The Effect of an External Magnetic Field on the Aspect Ratio and Heat Input of Gas-Metal-Arc-Welded AZ31B Alloy Weld Joints Using a Response Surface Methodology

 ,
,  , , and
, , and 
Abstract
:1. Introduction
2. Materials and Methods
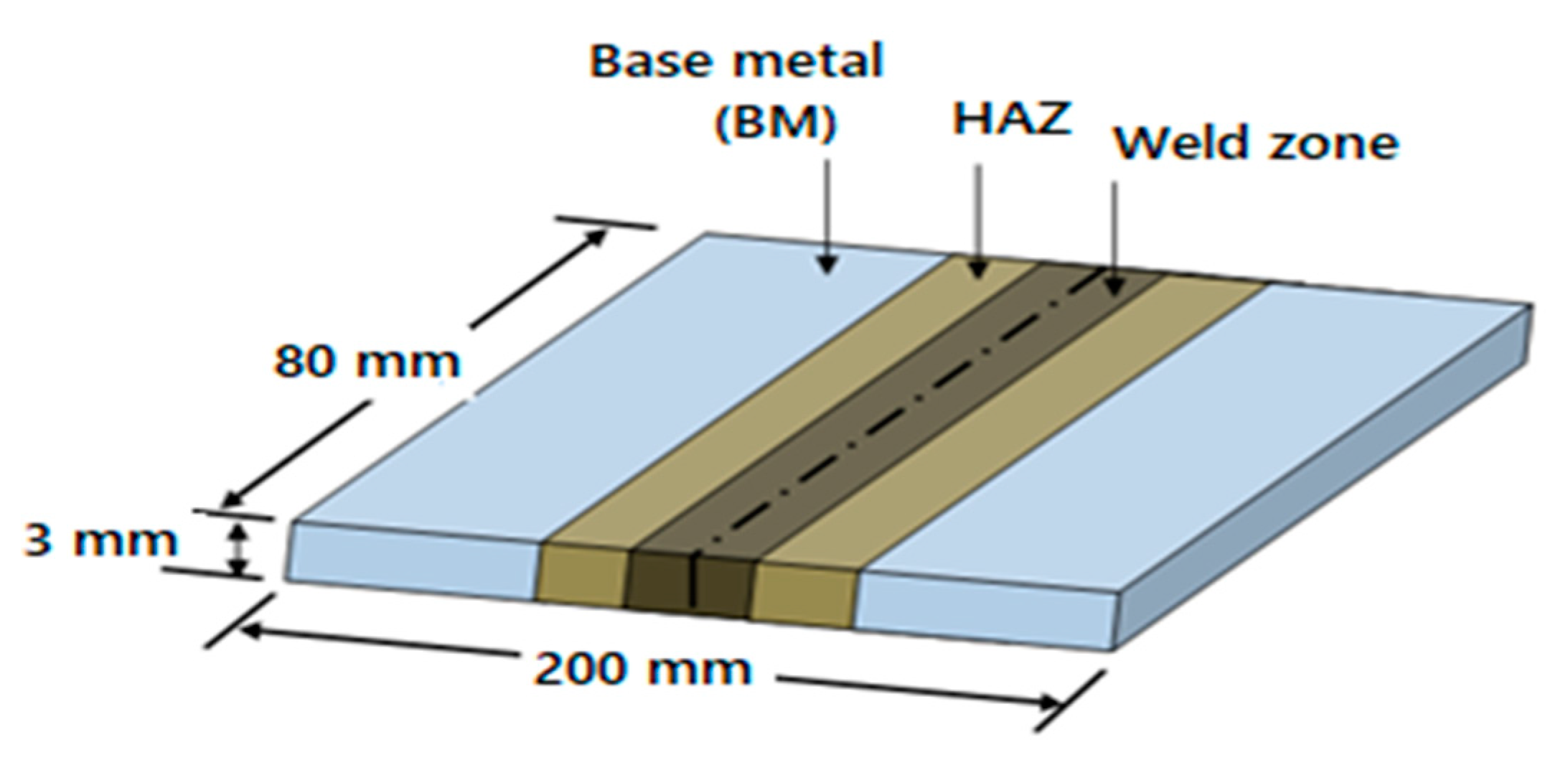
2.1. Materials of the Plates and Wire
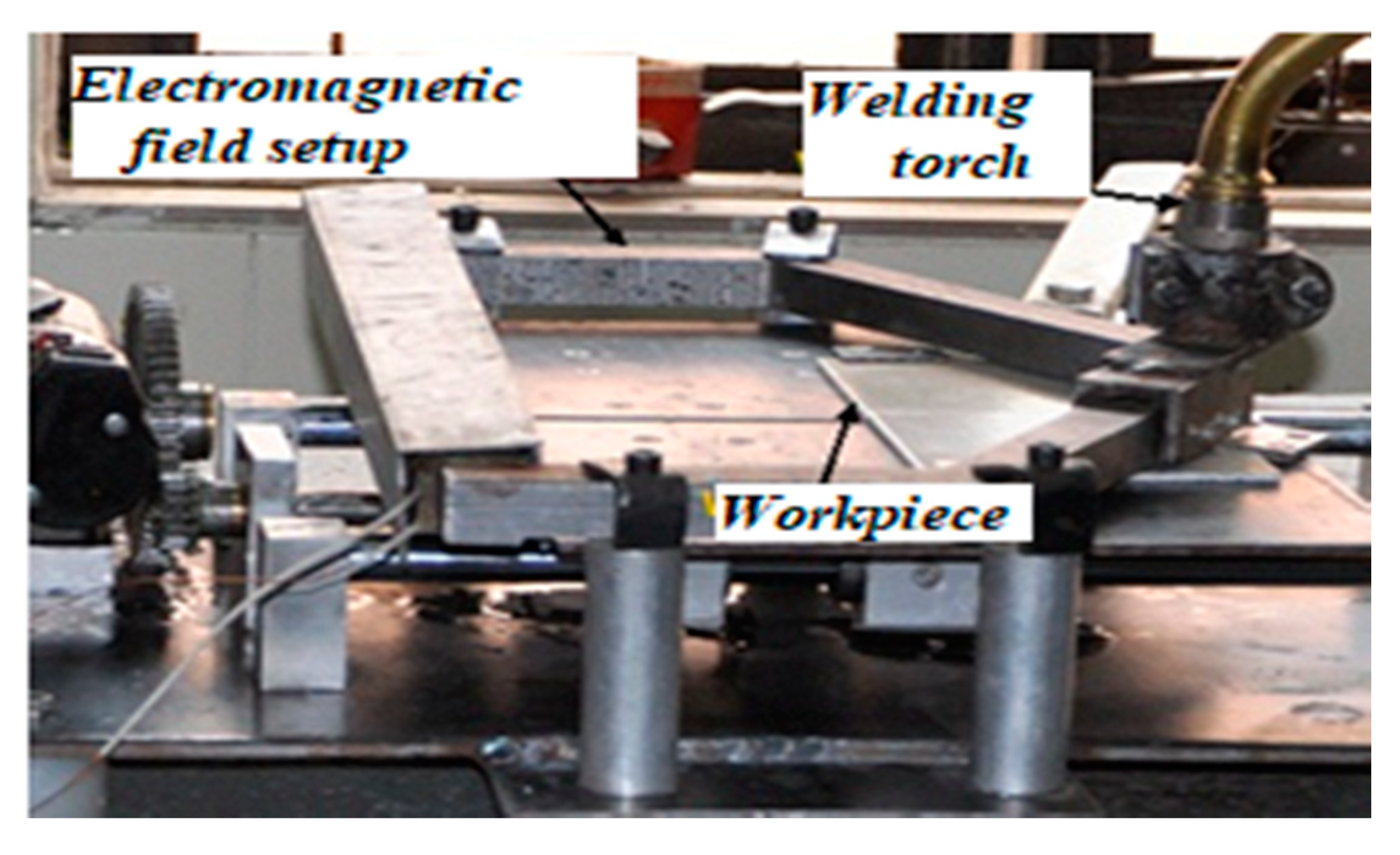
