A Study on the Machinability of Steels and Alloys to Develop Recommendations for Setting Tool Performance Characteristics and Belt Grinding Modes


 , ,
, ,  and
and
Abstract
:1. Introduction
- Studying the basic laws of these processes;
- Identifying the mechanism of interaction between the tool and the workpiece;
- Developing a methodology for choosing the main parameters of the processes.
1.1. Problem Statement
1.2. Tasks and Objectives
- To determine the dependences of the performance indicators of the grinding belt on the type of material being machined;
- To develop an indicator for the machinability of materials with a grinding belt;
- To classify groups of materials machined by grinding belts based on quantitative assessment of their machinability;
- To develop recommendations for the use of tools for the belt grinding of materials with various levels of machinability with grinding and lapping machines.
2. Materials and Methods
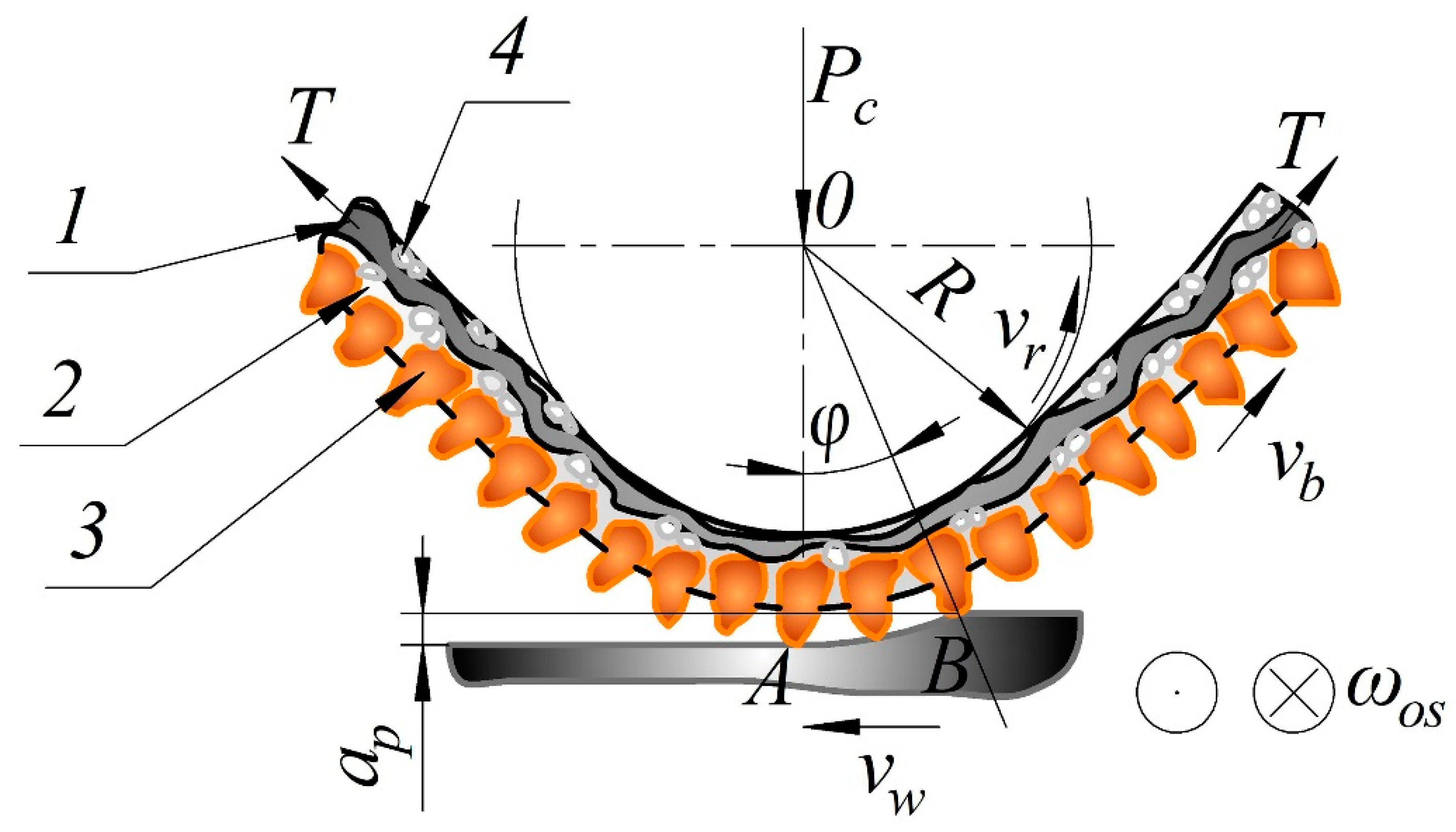
2.1. Theoretical Provisions of the Belt Grinding Process
- For deburring pads during flat grinding of 10KP carbon steel (similar to AISI 1010) in the production of metal fittings;
- For external circular grinding of cylinder rods made of 35KH carbon steel (similar to AISI 5132) in the automotive industry;
2.2. Experiment Plan
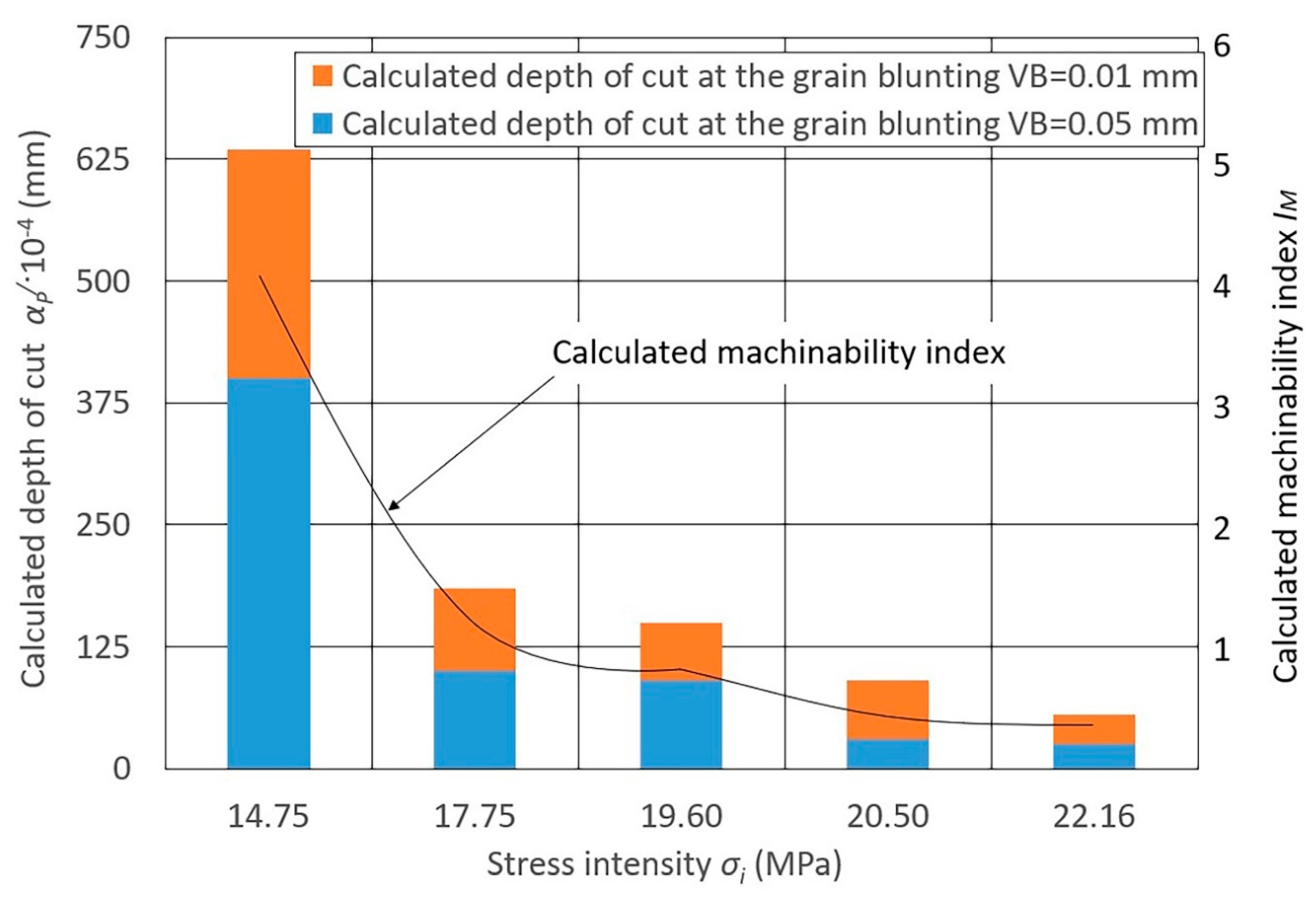
3. Results and Discussion
- Heat-resistant nickel alloys have the lowest machinability;
- Stainless steels have slightly better machinability (1.5–2.3 times more than nickel alloys);
- Structural carbon steels and steels alloyed with chromium and nickel in combination with manganese, silicon, and molybdenum have better machinability;
- Aluminum casting (low silicon) and copper-doped (up to 6%) alloys have the best grinding machinability (4.0–4.3 times more than carbon steels and 20 times more than nickel alloys).
4. Findings
5. Conclusions
- We developed an analytical model to determine the index of machinability with an abrasive tool (grinding belt). The machinability index is the ratio of the performance indicators of the grinding belt and the depth of cut to the indicators of structural carbon steels of grade 45 steel (and similar steels). In this case, the performance indicators of the grinding belt are chosen from a set of calculated and estimated indicators.
- We formed machinability groups for steels and alloys with a grinding belt based on the developed machinability index. The experimental studies determined the empirical dependences of belt grinding parameters for a number of steels and alloys.
- Our study allowed us to gather statistics on the performance indicators and machinability based on the cutting modes and characteristics of the grinding belt and assess them. Sufficient sensitivity and distinguishability were achieved for the estimates; the stability of the obtained results was at the required level and did not exceed 5–6%. We demonstrated the objectivity of the obtained results by comparing the laboratory and production estimates of the performances of grinding belts and their good correlation (correlation coefficient ρ = 0.87 ± 0.09).
