
Investigating the Optimization Design of Internal Flow Fields Using a Selective Catalytic Reduction Device and Computational Fluid Dynamics


Abstract
:1. Introduction
2. Research Objects and Physical Models
2.1. Research Objects and Operating Conditions
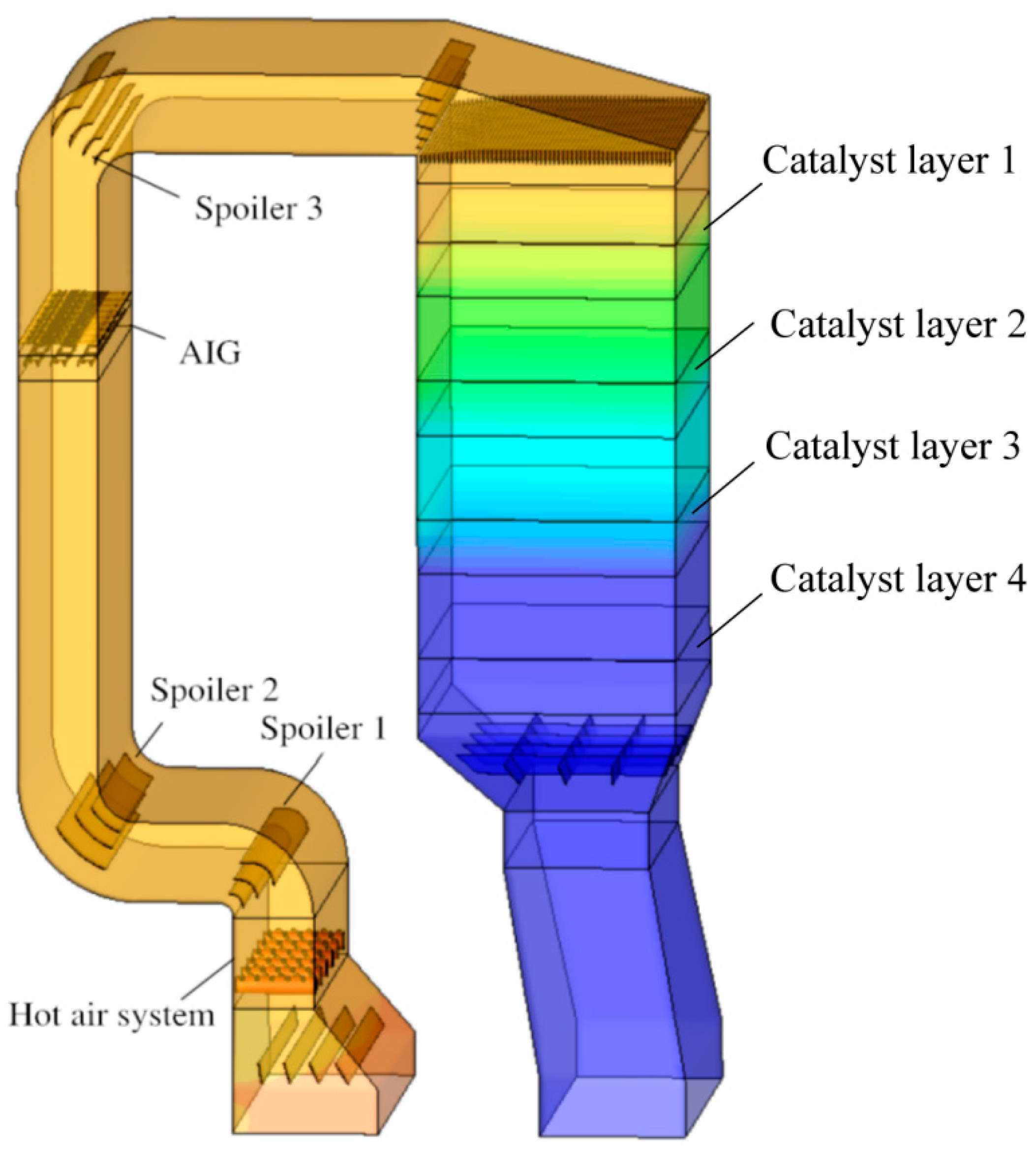
2.1.1. Research Object
2.1.2. Operating Parameters and Working Conditions
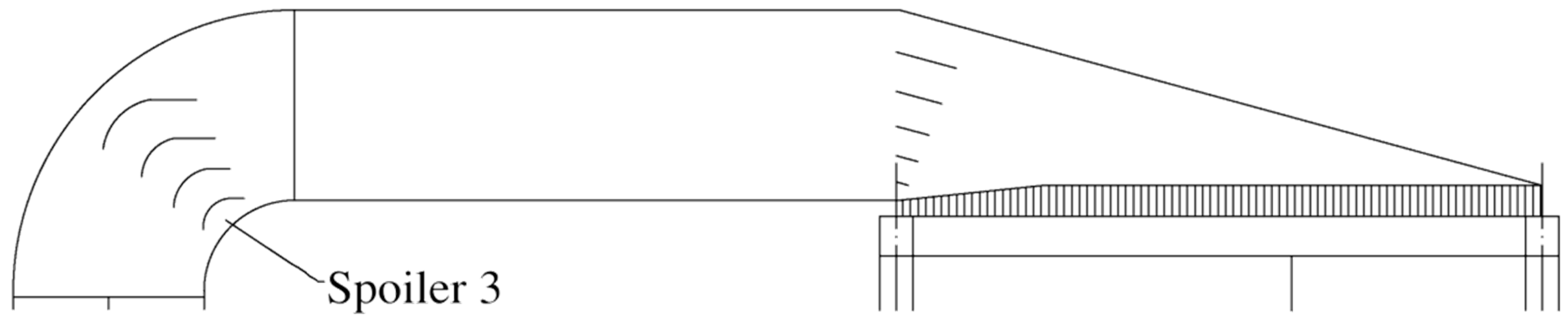
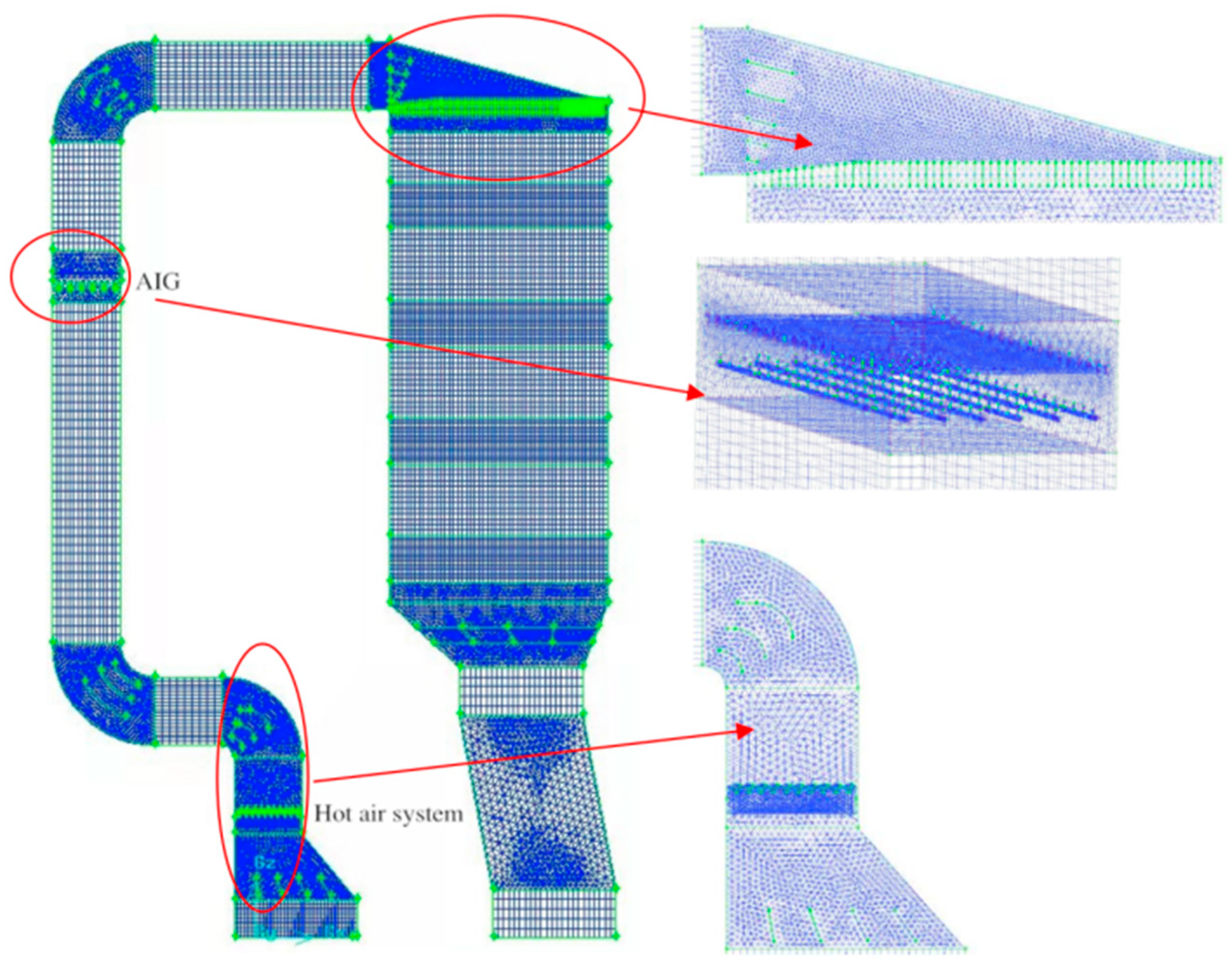
2.2. Geometric Model and Meshing
3. Control Equation and Evaluation Method
3.1. Control Equation and Evaluation Method
3.1.1. Turbulence Model
3.1.2. Substance Transport Model
3.1.3. Porous Media Model
3.2. Design Result Evaluation Index
4. Results Analysis and Optimization
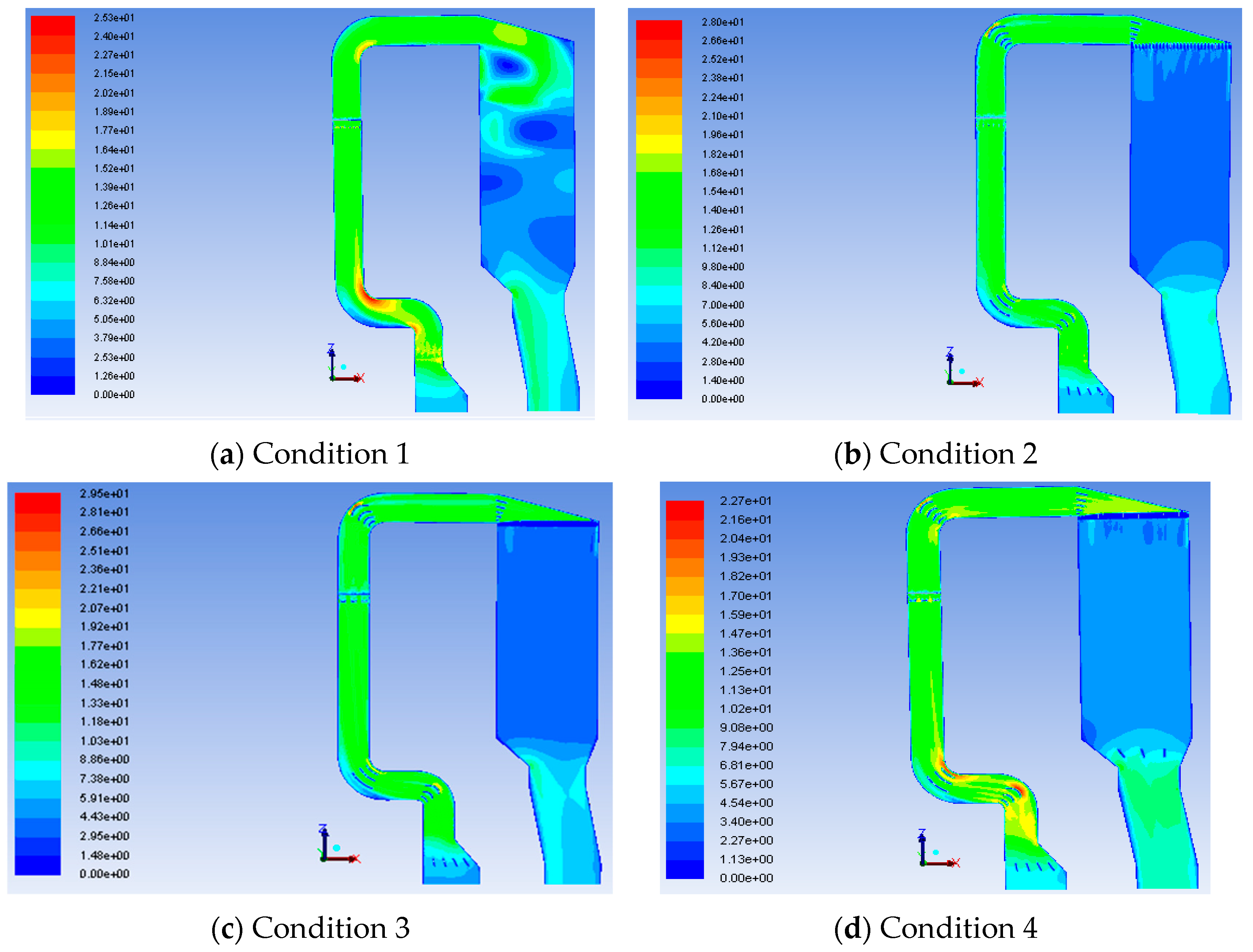
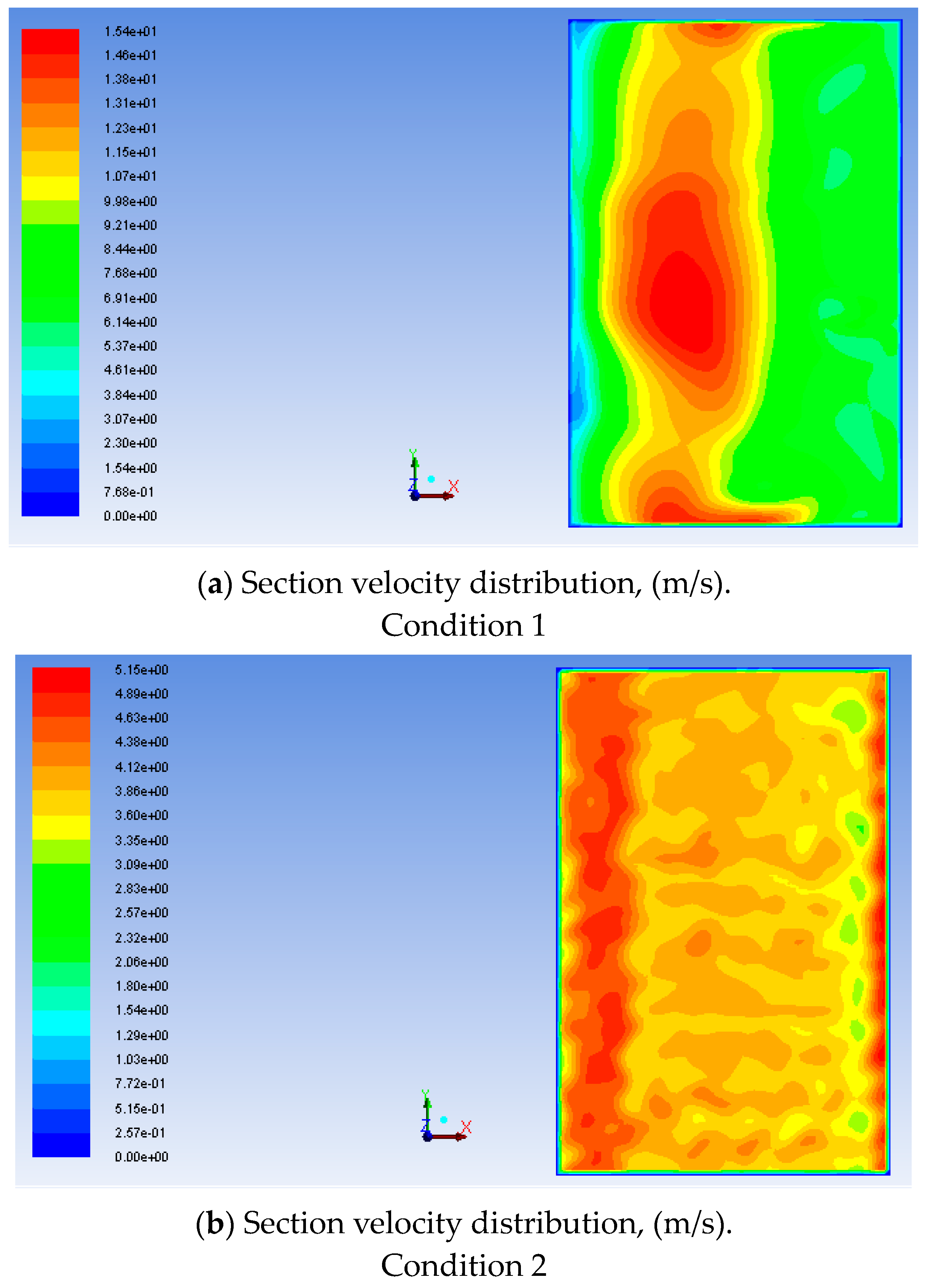
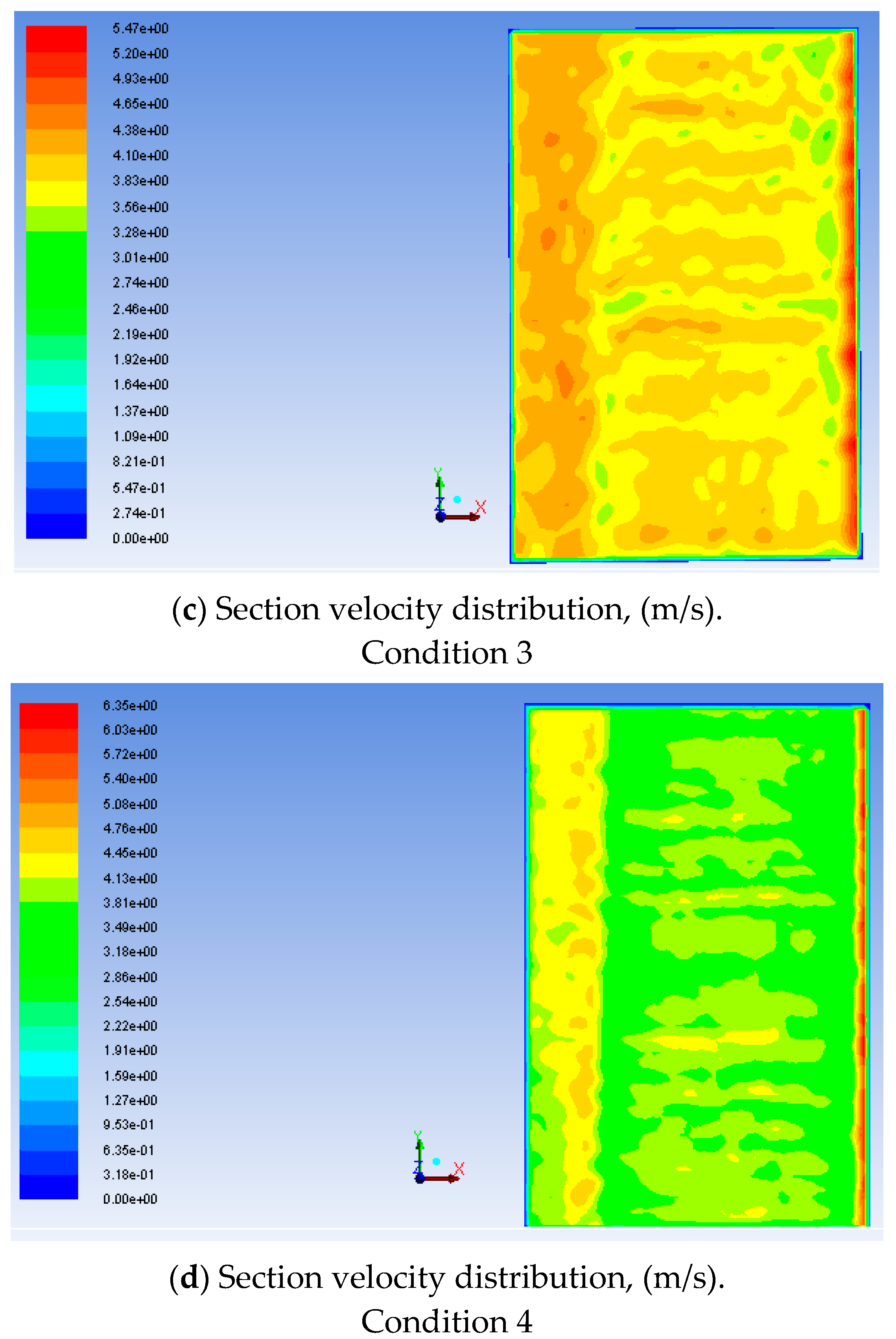
4.1. Analysis of the Results of the Velocity Field in the Centre Section
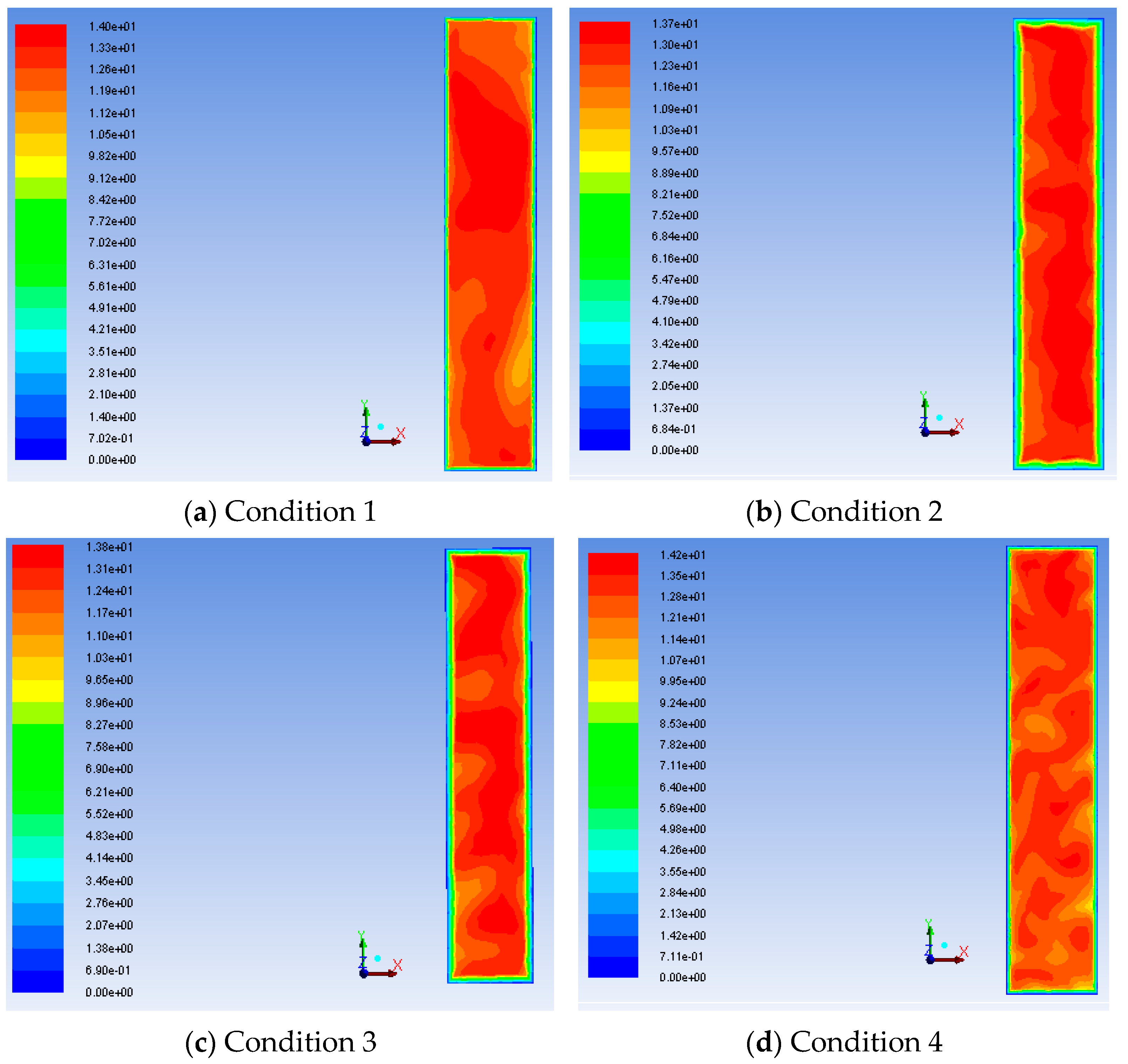
4.2. Analysis of Velocity Distribution of AIG Upstream Section
4.3. Analysis of Velocity, Temperature, and NH3/NOx of the Upper Layer of the Catalyst
4.3.1. Velocity Distribution of the Upper Layer of the Catalyst
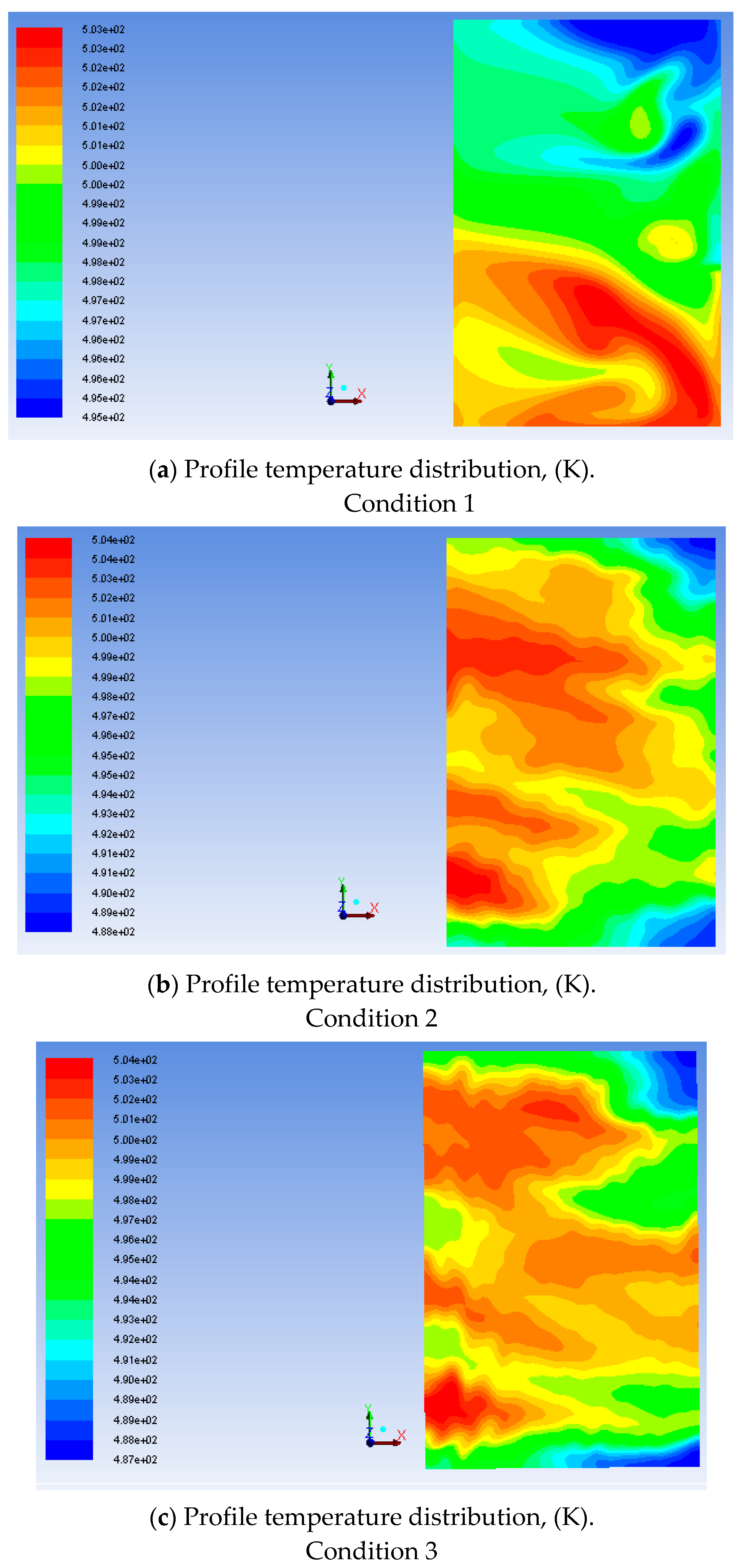
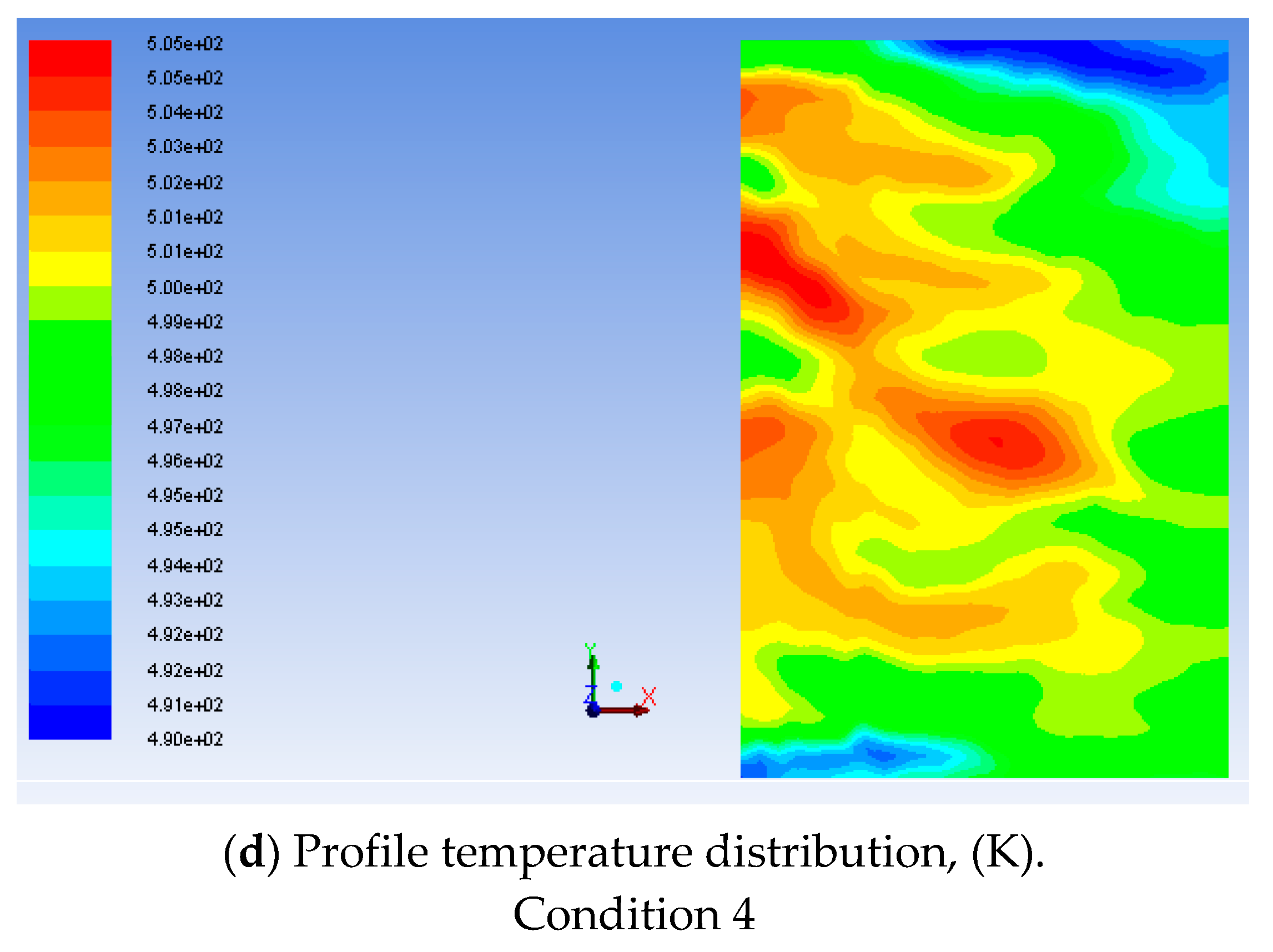
4.3.2. Temperature Distribution of the Upper Layer of the Catalyst
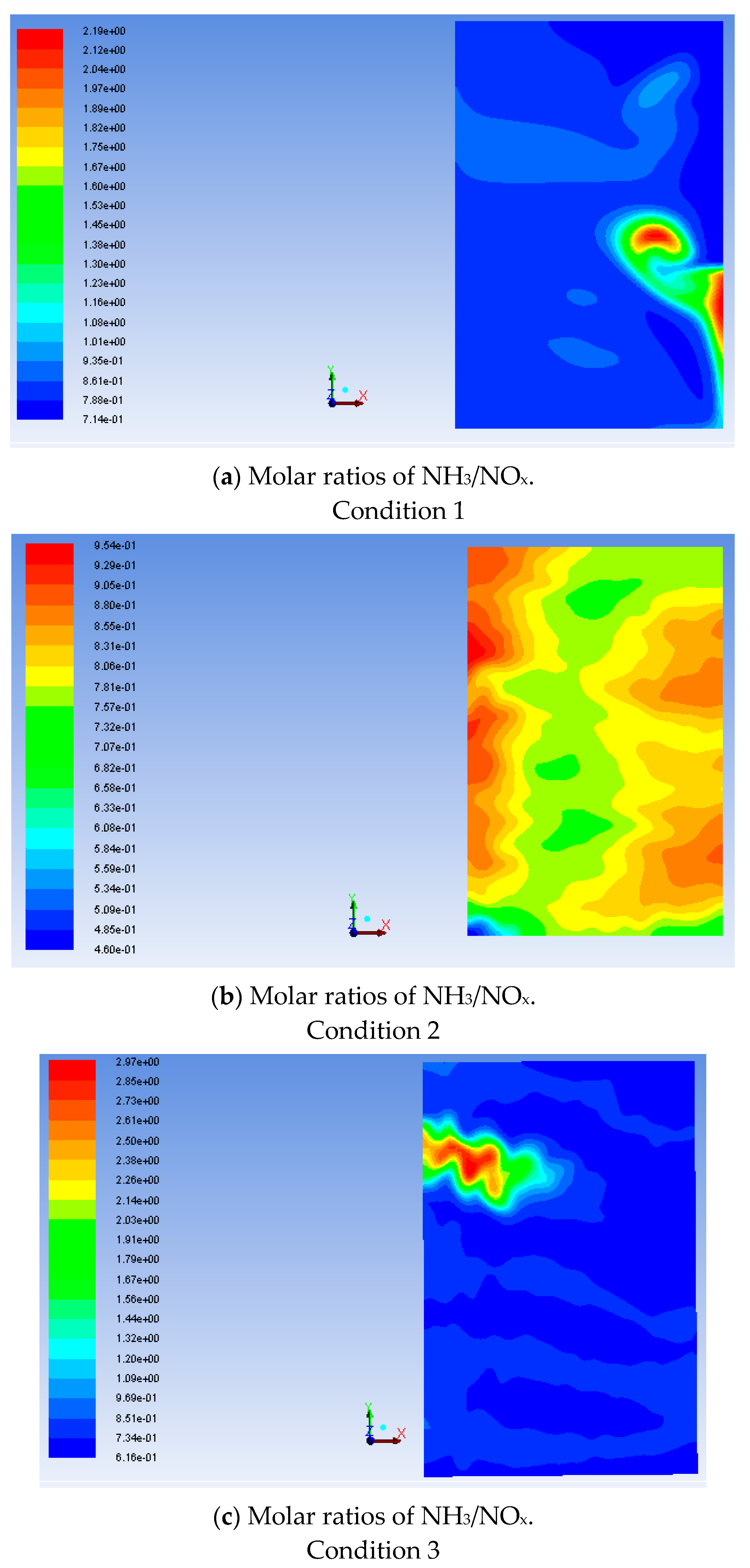
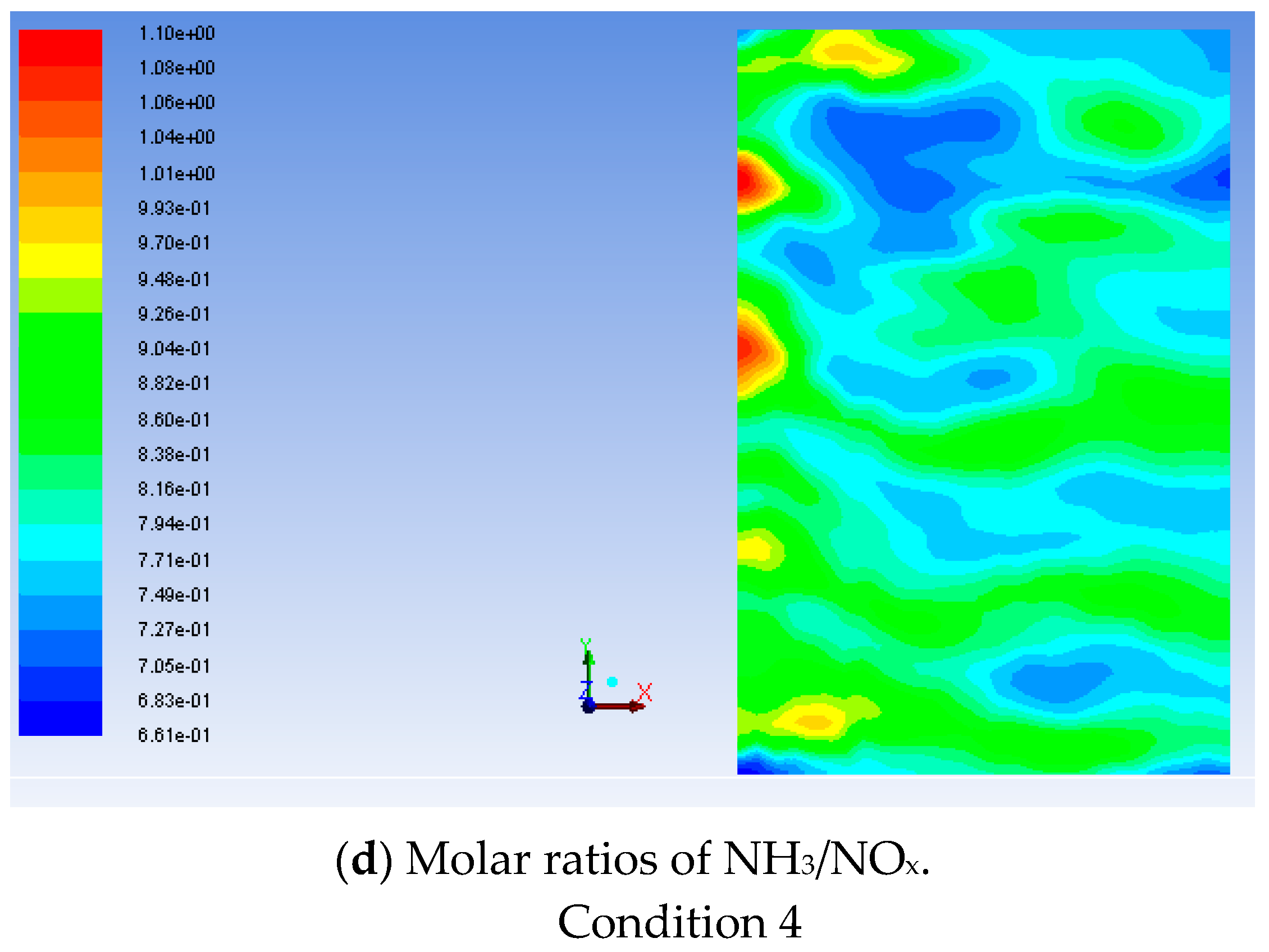
4.3.3. Ammonia–Nitrogen Ratio of the Upper Cross Section of the Catalyst
