Fabrication and Characterization of the Newly Developed Superalloys Based on Inconel 740


 ,
,
Abstract
:1. Introduction
2. Experimental Procedure
2.1. Fabrication of Castings
2.2. Preparation of the Samples
3. Results and Discussion
3.1. Characterization of Primary Microstructure by Light Microscopy
3.2. Microsegregation of Alloying Elements Studied by SEM-EDX
3.3. Characterization of the Primary Microstructure of Castings
3.4. Analysis of Coefficient of Thermal Expansion by Dilatometry
3.5. Influence of Chemical Composition on the Solidus and Liquidus Temperatures Studied by DSC
3.6. Influence of Chemical Composition Modifications on Hardness
4. Conclusions
- -
- Typical dendritic structures with significant segregation of microstructural constituents to interdendritic spaces were observed in the castings.
- -
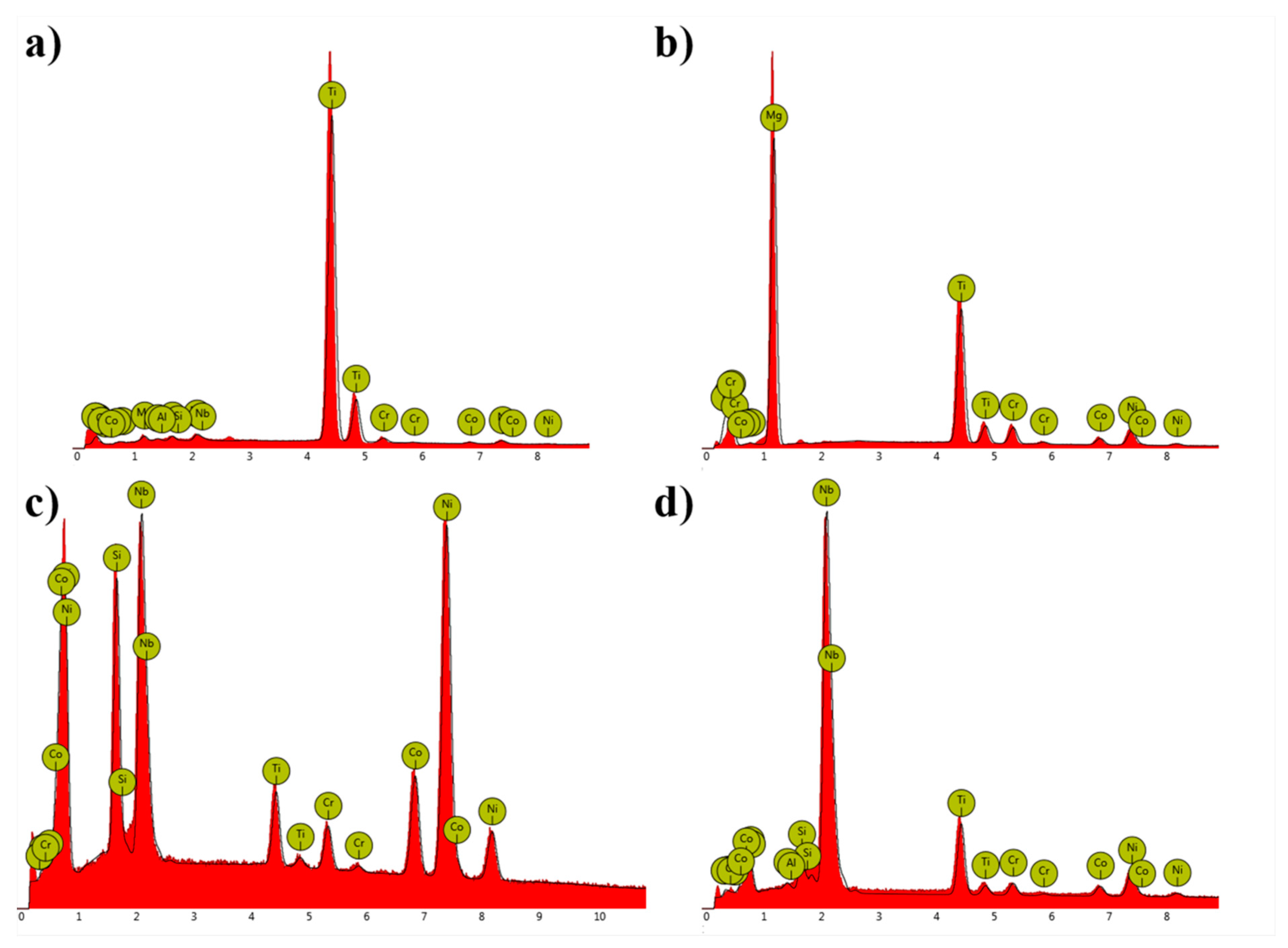
- In the remelted Inconel 740, (Nb, Ti)C, TiN, MgO were found. Moreover, phases exhibiting features typical for G-phase and η were detected.