- We recommend using our results in belt grinding operations on grinding and lapping machines. The use of the developed recommendations for choosing the performance characteristics of emery belts and grinding modes makes it possible to design belt grinding operations on a technically and scientifically reasonable basis. It also increases the durability of the grinding belts when machining structural carbon steels by up to 42%, reduces their consumption by 40%, and reduces the labor intensity of machined cast aluminum alloys by 4.5 times while ensuring operational requirements are met.
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
Nomenclature
| nac | Actual number of contacting grains |
| Aos | Amplitude of the vertical oscillation |
| Ra | Arithmetic mean deviation of the assessed profile (surface roughness) |
| Axial component of the cutting force acting on one grain | |
| vb | Belt speed |
| T | Belt tension force |
| Gbond | Bond shear modulus |
| Calculated machinability index | |
| Pc | Clamping force |
| φ | Contact angle |
| ∪AB | Contact arc angle |
| Fc | Contact area |
| ap | Cutting depth |
| P | Cutting force |
| vc | Cutting speed |
| ρ | Density |
| Depth of cut for one cutting grain | |
| ß | Deviation angle of the cutting grain from the vertical position during grinding |
| τi | Duration of the i-th grinding (tool life) |
| Experimental machinability index | |
| Grain blunting area, which changes during machining | |
| Grain blunting area (flank wear) | |
| c | Grain bonding |
| h | Grain protrusion from the bond |
| b | Grain width |
| HB | Hardness |
| Height of a single grain | |
| Machinability index of a material group | |
| Pzmax | Maximum tangential component of the cutting force |
| n | Number of grinding sequences |
| τ | Operating time of the tool till the resistance criterion (tool life) |
| Performance index | |
| Performance index of metal grade | |
| Performance index of steel 45 | |
| p | Pressure |
| Radial component of the cutting force acting on one grain | |
| Py | Radial cutting force |
| vr | Roller speed |
| R | Roller radius |
| P/ | Specific cutting force acting on one grain |
| Strain intensity | |
| Strain rate | |
| σi | Stress intensity in the shear zone of the material being machined |
| Tangential component of the cutting force acting on one grain | |
| Temperature | |
| The area of the bond between the adjacent grains | |
| ; | The coefficients accounting for the geometry of the cutting part of abrasive grains and the nature of metal yielding in the deformation zone |
| The coefficient of elastic uniform compression of the bond horizontally and vertically | |
| The material removal over the i-th grinding period | |
| The minor axis of the ellipse or the minimum grain size | |
| The minor turning angle of the grain near the axis of mass under the action of force | |
| The width of the area of wear | |
| σD | Ultimate Stress |
| wos | Vertical oscillation frequency |
| vw | Workpiece speed |
| σy | Yield Stress |
References
- Duan, J.; Shi, Y.; Zhang, J.; Dong, T.; Li, X. Flexible polishing technology for blade of aviation engine. Hangkong Xuebao/Acta Aeronaut. Et Astronaut. Sin. 2012, 33, 573–578. [Google Scholar]
- Duan, J.; Zhang, Y.; Shi, Y. Belt grinding process with force control system for blade of aero-engine. Proc. Inst. Mech. Eng. B J. Eng. Manuf. 2016, 230, 858–869. [Google Scholar] [CrossRef]
- Wang, W.; Yun, C. A path planning method for robotic belt surface grinding. Chin. J. Aeronaut. 2011, 24, 520–526. [Google Scholar] [CrossRef] [Green Version]
- Qu, C.; Lv, Y.; Yang, Z.; Xu, X.; Zhu, D.; Yan, S. An improved chip-thickness model for surface roughness prediction in robotic belt grinding considering the elastic state at contact wheel-workpiece interface. Int. J. Adv. Manuf. Technol. 2019, 104, 3209–3217. [Google Scholar] [CrossRef]
- Stratievskiy, I.K.; Yuryev, V.G.; Zubarev, Y.M. Abrasive Machining: Reference Book; Mashinostroenie (Mechanical Engineering): Moscow, Russia, 2010; p. 352. [Google Scholar]
