1. Introduction
Coke is currently an important material for the global economy. In addition to iron ore, it is an crucial raw material in the integrated steel production process (BF-BOF), which currently accounts for over 70% of the world’s steel production [
1,
2,
3]. It is estimated that about 0.6 tons of coke is used to produce 1 ton of crude steel, which corresponds to about 0.77 tons of coking coal used to produce coke [
4]. In addition to steel production, coke is also used, inter alia, in the foundry industry, the production of ferroalloys, insulating wool, quicklime, calcium carbide or as a fuel for heating purposes. Depending on the process in which it is used, it can play an energetic role (fuel—energy and heat source), chemical role (elemental carbon source for reduction in ores and carburization) and physical role (support for charge materials, gas permeability of bed, liquid metal drainage). In many processes, due to their technological conditions and the functions performed by coke, it is currently an irreplaceable stock. The use of coke in these processes, due to the fact that it is produced from fossil fuel, is associated with the emission of carbon dioxide, which is a greenhouse gas contributing to global warming. The global policy of many countries, including European Union countries, to counteract global warming, aims to reduce significantly the CO
2 emissions from all economic sectors. The European Commission adopted the ‘fit for 55’ package, adapting existing climate and energy legislation to meet the new EU objective of a minimum 55 % reduction in greenhouse gas (GHG) emissions by 2030 [
5]. The Iron and Steel sector itself is responsible for the emissions of approx. 7% of carbon dioxide [
6], and the vast majority of it is the result of the use of fossil-based materials, such as the aforementioned coke or coal. Carbon dioxide emissions by industrial plants are associated not only with the harmful impact on the environment, but also with higher costs of business activities related to the need to purchase CO
2 emission allowances. Therefore, measures to minimize emissions are extremely important from the point of view of ecological and economic efficiency of production activities. One of the methods of reducing CO
2 emissions from coke production and from processes in which coke is used (as a fuel or reducing agent) would be, to replace elemental carbon of fossil origin with renewable carbon of biomass origin, which is considered to be zero-emission [
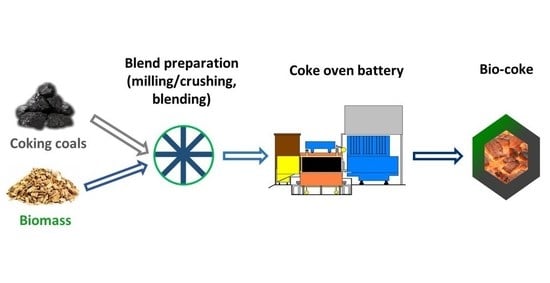
7]. Moreover, replacing a certain part of the coking coal with biomass is beneficial from the point of view of reducing its consumption—coking coal is a scarce resource and is included in the list of EU critical raw materials. Therefore, in recent years, there has been a great deal of interest in the subject of bio-coke production, i.e., coke produced from blends of coking coals and biomass-derived materials [
8,
9,
10,
11,
12,
13,
14,
15,
16,
17,
18]. It is not an easy task, because in order to produce coke, it is necessary to use coking coals with appropriate coking properties and the addition of other raw materials, including even other coals (non-coking), usually does not have a positive effect on the above-mentioned coking properties of the prepared blend. Therefore, in the industrial production of coke, it is of key importance to select the right coking blend recipe, the properties of which will guarantee the production of coke of an appropriate quality. The recipes of blend for the production of coke are based on the knowledge of the coking properties of its individual components. A properly selected recipe of the coking blend is key to the production of a well-sintered and durable coke structure. The most frequently assessed coke-making properties are plastic properties according to the Gieseler method, Audibert-Arnu dilatometric properties and sintering properties (Roga Index, Caking Index). Generally, it is considered that in order to produce coke of adequate strength from a coal blend, its fluidity should be in the range of 200–1000 ddpm (min. 100 ddpm) [
19]. In the case of dilatation, it is generally recognized that a higher value of dilatation has a positive effect on the quality of coke [
20]. According to the literature, the value of the total dilatation should not be lower than 30–50% [
21,
22]. In the case of the Roga Index, it is considered that the higher the value, the better the caking properties of coal. According to the standard PN-G-97002:2018-11, the RI value for coking coals should be min. 60 for gas-coking coal (equivalent to semi-soft coal) and min. 70 for ortho-coking coals (equivalent to hard coking coal).