- -
- In all modified castings, the Nb-rich blocky-precipitates, (Nb, Ti, Ta)C carbides, TiN nitrides, oxides, and fine γ’ were observed. In A1–A3 and A6 the Ti-rich needles (probably η phase) were detected, whereas in A4 and A5 variants: eutectic γ-γ’ islands. Variants with the highest Al/Ti ratios had additionally the Al-rich and Cr-rich precipitates.
- -
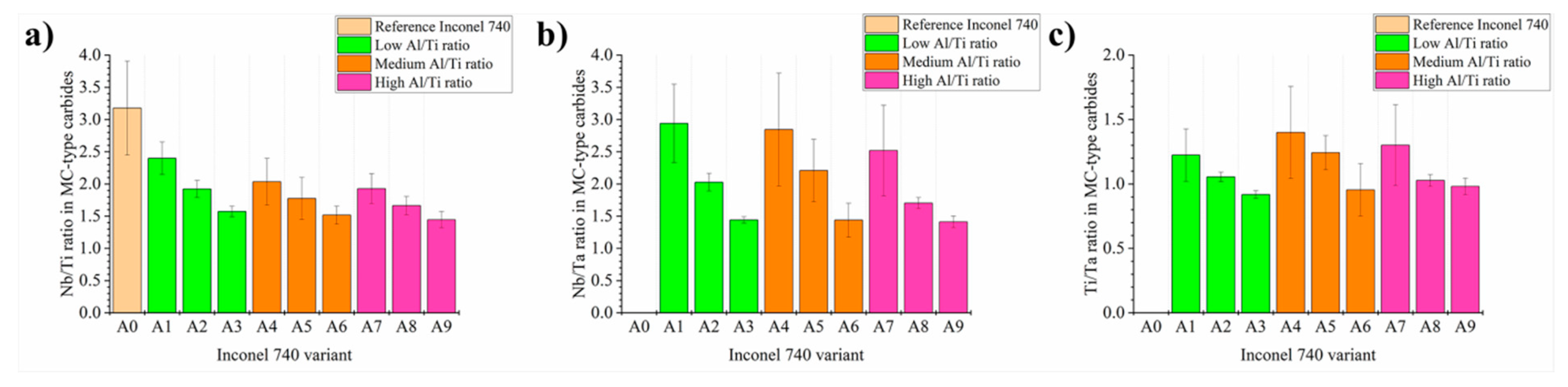
- With an increase of Ta concentration in each superalloy group (low, medium and high Al/Ti ratio) the Nb/Ti, Nb/Ta and Ti/Ta concentration ratios in carbides decrease gradually.
- -
- In the A0 variant, solidus and liquidus temperatures were higher than in the modified alloys, respectively 1230 °C and 1368 °C. The lowest temperatures observed were in the variants with a high Al/Ti ratio, which also resulted in a narrow solidification ranges, not exceeding 100 °C. With the decrease in Al/Ti, the range of crystallization was wider, even more than 130 °C. These results indicated a much stronger effect of Al than Ta on these phase transformation temperatures.
- -
- All modified variants had higher coefficients of thermal expansion in the temperature range 25–1200 °C. In A0 variant it was 1.86 × 10−5 K−1, while the highest in A4, 2.07 × 10−5 K−1.
- -
- Hardness of the reference as-cast Inconel 740 was 209 HV10. By modification of the chemical composition this value increased at least by 50%. The highest hardness value was in A8 variant, 423HV10.
