Recycling of Waste Engine Oils Using a New Washing Agent



Abstract
:1. Introduction
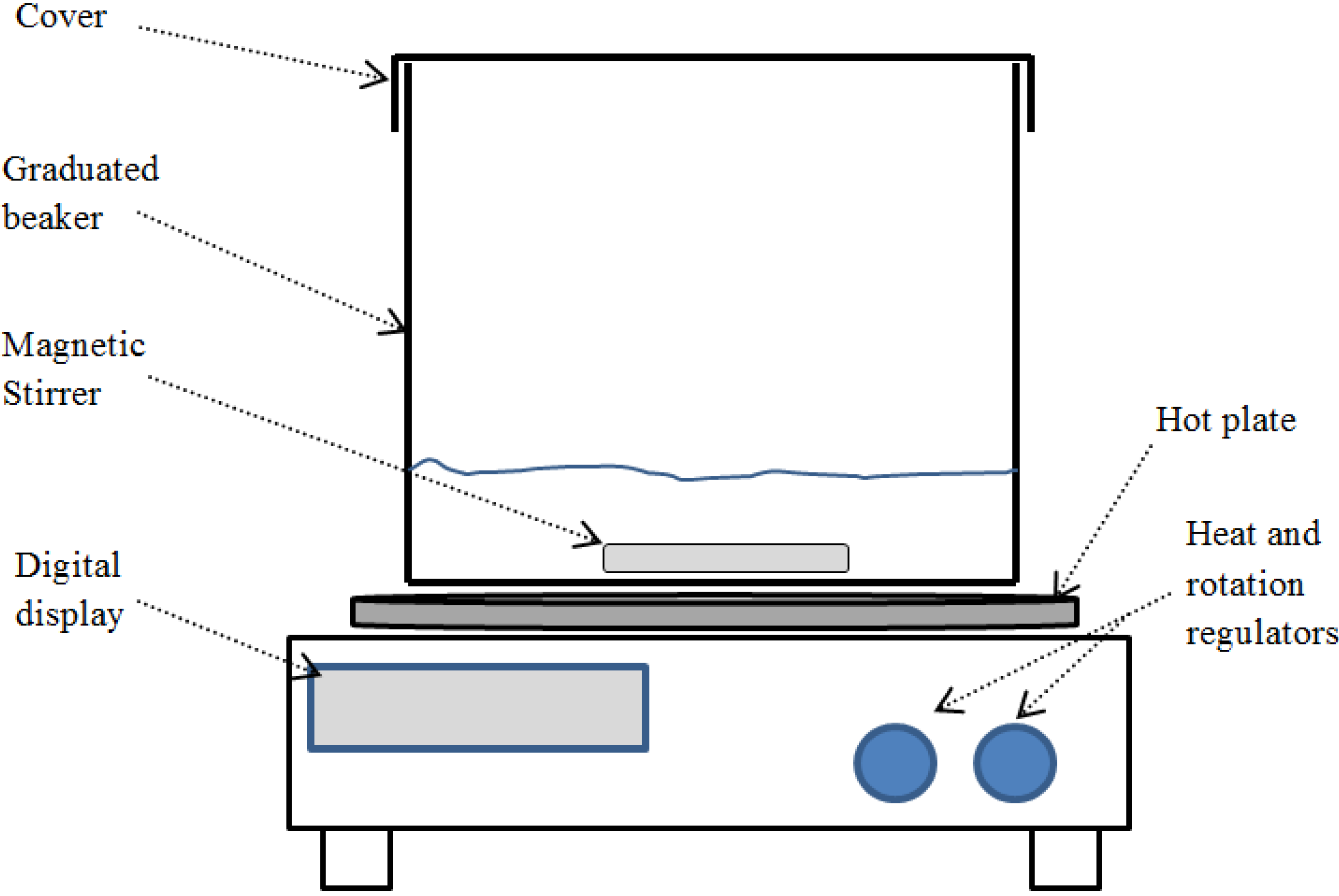
2. Experimental Apparatus and Procedure
2.1. Experiment
2.2. Experimental Procedures

- ▪
- Analysis of oil physical and chemical properties including tests such as: Flash Points by Cleveland Open Cup Tester ASTM D 92 [19], Pour Point ASTM D 97 [20], Viscosity Index ASTM D 2270 [21], Water and Sediment ASTM D 4007 [22], Rams bottom Carbon Residue ASTM D 524 [23], Total acid number (TAN) ASTM D 664 [24], Total Base Number (TBN) ASTM D 4739 [25], Refractive Index ASTM D 1218 [26], and Density (Specific Gravity) ASTM D 1298 [27].
- ▪
- Analysis of metallic contained by atomic absorption spectrometer (AAS).
- ▪
- Analysis of oxidative components by a Fourier Transform Infrared Spectrometer (Thermo Scientific, Thermo Mattson Nicolet 300-FTIR). The carbonyl groups have absorption peaks in the range of 1700 to 1750 cm−1.

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Apparatus | Type | Model | Specifications |
|---|---|---|---|
| Scale | Denver | S/SI-603 | Scale range: 0–600 g, readability: 0.001 g and accuracy: 0.002 g |
| Oven | Memmert | UF110 | Forced air circulation, resolution of display for set point values 0.1 °C up to 99.9 °C, 0.5 °C from 100 °C to 300 °C, dimension (w × h × d): 560 × 480 × 400 mm |
| Hot plate | LabTech | ES35A-Pro | Speed range: 0–1500 rpm, heating rate 6 K/min, heating temp. Range: ambient to 340 °C, dimension: 280 × 160 × 85 mm, display: analog scale. |
| Centrifuge | Sigma | 2-6 | Speed pre-selection up to 4000 rpm, low speed operation from 100 rpm, stainless steel bowl |
| Atomic Absorber spectrometer (AAS) | Varian | AA280 FS | Flame AA instrument, PC-controlled, double-beam Atomic Absorption spectrometer with Fast Sequential operation. |
| Fourier transform Infrared spectrometer (FT-IR) | Thermo Scientific | Thermo Mattson Nicolet 300-FTIR | FTIR machine equally handles solids and liquids |
3. Results and Discussion
3.1. Physical and Chemical Properties
3.1.1. Flash Point
| No | Samples | Flash point °C | Pour point °C | Kinematic viscosity@ (40 °C) | Kinematic viscosity@ (100 °C) | Viscosity index | Refractive index | Specific gravity |
|---|---|---|---|---|---|---|---|---|
| 1 | Base engine oil (Ravenol, VSi SAE 5W-40) | 232 | −13 | 195.62 | 18 | 100.27 | 1.4886 | 0.8818 |
