
Iron Recovery Technology of Red Mud—A review

State Key Laboratory of Power Systems, Key Laboratory for Thermal Science and Power Engineering of Ministry of Education, Department of Energy and Power Engineering, Tsinghua University, Beijing 100084, China
*
Author to whom correspondence should be addressed.
Energies 2022, 15(10), 3830; https://0-doi-org.brum.beds.ac.uk/10.3390/en15103830
Submission received: 25 April 2022
/
Revised: 21 May 2022
/
Accepted: 22 May 2022
/
Published: 23 May 2022
(This article belongs to the Topic Green Mining)
Abstract
:RM (red mud), which comes from the Bayer process, has a huge annual output and is harmful to the environment. Because of the high iron content in RM, the process of iron recovery from RM can reduce the amount of RM well and create economic benefits, so it is a promising process. The paper focuses on the review on the research of the iron recovery method from RM, which includes the physical recovery method, chemical recovery method and emerging recovery method. By comparing the advantages and disadvantages of these processes, it is concluded that the fluidized bed reduction is a promising process that can be rapidly applied to the industry, but it still needs more investigation to overcome the current technical difficulties in the near future.
1. Introduction
As global aluminum production continues to increase, as the main by-product, the output of RM has also risen. On average, 1 to 1.5 tons of RM are produced for every ton of aluminum produced [1], and about 67–100 million tons of RM are produced annually in whole world [2]. So far, RM reserves have exceeded 2.7 billion tons [3]. How to utilize the RM has become an urgent problem to be solved.
Many scholars reviewed the utilization methods of RM, including utilization in road base and subgrade material [4], environmental remediation material [5], catalyst [6] and element recovery [7], etc. In these processes, due to the high iron content in RM, the iron recovery process can not only realize the decrement, innocuity and resource recovery but also create good economic benefits. Therefore, the iron recovery process from RM is becoming a hot topic [8]. The paper reviews the iron recovery process and gives the conclusions and prospects of the iron recovery process by comparing the advantages and disadvantages of each process.
2. Research Methodology
The purpose of this article is to review the progress of research on recovered iron processes and to show as many different processes as possible. By searching from Web of Science, ScienceDirect and CNKI based on the term “red mud”, several published articles about iron recovery from RM have been selected in the article. The authors hope that this review article inspire scholars studying related fields.
3. The Production, Properties and Harm of Red Mud
There are three main processes for producing aluminum hydroxide, including the sintering method, the Bayer method, and the combined method. Among them, the aluminum hydroxide produced by the Bayer method accounts for about 95% of the total due to its simple process and low energy consumption [9]. In the article, the utilization of Bayer RM is discussed.
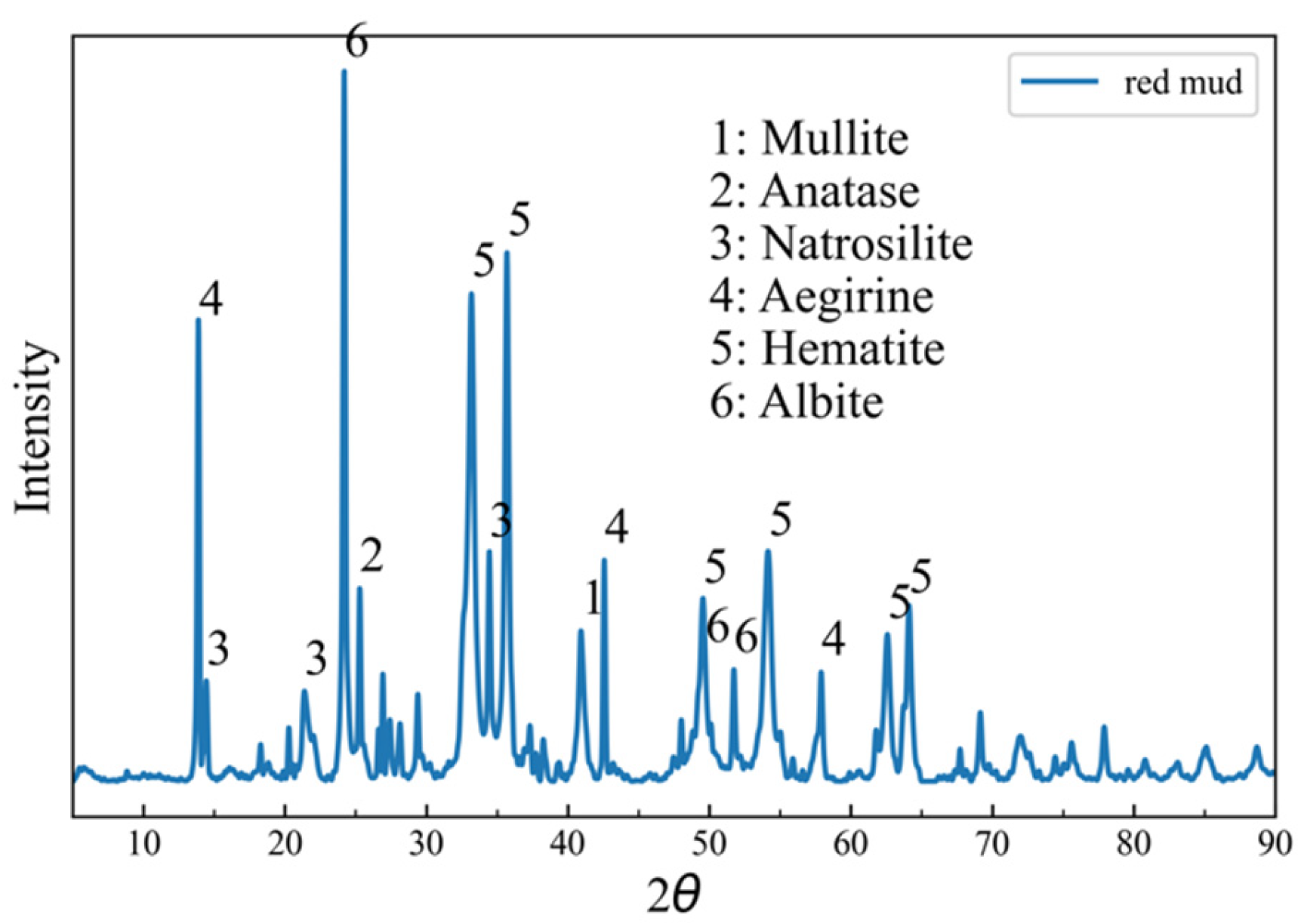
The most important ore used in the Bayer method is bauxite. The bauxite mainly consists of alumina trihydrate (Al(OH)3), bomite (γ-AlO(OH)) and alumina (α-AlO(OH)), and it also contains kaolinite (Al4[Si4O10](OH)8), goethite (FeO(OH)), hematite (Fe2O3), anatase (TiO2) and ilmenite (FeTiO3 or FeO.TiO2) [9,10]. The steps of the Bayer process are as follows [11]: the bauxite is pulverized and mixed with lime and sodium hydroxide, and the aluminum hydroxide slurry and solid residue are obtained after sedimentation and separation. The solid residue is red due to a large amount of iron oxide, so it is called red mud. Some scholars comprehensively summarized the chemical compound of RM [3,9,12], which varies widely with raw materials and processes. The chemical compound and mineral composition of RM used in a previous experiment [13] are shown in Table 1 and Figure 1, respectively. The main elements in RM include iron, silicon, titanium from bauxite, residual aluminum, sodium from sodium hydroxide and calcium from lime. Trace elements include rare earth elements, U, Th and other radioactive elements. The iron content of RM reaches more than 20% and even more than 40% in high iron RM.