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Xie, X.; Wu, Y.; Chi, C.; Zhang, M. Superalloys for Advanced Ultra-Super-Critical Fossil Power Plant Application. In Superalloys; Aliofkhazraei, M., Ed.; IntechOpen: London, UK, 2015; pp. 51–76. [Google Scholar] [CrossRef] [Green Version]
- Detrois, M.; Rozman, K.A.; Jablonski, P.D.; Hawk, J.A. Thermal processing design of cast Inconel Alloy 740H for improved mechanical performance. In Proceedings of the 9th International Symposium on Superalloy 718 & Derivatives: Energy, Aerospace, and Industrial Applications, Pittsburgh, PA, USA, 3–6 June 2018; pp. 829–846. [Google Scholar] [CrossRef]
- Ennis, P. Nickel-Base Alloys for Advanced Power Plant Components. Coal Power Plant Materials and Life Assessment; Woodhead Publishing: Shaston/Cambridge, UK, 2014; pp. 147–167. [Google Scholar] [CrossRef]
- Rakoczy, Ł.; Grudzień, M.; Tuz, L.; Pańcikiewicz, K.; Zielińska-Lipiec, A. Microstructure and properties of a repair weld in a nickel based superalloy gas turbine component. Adv. Mat. Sci. 2017, 17, 55–63. [Google Scholar] [CrossRef] [Green Version]
- Abbasi, M.; Kim, D.; Shim, J.; Jung, W. Effect of alloyed aluminum and titanium on the oxidation behavior of Inconel 740 superalloy. J. Alloys Compd. 2016, 658, 21–221. [Google Scholar] [CrossRef]
- Pirowski, Z. Nickel Alloys as a Modern Casting Material for Operation in Extreme Operating Conditions; Foundry Research Institute: Cracow, Poland, 2013. (In Polish) [Google Scholar]
- Abstoss, K.G.; Schmigalla, S.; Schultze, S.; Mayr, P. Microstructural changes during creep and aging of a heat resistant MARBN steel and their effect on the electrochemical behaviour. Mat. Sci. Eng. A 2019, 743, 233–242. [Google Scholar] [CrossRef]
- Rakoczy, Ł.; Grudzień, M.; Cygan, R.; Zielińska-Lipiec, A. Effect of cobalt aluminate content and pouring temperature on macrostructure, tensile strength and creep rupture of Inconel 713 castings. Arch. Metall. Mater. 2019, 63, 1537–1545. [Google Scholar] [CrossRef]
- Rakoczy, Ł.; Grudzień, M.; Cygan, R. Influence of melt-pouring temperature and composition of primary coating of shell mold on tensile strength and creep resistance of Ni-based superalloy. J. Mat. Eng. Perform. 2019, 28, 3826–3834. [Google Scholar] [CrossRef]
- Dudziak, T.; Deodeshmukh, V.; Backert, L.; Sobczak, N.; Witkowska, M.; Ratuszek, W.; Chruściel, K.; Zieliński, A.; Sobczak, J.; Bruzda, G. Phase investigation under steam oxidation process at 800 °C for 1000 h of advanced steels and Ni-based alloys. Oxid. Met. 2017, 87, 139–158. [Google Scholar] [CrossRef] [Green Version]
- Rakoczy, Ł.; Grudzień-Rakoczy, M.; Cygan, R. The influence of shell mold composition on the as-cast macro- and micro-structure of thin-walled IN713C superalloy casting. J. Mat. Eng. Perform. 2019, 28, 3974–3985. [Google Scholar] [CrossRef] [Green Version]
- Hanning, F.; Khan, A.K.; Steffenburg-Nordenström, J.; Ojo, O.; Andersson, J. Investigation of the effect of short exposure in the temperature range of 750–950 °C on the ductility of Haynes® 282® by advanced microstructural characterization. Metals 2019, 9, 1357. [Google Scholar] [CrossRef] [Green Version]
