Research on Machining Workshop Batch Scheduling Incorporating the Completion Time and Non-Processing Energy Consumption Considering Product Structure

Abstract
:1. Introduction
2. Literature Review
3. Problem Statement
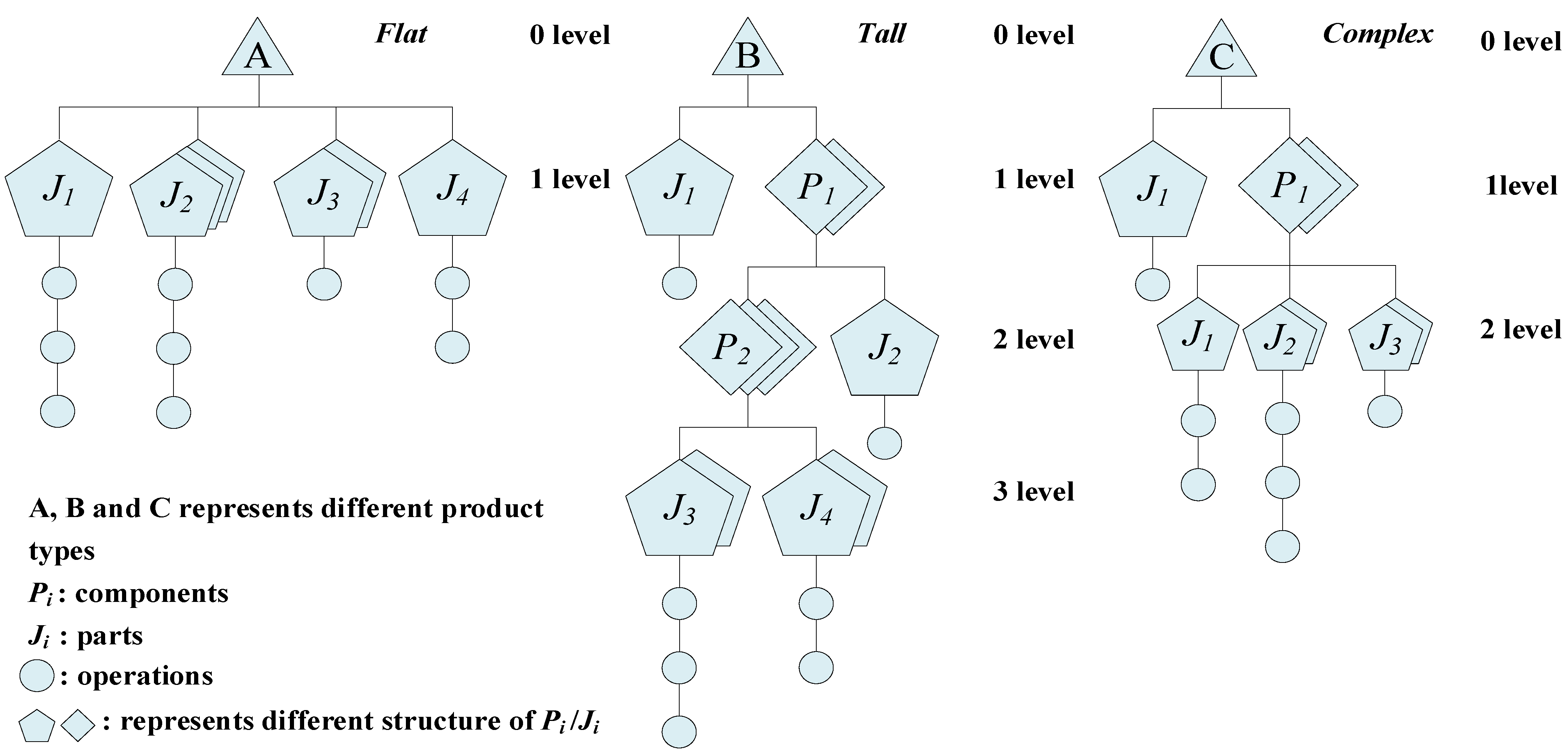
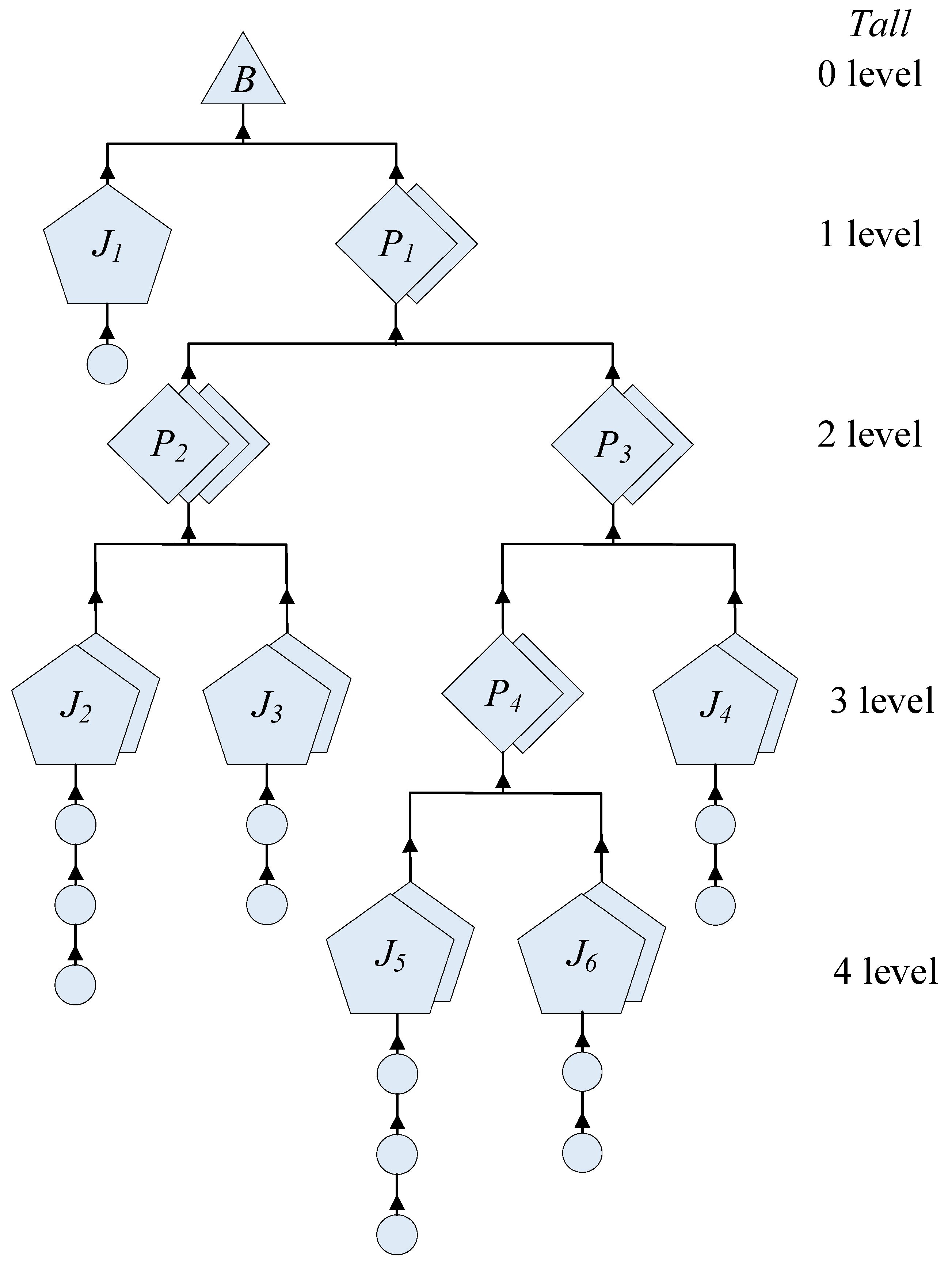
3.1. Related Product Structure
3.2. Problem Definition and Assumptions
- The product contains n types of workpieces J = {J1, J2, J3... Jn}, the number of workpieces Jj is Qj, and each workpiece contains Oj processes.