- Bratan, S.; Kolesov, A.; Roshchupkin, S.; Stadnik, T. Theoretical-probabilistic model of the rotary belt grinding process. MATEC Web Conf. 2017, 129, 01078. [Google Scholar] [CrossRef] [Green Version]
- Stadnik, T.V. A probabilistic theoretical model of the rotary belt grinding process. Sci. Notes Crime. Eng. Pedagog. Univ. 2019, 1, 274–278. [Google Scholar]
- Stadnik, T.V.; Bratan, S.M. System analysis of the rotary belt grinding process. Aktual’nyye Probl. V Mashinostroyenii (Curr. Probl. Mech. Eng.) 2019, 4, 66–72. [Google Scholar]
- Volkov, D.I.; Koryazhkin, A.A. Adaptive belt grinding of GTE blades on multi-axis machine-tool equipment. Bull. Rybinsk State Aviat. Technol. Acad. Named After P.A. Soloviev 2013, 1, 42–48. [Google Scholar]
- Sanin, S.N.; Pelipenko, N.A. Innovative technology for manufacturing large-sized products. Notes Min. Inst. 2018, 230, 185. [Google Scholar]
- Zhao, C.; Li, J.; Fan, W.; Liu, Y.; Wang, W. Experimental and simulation research on residual stress for abrasive belt rail grinding. Int. J. Adv. Manuf. Technol. 2020, 109, 129–142. [Google Scholar] [CrossRef]
- Skuratov, D.L.; Balyakin, A.V.; Alkalimova, Y.K. An analytical solution to the problem of calculating the temperature field in workpieces during belt grinding. Bull. Samara Sci. Cent. Russ. Acad. Sci. 2019, 1, 98–104. [Google Scholar]
- Poletaev, V.A.; Volkov, D.I. Automated belt grinding of axial-compressor blades in gas-turbine engines. Russ. Eng. Res. 2019, 39, 594–597. [Google Scholar] [CrossRef]
- Kachan, A.; Ulanov, S. Contact temperatures during grinding of parts of the gas turbine engine and determination of the area of machining without burning. Her. Aeroeng. Build. 2016, 1, 216–219. [Google Scholar]
- Ren, X.; Chai, Z.; Xu, J.; Zhang, X.; He, Y.; Chen, H.; Chen, X. A new method to achieve dynamic heat input monitoring in robotic belt grinding of Inconel 718. J. Manuf. Process. 2020, 57, 575–588. [Google Scholar] [CrossRef]
- Zhu, D.; Feng, X.; Xu, X.; Yang, Z.; Li, W.; Yan, S.; Ding, H. Robotic grinding of complex components: A step towards efficient and intelligent machining—Challenges, solutions, and applications. Robot. Comput. Integr. Manuf. 2020, 65, 101908. [Google Scholar] [CrossRef]
- Zhu, D.; Xu, X.; Yang, Z.; Zhuang, K.; Yan, S.; Ding, H. Analysis and assessment of robotic belt grinding mechanisms by force modeling and force control experiments. Tribol. Int. 2018, 120, 93–98. [Google Scholar] [CrossRef]
- Ghosh, G.; Sidpara, A.; Bandyopadhyay, P.P. Comprehensive study to evaluate the lifespan of flexible polishing pads by 3D surface characterization technique. Measurement 2018, 127, 29–41. [Google Scholar] [CrossRef]
- Huai, W.; Shi, Y.; Tang, H.; Lin, X. An adaptive flexible polishing path programming method of the blisk blade using elastic grinding tools. J. Mech. Sci. Technol. 2019, 33, 3487–3495. [Google Scholar] [CrossRef]
- Sarkar, M.; Jain, V.K.; Sidpara, A. On the flexible abrasive tool for nanofinishing of complex surfaces. J. Adv. Manuf. Syst. 2019, 18, 157–166. [Google Scholar] [CrossRef]
- Voronov, S.A.; Kiselev, I.A.; Ma, W. Influence of technological system’s rigidity on the dynamics of grinding process of flexible parts. In MATEC Web of Conferences; EDP Sciences: Les Ulis, France, 2018; Volume 226, p. 02002. [Google Scholar] [CrossRef]
- Pashnyov, V.A.; Pimenov, D.Y. Stress analysis of a three-layer metal composite system of bearing assemblies during grinding. Mech. Compos. Mater. 2015, 51, 77–92. [Google Scholar] [CrossRef]
- Khan, A.M.; Jamil, M.; Mia, M.; Pimenov, D.Y.; Gasiyarov, V.R.; Gupta, M.K.; He, N. Multi-objective optimization for grinding of AISI D2 steel with Al2O3 wheel under MQL. Materials 2018, 11, 2269. [Google Scholar] [CrossRef] [Green Version]
- Pashnyov, V.A.; Pimenov, D.Y.; Erdakov, I.N.; Koltsova, M.S.; Mikolajczyk, T.; Patra, K. Modeling and analysis of temperature distribution in the multilayer metal composite structures in grinding. Int. J. Adv. Manuf. Technol. 2017, 91, 4055–4068. [Google Scholar] [CrossRef] [Green Version]
- Kapłonek, W.; Nadolny, K.; Sutowska, M.; Mia, M.; Pimenov, D.Y.; Gupta, M.K. Experimental studies on MoS2-treated grinding wheel active surface condition after high-efficiency internal cylindrical grinding process of INCONEL® alloy 718. Micromachines 2019, 10, 255. [Google Scholar] [CrossRef] [Green Version]
