Evolution of Microstructure and Texture in Laboratory- and Industrial-Scaled Production of Automotive Al-Sheets

 , and
, and
Abstract
:1. Introduction
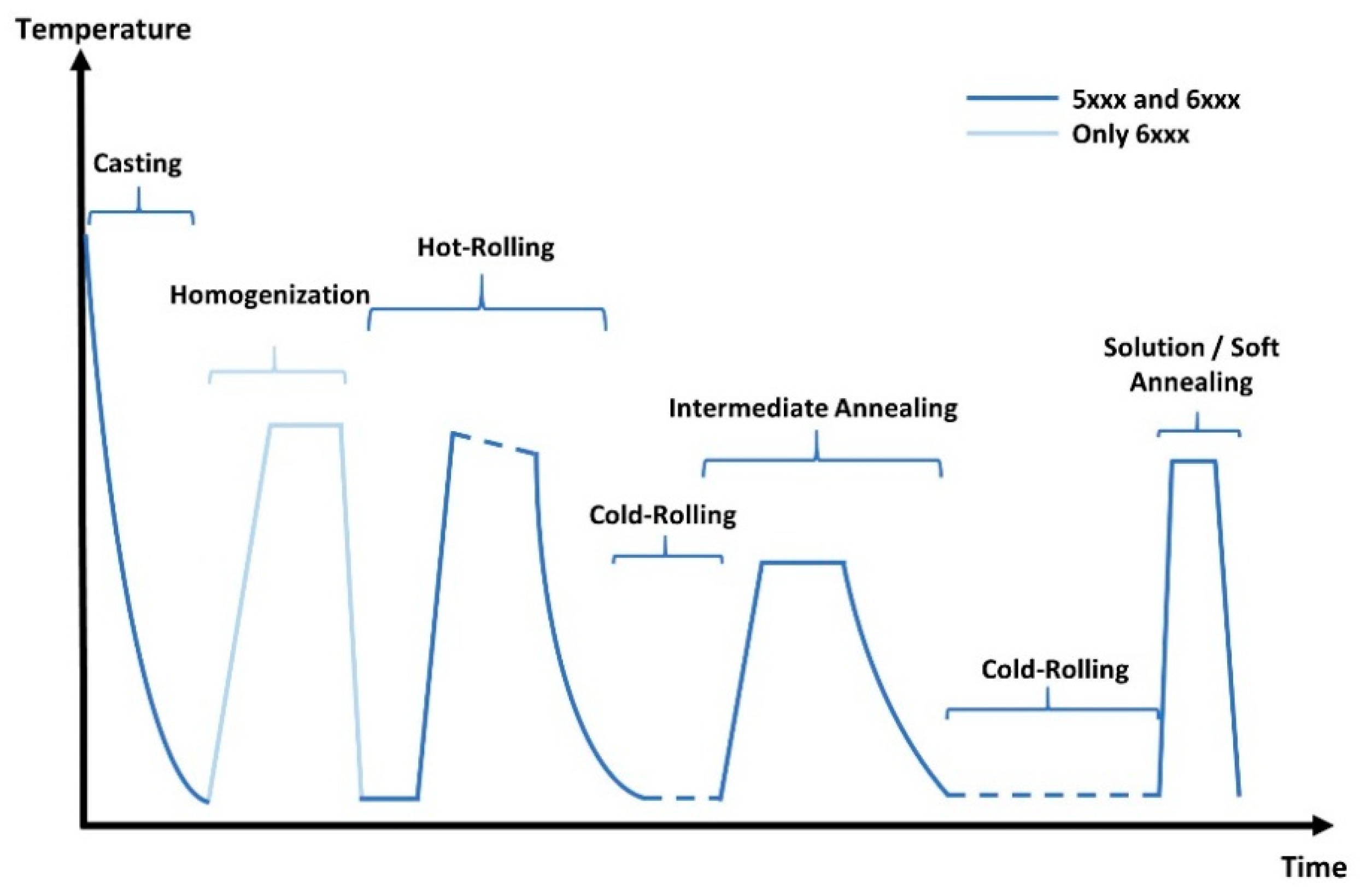
2. Materials and Methods
EBSD Data Processing
3. Results