2.2. Experimental Setup
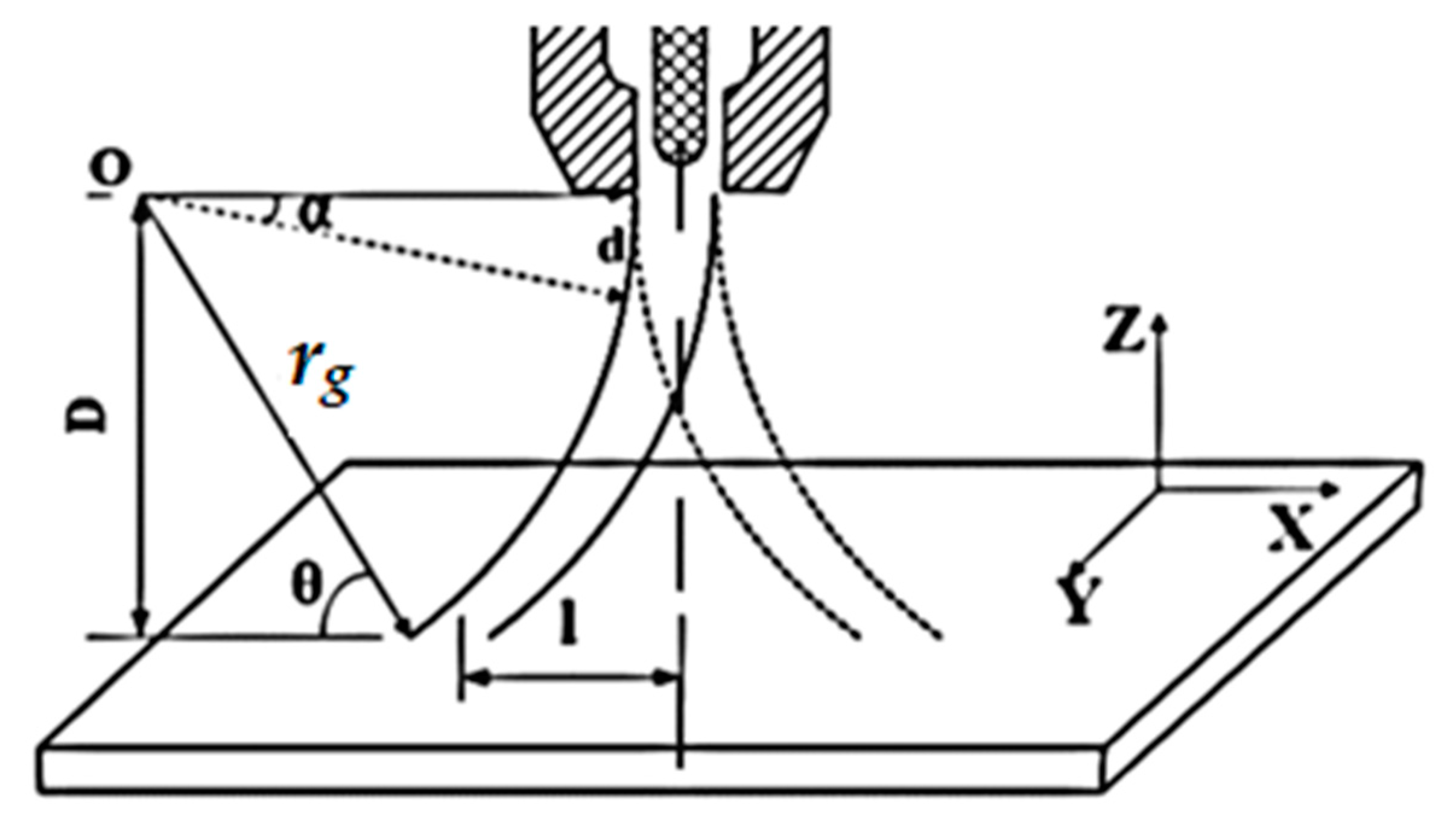
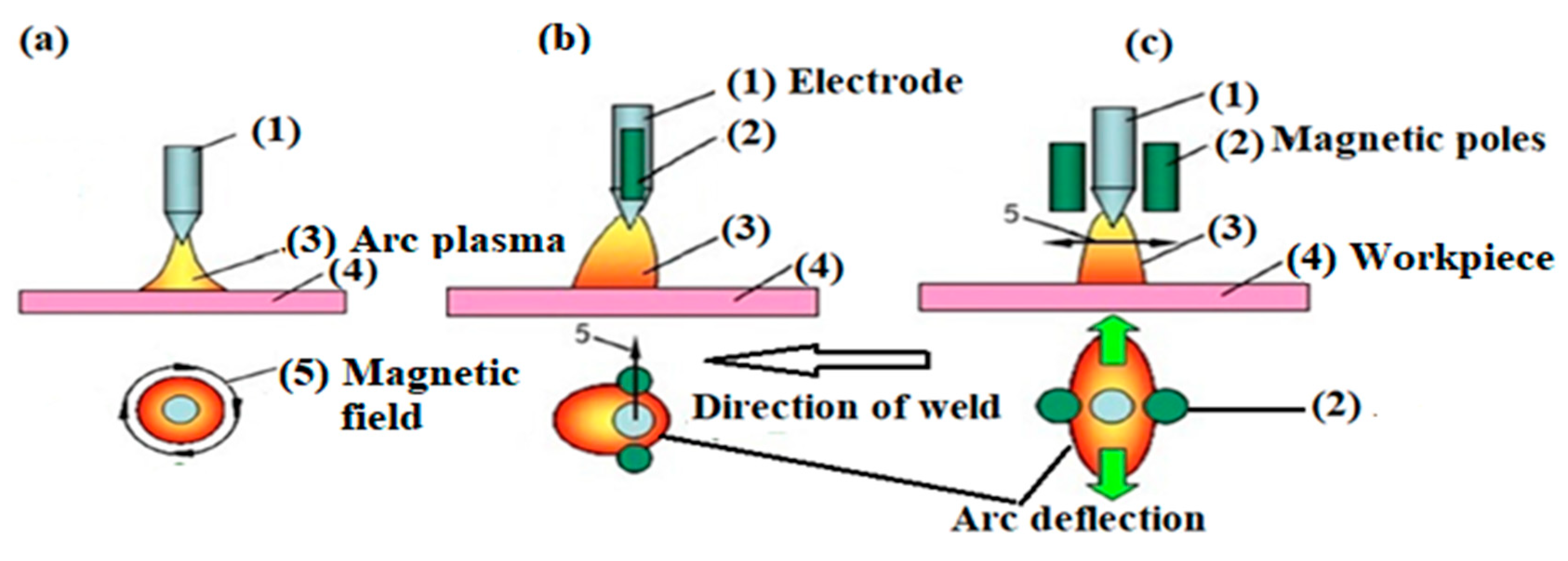
2.3. External Magnetic Field and the Arc Shape
2.3.1. Longitudinal and Transverse External Magnetic Fields
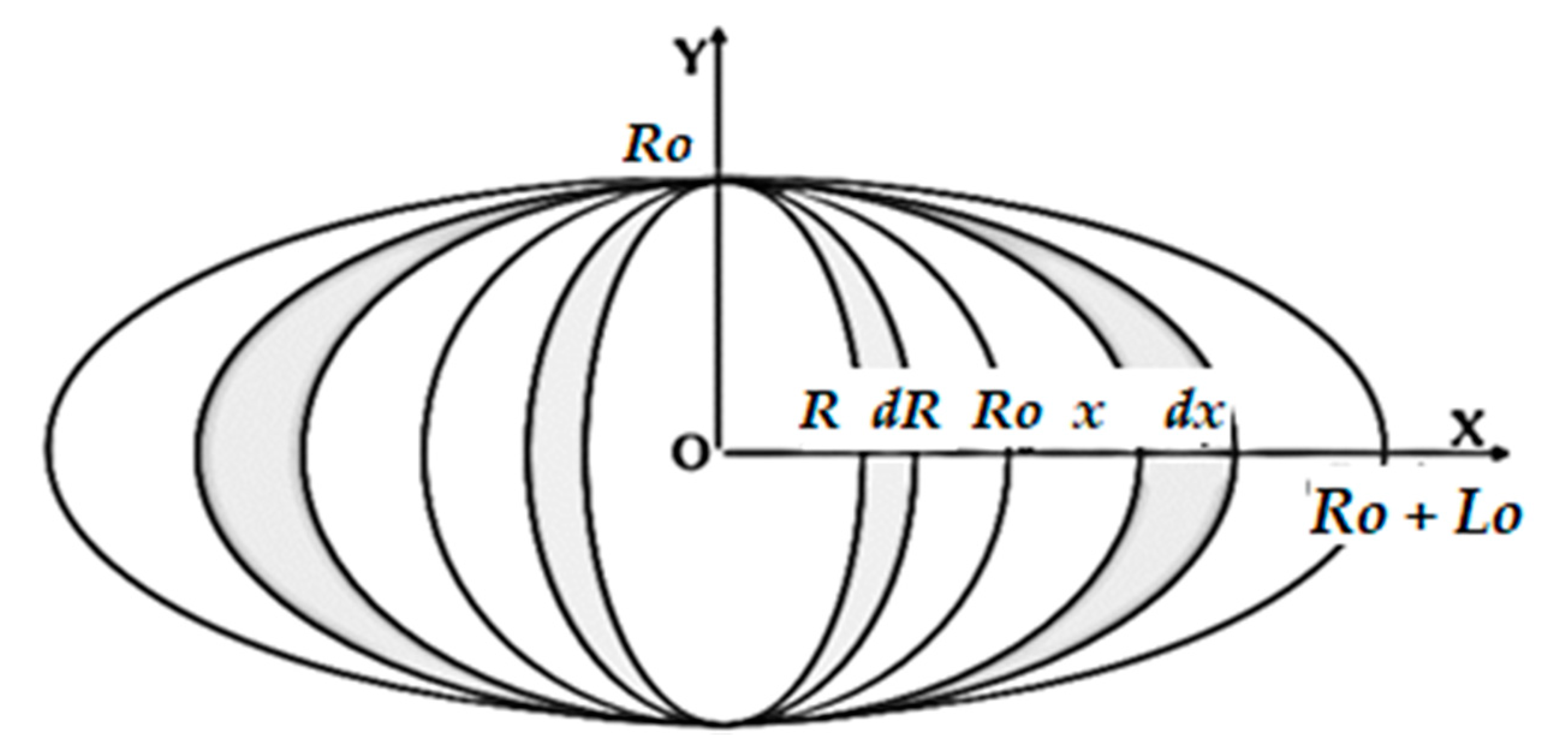
2.3.2. Heat Input Factor and the Transverse External Magnetic Field
2.4. Response Surface Methodology (RSM)