- There are h types of handling equipment in the workshop. A specific piece of handling equipment is expressed as Hh. The handling speed and power of the same type of handling equipment are the same; the speed of Hh is Vh, the power when handling parts/components j is , and the rated capacity of the workpiece j on the handling equipment is Sjh.
- After a certain process of the workpiece is processed on equipment m, it needs to be transported to the selected equipment m’ of the next process. The locations of all equipment in the workshop are fixed, and the distance between equipment m and equipment m’ is dmm’. After the last process of a batch of workpieces is processed on equipment m, they are transported to assembly workshop P for assembly. The distance between equipment m and assembly workshop P is dmp.
- Alternating machines for different processes can be the same.
- Each type of sub-batch of workpieces can only be transported to the next process processing equipment for processing/waiting after the previous process is completed according to the process sequence.
- At most, one workpiece is processed on each machine at a time, and one workpiece is processed on at most one piece of equipment at any time.
- The processing and handling equipment are available at the initial moment.
- A process is not interrupted once it starts processing.
- The equipment requires preparation time before processing different types of workpieces successively; in contrast, processing the same types of parts does not require preparation time.
- The number of pieces of handling equipment is limited. If the number of sub-batches of workpieces is greater than the rated capacity of the handling equipment, multiple pieces of equipment must be moved simultaneously or multiple times by one piece of equipment.
- The time required for loading and unloading workpieces is ignored.
3.3. Problem Formulation
3.3.1. Objectives
- The energy consumption criterion E
- The makespan criterion C
3.3.2. Constraints
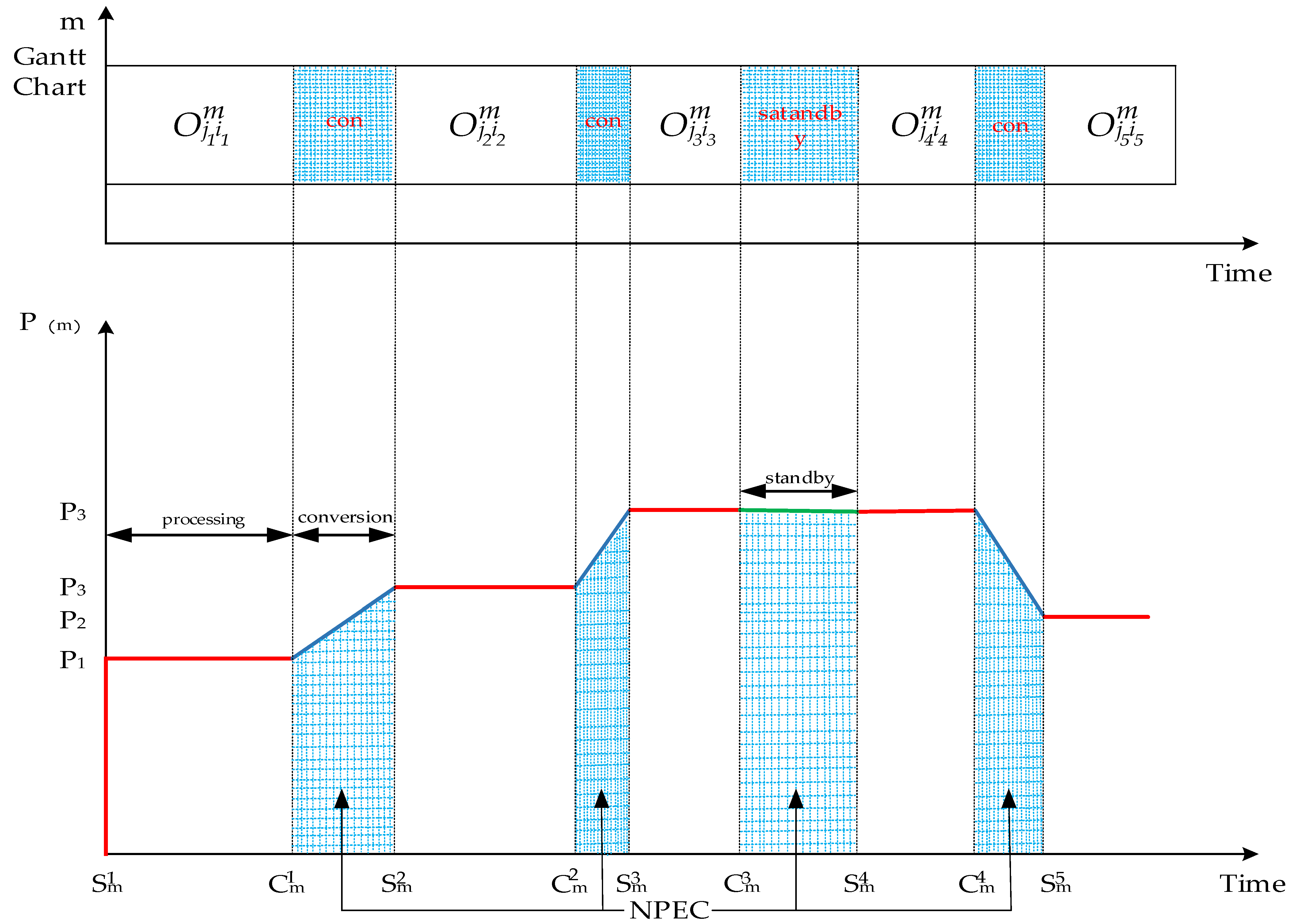
- The influences of the division of the workpieces into sub-batches, process equipment selection, equipment standby, and state transition in the processing process on the energy consumption and completion time must be considered.
- The number of handling equipment types is limited, and a type of handling equipment needs to be selected during the handling process. If a sub-batch of workpieces is larger than the rated capacity of the handling equipment, multiple pieces of handling equipment must be selected for simultaneous or multiple handling.