4.4. Summary and Analysis of the Results of Each Condition
5. Results and Discussion
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Mohsin, M.; Abbas, Q.; Zhang, J.; Ikram, M.; Iqbal, N. Integrated effect of energy consumption, economic development, and population growth on CO2 based environmental degradation: A case of transport sector. Environ. Sci. Pollut. R 2019, 26, 32824–32835. [Google Scholar] [CrossRef] [PubMed]
- Xin-Gang, Z.; Gui-Wu, J.; Ang, L.; Yun, L. Technology, cost, a performance of waste-to-energy incineration industry in China. Renew. Sustain. Energy Rev. 2016, 55, 115–130. [Google Scholar] [CrossRef]
- Mori, A. Socio-technical and political economy perspectives in the Chinese energy transition. Energy Res. Soc. Sci. 2018, 35, 28–36. [Google Scholar] [CrossRef]
- Chen, H.; Yang, L.; Zhang, P.; Harrison, A. The controversial fuel methanol strategy in China and its evaluation. Energy Strateg. Rev. 2014, 4, 28–33. [Google Scholar] [CrossRef]
- Wei, Y.; Gui, K.; Liu, X.; Liang, H.; Gu, S.; Ren, D. Performance of Mn-Ce co-doped siderite catalysts in the selective catalytic reduction of NOx by NH3. J. Fuel Chem. Technol. 2019, 47, 1495–1503. [Google Scholar] [CrossRef]
- Silas, K.; Ghani, W.A.W.A.; Choong, T.S.Y.; Rashid, U. Carbonaceous materials modified catalysts for simultaneous SO2/NOx removal from flue gas: A review. Catal. Rev. Sci. Eng. 2019, 61, 134–161. [Google Scholar] [CrossRef]