2.5. Development of the Mathematical Model
2.5.1. Acceptability of the Developed Models
2.5.2. Validation of the Model
2.5.3. Optimization of Bead Parameters
3. Results and Discussion
3.1. Effect of the EMF (M) on HIf, AR, P, and W
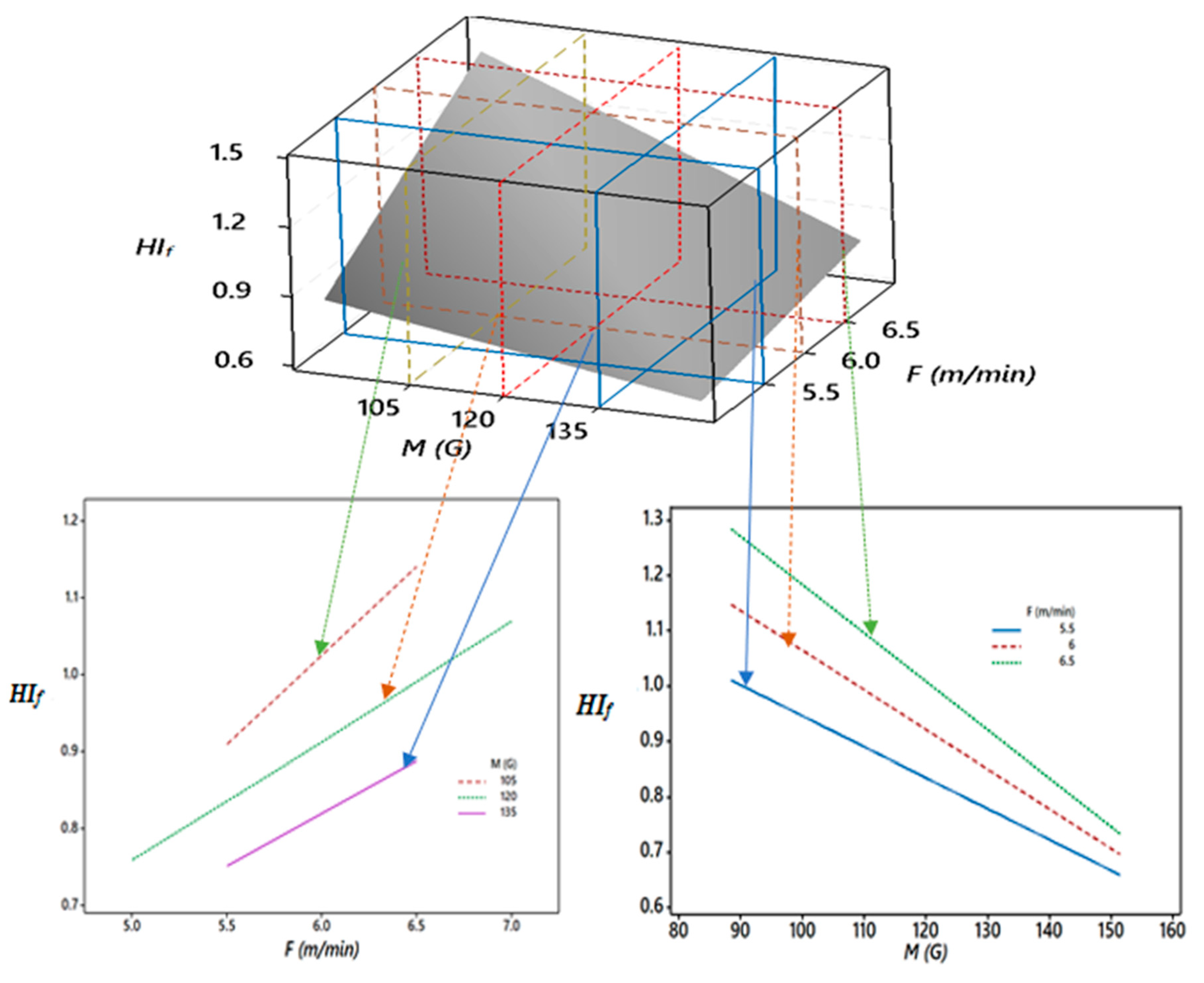
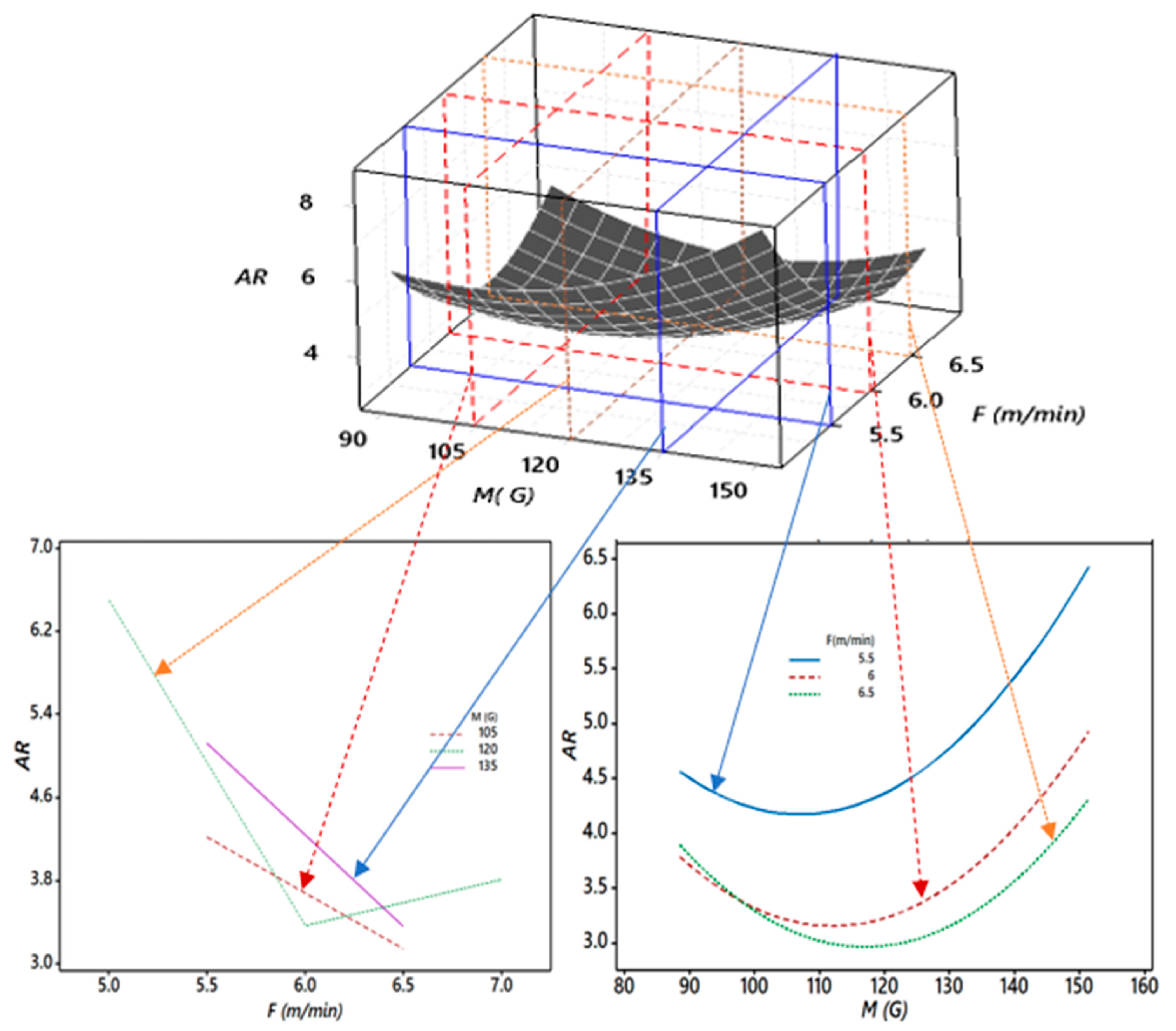
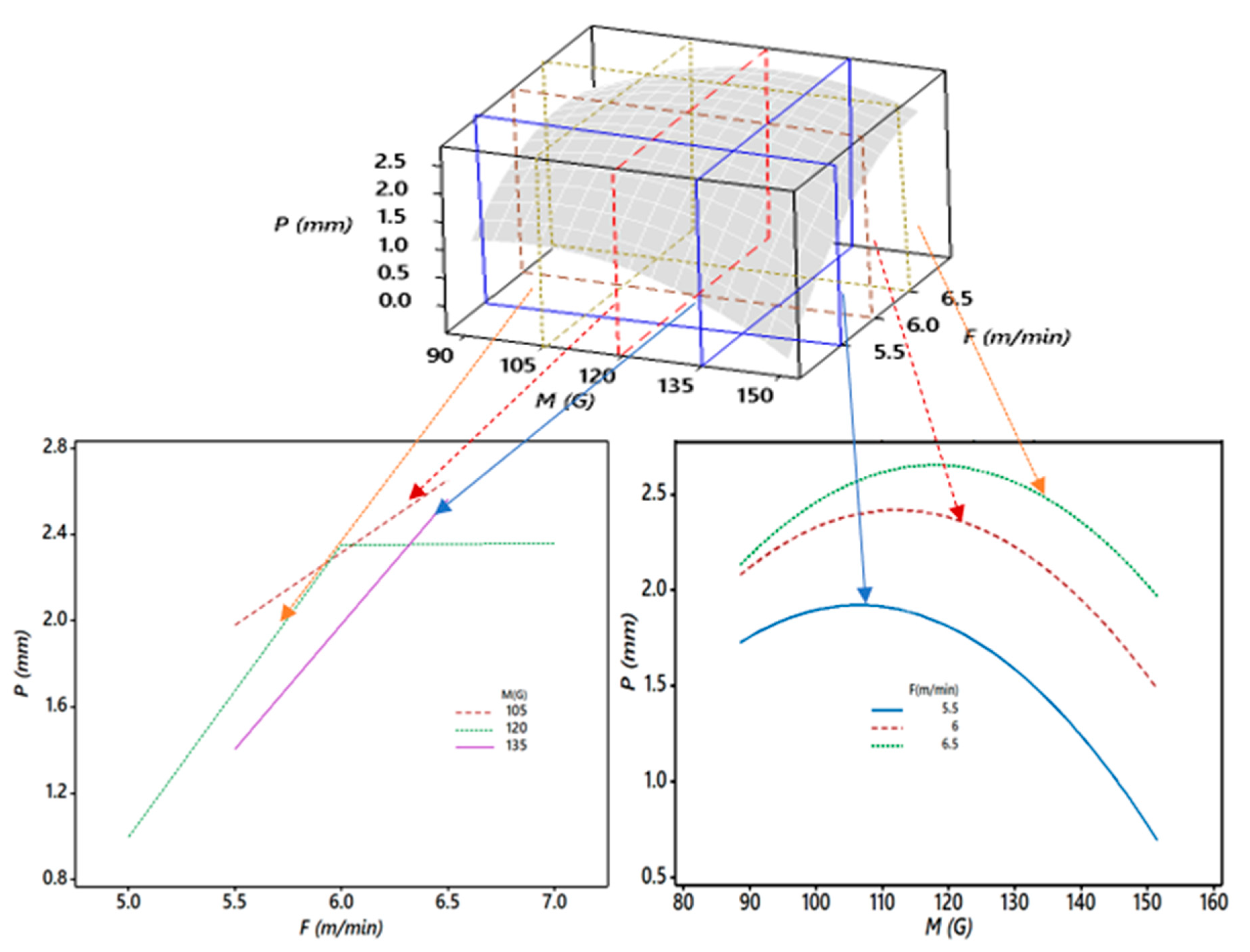
