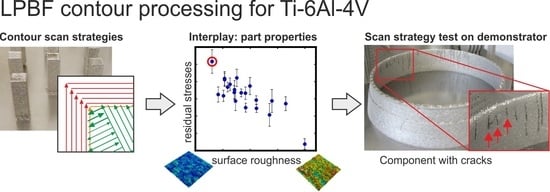
Pandora’s Box–Influence of Contour Parameters on Roughness and Subsurface Residual Stresses in Laser Powder Bed Fusion of Ti-6Al-4V

 , ,
, ,  ,
, 
Abstract
:
1. Introduction
2. Materials and Methods
2.1. Sample Manufacturing
2.2. Melt Pool Monitoring
- (i)
- only data points near the surface were considered from the selected region extending inwards 50 µm from the sample border;
- (ii)
- only the middle part of the contour line was selected to exclude possible inhomogeneity towards the start or end of a specific scan vector. An offset of 1 mm towards the corners was chosen;
- (iii)
- layers from a build height between 4 and 11 mm were evaluated;
- (iv)
- for data reduction only, each fifth measurement value (i.e., one value each 50 µs) was considered.
2.3. Roughness Measurements
2.4. Synchrotron X-ray Diffraction
3. Results
3.1. Effect of the Scan Pattern
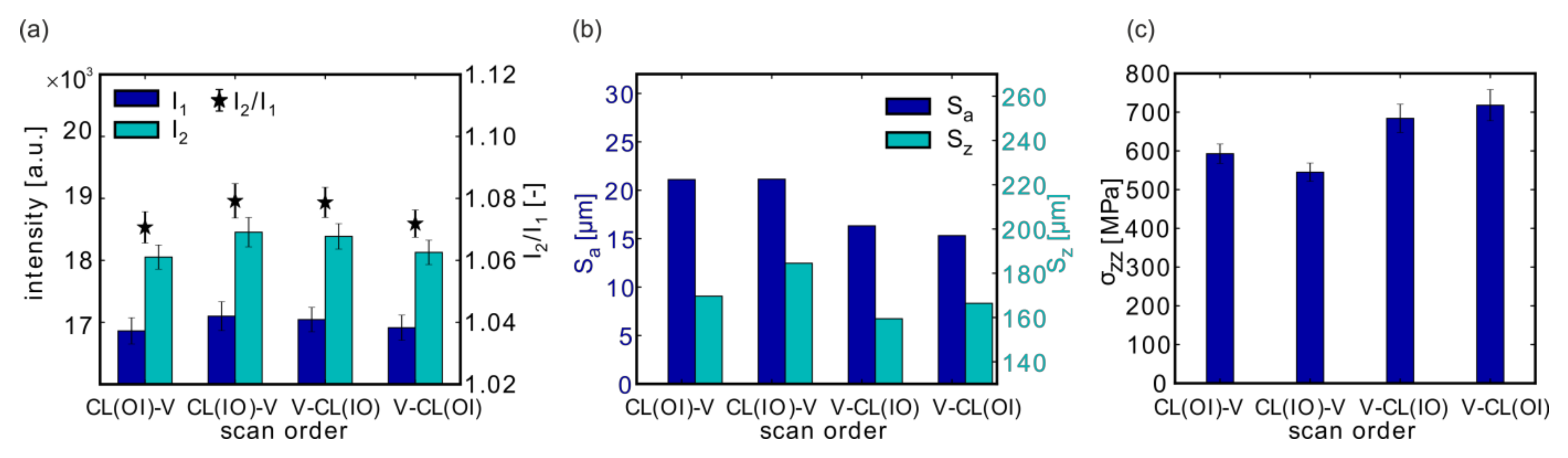
3.2. Effect of the Scan Order
3.3. Effect of the Number of Contour Lines
3.4. Variation of Main Laser Parameters
3.4.1. Effect of Laser Power
3.4.2. Effect of the Scanning Velocity
3.4.3. Effect of the Hatch Distance
3.5. Effect of Changing P, v, and h at Ev = const.
3.6. Effect of a Post-Processing Surface Treatment–Shot Peening
4. Discussion
4.1. Identification of the Dominating Influence Factors from Laser Power, Scan Velocity, and Hatch Distance on MPM, Surface Quality, and Residual Stresses
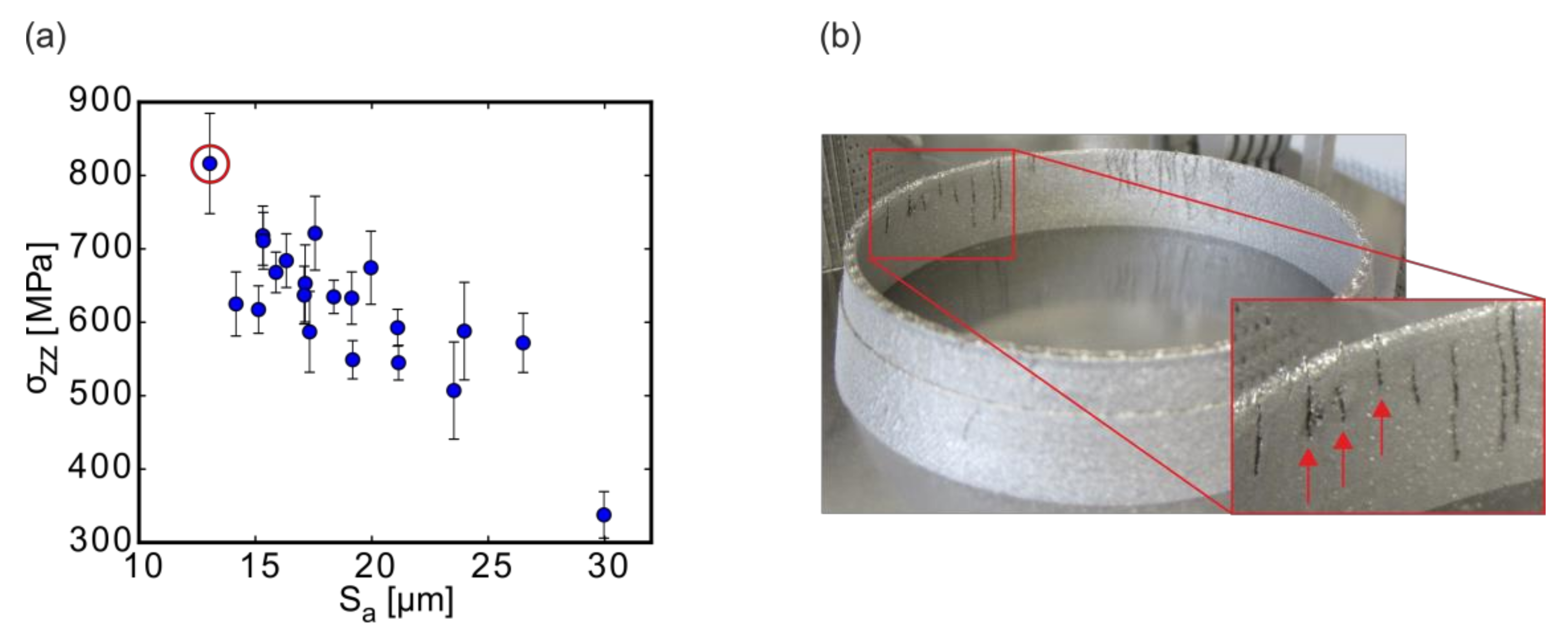
4.2. Correlation between Surface Roughness and Residual Stresses
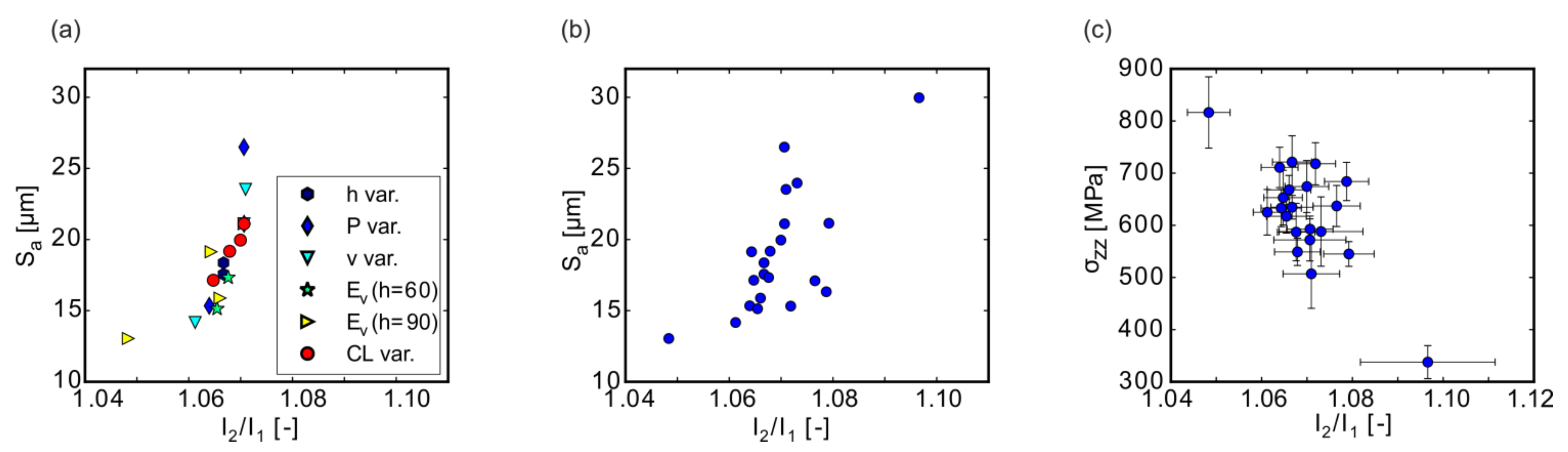
4.3. Correlation of MPM to Surface Roughness and Residual Stresses
5. Conclusions
- Sa and near-surface residual stresses σzz were intrinsically linked in the LPBF specimens.