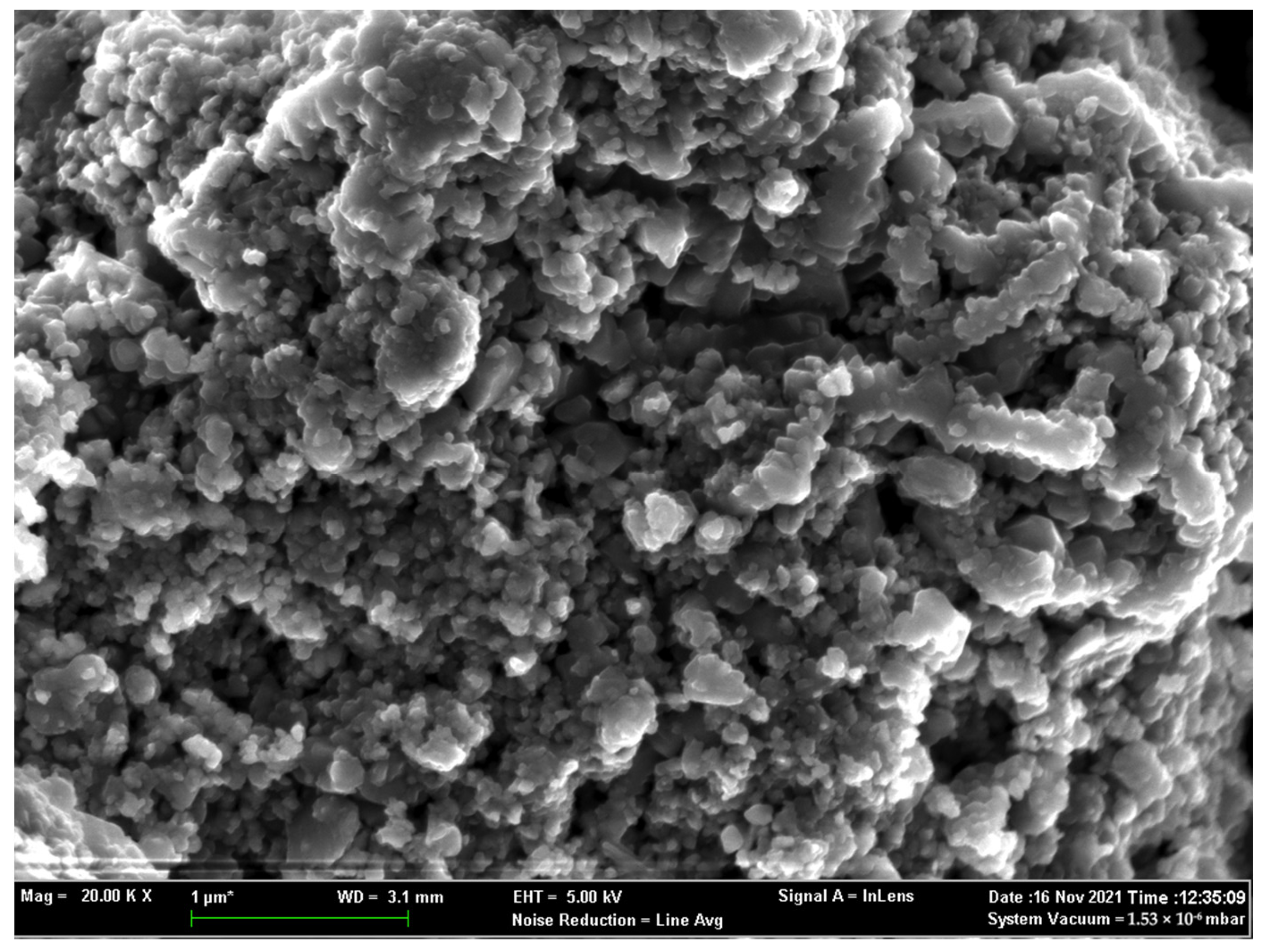
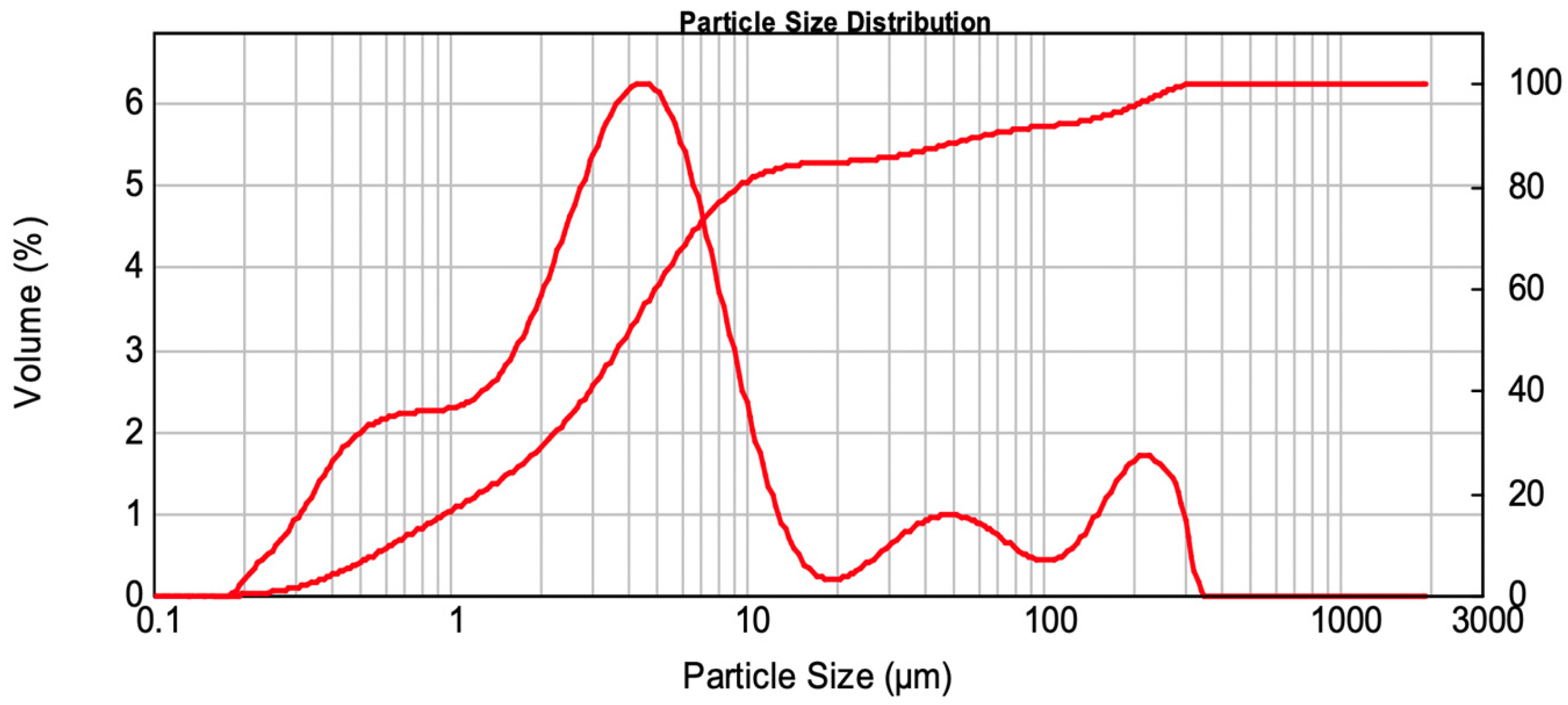
RM has the characteristics of fine particles, porosity, strong alkalinity and radiation [14]. As shown in Figure 2 and Figure 3, RM have many pores inside, and most of the RM has a particle size of less than 10 μm. At present, most of the RM is disposed by stacking, which will not only increase the cost but also cause serious pollution to the environment. Due to the fine particle size of RM, it will be entrained by wind and pollute the air when it is stacked in the open air. It will leak into the ground when it rains and will cause water pollution and corrosion of buildings. The radioactivity of RM will also cause damage to the environment. On 4 October 2010, the dam wall of the Ajka oil refinery collapsed and the surrounding area was flooded with RM, causing serious pollution to the Danube River [15,16,17,18].
4. Iron Recovery Process from Red Mud
Since both RM and iron ore contain a variety of metal elements, most of the iron recovery processes from RM reference the experience of mature processes in the metallurgical industry, such as the physical, hydro and pyrometallurgy method. There are also emerging processes such as the biological method, electrochemical method, etc. The research progress of these processes is introduced in the following sections.
4.1. Physical Recovery Method
The physical recovery method is to directly separate iron-bearing minerals based on the different physical properties and includes gravity separation, magnetic separation and flotation.
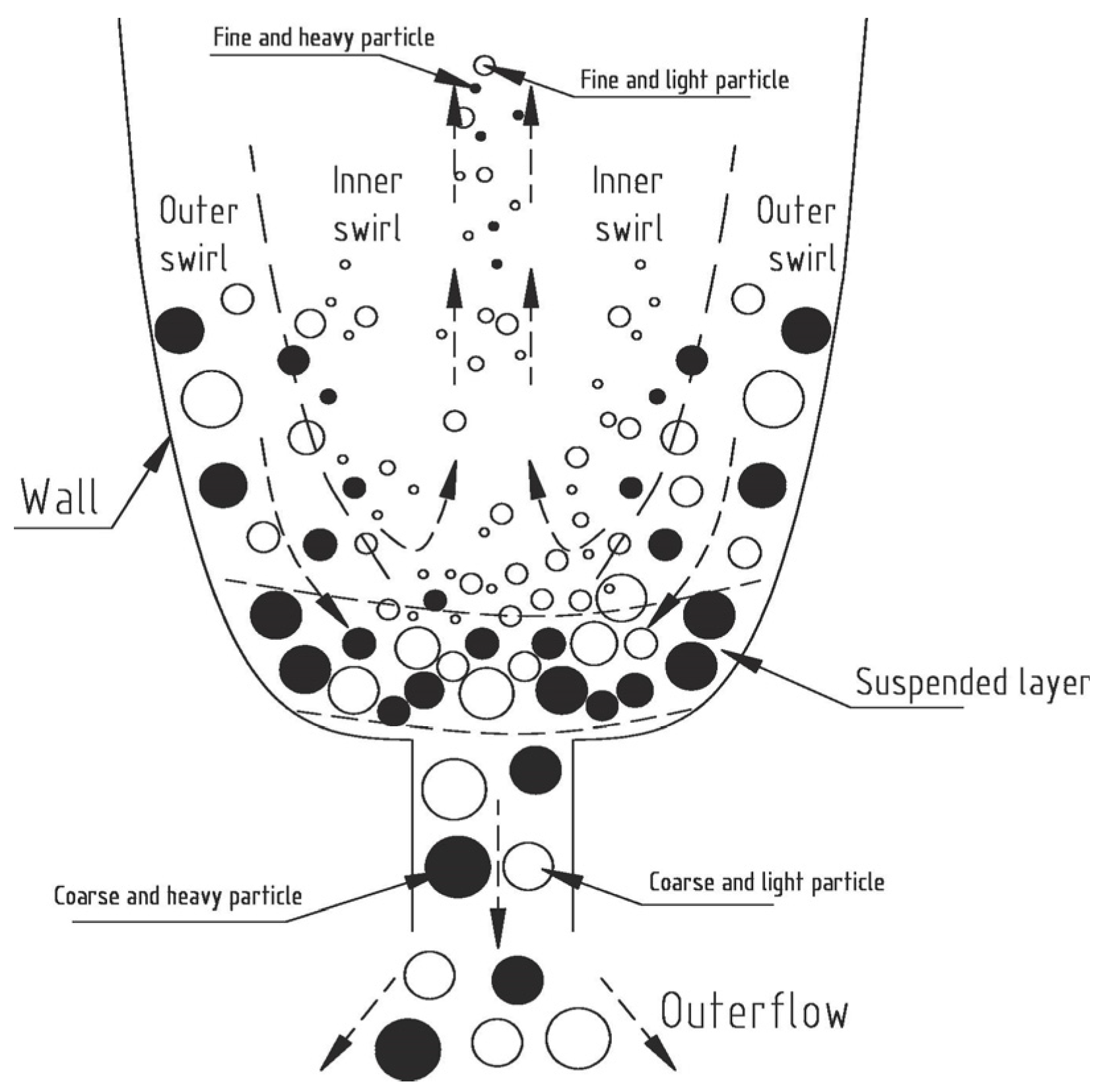
Gravity separation refers to the process of separating the mineral particles by the difference in relative density, particle size, shape and movement speed and direction in the medium. Liu et al. [19] adopted a combination of a two-stage cyclone and suspension cone concentrator for separation, and they obtained concentrate with the TFe of 48.83%. Jiang et al. [20] replaced the traditional straight cones with the cubic parabolic cones in the hydrocyclone, as shown in Figure 4, which effectively reduces the fine particle content in the underflow. However, the iron in the RM is concentrated in the fine particles, which account for a large proportion of RM and have a low iron grade, resulting in low TFe of the concentrate obtained by gravity separation.
Some scholars also use the magnetic separation process to separate the iron-containing part according to the magnetic difference. Jamieson et al. [21] combined low-intensity magnetic separation and wet high-intensity magnetic separation and obtained the concentrate with a Fe2O3 mass fraction of 56%. In order to increase the TFe of the concentrate, Li et al. [22] adopted a two-stage magnetic separation process; each stage includes weak magnetic separation and vertical ring strong magnetic separation. The TFe and recovery rate of the concentrate were 24.63% and 43.29%, respectively. The reason for the lower TFe may lie in that the iron in RM mainly exists in the form of hematite and goethite, which are magnetic or weak magnetic materials, so a higher magnetic field is required. Li et al. [23] used high gradient superconducting magnetic separation to improve the TFe of the concentrate. The mass fraction of the Fe2O3 was about 67%. The separation effect is not good and the cost is high. This may be due to the intergrowth of various elements in RM, including Al, Si, Na, Ti and Fe, such as aluminum in the form of high-alumina goethite and high-alumina hematite [21]. Magnetic separation cannot separate aluminum and iron, resulting in lower TFe in the concentrate.
Some scholars have used the selective functional groups to enrich the iron oxide in RM by the flotation process. Song et al. [24] studied the dealing effect of different collectors. When the methylenebisacrylamide (C6H12N4) and starch was mixed as the collector, the TFe and iron recovery of the concentrate were 49.81% and 74.64%, respectively. When the sodium oleate (C18H33NaO2) was used as the reverse collector, the TFe and iron recovery of the concentrate were 51.54% and 78.84%, respectively. Huang et al. [25] found that the humic substances have acidic functional groups and are more selective in interacting with iron oxides, the TFe and iron recovery and of the obtained concentrate were 61.12% and 86.25%, respectively.