Some articles related to the production of bio-coke also raise questions related to the coke-making properties of blends. These publications concern the addition of raw and thermally treated biomass including commercial charcoals, and focus mainly on thermoplastic properties, in particular according to the Gieseler method. Montiano et al. [
23] investigated the effect of the addition of three types of sawdust, raw and thermally treated at 250 °C (chestnut, oak and pine) on the thermoplastic properties of coal. It was noticed that the addition of 2% of bio-components reduces the fluidity by about half, while the addition of thermally processed sawdust has a more negative effect than raw sawdust. The authors also suggest that the physical nature of the additive, rather than the chemical one, plays a major role. In another work, Montiano et al. [
24] studied the possibility of adding waste sawdust (from chestnut and pine) to two industrial coal blends (up to 5%). They found that biomass caused a decrease in the plastic properties of the coking blend, with reductions in the Gieseler maximum fluidity of around 50% for 3 wt.% additions of the two different sawdusts. Kokonya et al. [
25] found that coal fluidity decreased with the addition of biomass but increased with an increase in the heating rate up to 20 K/min (with biomass addition) and an increase in the final temperature for fast heating. There were no significant changes in the fluidity for different particle sizes of biomass <0.5 and >0.5 mm, nor in the case of the addition of torrefied biomass (Scots pine). MacPhee et al. [
26] investigated the effect of the addition of commercial hardwood charcoal on the fluidity and dilatation of three coal blends (up to 10%). It was observed that for each of the tested blends, the addition of charcoal reduces dilatations and fluidity, but even with the addition of 10%, they were at an acceptable level. Castro Diaz et al. [
27] studied the effect of biomass addition on high-temperature SAOS rheometry. It was found that sugar beet can be added in coking blends up to 5 wt. % without altering the viscoelastic properties of the coal, whereas pine wood and miscanthus reduce the fluidity even with 2 wt. % additions. The authors suggest that during the plastic phase, gas-solid or liquid-solid interactions affect the rheological properties. Fraga et al. [
28] investigated the effect of charcoal addition (up to 10%) on the thermoplastic properties of coking coal. They found that even a small addition of charcoal, significantly reduces the fluidity of the coal and plastic range, while the addition of tar raises the fluidity above the level of coal without the addition of charcoal. The total addition of charcoal and tar was 10%. The addition of charcoal and coal tar to the coking coal revealed that it is possible to insert biomass into the coke-making process without depreciation in its thermoplastic behavior. Yustanti et al. [
10] investigated the effect of rice husk and coconut shell biochar addition on fluidity and dilatation (up to 25%). It was found that fluidity decreased from 4.1 to 3.3 (log ddpm) for the blends with coconut shells, and from 3.2 to 2.8 for the blends with rice husks. The dilatation of the sample with coconut shells decreased from 78% to 28%, whereas that with the rice husks decreased from 61% to 16%. Solar et al. [
29] investigated the effect on the fluidity of charcoal addition from waste woody biomass (Pinus radiata). It was found that the addition of 2 and 5% charcoal reduced the fluidity of the coking blend to the level of 398 and 258 ddpm, respectively (from the base 463 ddpm). Guerrero et al. [
30] investigated the effect of the addition of charcoal on thermoplastic properties of three coals (with maximum fluidity of 373 (LF), 541 (MF) and 1891 (HF). Charcoal was added in various grain sizes (<20, 20–80, and 80–212 μm) and in various amounts (2, 5, 10 and 15%). It was found that a charcoal addition to the coals caused a progressive inverse exponential reduction in fluidity. The smallest grains of charcoal caused the greatest reduction in fluidity. A similar trend was observed for the HF and LF coals, which had worn off about 50% fluidity for as little as 5% of the additive. In the case of MF coal, the decrease was smaller. According to the authors, the different susceptibility of the coals to the addition of charcoal is influenced by their inherent properties, including the content of inertinite macerals. The decrease in dilatation, along with the addition of 5 and 10% biomass substances (torrefied pine/spruce woodchips, sawdust and high temperature torrefied pellets) was also reported by El-Tawil et al. [
31]. This tendency was also observed for 5% of additives after modification (e.g., washing, kaolin coating) [
14].
According to the literature reports, even a small amount of biomass addition can significantly deteriorate the thermoplastic properties of coals or coking blends. However, it should be noted that the vast majority of studies concerned a small amount of the introduced bio-components and the addition of more than 10% was used only in a few studies. From the point of view of the end user of coke, it is crucial to have the largest possible amount of renewable carbon in the bio-coke structure, due to the increasingly stringent requirements to reduce CO2 emissions and increase the prices of emission allowances. Therefore, the addition of bio-components should be as high as possible. An important task is to find an appropriate bio-component (or the properties it should have) that has the least negative impact on the coking properties, which should make it possible to introduce more of it into the coking blend. Obviously, the conclusions obtained in the tests of coking properties will have to be later verified in comprehensive tests of bio-coke production based on the evaluation of its parameters.