- Matysiak, H.; Zagorska, M.; Andersson, J.; Balkowiec, A.; Cygan, R.; Rasinski, M.; Pisarek, M.; Andrzejczuk, M.; Kubiak, K.; Kurzydlowski, K.J. Microstructure of Haynes® 282® superalloy after vacuum induction melting and investment casting of thin-walled components. Materials 2013, 6, 5016–5037. [Google Scholar] [CrossRef] [Green Version]
- Wilk-Kołodziejczyk, D.; Regulski, K.; Giętka, T.; Gumienny, G.; Jaśkowiec, K.; Kluska-Nawarecka, S. The selection of heat treatment parameters to obtain austempered ductile iron with the required impact strength. J. Mat. Eng. Perform. 2018, 27, 5865–5878. [Google Scholar] [CrossRef] [Green Version]
- Di Gianfrancesco, A. Materials for Ultra-Supercritical and Advanced Ultra-Supercritical Power Plants; Woodhead Publishing: Shaston/Cambridge, UK, 2017. [Google Scholar]
- Zhao, S.Q.; Xie, X.S.; Smith, G.D.; Patel, S.J. Microstructural stability and mechanical properties of a new nickel-based superalloy. Mater. Sci. Eng. A 2003, 355, 96–105. [Google Scholar] [CrossRef]
- Baker, B.A. A new alloy designed for superaheater tubing in coal-fired ultra supercritical boilers. In Proceedings of the International Symposium on Superalloys 718, 625, 706 and Derivatives, TMS (The Minerals, Metals & Materials Society), Pittsburgh, PA, USA, 2–5 October 2005; pp. 601–611. [Google Scholar]
- Unocic, K.A.; Shingledercker, J.P.; Tortorelli, P.F. Microstructural changes in Inconel 740after long-term aging in the presence and absence of stress. JOM 2014, 66, 2535–2542. [Google Scholar] [CrossRef]
- Rai, A.K.; Tripathy, H.P.; Hajra, R.N.; Raju, S.; Saibaba, S.; Jayakumar, T. Measurement of high temperature phase stability and thermophysical properties of alloy 740. Mat. Sci. Technol. 2016, 32, 488–497. [Google Scholar] [CrossRef]
- Zhao, S.G. Experimental investigation and thermodynamic calculation on phase precipitates of Inconel 740. Acta Metall. Sin. 2006, 19, 425–431. [Google Scholar] [CrossRef]
- Grudzień, M.; Cygan, R.; Pirowski, Z.; Rakoczy, Ł. Microstructural characterization of Inconel 713C superalloy after creep testing. Trans. Found. Res. Inst. 2018, 58, 39–45. [Google Scholar] [CrossRef]
- Rozman, K.A.; Detrois, M.; Jablonski, P.D.; Hawk, J.A. Mechanical performance of various Inconel®740/740H alloy compositions for use in A-USC castings. In Proceedings of the 9th International Symposium on Superalloy 718 & Derivatives: Energy, Aerospace, and Industrial Applications, Pittsburgh, PA, USA, 3–6 June 2018; pp. 611–627. [Google Scholar] [CrossRef]
- Chong, Y.; Liu, Z.; Godfrey, A.; Wang, L.; Liu, W.; Weng, Y. Heat treatment of a candidate material for 700 °C A-USC power plants. J. Iron Steel. Res. Inter. 2015, 22, 150–156. [Google Scholar] [CrossRef]
- Sroka, M.; Zieliński, A.; Hernas, A.; Kania, Z.; Tański, T.; Śliwa, A. The effect of long-term impact of elevated temperature on changes in the microstructure of Inconel 740H alloy. Metalurgija 2017, 56, 333–336. Available online: https://hrcak.srce.hr/180976 (accessed on 20 February 2020).