Multiple physical methods were combined by some scholars. Rai et al. [26] obtained iron oxide and titanium oxide from RM by using the hydrocyclone due to their high density, and then, the iron is recovered by the two-stage magnetic separation. The mass fraction of Fe2O3 in the concentrate was 70% and the iron recovery was 75%.
The physical recovery method has the advantages of simple process and low energy consumption, but the iron recovery and TFe of the concentrate are not high enough to meet the need of industrial production. Because of the similar physical properties of iron minerals and veinlets, it is difficult to separate them by the traditional physical methods. On the one hand, some scholars adopted more advanced techniques such as high-gradient superconducting magnetic separation to separate them, but the cost is high. In the future, a physical method will be used mainly in conjunction with chemical methods, and scholars should develop corresponding physical methods based on chemical methods with simple steps, low energy consumption and low cost.
4.2. Chemical Recovery Method
The chemical recovery method refers to the process of converting iron in RM to other forms through chemical reactions and then extracting iron, which is divided into the hydrometallurgy method and pyrometallurgy method according to the type of chemical reaction.
4.2.1. Hydrometallurgy Method
The hydrometallurgy method mainly refers to the process of dissolving iron by acid leaching and then enriching iron. Some scholars studied the influence of acid leaching conditions on the leaching rate. Xie et al. [27] leached iron with hydrochloric acid (HCl) and studied the effects of temperature, acid concentration, leaching time, liquid–solid ratio and particle size on the leaching rate. They found that temperature and acid concentration have the greatest effect, while leaching time and liquid–solid ratio have the second effect. Reducing particle size within a certain size range can increase the leaching rate, but when the particle size was less than 150 μm, there was no significant effect on the leaching rate by reducing the particle size. The optimum conditions for the acid leaching were: red mud size 150 μm, acid leaching temperature 80 °C, acid concentration 10 mol/L, liquid–solid ratio 8:1, and acid leaching time 150 min, and the leaching rates of Fe was 95.1%. In addition to HCl, Chen et al. [28] used concentrated sulfuric acid, glacial acetic acid and oxalic acid (C2H2O4) to leach RM and studied the effects of acid concentration, leaching time and temperature on iron leaching. They found that sulfuric acid leaching was more effective and that increasing the sulfuric acid concentration and temperature can increase the iron leaching rate. The leaching mechanism was consistent with the core shrinking model controlled by internal diffusion. The maximum Fe leaching rate of 67.93% was achieved at a temperature of 50 °C, a sulfuric acid concentration of 2.8 mol/L, and a leaching time of 45 min.
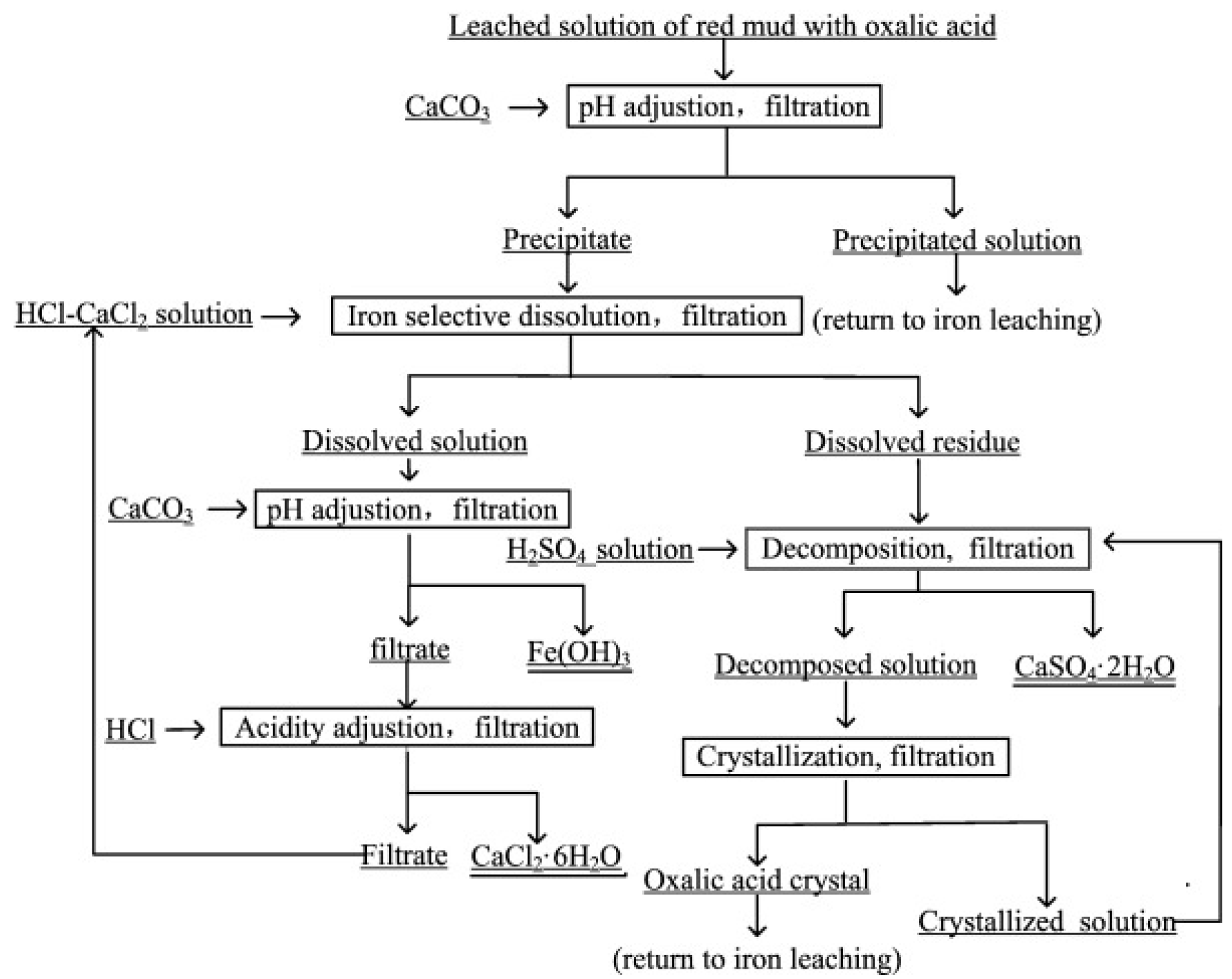
By exploring the complete hydrometallurgy process, Yu et al. [29] leached RM with 1 mol/L C2H2O4 at 75 °C for 2 h and then irradiated the solution with UV light for 1 h to reduce Fe3+ to Fe2+ by oxalate and formed a precipitate (β-FeC2O4·2H2O) by combining with the remaining oxalate. Although the oxalate in the filtrate can be reused, the oxalate reacting with Fe3+ cannot be reused, which greatly increases the process cost. In order to reduce the amount of oxalate used in the process, Yang et al. [30] used dilute HCl for washing, sulfuric acid for acidity adjustment and 3 times stoichiometry of iron scraps instead of oxalate for the reduction in Fe3+ to reduce the use of oxalate to reduce cost. In addition, in order to reduce cost, Yang et al. [31] proposed a process shown in Figure 5, in which they leached RM with C2H2O4, adjusted the pH with calcium carbonate to form a co-precipitation of calcium oxalate and iron hydroxide, and then used a mixture of hydrochloric acid and calcium chloride to selectively dissolve the precipitate and recover the oxalate and iron.
In addition to C2H2O4, Zhang et al. [32] leached the RM with hydrochloric acid for 4 h, added calcium chloride to form iron and scandium complexes and used D201 resin to adsorb iron complexes to achieve the separation of iron and scandium. The adsorption efficiency of iron exceeded 96%, while the adsorption of scandium was negligible. Calcium chloride could be recycled to reduce the cost. Zhang et al. [33] also used hydrochloric acid leaching and extracted iron with a mixture of 30% Aliquat 336, 15% 2-Octanol and 55% kerosene for 20 min. The iron leaching and extraction rates reached 95.9% and 95.7%, respectively. Sokolovet al. [34] also used a mixture of 1-octanol (C8H18O)and 1-decanol (C10H22O) (70%) with 2-undecanone (C11H22O) (30%) to extract iron from HCl solution. They obtained an FeCl3 solution with the iron(III) content of 90.5 g/L and total impurities less than 50 mg/L.
Oxalate can form the precipitate by combining with Fe2+, so C2H2O4 becomes the main raw material for hydrometallurgy method. Because of the high cost of C2H2O4, many scholars have optimized the process. The hydrometallurgy method can achieve both a high recovery rate and TFe in laboratory-scale experiments. The chemical reaction can be carried out at a lower temperature, so hydrometallurgy also has the advantage of low energy consumption. However, the hydrometallurgy method has complex steps. Due to the strong alkalinity of the RM, a large amount of acid is consumed during acid leaching, which makes the cost significantly high, making it difficult to promote in the industry. The method will also produces an acidic waste stream, which contains many metallic elements. Future research on the hydrometallurgy method could focus on how to reduce acid consumption during leaching such as treating RM with acidic solid waste or using the alkaline leaching process to extract iron, and how to recover other metallic elements as well as raw materials from the acidic waste stream after iron extraction. Industrial tests on the process should also be carried out.
4.2.2. Pyrometallurgical Method
The pyrometallurgy method is the process of changing the existing form of iron through a high-temperature chemical reaction and then separating. According to the form of iron after reduction, the pyrometallurgy method can be classified into the reduction to Fe process and reduction to Fe3O4 process.