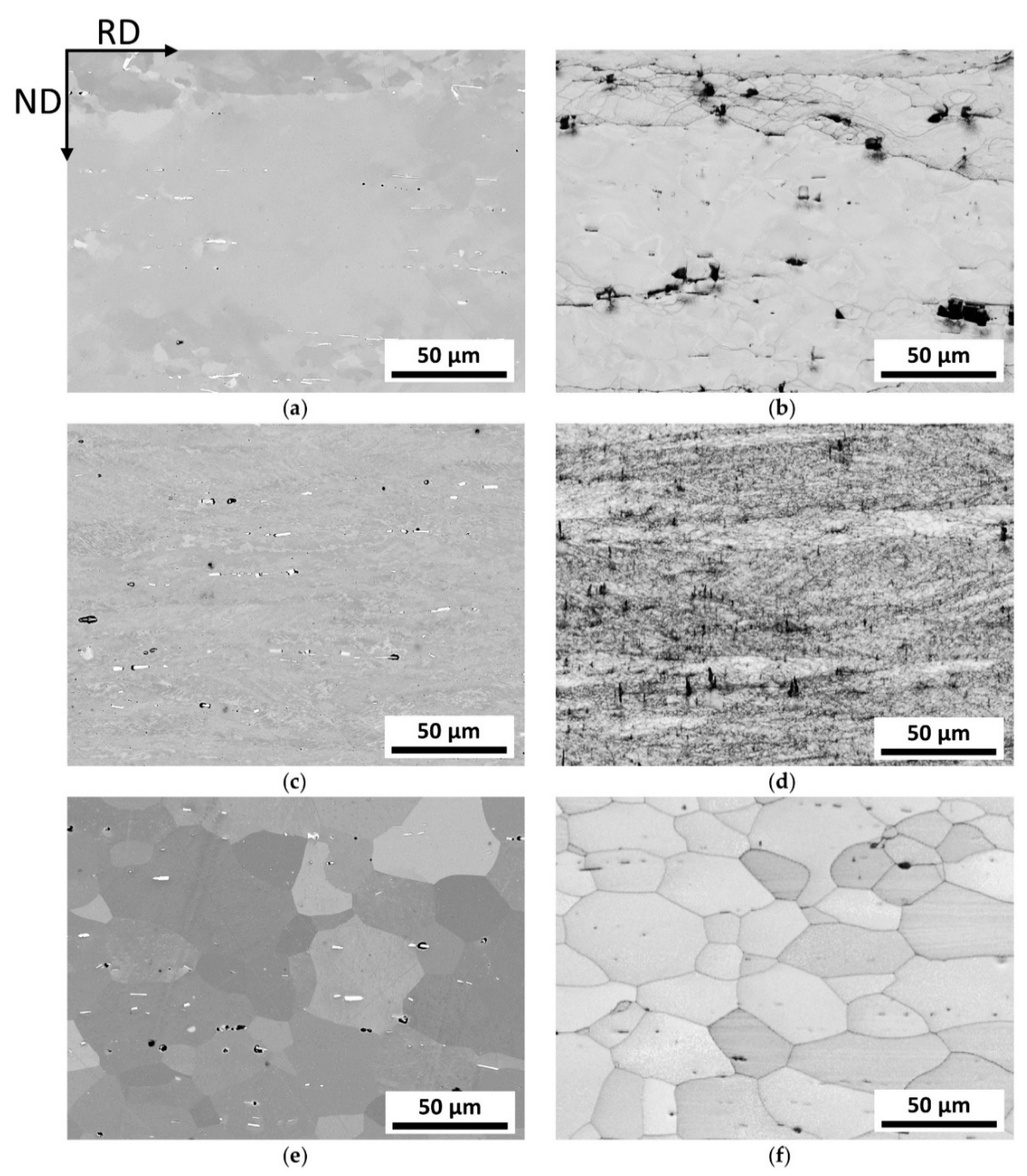
3.1. Microstructure and Grain Parameters
3.1.1. Microstructure Evolution of EN AW-5182
3.1.2. Microstructure Evolution of EN AW-6016
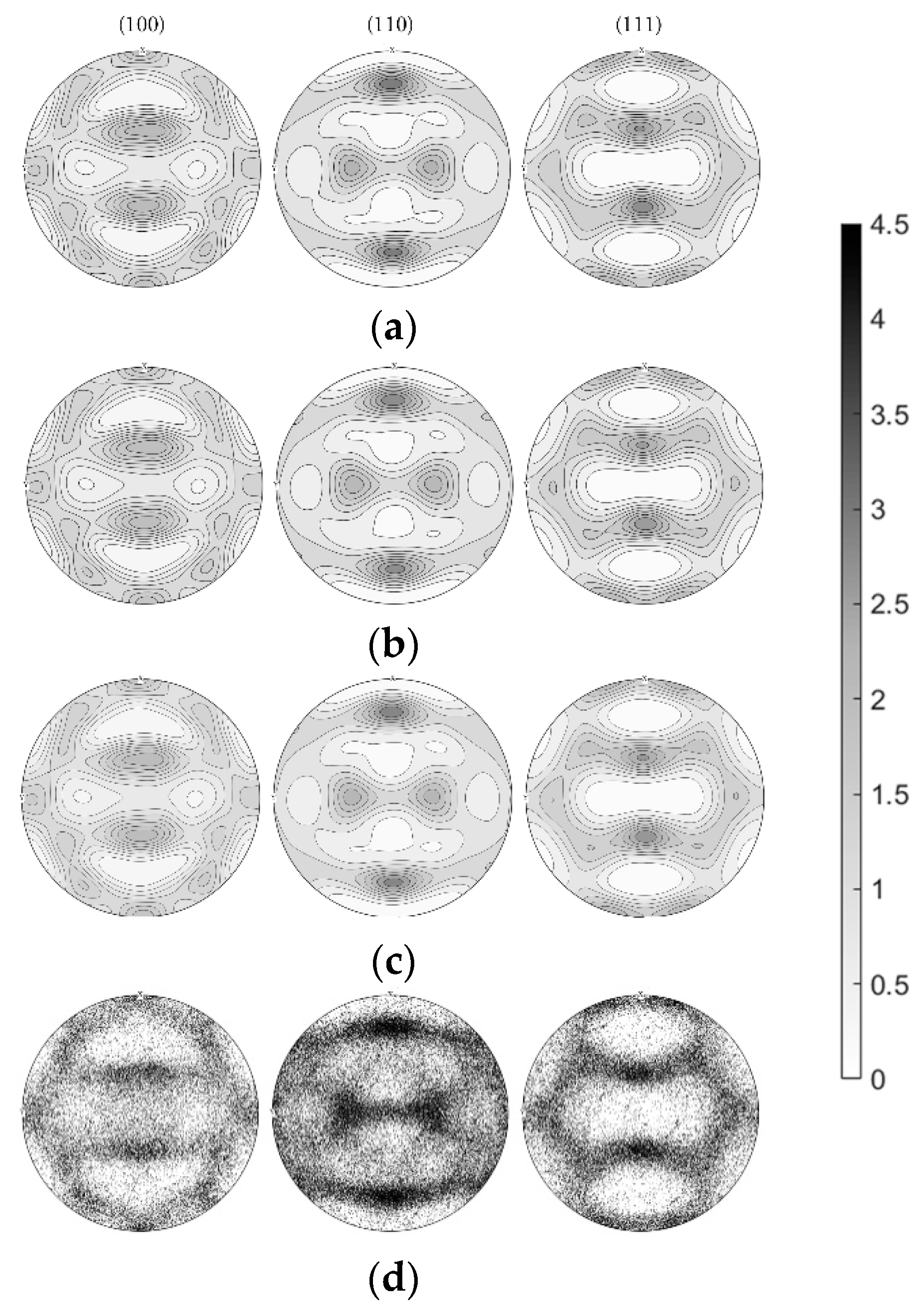
3.2. Texture Analysis
3.2.1. Texture Evolution in EN AW-5182
3.2.2. Texture Evolution in EN AW-6016
4. Discussion
5. Conclusions
- Texture and microstructure evolution throughout the process shows good conformity for EN AW-5182, both qualitatively and quantitatively. Typical rolling and recrystallization behavior of fcc-metals is found.