- The ranges obtained for Sa and σzz implied a large potential for an optimization of the LPBF parameters, although due to the link between both and their inverse dependence on the laser power and scan velocity, this optimization might only result in a Pareto optimum. For the investigated sample geometry, the stresses in the build direction σzz increased up to a level at which macroscopic cracking in manufactured components occurred, when contour strategies focusing primarily on lowering the surface roughness were employed.
- Therefore, any parameter optimization has to be carried out carefully. An optimal contour scan strategy with vectors processed first from the outside and then on the inside (at 100 W, 1050 mm/s, and 90 µm contour hatch distance) prior to volume hatching can be recommended based on the analyzed Ti-6Al-4V samples. This strategy represents a trade-off between RS and roughness (σzz = 625 MPa, Sa = 14.2 µm).
- The MPM monitoring may be suitable to estimate the surface roughness from the intensity quotient I2/I1 of the two photodiodes: A correlation between I2/I1 and Sa was discovered particularly for groups of samples manufactured with similar contour strategies, e.g., for samples printed with the scan order “contour vectors (from outside to the inside), followed by volume hatching”. Due to the link between Sa and σzz, the MPM data I2/I1 can also be used to estimate the resulting residual stresses in the LPBF material. The predictive estimates of Sa and σzz from the melt pool monitoring during the LPBF process can be useful for the development of build strategies and parameter adaption in complex components.
Supplementary Materials
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
Appendix A

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| No | Scan Order | Scan Strategy Contour/# of Contour Lines | Scan Strategy Volume | Contour Parameters | Volume Parameters | Scan Pattern | ||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Power PCL (W) | Scan vel. vCL (mm/s) | Hatch hCL (µm) | Ev,cl (J/mm3) | Power P (W) | Scan vel. v (mm/s) | Hatch h (µm) | Ev (J/mm3) | |||||
| #01 | CL | CL(O-I) /∞ | - | 100 | 525 | 90 | 71 | - | - | - | - |  |
| #02 | - | CL(I-O)/∞ | - | 100 | 525 | 90 | 71 | - | - | - | - |  |
| #03 | V | -/0 | Chess | - | - | - | - | 100 | 525 | 90 | 71 |  |
| #04 | V | -/0 | Chess | - | - | - | - | 175 | 500 | 100 | 117 |  |
| #05 | CL-V | CL(O-I)/5 | Chess | 100 | 525 | 90 | 71 | 175 | 500 | 100 | 117 |  |
| #06 | CL-V | CL(I-O)/5 | Chess | 100 | 525 | 90 | 71 | 175 | 500 | 100 | 117 |  |
