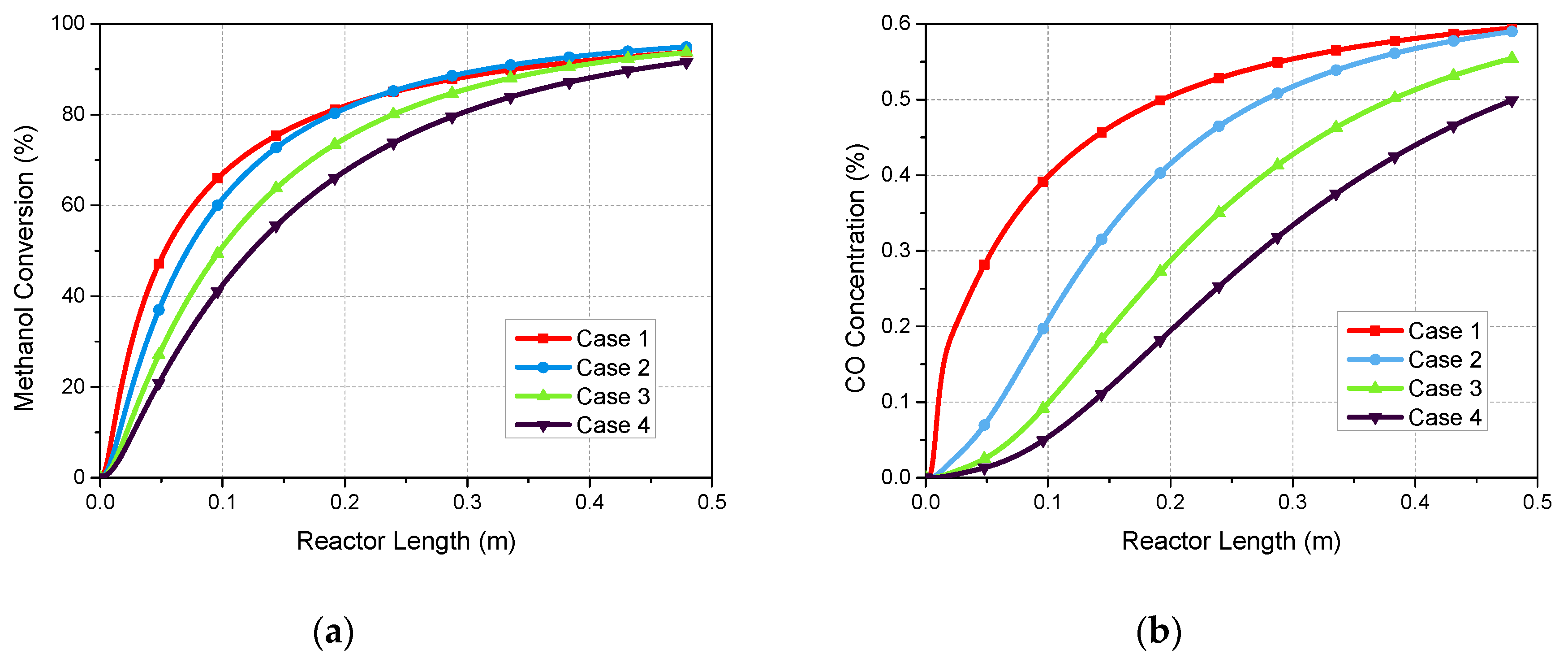
In this work, a one-dimensional pseudo-homogenous model for multi-tubular packed-bed reformer was established in MATLAB taking into account the main chemical reactions, and the mass and heat transfer phenomena in both tube side and shell side. In the radial direction, the overall heat transfer coefficient between catalyst bed and external heating source was considered, including the conductive heat transfer through the tube wall, the convective heat transfer from reactant to the inner wall of the tube, and the convective heat transfer from the outer tube wall to the outside fluid. Effects of the pressure drop along the reactor and the intraparticle diffusion limitation were also included in this model. A dynamic model of the multi-tubular methanol steam reformer was developed in ASPEN to verify the MATLAB model. The thermal behavior of both tube side and shell side was represented in the term of temperature profile. The influence of operating conditions such as flow rate of methanol-and-water mixture and inlet temperature of external thermal air on the methanol conversion and CO concentration of reformed gas was investigated. In addition, the impact of geometric parameters of reactor design, such as the diameter and number of tubes as well as the spacing and number of baffles, has been investigated on the reformer performance. This model of MSR is expected to be integrated with the high temperature polymer electrolyte membrane fuel cell (HT-PEMFC) in a combined stack arrangement to investigate the thermal integration of the system for further study.