- For EN AW-6016, results from laboratory and industrial scale can be compared qualitatively over the process chain, although quantitative differences do occur. Slight differences in both rolling and recrystallization texture components emphasize the necessity of more detailed analysis of some sample states.
- Final annealed sheets show highly comparable microstructure and texture in both laboratory and industrially produced sheets for both alloys.
- Although EN AW-5182 and EN AW-6016 both include alloying elements forming primary and secondary phases, the influences of particle stimulated nucleation or intensified Zener-pinning are not clearly observable in either of these alloys.
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Cole, G.S.; Sherman, A.M. Lightweight materials for automotive applications. Mater. Charact. 1995, 35, 3–9. [Google Scholar] [CrossRef]
- Miller, W.S.; Zhuang, L.; Bottema, J.; Wittebrood, A.J.; de Smet, P.; Haszler, A.; Vieregge, A. Recent development in aluminium alloys for the automotive industry. Mater. Sci. Eng. A 2000, 280, 37–49. [Google Scholar] [CrossRef]
- Ostermann, F. Anwendungstechnologie Aluminium, 3rd ed.; Springe: Berlin, Germany, 2015. [Google Scholar]
- Burger, G.B.; Gupta, A.K.; Jeffrey, P.W.; Lloyd, D.J. Microstructural control of aluminum sheet used in automotive applications. Mater. Charact. 1998, 35, 23–39. [Google Scholar] [CrossRef]
- Engler, O. Texture and anisotropy in cold rolled and recovery annealed AA 5182 sheets. Mater. Sci. Technol. 2015, 31, 1058–1065. [Google Scholar] [CrossRef]
- Engler, O.; Hirsch, J. Control of recrystallisation texture and texture-related properties in industrial production of aluminium sheet. Int. J. Mat. Res. 2009, 100, 564–575. [Google Scholar] [CrossRef]
- Engler, O.; Hirsch, J. Recrystallization textures and plastic anisotropy in Al-Mg-Si sheet alloys. Mater. Sci. Forum 1996, 217, 479–486. [Google Scholar] [CrossRef]
- Engler, O.; Randle, V. Introduction to Texture Analysis. Macrotexture, Microtexture, and Orientation Mapping, 2nd ed.; CRC Press: Boca Raton, FL, USA, 2014. [Google Scholar]
- Humphreys, F.J.; Rohrer, G.S.; Rollett, A.D. Recrystallization and Related Annealing Phenomena, 3rd ed.; Elsevier Science Ltd.: Oxiford, UK, 2017. [Google Scholar]
- Bay, B.; Hansen, N.; Kuhlmann-Wilsdorf, D. Microstructural evolution in rolled aluminium. Mater. Sci. Eng. A 1992, 158, 139–146. [Google Scholar] [CrossRef]
- Engler, O.; Lücke, K. Mechanisms of recrystallization texture formation in aluminium alloys. Scr. Metal. Mater. 1992, 27, 1527–1532. [Google Scholar] [CrossRef]
- Dillamore, I.L.; Roberts, W.T. Preferred Orientation In wrought and annealed metals. Metall. Rev. 1965, 10, 271–380. [Google Scholar] [CrossRef]
- Mishin, O.V.; Bay, B.; Juul Jensen, D. Through-thickness texture gradients in cold-rolled aluminum. Metall Mater. Trans. A 2000, 31, 1653–1662. [Google Scholar] [CrossRef]
