Correlation among the Power Dissipation Efficiency, Flow Stress Course, and Activation Energy Evolution in Cr-Mo Low-Alloyed Steel

 , , , ,
, , , ,
Abstract
:1. Introduction
2. Materials and Methods
2.1. Experimental Procedure
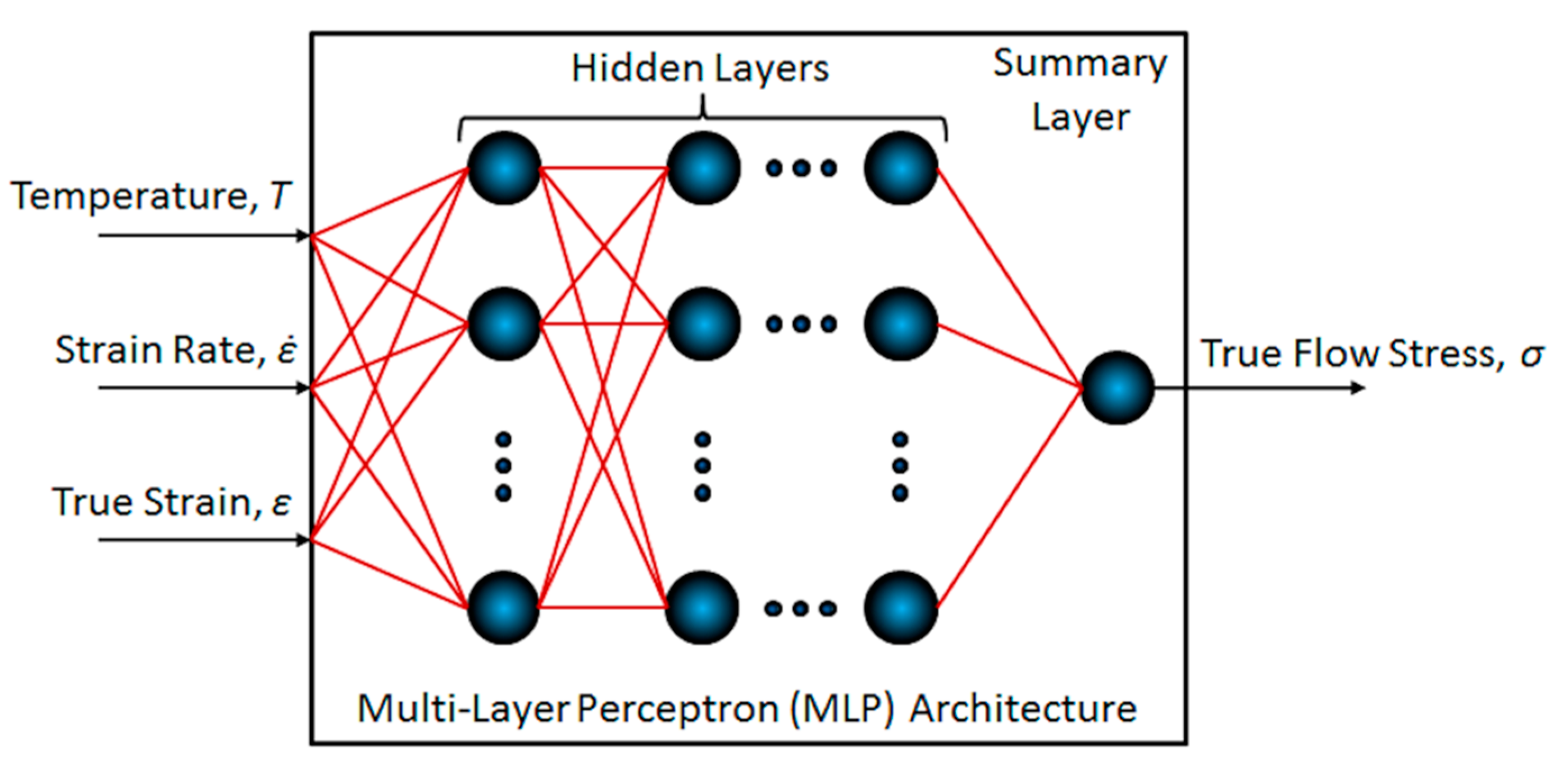
2.2. Flow Curve Approximation and Prediction
2.3. Conventional Hot Processing Maps
2.4. Activation-Energy Maps
3. Results and Discussion
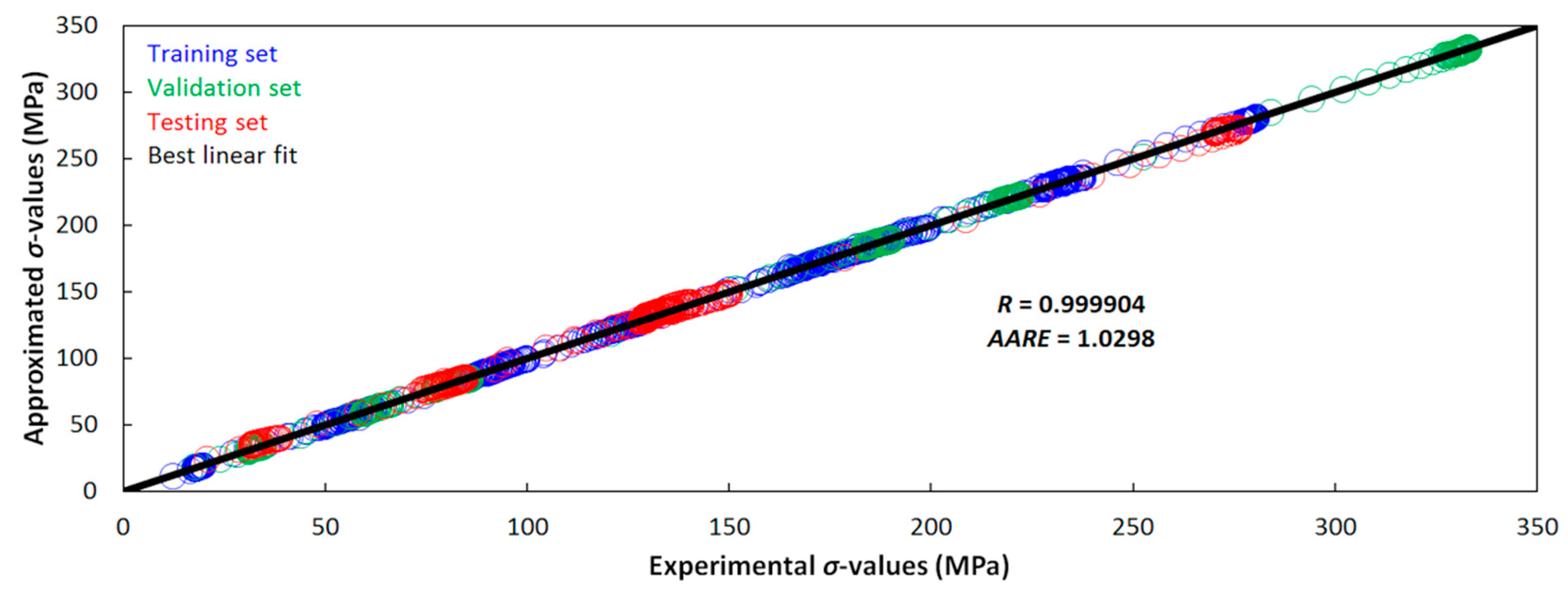
3.1. Evaluation of the Performed Calculations
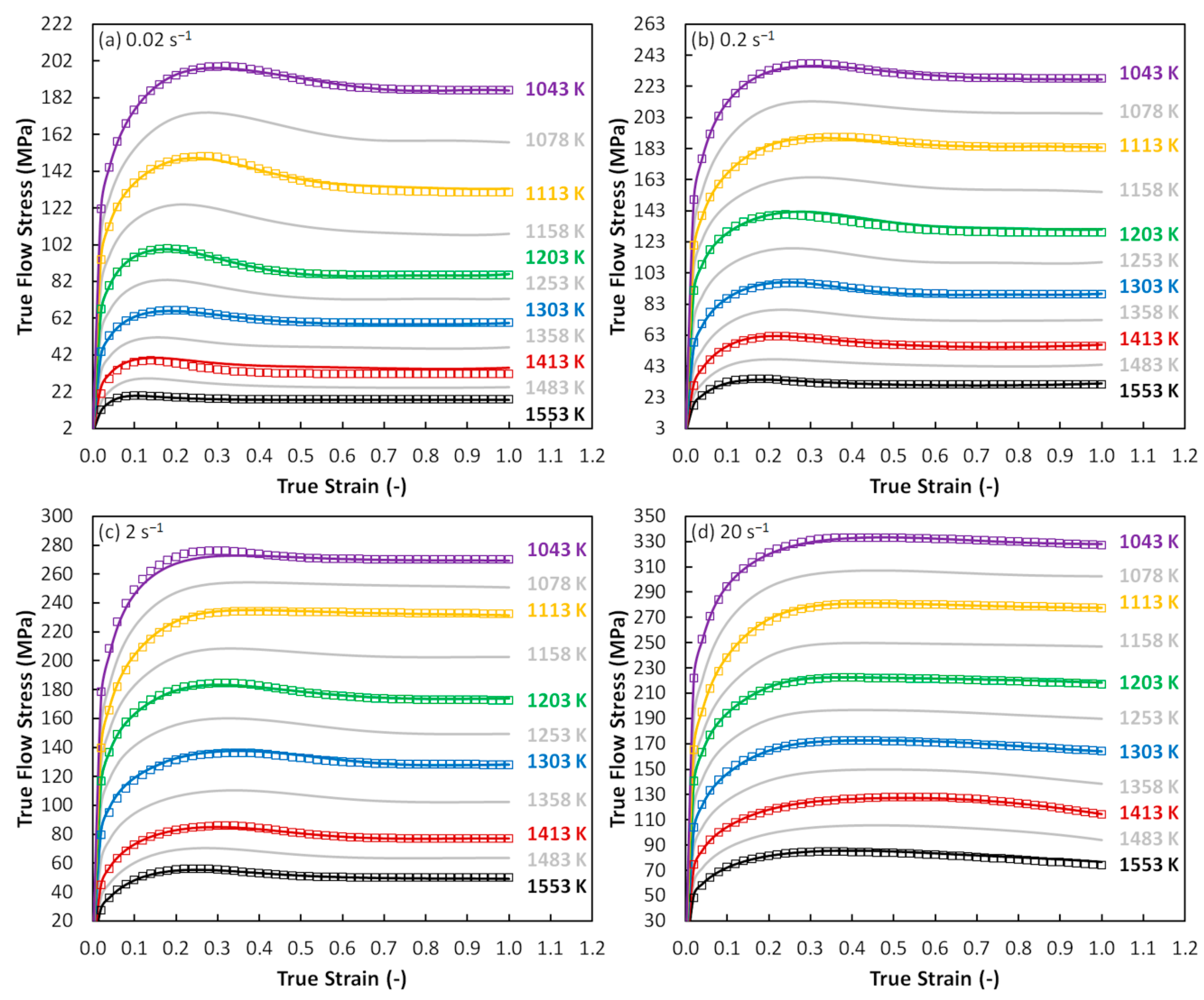