- Kapłonek, W.; Nadolny, K.; Rokosz, K.; Marciano, J.; Mia, M.; Pimenov, D.Y.; Kulik, O.; Gupta, M.K. Internal cylindrical grinding process of INCONEL® alloy 600 using grinding wheels with Sol–Gel alumina and a synthetic organosilicon polymer-based impregnate. Micromachines 2020, 11, 115. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Bañon, F.; Sambruno, A.; Batista, M.; Simonet, B.; Salguero, J. Surface quality and free energy evaluation of s275 steel by shot blasting, abrasive water jet texturing and laser surface texturing. Metals 2020, 10, 290. [Google Scholar] [CrossRef] [Green Version]
- Al-Rousan, R.Z.; AL-Tahat, M.F. Consequence of surface preparation techniques on the bond behavior between concrete and CFRP composites. Constr. Build. Mater. 2019, 212, 362–374. [Google Scholar] [CrossRef]
- Rudawska, A.; Danczak, I.; Müller, M.; Valasek, P. The effect of sandblasting on surface properties for adhesion. Int. J. Adhes. Adhes. 2016, 70, 176–190. [Google Scholar] [CrossRef]
- Stadnik, T.; Sidorov, D.; Kharchenko, A. Investigation of diamond elastic belts characteristics effect on rotary belt grinding process output performance. Procedia Eng. 2017, 206, 1415–1418. [Google Scholar] [CrossRef]
- Lyukshin, V.S.; Shatko, D.B.; Strelnikov, P.A. Study of the working face of a flexible grinding tool. IOP Conf. Ser. Mater. Sci. Eng. 2020, 734, 012068. [Google Scholar] [CrossRef]
- Syreyshchikova, N.V.; Pimenov, D.Y.; Mikolajczyk, M.; Moldovan, M. Technological support of abrasive manufacturing of products on a flexible basis by evaluating performance indicators. Procedia Eng. 2020, 46, 38–43. [Google Scholar] [CrossRef]
- Syreyshchikova, N.V.; Pimenov, D.Y. Quality assessment of emery cloth-based abrasive tool using elasticity technological parameter. Procedia Eng. 2017, 206, 1155–1160. [Google Scholar] [CrossRef]
- Syreyshchikova, N.V.; Pimenov, D.Y. Wear of a flexible abrasive tool. J. Frict. Wear 2019, 40, 139–145. [Google Scholar] [CrossRef]
- Ma, K.; Wang, X.; Shen, D. Design and experiment of robotic belt grinding system with constant grinding force. In Proceedings of the 25th International Conference on Mechatronics and Machine Vision in Practice, M2VIP 2018, Stuttgart, Germany, 20–22 November 2018; IEEE: New York, NY, USA, 2019. [Google Scholar] [CrossRef]
- Qi, J.; Chen, B. Surface roughness prediction based on the average cutting depth of abrasive grains in belt grinding. In Proceedings of the 3rd International Conference on Mechanical, Control and Computer Engineering, ICMCCE 2018, Huhhot, China, 14–16 September 2018; IEEE: New York, NY, USA, 2018; pp. 169–174. [Google Scholar] [CrossRef]
- Chen, J.; Chen, H.; Xu, J.; Wang, J.; Zhang, X.; Chen, X. Acoustic signal-based tool condition monitoring in belt grinding of nickel-based superalloys using RF classifier and MLR algorithm. Int. J. Adv. Manuf. Technol. 2018, 98, 859–872. [Google Scholar] [CrossRef]
- Gineqart, O.Y.; Rechenko, D.S.; Popov, A.Y. A study of the grinding process. Sci. Rev. 2008, 3, 55–58. [Google Scholar]
- Syreishchikov, A.A.; Syreishchikova, N.V. The purpose of the technological indicators of the grit paper characteristics in the computer design of grinding operations. In Progressivnyye Tekhnologii v Mashinostroyenii (Progressive Technologies in Mechanical Engineering): Thematic Review of Scientific Works; Susu: Chelyabinsk, Russia, 2014; pp. 11–13. [Google Scholar]
- Ren, L.; Zhang, G.; Wang, Y.; Zhang, Q.; Wang, F.; Huang, Y. A new in-process material removal rate monitoring approach in abrasive belt grinding. Int. J. Adv. Manuf. Technol. 2019, 10, 2715–2726. [Google Scholar] [CrossRef]
- Pandiyan, V.; Tjahjowidodo, T.; Caesarendra, W.; Praveen, G.; Wijaya, T.; Pappachan, B.K. Analysis of contact conditions based on process parameters in robotic abrasive belt grinding using dynamic pressure sensor. In Proceedings of the Joint 10th International Conference on Soft Computing and Intelligent Systems (SCIS) and 19th International Symposium on Advanced Intelligent Systems (ISIS), Toyama, Japan, 5–8 December 2018; pp. 1217–1221. [Google Scholar] [CrossRef]