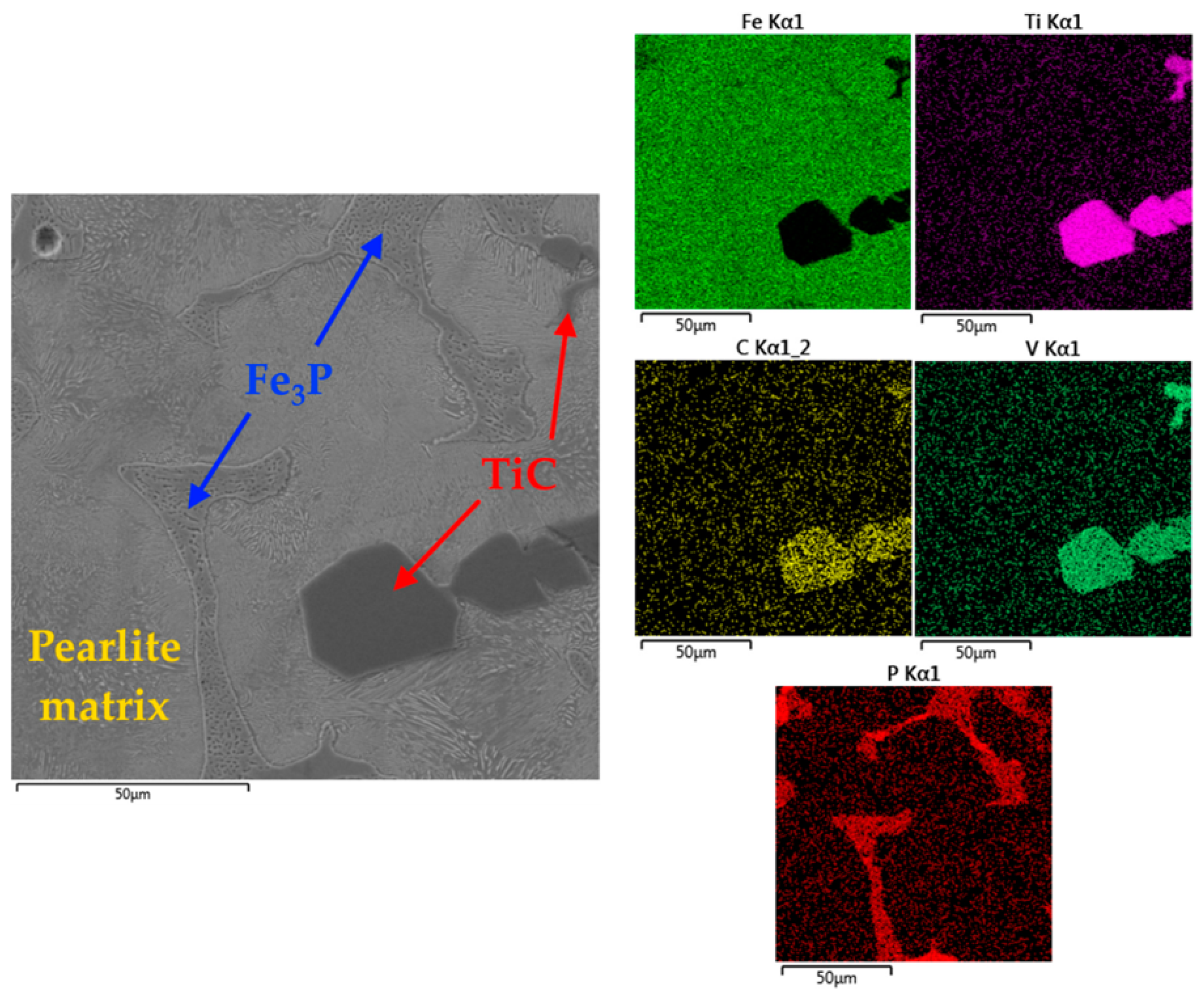
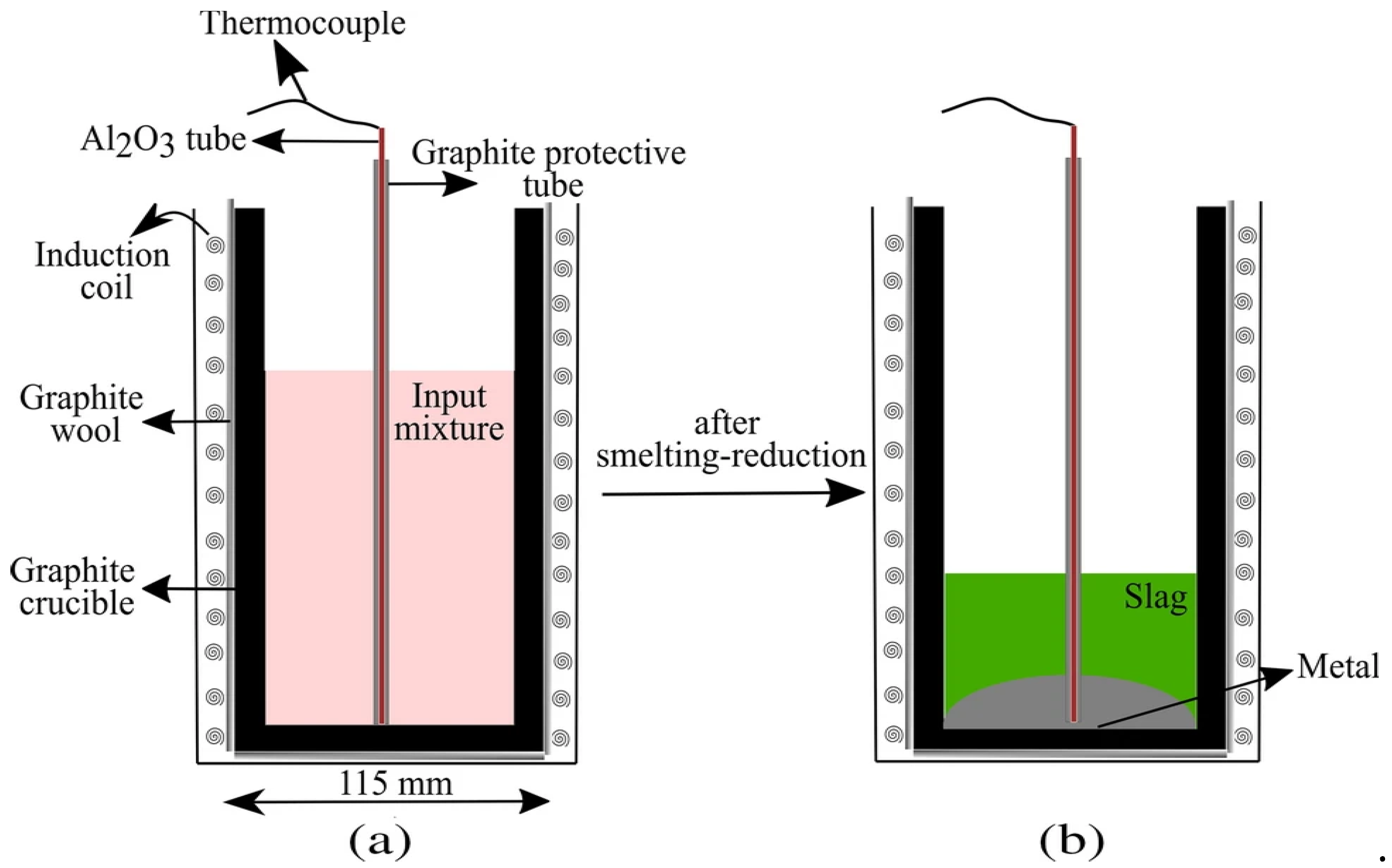
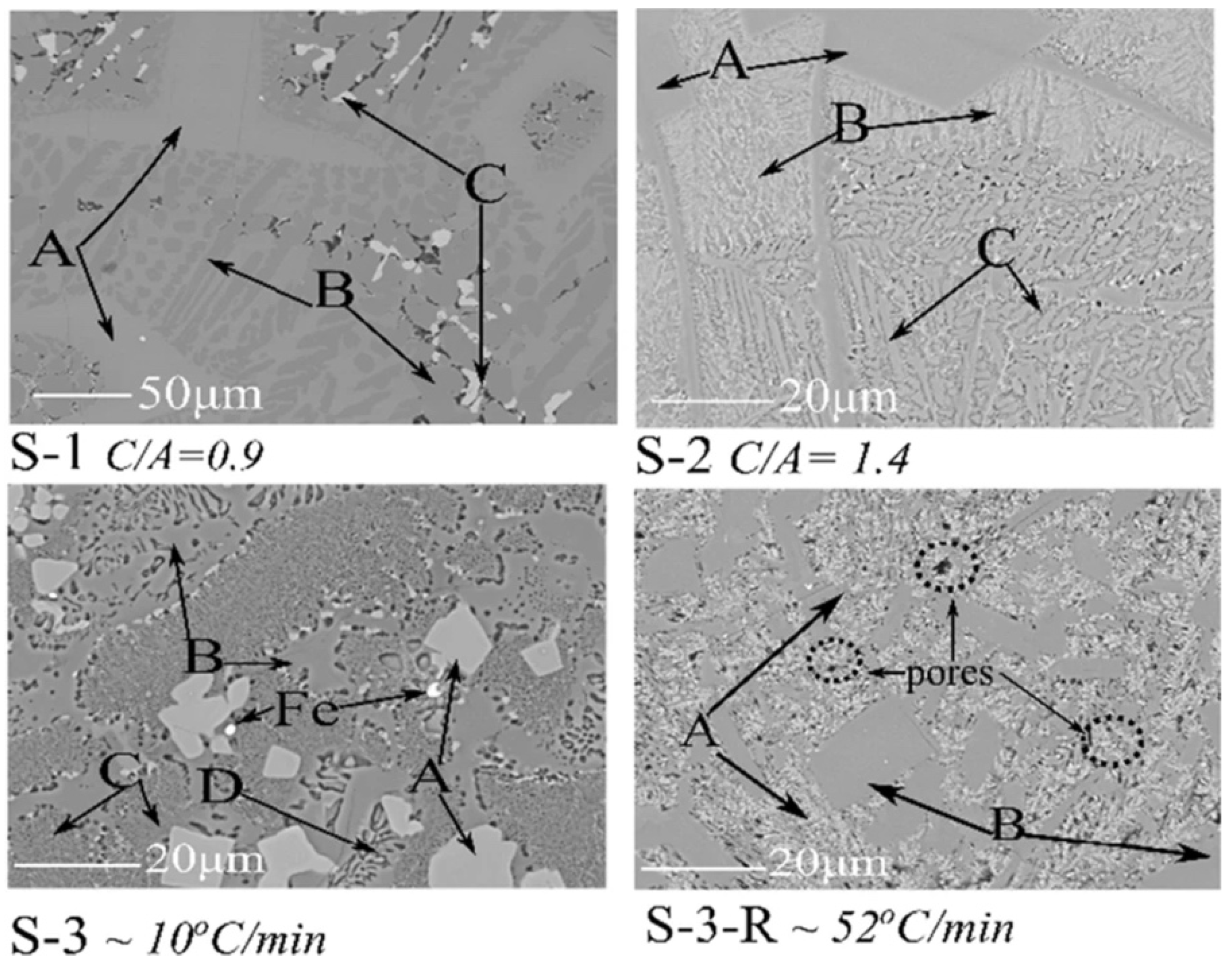
Many scholars have studied the pyrometallurgical process of reduction to Fe. Mishra et al. [35] used 200% excess petroleum coke to reduce iron at 1050 °C for 2 h. After reduction, most of the iron was recovered by magnetic separation, and the remaining iron was recovered by smelting. Raspopov et al. [36] have obtained cast iron by reacting with carbon in a resistance furnace at 1200–1500 °C. There are many factors affecting the reduction reaction including temperature, reaction time, etc. In order to improve the physical characteristics of obtained pig iron, Valeev et al. [37] roasted RM at 1750 °C and found the titanium carbide, and phosphide eutectic in pig iron as shown in Figure 6 gives it a high hardness, high strength and good fluidity. In order to effectively find the optimal working conditions, Guo et al. [38] used metallization rate as an indicator, which means the percentage of metallic iron to total iron, and they designed orthogonal experiments to find the best working condition. Under the best working condition, the metallization rate was 98.16% and the TFe of concentrate was 96.25%. Lazou et al. [39] conducted smelting reduction experiments at 1650 °C for 90 min in an induction furnace as shown in Figure 7, and they obtained pig iron with TFe of 92.74%. The backscattered electron (BSE) images of slag are shown as Figure 8, and the chemical composition of these phases is given in combination with the XRD results. They also used FactSage to predict elemental concentrations in the metal phase and found that the predicted Si and Cr concentrations were much higher than experimental values. Ning et al. [40] added CaO and Al2O3 to the reduced RM for composition adjustment, and they separated slag and iron at 1550 °C. The quality of pig iron obtained meets the requirements of steelmaking, and the slag-melting point is lower than 1400 °C with a strong desulfurization capacity.