2. Description of Methanol Steam Reformer
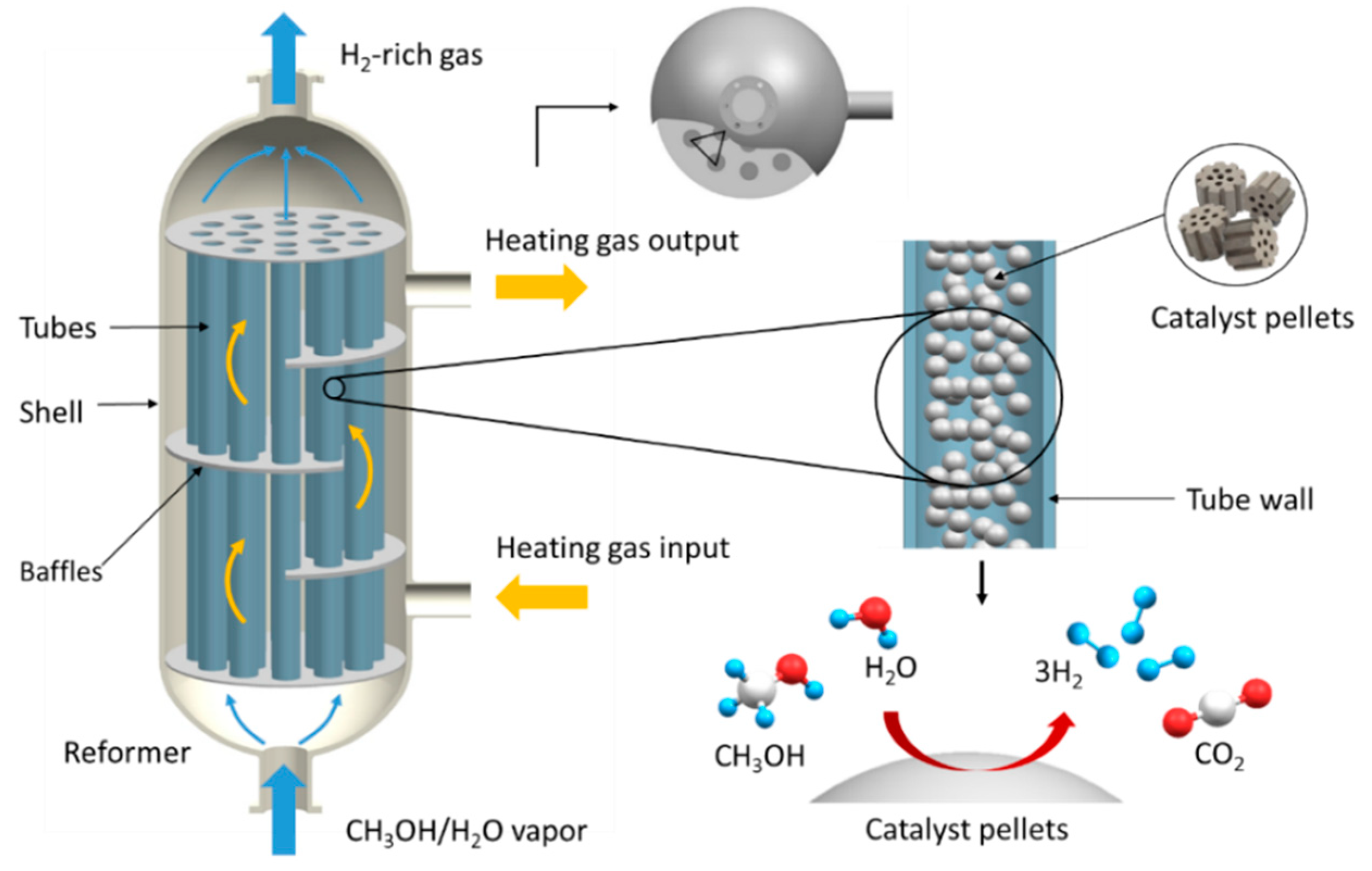
Generally, a reformed methanol fuel cell (RMFC) system is composed of a burner, an evaporator, several thermal fluid circuits, a methanol steam reformer and a fuel cell stack. Firstly, the mixture of methanol and water is pumped into the evaporator where the fuel is evaporated. The vapor fuel is then fed into the catalyst bed in the reformer and converted into hydrogen-rich gas by chemical reactions. The hydrogen-rich gas from the reformer is sent to the anode side of the fuel cell stack. The fuel cells utilize the hydrogen from anode side together with the oxygen from the cathode side to generate electricity by electrochemical reactions. The exhaust gas from the fuel cell stack is directed to the burner, where the residual hydrogen and methanol react with air in the burner. The generated heat is transferred into the catalyst bed by thermal fluid circuit. In this work, the methanol steam reformer as a subsystem of the RMFC system has been studied.