- Sharif, H.M.A.; Mahmood, N.; Wang, S.; Hussain, I.; Hou, Y.-N.; Yang, L.-H.; Zhao, X.; Yang, B. Recent advances in hybrid wet scrubbing techniques for NOx and SO2 removal: State of the art and future research. Chemosphere 2021, 273, 129695. [Google Scholar] [CrossRef]
- Gashaw, T.T.; Yitayal, A.A. Principal air pollutants and their effects on athletes health and performance: A critical review. Sci. Res. Essays 2019, 14, 44–52. [Google Scholar] [CrossRef]
- Tang, L.; Qu, J.; Mi, Z.; Bo, X.; Chang, X.; Anadon, L.D.; Wang, S.; Xue, X.; Li, S.; Wang, X.; et al. Substantial emission reductions from Chinese power plants after the introduction of ultra-low emissions standards. Nat. Energy 2019, 4, 929–938. [Google Scholar] [CrossRef]
- Han, D.; Xu, L.; Wu, Q.; Wang, S.; Duan, L.; Wen, M.; Li, Z.; Tang, Y.; Li, G.; Liu, K. Potential environmental risk of trace elements in fly ash and gypsum from ultra-low emission coal-fired power plants in China. Sci. Total Environ. 2021, 798, 149116. [Google Scholar] [CrossRef]
- Li, R.; Chen, W.; Xiu, A.; Zhao, H.; Zhang, X.; Zhang, S.; Tong, D.Q. A comprehensive inventory of agricultural atmospheric particulate matters (PM10 and PM2.5) and gaseous pollutants (VOCs, SO2, NH3, CO, NOx and HC) emissions in China. Ecol. Indic. 2019, 107, 105609. [Google Scholar] [CrossRef]
- Cui, L.; Li, Y.; Tang, Y.; Shi, Y.; Wang, Q.; Yuan, X.; Kellett, J. Integrated assessment of the environmental and economic effects of an ultra-clean flue gas treatment process in coal-fired power plant. J. Clean. Prod. 2018, 199, 359–368. [Google Scholar] [CrossRef]