| 2 | Marketed engine oil Recycled from used engine oil by professional recycling companies using acid (H2SO4) clay method and evaporation after adding the required additives | 222 | −10 | 169.5 | 16 | 97.07 | 1.4869 | 0.8828 |
| 3 | Used engine oil (being in use for 2000–3000 km) | 158 | −5 | 136.6 | 13.5 | 89.11 | 1.4763 | 0.9261 |
| 4 | Oil resulting from recycling the used engine oil by acetic acid (adding CH3COOH + mixing + clay treatment + centrifugation) + vacuum distillation | 220 | −9.8 | 61.5 | 7.8 | 89.00 | 1.4833 | 0.8697 |
| 5 | Oil resulting from recycling the used engine oil by acetic acid (adding CH3COOH + mixing + clay treatment + centrifugation) | 190 | −9 | 80.25 | 8.5 | 82.47 | 1.4812 | 0.8768 |
| 6 | Oil resulting from recycling the used engine oil by sulfuric acid (adding H2SO4 + mixing + clay treatment + centrifugation) | 200 | −9 | 72.5 | 9 | 84.45 | 1.4822 | 0.8707 |
| 7 | Oil resulting from pretreatment of the used engine oil by acetic acid (adding CH3COOH + mixing + centrifugation) | 165 | −8 | 130.5 | 13 | 91.84 | 1.4812 | 0.8838 |
| 8 | Oil resulting from pretreatment of the used engine oil by sulfuric acid (adding H2SO4 + mixing + centrifugation) | 180 | −7 | 120 | 12 | 95.22 | 1.4785 | 0.8707 |
| 9 | Oil resulting from mixing the base engine oil with acetic acid (adding CH3COOH + mixing) | 210 | −11.8 | 182.7 | 15.6 | 89.18 | 1.4865 | 0.8717 |
| 10 | Oil resulting from mixing the base engine oil with sulfuric acid (adding H2SO4 + mixing) | 185 | −9.5 | 175.6 | 7.8 | 89.30 | 1.4786 | 0.8707 |
3.1.2. Pour Point
3.1.3. Kinematic Viscosities
3.1.4. Viscosity Index
3.1.5. Refractive Index
3.1.6. Density (Specific Gravity)
3.2. Water and Sediments
3.3. Carbon Residue
3.4. Total Acid Number (TAN)
| No. | Samples | Water and Sediment (mL) | Carbon residue (Wt %) | (TAN) mg KOH/g(sample) | (TBN) mg KOH/g(sample) |
|---|---|---|---|---|---|
| 1 | Base engine oil (Ravenol, VSi SAE 5W-40) | Zero | 0.55 | 0.02 | 3.55 |
| 2 | Marketed engine oil. Recycled from used engine oil by professional recycling companies using acid (H2SO4) clay method and steaming after adding the required additives | <0.02 | 0.82 | 0.14 | 2.8 |
| 3 | Used engine oil (being in use for 2000–3000 km) | 0.9 | 1.82 | 4.5 | 0.11 |
| 4 | Oil resulting from recycling the used engine oil by acetic acid (adding CH3COOH + mixing + clay treatment + centrifugation) + vacuum distillation | <0.01 | 0.59 | 0.15 | - |