4. Multi-Objective Gray Wolf Optimization Algorithm
4.1. Basic Gray Wolf Optimization Algorithm
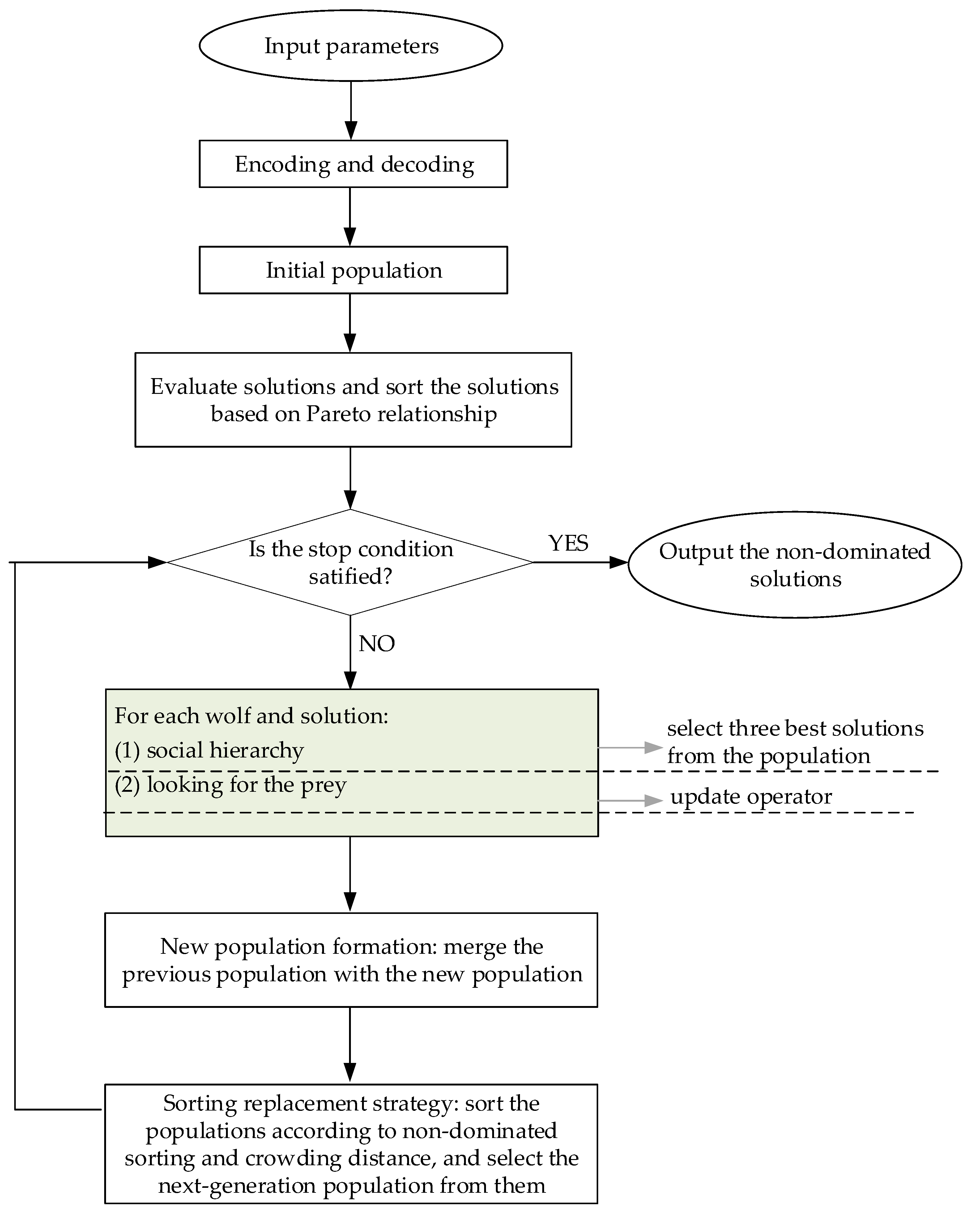
4.2. Application of Multi-Objective Gray Wolf Algorithm
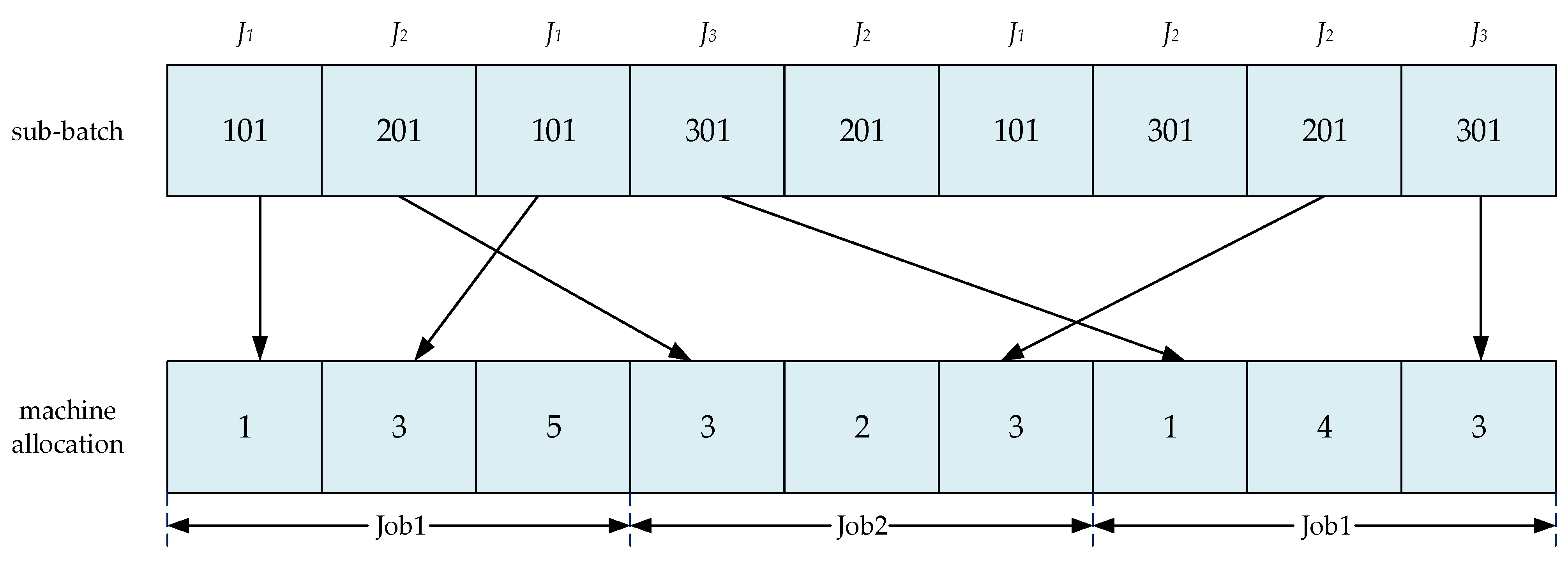
4.2.1. Encoding and Decoding Mechanism
4.2.2. Initialization
4.2.3. Roulette Selection
4.2.4. Social Hierarchy
- Select α, β and δ randomly from the non-dominated level or the first level.
- Select α and β from the current two levels.
- Select α, β, and δ wolves from the first three levels, respectively (only have two levels).