As previously mentioned, most of the studies concerned plastic properties, mainly Gieseler fluidity, and only a few concerned dilatometric properties. Unfortunately, there is no information in the literature on the caking properties (e.g., Roga Index), which are also important because they assess the binding potential of coking blends.
The aim of this study was to assess the effect of bio-components of various origin, properties and share (up to 20%) on the coke-making indices of the coke blend for the purpose of selecting the raw material for the production of bio-coke for the ferroalloy industry. The evaluated parameters were Gieseler plastic properties, Arnu-Audibert dilatometric properties and caking properties by the Roga method. The selected raw materials are four types of waste biomass of different origins (forestry: beech and alder woodchips; sawmill: pine sawdust; and the food industry: hazelnut shells and olive kernels, raw and thermally-processed), commercial charcoal (nine additives in total) and a coke blend used in one of the Polish coking plants for the production of metallurgical coke. The use, in research, of nine types of bio-components with different chemical and physical properties, added to a specific coal blend, allowed us to identify key factors influencing the coke-making properties of the coal/biomass blend and allowed us to develop an equation taking into account the influence of the properties of bio-components on the predicted change in fluidity. In addition, the use of such an amount of additives, including additives not previously studied (beech/alder, olive kernels, hazelnut shells), also allowed for the current state of knowledge in the field of the impact of biomass addition on the coking properties to be extended.
3. Results and Discussion
The raw materials used in the research are significantly diversified in terms of physical and chemical properties (
Table 1). Raw biomasses were characterized, as reasonably expected, by a much lower ash yield (0.6–1.1) than the coal blend (8.35) and a much higher content of volatile matter (73.4–79.8) and oxygen (38.2–40.8)—the content of volatile matters and oxygen in the coal mixture was 28.7 and 5.4%, respectively. They were also advantageously low in total sulfur content, which was below the detection level, i.e., <0.02% which is advantageous for the coke production process. Sulfur is an undesirable element. In a blast furnace, only sulfate sulfur is completely tied to the slag. Other forms of sulfur are bounded with the lime (flux) and transformed to CaS. Sulfur bounding by alkali components of slag requires an adequate amount of lime which increases coke usage. Based on industrial experiences, it was noticed that 0.1% of sulfur content causes an increase in coke usage in a blast furnace from 0.3 to 1.1% of unit consumption. On the other hand, the blast furnace efficiency is decreasing by 2% [
37]. Due to the high content of volatiles, fixed carbon was at a much lower level (13.6–19.1%) than in the case of the coal blend (61.9%). Raw biomasses were also characterized by a significantly lower content of elemental carbon (47.0–48.5%) in relation to the coal blend (78.4%). Carrying out the carbonization process resulted in a significant decrease in the volatile matter (6.54–13.14%) and oxygen content (4.4–7.6%). Fixed carbon increased significantly, which was at a higher level (80.6–84.0%) than for coal blend and commercial charcoal (79.3%). Therefore, the addition of charcoal or carbonized biomass (biochar) will leave a much larger residue in the bio-coke structure than the addition of raw biomass, which is beneficial. Total sulfur content remained at a very low level (0.01–0.02%). Along with the release of volatile parts, the ash content increased (1.5–2.5%), but despite this, its level in biochars was lower than for the coal blend. The raw materials were also equal in terms of physical properties, which was particularly noticeable in the case of apparent density and porosity. The coal blend had an apparent density of 1.316 g/cm
3. In the case of raw biomass, the differences were significant—for pine sawdust and beech and alder woodchips, the apparent density of their particles was 0.460 and 0.531 g/cm
3, respectively, while in the case of olive kernels, the apparent density was at a very high level of 1.217 g/cm
3, respectively. The apparent density of hazelnut shells was somewhat lower and amounted to 0.986 g/cm
3. Similar results were found for the total volume of pores and, consequently, for the total porosity. In the case of the coal blend, the lowest values of the total pore volume and total porosity were noted, which were 0.02 cm
3/g and 3.0%, respectively. In the case of raw biomass, the highest pore volume and total porosity were noticed for pine sawdust. The total pore volume, in this case, was 2.282 cm
3/g and the total porosity was 76.6%. Lightly lower values were noticed for beech and alder chips. The total pore volume was 1.192 cm
3/g and the total porosity was 63.3%. In the case of olive pits, a very low pore volume (0.124 cm
3/g) and a total porosity (15.1%) were noted. In the case of hazelnut shells, these values were about twice as high and amounted to 0.317 cm
3/g and 31.2%, respectively. For commercial charcoal, the total pore volume was 1.510 cm
3/g and the total porosity was 69.4%. In the case of the biochar produced from raw biomass, the values of the total pore volume were about twice as high as initially: beech and alder chips, 1.982 cm
3/g; pine sawdust, 5.668 cm
3/g; olive kernel, 0.506 cm
3/g; and hazelnut shell, 0.640 cm
3/g. It should be noted that the values obtained for pine sawdust biochar are approx. 10 times higher than for olive kernel biochar. The differences in the total porosity are not as great as in the case of the total pore volume but are also significant. Pine sawdust biochar has a total porosity of 88.9%, and beech/alder biochar has a porosity of 74.8%. Biochars made from olive kernels and hazelnut shells have much lower porosities of 43.6 and 48.3%, respectively. It should be observed that the properties of raw biomass have a decisive influence on the properties of biochar produced from them. Biochars made of raw materials with lower porosity and higher apparent density, also had lower porosity and apparent density e.g., the porosity and apparent density of OK were 15.1% and 1.217 g/cm
3, respectively, and OKBC was 43.6% and 0.862 g/cm
3, respectively, while the porosity of PS was 76.6% and 0.335 g/cm
3, respectively, and PSBC was 88.9% and 0.157 g/cm
3, respectively.