- Hurley, P.J.; Humphreys, F.J. The application of EBSD to the study of substructural development in a cold rolled single-phase aluminium alloy. Acta Mater. 2003, 51, 1087–1102. [Google Scholar] [CrossRef]
- Engler, O.; Hirsch, J. Texture control by thermomechanical processing of AA6xxx Al–Mg–Si sheet alloys for automotive applications—A review. Mater. Sci. Eng. A 2002, 336, 249–262. [Google Scholar] [CrossRef]
- Doherty, R.D. Recrystallization and texture. Prog. Mater. Sci. 1997, 42, 39–58. [Google Scholar] [CrossRef]
- Engler, O.; Hirsch, J.; Lücke, K. Texture development in Al-1.8 wt% Cu depending on the precipitation State—II. recrystallization textures. Acta Metall. Mater. 1995, 43, 121–138. [Google Scholar] [CrossRef]
- Hirsch, J.; Al-Samman, T. Superior light metals by texture engineering: optimized aluminum and magnesium alloys for automotive applications. Acta Mater. 2013, 61, 818–843. [Google Scholar] [CrossRef]
- Li, S.; Zhao, Q.; Liu, Z.; Li, F. A Review of texture evolution mechanisms during deformation by rolling in aluminum alloys. J. Mater. Eng. Perform 2018, 27, 3350–3373. [Google Scholar] [CrossRef]
- Hirsch, J.; Lücke, K. Overview no. 76: Mechanism of deformation and development of rolling textures in polycrystalline f.c.c. metals—I. Description of rolling texture development in homogeneous CuZn alloys. Acta Metall. 1988, 36, 2863–2882. [Google Scholar] [CrossRef]
- Hirsch, J.; Nes, E.; Lücke, K. Rolling and recrystallization textures in directionally solidified aluminium. Acta Metall. 1987, 35, 427–438. [Google Scholar] [CrossRef]
- Bate, P.; Oscarsson, A. Deformation banding and texture in hot rolled Al–1·0Mn–1·2Mg alloy. Mater. Sci. Technol. 1990, 6, 520–527. [Google Scholar] [CrossRef]
- Alvi, M.H.; Cheong, S.W.; Suni, J.P.; Weiland, H.; Rollett, A.D. Cube texture in hot-rolled aluminum alloy 1050 (AA1050)—nucleation and growth behavior. Acta Mater. 2008, 56, 3098–3108. [Google Scholar] [CrossRef]
- Dons, A.L.; Nes, E. Nucleation of cube texture in aluminium. Mater. Sci. Technol. 1986, 2, 8–18. [Google Scholar] [CrossRef]
- Hurley, P.J.; Humphreys, F.J. A study of recrystallization in singlephase aluminium using insitu annealing in the scanning electron microscope. J. Microsc. 2004, 213, 225–234. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- de La Chapelle, S. Cube recrystallization textures in a hot deformed Al±Mg±Si alloy. Scr. Mater. 2001, 45, 1387–1391. [Google Scholar] [CrossRef]
- Kashyap, K.T.; George, R. Mechanism of cube grain nucleation during recrystallization of deformed commercial purity aluminium. Bull. Mater. Sci. 2006, 29, 197–200. [Google Scholar] [CrossRef] [Green Version]
- Samajdar, I.; Doherty, R.D. Cube recrystallization texture in warm deformed aluminum: Understanding and prediction. Acta Mater. 1998, 46, 3145–3158. [Google Scholar] [CrossRef]
- Engler, O.; Vatne, H.E.; Nes, E. The roles of oriented nucleation and oriented growth on recrystallization textures in commercial purity aluminium. Mater. Sci. Eng. A 1996, 205, 187–198. [Google Scholar] [CrossRef]