3.2. Flow Stress Evolution
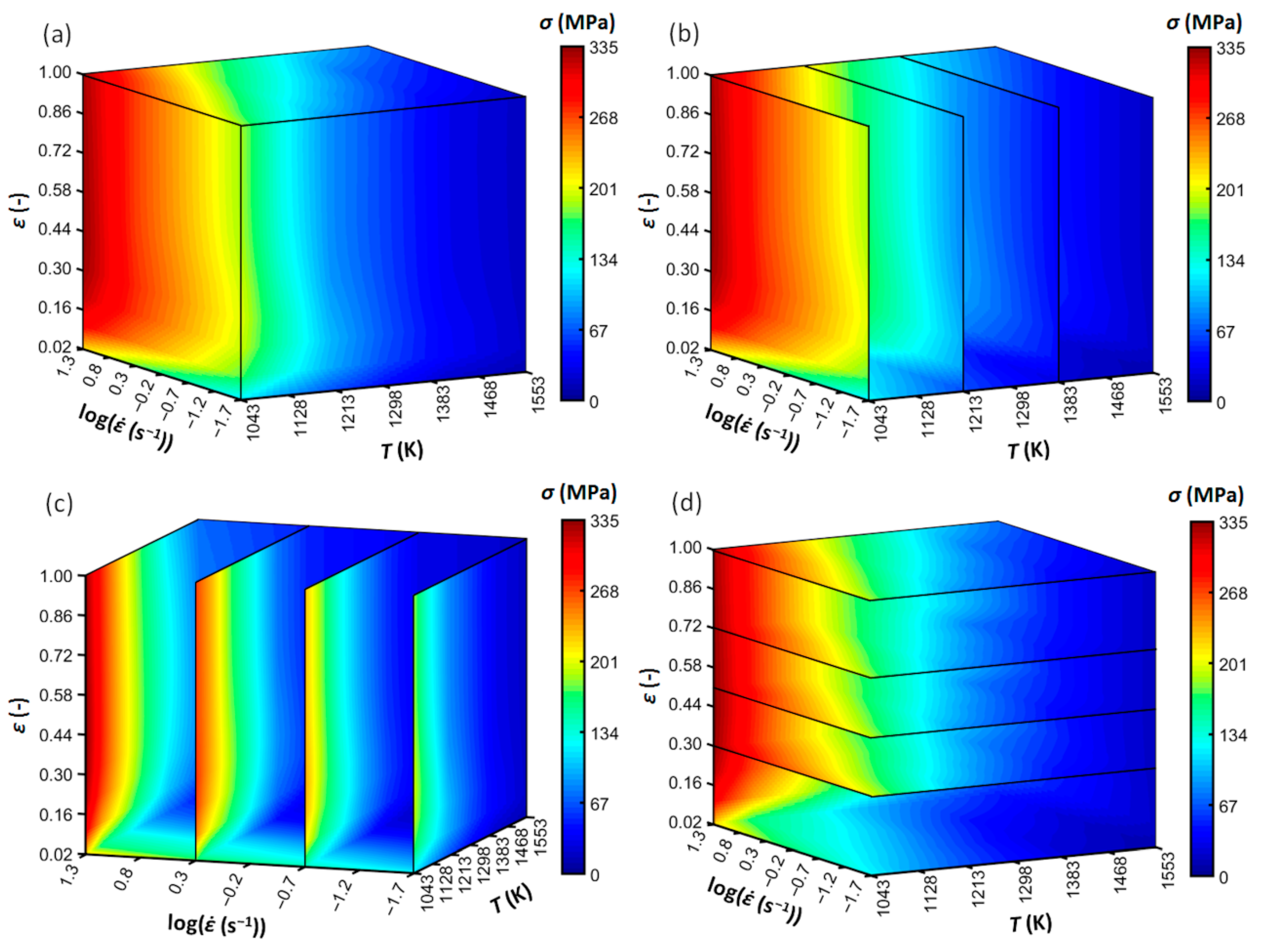
3.3. Processing Maps
- Thus, it can be stated, the more progressed the DRX and the larger the grains, the higher the η-level.
- It is understandable that a larger grain size is not beneficial for the achievement of simultaneous high strength and high toughness [9,16]. Thus, it seems, too much high η-level does not have to be connected with the best thermomechanical conditions—at least as regards to the final material properties. The growing grain size with the increasing η-level has been also observed, e.g., in [1,9].