- Zhang, N.; Li, L.; Guo, Y.; He, J.; Wu, R.; Song, L.; Zhang, G.; Zhao, J.; Wang, D.; He, H. A MnO2-based catalyst with H2O resistance for NH3-SCR: Study of catalytic activity and reactants-H2O competitive adsorption. Appl. Catal. B Environ. 2020, 270, 118860. [Google Scholar] [CrossRef]
- Damma, D.; Ettireddy, P.R.; Reddy, B.M.; Smirniotis, P.G. A Review of Low Temperature NH3-SCR for Removal of NOx. Catalysts 2019, 9, 349. [Google Scholar] [CrossRef] [Green Version]
- Ren, D.; Gui, K. Study of the adsorption of NH3 and NOx on the nano-γFe2O3 (001) surface with density functional theory. Appl. Surf. Sci. 2019, 487, 171–179. [Google Scholar] [CrossRef]
- Yang, J.; Zhou, J.; Tong, W.; Zhang, T.; Kong, M.; Ren, S. Low-temperature flue gas denitration with transition metal oxides supported on biomass char. J. Energy Inst. 2019, 92, 1158–1166. [Google Scholar] [CrossRef]
- Ye, M.; Qian, F.; Gao, Y.; Lu, J.; Han, Y.; Huang, N.; Xu, B.; Wu, H. CFD analysis of influencing factors on SCR denitration efficiency of sintering flue gas based on response surface methodology. Atmos. Pollut. Res. 2021, 12, 101107. [Google Scholar] [CrossRef]
- Wu, Y.-X.; Liang, H.-L.; Chen, X.; Chen, C.; Wang, X.-Z.; Dai, C.-Y.; Hu, L.-M.; Chen, Y.-F. Effect of preparation methods on denitration performance of V-Mo/TiO2 catalyst. J. Fuel Chem. Technol. 2020, 48, 189–196. [Google Scholar] [CrossRef]
- Xu, Y.; Zhang, Y.; Wang, J.; Yuan, J. Application of CFD in the optimal design of a SCR–DeNOx system for a 300 MW coal-fired power plant. Comput. Chem. Eng. 2013, 49, 50–60. [Google Scholar] [CrossRef]