Some scholars have found that better results are achieved by adding alkaline additives to the roasting. Zinoveev et al. [41] investigated the effect of the addition of Na2CO3 and K2CO3 on the reaction. The experimental results showed that iron can be almost completely reduced after roasting at 1000–1200 °C for 20 min. As shown in Figure 9, they found that iron grains in the sample with additive reduction were significantly larger. Under the best working condition, the recovery rate and TFe were 77.27% and 72.05% with the addition of Na2CO3 and 92.39% and 70.77% with the addition of K2CO3. Liu et al. [42] used carbon powder as a reducing agent and CaCO3 and MgCO3 as additives, which can react with SiO2 and Al2O3. The TFe, metallization rate and iron recovery of obtained concentrate were 88.77%, 96.98% and 81.40%, respectively. They added 13% slaked lime to the remaining silica–aluminate residue. The compressive strength of residue reached 24.10 MPa, which can be used as construction material. Huang et al. [43] investigated the mechanism of the reduction reaction with different additives. The experimental results indicated that Na2CO3 dissociates the basic oxide Na2O, which can displace FeO from 2FeO·SiO2 and FeO·Al2O3. The generated Na2O·2SiO2 with a low melting point produces a liquid phase which can promote the diffusion of crystalline masses, accelerate the growth of Fe nuclei, as well as catalyze the carbon gasification reaction and increase the carbon activity and the rate of CO reduction of iron oxides. Adding CaF2 can lower the melting point and viscosity of solid-phase products, optimize the heat and mass transfer conditions, and promote the mutual diffusion between ions and the growth and enrichment of iron grains. Finally, the metallization rate, TFe and recovery rate of obtained iron powder were 92.79%, 89.57% and 91.15%, respectively. Liu et al. [9] believed that an excessive liquid phase can also encapsulate the particles, leading to an incomplete reduction of iron oxides and partial dissolution of ferrous compounds in the RM, and some metallic iron particles encapsulated by the liquid phase cannot be recovered by magnetic separation, so the amount of the additive should be strictly controlled.
Other heating methods of the process were also developed. Jayasankar et al. [44] applied thermal plasma technology in the process. The characteristics of high temperature, high energy fluxes, and plasma state of the plasma arc greatly reduce the reaction time. Agrawal et al. [45] demonstrated that microwave heating allows for rapid and uniform heating of the sample. They experimentally compared the carbothermal reduction reactions using muffle furnace and microwave heating, and they found that microwave heating significantly improves the TFe and recovery rate of iron at a lower time and with less reducing agent. They also observed ferrite spheres of appreciable size and purity in microwave-heated reduced samples, accounting for 8–10% of the total iron in the feed. In addition, microwave heating provides faster reduction, cleaner process, and less energy and reductant consumption.
High-temperature reduction and melt separation make the process energy consumption too high; scholars found that the iron in the RM can be reduced to Fe3O4 at a lower temperature, and magnetic separation will greatly reduce the energy required for the process. Liu et al. [46] used coal coke as the reducing agent and soda lime as the additive, roasted RM at 1000 °C for 3 h, and followed that with water leaching to extract Al and Na and magnetic separation to extract Fe. The recovery rate and the TFe of the concentrate were 51.2% and 52.8%, respectively. Sadangi et al. [47] roasted RM at a temperature of 1150 °C for 60 min and obtained the concentrate with the TFe of 65.93% and the recovery rate of 61.85% by magnetic separation. They also demonstrated that the reduction reaction occurred from the outer surface of the particles to the inner core. Agrawal et al. [48] proposed the process of carbonation, pre-magnetic separation, reduction roasting and two-stage magnetic separation, and they chose charcoal as the reducing agent. The obtained concentrate had the TFe of 50.5% and the recovery rate of 70%.
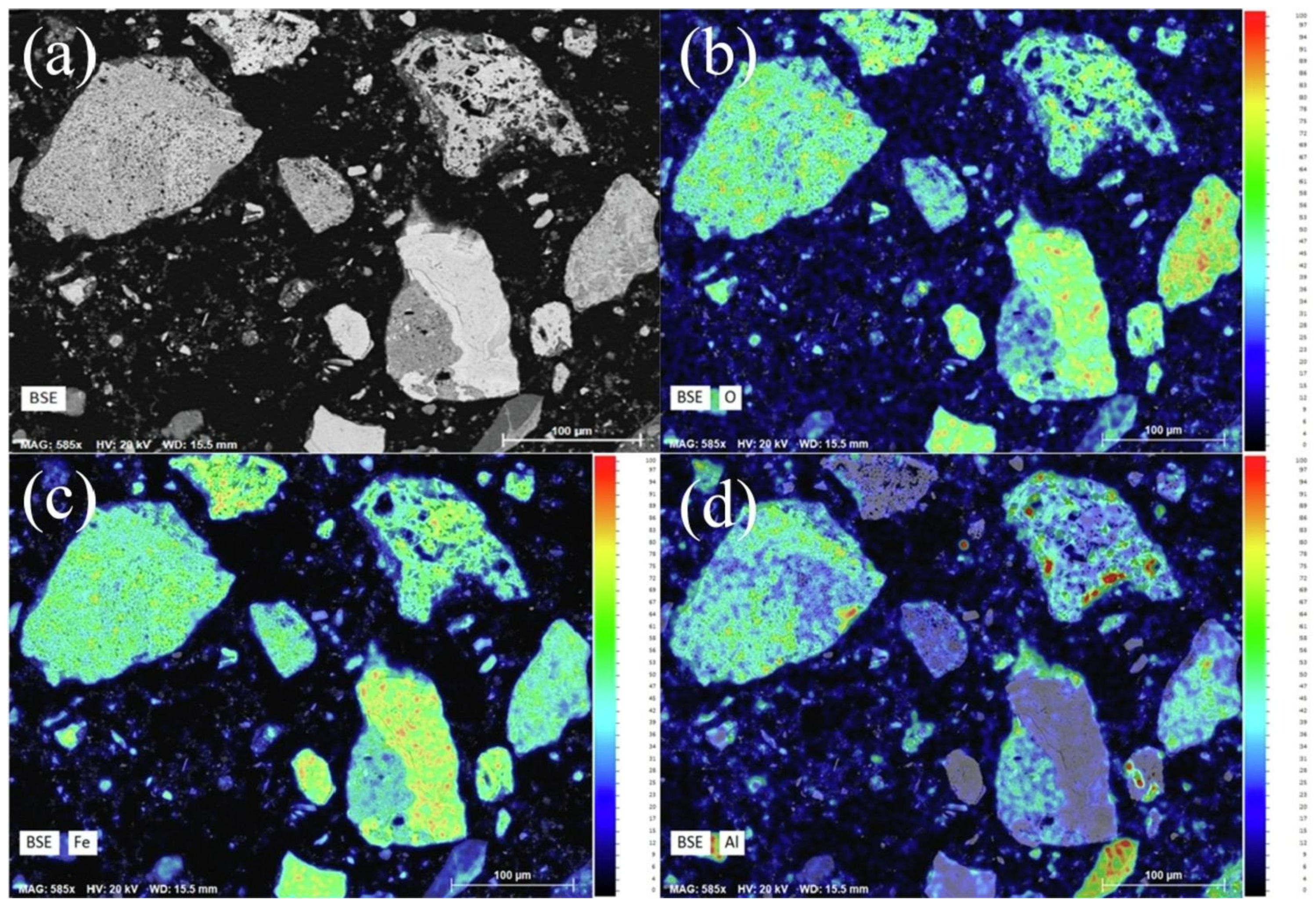
When a solid reductant is used, the reaction temperature is still high, and the reaction needs to take a long time. If the gas reductant is used, the reaction temperature and time can be greatly reduced. Samouhos et al. [49] passed H2 through the fixed bed reactor at 480 °C for 30 min and obtained the concentrate with the TFe of 54% after magnetic separation. They performed a Vibrating Sample Magnetometer (VSM) test on the concentrate and found that greater magnetism causes better enrichment. Tang et al. [50] pointed out that fluidized roasting in traditional pyrometallurgy has the advantages of fast reaction speed, rapid mass transfer, low energy consumption and uniform temperature. If the reaction is carried out in a fluidized bed with a gas reductant, the reaction temperature and reaction time can be further reduced. Some scholars applied fluidized roasting to the iron recovery process from RM; Liu et al. [51] chose CO as a reducing agent, reduced the RM in a fluidized bed at 540 °C for 15 min and obtained the iron concentrate with 56.41% TFe after magnetic separation. They also found that the magnetic force of the reduced RM was positively correlated with the dealing effect in the experiment. Yuan et al. [52] passed a mixture of H2 and CO in the fluidized bed reactor to reduce RM at 520 °C, and this semi-industrial experiment was conducted continuously and steadily for 45 h. The recovery rate and TFe of the concentrate were 95.22% and 55.54%, respectively. Yu et al. [53] roasted the RM with a concentration of 30% CO in the fluidized bed at 560 °C for 15 min; after magnetic separation, the recovery rate and TFe of the obtained concentrate were 89.34% and 55.44%, respectively. According to the BSE image shown in Figure 10, they found that some fine silicon slag was embedded in the magnetite. In the magnetic separation process, the Fe-Al hercynite (Fe(Al,Fe)2O4) transformed from alumogoethite would mix into the concentrate, leading to a decrease in the TFe of the concentrate. Li et al. [54] found that in the conventional pyrometallurgy process, the iron-bearing minerals in the fluidized roasted ore are closely embedded with the veinlets, reducing the TFe of the concentrate obtained by magnetic separation. This problem also occurs and is urgent to be solved in the fluidized reduction process of the RM.