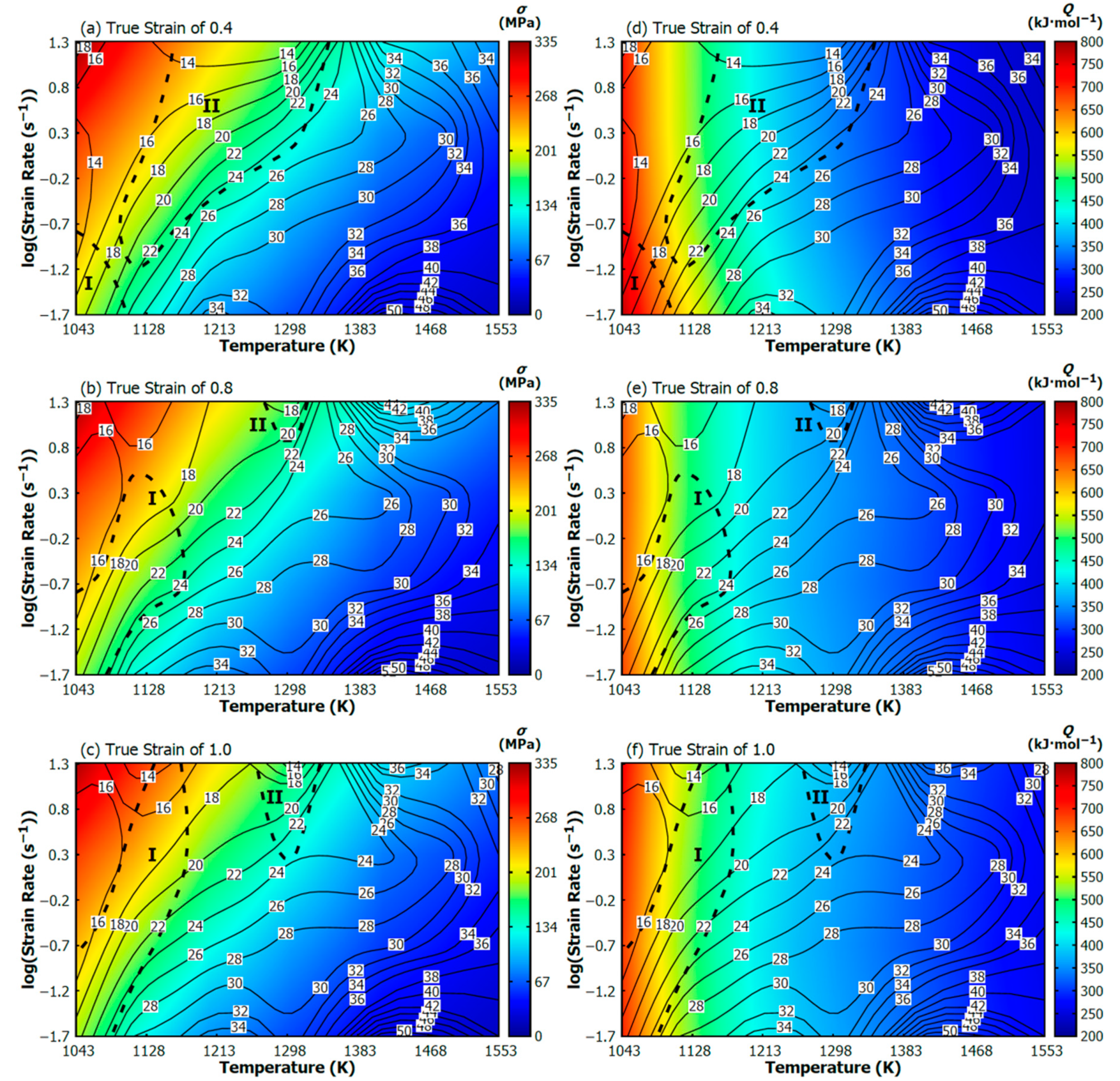
- Note, the decrease of the Q-values is coupled with the easier deformation course. Specifically, the decrease of the Q-values with the increasing temperature is linked with the higher kinetic energy of dislocation movement. The decrease of the Q-values with the increasing strain rate is then linked with the increasing shear stress, i.e., with the activation of dislocation movement. A more detailed explanation can be found in [55,56].