- Pandiyan, V.; Caesarendra, W.; Tjahjowidodo, T.; Praveen, G. Predictive modelling and analysis of process parameters on material removal characteristics in abrasive belt grinding process. Appl. Sci. 2017, 7, 363. [Google Scholar] [CrossRef]
- Pandiyan, V.; Caesarendra, W.; Tjahjowidodo, T.; Tan, H.H. In-process tool condition monitoring in compliant abrasive belt grinding process using support vector machine and genetic algorithm. J. Manuf. Process. 2018, 31, 199–213. [Google Scholar] [CrossRef]
- Bratan, S.M.; Stadnik, T.V.; Kolesov, A.G. A balance of displacements in the technological system during rotary belt grinding. Bull. Tula State Univ. Tech. Sci. 2017, 8, 270–275. [Google Scholar]
- Wang, W.; Salvatore, F.; Rech, J.; Li, J. Comprehensive investigation on mechanisms of dry belt grinding on AISI52100 hardened steel. Tribol. Int. 2018, 121, 310–320. [Google Scholar] [CrossRef]
- Zou, L.; Liu, X.; Huang, Y.; Fei, Y. A numerical approach to predict the machined surface topography of abrasive belt flexible grinding. Int. J. Adv. Manuf. Technol. 2019, 104, 2961–2970. [Google Scholar] [CrossRef]
- Cheng, C.; Li, J.; Liu, Y.; Nie, M.; Wang, W. Deep convolutional neural network-based in-process tool condition monitoring in abrasive belt grinding. Comput. Ind. 2019, 106, 1–13. [Google Scholar] [CrossRef]
- Huang, Z.; Song, R.; Wan, C.; Wei, P.; Wang, H. Trajectory planning of abrasive belt grinding for aero-engine blade profile. Int. J. Adv. Manuf. Technol. 2019, 102, 605–614. [Google Scholar] [CrossRef]
- Maslov, V.N. The Theory of Grinding Materials; Mashinostroenie (Mechanical Engineering): Moscow, Russia, 1974; p. 320. [Google Scholar]
- Reznikov, A.N.; Pilinskii, A.V.; Malyshev, V.I.; Pokladii, G.G. Contact strain in grinding with an elastic tool having a segmental working surface. Sov. J. Superhard Mater. (Engl. Transl. Sverkhtverdye Mater.) 1985, 7, 49–54. [Google Scholar]
- Shal’nov, V.A. Shlifovanie i Polirovanie Vysokoprochnykh Materialov [Grinding and Polishing of High-Strength Materials]; Mashinostroenie: Moscow, Russia, 1972; p. 272. [Google Scholar]
- Lur’e, G.B.; Gichan, V.V. Adaptive control system for plunge cylindrical grinding. Mach. Tool 1974, 45, 10–12. [Google Scholar]
- Lur’e, G.B. Shlifovanie Metallov [Grinding of Metals]; Mashinostroenie: Moscow, Russia, 1969; p. 172. [Google Scholar]
- Vsevodov, A.A. World machine tool industry in 2000–2018. ITO Instrum. Technol. Equip. Append. 2018, 2, 14. [Google Scholar]
- Information Release. Rosstankoinstrument. In Data for 12 Months of 2018: Information Release; NIIMASH: Moscow, Russia, 2018; p. 63. [Google Scholar]
- Syreyshchikova, N.V. Grit Paper and Products Manufactured from it in 2010–2018: Nomenclature Reference Book; NIIMASH: Moscow, Russia, 2018; p. 63. [Google Scholar]
- Li, H.; Ding, A.-L.; Li, B.-M. The application and development of abrasive belt grinding. Huabei Gongxueyuan Xuebao/J. North China Inst. Technol. 1999, 20, 333. [Google Scholar]
- Korchak, S.N. Performance of the Process of Grinding Steel Parts; Mashinostroenie (Mechanical Engineering): Moscow, Russia, 1974; p. 230. [Google Scholar]
- Lyukshin, V.S.; Barsuk, A.V. Increase of efficiency of grinding tapes. V Mire Nauchnykh Otkrytiy 2014, 4, 189–196. [Google Scholar]
- Pereverzev, P.P.; Pimenov, D.Y. A grinding force model allowing for dulling of abrasive wheel cutting grains in plunge cylindrical grinding. J. Frict. Wear 2016, 37, 60–65. [Google Scholar] [CrossRef]
- Reznikov, A.N.; Shelipanov, V.V. Investigation of instantaneous contact in grinding. Russ. Eng. J. (Sel. Transl. Vestn. Mashinostroeniya Prod. Eng. Res. Assoc. Great Br.) 1974, 54, 57–59. [Google Scholar]
- Pimenov, D.Y.; Guzeev, V.I.; Koshin, A.A. Influence of cutting conditions on the stress at tool’s rear surface. Russ. Eng. Res. 2011, 31, 1151–1155. [Google Scholar] [CrossRef]
- Pimenov, D.Y.; Guzeev, V.I. Mathematical model of plowing forces to account for flank wear using FME modeling for orthogonal cutting scheme. Int. J. Adv. Manuf. Technol. 2017, 89, 3149–3159. [Google Scholar] [CrossRef]