- Engler, O. On the influence of orientation pinning on growth selection of recrystallisation. Acta Mater. 1998, 46, 1555–1568. [Google Scholar] [CrossRef]
- Mao, W.; Yang, P. Formation mechanisms of recrystallization textures in aluminum sheets based on theories of oriented nucleation and oriented growth. Trans. Nonferrous Met. Soc. China 2014, 24, 1635–1644. [Google Scholar] [CrossRef]
- Kobayashi, M.; Takayama, Y.; Kato, H. Preferential growth of cube-oriented grains in partially annealed and additionally rolled aluminum foils for capacitors. Mater. Trans. 2004, 45, 3247–3255. [Google Scholar] [CrossRef] [Green Version]
- Bennett, T.A.; Sidor, J.; Petrov, R.H.; Kestens, L.A.I. The effect of intermediate annealing on texture banding in aluminum alloy 6016. Adv. Eng. Mater. 2010, 12, 1018–1023. [Google Scholar] [CrossRef]
- Ridha, A.A.; Hutchinson, W.B. Recrystallisation mechanisms and the origin of cube texture in copper. Acta Metall. 1982, 30, 1929–1939. [Google Scholar] [CrossRef]
- Bennett, T.A.; Petrov, R.H.; Kestens, L.A.I. Effect of particles on texture banding in an aluminium alloy. Scr. Mater. 2010, 62, 78–81. [Google Scholar] [CrossRef]
- Humphreys, F.J. A unified theory of recovery, recrystallization and grain growth, based on the stability and growth of cellular microstructures—II. The effect of second-phase particles. Acta Mater. 1997, 45, 5031–5039. [Google Scholar] [CrossRef]
- Daaland, O.; Nes, E. Recrystallization texture development in commercial Al-Mn-Mg alloys. Acta Mater. 1996, 44, 1413–1435. [Google Scholar] [CrossRef]
- Vatne, H.E.; Engler, O.; Nes, E. Influence of particles on recrystallisation textures and microstructures of aluminium alloy 3103. Mater. Sci. Technol. 1997, 13, 93–102. [Google Scholar] [CrossRef]
- Humphreys, F.J. The nucleation of recrystallization at second phase particles in deformed aluminium. Acta Metall. 1977, 25, 1323–1344. [Google Scholar] [CrossRef]
- Humphreys, F.J.; Juul Jensen, D. Structure and texture evolution during the recrystallisation of particle containing materials. In Proceedings of the 7th Risø International Symposium on Metallurgy and Materials Science, Risø, Denmark, 8–12 September 1986. [Google Scholar]
- Liu, Y.; Huang, G.; Sun, Y.; Zhang, L.; Huang, Z.; Wang, J.; Liu, C. Effect of Mn and Fe on the formation of Fe- and Mn-rich intermetallics in Al-5Mg-Mn alloys solidified under near-rapid cooling. Materials 2016, 9, 88. [Google Scholar] [CrossRef] [Green Version]
- Sidor, J.J.; Petrov, R.H.; Kestens, L.A.I. Microstructural and texture changes in severely deformed aluminum alloys. Mater. Charact. 2011, 62, 228–236. [Google Scholar] [CrossRef]
- Claves, S.R.; Elias, D.L.; Misiolek, W.Z. Analysis of the intermetallic phase transformation occurring during homogenization of 6xxx aluminum alloys. Mater. Sci. Forum 2002, 396, 667–674. [Google Scholar] [CrossRef]