| 5 | Oil resulting from recycling the used engine oil by acetic acid (adding CH3COOH + mixing + clay treatment + centrifugation) | <0.01 | 0.88 | 0.56 | - |
| 6 | Oil resulting from recycling the used engine oil by sulfuric acid (adding H2So4 + mixing + clay treatment + centrifugation) | <0.01 | 0.99 | 0.7 | - |
| 7 | Oil resulting from pretreatment of the used engine oil by acetic acid (adding CH3COOH + mixing + centrifugation) | 0.013 | 1.65 | 1.8 | - |
| 8 | Oil resulting from pretreatment of the used engine oil by sulfuric acid (adding H2SO4 + mixing + centrifugation) | 0.8 | 1.07 | 2 | - |
| 9 | Oil resulting from mixing the base engine oil with acetic acid (adding CH3COOH + mixing) | <0.01 | 0.62 | 1.5 | 2.5 |
| 10 | Oil resulting from mixing the base engine oil with sulfuric acid (adding H2SO4 + mixing) | 0.6 | 1.23 | 2.6 | 0.5 |
3.5. Total Base Number (TBN)
3.6. Engine Oil’s Metallic Content
- ▪
- Zinc diethyldithiophosphate (ZDDP), which functions as an oxidation inhibitor that increases the oxidation resistance of the oil.
- ▪
- Zinc dithiophosphates, this is not only acts as an anti-oxidant, but also acts as a wear inhibitor and protects the engine metals against corrosion.
- ▪
- Zinc dialkyldithiocarbamates, this compound is mainly used as anti-oxidants but it is also has extreme pressure activity.
| No. | Samples | Cu (ppm) | Mg (ppm) | Cr (ppm) | Sn (ppm) | Pb (ppm) | Fe (ppm) | Zn (ppm) | Mn (ppm) | Cd (ppm) |
|---|---|---|---|---|---|---|---|---|---|---|
| 1 | Base engine oil (Ravenol, VSi SAE 5W-40) | 0 | 72 | 0 | 0 | 0 | 0 | 1200 | 0 | 0 |
| 2 | Marketed engine oil. Recycled from used engine oil by professional recycling companies using acid (H2SO4) clay method after adding the required additives | 0 | 68 | 0 | 0 | 0 | 0 | 1050 | 0 | 0 |
| 3 | Used engine oil (being in use for 2000–3000 km) | 4.6 | 81 | 1.5 | 1.6 | 14.6 | 72 | 1280 | 1.5 | 1 |
| 4 | Oil resulting from recycling the used engine oil by acetic acid (adding CH3COOH + mixing + clay treatment + centrifugation) + vacuum distillation | 0.4 | 0.8 | 0.2 | 0.2 | 0.4 | 0 | 41 | 0 | 0 |
| 5 | Oil resulting from recycling the used engine oil by acetic acid (adding CH3COOH + mixing + clay treatment + centrifugation) | 1.6 | 3.2 | 0.7 | 0.7 | 3.2 | 3.2 | 81.6 | 0.5 | 0.4 |