- Zieliński, A.; Sroka, M.; Dudziak, T. Microstructure and mechanical properties of Inconel 740H after long-term service. Materials 2018, 11, 2130. [Google Scholar] [CrossRef] [Green Version]
- Shingledecker, J.P.; Evans, N.D.; Pharr, G.M. Influences of composition and grain size on creep-rupture behavior of Inconel®alloy 740. Mat. Sci. Eng. A 2013, 578, 277–286. [Google Scholar] [CrossRef]
- Zhao, S.; Xie, X.; Smith, G.D.; Patel, S.J. Research and Improvement on structure stability and corrosion resistance of nickel-base superalloy Inconel alloy 740. Mat. Design. 2006, 27, 1120–1127. [Google Scholar] [CrossRef]
- Shin, G.S.; Yun, J.Y.; Park, M.C.; Kim, S.J. Effect of Mo on the thermal stability of γ’ precipitate in Inconel 740 alloy. Mat. Char. 2014, 95, 180–186. [Google Scholar] [CrossRef]
- Xie, X.; Zhao, S.; Dong, J.; Smith, G.D.; Baker, B.A.; Patel, S.J. Modification of Ni-Cr-Co-Mo-Nb-Ti-Al superalloy for USC power plant application at temperature above 750°C. Mat. Sci. Forum. 2007, 561–656, 471–476. [Google Scholar] [CrossRef]
- Buckman, R.W. New applications for tantalum and tantalum alloys. JOM 2000, 52, 40–41. [Google Scholar] [CrossRef]
- Janowski, G.M.; Heckel, R.W.; Pletka, B.J. The effects of tantalum on the microstructure of two polycrystalline nickel-base superalloys: B-1900 + Hf and MAR-M247. Metall. Trans. A 1986, 17, 1891–1905. [Google Scholar] [CrossRef]
- Jablonski, P.D.; Hawk, J.A. Inconel® Alloy 740: Potential for use in A-USC castings. In Proceedings of the 8th International Symposium on Superalloy 718 & Derivatives: Energy, Aerospace, and Industrial Applications, Pittsburgh, PA, USA, 29 September–1 October 2014; pp. 829–846. [Google Scholar]
- Angrecki, M.; Kamińska, J.; Jakubski, J.; Wieliczko, P. Strength properties of ceramic moulds containing spent moulding sand after initial reclamation. Arch. Found. Eng. 2019, 19, 5–10. [Google Scholar] [CrossRef]
- ISO. 2431:2019 Paints and Varnishes—Determination of Flow Time by Use of Flow Cups; ISO: Geneva, Switzerland, 2019. [Google Scholar]
- Krzak, I.; Tchórz, A.; Pirowski, Z.; Jaśkowiec, K.; Grudzień, M.; Purgert, R. Quality check of H282 castings by Computed Tomography (CT) technique. Trans. Found. Research Inst. 2018, 58, 2019–2225. [Google Scholar] [CrossRef]
- ASTM. B983—16E1 Standard Specification for Precipitation Hardened or Cold Worked, Seamless Nickel Alloy Pipe and Tube; ASTM: West Conshohocken, PA, USA, 2017. [Google Scholar]
- Franke, M.M.; Hilbinger, R.M.; Konrad, C.H.; Glatzel, U.; Singer, R.F. Numerical determination of secondary dendrite arm spacing for IN738LC investment casting. Metall. Trans. A 2011, 42A, 1847–1853. [Google Scholar] [CrossRef]