| #07 | V-CL | CL(I-O)/5 | Chess | 100 | 525 | 90 | 71 | 175 | 500 | 100 | 117 |  |
| #08 | V-CL | CL(O-I)/5 | Chess | 100 | 525 | 90 | 71 | 175 | 500 | 100 | 117 |  |
| #09 | CL-V | CL(O-I)/2 | Chess | 100 | 525 | 90 | 71 | 175 | 500 | 100 | 117 |  |
| #10 | CL-V | CL(O-I)/10 | Chess | 100 | 525 | 90 | 71 | 175 | 500 | 100 | 117 |  |
| #11 | CL-V | CL(O-I)/5 | Chess | 75 | 525 | 90 | 53 | 175 | 500 | 100 | 117 |  |
| #12 | CL-V | CL(O-I)/5 | Chess | 200 | 525 | 90 | 141 | 175 | 500 | 100 | 117 |  |
| #13 | CL-V | CL(O-I)/5 | Chess | 100 | 250 | 90 | 148 | 175 | 500 | 100 | 117 |  |
| #14 | CL-V | CL(O-I)/5 | Chess | 100 | 1050 | 90 | 35 | 175 | 500 | 100 | 117 |  |
| #15 | CL-V | CL(O-I)/5 | Chess | 100 | 525 | 60 | 106 | 175 | 500 | 100 | 117 |  |
| #16 | CL-V | CL(O-I)/5 | Chess | 100 | 525 | 120 | 53 | 175 | 500 | 100 | 117 |  |
| #17 | CL-V | CL(O-I)/5 | Chess | 75 | 394 | 90 | 71 | 175 | 500 | 100 | 117 |  |
| #18 | CL-V | CL(O-I)/5 | Chess | 200 | 1050 | 90 | 71 | 175 | 500 | 100 | 117 |  |
| #19 | CL-V | CL(O-I)/5 | Chess | 300 | 1575 | 90 | 71 | 175 | 500 | 100 | 117 |  |
| #20 | CL-V | CL(O-I)/5 | Chess | 66.7 | 525 | 60 | 71 | 175 | 500 | 100 | 117 |  |
| #21 | CL-V | CL(O-I)/5 | Chess | 100 | 787.5 | 60 | 71 | 175 | 500 | 100 | 117 |  |
References
- Dutta, B.; Froes, F.H. Chapter 1—The Additive Manufacturing of Titanium Alloys. In Additive Manufacturing of Titanium Alloys; Dutta, B., Froes, F.H., Eds.; Butterworth-Heinemann: Kidlington, UK, 2016; pp. 1–10. [Google Scholar] [CrossRef]
- ISO/ASTM 52900. Additive Manufacturing—General Principles—Terminology; Beuth Verlag: Berlin, Germany, 2016. [Google Scholar]
- Gibson, I.; Rosen, D.W.; Stucker, B. Design for Additive Manufacturing. In Additive Manufacturing Technologies: Rapid Prototyping to Direct Digital Manufacturing; Springer: Boston, MA, USA, 2010; pp. 299–332. [Google Scholar] [CrossRef]
- Gunther, J.; Leuders, S.; Koppa, P.; Troster, T.; Henkel, S.; Biermann, H.; Niendorf, T. On the effect of internal channels and surface roughness on the high-cycle fatigue performance of Ti-6Al-4V processed by SLM. Mat. Des. 2018, 143, 1–11. [Google Scholar] [CrossRef]
- Chen, Z.; Wu, X.; Tomus, D.; Davies, C.H.J. Surface roughness of Selective Laser Melted Ti-6Al-4V alloy components. Addit. Manuf. 2018, 21, 91–103. [Google Scholar] [CrossRef]
- Gebhardt, A.; Hötter, J.-S.; Ziebura, D. Impact of SLM build parameters on the surface quality. RTejournal-Forum für Rapid Technologie. 2014. Available online: https://www.rtejournal.de/ausgabe11/3852 (accessed on 28 July 2020).
