3.2. Effect of Selector Thickness on Grain Selection
The influence of particle selector thickness on selection is shown in
Figure 4. Setting the take-off angle of 40° in the grain selection, obviously, when the selector is increased from 2.6 mm to 3 mm thick, one can select a single crystal, and the height of the SX structure decreases. However, as the selector thickness increases beyond 3 mm, the thicker selector cannot select SX. In addition, when the thickness of the selector decreases to less than 2.6 mm, the mold casting is prone to wax deformation due to the low strength of the selector, so this paper does not study selectors with thicknesses less than 2.6 mm. Therefore, a 3 mm selector is recommended to ensure the stability of the new selector.
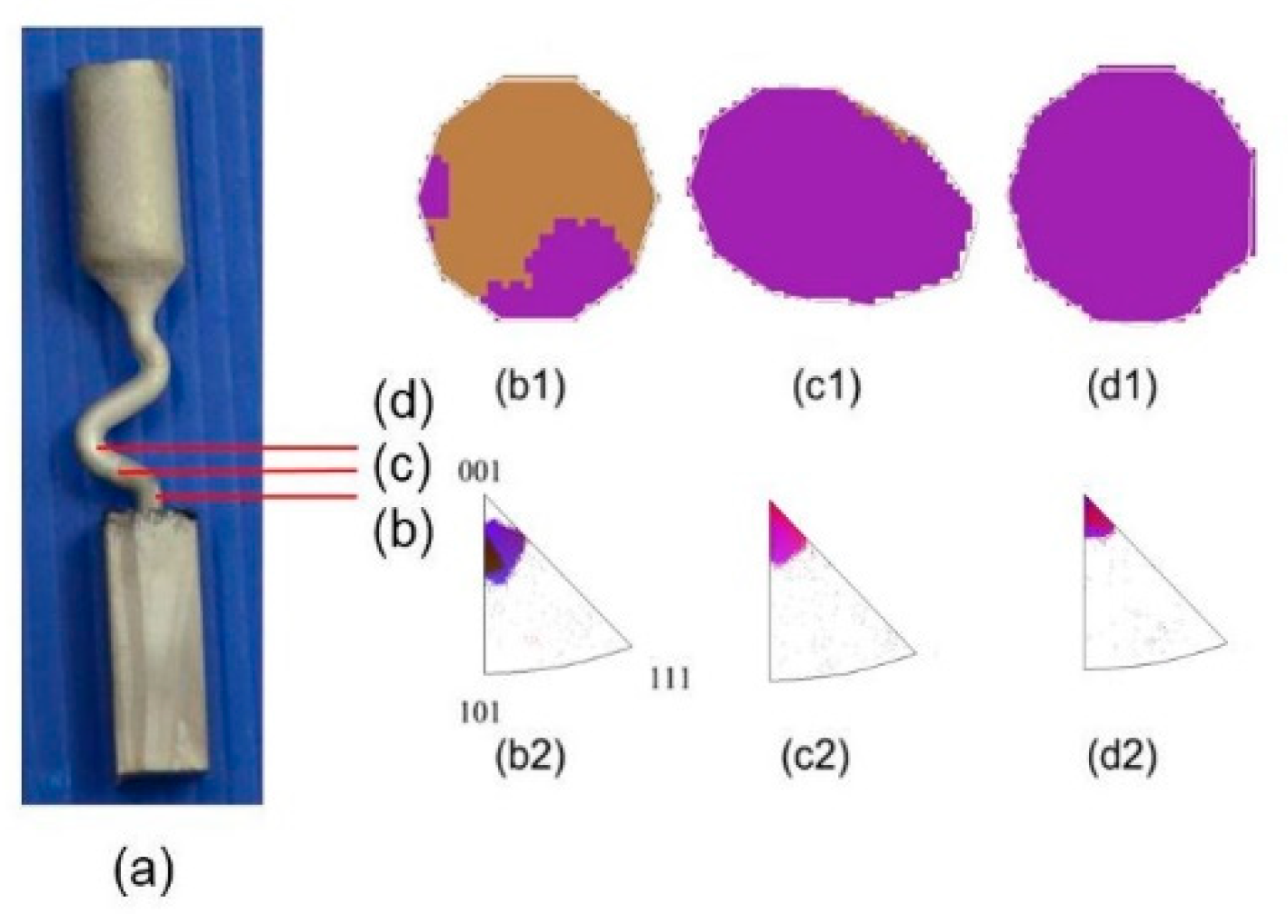
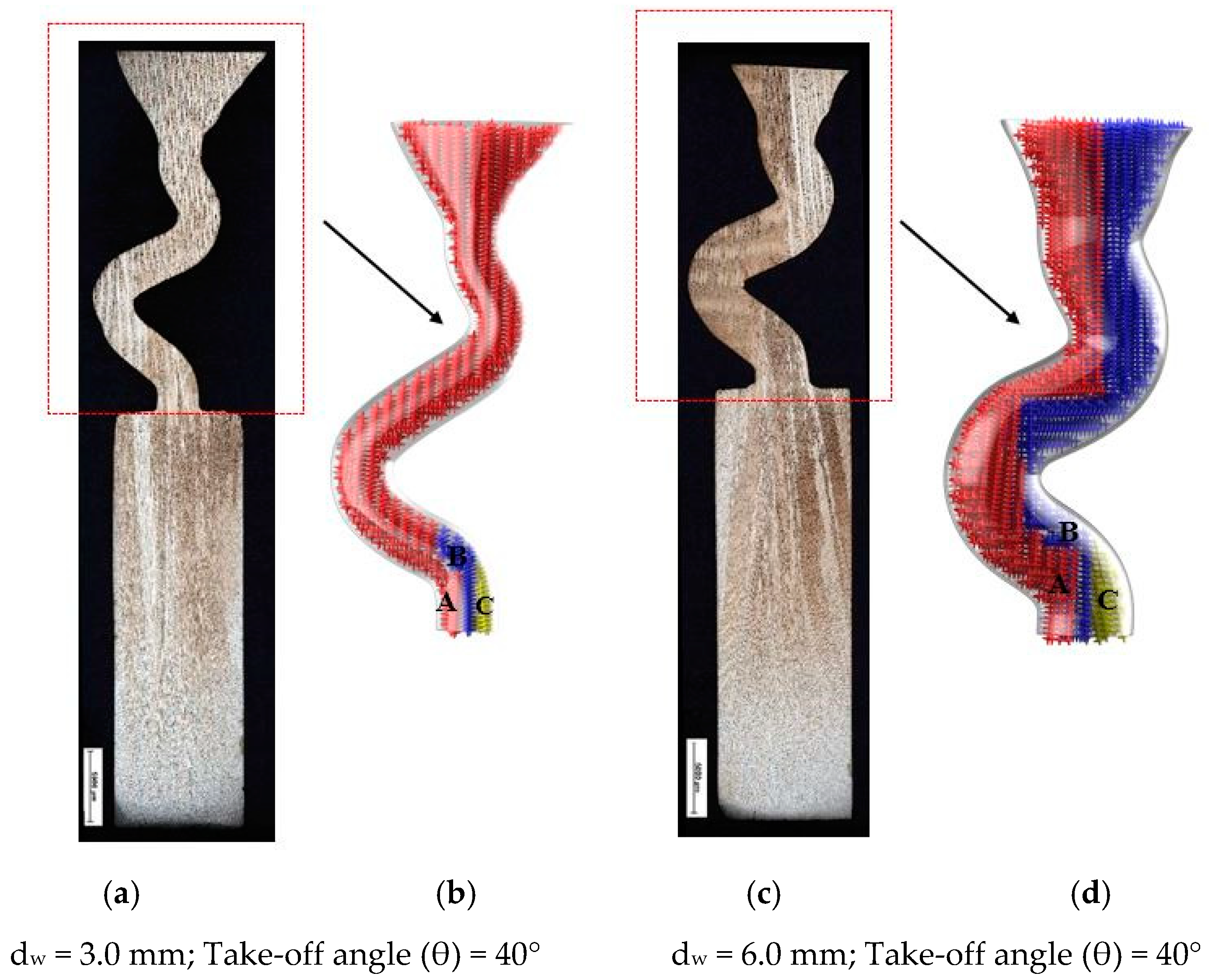
As can be seen in
Figure 5, there are three different kinds of grains growing in the selector part with diameters of 3 mm (b) and 6 mm (d). First, all three grains were planted at the same rate due to the withdrawal rate. Grain A has further room for growing in the horizontal direction, while the horizontal growth of grain B is blocked by grain A, so grain B must keep growing vertically until it exceeds the barrier built by grain A. Grain C is totally overgrown by grain A and grain B. With increasing selector thickness (as shown in
Figure 5b), dendrite growth of grain B have enough space, overcomes the shortages of dendrite growth. Therefore, both grain B and grain A can grow in the casting.
As shown in
Figure 6, in zone 1, the vertical growth rate of the three particles was the same due to the same recovery rate. When the grain reaches the turning position in zone 1, there is still room for grain 1 to grow along the direction of the tunnel, while the growth of grain 2 is blocked by grain 1, so grain 2 must grow vertically until the blockage caused by grain 1 is overcome. Grain 3 is completely blocked by grain 1 and grain 2.
Figure 6a shows the schema of the grain selection process in a grain selector with a diameter less than 3 mm. It is clear that grain 1 grows horizontally with a higher velocity than grain 2. That means after grain 1 reaches the turning point of the selection tunnel, the growth front of grain 2 may still stay in the middle of zone 1, so there will be a great probability that the further growth of grain 2 is blocked by the tilt dendrite of grain 1. In that case, grain 2 stops growing before entering zone 2, and the increasing diameter (when it is under 3 mm) has little influence on the grain selection height. As a result, the grain selection height remains constant.