4.2.5. Update Operator
4.2.6. Sorting Replacement Strategy
5. A Case Study
5.1. Data Preparation
5.2. Result Analysis
5.3. Comparison Analysis
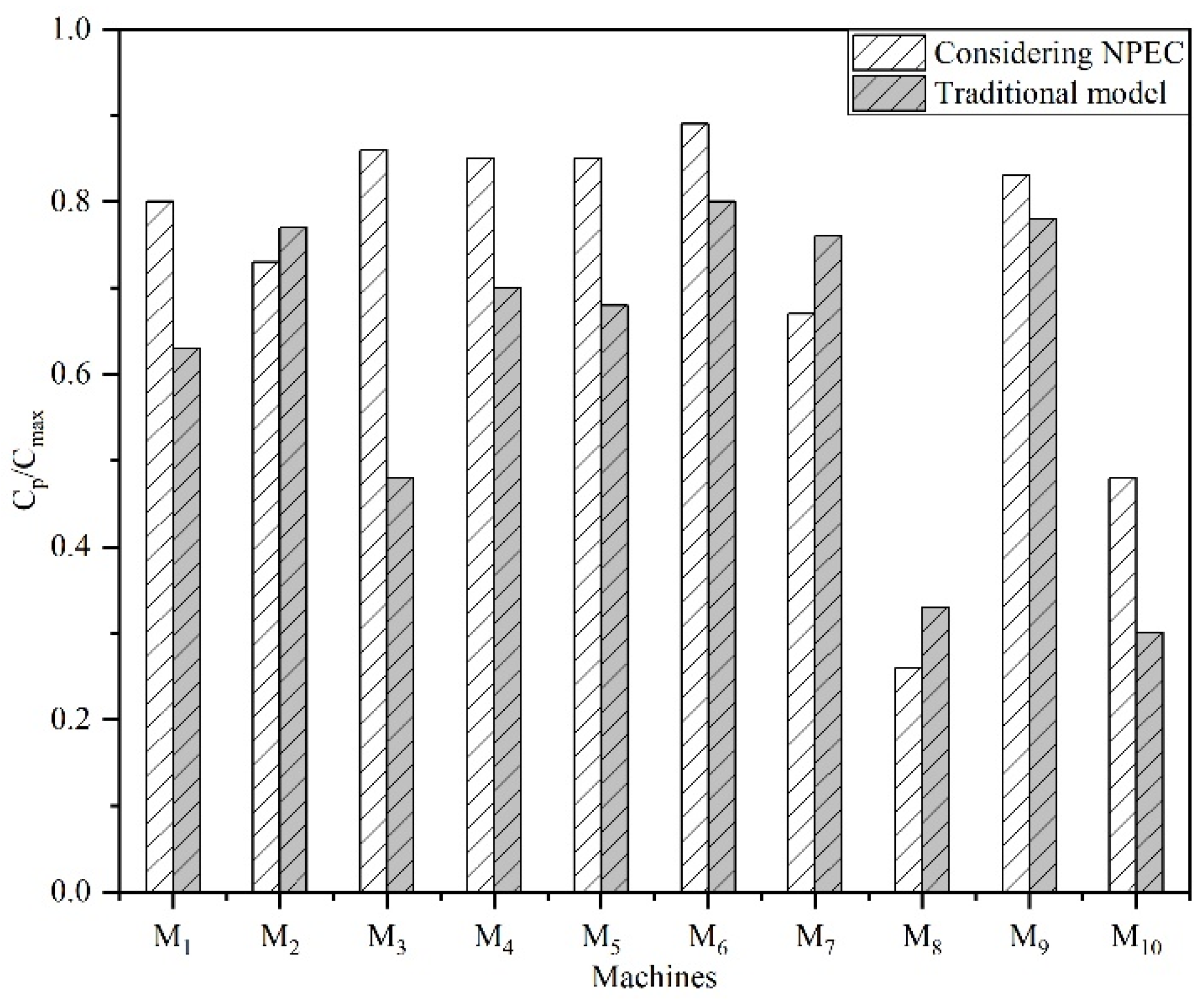
5.3.1. Comparison with the Traditional Model without Considering the NPEC
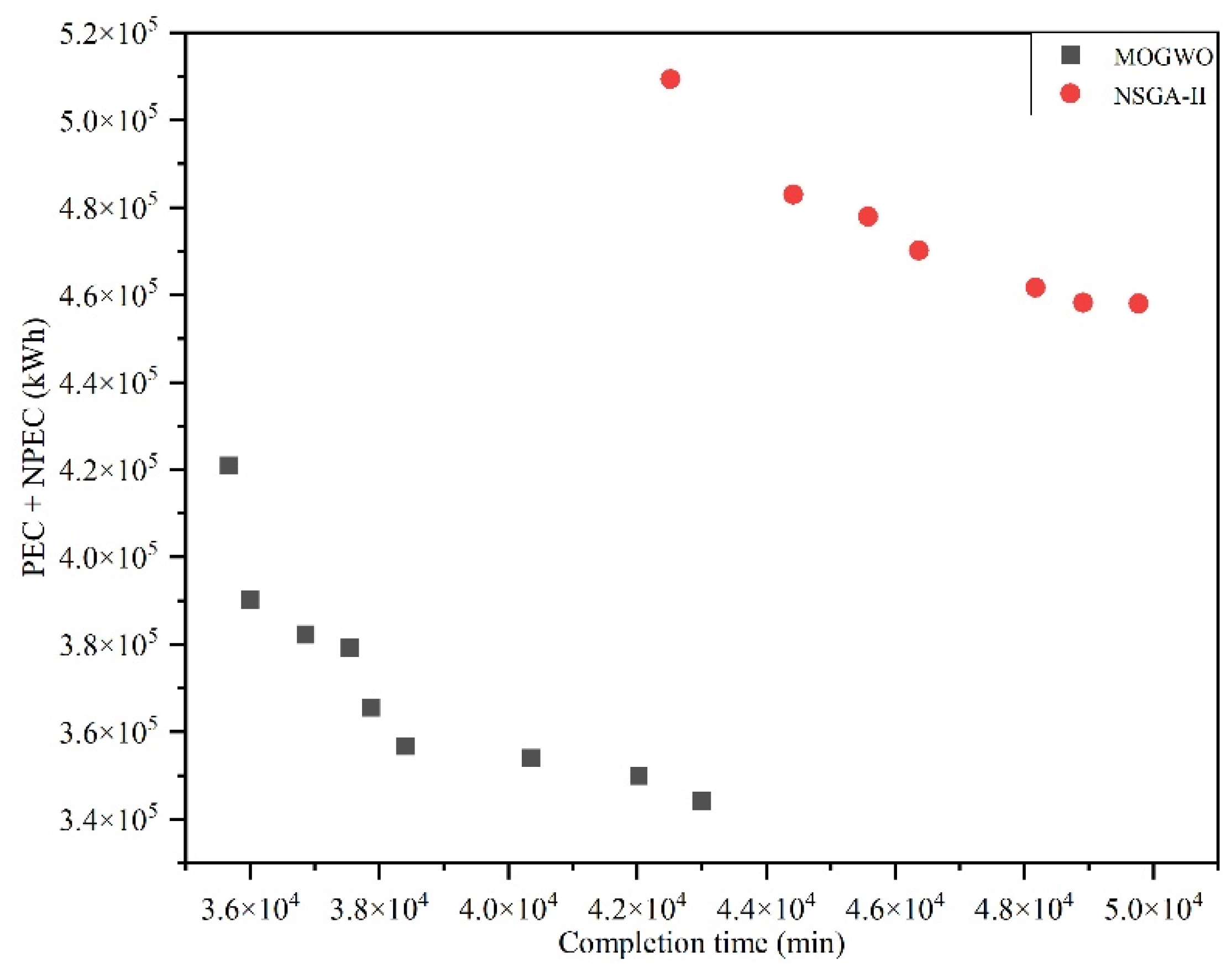
5.3.2. Algorithm Comparison with the NSGA-II
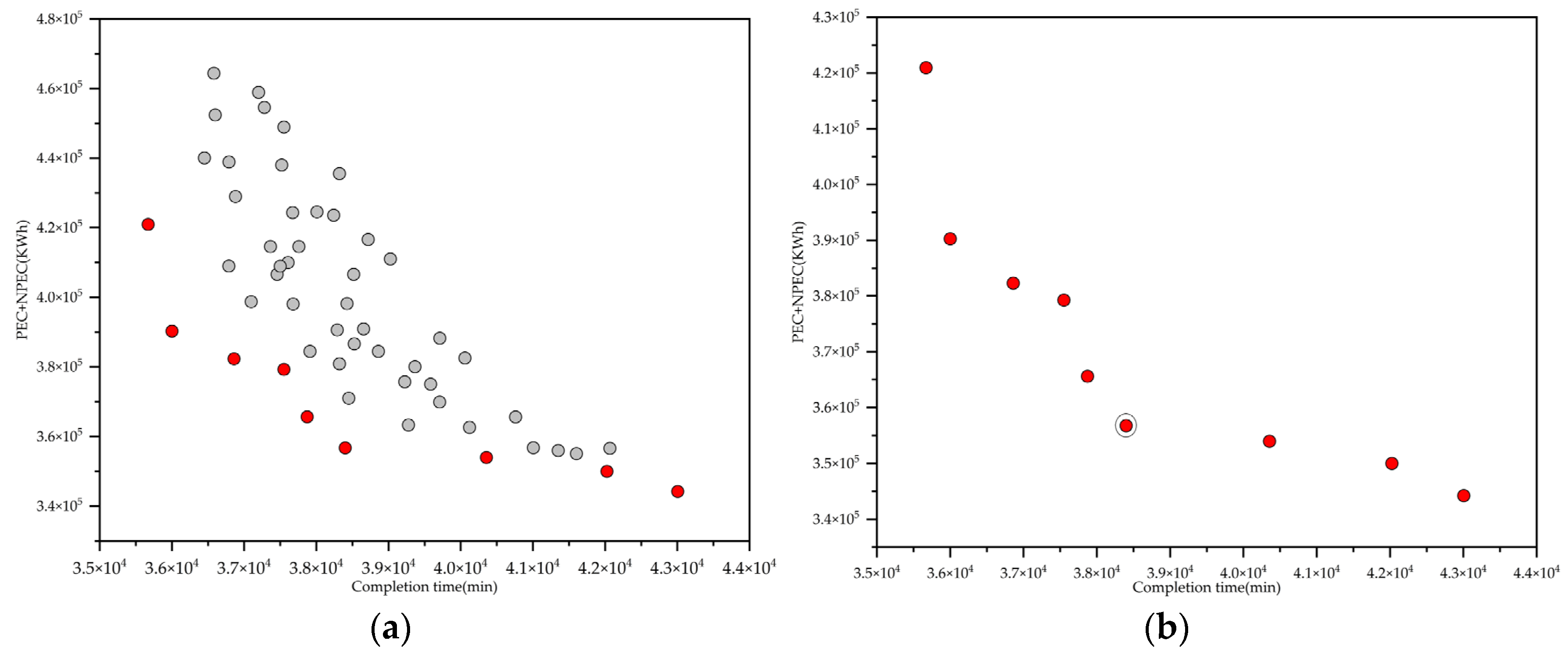
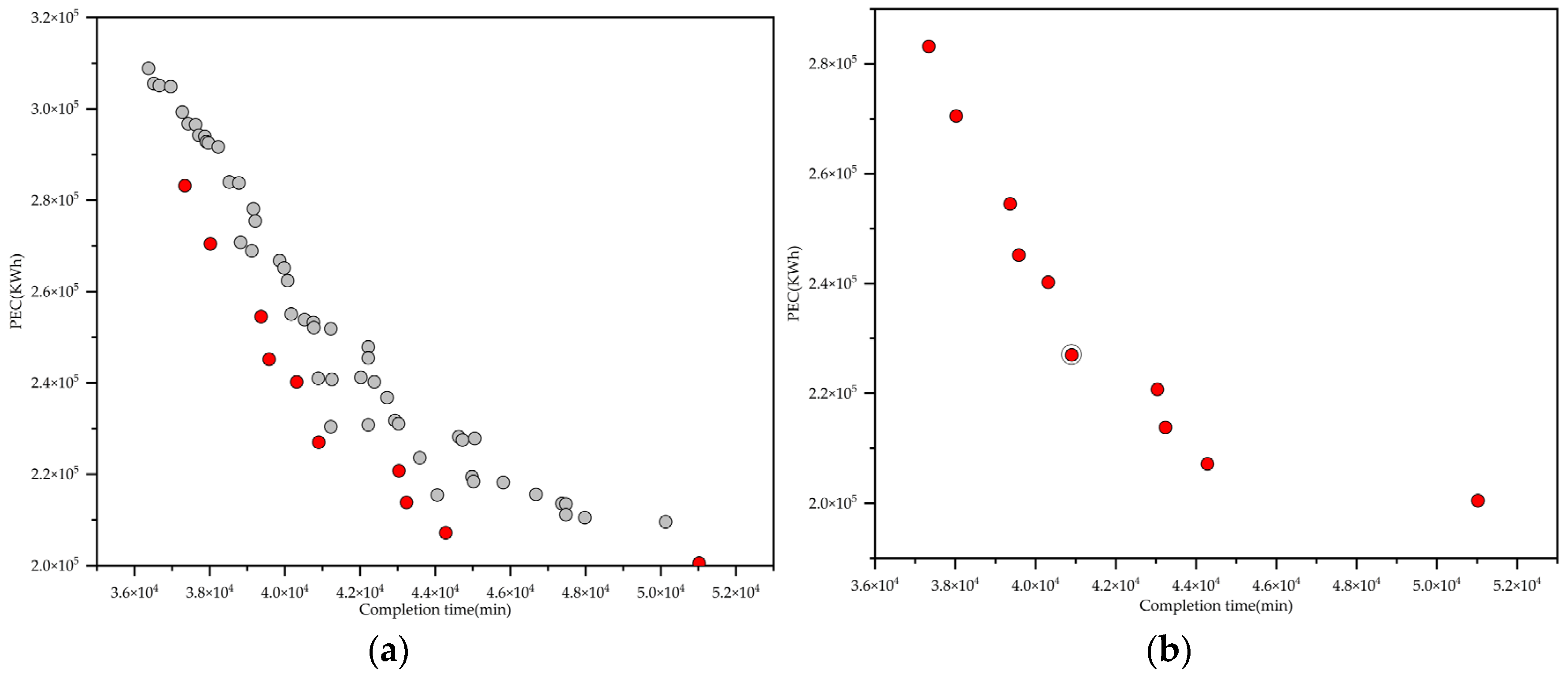
- According to the spread value (∆) in the table, MOGWO is better than the NSGA-II algorithm, and the MOGWO algorithm is more evenly distributed than the solution set obtained by NSGA-II. It is due to the neighborhood search mechanism of the MOGWO, which can increase the probability of obtaining the optimal solution, thereby improving the uniformity of the solution set distribution, and the algorithm has better optimization capabilities.
- According to the inverted generational distance value in the table, the solution obtained by MOGWO has better convergence and distribution than the NSGA-II algorithm. This is because of the unique hierarchical system of the MOGWO algorithm, which can be selected from different dominance levels. The optimal solution to improve the convergence and distribution of the algorithm was chosen.
5.4. Sensitivity Analysis
6. Conclusions and Future Works
- The production of a multi-level product structure is combined with energy consumption optimization. The start processing times of different levels of workpieces are set, and the characteristics of the PEC and NPEC in the production system are considered. With the goal of minimum completion time and energy consumption, equipment standby, workpiece conversion, and handling constraints are established, and the MOGWO is adopted to solve the problem.
- The total energy consumption optimization results are compared with those of an optimization plan considering only the PEC. The results show that after considering the NPEC optimization as proposed here, the standby energy consumption and handling energy consumption are reduced by 9.95% and 22.28%, respectively. This provides a feasible research direction for the study of energy-saving scheduling in workshops.