- Greitemeier, D.; Dalle Donne, C.; Syassen, F.; Eufinger, J.; Melz, T. Effect of surface roughness on fatigue performance of additive manufactured Ti–6Al–4V. Mat. Sci. Tech. 2016, 32, 629–634. [Google Scholar] [CrossRef]
- Leuders, S.; Meiners, S.; Wu, L.; Taube, A.; Troster, T.; Niendorf, T. Structural components manufactured by Selective Laser Melting and Investment Casting-Impact of the process route on the damage mechanism under cyclic loading. J. Mat. Proc. Tech. 2017, 248, 130–142. [Google Scholar] [CrossRef]
- DebRoy, T.; Wei, H.L.; Zuback, J.S.; Mukherjee, T.; Elmer, J.W.; Milewski, J.O.; Beese, A.M.; Wilson-Heid, A.; De, A.; Zhang, W. Additive manufacturing of metallic components—Process, structure and properties. Prog. Mat. Sci. 2018, 92, 112–224. [Google Scholar] [CrossRef]
- Kruth, J.P.; Deckers, J.; Yasa, E.; Wauthle, R. Assessing and comparing influencing factors of residual stresses in selective laser melting using a novel analysis method. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2012, 226, 980–991. [Google Scholar] [CrossRef]
- Ali, H.; Ghadbeigi, H.; Mumtaz, K. Effect of scanning strategies on residual stress and mechanical properties of Selective Laser Melted Ti6Al4V. Mat. Sci. Eng. A 2018, 712, 175–187. [Google Scholar] [CrossRef]
- Mishurova, T.; Artzt, K.; Haubrich, J.; Requena, G.; Bruno, G. Exploring the Correlation between Subsurface Residual Stresses and Manufacturing Parameters in Laser Powder Bed Fused Ti-6Al-4V. Metals 2019, 9. [Google Scholar] [CrossRef] [Green Version]
- Mishurova, T.; Artzt, K.; Haubrich, J.; Requena, G.; Bruno, G. New aspects about the search for the most relevant parameters optimizing SLM materials. Addit. Manuf. 2019, 25, 325–334. [Google Scholar] [CrossRef]
- Robinson, J.H.; Ashton, I.R.T.; Jones, E.; Fox, P.; Sutcliffe, C. The effect of hatch angle rotation on parts manufactured using selective laser melting. Rapid Protot. J. 2019, 25, 289–298. [Google Scholar] [CrossRef]
- Song, J.; Wu, W.; Zhang, L.; He, B.; Lu, L.; Ni, X.; Long, Q.; Zhu, G. Role of scanning strategy on residual stress distribution in Ti-6Al-4V alloy prepared by selective laser melting. Optik 2018, 170, 342–352. [Google Scholar] [CrossRef]
- Mishurova, T.; Cabeza, S.; Artzt, K.; Haubrich, J.; Klaus, M.; Genzel, C.; Requena, G.; Bruno, G. An Assessment of Subsurface Residual Stress Analysis in SLM Ti-6Al-4V. Materials 2017, 10. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Mercelis, P.; Kruth, J.P. Residual stresses in selective laser sintering and selective laser melting. Rapid Prototyp. J. 2006, 12, 254–265. [Google Scholar] [CrossRef]
- Yadroitsev, I.; Yadroitsava, I. Evaluation of residual stress in stainless steel 316L and Ti6Al4V samples produced by selective laser melting. Virtual Phys. Prototyp. 2015, 10, 67–76. [Google Scholar] [CrossRef]
- Patterson, A.E.; Messimer, S.L.; Farrington, P.A. Overhanging Features and the SLM/DMLS Residual Stresses Problem: Review and Future Research Need. Technologies 2017, 5, 15. [Google Scholar] [CrossRef]
- Mishurova, T.; Cabeza, S.; Thiede, T.; Nadammal, N.; Kromm, A.; Klaus, M.; Genzel, C.; Haberland, C.; Bruno, G. The Influence of the Support Structure on Residual Stress and Distortion in SLM Inconel 718 Parts. Met. Mat. Trans. A Phys. Metall. 2018, 49, 3038–3046. [Google Scholar] [CrossRef] [Green Version]
- Ahmad, B.; van der Veen, S.O.; Fitzpatrick, M.E.; Guo, H. Residual stress evaluation in selective-laser-melting additively manufactured titanium (Ti-6Al-4V) and inconel 718 using the contour method and numerical simulation. Addit. Manuf. 2018, 22, 571–582. [Google Scholar] [CrossRef]
- Eskandari Sabzi, H. Powder bed fusion additive layer manufacturing of titanium alloys. Mat. Sci. Tech. 2019, 35, 875–890. [Google Scholar] [CrossRef]
- Donachie, M.J. Titanium: A Technical Guide; ASM International: ASM World Headquarters—Materials Park: Novelty, OH, USA, 2000. [Google Scholar]
- Vilaro, T.; Colin, C.; Bartout, J.D. As-Fabricated and Heat-Treated Microstructures of the Ti-6Al-4V Alloy Processed by Selective Laser Melting. Met. Mat. Trans. A Phys. Metall. 2011, 42A, 3190–3199. [Google Scholar] [CrossRef]
- Xu, W.; Brandt, M.; Sun, S.; Elambasseril, J.; Liu, Q.; Latham, K.; Xia, K.; Qian, M. Additive manufacturing of strong and ductile Ti-6Al-4V by selective laser melting via in situ martensite decomposition. Acta Mat. 2015, 85, 74–84. [Google Scholar] [CrossRef]
- Haubrich, J.; Gussone, J.; Barriobero-Vila, P.; Kurnsteiner, P.; Jagle, E.A.; Raabe, D.; Schell, N.; Requena, G. The role of lattice defects, element partitioning and intrinsic heat effects on the microstructure in selective laser melted Ti-6Al-4V. Acta Mat. 2019, 167, 136–148. [Google Scholar] [CrossRef]
- Thombansen, U.; Gatej, A.; Pereira, M. Process observation in fiber laser–based selective laser melting. Optic. Eng. 2014, 54, 011008. [Google Scholar] [CrossRef] [Green Version]
- SLM Solutions Group Home Page. Available online: https://www.slm-solutions.com/en/products/software/additivequality/ (accessed on 3 May 2019).