The results of the thermogravimetric analysis are presented in
Table 2 and
Figure A1,
Figure A2,
Figure A3,
Figure A4,
Figure A5,
Figure A6,
Figure A7,
Figure A8,
Figure A9 and
Figure A10 (
Appendix A). The obtained results indicate that the individual raw materials are characterized by different dynamics of the carbonization process. In the case of raw biomass, the greatest weight loss related to the separation of volatile parts was observed for the temperature below 415 °C, i.e., below the initial softening temperature of the tested coal blend. In this temperature range, it degasses more than 60% of volatile matter (in the case of beech alder chips, even more than 70%). For the raw biomass, the temperature for which the maximum temporary loss of volatile matter (T
max) was recorded, was also well below the aforementioned temperature and was in the range of approx. 340–360 °C. Some differences in the dynamics of the carbonization process are the result of differences in the chemical and structural composition of individual types of biomass, including different contents of hemicellulose, cellulose and lignin. For example, according to the data from the Phyllis 2 database [
38], the content of cellulose, hemicellulose and ligin for the types of biomass assessed in our study may be, respectively: olive kernels: 28.1%, 37.2%, 25.3%; beech: 49.0%, 22.0%, 24.0%; alder: 38.6%, 33.1%, 28.1%; hazelnut shells: 28.9%, 29.9%, 42.5%; pine sawdust: 23.7%, 24.9%, 50%. In general, however, individual species may be characterized by a fairly wide variability of the above-mentioned components [
39]. In the case of the coal blend, the greatest weight loss occurred in the temperature range of 350–500 °C, i.e., in the range corresponding to the plastic state of coal. The highest dynamics of the volatile matter releasing took place at 451 °C, and then it gradually decreased. In the case of carbonized biomass, the highest degassing dynamics were in the range of 750–1000 °C, except for commercial charcoal where a slightly higher loss of volatile matter was recorded in the range of 500–750 °C. This is most likely due to the fact that the industrial production conditions (temperature, residence time) were slightly different than in the case of biomass carbonized in the laboratory, i.e., lower temperature or shorter residence time. Small amounts of volatile matter released in the temperature range below 500 °C results from the prior degassing of the biomass during the biochar production process. Small amounts of volatile matter released in the temperature range below 500 °C results from the prior degassing of the biomass during the biochar production process and thus the release of volatile components. In addition to the differences in the dynamics and course of the process, a very important factor is the amount of solid post-process residue—char yield CY, which ultimately affects the amount of renewable elemental carbon in the structure of the produced bio-coke. The data in
Table 2 show that in the case of raw biomass, the yield of char is over three times lower than in the case of carbonized biomass. This means that in the case of adding raw biomass, the content of renewable carbon in bio-coke will be several times lower than in the case of adding carbonized biomass. In the case of carbonized biomass for which the solid residue amount is greater than in the case of the coal blend, the yield of renewable carbon in the bio-coke structure will be higher than it would appear from the amount of its addition to the mentioned coking blend.