- Matysiak, H.; Zagorska, M.; Balkowiec, A.; Adamczyk-Cieslak, B.; Dobkowski, K.; Koralnik, M.; Cygan, R.; Nawrocki, J.; Cwajna, J.; Kurzydłowski, K. The influence of the melt-pouring temperature and inoculant content on the macro and microstructure of the IN713C Ni-based superalloy. JOM 2016, 68, 185–197. [Google Scholar] [CrossRef] [Green Version]
- Evans, N.D.; Maziasz, P.J.; Swindeman, R.W.; Smith, G.D. Microstructure and phase stability in Inconel alloy 740 during creep. Scr. Mat. 2004, 51, 503–507. [Google Scholar] [CrossRef]
- Rozmus-Górnikowska, M.; Blicharski, M. Microsegregation and precipitates in Inconel 625 arc weld overlay coatings on boiler pipes. Arch. Metall. Mat. 2015, 60, 2599–2605. [Google Scholar] [CrossRef] [Green Version]
- Petrzak, P.; Kowalski, K.; Blicharski, M. Analysis of phase transformations in Inconel 625 alloy during annealing. Acta Phys. 2016, 130, 1041–1044. [Google Scholar] [CrossRef]
- Baeslack, W.A.; Ernst, S.C.; Lippold, J.C. Weldability of high-strength, low-expansion superalloys. Weld. J. 1989, 68, 418s–430s. [Google Scholar]
- Bouse, G.K. Eta (η) and Platelet Phases in Investment Cast Superalloys. In Proceedings of the 8th International Symposium Superalloys 1996, Pittsburgh, PA, USA, 22–26 September 1996; pp. 163–172. [Google Scholar]
- Jena, A.K.; Chaturvedi, M.C. The role of alloying elements in the design of nickel-base superalloys. J. Mat. Sci. 1984, 19, 3121–3139. [Google Scholar] [CrossRef]
- Raghavan, V. Al-Cr-Ni (Aluminum-Chromium-Nickel). J. Phase Equilibria Diffus. 2008, 29, 175. [Google Scholar] [CrossRef]
- Sohrabi, M.J.; Mirzadeh, H.; Rafiei, M. Solidification behavior and Laves phase dissolution during homogenization heat treatment of Inconel 718 superalloy. Vacuum 2018, 154, 235–243. [Google Scholar] [CrossRef]
- Rakoczy, Ł.; Cygan, R. Analysis of temperature distribution in shell mould during thin-wall superalloy casting and its effect on the resultant microstructure. Arch. Civ. Mech. Eng. 2018, 18, 144–1450. [Google Scholar] [CrossRef]
- Shi, X.; Duan, S.; Yang, W.; Guo, H.; Guo, J. Solidification and segregation behaviors of superalloy IN718 at a slow cooling rate. Materials 2018, 11, 2398. [Google Scholar] [CrossRef] [Green Version]
- Knorovsky, G.A.; Cieslak, M.J.; Headley, T.J.; Romig, A.D.; Hammetter, W.F. Inconel 718: A solidification diagram. Metall. Trans. A 1989, 20, 2149–2158. [Google Scholar] [CrossRef]
- Baeslack, W.A.; West, S.L.; Kelly, T.J. Weld cracking in Ta-modified cast Inconel 718. Scr. Metall. 1988, 22, 729–734. [Google Scholar] [CrossRef]
- Reed, R.C.; Yeh, A.C.; Tin, S.; Babu, S.S.; Miller, M.K. Identification of the partitioning characteristics of ruthenium in single crystal superalloys using atom probe tomography. Scr. Mat. 2004, 51, 327–331. [Google Scholar] [CrossRef]
- Rakoczy, Ł.; Grudzień, M.; Zielińska-Lipiec, A. Contribution of microstructural constituents on hot cracking of MAR-M247 nickel based supealloy. Arch. Met. Mat. 2018, 63, 181–189. [Google Scholar] [CrossRef]