- It is noticeable that this Q-decrease (representing a better deformation course) is in accordance with the decrease of the grain size due to the increasing strain rate as illustrated in Figure 6c,d.
- The raising of η-values and lowering of Q-values are commonly linked with the achieving of beneficial thermomechanical conditions. However, as stated above, the generally beneficial increase of η-values is in the same time coupled with the grain size growing (i.e., with the reaching of worse strength-toughness combination) because the η-increase is closely linked with an increasing temperature and decreasing strain rate. On the other hand, the generally beneficial decrease of Q-values is linked with a grain size growing only at the temperature increase.
- Nonetheless, the strain rate effect is quite opposite when the true strain achieves the highest level, i.e., 1.0 (Figure 5f). At the same temperature (specifically 1043 K), the Q-value increased from 699 to 725 kJ·mol−1 as the strain rate increased from 0.02 to 20 s−1. At the highest temperature level (i.e., 1553 K), the Q-value increased from 263 to 273 kJ·mol−1 as the strain rate increased from 0.02 to 20 s−1. Thus, it seems like that under the higher strains the Q-evolution and η-evolution become to be inverse proportional even in the case of the strain rate course.
- As regards to the strain of 0.4, the first instability area (I) is situated in the very small temperature range of 1043–ca. 1128 K and the strain rate range of 0.02–ca. 0.2 s−1. It is observable, this small area is growing with the increase of strain—especially towards to higher strain rates. Under the strain of 1.0, the district (I) covers the temperature range of 1043–ca. 1170 K and the strain rate range of 0.02–20 s−1.
- Under the strain of 0.4, the second area (II) is located in the wide temperature range of ca. 1086–more than 1298 K and the wide strain rate range of ca. 0.06–20 s−1. This area, however, is under the higher strains significantly reduced.
- It is observable, as the strain level increase the instability district (II) gives way to district (I). Practically, both districts are probably the part of the same instability domain.
- It is noticeable, the location of both districts is in the accordance with the thermomechanical conditions which are connected with the higher values of activation energy, higher flow stress values and lower values of power dissipation efficiency, i.e., with conditions potentially associated with an aggravated deformation course.
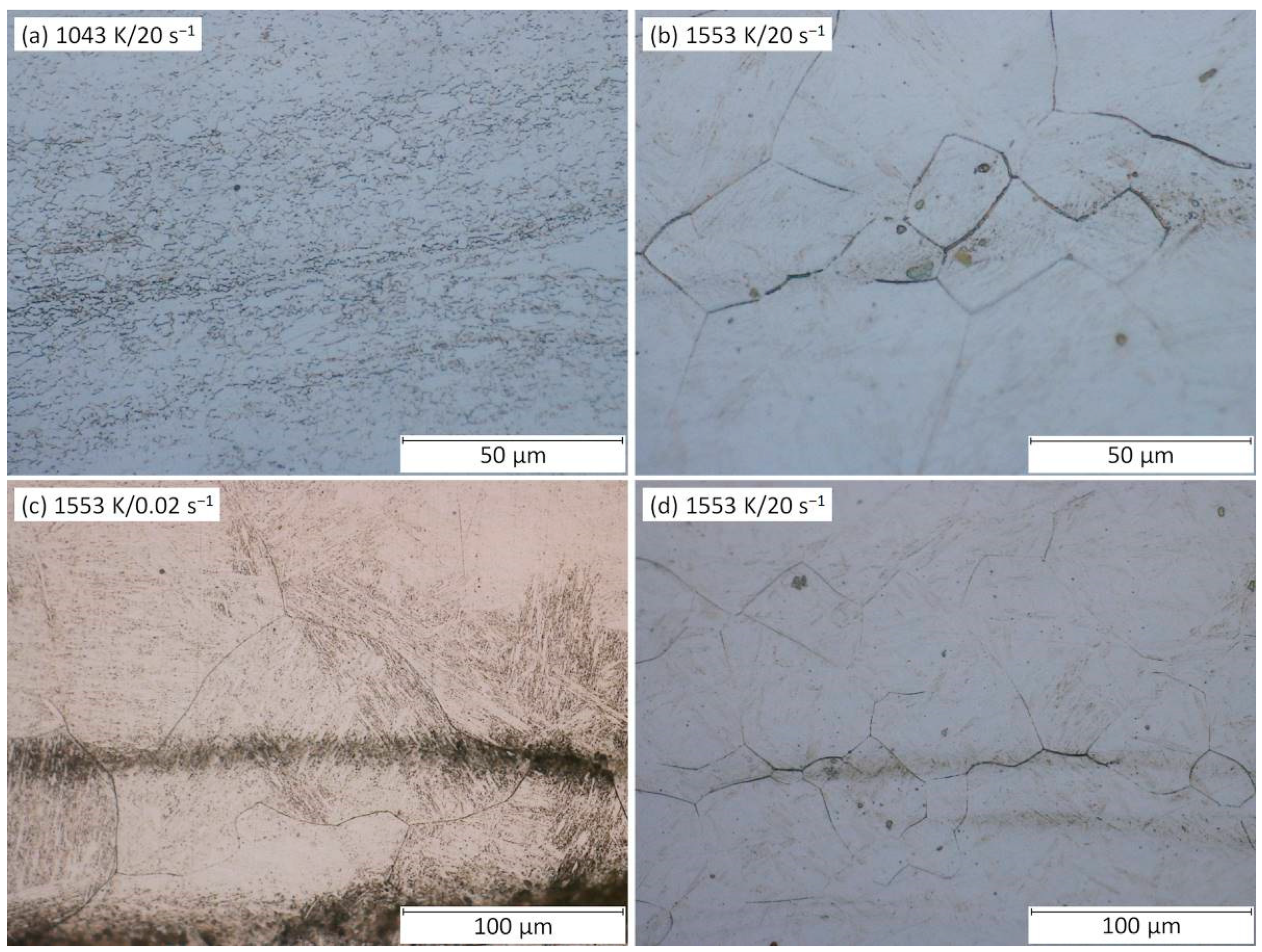
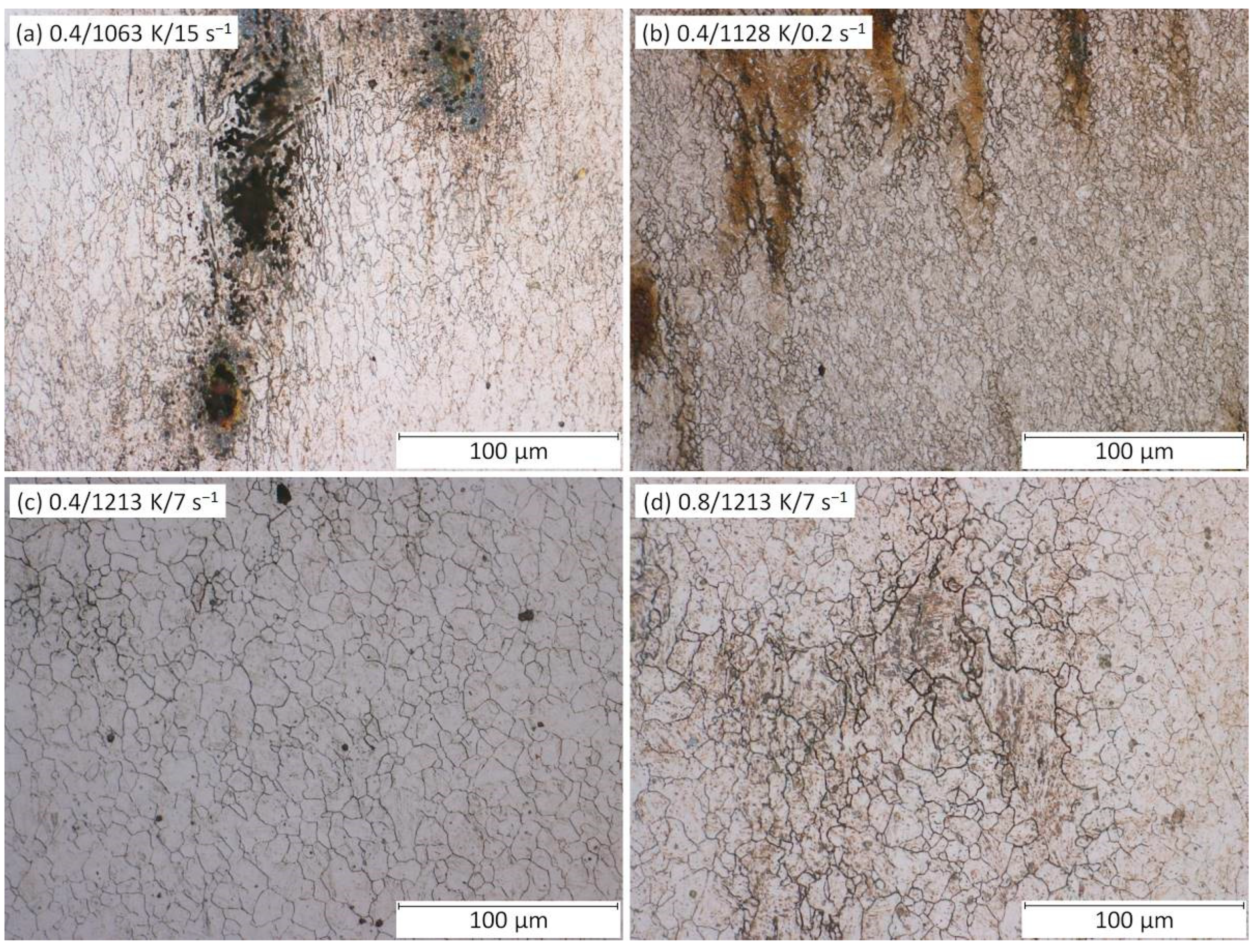
- Nevertheless, neither the microstructure observation (realized inside of the instability districts and in a surrounding area) (Figure 9) nor the flow curve course (Figure 3) proves the apparent manifestation of the typical above-mentioned instability features. Only inclusions and segregations can be visible as the consequence of the effort to visualize original grain boundaries via etching procedure (Figure 9). It should be noted that under the constant temperature the ξ-values are sensitive to the changes in σ-value with the strain rate level. Unfortunately, these changes can be negatively influenced in the stage of data-acquiring procedure. In addition, the final processing-map form is influenced by the subsequent data processing, e.g., utilized surface-interpolation methods. These facts can lead to the overestimation of results and microstructural observations then should confirm or refute these results.
4. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Zhou, P.; Deng, L.; Zhang, M.; Gong, P.; Wang, X.-Y. Characterization of hot workability of 5052 aluminum alloy based on activation energy-processing map. J. Mater. Eng. Perform. 2019, 28, 6209–6218. [Google Scholar] [CrossRef]
- Qian, P.; Tang, Z.; Wang, L.; Siyasiya, C.W. Hot Deformation characteristics and 3-D processing map of a high-titanium Nb-micro-alloyed steel. Materials 2020, 13, 1501. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Liu, D.; Ding, H.; Cai, M.; Han, D. Hot Deformation behavior and processing map of a Fe-11Mn-10Al-0.9C duplex low-density steel susceptible to κ-carbides. J. Mater. Eng. Perform. 2019, 28, 5116–5126. [Google Scholar] [CrossRef]
- Quan, G.Z.; Zhao, L.; Chen, T.; Wang, Y.; Mao, Y.P.; Lv, W.Q.; Zhou, J. Identification for the optimal working parameters of as-extruded 42CrMo high-strength steel from a large range of strain, strain rate and temperature. Mater. Sci. Eng. A 2012, 538, 364–373. [Google Scholar] [CrossRef]
- Xu, L.; Chen, L.; Chen, G.; Wang, M. Hot deformation behavior and microstructure analysis of 25Cr3Mo3NiNb steel during hot compression tests. Vacuum 2018, 147, 8–17. [Google Scholar] [CrossRef]
- Opěla, P.; Kawulok, P.; Kawulok, R.; Kotásek, O.; Buček, P.; Ondrejkovič, K. Extension of experimentally assembled processing maps of 10CrMo9-10 steel via a predicted dataset and the influence on overall informative possibilities. Metals 2019, 9, 1218. [Google Scholar] [CrossRef] [Green Version]
- Zhang, C.; Zhang, L.; Shen, W.; Liu, C.; Xia, Y.; Li, R. Study on constitutive modeling and processing maps for hot deformation of medium carbon Cr–Ni–Mo alloyed steel. Mater. Des. 2016, 90, 804–814. [Google Scholar] [CrossRef]
- Kliber, J.; Schindler, I.; Kawulok, P.; Sedláček, R. Energy dissipation and instability parameter at high temperature forming of middle carbon steel. In Proceedings of the 26th International Conference on Metallurgy and Materials, Brno, Czech Republic, 24–26 May 2017; Tanger Ltd.: Ostrava, Czech Republic, 2018; pp. 370–374, ISBN 978-80-87294-79-6. [Google Scholar]
- Yang, Z.; Li, Y.; Li, Y.; Zhang, F.; Zhang, M. Constitutive modeling for flow behavior of medium-carbon bainitic steel and its processing maps. J. Mater. Eng. Perform. 2016, 25, 5030–5039. [Google Scholar] [CrossRef]
- Kumar, N.; Kumar, S.; Rajput, S.K.; Nath, S.K. Modelling of flow stress and prediction of workability by processing map for hot compression of 43CrNi steel. ISIJ Int. 2017, 57, 497–505. [Google Scholar] [CrossRef] [Green Version]
- Gao, X.J.; Jiang, Z.Y.; Wei, D.B.; Jiao, S.H.; Chen, D.F. Study on hot-working behavior of high carbon steel/low carbon steel composite material using processing map. Key Eng. Mater. 2014, 622–623, 330–339. [Google Scholar] [CrossRef] [Green Version]
- Zhou, Y.; Liu, Y.; Zhou, X.; Liu, C. Processing maps and microstructural evolution of the type 347H austenitic heat-resistant stainless steel. J. Mater. Res. 2015, 30, 2090–2100. [Google Scholar] [CrossRef]
- Zhang, P.; Hu, C.; Ding, C.-G.; Zhu, Q.; Qin, H.-Y. Plastic deformation behavior and processing maps of a Ni-based superalloy. Mater. Des. 2015, 65, 575–584. [Google Scholar] [CrossRef]
- Mingjie, Z.; Fuguo, L.; Shuyun, W.; Chenyi, L. Characterization of hot deformation behavior of a P/M Nickel-base superalloy using processing map and activation energy. Mater. Sci. Eng. A 2010, 527, 6771–6779. [Google Scholar] [CrossRef]