The key feature of coking coals, which in principle allows the formation of a porous sintered structure of coke, is the ability to convert these coals to a plastic state in a certain temperature range (conventionally at a temperature of approx. 350–500 °C). The properties of the plastic mass existing in the temperature range mentioned, directly affect the process of forming the porous structure of the coke, and thus its properties. The fluidity of the plastic mass enables the reorganization of structural units of coal and the creation of a unique coke microtexture, it also affects the morphology of pores formed during the release of pyrolytic gases and solidification of the plastic mass [
40]. The rheological properties of the plastic mass also determine other properties of coal including dilatation and sintering ability. The transformation of coal into a plastic state enables the molecular reorganization of structural units and the development of an ordered (more or less) coke texture, which is known to be an important factor influencing its quality parameters [
41,
42,
43]. The addition of non-plasticizing substances to coal blends, as a rule, significantly affects the rheological properties of plastic mass, therefore the assessment of thermoplastic properties of coal with the addition of biomass substances is extremely important from the point of view of the bio-coke production process.
The results of the influence of biomass additives on plastometric properties analyzed by the Gieseler method are shown in
Figure 3 and
Figure 4 (and in
Table A2 and
Table A3—
Appendix A) and as it results from the presented data, all of the parameters assessed with the Gieseler method changed under the influence of the addition of biomass. With the addition of bio-components, an increase in the initial softening temperature t
1 was observed. In the case of 5% of the additive, basically regardless of the type of biomass, an increase of approx. 5 °C was recorded (t
1 for the mixture without additive: 415 °C). Some differences became noticeable for 10% of the additive, and for 20% of the additive they were more visible, i.e., in the case of the thermally processed biomass, the t
1 values were higher and oscillated around 430 ± 3°C, while for raw biomass they were a few degrees lower. No significant differences were observed when it comes to the t
max maximum fluidity temperature value. Regardless of the type and amount of the additive, the t
max value was about 460 °C with slight fluctuations of 2–3 degrees, which can be considered as the uncertainty of determination.
A slight decrease in t3 solidification temperature was also observed. For 5 and 10% additive, the decrease is very slight, while in the case of 20% additive, it is more visible, especially for pine sawdust and beech and alder woodchips. The changes in the mentioned temperatures t1 and t3 resulted in a narrowing of the plastic range defined as t3–t1, which decreased from 73 °C (for the blend without any additive) to the level of 45–66 °C depending on the additive. The decrease was observed to be lower for raw and carbonized biomass from olive kernels and hazelnut shells. In the case of the initial fluidity temperature t1, the observed tendencies are small (an increase) while for the temperature of maximum fluidity tmax and the final fluidity temperature t3, tendencies are more visible, i.e., both mentioned temperatures decrease. As a consequence, the plastic range defined as the difference between t3 and t1, was unfavorably narrowed.
As expected, the most noticeable changes were for the maximum fluidity F
max, depending on the type of additive and its amount. The most unfavorable changes were recorded for raw biomass, i.e., pine sawdust and beech/alder woodchips. In this case, already for 5% of their addition, F
max decreased by approx. 82% (from the level of 699 ddpm to approx. 130 ddpm). For the 10% additive, the decrease was in the order of 500% to approx. 30 ddpm, while for the 20% additive, the plasticity value was only a few ddpm (5 and 4, respectively). Better results were observed in the case of raw olive seeds and hazelnut shells, for the 5% additive, the decrease in fluidity was about 65% (to the level of 245 and 234 ddpm), which is a twice higher result. For the addition of 10%, there was a further decline to around 159 and 178 ddpm. for 20% addition, the fluidity value dropped below 100 ddpm and amounted to 49 and 66 ddpm. Much better results were obtained for the addition of the carbonized biomass. For the 5% additive, the decrease was in the order of about 36–49% (from 352 to 444 ddpm). For the 10% additive, the fluidity value was from 200 to 300 and for the 20% additive except for the olive kernels char (117 ddpm) it was well below 100 ddpm. On this basis, it should be noted that the addition of carbonized biomass is much more advantageous than raw biomass. It is particularly visible for the 5 and 10% additive levels where the fluidity level is about three times higher for carbonized than for raw biomass. It should also be noted, that the type of biomass also significantly influences the obtained results. In general, the obtained results are consistent with the literature data on the deterioration of thermoplastic properties with the addition of biomass [
23,
25,
27,
30]. The reduction in fluidity with the addition of biomass to the coal blend can be attributed to the chemical and physical effects. The decrease of fluidity can be attributed to the harmful effect of oxygen groups present in volatile parts released during the pyrolysis process but the reduction in fluidity may also result from the sorption of plasticizing coal components by the porous structure of the biomass char [
27,
28].