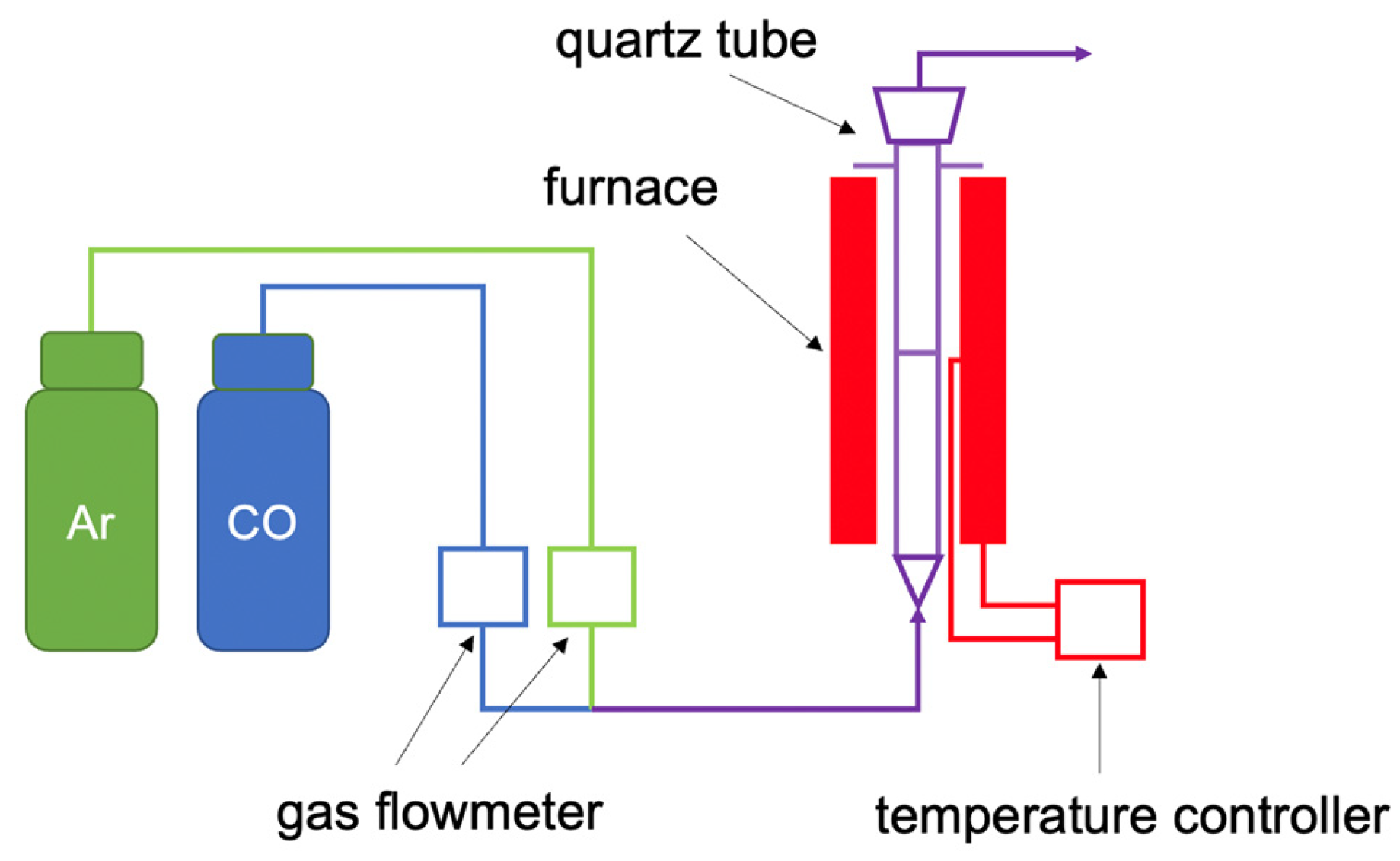
In previous work, Kong et al. [13] conducted the experiment at the test rig shown in Figure 11, adjusted the gas velocity to enter the turbulent bed and observed a significant discoloration of the RM due to reduction within 5 min. The maximum moment in the VSM test of the reduced RM was used as a characterization of the dealing effect, and the effects of CO concentration, reaction temperature and reaction time were studied by using response surface analysis. The maximum moments of reduced RM under different working conditions are listed in Table 2. The variance distribution of RSM is listed in Table 3. The p value represents the strength of significance and the larger mean square value represents the greater the influence on the dealing effect. From Table 3, it can be found that the p-value of the model is 0.0032, and the underfitting phase is not significant, indicating that the model is reasonable. The order of influence of these three factors on the dealing effect is CO concentration, reaction time, and temperature. The response surface method (RSM) also predicts the results accurately at the condition of longer reaction time as listed in Table 4. In the future, more attention will be paid on expanding the experimental condition design by evaluating the dealing effect by the TFe and recovery rate.
In the early studies, scholars mostly used the high-temperature roasting process to reduce Fe2O3 of RM to Fe and the smelting process to separate them. However, the high-temperature roasting process requires a temperature of more than 1200 °C and a time of more than 2 h, while the smelting process requires more than 1300 °C, which will result in a large amount of energy consumption. Some scholars improved the process based on the high-temperature roasting process, using a lower temperature of roasting to reduce Fe2O3 to Fe3O4 and using magnetic separation. The temperature required for roasting is 1000 °C, and magnetic separation can be carried out at room temperature, reducing the energy required for the process. Some scholars also found that the use of a fluidized reduction process can reduce the reaction temperature to 500 °C, and the reaction time is reduced to 30 min. It has also been found that the reaction time can be further reduced if the gas velocity is increased to reduce the RM in a turbulent bed.
The fluidization reduction process has a lower reaction temperature and shorter reaction time than other pyrometallurgical processes, which greatly reduces the energy consumption of the reaction, and simpler steps, which makes it easier to be promoted in the industrial applications. So, the fluidization reduction is a promising process. In future research, the iron grade and recovery rate of the concentrate should be improved. For the secondary solid waste generated after the recovery of iron, corresponding processes should also be developed to utilize or extract the elements.
4.3. Emerging Recovery Method
In addition to the above methods, the bioleaching method, which is considered as a green technology with low energy and cost, was also provided. Some scholars have studied the recovery of iron from kaolin [55], quartz sands [56], bauxite [57] and iron oxides ores [58]. Qu et al. [59] used Aspergillus niger to leach heavy metals from RM. When bioleaching was carried out at 1% pulp density, the leaching rate of iron reached a maximum 87.5%, which is significantly lower than hydrometallurgy method. Other metals will enter the leaching solution in large quantities. Eisele and Gabby [60] pointed out that anaerobic organisms are widely used in bioleaching iron processes, but anaerobic organisms require neutral or weakly acidic pH conditions, which leads to a large amount of acid neutralization during RM leaching, limiting the development of RM bioleaching. In the future, it is necessary to find microorganisms that can adapt to alkaline environments and selectively leach iron in the bioleaching process and implement larger scale experiments to verify the feasibility of the process.
In addition to bioleaching, Maihatchi Ahamed et al. [61] used the electrochemical method to recover iron, which can reduce energy consumption and CO2 emissions compared to the pyrometallurgical method. The alkalinity of RM can reduce the amount of alkali added to the media. They found that the efficiency of the electrochemical method is low, which is probably due to the lower conductivity caused by the formation of triple-phase bubbles with the suspension. They also found that there was 3% Al and Na in the obtained concentrate and that the current yield of the RM was about a quarter of the current yield of the hematite at high current densities. Further research should be carried out to increase the current yield, improve the conductivity of the suspension and reduce impurities in the concentrate.
In the long term, the emerging method will become the mainstream method in the future due to its low energy consumption and environmental friendliness, but it will not be able to treat the urgent RM in a short time. The emerging method still needs a lot of work, such as improving the recovery rate and iron grade, larger scale experiments, reducing process costs, developing better processes, etc.
5. Conclusions
This paper reviewed three kinds of methods on recovering iron from RM, including physical, chemical and emerging methods. The following conclusions are obtained:
- 1.
- The physical method is to separate the iron-bearing part and the other parts based on different physical properties, including gravity separation, magnetic separation and flotation. These processes have the characteristics of simple process and low energy consumption, but the iron recovery rate and the TFe of the concentrate are low;
- 2.
- The hydrometallurgy method is the chemical method with acid leaching. The RM leached with acid can dissolve the metallic elements, and then the iron in the solution is extracted by precipitation formation, extraction or adsorption. The hydrometallurgy method has a high recovery rate and TFe of the concentrate, but the steps are complicated and require a large amount of acid to neutralize the alkalinity of the RM, resulting in high costs;
- 3.
- The pyrometallurgy method is the chemical method in which iron is reduced by thermochemical reaction and then separated by smelting or magnetic separation. The pyrometallurgy method can be divided into a reduction process into Fe and Fe3O4 according to the form of iron after reduction. The reduction process into Fe requires high temperature, high energy consumption and long reaction time, but the TFe of the concentrate is high. Comparingly, the reduction process into Fe3O4 in a fluidized bed will reduce the reaction temperature and reaction time, and the reduction in the turbulent bed will further reduce the reaction temperature and reaction time. However, the concentrate has a lower TFe, which should be the focus in future research. The fluidization reduction process is currently the most promising process and should be promoted on an industrial scale
- 4.
- The emerging method is a green and clean technology, but the current research is in the laboratory scale. In the future, process efficiency improvements, costing, and larger scale experiments are required. In the long term, the emerging method is a very promising process but requires a lot of research.
Author Contributions
Conceptualization, H.K. and H.Y.; methodology, H.K. and H.Y.; software, H.K. and X.Y.; validation, T.Z., M.Z. and H.Y.; formal analysis, H.K. and H.Y.; investigation, H.K. and H.Y.; resources, Y.G.; data curation, H.K.; writing—original draft preparation, H.K.; writing—review and editing, H.K. and H.Y.; visualization, H.K.; supervision, H.Y.; project administration, T.Z., M.Z and H.Y.; funding acquisition, M.Z. and H.Y. All authors have read and agreed to the published version of the manuscript.
Funding
This research was funded by National Key Research Plan, grant number 2019YFE0102100.
Institutional Review Board Statement
Not applicable.
Informed Consent Statement
Not applicable.
Data Availability Statement
Not applicable.
Conflicts of Interest
The authors declare no conflict of interest.
References
- Zhang, R.; Zheng, S.; Ma, S.; Zhang, Y. Recovery of Alumina and Alkali in Bayer Red Mud by the Formation of Andradite-Grossular Hydrogarnet in Hydrothermal Process. J. Hazard. Mater. 2011, 189, 827–835. [Google Scholar] [CrossRef] [PubMed]
- International Aluminium Institute. Primary Aluminium Production—International Aluminium Institute. Available online: https://international-aluminium.org/statistics/primary-aluminium-production/ (accessed on 17 May 2022).