- Srinivasan, N.; Prasad, Y.V.R.K. Microstructural control in hot working of IN-718 superalloy using processing map. Metall. Mater. Trans. A. 1994, 25, 2275–2284. [Google Scholar] [CrossRef] [Green Version]
- Wang, Y.; Jiang, S.; Zhang, Y. Processing map of NiTiNb shape memory alloy subjected to plastic deformation at high temperatures. Metals 2017, 7, 328. [Google Scholar] [CrossRef] [Green Version]
- Quan, G.-Z.; Zou, Z.-Y.; Wang, T.; Liu, B.; Li, J.-C. Modeling the hot deformation behaviors of as-extruded 7075 aluminum alloy by an artificial neural network with back-propagation algorithm. High. Temp. Mater. Process. 2017, 36, 1–13. [Google Scholar] [CrossRef]
- Liu, R.; Wang, W.; Chen, H.; Zhang, Y.; Wan, S. Hot deformation and processing maps of B4C/6061Al nanocomposites fabricated by spark plasma sintering. J. Mater. Eng. Perform. 2019, 28, 6287–6297. [Google Scholar] [CrossRef]
- Zhang, J.; Di, H.; Wang, H.; Mao, K.; Ma, T.; Cao, Y. Hot deformation behavior of Ti-15-3 titanium alloy: A study using processing maps, activation energy map, and Zener–Hollomon parameter map. J. Mater. Sci. 2012, 47, 4000–4011. [Google Scholar] [CrossRef]
- Prasad, Y.V.R.K.; Gegel, H.L.; Doraivelu, S.M.; Malas, J.C.; Morgan, J.T.; Lark, K.A.; Barker, D.R. Modeling of dynamic materials behavior in hot deformation: Forging of Ti-6242. Metall. Trans. A 1984, 15, 1883–1892. [Google Scholar] [CrossRef]
- Meng, Q.; Bai, C.; Xu, D. Flow behavior and processing map for hot deformation of ATI425 titanium alloy. J. Mater. Sci. Technol. 2018, 34, 679–688. [Google Scholar] [CrossRef]
- Zhang, S.; Liang, Y.; Xia, Q.; Ou, M. Study on tensile deformation behavior of TC21 titanium alloy. J. Mater. Eng. Perform. 2019, 28, 1581–1590. [Google Scholar] [CrossRef]
- Chakravartty, J.K.; Prasad, Y.V.R.K.; Asundi, M.K. Processing map for hot working of Alpha-Zirconium. Metall. Trans. A 1991, 22A, 829–836. [Google Scholar] [CrossRef] [Green Version]
- Saxena, K.K.; Yadav, S.D.; Sonkar, S.; Pancholi, V.; Chaudhari, G.P.; Srivastava, D.; Dey, G.K.; Jha, S.K.; Saibaba, N. Effect of temperature and strain rate on deformation behavior of Zirconium alloy: Zr-2.5Nb. Procedia Mater. Sci. 2014, 6, 278–283. [Google Scholar] [CrossRef]
- Suresh, K.; Dharmendra, C.; Rao, K.P.; Prasad, Y.V.R.K.; Gupta, M. Processing map of AZ31-1Ca-1.5 vol% nano-alumina composite for hot working. Mater. Manuf. Process. 2015, 30, 1–7. [Google Scholar] [CrossRef]
- Zhang, Y.; Sun, H.; Volinsky, A.A.; Tian, B.; Song, K.; Chai, Z.; Liu, P.; Liu, Y. Dynamic recrystallization behavior and processing map of the Cu–Cr–Zr–Nd alloy. Springer Plus 2016, 5, 666. [Google Scholar] [CrossRef] [Green Version]
- Duan, Y.; Ma, L.; Qi, H.; Li, R.; Li, P. Developed constitutive models, processing maps and microstructural evolution of Pb-Mg-10Al-0.5B alloy. Mater. Charact. 2017, 129, 353–366. [Google Scholar] [CrossRef]
- Łyszkowski, R.; Bystrzycki, J. Hot deformation and processing maps of an Fe3Al intermetallic alloy. Intermetallics 2006, 14, 1231–1237. [Google Scholar] [CrossRef]
- Wang, S.; Luo, J.R.; Hou, L.G.; Zhang, J.S.; Zhuang, L.Z. Identification of the threshold stress and true activation energy for characterizing the deformation mechanisms during hot working. Mater. Des. 2017, 113, 27–36. [Google Scholar] [CrossRef]
- GLEEBLE: Gleeble®Thermal-Mechanical Simulators. Available online: https://gleeble.com/ (accessed on 1 October 2019).