Figure 6b shows the grain selection process of a grain selection machine with a diameter between 3 mm and 4.6 mm. In this case, grain 2 has a chance to reach zone 2, but due to the combined effect of the dendrite diameter of grain 1 and the rate difference between grain 1 and grain 2 (the dendrite diameter of grain 1 is large and cannot block the dendrite of grain 2), it is difficult for grain 2 to reach zone 3. The growth of grain 2 was blocked by the boundary of the selected channel, which could also explain the jump of the selected height of the grain when the diameter of the grain reached 3 mm. Then, with the increase of diameter (3–4.6 mm), the selected height of grains gradually increased, but did not jump to another height. This is because the growth of grain 2 was blocked by the boundary of the selected channel (the boundary between zones 2 and 3).
When the diameter of the selector is larger than 4.6 mm, as shown in
Figure 6c, the boundary of the selected channel will no longer prevent the growth of the grain from zone 2 to zone 3. In other words, grain 1 and grain 2 both go into region 3. In this case, grain 2 grew vertically until the dendrite of grain 1 in zone 3 stopped growing. This means that when the diameter reaches 4.6 mm, the selected height of grain will jump again. Increasing the diameter has little influence on the selected height of grain, because grain 2 grows vertically in the tunnel in zone 3 and is eventually blocked by grain 1. However, when the diameter is large enough, grain 1 can no longer prevent grain 2 from growing into turbine blades. In this case, stray particles are formed.
To sum up, dendrites that deviate from the preferential dendrite can grow on the boundary of the selected part. The growth space of the spurious crystals is obviously larger than that of the smaller diameter selectors for the larger diameter selectors. Therefore, the spurious grains occupy the space of the preferential dendrites and grow together and stay in the bar, resulting in poor mechanical properties of the casting. For the selectors with smaller diameter, although the wall of the selectors provides a location for stray grains, there is no room for further growth of stray grains due to competition with priority dendrites that have not yet grown, which can prevent the defects of stray grains.
Although the results show that the effect of selecting the smaller diameter selector is better, in practical application, the weight of the bar will deform the selected part due to its weak stiffness. Considering the appearance of stray grains and the variation trend of deflection angle, the Z-type grain selector with a diameter of 3 mm was selected.
3.3. Effect of Take-Off Angle on Grain Selection
Figure 7 shows the influence of take-off angle on grain selection when the thickness of the selector is 3 mm. The SX can be chosen successfully with a take-off angle (theta) less than 40°. The selected height decreases with the decrease of take-off angle. The results show that with the decrease of the take-off angle, the selection efficiency of the two-dimensional selector is improved. However, when the angle of departure is less than 15°, the structure is unstable. The wax 2-D selector breaks easily when assembled with the casting into the die set. Considering the stability of the 2-D selector, it is recommended that the take-off angle be 40°.
Figure 8 shows the dendrite structure part of the selector at take-off angles of 15° and 40° and the corresponding principle diagram. As can be seen, three grains grow from the starter block to the selector portion of the two-dimensional selector. Due to well consistent with the vertical temperature gradient and resulted lower undercooling, the dendrite tip of grain B grow faster than the dendrite tips of grains A and C. Similarly, the grain C is overgrown by grain B since its primary tips are impinged not only by the mold wall but also the dendrite trunks of grain B. When the selector’s take-off angle is big enough (
Figure 8B), grains A and B can grow into the castings due to enough space or undercooling. However, when the take-off angle is reduced, the position of particle A receives better cooling conditions due to the suspended structure. The growth and branching rate of the dendrite arm of grain A is higher than that of grain B, which hinders the growth of grain B. Therefore, only grain A can survive and grow into casting, as shown in
Figure 8A.
Figure 9a,b shows that, with increasing take-off angles, the heat flow becomes homogeneous resulting in a smaller difference in temperature between grain 1 and grain 2. In other words, with the increase of the take-off angle, grain 2 can reach a higher position in zone 2 leading to an increasing grain selection height under 40°.
When the angle of departure finally reaches 40°, as shown in
Figure 9c, grain 2 could finally reach area of grain 1 through the selection of the grain growth in tunnel. In this case, the growth of grain 1 was blocked vertically by the boundary of the selected tunnel, while the growth of grain 2 was blocked horizontally. The position of the grain 1 block is defined as the grain option height when a Z-form selectors take-off angle is 40°. A take-off angle of more than 40° results in stray grains.
To sum up, dendrites that deviate from the preferential dendrite can grow on the boundary of the selected part. The larger the take-off angle of the selector, the growth space along the growth direction deviates from the crystal is much larger than the smaller the take-off angle of the selector; therefore, the stray grain occupies the space of preferential dendrites, so they grow together and stay in the rod, so the mechanical properties of the cast component will be greater than that of the single crystal component. The selectors with smaller take-off angles, although the selectors walls provide the location of stray grains, do not favor dendritic growth due to competition, and the further growth of stray grains was hindered, because there are no more spatial barriers to select parts, and stray grain defects are preventable.
The results prove that it is better to choose selector with a smaller take-off angle, but in the reality, the weight of the rod will deform the selection part due to its weak rigidness.











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}