- Bała, P. Ni-Ta-Al-M Alloys with High Carbon Concentration; AGH University of Science and Technology: Cracow, Poland, 2012. (In Polish) [Google Scholar]
- Pyczak, F.; Devrient, B.; Mughrabi, H. The effects of different alloying elements on the thermal expansion coefficients, lattice constants and misfit of nickel-based superalloys investigated by X-ray diffraction. Superalloys 2004, 827–836. [Google Scholar] [CrossRef]
















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Figure 30. | Description | ||||||
|---|---|---|---|---|---|---|---|
| No of Layer | I | II | III | IV | V | VI | VII |
| Binder | Ludox PX 30 (synthetic amorphous silica) | ||||||
| Filler | Molochite flour (Al2O3, SiO2) | ||||||
| Ford viscosity (flow cup 6 mm) of slurry, (seconds) [34] | 32–35 | 20–22 | 22–24 | 24–26 | |||
| Sand grid, (mm) | 0.1–0.3 | 0.5–1 | - | ||||
| Drying time, (hours) | 6 | 4 | 8–12 | ||||
| Al/Ti Ratio | Ta Concentration | ||
|---|---|---|---|
| 2.0 (±0.10) | 3.0 (±0.15) | 4.0 (±0.20) | |
| 0.7 (±0.10) | A1 | A2 | A3 |
| 1.5 (±0.15) | A4 | A5 | A6 |
| 3.4 (±0.20) | A7 | A8 | A9 |
| Alloy | Cr | Co | Al | Ti | Nb | Fe | Mo | Mn | Si | C | Ta | Ni | |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Standard | Min. | 23.50 | 15.00 | 0.20 | 0.50 | 0.50 | - | - | - | - | 0.005 | 0.00 | Balance |
| 740 | 24.50 | 20.00 | 0.90 | 1.80 | 2.00 | 0.70 | 0.50 | 0.30 | 0.50 | 0.03 | 0.00 | ||
| 740H | 24.50 | 20.00 | 1.35 | 1.35 | 1.50 | 0.70 | 0.50 | 0.30 | 0.15 | 0.03 | 0.00 | ||
| Max. | 25.50 | 22.00 | 2.00 | 2.50 | 2.50 | 3.00 | 1.00 | 1.00 | 1.00 | 0.08 | 0.00 | ||
| Experiment | A0 | 23.62 | 20.20 | 0.90 | 1.80 | 1.94 | 0.63 | 0.46 | 0.31 | 0.62 | 0.02 | 0.00 | |
| A1 | 22.34 | 19.96 | 1.30 | 1.72 | 1.80 | 0.62 | 0.43 | 0.30 | 0.59 | 0.03 | 2.00 | ||
| A2 | 22.46 | 19.91 | 1.28 | 1.78 | 1.92 | 0.61 | 0.43 | 0.30 | 0.60 | 0.02 | 3.00 | ||
| A3 | 22.41 | 19.91 | 1.31 | 1.68 | 1.88 | 0.62 | 0.44 | 0.30 | 0.61 | 0.02 | 4.00 | ||
| A4 | 22.84 | 19.71 | 2.80 | 1.82 | 1.92 | 0.63 | 0.42 | 0.29 | 0.59 | 0.03 | 2.00 | ||
| A5 | 22.74 | 19.69 | 2.82 | 1.76 | 1.80 | 0.64 | 0.43 | 0.30 | 0.60 | 0.03 | 3.00 | ||
| A6 | 22.28 | 19.85 | 2.75 | 1.83 | 1.94 | 0.56 | 0.43 | 0.22 | 0.56 | 0.02 | 4.00 | ||
| A7 | 21.76 | 18.85 | 6.06 | 1.81 | 1.88 | 0.63 | 0.42 | 0.29 | 0.60 | 0.03 | 2.00 | ||
| A8 | 21.20 | 19.05 | 6.34 | 1.76 | 1.82 | 0.61 | 0.40 | 0.28 | 0.56 | 0.03 | 3.00 | ||
| A9 | 21.43 | 18.65 | 6.12 | 1.84 | 1.86 | 0.62 | 0.42 | 0.29 | 0.60 | 0.03 | 4.00 |
| Alloy/Ratio | Al/Ti | Al+Ti | Ni/(Al+Ti) | Ta/Al | Ta/Ti | |
|---|---|---|---|---|---|---|
| Standard | Min. | 0.40 | 0.70 | ~86.00 | 0.00 | 0.00 |
| 740 | 0.50 | 2.70 | ~18.00 | 0.00 | 0.00 | |
| 740H | 1.00 | 2.70 | ~18.00 | 0.00 | 0.00 | |
| Max. | 0.80 | 4.50 | ~8.00 | 0.00 | 0.00 | |