- Opěla, P.; Schindler, I.; Kawulok, P.; Kawulok, R.; Rusz, S.; Rodak, K. Hot flow curve description of CuFe2 alloy via different artificial neural network approaches. J. Mater. Eng. Perform. 2019, 28, 4863–4870. [Google Scholar] [CrossRef]
- Opěla, P.; Schindler, I.; Rusz, S.; Navrátil, H. A hot flow curve approximation via biology-inspired algorithms. In Proceedings of the 28th International Conference on Metallurgy and Materials, Brno, Czech Republic, 22–24 May 2019; Tanger Ltd.: Ostrava, Czech Republic, 2019; pp. 455–460, ISBN 978-80-87294-92-5. [Google Scholar]
- Opěla, P.; Schindler, I.; Očenášek, V.; Kawulok, P.; Kawulok, R.; Rusz, S. Modelling the hot deformation behavior of AlSi1MgMn alloy via flow stress models utilizing intelligent algorithms. Proced. Struct. Integr. 2019, 23, 221–226. [Google Scholar] [CrossRef]
- McCulloch, W.S.; Pitts, W.H. A logical calculus of ideas immanent in nervous activity. Bull. Math. Biophys. 1943, 5, 115–133. [Google Scholar] [CrossRef]
- Rosenblatt, F. The perceptron: A probabilistic model for information storage and organization in the brain. Psychol. Rev. 1958, 65, 386–408. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Krenker, A.; Bešter, J.; Kos, A. Introduction to the artificial neural networks. In Artificial Neural Networks Methodological Advances and Biomedical Applications; Suzuki, K., Ed.; InTech: Rijeka, Croatia, 2011; pp. 3–18. [Google Scholar]
- Debes, K.; Koenig, A.; Gross, H.M. Transfer Functions in Artificial Neural Networks: A Simulation-based Tutorial. Available online: https://www.brains-minds-media.org/archive/151/ (accessed on 16 September 2019).
- Gauss, J.C.F. Theory of the Combination of Observations Least Subject to Errors; Henricum Dieterich: Göttingen, Germany, 1823; pp. 53–57. (In Latin) [Google Scholar]
- Levenberg, K. A method for the solution of certain non-linear problems in least squares. Quart. Appl. Math. 1944, 2, 164–168. [Google Scholar] [CrossRef] [Green Version]
- Marquardt, D.W. An algorithm for least-squares estimation of nonlinear parameters. J. Soc. Indust. Appl. Math. 1963, 11, 431–441. [Google Scholar] [CrossRef]
- Roweis, S. Levenberg-marquardt Optimization. Available online: https://cs.nyu.edu/~roweis/notes/lm.pdf (accessed on 1 October 2019).
- Bayes, T.; Price, R. An essay towards solving a problem in the doctrine of chance. By the late Rev. Mr. Bayes, F.R.S. communicated by Mr. Price, in a letter to John Canton, A.M.F.R.S. Phil. Trans. 1763, 53, 370–418. [Google Scholar] [CrossRef]
- MacKey, D.J.C. Bayesian interpolation. Neural Comput. 1992, 4, 415–447. [Google Scholar] [CrossRef]
- Rumelhart, D.E.; Hinton, G.E.; Williams, R.J. Learning internal representations by error propagation. In Parallel Distributed Processing: Explorations in the Microstructure of Cognition; Feldman, J.A., Hayes, P.J., Rumelhart, D.E., Eds.; The MIT Press: Cambridge, MA, USA, 1986; Volume 1, pp. 318–362. [Google Scholar]
- MathWorks. MATLAB® Math. Graphics. Programming. Available online: https://www.mathworks.com/products/matlab.html (accessed on 18 September 2019).
- Beale, M.H.; Hagan, M.T.; Demuth, H.B. Neural Network ToolboxTM 7: User’s Guide. Available online: https://www2.cs.siu.edu/~rahimi/cs437/slides/nnet.pdf (accessed on 18 September 2019).
- Alexander, J.M. Mapping dynamic material behaviour. In Modelling Hot Deformation of Steels; Lenard, J.G., Ed.; Springer: Berlin Heidelberg, Germany, 1989; pp. 101–115. [Google Scholar]
- Gegel, H.L.; Malas, J.C.; Doraivelu, S.M.; Shende, V.A. Modeling techniques used in forging process design: Dynamic material modeling. In ASM Handbook, 9th ed.; Semiatin, S.L., Ed.; ASM International: Geauga, OH, USA, 1996; pp. 918–924. [Google Scholar]
- Kumar, A.K.S.K. Criteria for predicting metallurgical instabilities in processing. Master’s Thesis, Institute of Science, Bangalore, India, 1987. [Google Scholar]
- Prasad, Y.V.R.K. Recent Advances in the Science of Mechanical processing. Indian J. Technol. 1990, 28, 435–451. [Google Scholar]
- Schindler, I.; Kawulok, P.; Kawulok, R.; Hadasik, E.; Kuc, D. Influence of calculation method on value of activation energy in hot forming. High Temp. Mater. Process. 2013, 32, 149–155. [Google Scholar] [CrossRef]
- Schindler, I.; Kawulok, P.; Hadasik, E.; Kuc, D. Activation energy in hot forming and recrystallization models for magnesium alloy AZ31. J. Mater. Eng. Perform. 2013, 22, 890–897. [Google Scholar] [CrossRef]
- Kawulok, P.; Schindler, I.; Kawulok, R.; Opěla, P.; Sedláček, R. Influence of heating parameters on flow stress curves of low-alloy Mn-Ti-B steel. Arch. Metall. Mater. 2018, 63, 1785–1792. [Google Scholar] [CrossRef]
- Schindler, I.; Kawulok, P.; Očenášek, V.; Opěla, P.; Kawulok, R.; Rusz, S. Flow stress and hot deformation activation energy of 6082 aluminium alloy influenced by initial structural state. Metals 2019, 9, 1248. [Google Scholar] [CrossRef] [Green Version]
- Mohamadizadeh, A.; Zarei-Hanzaki, A.; Abedi, H.R. Modified constitutive analysis and activation energy evolution of a low-density steel considering the effects of deformation parameters. Mech. Mater. 2016, 95, 60–70. [Google Scholar] [CrossRef]
- Liu, L.; Wu, Y.X.; Gong, H.; Wang, K. Modification of constitutive model and evolution of activation energy on 2219 aluminum alloy during warm deformation process. Trans. Nonferrous Met. Soc. China 2019, 29, 448–459. [Google Scholar] [CrossRef]
- Garofalo, F. An empirical relation defining the stress dependence of minimum creep rate in metals. Trans. Metall. Soc AIME 1963, 227, 351–356. [Google Scholar]
- Simpson, T. A letter to the Right Honourable George Earl of Macclesfield, President of the Royal Society, On the Advantage of Taking the Mean of a Number of Observations in Practical Astronomy. Philos. Trans. 1755, 49, 82–93. [Google Scholar] [CrossRef] [Green Version]
- Pearson, K. Note on regression and inheritance in the case of two parents. Proc. R. Soc. Lond. 1895, 58, 240–242. [Google Scholar]
- Gnuplot: Portable Command-line Driven Graphing Utility. Available online: http://www.gnuplot.info/ (accessed on 18 September 2019).