- Khairul, M.A.; Zanganeh, J.; Moghtaderi, B. The Composition, Recycling and Utilisation of Bayer Red Mud. Resour. Conserv. Recycl. 2019, 141, 483–498. [Google Scholar] [CrossRef]
- Mukiza, E.; Zhang, L.L.; Liu, X.; Zhang, N. Utilization of Red Mud in Road Base and Subgrade Materials: A Review. Resour. Conserv. Recycl. 2019, 141, 187–199. [Google Scholar] [CrossRef]
- Wang, M.; Liu, X. Applications of Red Mud as an Environmental Remediation Material: A Review. J. Hazard. Mater. 2021, 408, 124420. [Google Scholar] [CrossRef]
- Sushil, S.; Batra, V.S. Catalytic Applications of Red Mud, an Aluminium Industry Waste: A Review. Appl. Catal. B Environ. 2008, 81, 64–77. [Google Scholar] [CrossRef]
- Liu, Z.; Li, H. Metallurgical Process for Valuable Elements Recovery from Red Mud—A Review. Hydrometallurgy 2015, 155, 29–43. [Google Scholar] [CrossRef]
- Khanna, R.; Konyukhov, Y.; Zinoveev, D.; Jayasankar, K.; Burmistrov, I.; Kravchenko, M.; Mukherjee, P.S. Red Mud as a Secondary Resource of Low-Grade Iron: A Global Perspective. Sustainability 2022, 14, 1258. [Google Scholar] [CrossRef]
- Liu, X.; Han, Y.; He, F.; Gao, P.; Yuan, S. Characteristic, Hazard and Iron Recovery Technology of Red Mud—A Critical Review. J. Hazard. Mater. 2021, 420, 126542. [Google Scholar] [CrossRef]
- Liu, Y.; Naidu, R.; Ming, H. Red Mud as an Amendment for Pollutants in Solid and Liquid Phases. Geoderma 2011, 163, 1–12. [Google Scholar] [CrossRef]
- Tabereaux, A.T.; Peterson, R.D. Chapter 2.5—Aluminum Production. In Treatise on Process Metallurgy; Seetharaman, S., Ed.; Elsevier: Boston, MA, USA, 2014; pp. 839–917. ISBN 978-0-08-096988-6. [Google Scholar]
- Agrawal, S.; Dhawan, N. Evaluation of Red Mud as a Polymetallic Source—A Review. Miner. Eng. 2021, 171, 107084. [Google Scholar] [CrossRef]
- Kong, H.; Zhang, S.; Yang, X.; Zhou, T.; Zhang, M.; Yang, H. Experimental Research on Pyrometallurgical Recovery of Iron from Red Mud. In Proceedings of the 24th Fluidized Bed Conversion Conference, Gothenburg, Sweden, 8–11 May 2022. [Google Scholar]
- Reddy, P.S.; Reddy, N.G.; Serjun, V.Z.; Mohanty, B.; Das, S.K.; Reddy, K.R.; Rao, B.H. Properties and Assessment of Applications of Red Mud (Bauxite Residue): Current Status and Research Needs. Waste Biomass Valorization 2021, 12, 1185–1217. [Google Scholar] [CrossRef]
- Boily, R. Twenty Cases of Red Hazard, an Inventory of Ecological Problems Caused by Bauxite Residue from Alumina Production; Inforex: Laval, QC, Canada, 2012. [Google Scholar]
- Mayes, W.M.; Burke, I.T.; Gomes, H.I.; Anton, D.; Molnár, M.; Feigl, V.; Ujaczki, E. Advances in Understanding Environmental Risks of Red Mud After the Ajka Spill, Hungary. J. Sustain. Metall. 2016, 2, 332–343. [Google Scholar] [CrossRef] [Green Version]
- Ruyters, S.; Mertens, J.; Vassilieva, E.; Dehandschutter, B.; Poffijn, A.; Smolders, E. The Red Mud Accident in Ajka (Hungary): Plant Toxicity and Trace Metal Bioavailability in Red Mud Contaminated Soil. Environ. Sci. Technol. 2011, 45, 1616–1622. [Google Scholar] [CrossRef] [PubMed]
- Lockwood, C.L.; Stewart, D.I.; Mortimer, R.J.G.; Mayes, W.M.; Jarvis, A.P.; Gruiz, K.; Burke, I.T. Leaching of Copper and Nickel in Soil-Water Systems Contaminated by Bauxite Residue (Red Mud) from Ajka, Hungary: The Importance of Soil Organic Matter. Environ. Sci. Pollut. Res. 2015, 22, 10800–10810. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Liu, P.; Jiang, L.; Yang, X.; Zhang, Y. Experimental Study on Iron Enrichment Performance of Red Mud by Total Gravity Separation. Light Met. 2017, 6, 6. [Google Scholar] [CrossRef]
- Jiang, L.; Liu, P.; Yang, X.; Zhang, Y.; Li, F. Comparative Classification Studies of Red Mud by Using Hydrocyclones. Miner. Eng. 2019, 131, 124–130. [Google Scholar] [CrossRef]
- Jamieson, E.; Jones, A.; Cooling, D.; Stockton, N. Magnetic Separation of Red Sand to Produce Value. Miner. Eng. 2006, 19, 1603–1605. [Google Scholar] [CrossRef]
- Li, W.; Han, Y.; Liu, X.; Shan, Y.; Li, Y. Effect of Fluidized Magnetizing Roasting on Iron Recovery and Transformation of Weakly Magnetic Iron Mineral Phase in Iron Tailings. Physicochem. Probl. Miner. Process. 2019, 55, 906–916. [Google Scholar] [CrossRef]
- Li, Y.; Wang, J.; Wang, X.; Wang, B.; Luan, Z. Feasibility Study of Iron Mineral Separation from Red Mud by High Gradient Superconducting Magnetic Separation. Phys. C Supercond. Its Appl. 2011, 471, 91–96. [Google Scholar] [CrossRef]
- Song, S.; Kong, D.; Wei, Y. Flotation Study of High-Speed Iron Red Mud. Yunnan Chem. 2020, 47, 3. [Google Scholar]
- Huang, Y.; Han, G.; Liu, J.; Wang, W. A Facile Disposal of Bayer Red Mud Based on Selective Flocculation Desliming with Organic Humics. J. Hazard. Mater. 2016, 301, 46–55. [Google Scholar] [CrossRef] [PubMed]
- Rai, S.; Nimje, M.T.; Chaddha, M.J.; Modak, S.; Rao, K.R.; Agnihotri, A. Recovery of Iron from Bauxite Residue Using Advanced Separation Techniques. Miner. Eng. 2019, 134, 222–231. [Google Scholar] [CrossRef]
- Xie, W.; Zhang, N.; Li, J.; Zhou, F.; Ma, X.; Gu, G.; Zhang, W. Optimization of Condition for Extraction of Aluminum and Iron from Red Mud by Hydrochloric Acid Leaching. Chin. J. Environ. Eng. 2017, 11, 5677–5682. [Google Scholar]
- Chen, H.; Wang, T.; Ke, Y.; Wang, S. Discussion on Process Conditions and Mechanism of Sodium Ferric Acid Leaching from Red Mud. Inorg. Salt Ind. 2016, 48, 5. [Google Scholar]
- Yu, Z.L.; Shi, Z.X.; Chen, Y.M.; Niu, Y.J.; Wang, Y.X.; Wan, P.Y. Red-Mud Treatment Using Oxalic Acid by UV Irradiation Assistance. Trans. Nonferrous Met. Soc. China 2012, 22, 456–460. [Google Scholar] [CrossRef]
- Yang, Y.; Wang, X.; Wang, M.; Wang, H.; Xian, P. Recovery of Iron from Red Mud by Selective Leach with Oxalic Acid. Hydrometallurgy 2015, 157, 239–245. [Google Scholar] [CrossRef]
- Yang, Y.; Wang, X.; Wang, M.; Wang, H.; Xian, P. Iron Recovery from the Leached Solution of Red Mud through the Application of Oxalic Acid. Int. J. Miner. Process. 2016, 157, 145–151. [Google Scholar] [CrossRef]
- Zhang, X.; Zhou, K.; Wu, Y.; Lei, Q.; Peng, C.; Chen, W. Separation and Recovery of Iron and Scandium from Acid Leaching Solution of Red Mud Using D201 Resin. J. Rare Earths 2020, 38, 1322–1329. [Google Scholar] [CrossRef]
- Zhang, X.-K.; Zhou, K.-G.; Chen, W.; Lei, Q.-Y.; Huang, Y.; Peng, C.-H. Recovery of Iron and Rare Earth Elements from Red Mud through an Acid Leaching-Stepwise Extraction Approach. J. Cent. South Univ. 2019, 26, 458–466. [Google Scholar] [CrossRef]
- Sokolov, A.; Valeev, D.; Kasikov, A. Solvent Extraction of Iron(III) from Al Chloride Solution of Bauxite HCl Leaching by Mixture of Aliphatic Alcohol and Ketone. Metals 2021, 11, 321. [Google Scholar] [CrossRef]
- Mishra, B.; Staley, A.; Kirkpatrick, D. Recovery of Value-Added Products from Red Mud. Min. Metall. Explor. 2002, 19, 87–94. [Google Scholar] [CrossRef]
- Raspopov, N.A.; Korneev, V.P.; Averin, V.V.; Lainer, Y.A.; Zinoveev, D.V.; Dyubanov, V.G. Reduction of Iron Oxides during the Pyrometallurgical Processing of Red Mud. Russ. Metall. Met. 2013, 2013, 33–37. [Google Scholar] [CrossRef]
- Valeev, D.; Zinoveev, D.; Kondratiev, A.; Lubyanoi, D.; Pankratov, D. Reductive Smelting of Neutralized Red Mud for Iron Recovery and Produced Pig Iron for Heat-Resistant Castings. Metals 2020, 10, 32. [Google Scholar] [CrossRef] [Green Version]
- GUO, Y.; GAO, J.; XU, H.; ZHAO, K.; SHI, X. Nuggets Production by Direct Reduction of High Iron Red Mud. J. Iron Steel Res. Int. 2013, 20, 24–27. [Google Scholar] [CrossRef]
- Lazou, A.; van der Eijk, C.; Tang, K.; Balomenos, E.; Kolbeinsen, L.; Safarian, J. The Utilization of Bauxite Residue with a Calcite-Rich Bauxite Ore in the Pedersen Process for Iron and Alumina Extraction. Metall. Mater. Trans. B Process Metall. Mater. Process. Sci. 2021, 52, 1255–1266. [Google Scholar] [CrossRef]
- Ning, G.; Zhang, B.; Liu, C.; Li, S.; Ye, Y.; Jiang, M. Large-Scale Consumption and Zero-Waste Recycling Method of Red Mud in Steel Making Process. Minerals 2018, 8, 102. [Google Scholar] [CrossRef] [Green Version]
- Zinoveev, D.; Grudinsky, P.; Zakunov, A.; Semenov, A.; Panova, M.; Valeev, D.; Kondratiev, A.; Dyubanov, V.; Petelin, A. Influence of Na2CO3 and K2CO3 Addition on Iron Grain Growth during Carbothermic Reduction of Red Mud. Metals 2019, 9, 1313. [Google Scholar] [CrossRef] [Green Version]
- Liu, W.; Yang, J.; Xiao, B. Application of Bayer Red Mud for Iron Recovery and Building Material Production from Alumosilicate Residues. J. Hazard. Mater. 2009, 161, 474–478. [Google Scholar] [CrossRef]
- Huang, Z.; Cai, L.; Zhang, Y.; Yang, Y.; Jiang, T. Na2CO3 and CaF2-Enhanced Reduction of Iron Oxides in Red Mud. J. Cent. South Univ. Nat. Sci. Ed. 2010, 41, 7. [Google Scholar]