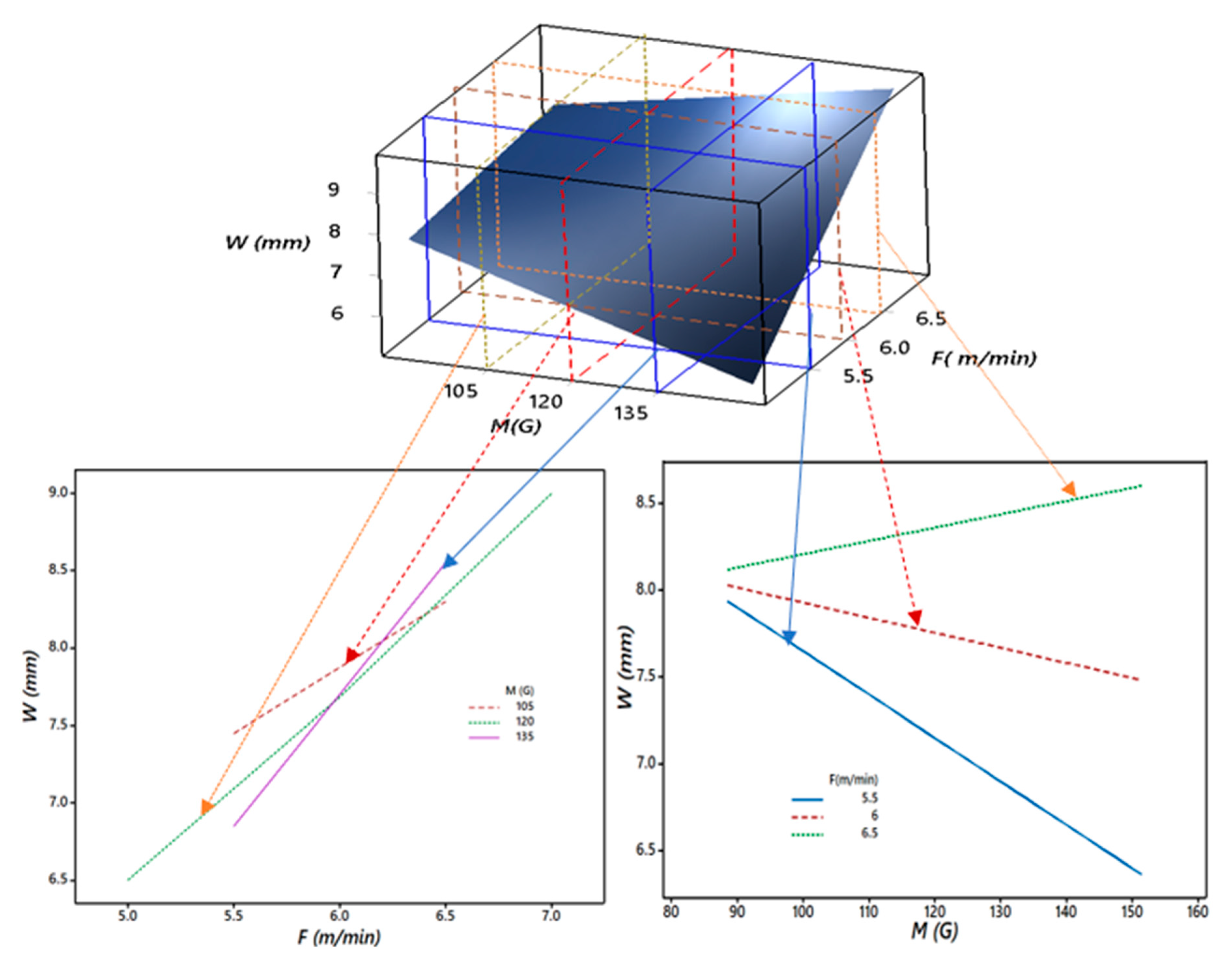
3.2. Interaction Effect of the EMF (M) and F on the HIf, AR, P, and W
4. Conclusions
- The investigation for the effect of the EMF on the aspect ratio (AR) and heat input factor (HIf) for a magnesium alloy (AZ31B) showed that the effect of the EMF on the arc configuration and arc energy affected the weld quality and the process. The effects of the interaction of the EMF and wire feed rate (F) on the heat input factor (HIf), aspect ratio (AR), weld penetration (P), and bead width (W) were significant. The R-squared value (R2) for the aspect ratio (AR) was 97.64%, and for the heat input factor (HIf), it was (94.52%), showing a good correlation for the process.