- Habib, M.; Elshafei, M.; Dajani, M. Influence of combustion parameters on NOx production in an industrial boiler. Comput. Fluids 2008, 37, 12–23. [Google Scholar] [CrossRef]
- You, Y.; Wu, Z.; Zeng, W.; Zhang, Z.; Wang, S.; Dai, F.; Yi, Z. CFD modeling of unsteady SCR deNOx coupled with regenerative heat transfer in honeycomb regenerators partly coated by Vanadium catalysts. Chem. Eng. Res. Des. 2019, 150, 234–245. [Google Scholar] [CrossRef]
- Van Belleghem, M.; Steeman, M.; Janssen, H.; Janssens, A.; De Paepe, M. Validation of a coupled heat, vapour and liquid moisture transport model for porous materials implemented in CFD. Build. Environ. 2014, 81, 340–353. [Google Scholar] [CrossRef] [Green Version]
- Lu, X.; Xie, P.; Ingham, D.; Ma, L.; Pourkashanian, M. A porous media model for CFD simulations of gas-liquid two-phase flow in rotating packed beds. Chem. Eng. Sci. 2018, 189, 123–134. [Google Scholar] [CrossRef]
- Saneinejad, S.; Moonen, P.; Carmeliet, J. Coupled CFD, radiation and porous media model for evaluating the micro-climate in an urban environment. J. Wind Eng. Ind. Aerodyn. 2014, 128, 111. [Google Scholar] [CrossRef]
- Shi, X.; Xiang, Y.; Wen, L.-X.; Chen, J.-F. CFD analysis of liquid phase flow in a rotating packed bed reactor. Chem. Eng. J. 2013, 228, 1040–1049. [Google Scholar] [CrossRef]