| 6 | Oil resulting from recycling the used engine oil by sulfuric acid (adding H2So4 + mixing + clay treatment + centrifugation) | 0.9 | 2 | 0.4 | 0.6 | 4.5 | 1.2 | 54 | 0.2 | 0.1 |
| 7 | Oil resulting from pretreatment of the used engine oil by acetic acid (adding CH3COOH + mixing + centrifugation) | 3.56 | 65 | 0.8 | 0.9 | 11.2 | 34 | 780 | 0.8 | 0.45 |
| 8 | Oil resulting from pretreatment of the used engine oil by sulfuric acid (adding H2SO4 + mixing + centrifugation) | 2.1 | 45 | 0.5 | 0.6 | 5.4 | 24.4 | 613 | 0.4 | 0.2 |
| 9 | Oil resulting from mixing the base engine oil with acetic acid (adding CH3COOH + mixing) | 0 | 65 | 0 | 0 | 0 | 0 | 1076 | 0 | 0 |
| 10 | Oil resulting from mixing the base engine oil with sulfuric acid (adding H2SO4 + mixing) | 0 | 57 | 0 | 0 | 0 | 0 | 865 | 0 | 0 |
| Element | Symbol | Detection Limit (ppm) |
|---|---|---|
| Copper | Cu | 0.003 |
| Magnesium | Mg | 0.0003 |
| Chromium | Cr | 0.006 |
| Tin | Sn | 0.1 |
| Lead | Pb | 0.01 |
| Iron | Fe | 0.006 |
| Zinc | Zn | 0.001 |
| Manganese | Mn | 0.002 |
| Cadmium | Cd | 0.002 |
3.7. Sludge Analysis
| Samples | Sludge Analysis | ||
|---|---|---|---|
| Sludge resulted from acid-clay method + centrifugation | Sludge resulted from acetic acid-clay method + centrifugation | Sludge resulted from used oil | |
| Losing in ignition at 800 °C for 3 hours % | 94.714 | 69.9417 | 95.448 |
| Na | 0.170 | 0.79 | 0.223 |
| Cu | 0.28 | Nil | Nil |
| Pb | 1.11 | 1.17 | 0.0736 |
| Ag | Nil | Nil | Nil |
| Ni | 0.058 | 0.64 | Nil |
| Mg | 0.28 | 3.74 | Nil |
| V | Nil | Nil | Nil |
| Mo | 1.33 | 1.91 | Nil |
| Al | Nil | 0.44 | Nil |
| Sn | Nil | Nil | Nil |
| Ti | Nil | Nil | Nil |
| Ca | 1.31 | 2.23 | 1.28 |
| Ba | Nil | Nil | Nil |
| Cr | 0.811 | 9.3 | 0.9655 |
| SiO2 | Nil | 8.2 | Nil |
| Total | 99.5674 | 99.5217 | 98.0111 |
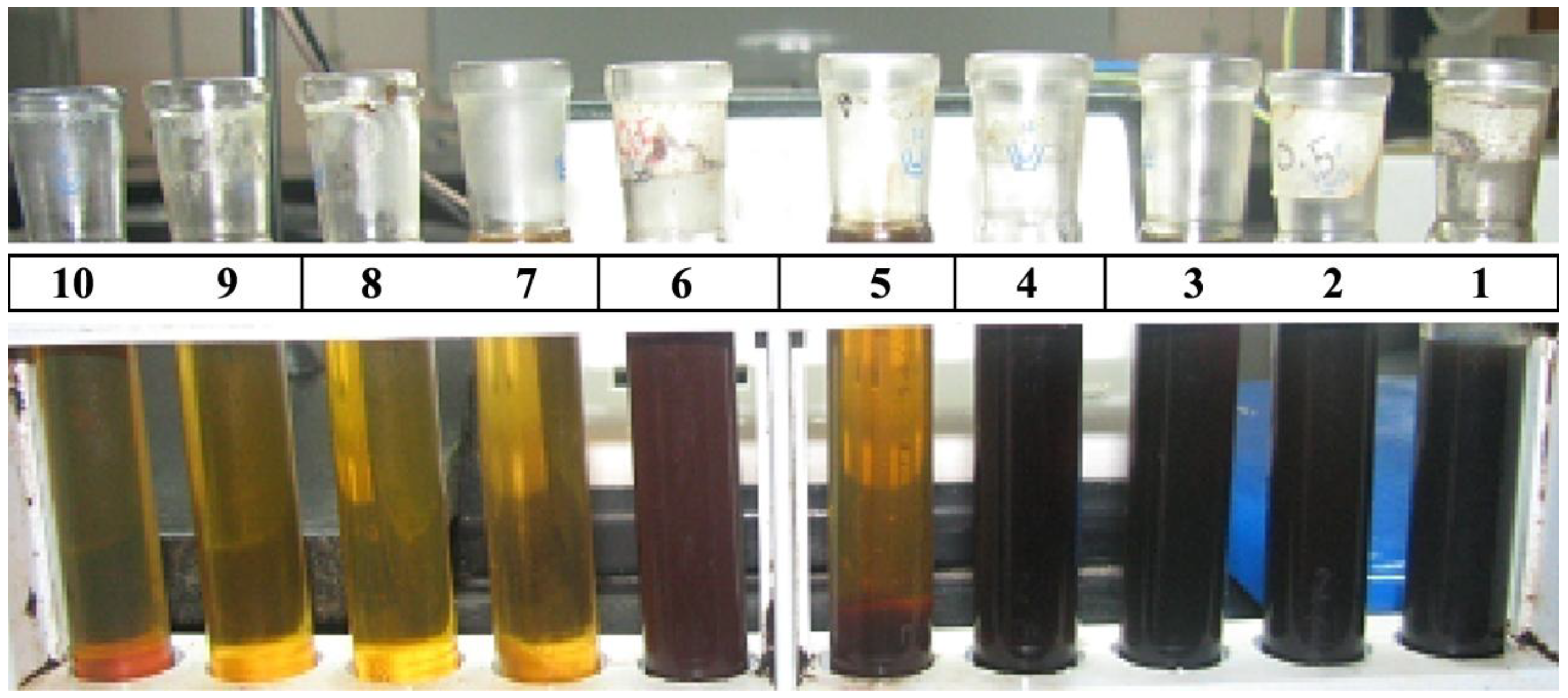
3.8. Color

| No. | Description |
|---|---|
| 1 | Used engine oil |
| 2 | Used engine oil after centrifugation only |
| 3 | Used engine oil treated with sulfuric acid after mixing for 1 hour |
| 4 | Used engine oil treated with glacial acetic acid after mixing for 1 hour |
| 5 | Base oil produced by using sulfuric acid |
| 6 | Base oil (Ravinol type) + concentrated H2SO4 + mixing for 1 hour |
| 7 | Base oil (Ravinol type) + glacial acetic acid + mixing for 1 hour |
| 8 | Base oil produced by using glacial acetic acid |