- The predicted results were in consonance with experimental results using conformity tests. The optimized values of the process parameters for this multi-objective process were 119 G for the magnetic field, 700 mm/min for the welding speed, 5.8 m/min for the feed rate, and a gas flow rate of 11.5 L/min. This resulted in a full weld penetration (P) with a corresponding heat input factor (HIf) of 0.8 and aspect ratio (AR) of 2.26.
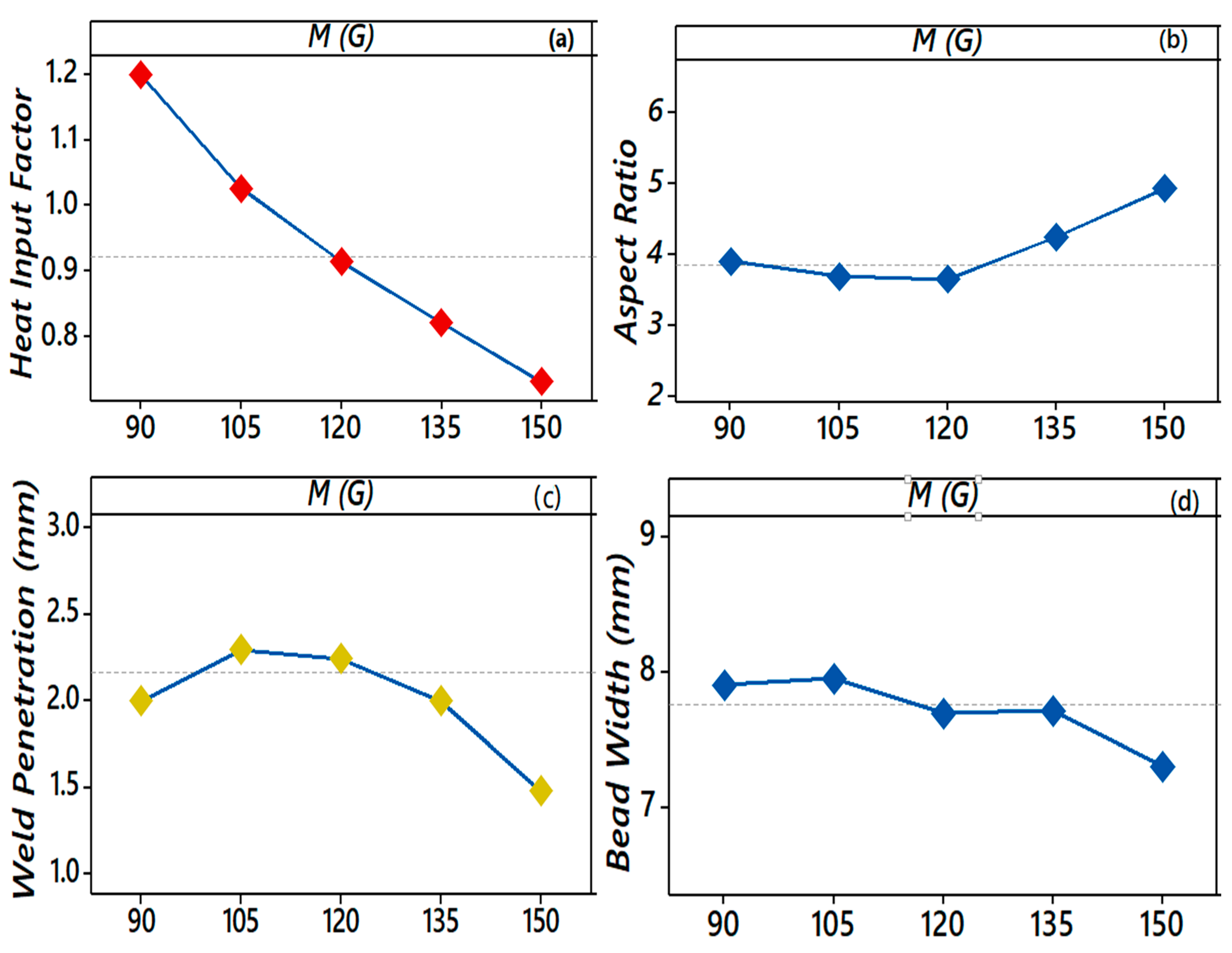
- The aspect ratio (AR), which is a dimensionless number, can be directly associated with the weld quality. A higher value signifies a poor weld penetration (P) or a large bead width (W). The rise in the magnetic field from 90 to 120 G produced a decline in AR. However, a further increase in the magnetic field (M) till 150 G caused a sharp increase in the aspect ratio. It was observed that as M increased from 90 to 115 G, AR decreased for all values of the wire feed rate (F). The slope of the aspect ratio (AR) was negative for the magnetic field (M) until 115 G. However, beyond 115 G, the aspect ratio (AR) started increasing and the slope was steeper.
- Like the aspect ratio number (AR), the heat input factor (HIf) may also reflect some information about the weld quality and optimization of the process parameters. Thus, the heat input factor (HIf), a dimensionless number, similarly shows the cumulative effect of the magnetic field (M), wire feed rate (F), welding speed (S), and gas flow rate (G) on the aspect ratio (AR) regarding the bead width (W) and penetration (P). The heat input factor varied from 0.7 to 1.3 for the given range of magnetic fields from 90 to 150 G with a simultaneous variation in the feed rate from 5.0 to 7.0 m/min. For a higher magnetic field (150 G), a frequent arc extinction with a large size spatter and the explosion of melting drops was observed.
- The EMF up to 120 G showed an increase in penetration (P) up to the full depth, i.e., 3.7 mm, and supported the arc stability. In comparison, above 120 G, the penetration (P) decreased as low as 33% of the sheet thickness (1.0 mm), and frequent arc extinguishing was observed.
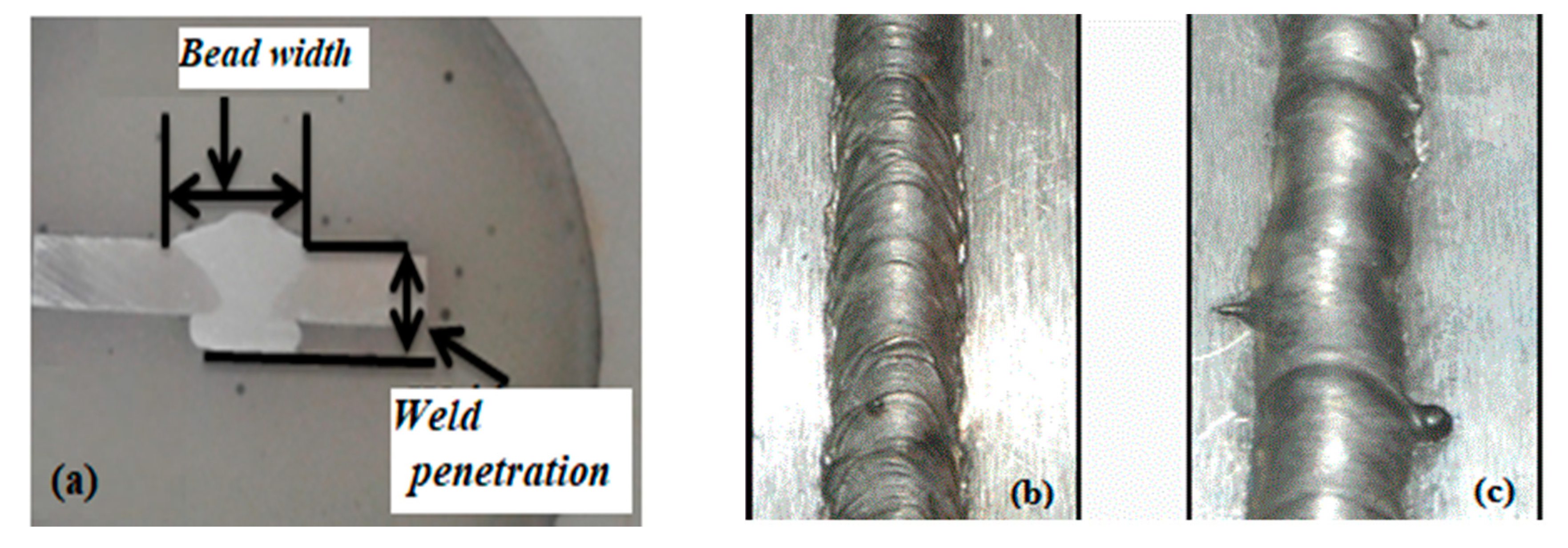
- The appearance of weld metals under the EMF was more regular, smooth, and straight than without the EMF.