In our case, we are dealing with additives that differ significantly in terms of volatile matter and oxygen content (raw and carbonized biomass) as well as in terms of physical properties (apparent density, total porosity). In general, the oxygen content in the examined raw biomass is at a relatively similar level (38.2–40.8%), while in the case of carbonized biomass this level is much lower and amounts to 4.4–7.6%, which may partially explain the more favorable effect of the addition of carbonized biomass. The amount of volatile matter released in the temperature range close to the plastic state range of coal (415–500 °C) is also significantly different for raw and carbonized biomass. A significant part of the volatile matter is released before the commencement of the plasticization process (below the initial softening temperature), so theoretically it should not much affect the reduction in fluidity, but according to literature reports, the decomposition/reaction of the hydroxyl- and carboxyl-group generates cross-linking prior to the initial softening temperature of coal, and thus affect the thermoplastic properties of coal [
19,
44]. In addition, the coking process in the coking chamber is layered (due to the temperature gradient the plastic layer moves from the chamber wall to the axis of the coal charge), so the volatile parts released in the inner part of the charge must pass through the plastic layer before they leave the coking chamber, so they can also react with components of plastic mass. This phenomenon may be important during the industrial coking process.
Therefore, taking into account the relatively similar content of oxygen and a similar amount of volatiles released during the plastic state, such large differences in the fluidity of raw biomass most likely result from physical interaction. In the work [
23], it was found that the physical effect may be more important than the chemical one. As previously mentioned, raw biomass particles differ significantly in physical properties. Olive kernels and hazelnut shells have a much higher apparent density and much lower total porosity and total pore volume than pine sawdust and beech/alder woodchips particles. The differences in the apparent density mean that in the case of a specific mass addition of biomass to the coal blend, the volume fraction of biomass particles is different. This results in their different numbers and total area of introduced particles. Both raw and carbonized biomass acts as inert during the transition of the coal through the plastic state, so the greater surface area is associated with greater adsorption of plasticizing components (adhesion on the surface of solid particles), which in turn causes an increase in metaplastic viscosity, and, thus, a decrease in fluidity. It is also related to the increase in internal friction caused by a greater amount of solid particles suspended in the plastic mass, which causes an increase in viscosity and, consequently, a decrease in fluidity. A more developed porous structure manifested by a higher total pore volume and total porosity may also exacerbate this phenomenon by absorbing the plastic components into the char structure. This is consistent with the research of Fernandez et al. [
45], where it was found that the addition of inert substances with higher porosity causes a greater degree of reduction in fluidity. It may also be responsible for an increase in initial softening temperature and a decrease in solidification temperature due to the sorption of small amounts of plastic (fluid) components that appear at the beginning of the plastic phase and the sorption of disappearing plastic components at the end of the plastic phase. In the case of the addition of raw biomass, the porous structure also develops during the process, which may also contribute to increased sorption of plastic components. This may confirm the obtaining of the most negative results for pine sawdust and beech/alder woodchips, which are characterized by the highest values of total porosity and pore volume and lowest values of apparent density. On the other hand, the best results were obtained with the addition of biomass with the highest apparent density and the lowest porosity values—olive kernels. In the case of raw biomass, there is also the phenomenon of loss of a significant part of the volatile matter before the pre-plastic state and during the plastic state of the coal blend, which is also related to the decrease in mass and volume (shrinkage) of biomass particles. Therefore, the real amount of char from raw biomass is much lower than that from carbonized biomass (much lower than was added to the blend), which, assuming only a physical impact, theoretically should benefit from the addition of raw biomass. Only with the addition of 20% can it be observed that for two types of raw biomass (olive kernel and hazelnut shell) the maximum fluidity value was achieved at a level similar to that of carbonized biomass, which may suggest that the char mass reduction is a result of the devolatilization process that also affects fluidity in some way. Probably, in the case of a larger amount of additive, the negative effect is also partially compensated by the higher apparent density of the added raw biomass particles and hence their lower actual amount and total surface area (for the same mass addition). Generally, it is considered that in order to produce coke of adequate strength from a coal blend, its fluidity should be in the range of 200–1000 ddpm (min. 100 ddpm) [
46]. For some bio-components, the level below 200 was already observed for 10% of their addition. As previously mentioned, for the 20% additive, the fluidity level dropped below 100 ddpm (except from OKBC). It seems, therefore, that with such significant additions above 10%, for some types of bio-components, obtaining a strong coke structure will be very difficult to achieve. Therefore, it is crucial to select the additive with the least possible negative effect on fluidity. In addition, the rheological properties can be improved by adding to the blend coals with higher fluidity or by adding substances with a proven positive influence on fluidity (e.g., coal tar or pitch) [
28,
47]. On the other hand, the study [
48] found that despite a significant decrease in fluidity as a result of coal weathering (from 272 to 26 ddpm), coke was obtained with a similar CSR (Coke Reactivity Index). The influence of bio-components on the properties of bio-coke is planned as part of further work.