- D’yakonov, A.A. Improvement of grinding speeds by assessing the machinability of materials. Russ. Eng. Res. 2012, 32, 604–607. [Google Scholar] [CrossRef]
- Volkov, D.I.; Koryazhkin, A.A. Calculation of temperatures by the finite difference method for belt grinding with a constant clamping pressure at a skew-angular belt grinding pattern. Bull. Ufa State Aviat. Tech. Univ. Ufa FSBEI HPE Ufa State Aviat. Tech. Univ. 2011, 3, 79–83. [Google Scholar]
- Pirozerskaya, O.L.; Malyshev, A.N. An analysis of the possible use of modern methods for manufacturing and restoration of automotive parts of different classes to increase reliability. Tekhniko-Tekhnolog. Probl. Serv. (Tech. Technol. Serv. Probl.) St. Petersburg St. Petersburg State Univ. Serv. Econ. 2012, 14–19. [Google Scholar]
- Ezugwu, E.; Bonney, J.; Yamane, Y. An overview of the machinability of aeroengine alloys. J. Mater. Process. Technol. 2003, 134, 233–253. [Google Scholar] [CrossRef]
- Santos, M.C.; Machado, A.R.; Sales, W.F.; Barrozo, M.A.S.; Ezugwu, E.O. Machining of aluminum alloys: A review. Int. J. Adv. Manuf. Technol. 2016, 86, 3067–3080. [Google Scholar] [CrossRef]
- Suresh, R.; Basavarajappa, S.; Gaitonde, V.N.; Samuel, G.; Davim, J.P. State-of-the-art research in machinability of hardened steels. Proc. Inst. Mech. Eng. B J. Eng. Manuf. 2013, 227, 191–209. [Google Scholar] [CrossRef]
- Guzeev, V.I.; Batuev, V.A.; Surkov, I.V. Cutting Conditions for Turning and Milling and Boring Machines with Numerical Control: Handbook; Mashinostroenie: Moscow, Russia, 2005; p. 368. [Google Scholar]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Belt Speed vb (m/s) | Workpiece Speed vw (m/s) | Vertical Oscillation Frequency wos (mm−1) | Vertical Oscillation Aos (mm) | Tool Life τi (s) | Clamping Force Pc (N) | Pressure p (MPa) |
|---|---|---|---|---|---|---|
| 25 | 0.058 | 200 | 3 | 60 | 58.9 | 1.40 |
| Material Group | Workpiece Material | Chemical Composition, % | Physical and Mechanical Properties | ||||||||||||||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Carbon, C | Silicon, Si | Manganese, Mn | Nickel, Ni | Sulfur, S | Phosphorus, P | Chromium, Cr | Cerium, Ce | Titanium, Ti | Tungsten, W | Boron, B | Lead, Pb | Iron, Fe | Aluminum, Al | Copper, Cu | Arsenic, As | Molybdenum, Mo | Niobium, Nb | Zinc, Zn | Bismuth, Bi | Beryllium, Be | Magnesium, Mg | Tin, Sn | Other Impurities | Yield Stress, σy, MPa | Ultimate Stress, σD, MPa | Density, ρ, kg/m3 | Hardness, HB | ||
| Aluminum alloys | AL4 | — | 8–10.5 | 0.2–0.5 | — | — | — | — | — | — | — | — | to 0.05 | to 1 | 87.2–91.63 | to 0.1 | — | — | — | to 0.2 | to 0.025 | to 0.1 | 0.17–0.3 | to 0.01 | — | 160 | 290 | 2650 | 70 |
| AK5M2/AL3V | — | 4–6 | 0.2–0.8 | to 0.5 | — | — | — | — | 0.05–0.2 | — | — | — | to 1.3 | 85.9–94.05 | 1.5–3.5 | — | — | — | to 1.5 | — | — | 0.2–0.8 | — | total 2.8 | 162 | — | 2900 | 70 | |
| Structural alloy steels | 30KHGSN2 (30KHGSNA) | 0.27–0.34 | 0.9–1.2 | 1–1.3 | 1.4–1.8 | to 0.025 | to 0.025 | 0.9–1.2 | — | — | — | — | — | ≈95 | — | to 0.3 | — | — | — | — | — | — | — | — | — | 1375 | 1620 | 7770 | 255 |
| 30KHGT | 0.24–0.32 | 0.17–0.37 | 0.8–1.1 | to 0.3 | to 0.035 | to 0.035 | 1–1.3 | — | 0.03–0.09 | — | — | — | ≈97 | — | to 0.3 | — | — | — | — | — | — | — | — | — | 685 | 835 | ≈7800 | 229 | |
| Structural carbon steels | 08KP | 0.05–0.12 | to 0.03 | 0.25–0.5 | to 0.3 | to 0.04 | to 0.035 | to 0.1 | — | — | — | — | — | ≈98 | — | to 0.3 | to 0.08 | — | — | — | — | — | — | — | — | 175 | 295 | 7871 | 179 |
| 45 | 0.42–0.5 | 0.17–0.37 | 0.5–0.8 | to 0.25 | to 0.04 | to 0.035 | to 0.25 | — | — | — | — | — | ≈97 | — | to 0.25 | to 0.08 | — | — | — | — | — | — | — | — | 355 | 600 | 7826 | 207 | |
| Corrosion- and heat-resistant stainless steels | 12KH13 | 0.09–0.15 | to 0.8 | to 0.8 | to 0.6 | to 0.025 | to 0.03 | 12–14 | — | — | — | — | — | ≈85 | — | — | — | — | — | — | — | — | — | — | — | 500 | 620 | 7720 | 187 |
| 3KH19NMVBT | 0.28–0.35 | to 0.8 | 0.8–1.5 | 8–10 | to 0.02 | to 0.035 | 18–20 | — | 0.2–0.5 | 1.0–1.5 | — | — | ≈67 | — | 0.3 | — | 1.0–1.5 | 0.2–0.35 | — | — | — | — | — | — | 300 | 700 | 7960 | — | |