- Ratchev, P.; Verinden, P.; van Houtte, P. Effect of preheat temperature on the orientation relationship of (Mn,Fe)Al6 precipitates in an AA 5182 aluminium-magnesium alloy. Acta Metall. Mater. 1995, 43, 621–629. [Google Scholar] [CrossRef]
- Ebenberger, P.; Uggowitzer, P.J.; Gerold, B.; Pogatscher, S. Effect of compositional and processing variations in new 5182-Type AlMgMn alloys on mechanical properties and deformation surface quality. Materials 2019, 12, 1645. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Prillhofer, R.; Rank, G.; Berneder, J.; Antrekowitsch, H.; Uggowitzer, P.J.; Pogatscher, S. Property criteria for automotive Al-Mg-Si sheet alloys. Materials 2014, 7, 5047–5068. [Google Scholar] [CrossRef] [PubMed]
- Schmid, F.; Stemper, L.; Ebner, T.; Leitner, W.; Pogatscher, S. Industry-oriented sample preparation of 6xxx and 5xxx aluminum alloys in laboratory scale. In Proceedings of the EMC 2019, Salzburg, Austria, 20–22 May 2019. [Google Scholar]
- Bachmann, F.; Hielscher, R.; Schaeben, H. Texture analysis with MTEX - free and open source software toolbox. Solid State Phenom. 2010, 160, 63–68. [Google Scholar] [CrossRef] [Green Version]
- Hielscher, R.; Silbermann, C.B.; Schmidl, E.; Ihlemann, J. Denoising of crystal orientation maps. J. Appl. Crystallogr. 2019, 52, 984–996. [Google Scholar] [CrossRef] [Green Version]
- Schwarzer, R.A.; Sukkau, J. Electron back scattered diffraction: Current state, prospects and comparison with X-ray diffraction texture measurement. Banarast Metallurgist 2013, 18, 1–11. [Google Scholar]
- Contrepois, Q.; Maurice, C.; Driver, J.H. Hot rolling textures of Al–Cu–Li and Al–Zn–Mg–Cu aeronautical alloys: experiments and simulations to high strains. Mater. Sci. Eng. A 2010, 527, 7305–7312. [Google Scholar] [CrossRef]
- Engler, O. Comparison of X-ray and electron backscatter diffraction textures for back-annealed Al-Mg alloys. J. Appl. Crystallogr. 2009, 42, 1147–1157. [Google Scholar] [CrossRef]
- Van den Boogart, G.K. Statistical Errors of Texture Entities Based on EBSD Orientation Measurements. Mater. Sci. Forum 2005, 495, 179–184. [Google Scholar] [CrossRef]
- Creuziger, A.; Syed, K.; Gnäupel-Herold, T. Measurement of uncertainty in orientation distribution function calculations. Scr. Mater. 2014, 72, 55–58. [Google Scholar] [CrossRef]
- Pospiech, J.; Jura, J.; Gottstein, G. Statistical Analysis of Single Grain Orientation Data generated from Model Textures. Mater. Sci. Forum 1994, 157, 407–412. [Google Scholar] [CrossRef]
- Liu, Q.; Juul Jensen, D.; Hansen, N. Effect of grain orientation on deformation structure in cold-rolled polycrystalline aluminium. Acta Mater. 1998, 46, 5819–5838. [Google Scholar] [CrossRef]
- Lücke, K.; Engler, O. Effects of particles on development of microstructure and texture during rolling and recrystallisation in fcc alloys. Mater. Sci. Technol. 1990, 6, 1113–1130. [Google Scholar] [CrossRef]
- Weiland, H.; Hirsch, J. Microstructure and local texture in hot rolled aluminum. Textures and Microstruct. 1991, 14, 647–652. [Google Scholar] [CrossRef] [Green Version]