- Sigma Labs Home Page. Available online: https://sigmalabsinc.com/ (accessed on 5 March 2019).
- 3D Systems Home Page. Available online: https://www.concept-laser.de/contact_usa/in-situ-quality-assurance-with-qmmeltpool-3d-from-concept-laser/ (accessed on 5 March 2019).
- DMP Monitoring Home Page. Available online: https://www.3dsystems.com/dmp-monitoring-solution (accessed on 5 March 2019).
- Berumen, S.; Bechmann, F.; Lindner, S.; Kruth, J.-P.; Craeghs, T. Quality control of laser- and powder bed-based Additive Manufacturing (AM) technologies. Phys. Proc. 2010, 5, 617–622. [Google Scholar] [CrossRef] [Green Version]
- Chivel, Y.; Smurov, I. On-line temperature monitoring in selective laser sintering/melting. Phys. Proc. 2010, 5, 515–521. [Google Scholar] [CrossRef] [Green Version]
- Clijsters, S.; Craeghs, T.; Buls, S.; Kempen, K.; Kruth, J.-P. In situ quality control of the selective laser melting process using a high-speed, real-time melt pool monitoring system. Int. J. Adv. Man. Tech. 2014, 75, 1089–1101. [Google Scholar] [CrossRef]
- Craeghs, T.; Bechmann, F.; Berumen, S.; Kruth, J.-P. Feedback control of Layerwise Laser Melting using optical sensors. Phys. Proc. 2010, 5, 505–514. [Google Scholar] [CrossRef] [Green Version]
- Pavlov, M.; Doubenskaia, M.; Smurov, I. Pyrometric analysis of thermal processes in SLM technology. Phys. Proc. 2010, 5, 523–531. [Google Scholar] [CrossRef] [Green Version]
- Lott, P.; Schleifenbaum, H.; Meiners, W.; Wissenbach, K.; Hinke, C.; Bültmann, J. Design of an Optical system for the In Situ Process Monitoring of Selective Laser Melting (SLM). Phys. Proc. 2011, 12, 683–690. [Google Scholar] [CrossRef]
- Craeghs, T.; Clijsters, S.; Kruth, J.P.; Bechmann, F.; Ebert, M.C. Detection of Process Failures in Layerwise Laser Melting with Optical Process Monitoring. Phys. Proc. 2012, 39, 753–759. [Google Scholar] [CrossRef] [Green Version]
- Bisht, M.; Ray, N.; Verbist, F.; Coeck, S. Correlation of selective laser melting-melt pool events with the tensile properties of Ti-6Al-4V ELI processed by laser powder bed fusion. Addit. Manuf. 2018, 22, 302–306. [Google Scholar] [CrossRef]
- Coeck, S.; Bisht, M.; Plas, J.; Verbist, F. Prediction of lack of fusion porosity in selective laser melting based on melt pool monitoring data. Addit. Manuf. 2019, 25, 347–356. [Google Scholar] [CrossRef]
- Lu, Q.Y.; Wong, C.H. Additive manufacturing process monitoring and control by non-destructive testing techniques: Challenges and in-process monitoring. Virt. Phys. Prototyp. 2018, 13, 39–48. [Google Scholar] [CrossRef]
- Everton, S.K.; Hirsch, M.; Stravroulakis, P.; Leach, R.K.; Clare, A.T. Review of in-situ process monitoring and in-situ metrology for metal additive manufacturing. Mat. Des. 2016, 95, 431–445. [Google Scholar] [CrossRef]
- Mani, M.; Lane, B.M.; Donmez, M.A.; Feng, S.C.; Moylan, S.P. A review on measurement science needs for real-time control of additive manufacturing metal powder bed fusion processes. Int. J. Prod. Res. 2017, 55, 1400–1418. [Google Scholar] [CrossRef] [Green Version]
- Spears, T.G.; Gold, S.A. In-process sensing in selective laser melting (SLM) additive manufacturing. Integr. Mat. Manuf. Innov. 2016, 5, 2. [Google Scholar] [CrossRef] [Green Version]
- Tapia, G.; Elwany, A. A review on process monitoring and control in metal-based additive manufacturing. J. Manuf. Sci. Eng. 2014, 136, 060801. [Google Scholar] [CrossRef]