| Experiment | A0 | 0.50 | 2.70 | 18.33 | 0.00 | 0.00 |
| A1 | 0.76 | 3.02 | 16.20 | 1.57 | 1.19 | |
| A2 | 0.72 | 3.06 | 15.60 | 2.30 | 1.66 | |
| A3 | 0.78 | 2.99 | 15.70 | 2.98 | 2.32 | |
| A4 | 1.54 | 4.62 | 10.16 | 0.72 | 1.11 | |
| A5 | 1.60 | 4.58 | 10.07 | 1.08 | 1.73 | |
| A6 | 1.50 | 4.58 | 9.94 | 1.46 | 2.20 | |
| A7 | 3.35 | 7.87 | 5.80 | 0.33 | 1.10 | |
| A8 | 3.60 | 8.10 | 5.56 | 0.46 | 1.65 | |
| A9 | 3.32 | 7.96 | 5.55 | 0.64 | 2.13 |
| Element | Ni | Nb | Cr | Co | Ta | Al | Ti | Ni/Nb | Nb/Ta | |
|---|---|---|---|---|---|---|---|---|---|---|
| Inconel 740 variant | A1 | 39.3 (±3.0) | 15.8 (±2.1) | 15.4 (±1.9) | 17.2 (±1.1) | 5.1 (±2.0) | 2.0 (±0.5) | 5.1 (±0.9) | 2.9 (±0.6) | 3.3 (±0.8) |
| A2 | 37.2 (±0.5) | 17.3 (±0.6) | 15.1 (±0.1) | 17.4 (±0.2) | 5.7 (±0.3) | 2.4 (±0.3) | 4.9 (±0.2) | 2.1 (±0.1) | 3.3 (±0.3) | |
| A3 | 37.0 (±1.5) | 15.2 (±1.6) | 16.4 (±1.2) | 17.5 (±0.4) | 6.3 (±0.5) | 2.7 (±0.8) | 5.0 (±0.5) | 2.5 (±0.3) | 2.4 (±0.2) | |
| A4 | 35.1 (±1.4) | 17.2 (±1.2) | 17.1 (±0.6) | 17.5 (±0.4) | 3.7 (±1.7) | 3.3 (±0.2) | 6.1 (±0.9) | 1.8 (±0.2) | 3.4 (±1.0) | |
| A5 | 34.6 (±1.0) | 17.5 (±0.4) | 16.4 (±0.3) | 17.3 (±0.4) | 5.2 (±0.3) | 4.0 (±0.9) | 5.1 (±0.3) | 2.0 (±0.1) | 3.3 (±0.2) | |
| A6 | 36.5 (±1.1) | 15.7 (±0.9) | 15.9 (±0.4) | 17.9 (±0.4) | 6.9 (±0.6) | 2.5 (±0.7) | 4.7 (±0.3) | 2.3 (±0.2) | 2.3 (±0.4) | |
| A7 | 30.2 (±0.9) | 19.1 (±0.4) | 19.5 (±0.3) | 18.2 (±0.5) | 4.1 (±0.3) | 4.2 (±0.2) | 4.7 (±0.5) | 1.6 (±0.1) | 4.7 (±0.3) | |
| A8 | 29.5 (±0.7) | 17.2 (±0.3) | 19.7 (±0.6) | 18.3 (±0.5) | 7.5 (±2.2) | 3.8 (±0.7) | 3.8 (±0.3) | 2.1 (±0.1) | 2.4 (±0.6) | |
| A9 | 29.1 (±0.8) | 16.7 (±0.7) | 19.6 (±1.1) | 18.0 (±0.9) | 8.7 (±2.5) | 4.3 (±0.6) | 3.5 (±0.3) | 1.7 (±0.1) | 2.0 (±0.5) | |
| Variant | A0 | A1 | A2 | A3 | A4 | A5 | A6 | A7 | A8 | A9 |
|---|---|---|---|---|---|---|---|---|---|---|
| Value × 10−5, (K−1) | 1.86 | 1.98 | 1.93 | 1.96 | 2.07 | 1.97 | 1.96 | 1.97 | 2.00 | 2.06 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Grudzień-Rakoczy, M.; Rakoczy, Ł.; Cygan, R.; Kromka, F.; Pirowski, Z.; Milkovič, O. Fabrication and Characterization of the Newly Developed Superalloys Based on Inconel 740. Materials 2020, 13, 2362. https://0-doi-org.brum.beds.ac.uk/10.3390/ma13102362
Grudzień-Rakoczy M, Rakoczy Ł, Cygan R, Kromka F, Pirowski Z, Milkovič O. Fabrication and Characterization of the Newly Developed Superalloys Based on Inconel 740. Materials. 2020; 13(10):2362. https://0-doi-org.brum.beds.ac.uk/10.3390/ma13102362
Chicago/Turabian StyleGrudzień-Rakoczy, Małgorzata, Łukasz Rakoczy, Rafał Cygan, František Kromka, Zenon Pirowski, and Ondrej Milkovič. 2020. "Fabrication and Characterization of the Newly Developed Superalloys Based on Inconel 740" Materials 13, no. 10: 2362. https://0-doi-org.brum.beds.ac.uk/10.3390/ma13102362