- Liu, W.C.; Morris, J.G. Quantitative analysis of texture evolution in cold-rolled, continuous-cast AA 5xxx-series aluminum alloys. Metall Mater. Trans. A 2004, 35, 267–277. [Google Scholar] [CrossRef]
- Gatti, J.R.; Bhattacharjee, P.P. Nucleation behavior and formation of recrystallization texture in pre-recovery treated heavily cold and warm-rolled Al–2.5wt.%Mg alloy. Mater. Charact. 2015, 106, 141–151. [Google Scholar] [CrossRef]
- Liu, W. Quantification of recrystallization texture evolution in cold rolled AA 5182 aluminum alloy. Scr. Mater. 2003, 49, 539–545. [Google Scholar] [CrossRef]
- Sidor, J.J.; Petrov, R.H.; Kestens, L.A.I. Modeling the crystallographic texture changes in aluminum alloys during recrystallization. Acta Mater. 2011, 59, 5735–5748. [Google Scholar] [CrossRef]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Alloy | Mg | Mn | Fe | Si | Al |
|---|---|---|---|---|---|
| EN AW-5182 | 4.83 | 0.41 | 0.16 | 0.09 | Bal. |
| EN AW-6016 | 0.35 | 0.07 | 0.19 | 1.14 | Bal. |
| Component | Phi1 | Phi | Phi2 | |
|---|---|---|---|---|
| Cube | 0 | 0 | 0 | |
| CubeND-45 | 45 | 0 | 0 | |
| Goss | 0 | 45 | 0 | |
| Copper | 180 | 21.8 | 0 | |
| 289.5 | 45 | 0 | ||
| S | 121 | 36.7 | 26.6 | |
| 302.3 | 18.4 | 0 | ||
| 301 | 36.7 | 26.6 | ||
| 122.3 | 18.4 | 0 | ||
| Brass | 35.3 | 45 | 0 | |
| 90 | 144.7 | 225 | ||
| Q | 239 | 143.3 | 206.6 | |
| 237.7 | 161.6 | 180 | ||
| 59 | 143.3 | 206.6 | ||
| 57.7 | 161.6 | 180 | ||
| P | 90 | 35.3 | 45 | |
| 0 | 21.8 | 360 | ||
| Scale of Production | Direction | HR | CR1 | IA | CR2 | SA |
|---|---|---|---|---|---|---|
| Laboratory | lRD/µm | 14 ± 11 | 22 ± 24 | 13 ± 9 | 17 ± 11 | 22 ± 13 |
| Industry | lRD/µm | 18 ± 12 | 12 ± 7 | 10 ± 4 | 10 ± 6 | 20 ± 11 |
| Scale of Production | Direction | HR | CR1 | IA | CR2 | SA |
|---|---|---|---|---|---|---|
| Laboratory | lRD/µm | 68 ± 147 * | 27 ± 45 * | 22 ± 25 | 14 ± 18 | 22 ± 15 |
| Industry | lRD/µm | 73 ± 112 * | 16 ± 22 * | 37 ± 34 | 13 ± 11 | 19 ± 10 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Grasserbauer, J.; Weißensteiner, I.; Falkinger, G.; Mitsche, S.; Uggowitzer, P.J.; Pogatscher, S. Evolution of Microstructure and Texture in Laboratory- and Industrial-Scaled Production of Automotive Al-Sheets. Materials 2020, 13, 469. https://0-doi-org.brum.beds.ac.uk/10.3390/ma13020469
Grasserbauer J, Weißensteiner I, Falkinger G, Mitsche S, Uggowitzer PJ, Pogatscher S. Evolution of Microstructure and Texture in Laboratory- and Industrial-Scaled Production of Automotive Al-Sheets. Materials. 2020; 13(2):469. https://0-doi-org.brum.beds.ac.uk/10.3390/ma13020469
Chicago/Turabian StyleGrasserbauer, Jakob, Irmgard Weißensteiner, Georg Falkinger, Stefan Mitsche, Peter J. Uggowitzer, and Stefan Pogatscher. 2020. "Evolution of Microstructure and Texture in Laboratory- and Industrial-Scaled Production of Automotive Al-Sheets" Materials 13, no. 2: 469. https://0-doi-org.brum.beds.ac.uk/10.3390/ma13020469