Author Contributions
Funding
Institutional Review Board Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
Nomenclature
| C | completion time |
| TP | processing time |
| Ep | energy consumption of processing |
| Ew | energy consumption of stand by state |
| Ed | energy consumption of handling |
| energy consumption of the kth sub-batch of j transported from m to P | |
| Bjk | the kth sub-batch of workpiece j |
| dmm’ | distance between machines |
| start time of the ith operation on the machine m | |
| completion time of the ith process on the machine m | |
| completion time of the nth process on machine m | |
| Oji | the jth operation of the workpiece j |
| w | each type of workpiece is processed on w sets of equipment |
| transportation time of from m to m′ | |
| SBjkim | start time of the ith operation of the kth sub-batch about workpiece j on machine m |
| CBjkim | completion time of the ith process of the kth sub-batch about workpiece j on machine m |
| Pj’k’i’m | kth sub-batch ith operation of workpiece j is processed on equipment m |
| Sjh | rated capacity of work j on equipment h |
| αj, αj’ | the processing power of workpiece j, j’ |
| Emax | total energy consumption |
| TR | setup time |
| En | non-processing energy consumption |
| Es | conversion energy consumption |
| energy consumption of the workpiece j transported from m to m’ | |
| Qj | quantity of workpiece j |
| Qjk | quantity of j of Bjk |
| dmP | distance between processing workshop and P |
| power of handling Hh | |
| start time of the nth process on the machine m | |
| ith operation of workpiece j processed on machine m | |
| njk | the number of h required for the kth sub-batch of workpiece j |
| standby power of machine | |
| Sjn1 | start time of the first process of n-level parts/components |
| TBjkim | processing time of the ith operation of the kth sub-batch about workpiece j on equipment m |
| Rjkim | the set-up time of the ith operation of the kth sub-batch about workpiece j on equipment m |
| NPjkim | the kth sub-batch and the ith operation of the jth workpiece are being processed on the m |
| Vh | speed of Hh |
| MPjim | each process Oji can only choose one piece of machine for processing |
| the time it takes for Hh to transport the kth sub-batch of the workpiece j from the equipment m where the last process to the assembly workshop P |
Appendix A

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Nomenclature | Description |
|---|---|
| J | Parts set; J = {J1, J2, J3 … Jn} |
| M | a finite set of M machines; m = 1,2,3…M |
| H | a finite set of H handle equipment; H; h = 1,2,3 |
| Oj | Process set; Oj, i = 1,2,3…Oj |
| Bj | Number of sub-batch of j; j = 1, 2, …n |
| Nomenclature | Description |
|---|---|
| Rjj’m | If the currently processed part/component j of the processing equipment m is different from the part/component j’ to be processed, then Rjj’m =1, otherwise, Rjj’m = 0. |
| If the equipment Hh is handling the ith process of the kth sub-batch of parts/components, then = 1, otherwise,= 0. | |
| If the ith process of the kth sub-batch of the part/component j is carried by the equipment Hh, then = 1, otherwise, = 0. | |
| If the last process of the kth sub-batch of j is completed on machine m, = 1, otherwise, = 0. |
References
- Pinedo, M.L. Scheduling: Theory, Algorithms, and Systems; Springer: New York, NY, USA, 2016. [Google Scholar]
- Shi, F.; Zhao, S.K.; Meng, Y. Hybrid algorithm based on improved extended shifting bottleneck procedure and GA for assembly job shop scheduling problem. Int. J. Prod. Res. 2019, 1, 89–100. [Google Scholar] [CrossRef]
- Pereira, M.T.; Santoro, M.C. An integrative heuristic method for detailed operations scheduling in assembly job shop systems. Int. J. Prod. Res. 2011, 49, 6089–6105. [Google Scholar] [CrossRef]
- Kumar, M.L.; Kaur, J.; Singh, J. Dynamic and static energy efficient scheduling of task graphs on multiprocessors: A Heuristic. IEEE Access 2020, 8, 176351–176362. [Google Scholar] [CrossRef]
- Jiang, Z.P.; Gao, D.; Lu, Y.; Kong, L.H.; Shang, Z.D. Electrical energy consumption of CNC machine tools based on empirical modeling. Int. J. Adv. Manuf. Technol. 2019, 100, 2255–2267. [Google Scholar] [CrossRef]
- Li, K.Q. Energy and time constrained scheduling for optimized quality of service. Sust. Comput. 2019, 22, 134–138. [Google Scholar] [CrossRef]
- Dahmus, J.B.; Gutowski, T.G. An environmental analysis of machining. In Proceedings of the ASME 2004 International Mechanical Engineering Congress and Exposition, Manufacturing Engineering and Materials Handling Engineering, Anaheim, CA, USA, 13–19 November 2004; pp. 643–652. [Google Scholar]
- Xie, J.; Cai, W.; Du, Y.B.; Tang, Y.; Tuo, J.B. Modelling approach for energy efficiency of machining system based on torque model and angular velocity. J. Clean. Prod. 2021, 293, 126249. [Google Scholar] [CrossRef]
- Jia, S.; Yuan, Q.; Lv, J.; Liu, Y.; Ren, D.; Zhang, Z. Therblig-embedded value stream mapping method for lean energy machining. Energy 2017, 138, 1081–1098. [Google Scholar] [CrossRef] [Green Version]
- Mirjalili, S.; Mirjalili, S.M.; Lewis, A. Grey wolf optimizer. Adv. Eng. Softw. 2014, 69, 46–61. [Google Scholar] [CrossRef] [Green Version]
- Saxena, A.; Soni, B.P.; Kumar, R.; Gupta, V. Intelligent grey wolf optimizer development and application for strategic bidding in uniform price spot energy market. Appl. Soft Comput. 2018, 69, 1–13. [Google Scholar] [CrossRef]
- Miao, D.; Chen, W.; Zhao, W.; Demsas, T. Parameter estimation of PEM fuel cells employing the hybrid grey wolf optimization method. Energy 2020, 193, 571–582. [Google Scholar] [CrossRef]
- Sattar, M.K.; Ahmad, A.; Fayyaz, S.; Ul Haq, S.S.; Saddique, M.S. Ramp rate handling strategies in Dynamic Economic Load Dispatch (DELD) problem using Grey Wolf Optimizer (GWO). J. Chin. Inst. Eng. 2019, 43, 200–213. [Google Scholar] [CrossRef]
- Zhou, J.G.; Huo, X.J.; Xu, X.L.; Li, Y.S. Forecasting the carbon price using extreme-point symmetric mode decomposition and extreme learning machine optimized by the Grey Wolf Optimizer Algorithm. Energies 2019, 12, 950. [Google Scholar] [CrossRef] [Green Version]
- Gokuldhev, M.; Singaravel, G.; Mohan, N.R. Ram. Multi-Objective local pollination-based Gray Wolf Optimizer for task scheduling heterogeneous cloud environment. J. Circuits Syst. Comput. 2020, 29, 2050100. [Google Scholar] [CrossRef]
- Lu, C.; Gao, L.; Li, X.; Xiao, S. A hybrid multi-objective grey wolf optimizer for dynamic scheduling in a real-world welding industry. Eng. Appl. Artif. Intell. 2017, 57, 61–79. [Google Scholar] [CrossRef]
- Qin, H.B.; Fan, P.F.; Tang, H.T.; Huang, P.; Fang, B.; Pan, S.F. An effective hybrid discrete grey wolf optimizer for the casting production scheduling problem with multi-objective and multi-constraint. Comput. Ind. Eng. 2019, 128, 458–476. [Google Scholar] [CrossRef]
- Luo, S.; Zhang, L.X.; Fan, Y.S. Energy-efficient scheduling for multi-objective flexible job shops with variable processing speeds by grey wolf optimization. J. Clean Prod. 2019, 234, 1365–1384. [Google Scholar] [CrossRef]
- Paul, M.; Ramanan, T.R.; Sridharan, R. Simulation modelling and analysis of dispatching rules in an assembly job shop production system with machine breakdowns. Int. J. Adv. Manuf. Technol. 2018, 3, 234–251. [Google Scholar] [CrossRef]
- Hongbum, N.; Jinwoo, P. Multi-level job scheduling in a flexible job shop environment. Int. J. Prod. Res. 2014, 52, 3877–3887. [Google Scholar]
- Li, Y.J.; Liu, J.J.; Chen, Q.X.; Mao, N. Lot splitting and scheduling algorithm of multi-level assembly job shops. Compu. Integr. Manuf. Syst. (accepted).