- Kosmadakis, G.M.; Rakopoulos, C.D. A Fast CFD-Based Methodology for Determining the Cyclic Variability and Its Effects on Performance and Emissions of Spark-Ignition Engines. Energies 2019, 12, 4131. [Google Scholar] [CrossRef] [Green Version]
- Kee, S.P.; Gavriilidis, A. Design and characterisation of the staggered herringbone mixer. Chem. Eng. J. 2008, 142, 109–121. [Google Scholar] [CrossRef]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameters | Unit | |
|---|---|---|
| Flue gas flow | Nm3/h | 410,000 |
| Flue gas pressure | kPa | −3 |
| CO | mg/Nm3 | 500 |
| CO2 | vol% | 25 |
| H2O | vol% | 8.6 |
| N2 | vol% | 62 |
| O2 | vol% | 7.06 |
| SO2 | mg/Nm3 | 30 |
| NOx | mg/Nm3 | 520 |
| Particulate matter | mg/Nm3 | 15 mg/Nm3 |
| The Single-Hole Flow/(m3/h) | Inlet Velocity/(m/s) | Hydraulic Radius/(mm) | Turbulence Intensity/ % | Temperature/(K) |
|---|---|---|---|---|
| 1734 | 9.13 | 10 | 5.46 | 300 |
| O2 | NH3 | N2 |
|---|---|---|
| 0.226 | 0.02858 | \ |
| Condition 1 | Without Any Deflector Device |
|---|---|
| Condition 2 | The inlet-tapered section was arranged with four straight guide plates; The first 90° was arranged with three arc-shaped guide vanes; The second 90° was arranged with three arc-shaped guide vanes; The third 90° was arranged with four arc-shaped guide vanes, and a straight plate section was set at the outlet section of the vane; Five pieces of inclined straight guide vanes were arranged; The rectifying grid was 300 mm high, 200 mm apart, and had a slope on the left. |