| 9 | Base oil (Ravinol type) |
| 10 | Base oil produced by vacuum distillation and clay treatment |
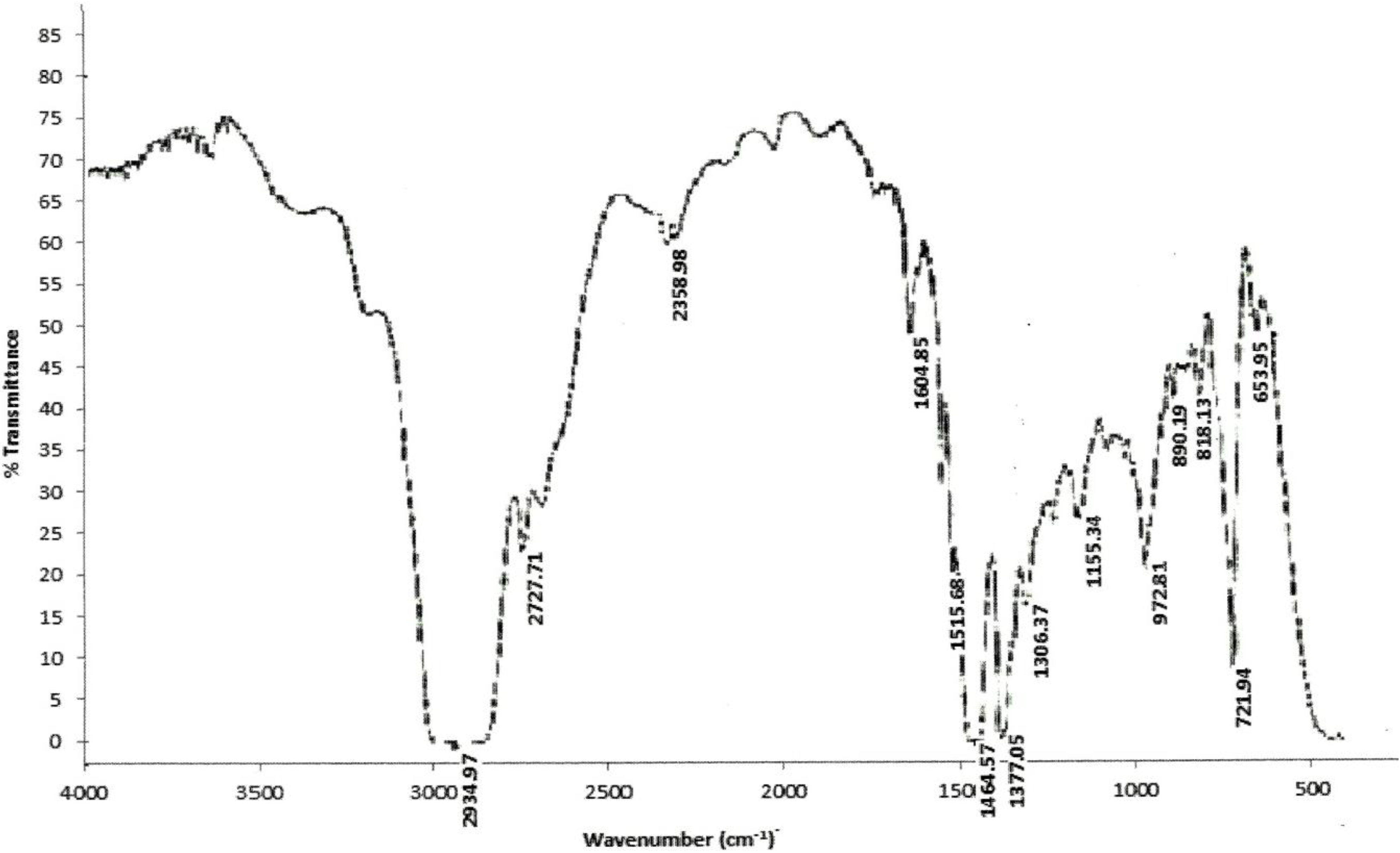
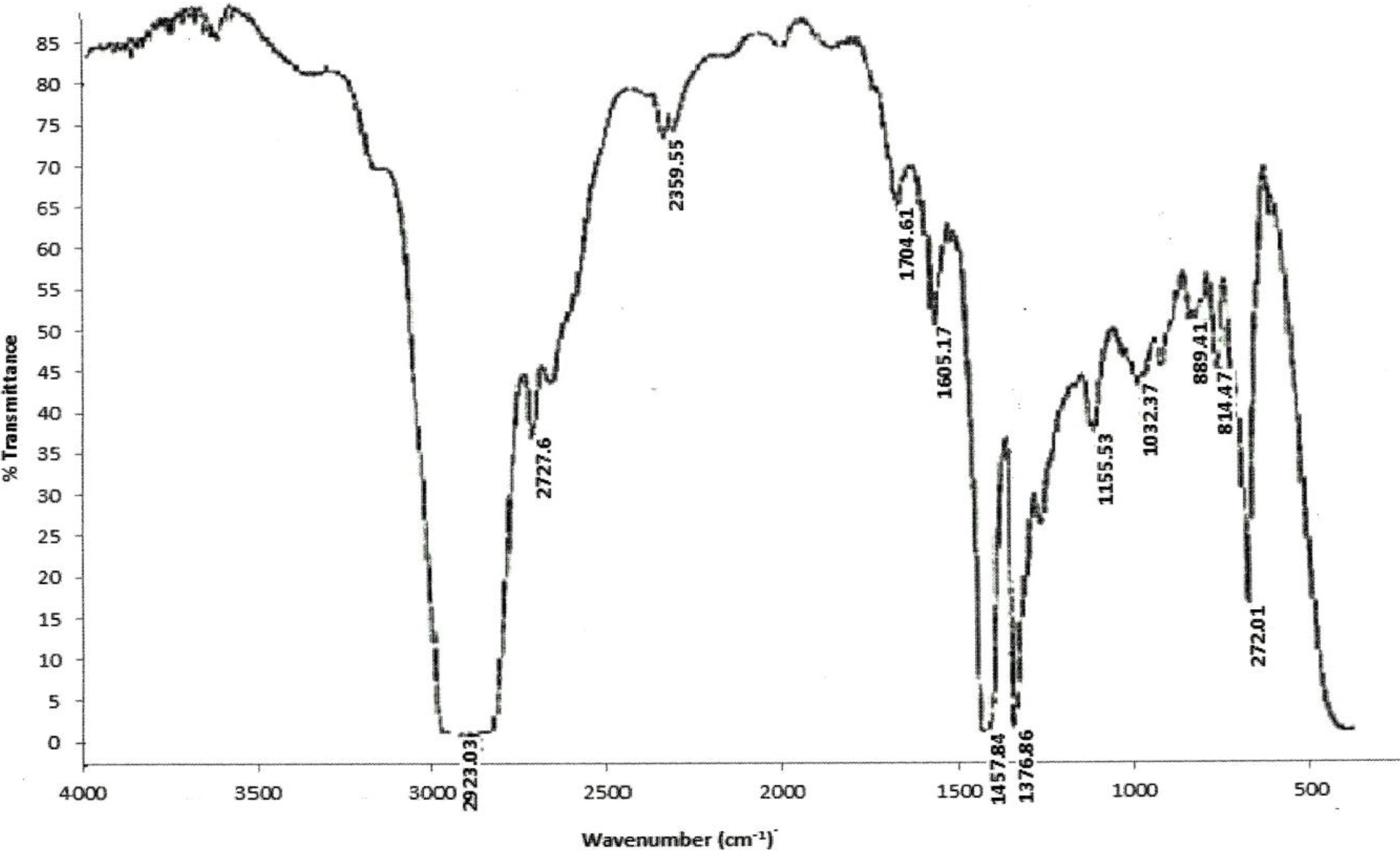
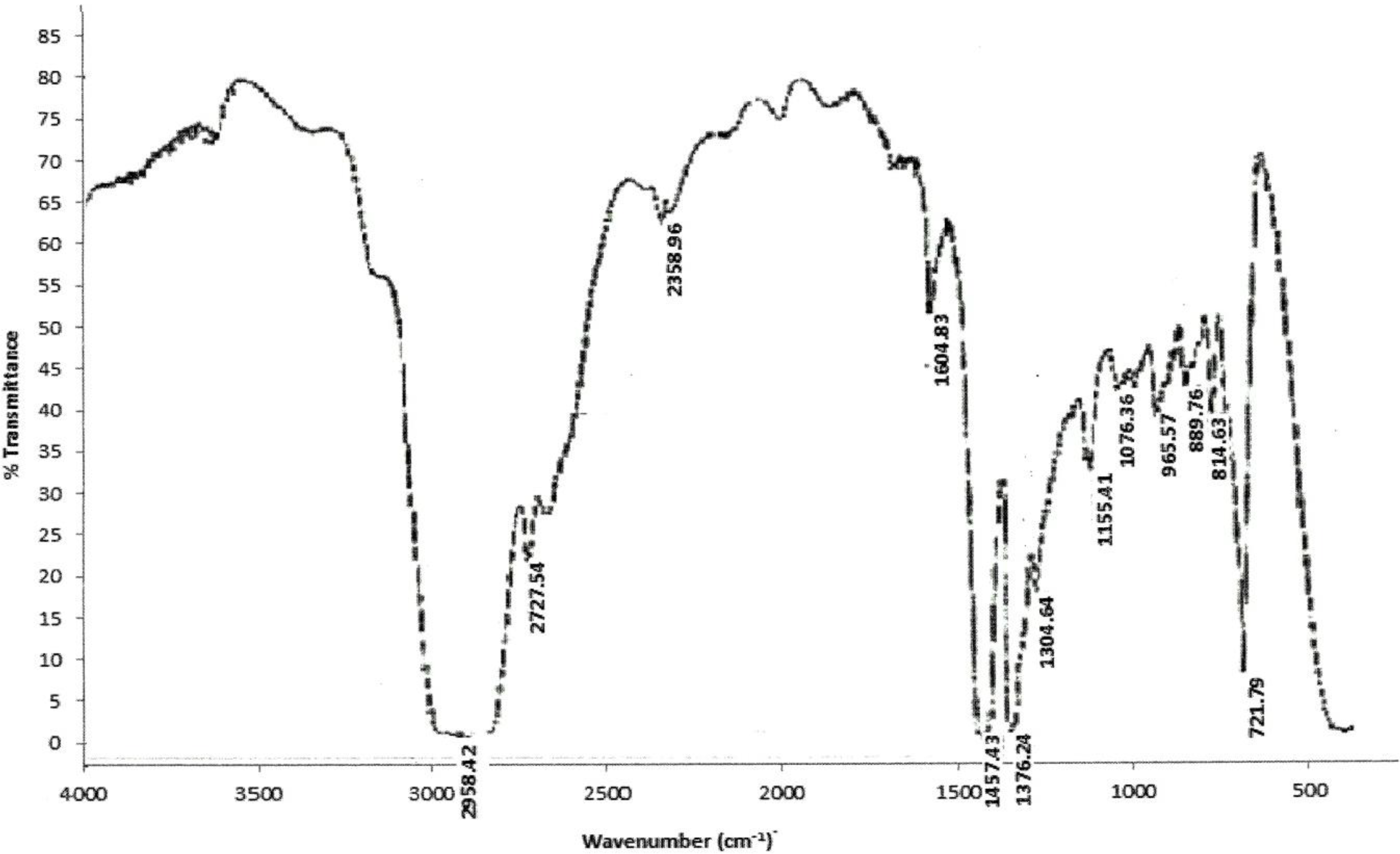
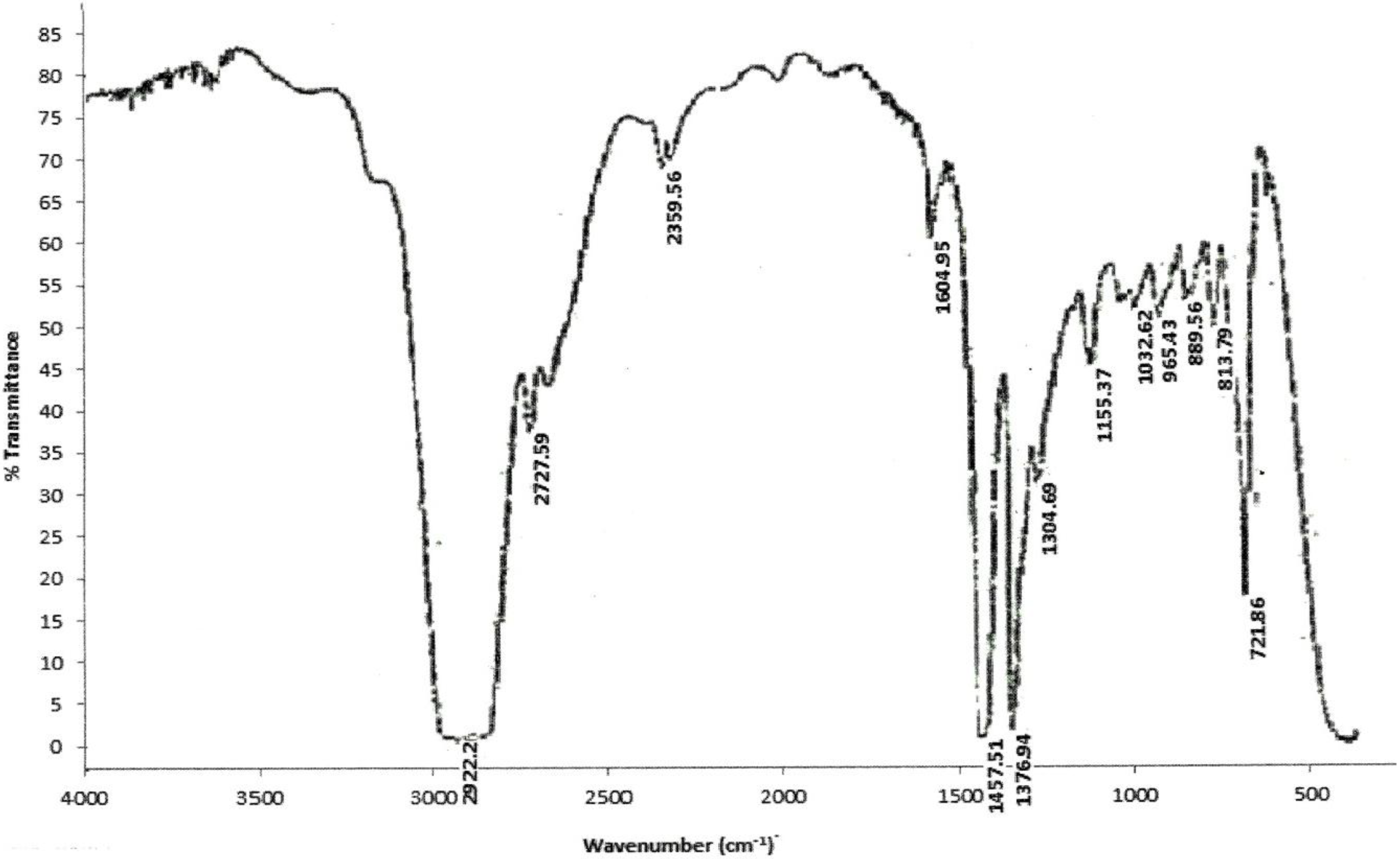
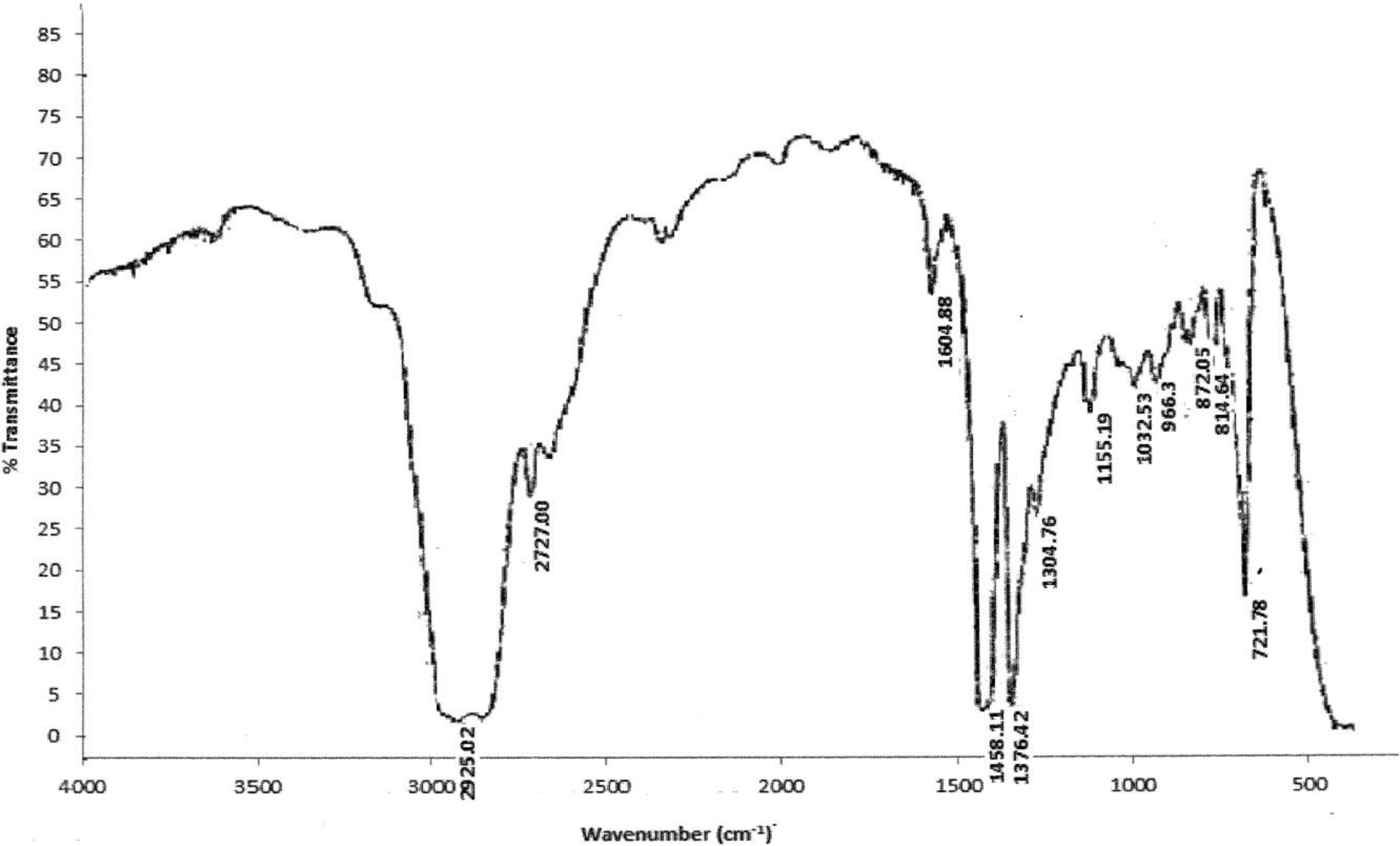
3.9. Engine Oil Oxidation Products Analysis

| Frequency cm−1 | Type of vibration | Bond | Functional group |
|---|---|---|---|
| 653.95 | Stretch | C-X | Alkyl halide |
| 721.94 | Bending in plain (roking) | C-H | Alkenes |
| 818.13 | Out of plan bending | C-H | Alkenes |
| 890.19 | Out of plan bending | C-H | Alkenes |
| 972.81 | Out of plan bending | C-H | Aromatic |
| 1155.34 | Wagging | CH2-X | Alkyl halide |
| 1306.37 | Wagging | CH2-X | Alkyl halide |
| 1377.05 | Out of plan bending | C-H | Alkans |
| 1464.57 | Bending in plain (scissoring) | C-H | Alkans |
| 1515.68 | Stretch | C=C | Aromatic |
| 1604.85 | Stretch | C=C | Aromatic |
| 2358.98 | Stretch | C ≡ C | Alkynes |
| 2727.71 | Stretch | C ≡ C | Alkynes |
| 2934.97 | Stretch | C-H | Alkans |

| Frequency cm−1 | Type of vibration | Bond | Functional group |
|---|---|---|---|
| 722.01 | Bending in plain (Rocking) | C-H | Alkans |
| 814.47 | Out of plan bending | C-H | Aromatic |
| 889.41 | Out of plan bending | C-H | Aromatic |
| 1032.37 | Stretch | C-O | Carboxylic acid |
| 1155.53 | Stretch | C-O | Carboxylic acid |
| 1376.86 | Out of plain bending | C-H | CH3 |
| 1457.84 | Bending in plain (Scissoring) | C-H | Alkan |
| 1605.17 | Stretch | C=C | Aromatic |
| 1704.61 | Stretch | C=O | Carbonyl compounds |
| 2359.55 | Stretch | O-H | Carboxylic Acid |
| 2727.6 | Stretch | H-C=O:CH | Aldehyd |
| 2923.03 | Stretch | C-H | Alkan |

| Frequency cm−1 | Type of vibration | Bond | Functional group |
|---|---|---|---|
| 721.79 | In plan bending (Rocking) | C-H | Alkenes |
| 814.63 | Out of plan bending | C-H | Alkenes |
| 889.76 | Out of plan bending | C-H | Aromatic |
| 965.57 | Out of plan bending | C-H | Aromatic |
| 1076.36 | Stretch | C-O | Carboxylic acid |
| 1155.41 | Stretch | C-O | Carboxylic acid |
| 1304.64 | Rock | C-H | Aromatic |
| 1376.24 | Out of plain bending | C-H | CH3 |
| 1457.43 | In plain bending (Scissoring) | C-H | Alkans |
| 1604.83 | Stretch | C=C | Aromatic |
| 2358.96 | Stretch | O-H | Carboxylic acid |