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Georgios, F.; Zissis, S. On the way to 130 g CO2/km—Estimating the future characteristics of the average European passenger car, energy policy. Sci. Direct 2010, 38, 1826–1833. [Google Scholar]
- Yang, Y.; Zhang, Z. Corrosion and protection of magnesium alloys. Adv. Mater. Res. 2015, 1120–1121. [Google Scholar] [CrossRef]
- Olson, D.L.; Siewert, T.A.; Liu, S.; Edwards, G.R. (Eds.) Welding of Magnesium Alloys ASM Handbook, Volume 6: Welding, Brazing, and Soldering; Materials Park ASM International: Novelty, OH, USA, 1993; pp. 772–782. [Google Scholar]
- Chai, X.; Yang, Y.K.; Carlson, B.E.; Kou, S. Gas metal arc welding of magnesium alloys: Oxide films, high crowns, and fingers. Weld. J. 2015, 94, 16S–33S. [Google Scholar]
- Zhang, Z.D.; Liu, L.; Song, G. Welding characteristics of AZ31B magnesium alloy using DC-PMIG welding. Trans. Nonferrous Met. Soc. China 2013, 23, 315–322. [Google Scholar] [CrossRef]
- Bachmann, M.; Avilov, V.; Gumenyuk, A.; Rethmeier, M. About the influence of a steady magnetic field on weld pool dynamics in partial penetration high power laser beam welding of thick aluminum parts. Int. J. Heat Mass Transf. 2013, 60, 309–321. [Google Scholar] [CrossRef]
- Nomura, K.; Ogino, Y.; Haga, T.; Hirata, Y. Influence of magnet configurations on magnetic controlled tig arc welding. Trans. JWRI 2010, 39, 209–210. [Google Scholar]
- Montgomery, D.C. Design, and Analysis of Experiments, 6th ed.; Wiley: New York, NY, USA, 2005. [Google Scholar]
- Giridharan, P.K.; Murugan, N. Optimization of pulsed GTA welding process parameters for the welding of AISI 304L stainless steel sheets. Int. J. Adv. Manuf. Technol. 2009, 40, 478–489. [Google Scholar] [CrossRef]
- Sharma, P.; Chattopadhyaya, S.; Singh, N.K. Optimization of gas metal arc welding parameters to weld AZ31B alloy using response surface methodology. Mater. Res. Express 2019, 6, 106569. [Google Scholar] [CrossRef]
- E140-05e1, Standard Hardness Conversion Tables; ASTM International: West Conshohocken, PA, USA, 2005.
- Liu, Y.; Sun, Q.; Liu, J.; Wang, S.; Feng, J. Effect of axial external magnetic field on cold metal transfer welds of aluminum alloy and stainless steel. Mater. Lett. 2015, 152, 29–31. [Google Scholar] [CrossRef]
- Wang, L.; Chen, J.; Wu, C.; Gao, J. Backward flowing molten metal in the weld pool and its influence on humping bead in high-speed GMAW. J. Mater. Process. Technol. 2016, 237, 342–350. [Google Scholar] [CrossRef]
- Matsumoto, N.; Kuno, I.; Yamamoto, T.; Sugimoto, M.; Takeda, K. Arc behavior in non-uniform AC magnetic field. ISIJ Int. 2012, 52, 488–492. [Google Scholar] [CrossRef]
- Jiang, S.Y.; Wang, X.W.; Chen, H.M.; Liu, P. The impact of the adscititious longitudinal magnetic field on the CO2 welding process. Adv. Mater. Res. 2012, 538-541, 1447–1450. [Google Scholar] [CrossRef]
- Nosov, D.G.; Peremitko, V.V. Influence of frequency and induction of longitudinal magnetic field on the electrode metal loss and its spattering during MAG-welding. IOP Conf. Ser.: Mater. Sci. Eng. 2015, 91, 012011. [Google Scholar] [CrossRef] [Green Version]
- Meng, J.; Dong, X. Mathematical modeling of heat flux distribution of plasma arc by transverse alternating magnetic field. Open Mech. Eng. J. 2013, 7, 1–8. [Google Scholar] [CrossRef] [Green Version]
- Ghosh, A.; Chattopadhyaya, S. Prediction of HAZ width and yield parameters of saw process with the help of analytical solution of the transient 3D heat conduction equation. Int. Rev. Mech. Eng. 2011, 5, 519–525. [Google Scholar]
- Ghosh, A.; Chattopadhyaya, S.; Hloch, S. Prediction of weld bead parameters, transient temperature distribution & HAZ width of submerged arc welded structural steel plates. Teh. Vjesn. 2012, 19, 617–620. [Google Scholar]
- Ghosh, A.; Chattopadhyaya, S. Prediction of transient temperature distribution, HAZ width, and microstructural analysis of submerged arc-welded structural steel plates. Defect Diffus. Forum 2011, 316-317, 135–152. [Google Scholar] [CrossRef]
- Kumar, U.; Gope, D.K.; Srivastava, J.P.; Chattopadhyaya, S.; Das, A.K.; Krolczyk, G. Experimental and numerical assessment of temperature field and analysis of microstructure and mechanical properties of low power laser annealed welded joints. Materials 2018, 11, 1514. [Google Scholar] [CrossRef] [Green Version]