In order to identify the quantitative influence of the properties of the added biomass on the decrease in fluidity, it was decided to perform a statistical analysis using polynomial regression with backward elimination of irrelevant regression coefficients. Statistica 13.3 software by TIBCO (Palo Alto, NA, USA) was used for the analysis. Physical properties (apparent density and porosity), chemical properties (oxygen content) and the amount of additive were selected as independent variables (predictors), and the dependent variable (expected) was the percentage decrease in Fmax (ΔFmax).
On the basis of the analysis, Equation (2) was obtained that describes the impact of changes in the above-mentioned factors on the value of the decrease in the maximum fluidity.
The value of the coefficient of determination is R
2 = 0.943, the value of F-Test is F = 61.29, and the critical value of the F
CR(0.01; 3; 27) = 4.76, which proves the statistical significance of the obtained equation at the significance level α = 0.01 (99% confidence level).
Figure 5 shows graphically the correlation between the value obtained in the research and the value predicted using the obtained regression model. The obtained equation allows us to predict the decrease in fluidity quite well—the average forecasting error is 8.3% (±5.7 percentage points) and the coefficient of linear determination is R
2 = 0.89. As can be seen from Equation (2), the variables that significantly affect fluidity changes are primarily the amount of additive (S), oxygen content (O) and apparent density (ρ
app), which confirms both the chemical and physical type of influence of biomass addition on the fluidity value.
The addition of bio-components and their influence on the rheological properties of the plastic mass also directly affected other coke-making indices, such as dilatometric properties and sintering properties (Roga Index). In the case of dilatation, a similar trend was observed as in the case of Gieseler fluidity (
Figure 6,
Table A4 and
Table A5). Dilatometric properties are very important for the formation of strong coke. According to Nomura et al. [
38], insufficient dilatation of the coal grain (low expansion volume) causes the swelling grains to be unable to fill the inter-particle voids in the charge bed located in the coking chamber—not all of the particles stick to each other properly. This results in weak bonds and, consequently, weak coke. If the volume of coal expansion is larger than the inter-particle voids volume, the fused coal particles come into contact with each other, stick together and, finally, form strong bonds. Nomura [
22] noticed that the minimum value of total dilatation ensuring the obtaining of coke of appropriate quality also depends on the conditions of the coking process (i.a. bulk density) and should be min. 30–50% (higher density partially compensates for lower dilatation). Lower values of dilatation can be the reason for an inadequately-sintered coke structure of high porosity. On the other hand, in the work of MacPhee et al. [
26], where with the addition of charcoal, the value of dilatation fell significantly to the level of a few points (but remained at a positive level), it was considered by the authors as workable. In our case, the worst results were obtained for the addition of raw biomass with the lowest apparent density (pine sawdust and beech/alder chips). In the case of the mentioned components, for the content of 20%, a complete lack of dilatation properties was noted. In the case of the addition of olive kernels and hazelnut shells, significantly higher dilatations were noted, with values comparable to the addition of the carbonized biomass. Generally, for 20% of the additive, a very low level of expansion was recorded. Only the values for olive kernel and hazelnut shells biochars stood out from the rest. However, taking into account that the value of total dilatation also takes into account contraction (total dilatation = contraction + dilatation), which for all examined cases was in the range of 30–40%, it seems that all bio-components provide the appropriate level of dilatation up to 10% of their addition. In the case of 20%, only the carbonized additives with the highest apparent density provide the appropriate level, i.e., biochars from olive kernels and hazelnut shells.
The effect of dilatation reduction with the addition of inert substances, such as raw or carbonized biomass, is associated with the modification of the gas permeability of the plastic mass. The higher the permeability, the easier the gases released during pyrolysis are released and the value of the dilatation should be lower. Literature data confirm that the addition of inert substances to the coal charge reduces the permeability of the plastic phase [
49,
50]. This is because the inert substance does not become plastic during the pyrolysis process, therefore its structure does not add much resistance against the gases released during pyrolysis. Moreover, the porous structure of the inert allows these gases to escape more easily. The above may explain the different behavior of sawdust and beech/alder biomass, olive kernels and hazelnut shells. As previously mentioned, as a result of large differences in the apparent density of particles of these types of biomass, at the assumed constant mass, their volume share in the mixture with coal is different. The low density of pine sawdust and beech/alder results in more particles compared to olive kernels and hazelnut shells and, thus, more zones/points being a pathway for gas release. The easier release of these gases results in a lower expansion of the plastic mass (heterogeneous: a mixture of metaplastic and inert additive particles) resulting in a decrease in the dilatation value. The ease of gas release also depends on the nature of the porous structure of the additive (the number of pores and their morphology). The charcoals made of pine and beech/alder are characterized by a much higher porosity and total pore volume than those made of olive kernels and hazelnut shells, which significantly facilitates the escape of the emerging gases; thus, reducing the value of dilatation. In addition, during the pyrolysis process, raw biomass changes much more in volume than previously carbonized biomass, i.e., it shrinks more, leaving voids, which also facilitates the escape of pyrolysis gases, which also explains why the value of dilatation for the addition of raw biomass is lower than for carbonized biomass.