| 2727.54 | Stretch | H-C=O:C-H | Aldehyde |
| 2958.42 | Stretch | C-H | Alkans |

| Frequency cm−1 | Type of vibration | Bond | Functional group |
|---|---|---|---|
| 721.86 | In plan bending (Rocking) | C-H | Alkan |
| 813.79 | Out of plan bending | C-H | Aromatic |
| 889.56 | Out of plan bending | C-H | Aromatic |
| 965.43 | Out of plan bending | C-H | Alkan |
| 1032.62 | Stretch | C-O | Carboxylic acid |
| 1155.37 | Stretch | C-O | Carboxylic acid |
| 1304.69 | Rock | C-H | Alkans |
| 1376.94 | Out of plain bending | C-H | CH3 |
| 1457.51 | In plain bending (Scissoring) | C-H | Alkans |
| 1604.95 | Stretch | C=C | Aromatic |
| 2359.56 | Stretch | O-H | Carboxylic acid |
| 2727.59 | Stretch | C-H | Alkans |
| 2922.2 | Stretch | C-H | Alkans |

| Frequency cm−1 | Type of vibration | Bond | Functional group |
|---|---|---|---|
| 721.78 | In plan bending (Rocking) | C-H | Alkenes |
| 814.64 | Out of plan bending | C-H | Alkenes |
| 872.05 | Out of plan bending | C-H | Aromatic |
| 966.3 | Out of plan bending | C-H | Aromatic |
| 1032.53 | Stretch | C-O | Carboxylic acid |
| 1155.19 | Stretch | C-O | Carboxylic acid |
| 1304.76 | Rock | C-H | Aromatic |
| 1376.42 | Out of plain bending | C-H | CH3 |
| 1458.11 | In plain bending (Scissoring) | C-H | Alkans |
| 1604.88 | Stretch | C=C | Aromatic |
| 2727.00 | Stretch | C-H | Alkans |
| 2925.02 | Stretch | C-H | Alkans |
4. Conclusions
References
- Hopmans, J.J. The Problem of the Processing of Spent Oil in the Member States of EEC; Report for the European Economic Community (EEC); National Institute for Wastewater Treatment: Dordrecht, The Netherlands, 1974. [Google Scholar]
- Kajdas, C. Major pathways for used oil disposal and recycling, Part 1. Tribotest J. 2000, 7, 61–74. [Google Scholar] [CrossRef]
- Boughton, B.; Horvath, A. Environmental assessment of waste oil management methods. Environ. Sci. Technol. 2004, 38, 353–358. [Google Scholar] [CrossRef] [PubMed]
- IARC (International Agency for Research on Cancer). Polynuclear Aromatic Hydrocarbons, Part 2, Carbon Blacks, Mineral Oils (Lubricant Base Oils and Derived Products) and Some Nitroarenes. In IARC Monographs on the Evaluation of Carcinogenic Risks to Humans; IARC: Lyon, France, 1984. [Google Scholar]
- Francois, A. Waste Engine Oils Refining and Energy Recovery, 1st ed.; Elsevier Science and Technology Books: Amsterdam, The Netherlands, 2006; pp. 15–31. [Google Scholar]