- Lu, H.; He, L.; Huang, G.Q.; Wang, K. Development and comparison of multiple genetic algorithms and heuristics for assembly production planning. IMA J. Manag. Math. 2014, 27, 181–200. [Google Scholar] [CrossRef]
- Wan, F.; Liu, J.H.; Ning, R.X.; Zhuang, C.B. Visual production scheduling technology for the complex product assembly process. Compu. Inte. Manuf. Syst. 2013, 19, 755–765. [Google Scholar]
- Suharyanti, Y.; Ariyono, V. The effect of product structure complexity and process complexity on optimum lot size in multilevel product scheduling. In Proceedings of the Asia Pacific Industrial Engineering and Management Systems (APIEMS) Conference, Melaka, Malaysia, 7–10 December 2010. [Google Scholar]
- Che, A.; Wu, X.Q.; Peng, J.; Yan, P.Y. Energy-efficient bi-objective single-machine scheduling with power-down mechanism. Comput. Oper. Res. 2017, 85, 172–183. [Google Scholar] [CrossRef]
- Twomey, J.; Yildirim, M.B.; Whitman, L.; Liao, H.; Ahmad, J. Energy Profiles of Manufacturing Equipment for Reducing ConSumption in a Production Setting; Working Paper; Wichita State University: Wichita, KS, USA, 2008. [Google Scholar]
- Wang, X.L.; Luo, W.; Zhang, H.; Dan, B.B.; Feng, L. Energy consumption model and its simulation for manufacturing and remanufacturing systems. Int. J. Adv. Manuf. Technol. 2016, 87, 1557–1569. [Google Scholar] [CrossRef]
- Luan, X.N.; Zhang, S.; Chen, J.; Li, G. Energy modelling and energy saving strategy analysis of a machine tool during non-cutting status. Int. J. Prod. Res. 2019, 57, 4451–4467. [Google Scholar] [CrossRef]
- Liu, Y.; Dong, H.B.; Niels, L.; Sanja, P.; Nabil, G. An investigation into minimising total energy consumption and total weighted tardiness in job shops. J. Clean. Prod. 2014, 65, 87–96. [Google Scholar] [CrossRef]
- Peng, C.; Peng, T.; Zhang, Y.; Tang, R.; Hu, L. Minimising non-processing energy consumption and tardiness fines in a mixed-flow shop. Energies 2018, 11, 3382. [Google Scholar] [CrossRef] [Green Version]
- Wu, X.L.; Cui, Q. Multi-objective flexible flow shop scheduling problem with renewable energy. Compu. Inte. Manuf. Syst. 2018, 24, 144–159. [Google Scholar] [CrossRef]
- Gilles, M.; Mehmet, B.Y.; Twomey, J. Operational methods for minimization of energy consumption of manufacturing equipment. Int. J. Prod. Res. 2007, 45, 4247–4271. [Google Scholar]
- Wang, H.; Jiang, Z.G.; Wang, Y.; Zhang, H.; Wang, Y.H. A two-stage optimization method for energy-saving flexible job-shop scheduling based on energy dynamic characterization. J. Clean. Prod. 2018, 188, 575–588. [Google Scholar] [CrossRef]
- Zhang, Q.; Manier, H.; Manier, M.A. A genetic algorithm with tabu search procedure for flexible job shop scheduling with transportation constraints and bounded processing times. Comput. Oper. Res. 2012, 39, 1713–1723. [Google Scholar] [CrossRef]
- Zhao, N.; Li, K.D.; Tian, Q.; Du, Y.H. Fast optimization approach of flexible job shop scheduling with transport time consideration. Compu. Inte. Manuf. Syst. 2015, 21, 724–732. [Google Scholar]
- Rahman, H.F.; Nielsen, I. Scheduling automated transport vehicles for material distribution systems. Appl. Soft. Comput. 2019, 82, 105552. [Google Scholar] [CrossRef]
- Benton, W.C.; Srivastava, R. Product structure complexity and inventory storage capacity on the performance of a multi-level manufacturing system. Int. J. Prod. Res. 1993, 31, 2531–2545. [Google Scholar] [CrossRef]
- Mirjalili, S.; Saremi, S.; Mirjalili, S.M.; Coelho, L.S. Multi-objective grey wolf optimizer: A novel algorithm for multi-criterion optimization. Expert Syst. Appl. 2016, 47, 106–119. [Google Scholar] [CrossRef]
- Deb, K.; Pratap, A.; Agarwal, S.; Meyarivan, T. A fast and elitist multi-objective genetic algorithm: NSGA-II. IEEE Trans. Evol. Comput. 2002, 6, 182–197. [Google Scholar] [CrossRef] [Green Version]
- Zhao, M.; Song, X.Y.; Chang, C.G. Improved artificial bee colony algorithm and its application on optimization of emergency scheduling. Appl. Res. Comput. 2016, 33, 3596–3601. [Google Scholar]
- Bosman, P.; Thierens, D. The balance between proximity and diversity in multi-objective evolutionary algorithms. IEEE Trans. Evol. Comput. 2003, 7, 174–188. [Google Scholar] [CrossRef] [Green Version]














| Sub-Batch | Quantity | Operations | M1 | M2 | M3 | M4 | M5 |
|---|---|---|---|---|---|---|---|
| 101 | 30 | O11 | 2 | - | 5 | - | 6 |
| O12 | - | 6 | 5 | 6 | - | ||
| O13 | 4 | 3 | - | - | 8 | ||
| 201 | 40 | O21 | 5 | - | 4 | - | - |
| O22 | 9 | 5 | - | 6 | - | ||
| O23 | - | 5 | 4 | 7 | - | ||
| 301 | 30 | O31 | 6 | - | 9 | 10 | - |
| O32 | 5 | 7 | - | 6 | - | ||
| O33 | - | 8 | 6 | - | 7 |
| Parts/Components | Equipment (Preparation Time/Processing Time) (min) | ||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| Oji | M1 | M2 | M3 | M4 | M5 | M6 | M7 | M8 | M9 | M10 | |
| J1 | O11 | [2,18] | [3,15] | — | [3,20] | — | — | — | — | — | — |
| O12 | — | — | — | — | — | — | — | [3,20] | [2,14] | — | |
| O13 | [3,17] | [2,20] | — | [3,21] | — | — | — | — | — | — | |
| P1 | O21 | — | [2,12] | [3,20] | — | — | — | [2,15] | — | — | — |
| O22 | [2,15] | [2,14] | — | — | [3,18] | — | — | — | — | — | |
| O23 | — | — | — | — | — | — | — | [3,17] | [2,20] | — | |
| P2 | O31 | — | [3,20] | [4,20] | — | — | — | [4,18] | — | — | — |
| O32 | — | — | — | — | — | — | — | — | [2,18] | [3,15] | |
| P3 | O41 | [1,15] | [1,10] | — | [2,10] | — | — | — | — | — | — |
| O42 | — | — | — | — | — | — | — | [2,16] | [2,14] | — | |
| O43 | [2,15] | [2.5,17] | — | [4,18] | — | — | — | — | — | — | |