| Condition 3 | The inlet-tapered section was arranged with four straight guide plates; The first 90° was arranged with three arc-shaped guide vanes, and the outlet end is provided with a straight section; The second 90° was arranged with three arc-shaped guide vanes; The third 90° was arranged with four arc-shaped guide vanes, and a straight-plate section was set at the outlet section of the vane; Five pieces of inclined straight guide vanes were arranged; The rectifying grids were 300 mm high, 100 mm apart, and had slopes on the left. |
| Condition 4 | The inlet-tapered section was arranged with four straight guide plates; The first 90° was arranged with three arc-shaped guide vanes, and the outlet end was provided with a straight section; The second 90° was arranged with three arc-shaped guide vanes; The third 90° was arranged with four arc-shaped guide vanes; Five pieces of inclined straight guide vanes were arranged; The height of the rectifier grid were 300 mm, the spacing is 100 mm, and there was a slope on the left; The downstream constriction section of the lowermost catalyst layer adopted a rectifying grille composed of four horizontal and vertical guide fins |
| Single-Layer Catalyst Pressure Drop (Pa) | Porosity | Coefficient of Viscous Drag (m−2) | Coefficient of Inertial Drag (m−1) |
|---|---|---|---|
| 450 | 0.65 | 80 | 120 |
| Condition | AIG Upstream Section Velocity | Catalyst Upper Layer 500 mm Velocity | Profile Temperature(K) | Molar Ratio of NH3/NOx | The Proportion of Speed Declination <±10° | Pressure Drop (Pa) | |||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| Average Velocity (m/s) | Coefficient of Variance (%) | Average Velocity (m/s) | Coefficient of Variance (%) | Average Value | Maximum Value | Minimum Value | Average Concentration | Coefficient of Variance (%) | |||
| Condition 1 | 12.699 | 6.52 | 9.43 | 33.6 | 499 | 503 | 494 | 0.878 | 21.37 | 0.8 | 1644 |
| Condition 2 | 12.644 | 6.57 | 3.989 | 7.8 | 498 | 504 | 488 | 0.804 | 5.87 | 96.2 | 1814 |
| Condition 3 | 12.57 | 7.48 | 3.94 | 6.6 | 498 | 503 | 489 | 0.809 | 39.5 | 75.9 | 1836 |
| Condition 4 | 12.57 | 6.69 | 3.91 | 11.84 | 499 | 505 | 490 | 0.8122 | 4.67 | 98.8 | 1855 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Hu, B.; Chen, C.; Jiang, S.; Liu, X.; Dai, Q. Investigating the Optimization Design of Internal Flow Fields Using a Selective Catalytic Reduction Device and Computational Fluid Dynamics. Energies 2022, 15, 1451. https://0-doi-org.brum.beds.ac.uk/10.3390/en15041451
Hu B, Chen C, Jiang S, Liu X, Dai Q. Investigating the Optimization Design of Internal Flow Fields Using a Selective Catalytic Reduction Device and Computational Fluid Dynamics. Energies. 2022; 15(4):1451. https://0-doi-org.brum.beds.ac.uk/10.3390/en15041451
Chicago/Turabian StyleHu, Bin, Cong Chen, Shouxi Jiang, Xiaosong Liu, and Qianjin Dai. 2022. "Investigating the Optimization Design of Internal Flow Fields Using a Selective Catalytic Reduction Device and Computational Fluid Dynamics" Energies 15, no. 4: 1451. https://0-doi-org.brum.beds.ac.uk/10.3390/en15041451