- Whisman, M.L.; Reynolds, J.W.; Goetzinger, J.W.; Cotton, F.O.; Brinkman, D.W. Re-refining makes quality oils. Hydrocarb. Process. 1978, 57, 141–145. [Google Scholar]
- Reis, M.A.R.; Jeronimo, M.S. Waste lubricating oil re-refining by extraction-flocculation. Ind. Eng. Chem. Res. 1988, 27, 1222–1228. [Google Scholar] [CrossRef]
- Fox, M.F. Sustainability and environmental aspects of lubricants. In Handbook of Lubrication and Tribology; George, E.D., Totten, E., Eds.; Taylor and Francis: New York, NY, USA, 2007. [Google Scholar]
- Rincon, J.; Canizares, P.; Garcia, M.T. Regeneration of used lubricating oil by polar solvent extraction. Ind. Eng. Chem. Res. 2005, 44, 43–73. [Google Scholar]
- Rincon, J.; Canizares, P.; Garcia, M.T. Waste oil recycling using mixtures of polar solvents. Ind. Eng. Chem. Res. 2005, 44, 7854–7859. [Google Scholar] [CrossRef]
- Shakirullah, M.; Ahmed, I.; Saeed, M.; Khan, M.A.; Rehman, H.; Ishaq, M.; Shah, A.A. Environmentally friendly recovery and characterization of oil from used engine lubricants. J. Chin. Chem. Soc. 2006, 53, 335–342. [Google Scholar]
- Martins, J.P. The extraction-flocculation re-refining lubricating oil process using ternary organic solvents. Ind. Eng. Chem. Res. 1997, 36, 3854–3858. [Google Scholar] [CrossRef]
- Rincon, J.; Canizares, P.; Garcia, M.T.; Gracia, I. Regeneration of used lubricant oil by propane extraction. Ind. Eng. Chem. Res. 2003, 42, 4867–4873. [Google Scholar] [CrossRef]
- Quang, D.V.; Carriero, G.; Schieppati, R.; Comte, A.; Andrews, J.W. Propane purification of used lubricating oils. Hydrocarb. Process. 1974, 53, 129–131. [Google Scholar]
- Dang, C.S. Rerefining of used oils—A review of commercial processes. Tribotest 1997, 3, 445–457. [Google Scholar] [CrossRef]
- Beuther, H.; Peno, T.; County, A.; Henke, A.M.; Petreson, R.E. Hydrogenation and Distillation of Lubricating. U.S. Patent 622,312, 15 November 1956. [Google Scholar]
- Havemann, R. The KTI used oil re-refining process. In Proceedings of the 3rd International Conference of Used Oil Recovery & Reuse, Houston, TX, USA, 16–18 October 1978.
- Puerto-Ferre, E.; Kajdas, C. Clean technology for recycling waste lubricating oils. In Proceedings of 9th International Colloquium, Ecological and Economic Aspects of Tribology, Esslingen, Germany, 14–16 January 1994.