| O44 | [2.5,16] | [2,15] | — | — | [3,15] | — | — | — | — | — | |
| J2 | O51 | [2,20] | [3,25] | — | [2.5,16] | — | — | — | — | — | — |
| O52 | — | — | — | — | — | — | — | — | [3,20] | [4,20] | |
| O53 | — | [3,28] | [3,30] | — | — | — | [5,25] | — | — | — | |
| J3 | O61 | — | — | — | [1,15] | [2,25] | [2,30] | — | — | — | — |
| O62 | — | — | — | [2,22] | [4,20] | — | — | — | — | — | |
| O63 | [2,20] | [1,10] | — | — | — | — | [1,15] | — | — | — | |
| P4 | O71 | — | — | — | [1,10] | [2,25] | [2,30] | — | — | — | — |
| O72 | — | — | — | [2,15] | [3,10] | [2,20] | — | — | — | — | |
| O73 | [3,15] | [3,18] | [4,30] | — | — | — | — | — | — | — | |
| J4 | O81 | — | — | — | [1,20] | [3,25] | — | — | — | — | — |
| O82 | [3,15] | [3,25] | — | — | — | — | [4,30] | — | — | — | |
| O83 | — | — | [2,10] | — | [3,15] | [2,16] | — | — | — | — | |
| J5 | O91 | — | — | [1,10] | — | [2,15] | [1,20] | — | — | — | — |
| O92 | — | — | [3,15] | — | [2,20] | — | — | — | — | — | |
| O93 | — | [1,5] | [2,5] | — | — | — | [2,7] | — | — | — | |
| J6 | O101 | — | — | [2,10] | [3,15] | — | [3,20] | — | — | — | — |
| O102 | — | — | [1,15] | [2,10] | — | [2,18] | — | — | — | — | |
| O103 | [1,10] | [3,15] | — | — | — | — | — | — | — | — | |
| Workpiece | J1 | P1 | P2 | P3 | J2 | J3 | P4 | J4 | J5 | J6 | |
|---|---|---|---|---|---|---|---|---|---|---|---|
| H | |||||||||||
| H1 | 60 | 50 | 40 | 70 | 65 | 50 | 90 | 68 | 70 | 70 | |
| H2 | 40 | 60 | 80 | 85 | 70 | 70 | 110 | 80 | 60 | 70 | |
| H3 | 30 | 60 | 70 | 60 | 80 | 60 | 100 | 60 | 60 | 83 | |
| Workpiece | J1 | P1 | P2 | P3 | J2 | J3 | P4 | J4 | J5 | J6 |
|---|---|---|---|---|---|---|---|---|---|---|
| Types (part/com) | part | com | com | com | part | part | com | part | part | part |
| level | 1 | 1 | 2 | 2 | 3 | 3 | 3 | 3 | 4 | 4 |
| Quantity | 300 | 300 | 600 | 300 | 600 | 300 | 900 | 300 | 600 | 300 |
| αj(kW) | 20 | 15 | 20 | 25 | 22 | 25 | 30 | 20 | 15 | 20 |
| Symbols in Gantt chart | Job1 | Job2 | Job3 | Job4 | Job5 | Job6 | Job7 | Job8 | Job9 | Job10 |
| Quantity of sub-lots in 5.2 | 2 | 2 | 3 | 2 | 3 | 2 | 2 | 2 | 2 | 2 |
| Quantity of sub-lots in 5.3.1 | 2 | 3 | 3 | 2 | 3 | 2 | 3 | 2 | 3 | 2 |
| J01 | Quantity | Operations | M | H | Start Time (min) | End Time (min) | Starting Location | Arrival Location |
|---|---|---|---|---|---|---|---|---|
| (J1) 101 | 150 | O11 | M2 | H1 | 7756 | 7756.5 | M2 | M9 |
| O12 | M9 | H1 | 20,907.5 | 20,907.8 | M9 | M4 | ||
| O13 | M4 | H2 | 24,058 | 24,064.5 | M4 | P | ||
| (P1) 201 | 100 | O21 | M7 | H2 | 2250 | 2250.5 | M7 | M2 |
| O22 | M2 | H2 | 14,861 | 14,861.5 | M2 | M9 | ||
| O23 | M9 | H3 | 33,914 | 33,920.5 | M9 | P | ||
| (P2) 301 | 200 | O31 | M3 | H2 | 4004 | 4004.5 | M3 | M10 |
| O32 | M10 | H3 | 7007.5 | 7014 | M10 | P | ||
| (P3) 401 | 150 | O41 | M2 | H2 | 1500 | 1500.5 | M2 | M8 |
| O42 | M8 | H2 | 3100.5 | 3101 | M8 | M1 | ||
| O43 | M1 | _ | 4601 | 4601 | M1 | M1 | ||
| O44 | M1 | H1 | 6201 | 6207.5 | M1 | P | ||
| (J2) 501 | 200 | O51 | M2 | H3 | 12,759 | 12,759.5 | M2 | M9 |
| O52 | M9 | H3 | 16,759.5 | 16,759.7 | M9 | M7 | ||
| O53 | M7 | H2 | 33,118 | 33,124.5 | M7 | P | ||
| (J3) 601 | 150 | O61 | M4 | H1 | 21,115 | 21,115.1 | M4 | M5 |
| O62 | M5 | H2 | 32,564 | 32,564.4 | M5 | M2 | ||
| O63 | M2 | H1 | 38,965 | 38,971.5 | M2 | P | ||
| (P4) 701 | 300 | O71 | M6 | - | 12,005 | 12,005 | M6 | M6 |
| O72 | M6 | H2 | 24,710 | 24,710.5 | M6 | M2 | ||
| O73 | M2 | H3 | 37,464 | 37,470.5 | M2 | P | ||
| (J4) 801 | 150 | O81 | M4 | H1 | 11,751 | 11,751.3 | M4 | M7 |
| O82 | M7 | H1 | 23,224 | 23,224.2 | M7 | M5 | ||
| O83 | M5 | H2 | 34,817 | 34,823.5 | M5 | P | ||
| (J5) 901 | 200 | O91 | M3 | H2 | 18,865 | 18,865.3 | M3 | M5 |
| O92 | M5 | H2 | 29,560 | 29,560.4 | M5 | M2 | ||
| O93 | M2 | H2 | 30,560.4 | 30,566.9 | M2 | P | ||
| (J6) 1001 | 150 | O101 | M6 | - | 3003 | 3003 | M6 | M6 |
| O102 | M6 | H2 | 18,708 | 18,708.5 | M6 | M1 | ||
| O103 | M1 | H2 | 29,572 | 29,579.5 | M1 | P |
| Optimize (PEC + NPEC) | Optimize PEC | |
|---|---|---|
| Ep | 2.33 105 | 2.27 105 |
| Ew | 4.75 104 | 5.33 104 |
| Es | 550 | 588 |
| Ed | 1.57 104 | 2.02 104 |
| C | 38,400.86 | 40,900.43 |
| Evaluation Index | MOGWO | NSGA-II | ||||
|---|---|---|---|---|---|---|
| Min | Agv | Sd | Min | Agv | Sd | |
| Spread | 0.343 | 0.553 | 0.107 | 0.522 | 0.677 | 0.115 |
| Inverted generational distance | 0.074 | 0.089 | 0.021 | 0.090 | 0.125 | 0.029 |
| Schemes | MOGWO | ΔA/A | Δf/f | SfA | ||
|---|---|---|---|---|---|---|
| Ew | Es | Ed | ||||
| A | 5.33 × 104 | 588 | 2.02 × 104 | - | - | - |
| A1 | 4.63 × 104 | - | - | 13.13% | 2.32% | 0.18 |
| A2 | - | 523 | - | 11.05% | 0.22% | 0.02 |
| A3 | - | - | 1.49 × 104 | 26.24% | 1.76% | 0.07 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Li, N.; Feng, C. Research on Machining Workshop Batch Scheduling Incorporating the Completion Time and Non-Processing Energy Consumption Considering Product Structure. Energies 2021, 14, 6079. https://0-doi-org.brum.beds.ac.uk/10.3390/en14196079
Li N, Feng C. Research on Machining Workshop Batch Scheduling Incorporating the Completion Time and Non-Processing Energy Consumption Considering Product Structure. Energies. 2021; 14(19):6079. https://0-doi-org.brum.beds.ac.uk/10.3390/en14196079
Chicago/Turabian StyleLi, Nailiang, and Caihong Feng. 2021. "Research on Machining Workshop Batch Scheduling Incorporating the Completion Time and Non-Processing Energy Consumption Considering Product Structure" Energies 14, no. 19: 6079. https://0-doi-org.brum.beds.ac.uk/10.3390/en14196079