- Alberts, D.; Schwarze, D.; Witt, G. High speed melt pool & laser power monitoring for selective laser melting (SLM®). In Proceedings of the 9th International Conference on Photonic Technologies LANE, Fuerth, Germany, 19–22 September 2016. [Google Scholar]
- Alberts, D.; Schwarze, D.; Witt, G. In situ melt pool monitoring and the correlation to part density of Inconel® 718 for quality assurance in selective laser melting. In Proceedings of the 28th Annual International Solid Freeform Fabrication Symposium, Austin, TX,USA, 7–9 August 2017; pp. 1481–1494. [Google Scholar]
- Schmid, S. Detektion von Prozessstörungen beim Laserstrahlschmelzen Mittels Online-Prozessüberwachung und Methoden des Maschinellen Lernens. Master Thesis, Technical University of Munich, Munich, Germany, 2018. [Google Scholar]
- Genzel, C.; Denks, I.A.; Gibmeier, J.; Klaus, M.; Wagener, G. The materials science synchrotron beamline EDDI for energy-dispersive diffraction analysis. Nuc. Instr. Met. Phys. Res. Sec. 2007, 578, 23–33. [Google Scholar] [CrossRef]
- ISO 25178-2:2012. Geometrical Product Specifications (GPS)–Surface Texture: Areal- Part 2: Terms, Definitions and Surface Texture Parameters; Beuth Verlag: Berlin, Germany, 2012. [Google Scholar]
- Giessen, B.C.; Ordon, G.E. New high-speed technique based on X-ray spectrography. Science 1968, 159, 973–975. [Google Scholar] [CrossRef] [PubMed]
- Hauk, V. Chap. 2.06—Definition of macro- and microstresses and their separation. In Structural and Residual Stress Analysis by Nondestructive Methods; Hauk, V., Ed.; Elsevier Science B.V.: Amsterdam, The Netherlands, 1997; pp. 129–215. [Google Scholar] [CrossRef]
- Kasperovich, G.; Haubrich, J.; Gussone, J.; Requena, G. Correlation between porosity and processing parameters in TiAl6V4 produced by selective laser melting. Mat. Des. 2016, 105, 160–170. [Google Scholar] [CrossRef] [Green Version]
- Li, Y.; Gu, D. Parametric analysis of thermal behavior during selective laser melting additive manufacturing of aluminum alloy powder. Mat. Des. 2014, 63, 856–867. [Google Scholar] [CrossRef]
- Zhuang, J.-R.; Lee, Y.-T.; Hsieh, W.-H.; Yang, A.-S. Determination of melt pool dimensions using DOE-FEM and RSM with process window during SLM of Ti6Al4V powder. Optics Laser Techn. 2018, 103, 59–76. [Google Scholar] [CrossRef]
- Udroiu, R.; Braga, I.C.; Nedelcu, A. Evaluating the quality surface performance of additive manufacturing systems: Methodology and a material jetting case study. Materials 2019, 12, 995. [Google Scholar] [CrossRef] [PubMed] [Green Version]















| No | Scan Order | Scan Strategy Contour | Scan Strategy Volume | Contour Parameters | Volume Parameters | ||||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| Power PCL (W) | Scan vel. vCL (mm/s) | Hatch hCL (µm) | Ev,cl (J/mm3) | Power P (W) | Scan vel. v (mm/s) | Hatch H (µm) | Ev (J/mm3) | ||||
| #01 | - | CL O-I | - | 100 | 525 | 90 | 71 | - | - | - | - |
| #02 | - | CL I-O | - | 100 | 525 | 90 | 71 | - | - | - | - |
| #03 | - | - | Chess (cs100) | - | - | - | - | 100 | 525 | 90 | 71 |
| #04 | - | - | Chess (cs175) | - | - | - | - | 175 | 500 | 100 | 117 |
| No | Scan Order | Scan Strategy Contour/# of Contour Lines | Scan Strategy Volume | Contour Parameters | Volume Parameters | ||||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| Power PCL (W) | Scan vel. vCL (mm/s) | Hatch hCL (µm) | Ev,cl (J/mm3) | Power P (W) | Scan vel. v (mm/s) | Hatch h (µm) | Ev (J/mm3) | ||||