- Jayasankar, K.; Ray, P.K.; Chaubey, A.K.; Padhi, A.; Satapathy, B.K.; Mukherjee, P.S. Production of Pig Iron from Red Mud Waste Fines Using Thermal Plasma Technology. Int. J. Miner. Metall. Mater. 2012, 19, 679–684. [Google Scholar] [CrossRef]
- Agrawal, S.; Rayapudi, V.; Dhawan, N. Comparison of Microwave and Conventional Carbothermal Reduction of Red Mud for Recovery of Iron Values. Miner. Eng. 2019, 132, 202–210. [Google Scholar] [CrossRef]
- Liu, W.; Sun, S.; Zhang, L.; Jahanshahi, S.; Yang, J. Experimental and Simulative Study on Phase Transformation in Bayer Red Mud Soda-Lime Roasting System and Recovery of Al, Na and Fe. Miner. Eng. 2012, 39, 213–218. [Google Scholar] [CrossRef]
- Sadangi, J.K.; Das, S.P.; Tripathy, A.; Biswal, S.K. Investigation into Recovery of Iron Values from Red Mud Dumps. Sep. Sci. Technol. 2018, 53, 2186–2191. [Google Scholar] [CrossRef]
- Agrawal, S.; Rayapudi, V.; Dhawan, N. Extraction of Iron Values from Red Mud. Mater. Today Proc. 2018, 5, 17064–17072. [Google Scholar] [CrossRef]
- Samouhos, M.; Taxiarchou, M.; Pilatos, G.; Tsakiridis, P.E.; Devlin, E.; Pissas, M. Controlled Reduction of Red Mud by H2 Followed by Magnetic Separation. Miner. Eng. 2017, 105, 36–43. [Google Scholar] [CrossRef]
- Tang, Z.D.; Gao, P.; Han, Y.X.; Guo, W. Fluidized Bed Roasting Technology in Iron Ores Dressing in China—A Review on Equipment Development and Application Prospect. J. Min. Metall. Sect. B Metall. 2019, 55, 295–303. [Google Scholar] [CrossRef] [Green Version]
- Liu, X.; Gao, P.; Yuan, S.; Lv, Y.; Han, Y. Clean Utilization of High-Iron Red Mud by Suspension Magnetization Roasting. Miner. Eng. 2020, 157, 106553. [Google Scholar] [CrossRef]
- Yuan, S.; Liu, X.; Gao, P.; Han, Y. A Semi-Industrial Experiment of Suspension Magnetization Roasting Technology for Separation of Iron Minerals from Red Mud. J. Hazard. Mater. 2020, 394, 122579. [Google Scholar] [CrossRef]
- Yu, J.; Li, Y.; Lv, Y.; Han, Y.; Gao, P. Recovery of Iron from High-Iron Red Mud Using Suspension Magnetization Roasting and Magnetic Separation. Miner. Eng. 2022, 178, 107394. [Google Scholar] [CrossRef]
- Li, Y.-J.; Wang, R.; Han, Y.-X.; Wei, X.-C. Phase Transformation in Suspension Roasting of Oolitic Hematite Ore. J. Cent. South Univ. 2015, 22, 4560–4565. [Google Scholar] [CrossRef]
- Aghaie, E.; Pazouki, M.; Hosseini, M.R.; Ranjbar, M. Kinetic Modeling of the Bioleaching Process of Iron Removal from Kaolin. Appl. Clay Sci. 2012, 65–66, 43–47. [Google Scholar] [CrossRef]
- Štyriaková, I.; Mockovčiaková, A.; Štyriak, I.; Kraus, I.; Uhlík, P.; Madejová, J.; Orolínová, Z. Bioleaching of Clays and Iron Oxide Coatings from Quartz Sands. Appl. Clay Sci. 2012, 61, 1–7. [Google Scholar] [CrossRef]
- Papassiopi, N.; Vaxevanidou, K.; Paspaliaris, I. Effectiveness of Iron Reducing Bacteria for the Removal of Iron from Bauxite Ores. Miner. Eng. 2010, 23, 25–31. [Google Scholar] [CrossRef]
- Laguna, C.; González, F.; García-Balboa, C.; Ballester, A.; Blázquez, M.L.; Muñoz, J.A. Bioreduction of Iron Compounds as a Possible Clean Environmental Alternative for Metal Recovery. Miner. Eng. 2011, 24, 10–18. [Google Scholar] [CrossRef]
- Qu, Y.; Lian, B.; Mo, B.; Liu, C. Bioleaching of Heavy Metals from Red Mud Using Aspergillus Niger. Hydrometallurgy 2013, 136, 71–77. [Google Scholar] [CrossRef]
- Eisele, T.C.; Gabby, K.L. Review of Reductive Leaching of Iron by Anaerobic Bacteria. Miner. Process. Extr. Metall. Rev. 2014, 35, 75–105. [Google Scholar] [CrossRef]
- Maihatchi Ahamed, A.; Pons, M.N.; Ricoux, Q.; Goettmann, F.; Lapicque, F. Production of Electrolytic Iron from Red Mud in Alkaline Media. J. Environ. Manag. 2020, 266, 110547. [Google Scholar] [CrossRef]
Figure 1.
Mineral composition of RM used in previous experiment [13].
Figure 1.
Mineral composition of RM used in previous experiment [13].

Figure 2.
SEM image of RM used in previous experiment [13].
Figure 2.
SEM image of RM used in previous experiment [13].

Figure 3.
The particle size distribution of RM used in previous experiment [13].
Figure 3.
The particle size distribution of RM used in previous experiment [13].

Figure 4.
Particles in the parabolic cone [20].
Figure 4.
Particles in the parabolic cone [20].

Figure 5.
Hydrometallurgy process flow of Yang et al. [31].
Figure 5.
Hydrometallurgy process flow of Yang et al. [31].

Figure 6.
SEM images of the pig iron sample obtained at 1750 °C [37].
Figure 6.
SEM images of the pig iron sample obtained at 1750 °C [37].

Figure 7.
Schematic diagram of the smelting reduction process and input mixture (a) before and (b) after smelting [39].
Figure 7.
Schematic diagram of the smelting reduction process and input mixture (a) before and (b) after smelting [39].

Figure 8.
BSE images of slags obtained with different CaO/Al2O3 ratios (S-1 and S-2) and different cooling rates (S-3 and S-3-R) [39] A, B, C, and D represent four different phases.
Figure 8.
BSE images of slags obtained with different CaO/Al2O3 ratios (S-1 and S-2) and different cooling rates (S-3 and S-3-R) [39] A, B, C, and D represent four different phases.

Figure 9.
Microstructure of reduced samples after 3 h of roasting at 1200 °C with 17.1% Na2CO3 (a) and 22.01% K2CO3 (b), without additions at 1300 °C (c) and 1350 °C (d) [41].
Figure 9.
Microstructure of reduced samples after 3 h of roasting at 1200 °C with 17.1% Na2CO3 (a) and 22.01% K2CO3 (b), without additions at 1300 °C (c) and 1350 °C (d) [41].

Figure 10.
BSE image of roasted product and its map scanning: (a) BSE Image; (b) O; (c) Fe; (d) Al [53].
Figure 10.
BSE image of roasted product and its map scanning: (a) BSE Image; (b) O; (c) Fe; (d) Al [53].

Figure 11.
Schematic diagram of the experiment system [13].
Figure 11.
Schematic diagram of the experiment system [13].


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Table 1.
Chemical compound of RM used in previous experiment [13].
Table 1.
Chemical compound of RM used in previous experiment [13].
| Compound | Wt % |
|---|---|
| Fe2O3 | 37.68 |
| Al2O3 | 22.69 |
| SiO2 | 18.22 |
| Na2O | 12.37 |
| TiO2 | 6.2 |
| CaO | 0.947 |
| ZrO2 | 0.543 |
| NiO | 0.238 |
Table 2.
The maximum moments of reduced RM under different working conditions [13].
Table 2.
The maximum moments of reduced RM under different working conditions [13].
| Temperature (°C) | CO Concentration (%) | Reaction Time (min) | Maximum Moment (A·m2/kg) |
|---|---|---|---|
| 600 | 5 | 8 | 15.7401 |
| 550 | 8 | 2 | 15.4587 |
| 600 | 2 | 5 | 15.1976 |
| 500 | 5 | 2 | 13.9256 |
| 550 | 2 | 2 | 9.6766 |
| 600 | 8 | 5 | 15.2625 |
| 550 | 5 | 5 | 15.2115 |
| 550 | 5 | 5 | 15.2115 |
| 500 | 5 | 8 | 15.3054 |
| 500 | 2 | 5 | 10.2996 |
| 550 | 5 | 5 | 15.2115 |
| 600 | 5 | 2 | 14.1055 |
| 550 | 5 | 5 | 15.2115 |
| 550 | 2 | 8 | 14.6415 |
| 550 | 5 | 5 | 15.2115 |
| 500 | 8 | 5 | 14.7424 |
| 550 | 8 | 8 | 16.6117 |
Table 3.
The variance distribution of RSM [13].
Table 3.
The variance distribution of RSM [13].
| Source | Sum of Squares | df | Mean Square | F-Value | p-Value |
|---|---|---|---|---|---|
| Model | 33.76 | 3 | 11.25 | 7.76 | 0.0032 |
| Temperature | 4.55 | 1 | 4.55 | 3.14 | 0.1 |
| CO concentration | 18.79 | 1 | 18.79 | 12.95 | 0.0032 |
| Reaction time | 10.42 | 1 | 10.42 | 7.19 | 0.0189 |
| Lack of fit | 18.86 | 9 | 2.1 | ||
| Pure error | 0 | 4 | 0 |
Table 4.
Predicted moment and experimental moment [13].
Table 4.
Predicted moment and experimental moment [13].
| Temperature (°C) | CO Concentration (%) | Reaction Time (min) | Experimental Moment (A·m2/kg) | Predicted Moment (A·m2/kg) |
|---|---|---|---|---|
| 525 | 3.5 | 3.5 | 11.4235 | 12.8168 |
| 525 | 6.5 | 6.5 | 15.2387 | 15.4908 |
| 575 | 3.5 | 6.5 | 14.8505 | 14.7124 |
| 575 | 6.5 | 3.5 | 14.4225 | 15.1034 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
MDPI and ACS Style
Kong, H.; Zhou, T.; Yang, X.; Gong, Y.; Zhang, M.; Yang, H. Iron Recovery Technology of Red Mud—A review. Energies 2022, 15, 3830. https://0-doi-org.brum.beds.ac.uk/10.3390/en15103830
AMA Style
Kong H, Zhou T, Yang X, Gong Y, Zhang M, Yang H. Iron Recovery Technology of Red Mud—A review. Energies. 2022; 15(10):3830. https://0-doi-org.brum.beds.ac.uk/10.3390/en15103830
Chicago/Turabian StyleKong, Hao, Tuo Zhou, Xinhua Yang, Yingli Gong, Man Zhang, and Hairui Yang. 2022. "Iron Recovery Technology of Red Mud—A review" Energies 15, no. 10: 3830. https://0-doi-org.brum.beds.ac.uk/10.3390/en15103830
Note that from the first issue of 2016, this journal uses article numbers instead of page numbers. See further details here.