- Dong, H.G.; Liao, C.Q.; Yang, L.Q. Microstructure and mechanical properties of AZ31B, magnesium alloy gas metal arc weld, Science direct. Trans. Nonferrous Met. Soc. China 2012, 22, 1336–1341. [Google Scholar] [CrossRef]
- Wu, H.; Chang, Y.; Lu, L.; Bai, J. Review on magnetically controlled arc welding process. Int. J. Adv. Manuf. Technol. 2017, 91, 4263–4273. [Google Scholar] [CrossRef]
- Jian, X.; Wu, H. Influence of the longitudinal magnetic field on the formation of the bead in narrow gap gas tungsten arc welding. Metals 2020, 10, 1351. [Google Scholar] [CrossRef]
- Reddy, G.M.; Gokhale, A.A.; Rao, K.P. Weld microstructure refinement in a 1441 grade aluminum-lithium alloy. J. Mater. Sci. 1997, 32, 4117–4126. [Google Scholar] [CrossRef]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameters | Units | −2 | −1 | 0 | 1 | 2 |
|---|---|---|---|---|---|---|
| M | G | 90 | 105 | 120 | 135 | 150 |
| F | m/min | 5 | 5.5 | 6 | 6.5 | 7 |
| S | mm/min | 500 | 550 | 600 | 650 | 700 |
| G | L/min | 9 | 10 | 11 | 12 | 13 |
| Input Parameters | Responses | |||||||
|---|---|---|---|---|---|---|---|---|
| Run Order | M | F | S | G | HIf | AR | P | W |
| 1 | 105 | 6.5 | 650 | 12 | 1.14 | 3.19 | 2.38 | 7.6 |
| 2 | 120 | 6.0 | 600 | 11 | 0.91 | 3.13 | 2.36 | 7.4 |
| 3 | 105 | 5.5 | 550 | 10 | 0.95 | 4.50 | 1.68 | 7.6 |
| 4 | 120 | 6.0 | 600 | 9 | 0.75 | 2.93 | 2.76 | 8.1 |
| 5 | 120 | 6.0 | 600 | 11 | 0.91 | 3.10 | 2.58 | 8.0 |
| 6 | 120 | 6.0 | 600 | 11 | 0.91 | 3.45 | 2.20 | 7.6 |
| 7 | 120 | 6.0 | 600 | 11 | 0.91 | 3.24 | 2.28 | 7.4 |
| 8 | 150 | 6.0 | 600 | 11 | 0.73 | 4.93 | 1.48 | 7.3 |
| 9 | 120 | 6 | 700 | 11 | 0.785 | 2.05 | 3.7 | 7.6 |
| 10 | 135 | 6.5 | 650 | 12 | 0.89 | 3.51 | 2.22 | 7.8 |
| 11 | 105 | 5.5 | 550 | 12 | 0.92 | 5.83 | 1.32 | 7.7 |
| 12 | 120 | 6.0 | 600 | 11 | 0.85 | 3.10 | 2.58 | 8.0 |
| 13 | 105 | 6.5 | 650 | 10 | 0.95 | 2.83 | 2.82 | 8.0 |
| 14 | 135 | 6.5 | 650 | 10 | 0.74 | 3.09 | 2.72 | 8.4 |
| 15 | 120 | 6.0 | 600 | 11 | 0.92 | 3.12 | 2.40 | 7.5 |
| 16 | 105 | 6.5 | 550 | 10 | 1.125 | 2.93 | 3.00 | 8.8 |
| 17 | 105 | 5.5 | 650 | 10 | 0.80 | 2.74 | 2.84 | 7.8 |
| 18 | 120 | 6.0 | 600 | 11 | 0.92 | 3.31 | 2.38 | 7.9 |
| 19 | 90 | 6.0 | 600 | 11 | 1.2 | 3.90 | 2.00 | 7.9 |
| 20 | 135 | 5.5 | 650 | 10 | 0.63 | 3.50 | 2.12 | 7.4 |
| 21 | 135 | 5.5 | 550 | 10 | 0.74 | 5.41 | 1.20 | 6.5 |
| 22 | 105 | 5.5 | 650 | 12 | 0.97 | 3.80 | 1.92 | 7.3 |
| 23 | 135 | 6.5 | 550 | 12 | 1.05 | 3.78 | 2.38 | 9.0 |
| 24 | 105 | 6.5 | 550 | 12 | 1.35 | 3.63 | 2.42 | 8.8 |
| 25 | 120 | 6.0 | 600 | 13 | 1.08 | 4.73 | 1.52 | 7.2 |
| 26 | 120 | 5.0 | 600 | 11 | 0.76 | 6.50 | 1.00 | 6.5 |
| 27 | 120 | 7.0 | 600 | 11 | 1.07 | 3.81 | 2.36 | 9.0 |
| 28 | 135 | 5.5 | 550 | 12 | 0.89 | 6.80 | 1.00 | 6.8 |
| 29 | 135 | 5.5 | 650 | 12 | 0.75 | 4.78 | 1.42 | 6.78 |
| 30 | 120 | 6.0 | 500 | 11 | 1.1 | 4.50 | 1.82 | 8.2 |
| 31 | 135 | 6.5 | 550 | 10 | 0.875 | 3.06 | 2.94 | 9.0 |
| Trial Nos. | Process Parameters | Responses | ||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| M | S | F | G | ARPred | ARobs | HIf,Pred | HIf,obs | PPred | Pobs | WPred | Wobs | |
| 1. | 120 | 700 | 6 | 9 | 1.74 ± 0.35 | 2.05 | 0.63 ± 0.08 | 0.64 | 3.4 ± 0.37 | 3.7 | 8.0 ± 0.42 | 7.6 |
| 2. | 130 | 600 | 7 | 10 | 3.70 ± 0.35 | 3.6 | 0.87 ± 0.08 | 0.89 | 1.2 ± 0.37 | 1.5 | 5.1 ± 0.42 | 5.4 |
| 3. | 150 | 600 | 7 | 10 | 4.52 ± 0.35 | 4.2 | 0.70 ± 0.08 | 0.77 | 0.7 ± 0.37 | 1.2 | 4.9 ± 0.42 | 5.0 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Sharma, P.; Chattopadhyaya, S.; Singh, N.K.; Bogdan-Chudy, M.; Krolczyk, G. The Effect of an External Magnetic Field on the Aspect Ratio and Heat Input of Gas-Metal-Arc-Welded AZ31B Alloy Weld Joints Using a Response Surface Methodology. Materials 2020, 13, 5269. https://0-doi-org.brum.beds.ac.uk/10.3390/ma13225269
Sharma P, Chattopadhyaya S, Singh NK, Bogdan-Chudy M, Krolczyk G. The Effect of an External Magnetic Field on the Aspect Ratio and Heat Input of Gas-Metal-Arc-Welded AZ31B Alloy Weld Joints Using a Response Surface Methodology. Materials. 2020; 13(22):5269. https://0-doi-org.brum.beds.ac.uk/10.3390/ma13225269
Chicago/Turabian StyleSharma, Pankaj, Somnath Chattopadhyaya, Nirmal Kumar Singh, Marta Bogdan-Chudy, and Grzegorz Krolczyk. 2020. "The Effect of an External Magnetic Field on the Aspect Ratio and Heat Input of Gas-Metal-Arc-Welded AZ31B Alloy Weld Joints Using a Response Surface Methodology" Materials 13, no. 22: 5269. https://0-doi-org.brum.beds.ac.uk/10.3390/ma13225269