The reformer for MSR in this study is a multi-tubular packed-bed reformer. The structure of the heat-exchanger type reformer, including baffles, tubes and a shell, is presented in
Figure 1. The reactor shell is usually surrounded by thermal insulation materials to avoid any significant amount of heat loss. Tubes packed with Cu/ZnO/Al
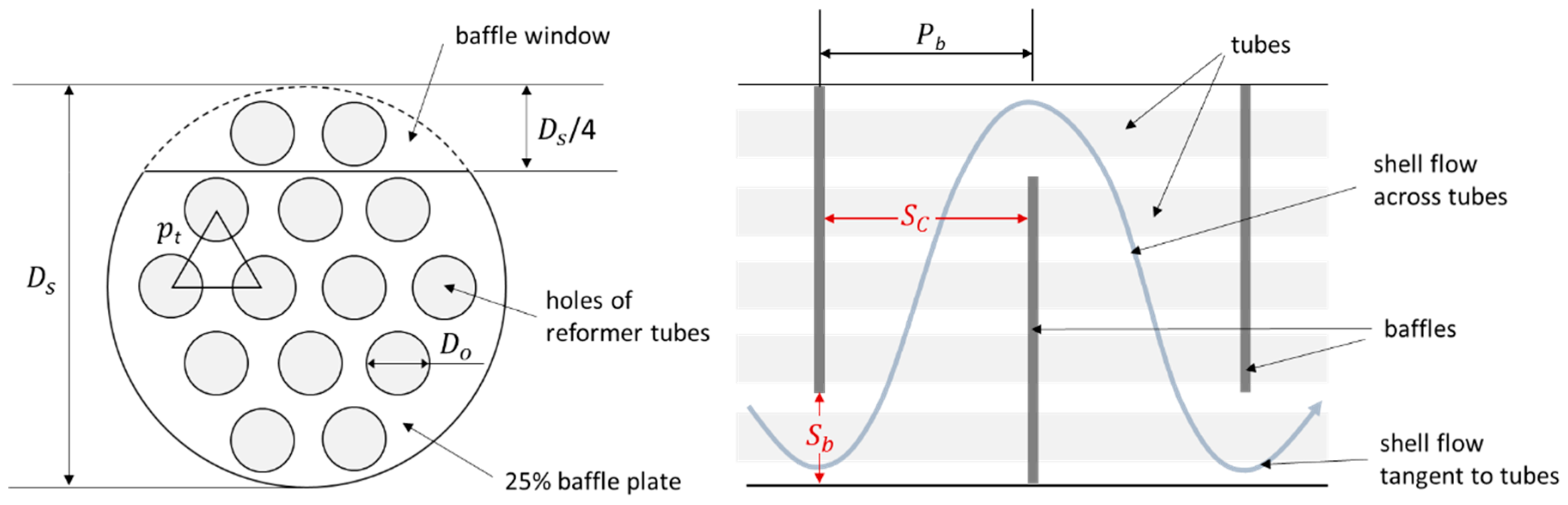
2O
3 catalyst are arranged in equilateral triangle tube bundles and installed inside the shell. The baffle plates are used to support the tube bundles, increase the flow distribution in the inter-tubular space and for an effective heat transfer between the tube side and shell side.
The heating gas from the burner flows through the shell side of the reformer, thereby providing an external heat source for the reactions. In the tube side, reactants flow through the catalyst bed, where the steam reforming reactions occur.

















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}