| #05 | CL-V | CL (O-I) / 5 | Chess | 100 | 525 | 90 | 71 | 175 | 500 | 100 | 117 |
| #06 | CL-V | ||||||||||
| #07 | V-CL | ||||||||||
| #08 | V-CL | ||||||||||
| No | Scan Order | Scan Strategy Contour/# of Contour Lines | Scan Strategy Volume | Contour Parameters | Volume Parameters | ||||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| Power PCL (W) | Scan vel. vCL (mm/s) | Hatch hCL (µm) | Ev,cl (J/mm3) | Power P (W) | Scan vel. v (mm/s) | Hatch h (µm) | Ev (J/mm3) | ||||
| #04 | V | - 0 | Chess | - | - | - | - | 175 | 500 | 100 | |
| #09 | CL-V | CL (O-I) 2 | Chess | 100 | 525 | 90 | 71 | 175 | 500 | 100 | 117 |
| #05 | CL-V | CL (O-I) 5 | Chess | 100 | 525 | 90 | 71 | 175 | 500 | 100 | 117 |
| #10 | CL-V | CL (O-I) 10 | Chess | 100 | 525 | 90 | 71 | 175 | 500 | 100 | 117 |
| #01 | CL | CL (O-I) ∞ | - | 100 | 525 | 90 | 71 | - | - | - | - |
| No | Scan Order | Scan Strategy Contour/# of Contour Lines | Scan Strategy Volume | Contour Parameters | Volume Parameters | ||||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| Power PCL (W) | Scan vel. vCL (mm/s) | Hatch hCL (µm) | Ev,cl (J/mm3) | Power P (W) | Scan vel. v (mm/s) | Hatch H (µm) | Ev (J/mm3) | ||||
| #05 | CL-V | CL (O-I) / 5 | Chess | 100 | 525 | 90 | 71 | 175 | 500 | 100 | 117 |
| #11 | 75 | 525 | 90 | 53 | |||||||
| #12 | 200 | 525 | 90 | 141 | |||||||
| #13 | 100 | 250 | 90 | 148 | |||||||
| #14 | 100 | 1050 | 90 | 35 | |||||||
| #15 | 100 | 525 | 60 | 106 | |||||||
| #16 | 100 | 525 | 120 | 53 | |||||||
| No | Scan Order | Scan strategy Contour/# of Contour Lines | Scan Strategy Volume | Contour Parameters | Volume Parameters | ||||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| Power PCL (W) | Scan vel. vCL (mm/s) | Hatch hCL (µm) | Ev,cl (J/mm3) | Power P (W) | Scan vel. v (mm/s) | Hatch H (µm) | Ev (J/mm3) | ||||
| #05 | CL-V | CL(O-I)/5 | Chess | 100 | 525 | 90 | 71 | 175 | 500 | 100 | 117 |
| #17 | 75 | 394 | 90 | 71 | |||||||
| #18 | 200 | 1050 | 90 | 71 | |||||||
| #19 | 300 | 1575 | 90 | 71 | |||||||
| #20 | 66.7 | 525 | 60 | 71 | |||||||
| #21 | 100 | 787.5 | 60 | 71 | |||||||
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Artzt, K.; Mishurova, T.; Bauer, P.-P.; Gussone, J.; Barriobero-Vila, P.; Evsevleev, S.; Bruno, G.; Requena, G.; Haubrich, J. Pandora’s Box–Influence of Contour Parameters on Roughness and Subsurface Residual Stresses in Laser Powder Bed Fusion of Ti-6Al-4V. Materials 2020, 13, 3348. https://0-doi-org.brum.beds.ac.uk/10.3390/ma13153348
Artzt K, Mishurova T, Bauer P-P, Gussone J, Barriobero-Vila P, Evsevleev S, Bruno G, Requena G, Haubrich J. Pandora’s Box–Influence of Contour Parameters on Roughness and Subsurface Residual Stresses in Laser Powder Bed Fusion of Ti-6Al-4V. Materials. 2020; 13(15):3348. https://0-doi-org.brum.beds.ac.uk/10.3390/ma13153348
Chicago/Turabian StyleArtzt, Katia, Tatiana Mishurova, Peter-Philipp Bauer, Joachim Gussone, Pere Barriobero-Vila, Sergei Evsevleev, Giovanni Bruno, Guillermo Requena, and Jan Haubrich. 2020. "Pandora’s Box–Influence of Contour Parameters on Roughness and Subsurface Residual Stresses in Laser Powder Bed Fusion of Ti-6Al-4V" Materials 13, no. 15: 3348. https://0-doi-org.brum.beds.ac.uk/10.3390/ma13153348