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| C | Cr | Mo | Mn | Si | Al | N |
|---|---|---|---|---|---|---|
| 0.29 | 0.79 | 0.21 | 1.20 | 0.27 | 0.028 | 0.0093 |
| (s−1)/T (K) | 1553 | 1413 | 1303 | 1203 | 1113 | 1043 |
|---|---|---|---|---|---|---|
| 0.02 | train | test | valid | train | test | train |
| 0.2 | valid | train | train | test | valid | train |
| 2 | train | valid | test | train | train | test |
| 20 | test | train | train | valid | train | valid |
| aij | Value | aij | Value | aij | Value | aij | Value | aij | Value |
|---|---|---|---|---|---|---|---|---|---|
| a0,0 | 8.95 × 103 | a1,0 | 4.73 × 103 | a2,0 | −3.88 × 103 | a3,0 | −8.05 × 103 | a4,0 | 1.02 × 104 |
| a0,1 | −4.75 × 102 | a1,1 | −7.10 × 103 | a2,1 | 1.50 × 104 | a3,1 | −6.14 × 103 | a4,1 | −3.86 × 103 |
| a0,2 | −7.86 × 102 | a1,2 | −4.11 × 103 | a2,2 | 7.21 × 103 | a3,2 | 1.28 × 103 | a4,2 | −6.33 × 103 |
| a0,3 | 9.56 × 101 | a1,3 | 8.54 × 102 | a2,3 | −1.73 × 103 | a3,3 | 4.16 × 102 | a4,3 | 7.78 × 102 |
| a0,4 | 5.94 × 101 | a1,4 | 4.24 × 102 | a2,4 | −8.50 × 102 | a3,4 | 1.72 × 102 | a4,4 | 4.25 × 102 |
| R | 0.996611 |
| bij | Value | bij | Value | bij | Value | bij | Value | bij | Value |
|---|---|---|---|---|---|---|---|---|---|
| b0,0 | 5.67 × 102 | b1,0 | 6.53 × 102 | b2,0 | −7.35 × 102 | b3,0 | 2.75 × 102 | b4,0 | −6.53 × 100 |
| b0,1 | −1.71 × 100 | b1,1 | −1.33 × 100 | b2,1 | 1.30 × 100 | b3,1 | −3.87 × 10−1 | b4,1 | 0.00 × 100 |
| b0,2 | 1.97 × 10−3 | b1,2 | 8.70 × 10−4 | b2,2 | −7.04 × 10−4 | b3,2 | 1.40 × 10−4 | b4,2 | 0.00 × 100 |
| b0,3 | −1.01 × 10−6 | b1,3 | −1.85 × 10−7 | b2,3 | 1.12 × 10−7 | b3,3 | 0.00 × 100 | b4,3 | 0.00 × 100 |
| b0,4 | 1.93 × 10−10 | b1,4 | 0.00 × 100 | b2,4 | 0.00 × 100 | b3,4 | 0.00 × 100 | b4,4 | 0.00 × 100 |
| R | 0.996660 |
| cij | Value | cij | Value | cij | Value | cij | Value | cij | Value |
|---|---|---|---|---|---|---|---|---|---|
| c0,0 | 2.85 × 10−2 | c1,0 | −2.84 × 10−1 | c2,0 | 2.86 × 10−1 | c3,0 | −1.06 × 10−1 | c4,0 | 1.58 × 10−2 |
| c0,1 | −8.81 × 10−5 | c1,1 | 5.65 × 10−4 | c2,1 | −4.64 × 10−4 | c3,1 | 1.02 × 10−4 | c4,1 | 0.00 × 100 |
| c0,2 | 1.32 × 10−7 | c1,2 | −3.74 × 10−7 | c2,2 | 2.57 × 10−7 | c3,2 | −3.82 × 10−8 | c4,2 | 0.00 × 100 |
| c0,3 | −9.99 × 10−11 | c1,3 | 7.75 × 10−11 | c2,3 | −3.76 × 10−11 | c3,3 | 0.00 × 100 | c4,3 | 0.00 × 100 |
| c0,4 | 3.26 × 10−14 | c1,4 | 0.00 × 100 | c2,4 | 0.00 × 100 | c3,4 | 0.00 × 100 | c4,4 | 0.00 × 100 |
| R | 0.999562 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Opěla, P.; Schindler, I.; Kawulok, P.; Kawulok, R.; Rusz, S.; Navrátil, H.; Jurča, R. Correlation among the Power Dissipation Efficiency, Flow Stress Course, and Activation Energy Evolution in Cr-Mo Low-Alloyed Steel. Materials 2020, 13, 3480. https://0-doi-org.brum.beds.ac.uk/10.3390/ma13163480
Opěla P, Schindler I, Kawulok P, Kawulok R, Rusz S, Navrátil H, Jurča R. Correlation among the Power Dissipation Efficiency, Flow Stress Course, and Activation Energy Evolution in Cr-Mo Low-Alloyed Steel. Materials. 2020; 13(16):3480. https://0-doi-org.brum.beds.ac.uk/10.3390/ma13163480
Chicago/Turabian StyleOpěla, Petr, Ivo Schindler, Petr Kawulok, Rostislav Kawulok, Stanislav Rusz, Horymír Navrátil, and Radek Jurča. 2020. "Correlation among the Power Dissipation Efficiency, Flow Stress Course, and Activation Energy Evolution in Cr-Mo Low-Alloyed Steel" Materials 13, no. 16: 3480. https://0-doi-org.brum.beds.ac.uk/10.3390/ma13163480