The addition of bio-components also caused a decrease in the sintering properties of the coking blend expressed by the Roga Index (
Figure 7,
Table A6). In general, no significant differences were noted for carbonized biomass, while for the addition of raw biomass they were clearly noticeable. Moreover, the RI values for the addition of raw biomass were lower, and the greater their share, the more noticeable the difference in relation to carbonized biomass. In the PN-G-97002:2018-11 standard, setting out the requirements for certain types of coal, the minimum RI value for coals used in the production of coke, i.e., gas-coking coal (semi-soft equivalent) and ortho-coking coal (hard coking coal equivalent), was, respectively, 60 and 70. Therefore, it can be concluded that for the tested coal blend, the addition of bio-components up to 5% resulted in a decrease in the RI value, but generally, the obtained values corresponded to the values required for ortho-coking coals. In the case of 10%, only the addition of carbonized biomass would meet this condition, but raw biomass would also allow a result to be obtained corresponding to gas-coking coals. For the 20% addition, the RI value corresponding to gas-coking coals was obtained only in the case of the addition of carbonized biomass.
The principle of the Roga Index determination method is to determine the mechanical strength of a char made of 5 g of anthracite (an inert substance) and 1 g of tested coal. It determines the bonding properties of coal. Thus, the addition of the particles of the subsequent inert substance reduces the sintering properties because the real content of the metaplast binder in relation to the substance requiring binding is reduced. In this case, the properties of the additive can also play a role. As in the case of the previously discussed indicators, the addition of biomass with a lower apparent density means that the coal must stick together more inert particles than in the case of the addition of a substance with a higher apparent density, which is related to a larger surface area. Metaplast also penetrates the porous structure which also affects the final result, because there is less of it in the space between the particles that must be bounded. Therefore, adding a greater amount of additive and an additive with a lower apparent density and higher porosity density to the blend can result in the deterioration of the strength of the char due to the need of binding a larger surface (external and internal) of the inert additive. According to the authors [
51], in the case of the addition of biomass, the contact area is of great importance in terms of the strength of the char (coke). An additional reason that is particularly apparent for raw biomass may be the different shrinkage of the additive during the plastic phase during both the fluidity development period (before maximum fluidity) and the semi-coke formation (after maximum fluidity). Different types of biomass undergo different shrinkage during pyrolysis [
52], which causes the formation of voids that must be filled in order to properly sinter the particles that make up the coking blend. Thus, in order for the coal particles to be tightly bound together, the appropriate expansion potential is necessary [
22,
51]. In the study of Ueki et al. [
51], it was stated that the release of volatile substances at lower carbonization temperatures and the related shrinkage of biomass particles inhibits connectivity between coal particles. Too low metaplastic expansion capacity (confirmed by reduced dilatation) is not able to compensate for the voids formed (due to shrinkage), which worsens the sintering conditions and lowers the strength of the resulting char, which is reflected by the lower Roga Index. Lower values of dilatation observed for a larger amount of additive (especially visible for raw biomass—mainly PS and BAC) may also be associated with lower values of internal pressure, which also does not favor the formation of a strong structure of the char. In the case of coke production, the low value of dilatation can be partially compensated by the use of a higher coal charge density which significantly reduces the voids between the grains of the blend and contributes to the improvement of sintering conditions and a stronger coke structure.
Summing up, as results from the obtained results, the addition of bio-components has a negative effect on all the analyzed coking properties. The key point is to select the right additive with the least possible adverse effects in order to obtain a strong bio-coke. It is also possible to further optimize the coking blend by, i.e., the addition of higher fluidity coals, the addition of plasticizers, increasing the density of the coal charge and grain size optimization. This will be verified in future bio-coke manufacturing and quality assessment tests.

 ,
, 











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}