- ASTM (American Society for Testing and Materials) International. Standard Test Method for Flash and Fire Points by Cleveland Open Cup Tester; ASTM Standard D92; ASTM International: West Conshohocken, PA, USA, 2004. [Google Scholar]
- ASTM International. Standard Test Method for Pour Points; ASTM Standard D97; ASTM International: West Conshohocken, PA, USA, 2004. [Google Scholar]
- ASTM International. Standard Practice for Calculating Viscosity Index from Kinematic Viscosity at 40 °C and 100 °C; ASTM Standard D2270; ASTM International: West Conshohocken, PA, USA, 2004. [Google Scholar]
- ASTM International. Standard Test Method for Water and Sediment in Crude Oil by the Centrifuge Method (Laboratory Procedure); ASTM Standard D4007; ASTM International: West Conshohocken, PA, USA, 2004. [Google Scholar]
- ASTM International. Standard Test Method for Ramsbottom Carbon Residue of Petroleum Products; ASTM Standard D524; ASTM International: West Conshohocken, PA, USA, 2004. [Google Scholar]
- ASTM International. Standard Test Method for Acid Number of Petroleum Products by Potentiometric Titration; ASTM Standard D664; ASTM International: West Conshohocken, PA, USA, 2004. [Google Scholar]
- ASTM International. Standard Test Method for Base Number of Petroleum Products by Potentiometric Titration; ASTM Standard D4739; ASTM International: West Conshohocken, PA, USA, 2004. [Google Scholar]
- ASTM International. Standard Test Method for Refractive Index and Refractive Dispersion of Hydrocarbon Liquids; ASTM Standard D1218; ASTM International: West Conshohocken, PA, USA, 2004. [Google Scholar]
- ASTM International. Standard Test Method for Density, Relative Density, or API Gravity of Crude Petroleum and Liquid Petroleum Products by Hydrometer Method; ASTM Standard D1298; ASTM International: West Conshohocken, PA, USA, 2004. [Google Scholar]
- Van Loon, J.C. Analysis of petroleum and petroleum products. In Analytical Atomic Absorption Spectroscopy: Selected Methods; Academic Press Inc.: New York, NY, USA, 1980. [Google Scholar]
- Skujins, S. The Analysis of Lubricating Oil Additives; Varian Techtron Application Notes, 4/70; Varian Techtron Pty. Ltd.: Mulgrave, Australia, 1970. [Google Scholar]
- ASTM International. Standard Test Method for Analysis of Barium, Calcium, Magnesium, and Zinc in Unused Lubricating Oils by Atomic Absorption Spectrometry; ASTM Standard D4628-02; ASTM International: West Conshohocken, PA, USA, 2004. [Google Scholar]
- Lenoir, J.M. Predict flash points accurately. Hydrocarb. Process. 1975, 54, 153–158. [Google Scholar]
- Riazi, M.R.; Daubert, T.E. Predicting flash and pour points. Hydrocarb. Process. 1987, 66, 81–83. [Google Scholar]
- Diaz, R.M.; Bernardo, M.I.; Fernandez, A.M.; Folgueras, M.B. Prediction of the viscosity of lubricating oil blends at any temperature. Fuel 1996, 75, 574–578. [Google Scholar] [CrossRef]
- Singh, H.; Gulati, I.B. Influence of base oil refining on the performance of viscosity index improvers. Wear 1987, 118, 33–56. [Google Scholar] [CrossRef]
- Riazi, M.R.; Roomi, Y.A. Use of the refractive index in the estimation of thermophysical properties of hydrocarbons and petroleum mixtures. Ind. Eng. Chem. Res. 2001, 40, 1975–1984. [Google Scholar] [CrossRef]
- Forsthoffer, W.E. Lube, seal and control oil system best practices. In Forsthoffer’s Best Practice Handbook for Rotating Machinery, 1st ed.; Elsevier: Oxford, UK, 2011; pp. 347–468. [Google Scholar]
- Kishore Nadkarni, R.A. Water and Sediment in Crude Oil. In Guide to ASTM Test Methods for the Analysis of Petroleum Products and Lubricants, 2nd ed.; ASTM International: West Conshohocken, PA, USA, 2007. [Google Scholar]
- Kishore Nadkarni, R.A. Ramsbottom Carbon Residue. In Guide to ASTM Test Methods for the Analysis of Petroleum Products and Lubricants, 2nd ed.; ASTM International: West Conshohocken, PA, USA, 2007. [Google Scholar]
- Fox, M.F.; Pawlak, Z.; Picken, D.J. Acid-base determination of lubricating oils. Tribol. Int. 1991, 24, 335–340. [Google Scholar] [CrossRef]
- Kauffman, R.E. Rapid, portable voltammetric techniques for performing antioxidant, total acid number (tan) and total base number (tan) measurements. Lubr. Eng. 1998, 54, 39–46. [Google Scholar]
- Abou El Naga, H.H.; Salem, A.E.M. Effect of worn metals on the oxidation of lubricating oils. Wear 1984, 96, 267–283. [Google Scholar] [CrossRef]
- Aucelio, R.Q.; de Souza, R.M.; de Campos, R.C.; Miekeley, N.; Da Silva, C.L.P. The determination of trace metals in lubricating oils by atomic spectrometry. Spectrochim. Acta Part B At. Spectrosc. 2007, 62, 952–961. [Google Scholar] [CrossRef]
- Alder, J.F.; West, T.S. Atomic absorption and fluorescence spectrophotometry with a carbon filament atom reservoir: Part IX—The direct determination of silver and copper in lubricating oils. Anal. Chim. Acta 1972, 58, 331–337. [Google Scholar] [CrossRef]
- Hopp, H.U.; Erdoel Kohle, E. Atomic absorption spectrophotometric determination of zinc, calcium, barium and magnesium in mineral oil products. Petrochem. Brennst-Chem. 1974, 27, 435–442. [Google Scholar]
- Kahn, H.L.; Peterson, G.E.; Manning, D.C. Determination of Iron and chromium in used lubricating oils. At. Absorpt. Newsl. 1970, 9, 79–80. [Google Scholar]
- Schallis, J.E.; Kahn, H.L. Determination of tin in lubricating oils with a nitrous oxide-acetylene flame. At. Absorpt. Newsl. 1968, 7, 84. [Google Scholar]
- Bertrand, P.A.; Bauer, R.; Fleischauer, P.D. Determination of lead in lubricating oils by isotopic dilution secondary ion mass spectrometry. Anal. Chem. 1980, 52, 12–79. [Google Scholar] [CrossRef]
- Kiss, R.H.; Bartels, T.T. Improved atomic absorption techniques for measuring iron particles in lubricating oil. At. Absorpt. Newsl. 1970, 9, 78. [Google Scholar]
- Peterson, G.E.; Kahn, H.L. The determination of barium, calcium and zinc in additives and lubricating oils using atomic absorption spectrophotometry. At. Absorpt. Newsl. 1970, 9, 71. [Google Scholar]
- Lukasiewicz, R.J.; Buell, B.E. Direct determination of manganese in gasoline by atomic absorption spectrometry in the nitrous oxide-hydrogen flame. Appl. Spectrosc. 1977, 31, 541–547. [Google Scholar] [CrossRef]
- Robbins, W.K.; Walker, H.H. Analysis of petroleum for trace metals. Determination of trace quantities of cadmium in petroleum by atomic absorption spectrometry. Anal. Chem. 1975, 47, 1269–1275. [Google Scholar] [CrossRef]
- Yusaf, T.; Yusaf, B.F.; Elawad, M.M. Crude palm oil fuel for diesel-engines: Experimental and ANN simulation approaches. Energy 2011, 36, 4871–4878. [Google Scholar] [CrossRef]
- Owrang, F.; Mattsson, H.; Olsson, J.; Pedersen, J. Investigation of oxidation of a mineral and a synthetic engine oil. Thermochim. Acta 2004, 413, 241–248. [Google Scholar] [CrossRef]
- Maduako, A.U.C.; Ofunner, G.C.; Ojinnaka, C.M. The role of metals in the oxidative degradation of automotive crankcase oils. Tribol. Int. 1996, 29, 153–160. [Google Scholar] [CrossRef]
- Von Fuchs, G.H.; Diamond, H. Oxidation characteristics of lubricating oils. Ind. Eng. Chem. 1942, 34, 927–937. [Google Scholar] [CrossRef]
© 2013 by the authors; licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution license (http://creativecommons.org/licenses/by/3.0/).
Share and Cite
Hamawand, I.; Yusaf, T.; Rafat, S. Recycling of Waste Engine Oils Using a New Washing Agent. Energies 2013, 6, 1023-1049. https://0-doi-org.brum.beds.ac.uk/10.3390/en6021023
Hamawand I, Yusaf T, Rafat S. Recycling of Waste Engine Oils Using a New Washing Agent. Energies. 2013; 6(2):1023-1049. https://0-doi-org.brum.beds.ac.uk/10.3390/en6021023
Chicago/Turabian StyleHamawand, Ihsan, Talal Yusaf, and Sardasht Rafat. 2013. "Recycling of Waste Engine Oils Using a New Washing Agent" Energies 6, no. 2: 1023-1049. https://0-doi-org.brum.beds.ac.uk/10.3390/en6021023