| KH18N10T | to 0.12 | to 0.8 | to 2.0 | 9–11 | to 0.02 | to 0.035 | 17–19 | — | 0.6–0.8 | — | — | — | ≈68 | — | — | — | — | — | — | — | — | — | — | — | 196 | 510 | 7920 | 179 | |
| Heat-resistant nickel alloys | KHN60V | to 0.1 | to 0.8 | to 0.5 | 50.874–63.2 | to 0.013 | to 0.013 | 23.5–26.5 | — | 0.3–0.7 | 13–16 | — | — | to 4 | to 0.5 | — | — | — | — | — | — | — | — | — | — | 300 | 750 | 8880 | — |
| KHN77TYUR | to 0.07 | to 0.6 | to 0.4 | 70.076–77.4 | to 0.007 | to 0.015 | 19–22 | to 0.02 | 2.4–2.8 | — | to 0.01 | to 0.001 | to 1 | 0.6–1 | — | — | — | — | — | — | — | — | — | — | 650 | 1000 | 8200 | 255–321 | |
| KHN77TYU | to 0.07 | to 0.6 | to 0.4 | 70.083–77.4 | to 0.007 | to 0.015 | 19–22 | to 0.02 | 2.4–2.8 | — | to 0.003 | to 0.001 | to 1 | 0.6–1 | — | — | — | — | — | — | — | — | — | — | — | 610 | — | 255–321 | |
| Material Grade | Calculated Data , mm at | Experimental Data , | |||||
|---|---|---|---|---|---|---|---|
| = 0.01 mm | = 0.05 mm | during Minute 1 | during Minute 3 | during Minute 5 | during Minute 20 | over the Resistance Period | |
| AL4 | 0.0224 | 0.0147 | 114.58 | 97.56 | 95.88 | 74.66 | 87.24 |
| AK5M2 | 0.0215 | 0.0141 | 109.96 | 93.63 | 91.44 | 71.65 | 84.83 |
| AL3V | 0.0204 | 0.0133 | 106.83 | 90.96 | 88.83 | 69.61 | 82.41 |
| 30KHGSNA | 0.0074 | 0.0045 | 35.37 | 33.84 | 32.53 | 29.94 | 26.20 |
| 30KHGSN2 | 0.0068 | 0.0041 | 32.24 | 31.19 | 31.05 | 29.85 | 25.39 |
| 30KHGT | 0.0066 | 0.0040 | 31.85 | 30.38 | 29.75 | 28.41 | 25.19 |
| 08KP | 0.0053 | 0.0035 | 28.00 | 23.90 | 22.95 | 17.81 | 20.75 |
| 45 | 0.0051 | 0.0034 | 26.12 | 22.24 | 21.72 | 17.02 | 20.15 |
| 12KH13 | 0.0023 | 0.0013 | 25.06 | 13.93 | 10.91 | 7.15 | 8.26 |
| 3KH19NMV6T | 0.0022 | 0.0013 | 18.86 | 12.08 | 10.02 | 5.23 | 7.66 |
| KH18N10T | 0.0021 | 0.0012 | 15.03 | 9.58 | 8.55 | - | 7.46 |
| KHN60V | 0.0013 | 0.0008 | 12.27 | 6.83 | 5.58 | 2.58 | 4.43 |
| KHN77TYUR | 0.0012 | 0.0007 | 12.83 | 7.11 | 4.98 | 2.34 | 4.23 |
| KHN77TYU | 0.0009 | 0.0005 | 9.62 | 5.33 | 4.18 | 1.94 | 3.83 |
| Grades of Steels and Alloys | σi, MPa | Materials | Machinability Indices | Group of Material Being Machined | ||
|---|---|---|---|---|---|---|
| AL4 | 14.75 | Cast aluminum alloys (low-silicon) with the copper content of no more than 5.6% | 4.41 | 4.33 | 4.21 | 1 |
| AK5M2 | 4.20 | 4.21 | ||||
| AL3V | 4.00 | 4.09 | ||||
| 30KHGSNA | 17.75 | Structural steels alloyed with chromium and nickel in combination with manganese, silicon and molybdenum | 1.46 | 1.30 | 1.37 | 2 |
| 30KHGSN2 | 1.30 | 1.26 | ||||
| 30KHGT | 1.35 | 1.25 | ||||
| 08KP | 19.60 | Structural carbon steels | 1.03 | 1.05 | 1.0 | 3 |
| 45 | 1.0 | 1.0 | ||||
| 12KHI3 | 20.50 | Corrosion-resistant, heat-resistant stainless steels | 0.46 | 0.41 | 0.42 | 4 |
| 3KH19NMVBT | 0.42 | 0.38 | ||||
| KH18N10T | 0.38 | 0.37 | ||||
| KHN60V | 22.16 | Heat-resistant nickel alloys | 0.23 | 0.22 | 0.19 | 5 |
| KHN77TYUR | 0.21 | 0.21 | ||||
| KHN77TYU | 0.17 | 0.19 | ||||
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Syreyshchikova, N.V.; Guzeev, V.I.; Ardashev, D.V.; Pimenov, D.Y.; Patra, K.; Kapłonek, W.; Nadolny, K. A Study on the Machinability of Steels and Alloys to Develop Recommendations for Setting Tool Performance Characteristics and Belt Grinding Modes. Materials 2020, 13, 3978. https://0-doi-org.brum.beds.ac.uk/10.3390/ma13183978
Syreyshchikova NV, Guzeev VI, Ardashev DV, Pimenov DY, Patra K, Kapłonek W, Nadolny K. A Study on the Machinability of Steels and Alloys to Develop Recommendations for Setting Tool Performance Characteristics and Belt Grinding Modes. Materials. 2020; 13(18):3978. https://0-doi-org.brum.beds.ac.uk/10.3390/ma13183978
Chicago/Turabian StyleSyreyshchikova, Nelli Vladimirovna, Viktor Ivanovich Guzeev, Dmitrii Valerievich Ardashev, Danil Yurievich Pimenov, Karali Patra, Wojciech Kapłonek, and Krzysztof Nadolny. 2020. "A Study on the Machinability of Steels and Alloys to Develop Recommendations for Setting Tool Performance Characteristics and Belt Grinding Modes" Materials 13, no. 18: 3978. https://0-doi-org.brum.beds.ac.uk/10.3390/ma13183978